
The Influence of Hot Deformation on the Mechanical and Structural Properties of Mild Carbon Steel for Industrial Application



Abstract
1. Introduction
2. Materials and Methods
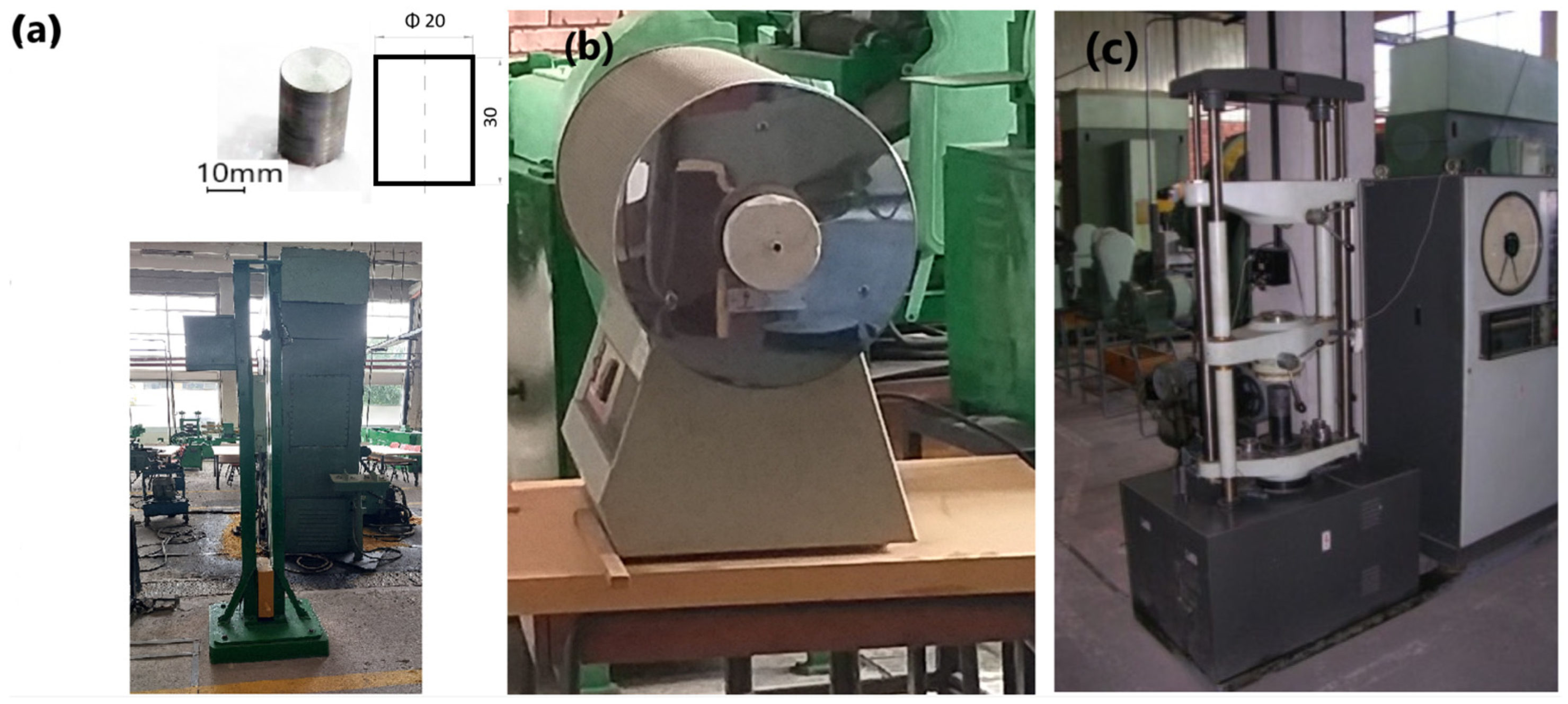
2.1. Material and Tests Characteristics
2.2. Numerical Simulation
3. Experimental Results
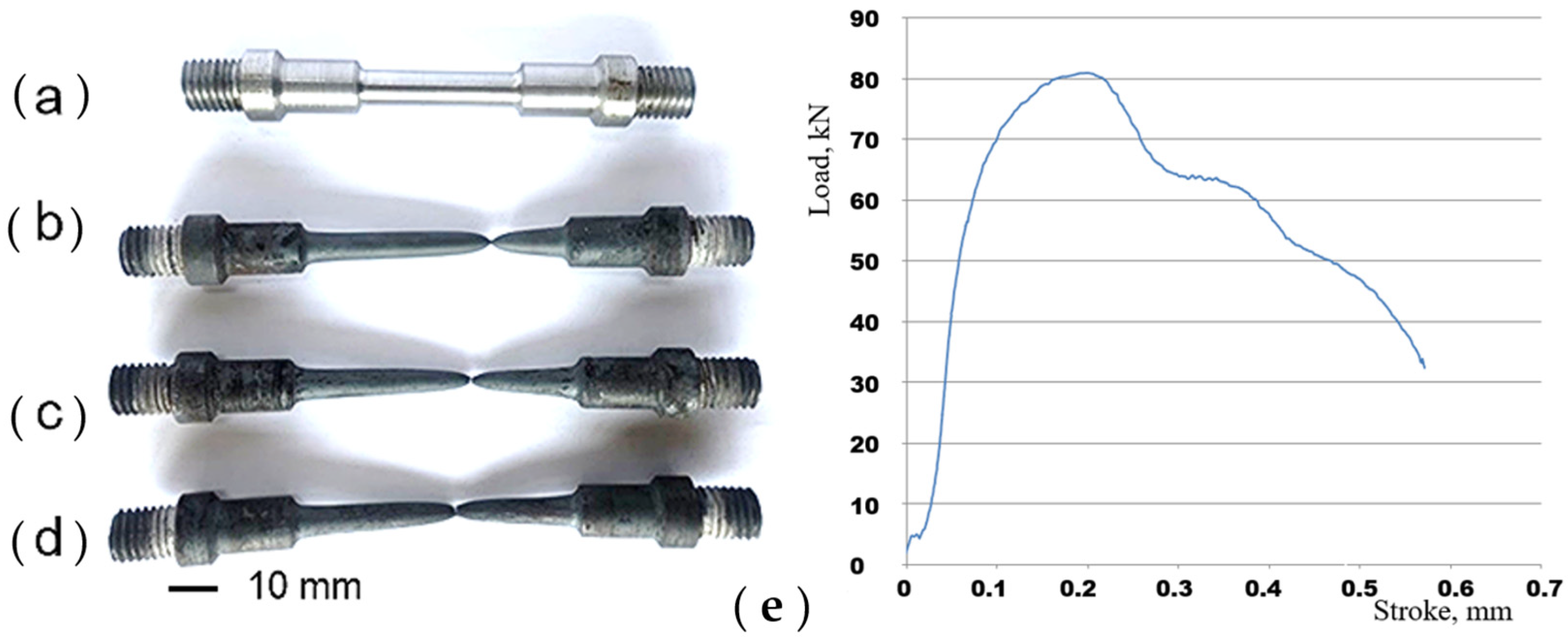
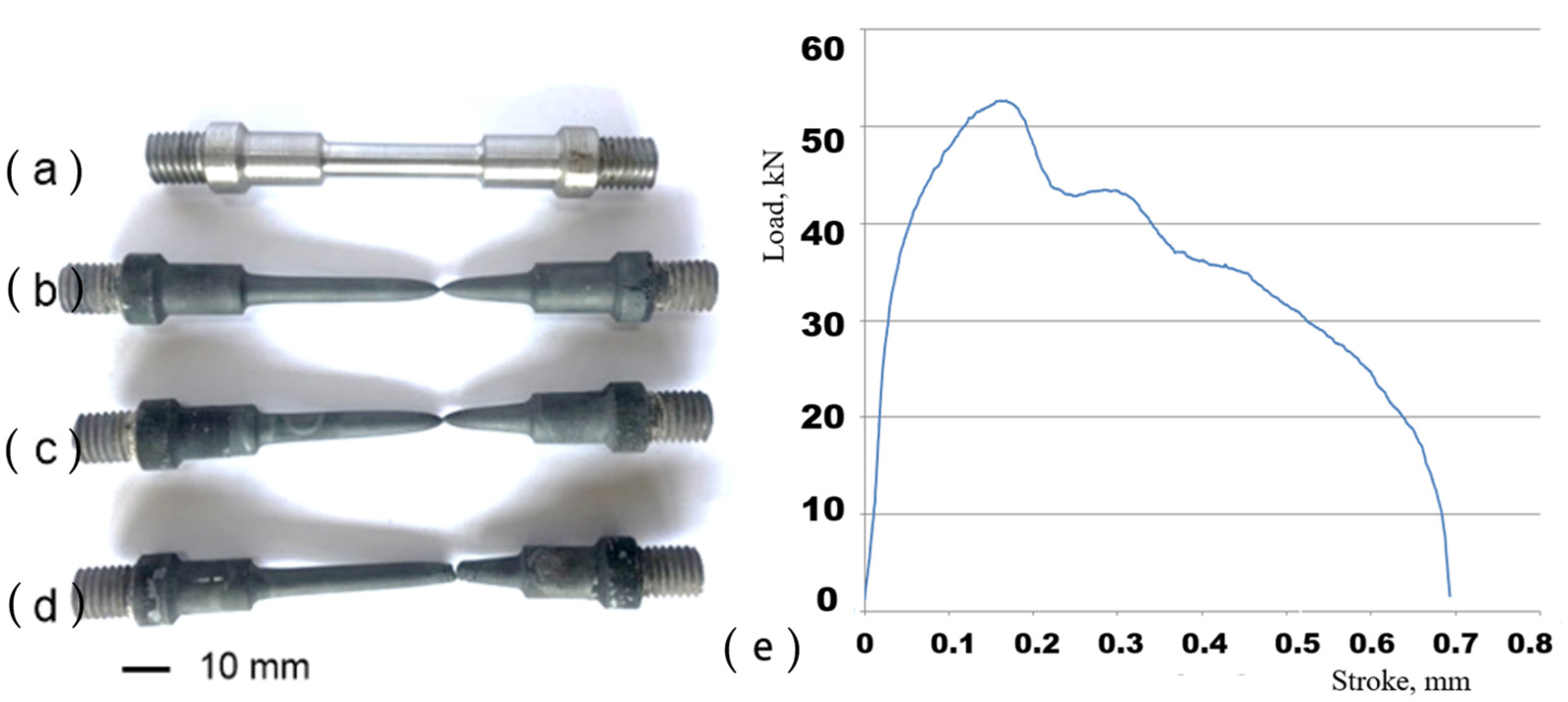
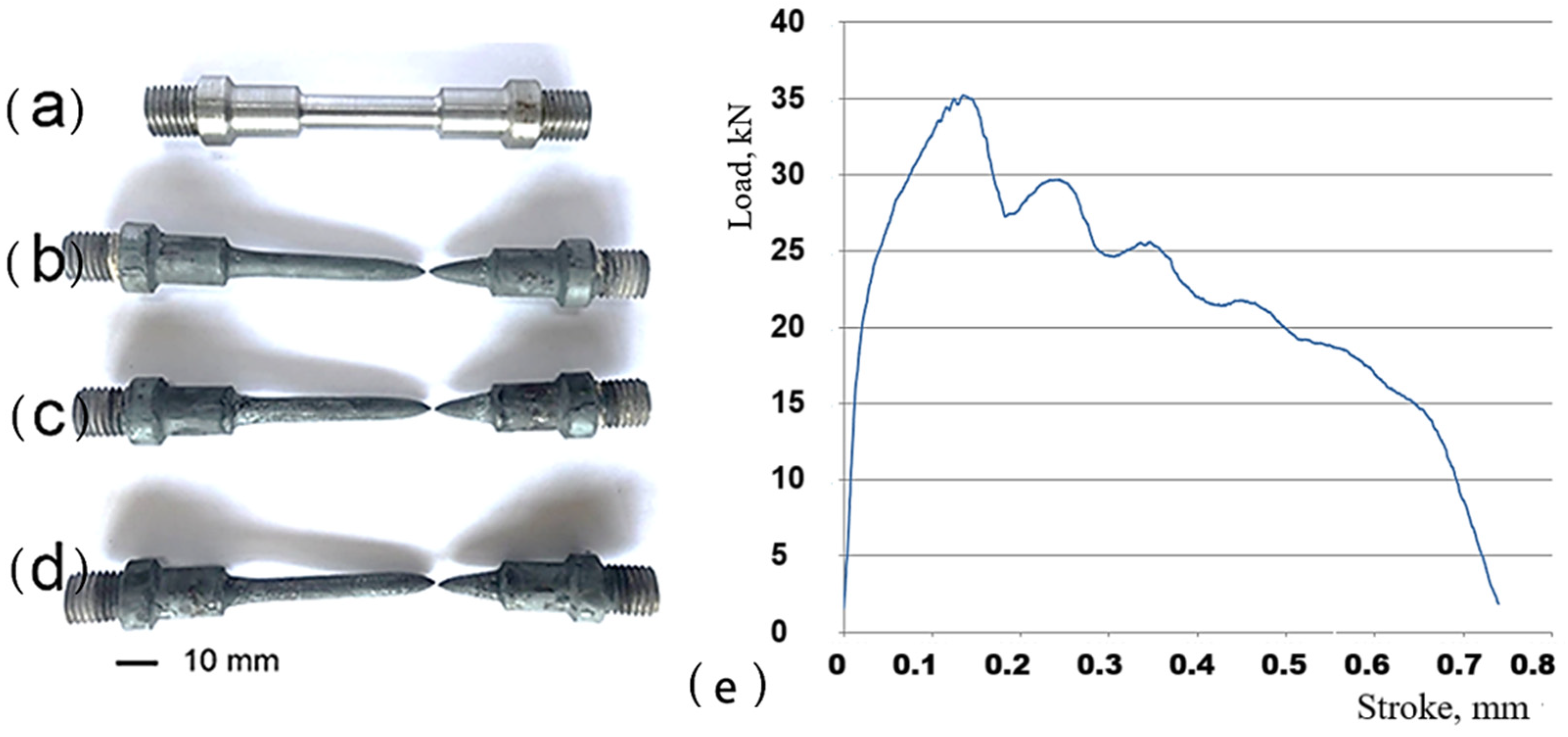
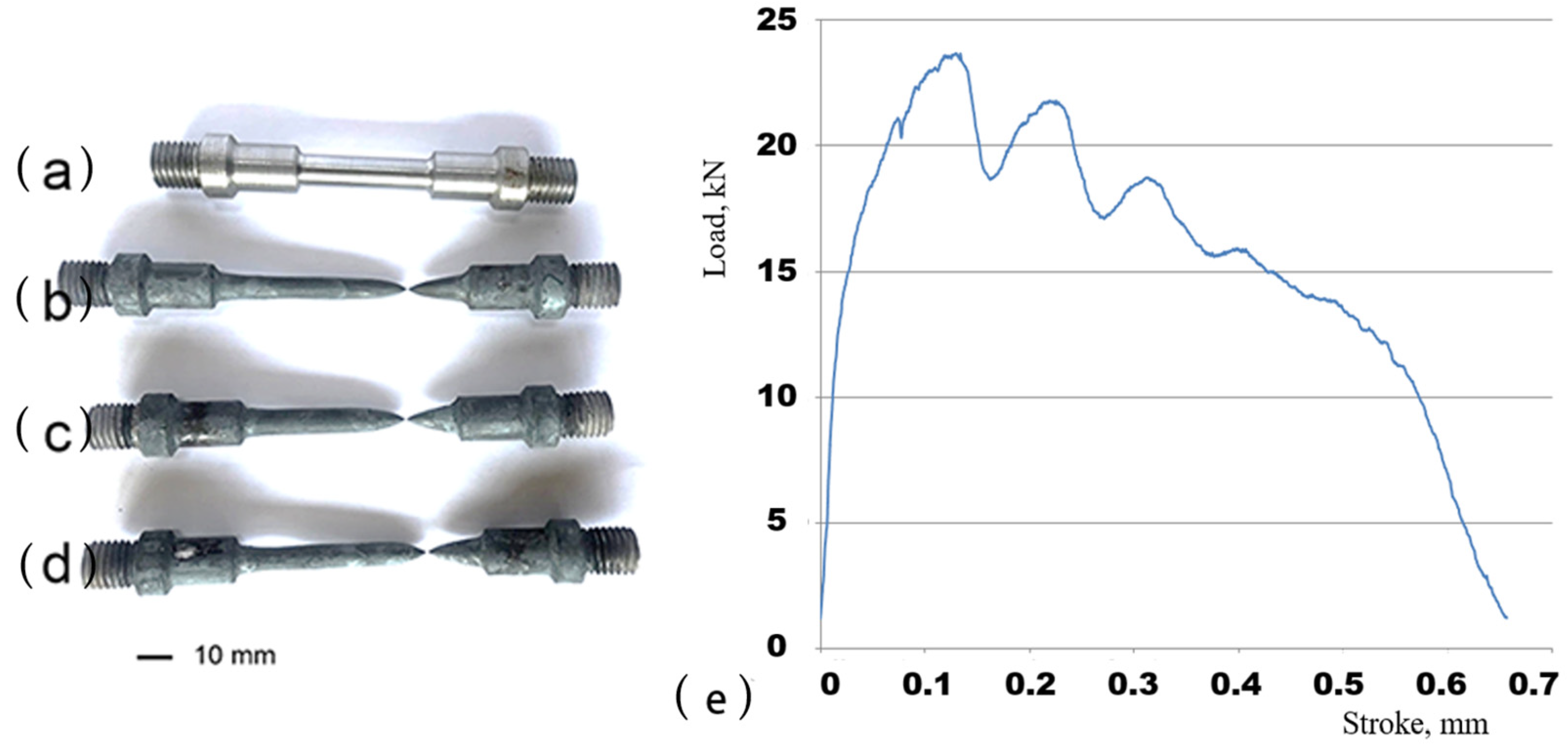
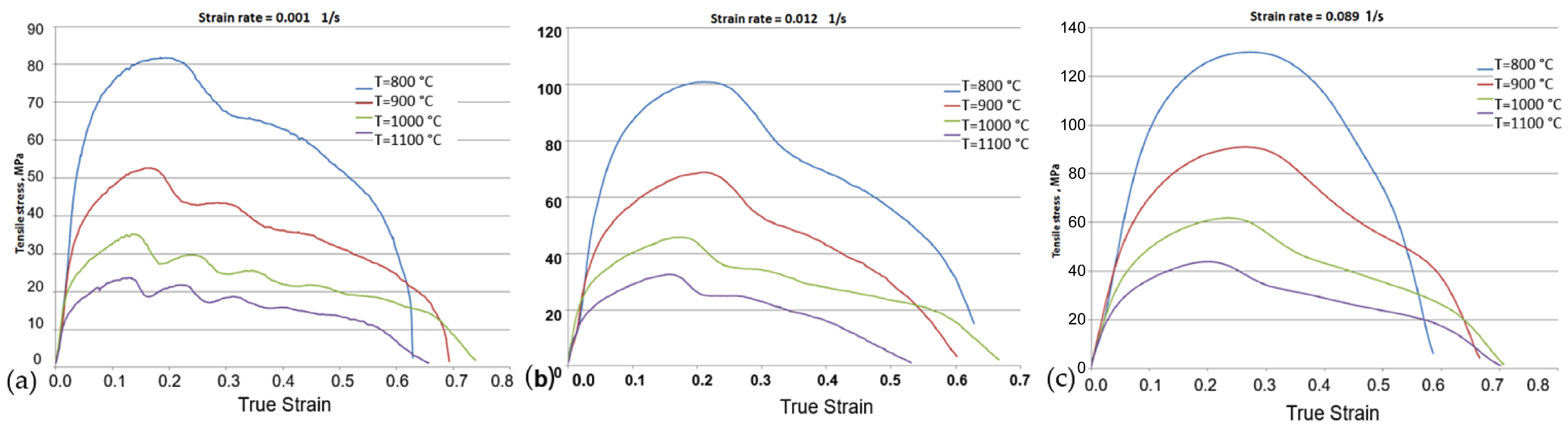
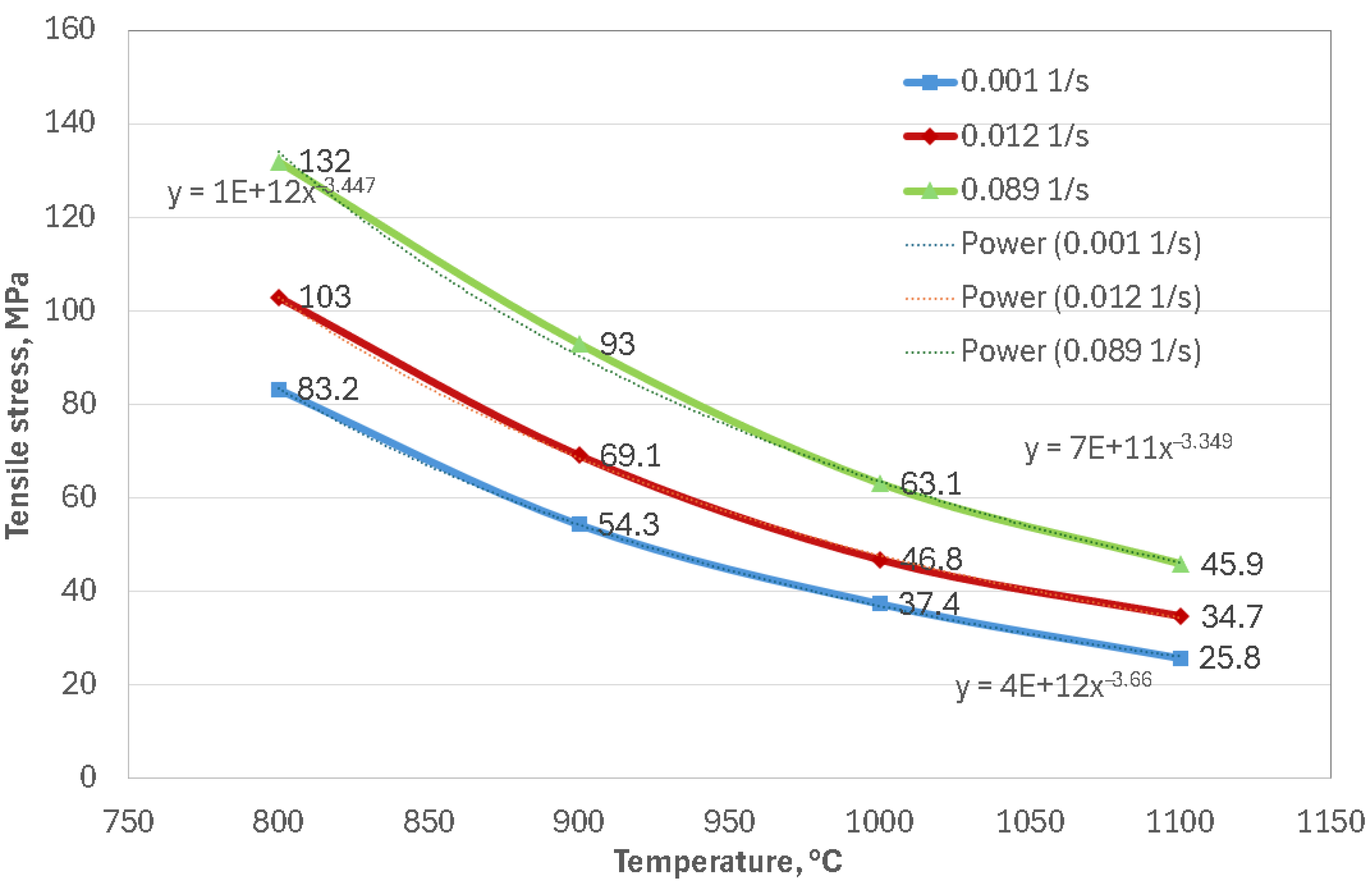
3.1. Hot Tensile Behaviour
- ε strain;
- l0 initial length of the specimen, mm;
- l1 final length of the specimen after deformation, mm;
- r reduction in area;
- A0 initial cross-sectional area of the specimen, mm2;
- A1 final cross-sectional area of the specimen, mm2;
- strain rate, s−1;
- v pressing speed, mm/s;
- T specimen testing temperature, °C.

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| No. crt | l0 mm | d0 mm | T °C | v [mm/s] | l1 [mm] | d1 [mm] | ε | r | ] |
|---|---|---|---|---|---|---|---|---|---|
| 1. | 33 | 8 | 800 | 0.066 | 65.8 | 3 | 0.99 | 0.85 | 0.001 |
| 2. | 33 | 8 | 800 | 0.462 | 66.5 | 2.2 | 1.01 | 0.92 | 0.012 |
| 3. | 33 | 8 | 800 | 3.2 | 62 | 1.1 | 0.87 | 0.97 | 0.089 |
| 4. | 33 | 8 | 900 | 0.066 | 71 | 4 | 1.15 | 0.75 | 0.001 |
| 5. | 33 | 8 | 900 | 0.462 | 64.8 | 1.4 | 0.96 | 0.96 | 0.012 |
| 6. | 33 | 8 | 900 | 3.2 | 67.6 | 1.1 | 1.04 | 0.98 | 0.089 |
| 7. | 33 | 8 | 1000 | 0.066 | 75.5 | 1.1 | 1.28 | 0.98 | 0.001 |
| 8. | 33 | 8 | 1000 | 0.462 | 69.4 | 1.1 | 1.10 | 0.98 | 0.012 |
| 9. | 33 | 8 | 1000 | 3.2 | 70.2 | 1 | 1.12 | 0.98 | 0.089 |
| 10. | 33 | 8 | 1100 | 0.066 | 68.3 | 9.8 | 1.06 | 0.50 | 0.001 |
| 11. | 33 | 8 | 1100 | 0.462 | 59.4 | 4 | 0.8 | 0.75 | 0.012 |
| 12. | 33 | 8 | 1100 | 3.2 | 69.8 | 4 | 1.11 | 0.75 | 0.089 |
3.2. Compression Behavior
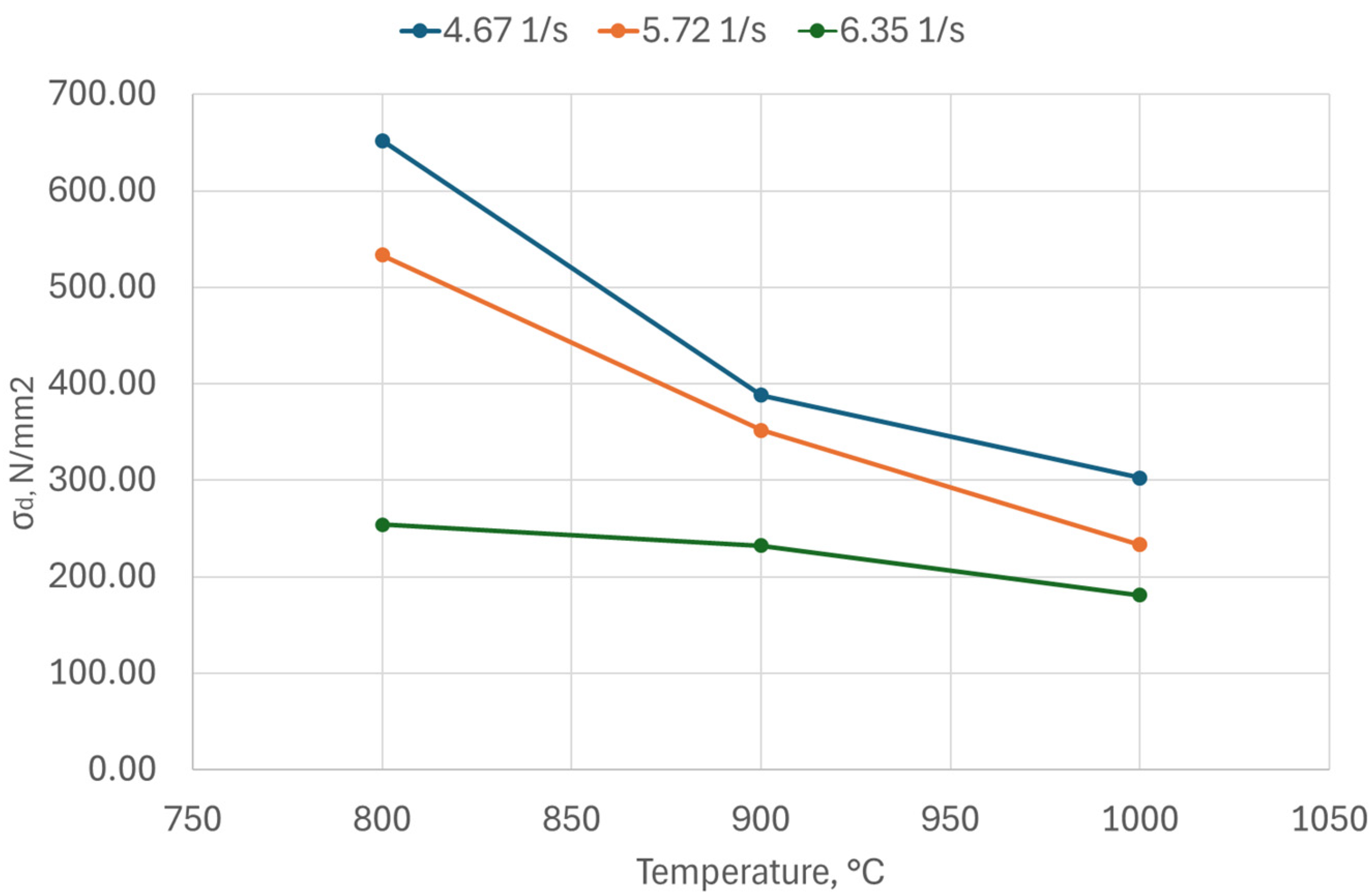
3.2.1. Compression Tests with a Hammer
- L—the energy consumed to deform the specimen, Nmm;
- σd—the deformation strength, ;
- m—the factor that takes into account frictional forces;
- V—the volume of the specimen, mm3;
- d0, h0—the initial dimensions of the specimen, mm;
- dmin—the minimum diameter of the specimen after compression, mm;
- dmax—the maximum diameter of the specimen after compression, mm;
- h—the final height of the specimen, mm.
3.2.2. Compression Tests on a Hydraulic Press
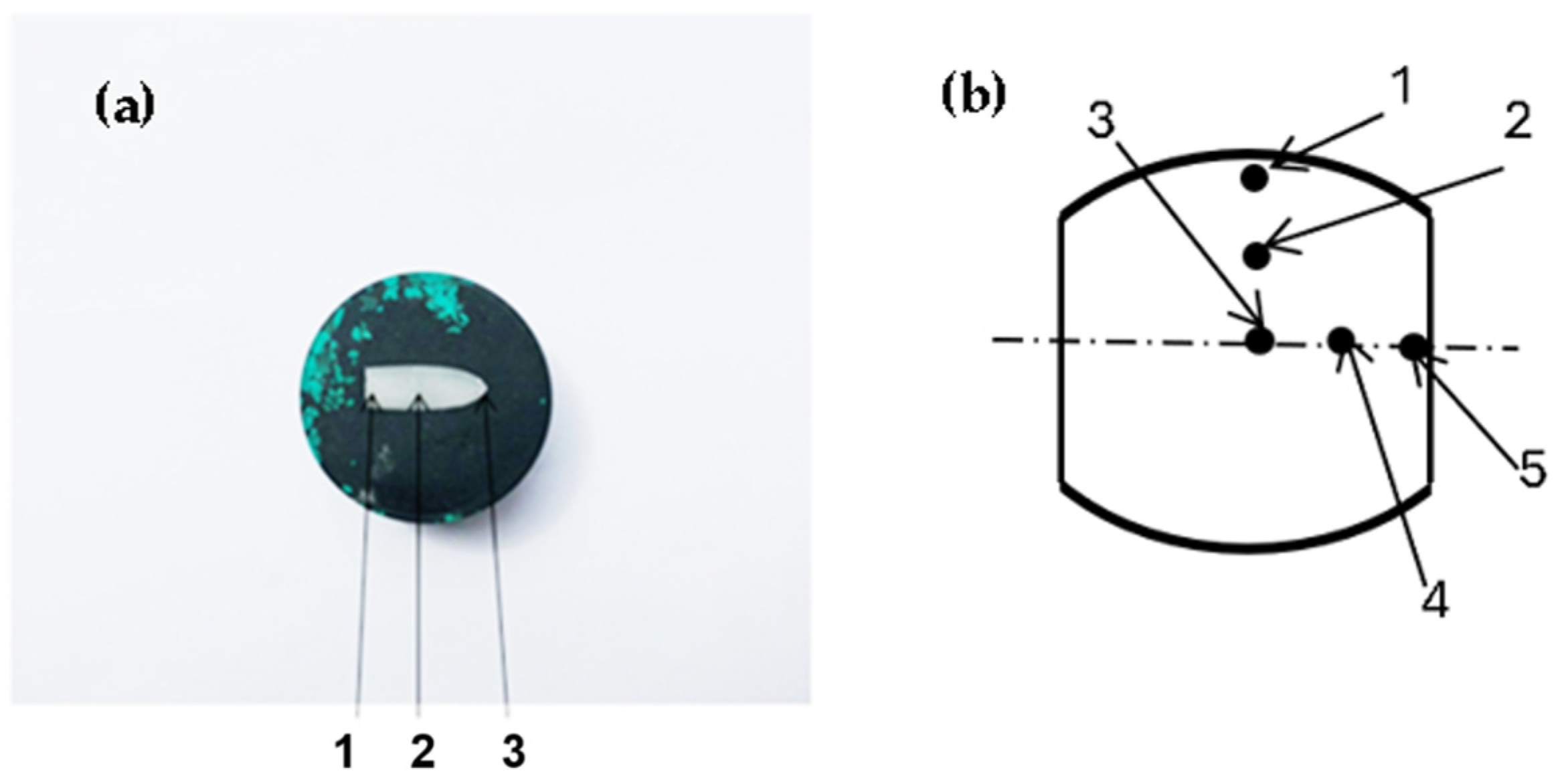
3.3. Hardness Test
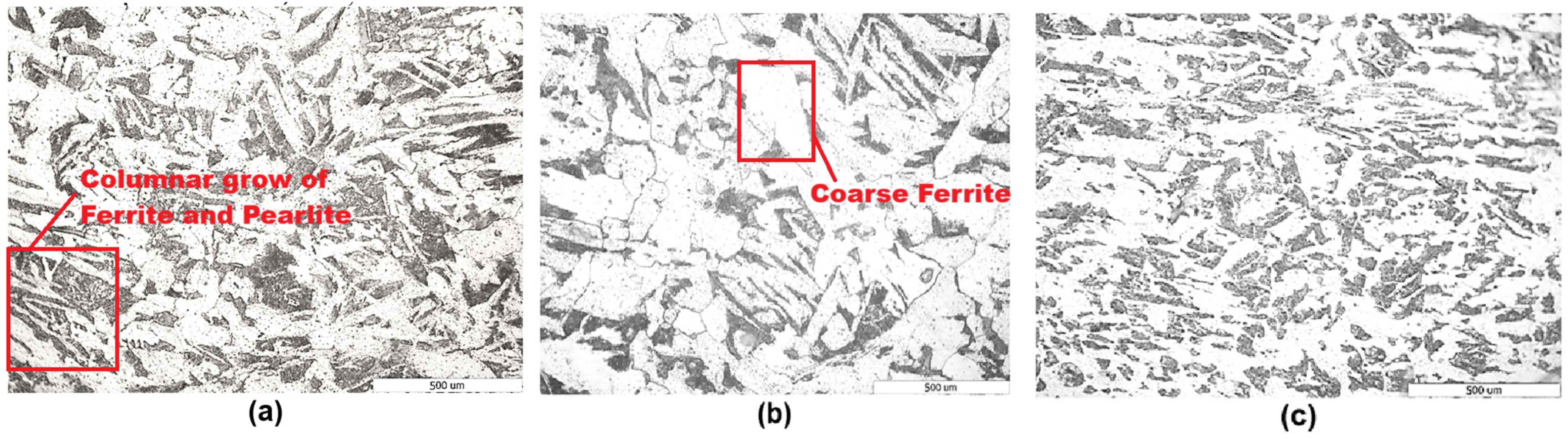
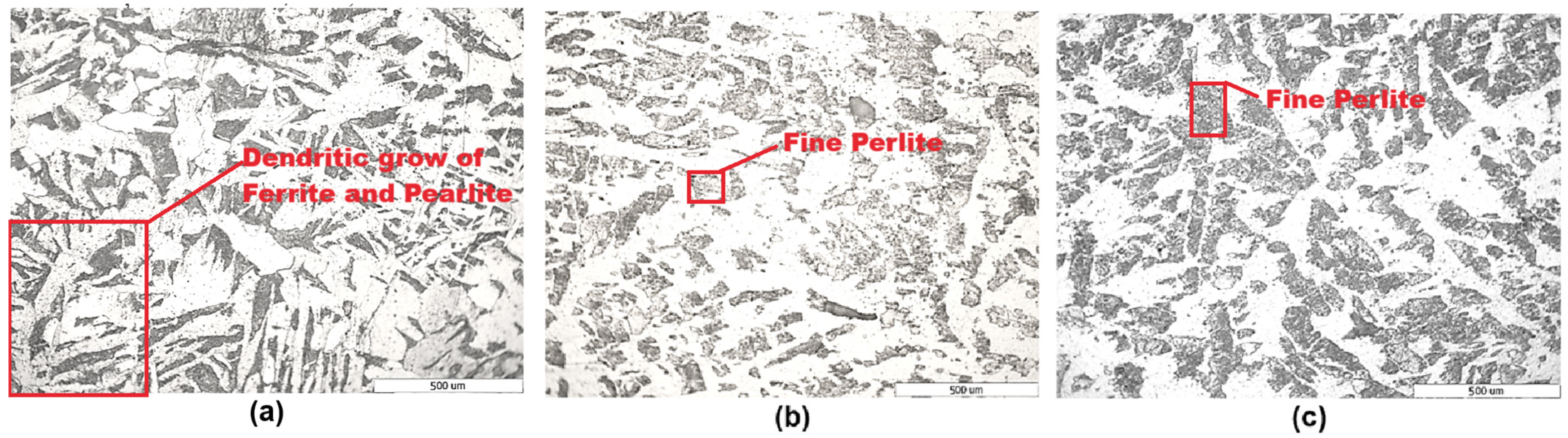
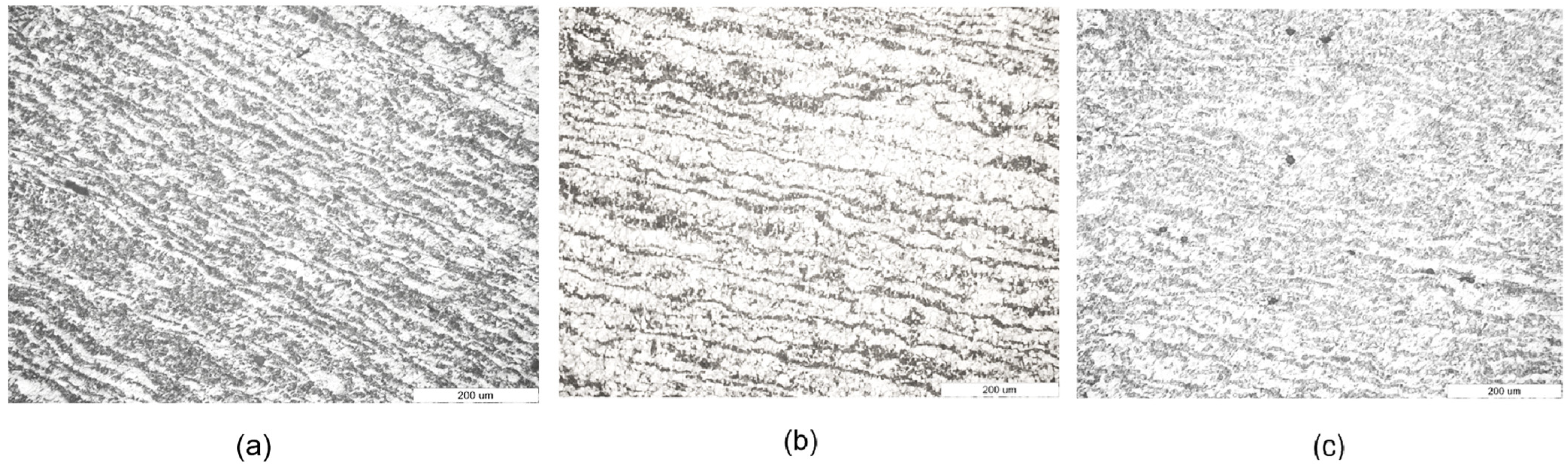
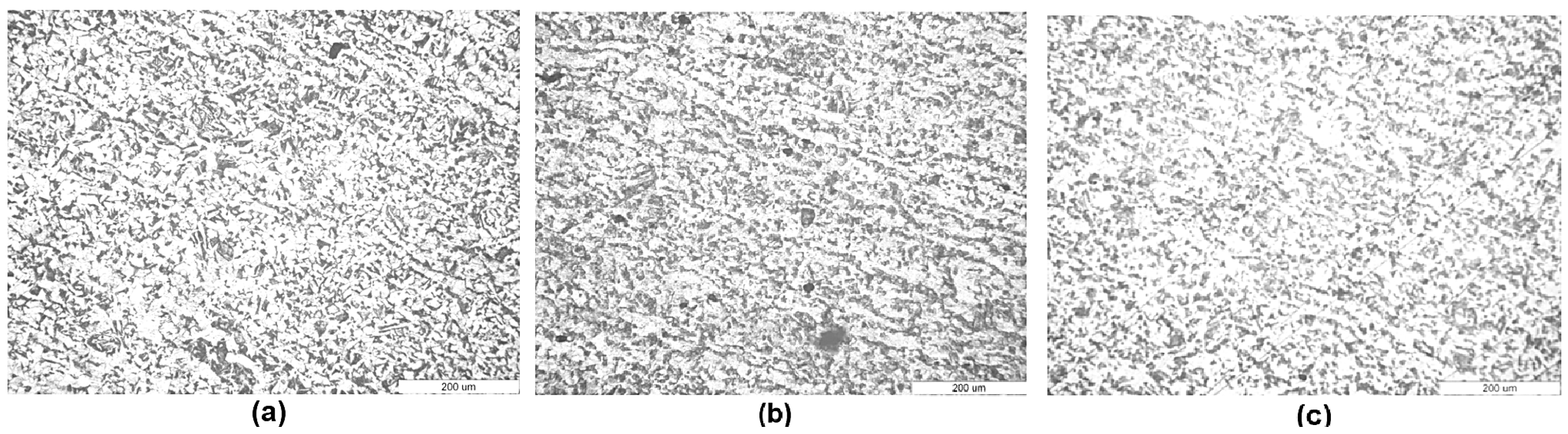
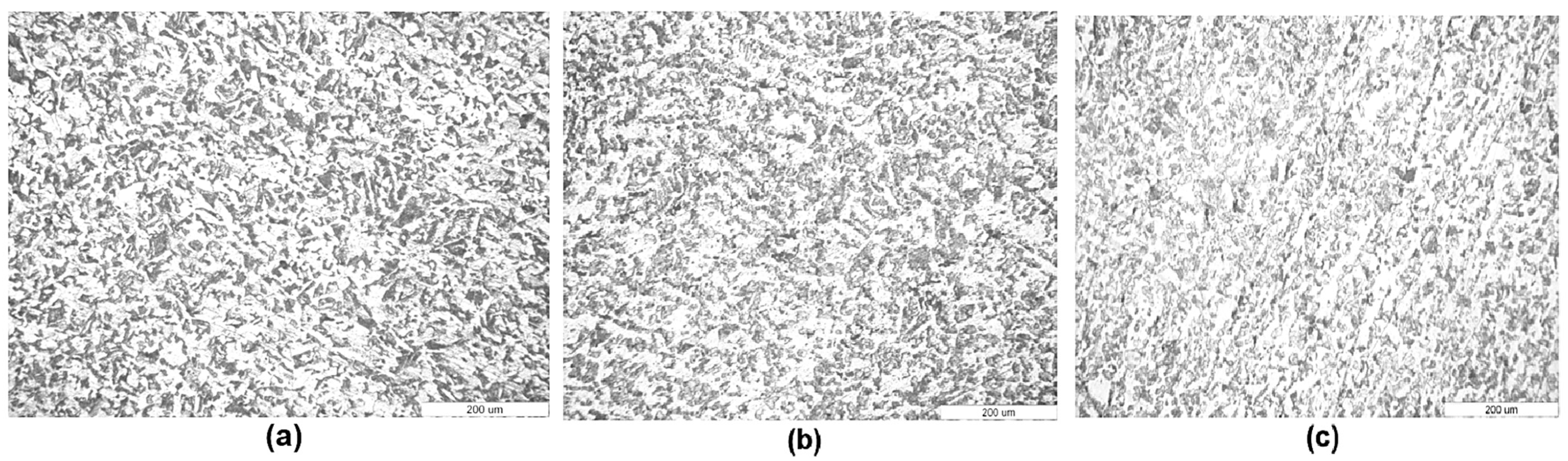
3.4. Microstructural Analysis
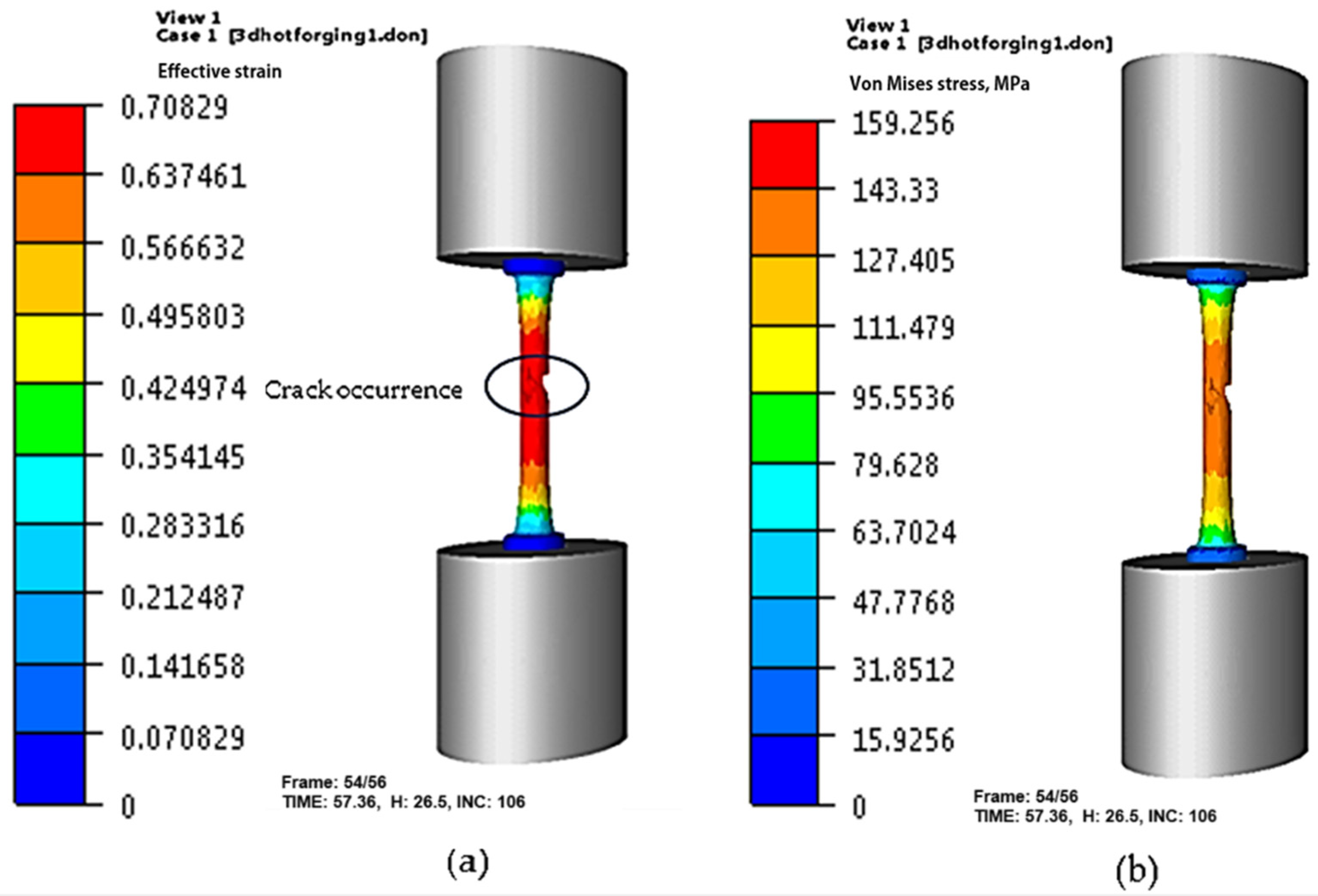
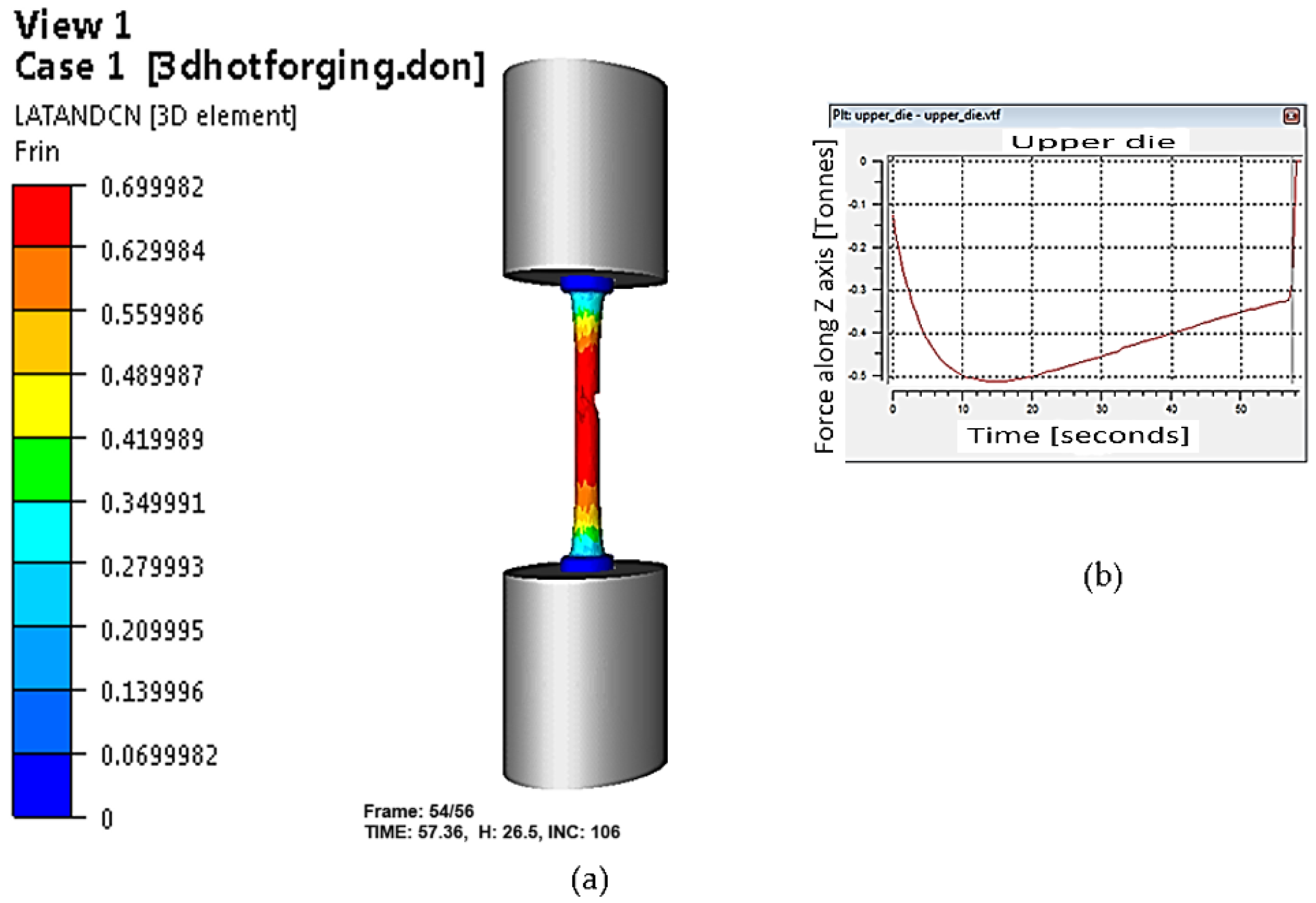
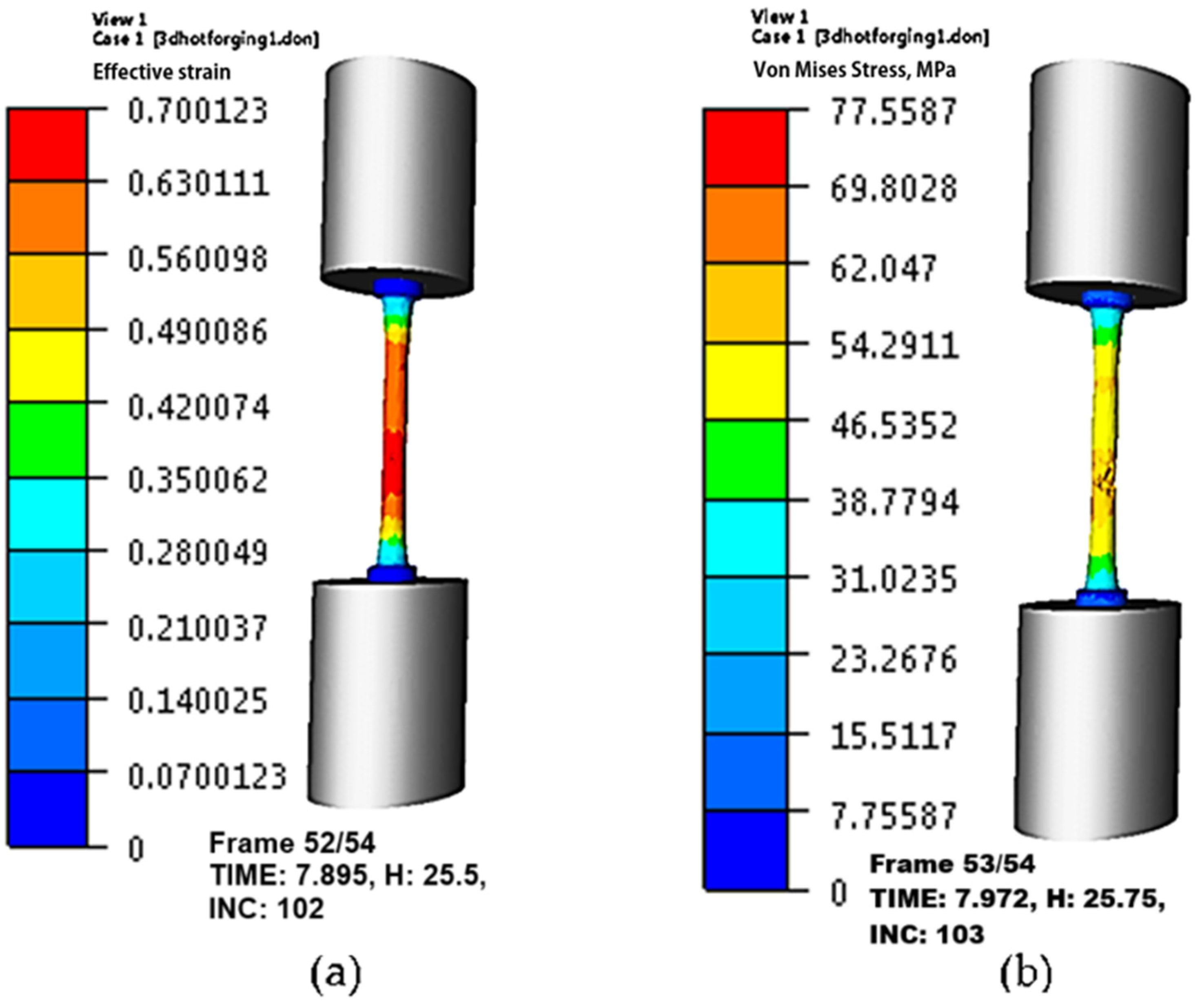
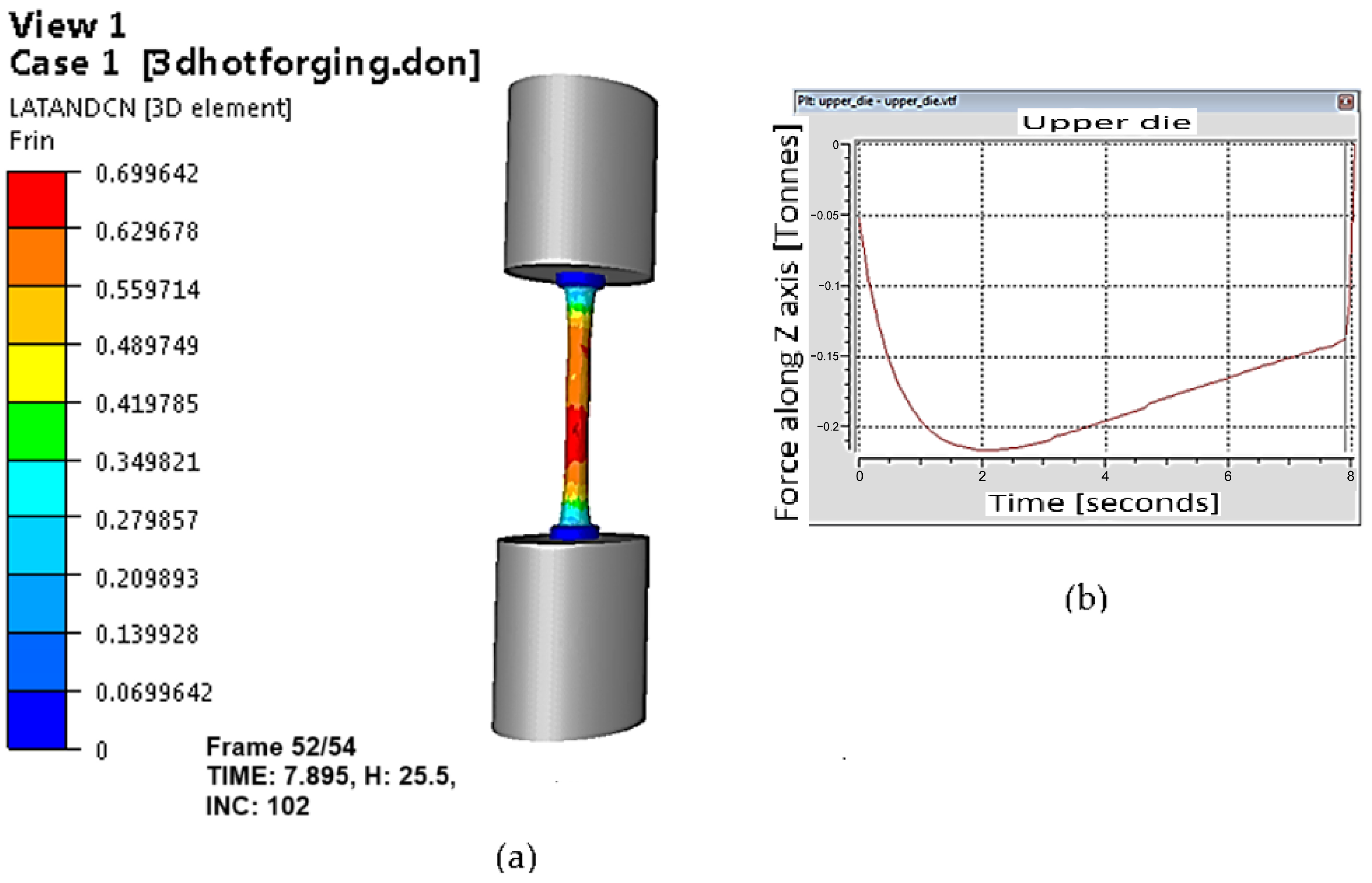
4. Numerical Simulation of Hot Tensile Tests
5. Conclusions
- Temperature and strain rate have a major impact on tensile stress value. As strain rate increases, yield stress rises, and as temperature rises, yield stress is impacted. The highest tensile stress values are 132 MPa at the maximum strain rate of 0.089 1/s, 103 MPa at 0.012 1/s, and 83 MPa at 0.001 1/s. Additionally, its macro-tensile fracture surface showed obvious necking, indicating the ductile behavior of the material.
- The flow stress decreases gradually as the deformation temperature rises. For example, at a strain rate of 0.001 1/s, when the deformation temperature increases from 800 °C to 1100 °C, the peak stress decreases by 58 MPa, from 82 MPa to 24 MPa. The strain rate increases from 0.001 1/s to 0.089 1/s during deformation at 1100 °C, while the peak stress increases from 82 MPa to 128 MPa, reflecting an increase of 46 MPa. This increase is attributed to the short deformation time and high dislocation density of material at a high strain rate.
- The typical features of the experimental curves indicate the existence of dynamic recrystallization at low strain rates and high temperatures. When the balance between hardening and dynamic recovery occurs, the flow curves exhibit a steady phase with a roughly constant flow stress at the deformation temperatures of 800 °C, 900 °C, 1000 °C, and 1100 °C.
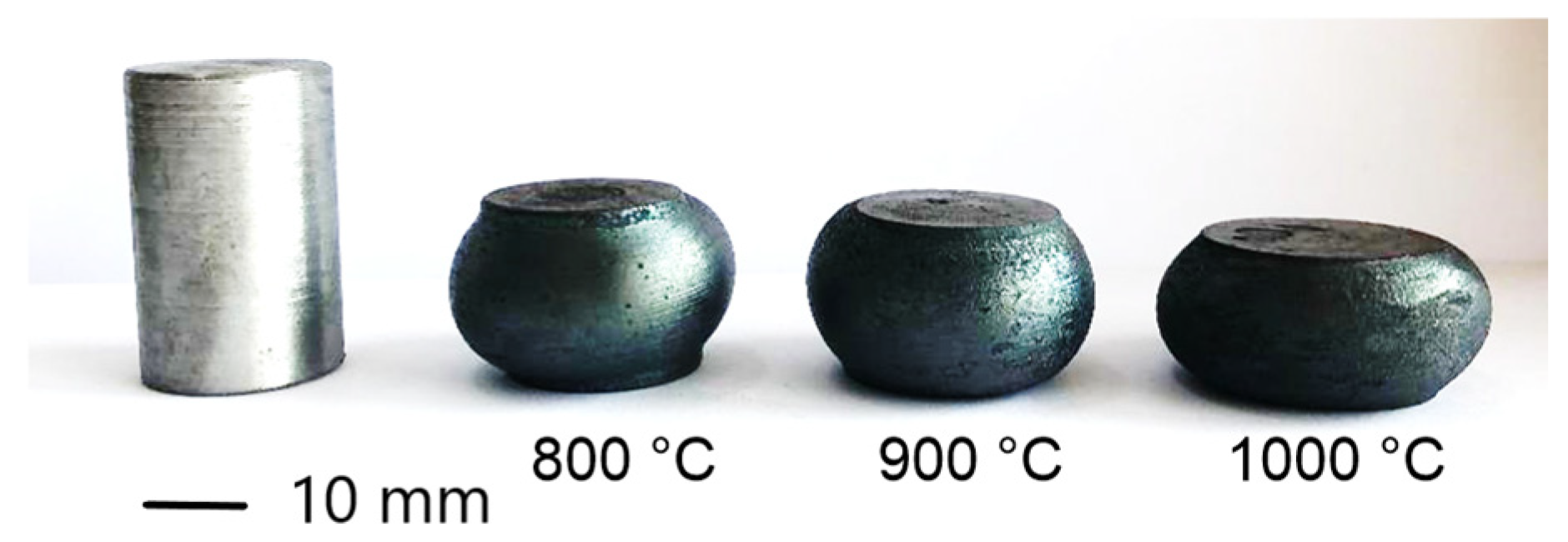
- The compression test without cracking also indicated ductile behaviour. For the temperature ranges studied in the case of the hammer compression deformation tests, an increase in the strain rate led to a decrease in the strength of the material, and, thus, to an increase in formability.
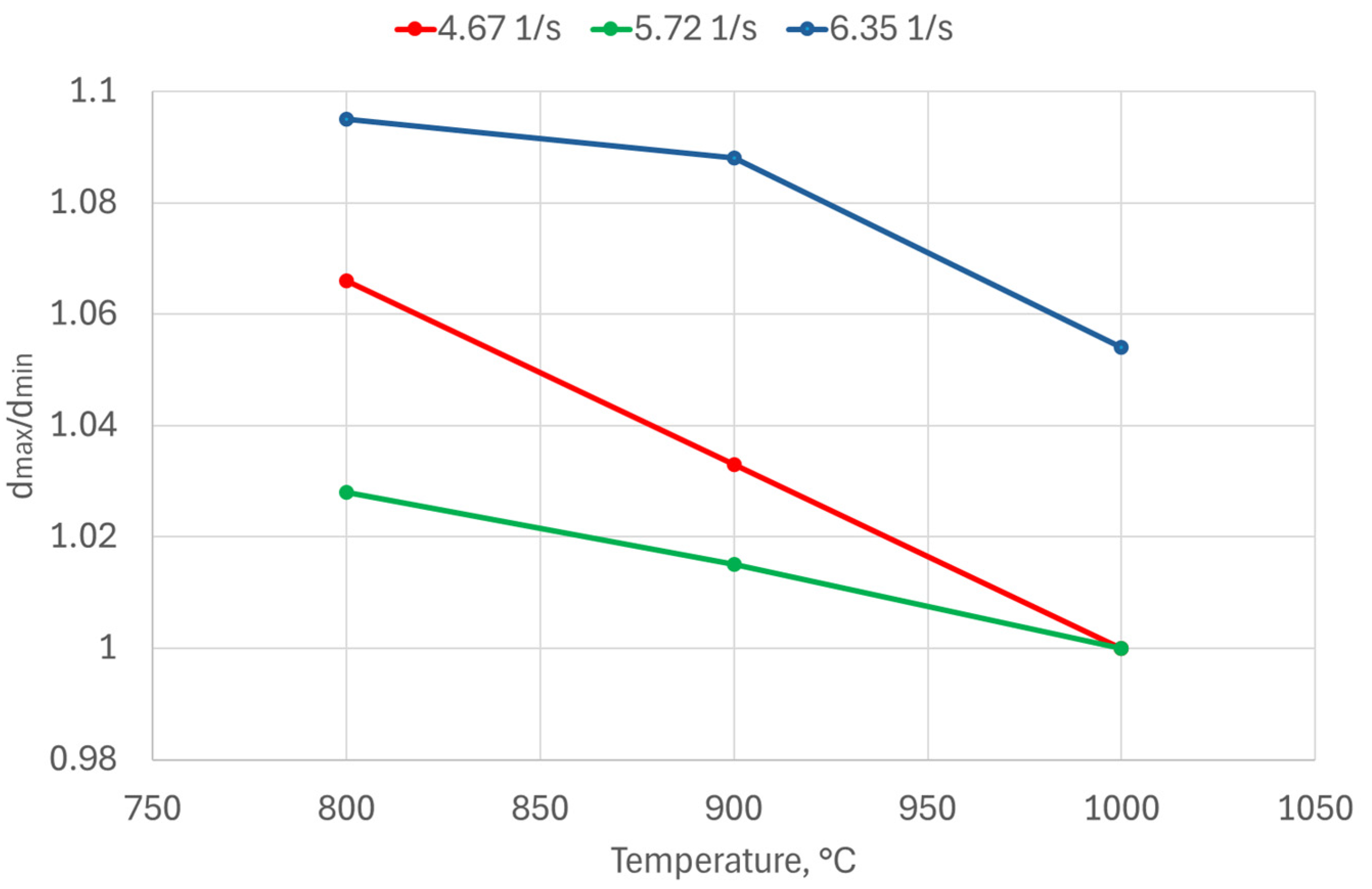
- It was found that, depending on temperature, the genuine strain increases slightly as the strain rate increases in the compression testing.
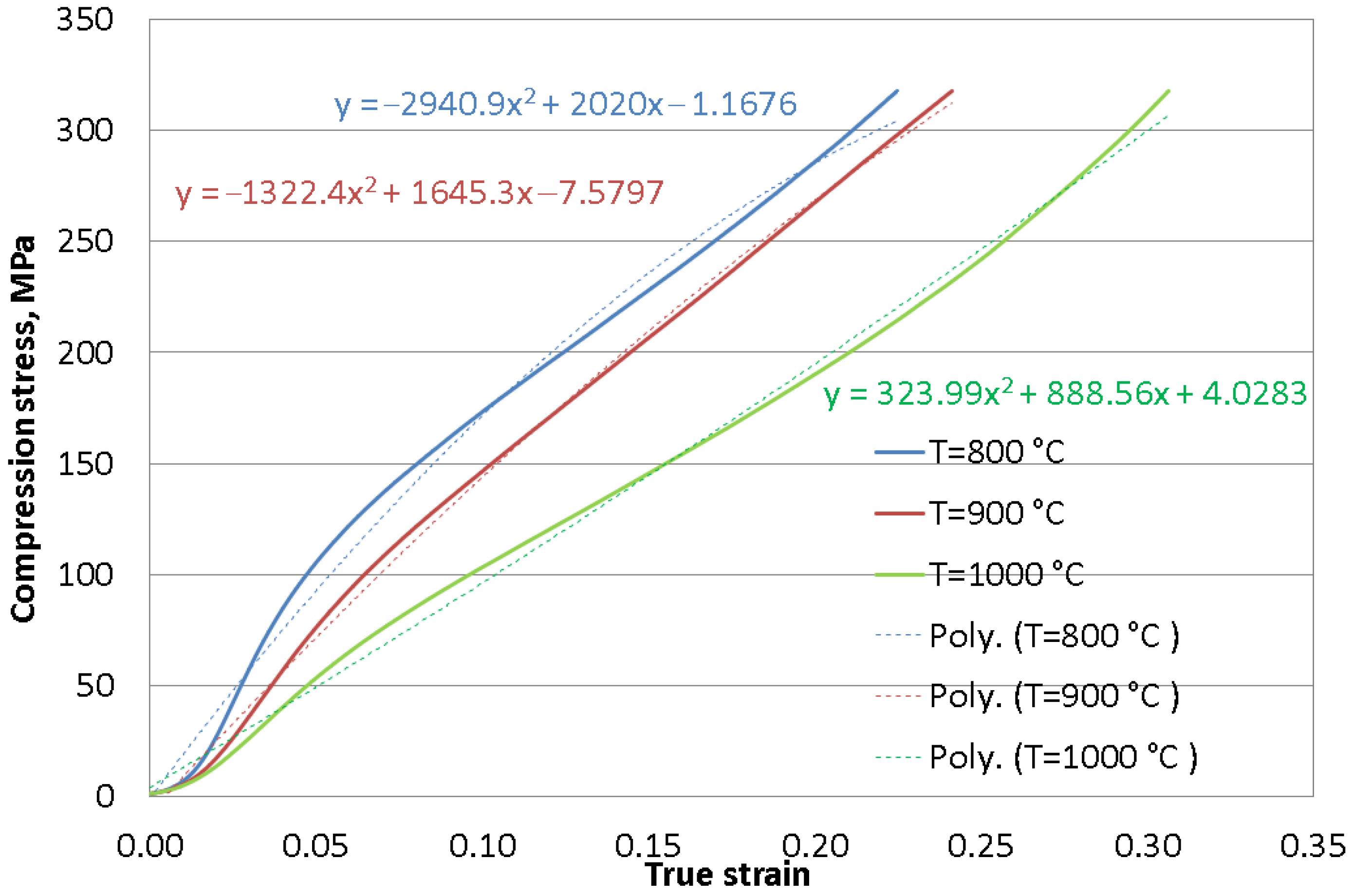
- At 800 °C, the most significant nonuniformity of the deformations was noted. The nonuniformity of the deformations increased as the strain rate increased. At a strain rate of 0.106 1/s, an expected increase in compression stress on hydraulic press was obtained by increasing the true strain. By increasing temperature from 800 °C to 1000 °C, lower values of compression stress were obtained. The material exhibits a ductile flow, and, when increasing the temperature, the slope of the compression stress variation curve became smoother.
- Also, the temperature in the compression tests has a major impact on the nonuniformity of the deformations. The degree of nonuniformity rises as the temperature decreases. When the temperature is 800 °C, the most significant nonuniformity of the deformations is seen.
- Regarding hardness measurements, in the case of the tensile test, when increasing the strain rate from 0.001 1/s to 0.089 1/s, the hardness of the material increases for all studied temperatures. The increase in hardness was, on average, from 162 HV to 169 HV at a temperature of 800 °C and from 146 HV to 149 HV at a temperature of 1000 °C. Regarding the influence of temperature, its increase leads to a decrease in the hardness of the material.
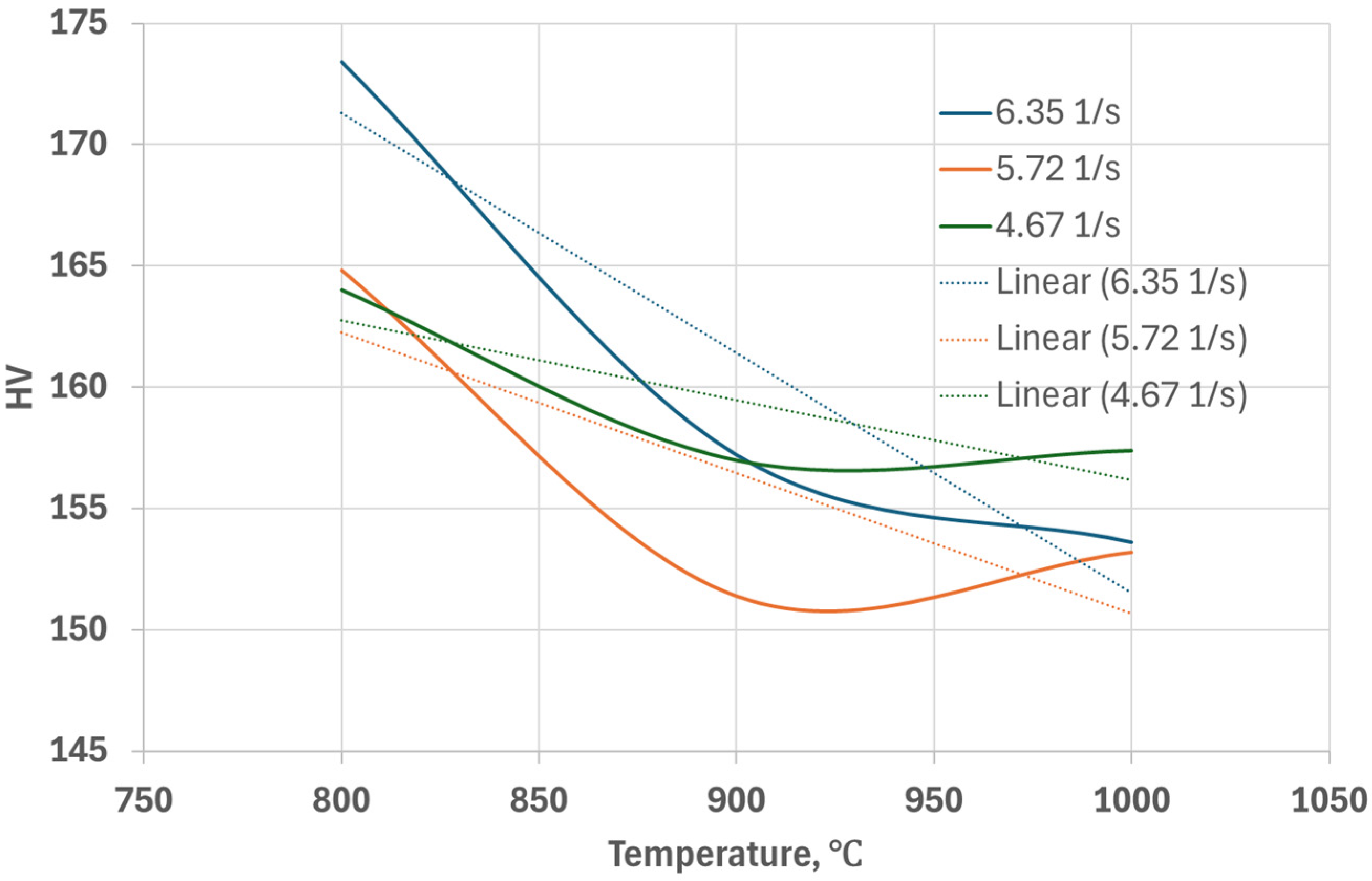
- In the case of compression, the hardness value decreases up to a temperature of 900 °C, after which a slight increase trend is noted. Thus, in the case of a speed of 6.35 1/s, the hardness varied between 173.4 HV at 800 °C and 153.6 HV at 1000 °C. At a speed of 4.67 1/s, the hardness varied between 164 HV and 157.4 HV.
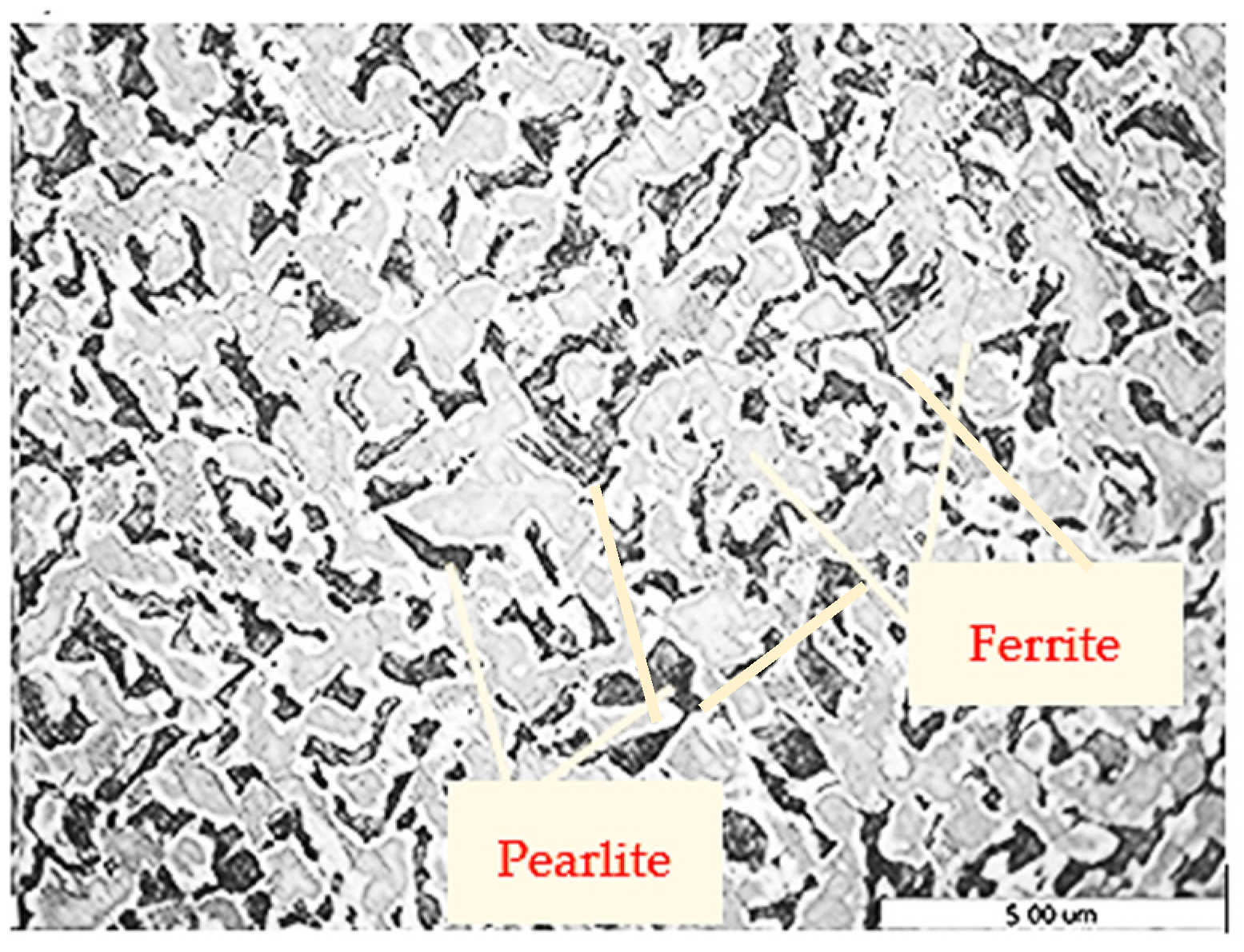
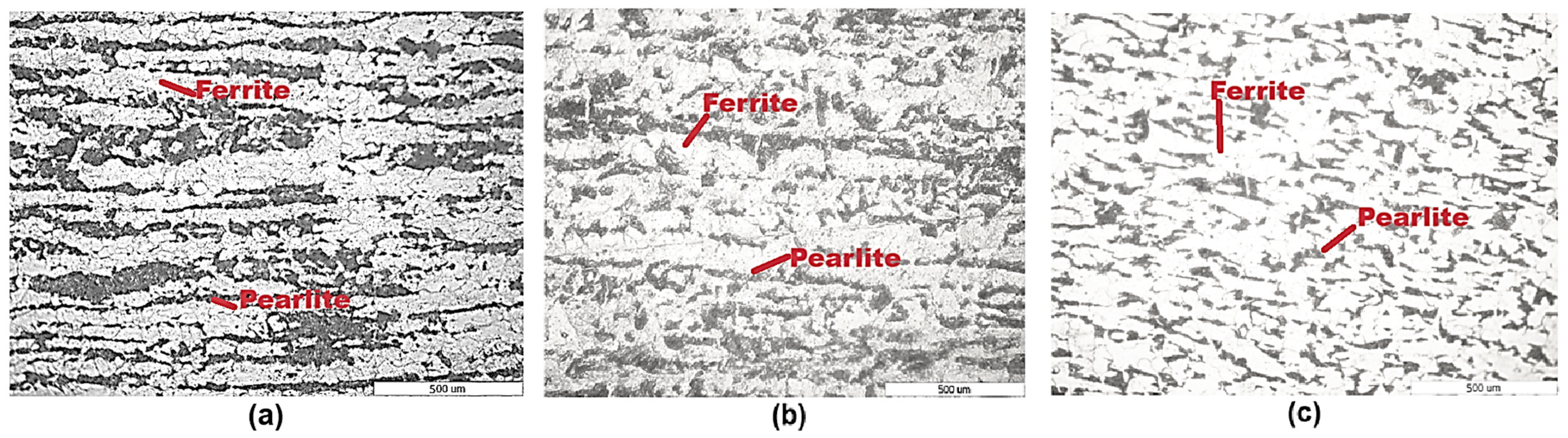
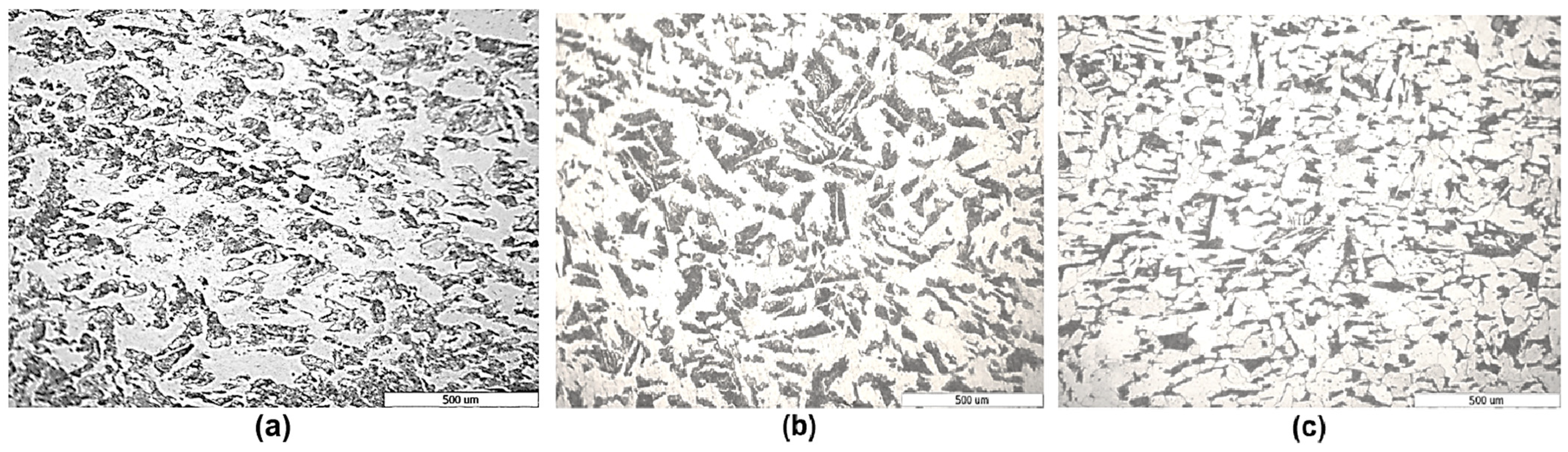
- It is observed that when the temperature increases, the structure becomes coarser. At a low deformation rate (0.0018 1/s) and temperatures of 1000 °C and 1100 °C, respectively, the presence of the acicular structure in the optical microstructure can be observed, which can be explained by the material reaching the austenitization temperature and rapid cooling in water, which favors the formation of the martensitic structure.
- The L-C fracture criterion was applied using fracture strain and flow stress models to predict the cracking tendency of C22 steel at elevated temperatures. By comparing the experimental and simulated necking of tensile specimens, the findings show that temperature and strain rate have a significant impact on critical damage values, which is consistent with variations in the flow instability in C22 steel.
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
Nomenclature
| σ | rheological stress [MPa]; |
| A, m1, …, m4 | material constants; |
| m1 | material’s sensitivity to temperature; |
| m2, m4 | define the material’s sensitivity to strain; |
| m3 | strain rate sensitivity index |
| T | deformation temperature [°C]; |
| strain rate [1/s]; | |
| elongation [-] | |
| l0, | initial length of the specimen [mm]; |
| l1 | final length of the specimen [mm]; |
| d0 | initial diameter of the specimen [mm]; |
| d1 | final diameter of the specimen [mm]; |
| dr | diameter of the specimen in the fracture area [mm]; |
| longitudinal strains [%]; | |
| transversal strains [%]; | |
| V | deformation speed [mm/s]; |
| h0 | initial height of the specimen [mm]; |
| h1 | final height of the specimen [mm]; |
| dmin, | minimum diameter of the deformed specimen [mm]. |
| dmax | maximum diameter of the deformed specimen [mm]. |
| maximum tensile main stress, [MPa]; | |
| differential plastic strain; | |
| Cf | critical damage value at the time of crack; |
| the equivalent plastic stress, [MPa]; | |
| strain at fracture, [%]. |
References
- Sas-Boca, I.M.; Frunza, D.; Popa, F.; Ilutiu-Varvara, D.A.; Tintelecan, M.C. Influence of Temperature and Strain Rate on Microstructure and Fracture Mechanism of Mild Steel. Procedia Manuf. 2020, 46, 891–898. [Google Scholar] [CrossRef]
- Pop, M.; Frunză, D.; Neag, A. Experimental and numerical aspects regarding hot formability of mild carbon steel. Acta Tech. Napoc. Appl. Math. Mech. Eng. 2021, 64, 553–560. [Google Scholar]
- Pravin, N.; Sanket, T.; Prachit, S.; Prajwal, P. An Investigation of Behaviour of Mild Steel Under Tensile Test for Industrial Applications. In Advances in Systems Engineering. Lecture Notes in Mechanical Engineering; Saran, V.H., Misra, R.K., Eds.; Springer: Singapore, 2021. [Google Scholar] [CrossRef]
- Nourani, M.; Aliverdilu, H.; Monajati Zadeh, H.; Khorsand, H.; Shokuhfar, A.; Milani, A.S. A Study on the Formability of IF and Plain Carbon Mild Steels. In Proceedings of the ASME 2010 International Design Engineering Technical Conferences and Computers and Information in Engineering Conference. 6: 15th Design for Manufacturing and the Lifecycle Conference; 7th Symposium on International Design and Design Education, Montreal, QC, Canada, 15–18 August 2010; ASME: New York, NY, USA, 2010; pp. 333–339. [Google Scholar] [CrossRef]
- Srivastava, A.; Jain, A.; Rajput, S.; Singh, H.O.; Kandpal, B.C.; Yadav, M.; Varshney, S.; Johri, N. Structural and FEM analysis of heat treatment effects on mild steel. Mater. Today Proc. 2021, 46, 11064–11071. [Google Scholar] [CrossRef]
- Garai, S.; Biswas, S.; Panda, S.; Kumar, S. A Study of Heat Treatment of Steel. Int. J. Adv. Res. Sci. Eng. Technol. 2019, 6, 10184–10192. [Google Scholar]
- Sahu, G.; Sen, P.K.; Sharma, R.; Bohidar, S. A Review on Effect of Heat Treatment Process on Micrograin Structure of Steel. Int. J. Eng. Sci. Invent. 2014, 3, 46–52. [Google Scholar]
- Sanusi, K.O.; Akinlabi, E.T. Experiment on Effect of heat treatment on mechanical and microstructure properties of AISI steel. Mater. Today Proc. 2018, 5, 17996–18001. [Google Scholar] [CrossRef]
- Singh, G. A review on effect of heat treatment on the properties of mild steel. Mater. Today Proc. 2020, 27, 10. [Google Scholar] [CrossRef]
- Azra, U.-E.; Ramesh Nayak, B.; Appaiah, M. Design of Mild Steel specimen using FEA and tensile test data, materials today. In Proceeding of the International Conference on Advanced Material and Application (ICAMA 2016), Beijing, China, 21–22 October 2016; pp. 1–4. [Google Scholar]
- Jha, S.K. Investigation of micro-structure and mechanical properties of three steel alloys. Int. J. Autom. Mech. Eng. 2017, 14, 4315–4331. [Google Scholar] [CrossRef]
- Xie, C.L.; Nakamachi, E. Investigations of the formability of BCC steel sheets by using crystalline plasticity finite element analysis. Mater. Des. 2002, 23, 59–68. [Google Scholar] [CrossRef]
- Liu, X.C.; Wu, Y.F.; Leung, A.Y.T.; Hou, J.G. Mechanical behavior of mild steel compressive yielding blocks. In Proceedings of the Asia-Pacific Conference on FRP in Structures (APFIS 2007), Hong Kong, China, 12–14 December 2007; pp. 12–14. [Google Scholar]
- Singh, N.K.; Cadoni, E.; Singha, M.K.; Gupta, N.K. Dynamic Tensile and Compressive Behaviors of Mild Steel at Wide Range of Strain Rates. J. Eng. Mech. 2013, 139, 1197–1206. [Google Scholar] [CrossRef]
- Lin, Y.C.; Zhang, J.; Zhong, J. Application of neural networks to predict the elevated temperature flow behavior of a low alloy steel. Comput. Mater. Sci. 2008, 43, 752–758. [Google Scholar] [CrossRef]
- Gouveia, B.P.P.A.; Rodrigues, J.M.C.; Martins, P.A.F. Ductile fracture in metalworking: Experimental and theoretical research. J. Mater. Process. Technol. 2000, 101, 52–63. [Google Scholar] [CrossRef]
- Alemayehu, D.B.; Huang, S.J.; Koricho, E.G. Experimental and FEM analysis of three carbon steel characterization under quasi-static strain rate for bumper beam application. MATEC Web Conf. 2017, 123, 00019. [Google Scholar] [CrossRef]
- Jose, E.; Anto, T. Analysis of tensile test of mild steel using finite element method. Int. J. Innov. Eng. Technol. (IJIET) 2015, 5, 247–251. [Google Scholar]
- Cadoni, E.; Forni, D.; Gieleta, R.; Kruszka, L. Tensile and compressive behaviour of S355 mild steel in a wide range of strain rates. Eur. Phys. J. Spec. Top. 2018, 227, 29–43. [Google Scholar] [CrossRef]
- Malayappan, S.; Narayanasamy, R.; Esakkimuthu, G. Barrelling of aluminium solid cylinders during cold upset forging with constraints at both ends. Mat. Des. 2007, 28, 1404–1411. [Google Scholar] [CrossRef]
- Zhang, Z.; Shen, F.; Liu, H.; Konemann, M.; Munstermann, S. Temperature-dependent deformation and fracture properties of low-carbon martensitic steel in different stress states. J. Mater. Res. Technol. 2023, 25, 1931–1943. [Google Scholar] [CrossRef]
- Callister, W.D.; Rethwisch, D.G. Materials Science and Engineering: An Introduction, 10th ed.; Wiley: New York, NY, USA, 2018; ISBN 978-1-119-40549-8. [Google Scholar]
- Dewangan, S.; Nemade, V.; Nemade, K. Critical analysis of material behaviour in welded plates of AISI 0.2%–C steel under as-welded, quenched and annealed conditions. Acta Met. Slovaca 2023, 29, 26–33. [Google Scholar] [CrossRef]
- Kannan, T.D.; Sivaraj, P.; Sonar, T. Effect of Forging Pressure on Evolution of Microstructure and Tensile Properties of Rotary Friction-Welded Shaft-to-Plate Joints of Dissimilar Low-Carbon-Grade C22 and C15 Steels. Met. Microstruct. Anal. 2025, 14, 44–58. [Google Scholar] [CrossRef]
- Yang, Y.; Ma, S.; Liu, G.; Wang, T.; Lei, J. Nano and micron WC particles reinforced Hastelloy C22 coatings manufactured by directed energy deposition. J. Alloys Compd. 2024, 970, 172540. [Google Scholar] [CrossRef]
- Mokas, N.; Boulanouar, L.; Amirat, A.; Gautier, L. Effect of hardening on the machinability of C22 steel under drilling operations using twist HSS drill bit. Int. J. Adv. Manuf. Technol. 2018, 96, 3227–3234. [Google Scholar] [CrossRef]
- Dewangan, S.; Sunder, S.S.S.; Bhadoriya, Y.; Mohite, S.; Praveen, A. Reddy Investigation into the Feasibility of Welded Joint Between AISI 1020 and Inconel-718 Based on Mechanical Properties and Microstructural Attributes. J. Inst. Eng. India Ser. D 2024, 105, 1451–1462. [Google Scholar] [CrossRef]
- dos Santos, F.J.; Dutra, G.B.; da Cunha, T.V. Microstructural and mechanical evaluation of a dissimilar joining between SAE 1020 and AISI 304 steel obtained via ultra-high-frequency-pulsed GTAW. J Braz. Soc. Mech. Sci. Eng 2019, 41, 26. [Google Scholar] [CrossRef]
- Wang, J.; Kang, Y.; Yu, H.; Ge, W. Effect of Quenching Temperature on Microstructure and Mechanical Properties of Q1030 Steel. Mater. Sci. Appl. 2019, 10, 665–675. [Google Scholar] [CrossRef]
- Pop, M.; Sas-Boca, I.-M.; Frunză, D.; Popa, F.; Neag, A. The Influence of Hot Deformation on the Mechanical and Structural Properties of 42CrMo4 Steel. Metals 2024, 14, 647. [Google Scholar] [CrossRef]
- EN 10250-2: 2000; Open Steel Die Forgings for General Engineering Purposes, Non-Alloy Quality and Special Steels. Scribd: San Francisco, CA, USA, 2000.
- EN 10250-1:2022; Open Die Steel Forgings for General Engineering Purposes-Part 1: General Requirements. iTeh Standards: Newark, DE, USA, 2022.
- Li, Q.; Guo, B.; Li, X.; Zhang, Y.; Jian, J.; Ao, J.; Tang, Q.; Lu, Y. Fracture prediction of powder metallurgical Fe-Cu-C steel at elevated temperatures via finite element-aided hot tensile tests. J. Mater. Res. Technol. 2021, 12, 423–436. [Google Scholar] [CrossRef]
- Bilbao, O.; Loizaga, I.; Alonso, J.; Girot, F.; Torregaray, A. 42CrMo4 steel flow behavior characterization for high temperature closed dies hot forging in automotive components applications. Heliyon 2023, 9, e22256. [Google Scholar] [CrossRef]
- Dhondapure, P.; Tize Mha, P.; Nayak, S.; Ebacher, L.; Dourandish, S.; Champliaud, H.; Morin, J.-B.; Jahazi, M. Influence of deformation path on the stress state and damage evolution along the central axis of a large size forged ingot of AISI H13 steel. J. Mater. Res. Technol. 2023, 27, 8244–8257. [Google Scholar] [CrossRef]
- Karimi Firouzjaei, M.; Naeini, H.M.; Kasaei, M.M.; Mirnia, M.J.; da Silva, L.F.M. Microscale modeling of the ductile fracture behavior of thin stainless steel sheets. Thin-Walled Struct. 2024, 196, 111457. [Google Scholar] [CrossRef]
- ASTM E21-20; Standard Test Methods for Elevated Temperature Tension Tests of Metallic Materials. iTeh Standards: Newark, DE, USA, 2020.
- ASTM E8/E8M-24; Standard Test Methods for Tension Testing of Metallic Materials. ASTM International: West Conshohocken, PA, USA, 2024.
- Available online: https://www.transvalor.com/en/forge (accessed on 15 November 2024).



| C | Si | Mn | Ni | P | S | Cr | Mo | Cr + Mo + Ni |
|---|---|---|---|---|---|---|---|---|
| 0.17…0.24 | Max. 0.4 | 0.4…0.7 | Max. 0.4 | Max. 0.045 | Max. 0.045. | Max. 0.4 | Max. 0.1 | <0.63 |
| A | m1 | m2 | m3 | m4 |
|---|---|---|---|---|
| 1521.30 | −0.0022 | −0.1265 | 0.1454 | −0.0595 |
| No. crt | Material | T [°C] | [mm] | [mm] | [mm] | [mm] | h [mm] | m | L [Nmm] | |||
|---|---|---|---|---|---|---|---|---|---|---|---|---|
| 1. | C22 | 800 | 20 | 30 | 9424.78 | 19.5 | 20.8 | 28.6 | 1.068 | 313,600 | 651.91 | 1.066 |
| 2. | C22 | 900 | 20 | 30 | 9424.78 | 20.8 | 21.5 | 27.7 | 1.075 | 313,600 | 388.05 | 1.033 |
| 3. | C22 | 1000 | 20 | 30 | 9424.78 | 22 | 22.1 | 27.1 | 1.081 | 313,600 | 302.77 | 1 |
| No. crt | Material | T [°C] | [mm] | [mm] | [mm] | [mm] | h [mm] | m | L [Nmm] | |||
|---|---|---|---|---|---|---|---|---|---|---|---|---|
| 1. | C22 | 800 | 20 | 30 | 9424.78 | 21.1 | 21.7 | 27.5 | 1.075 | 470,400 | 533.59 | 1.028 |
| 2. | C22 | 900 | 20 | 30 | 9424.78 | 21.3 | 21.9 | 26.3 | 1.078 | 470,400 | 351.74 | 1.015 |
| 3. | C22 | 1000 | 20 | 30 | 9424.78 | 22.2 | 22.42 | 24.65 | 1.090 | 470,400 | 233.12 | 1 |
| Minimum | Material | T [°C] | [mm] | [mm] | [mm] | [mm] | h [mm] | m | L [Nmm] | |||
|---|---|---|---|---|---|---|---|---|---|---|---|---|
| 1. | C22 | 800 | 20 | 30 | 9424.78 | 20.3 | 21.4 | 24 | 1.085 | 580,160 | 254.25 | 1.095 |
| 2. | C22 | 900 | 20 | 30 | 9424.78 | 20.4 | 22.2 | 23.5 | 1.086 | 580,160 | 232.12 | 1.088 |
| 3. | C22 | 1000 | 20 | 30 | 9424.78 | 21 | 23 | 22 | 1.095 | 580,160 | 181.25 | 1.054 |
| No.crt | HV 1 | HV 2 | HV 3 | ||
|---|---|---|---|---|---|
| 1 | 800 | 0.089 | 174 | 168 | 167 |
| 2 | 800 | 0.012 | 174 | 165 | 160 |
| 3 | 800 | 0.001 | 162 | 159 | 161 |
| 4 | 900 | 0.089 | 169 | 167 | 159 |
| 5 | 900 | 0.012 | 170 | 160 | 156 |
| 6 | 900 | 0.001 | 165 | 158 | 154 |
| 7 | 1000 | 0.089 | 158 | 165 | 152 |
| 8 | 1000 | 0.012 | 155 | 160 | 148 |
| 9 | 1000 | 0.001 | 150 | 158 | 156 |
| 10 | 1100 | 0.089 | 146 | 155 | 147 |
| 11 | 1100 | 0.012 | 144 | 152 | 149 |
| 12 | 1100 | 0.001 | 145 | 151 | 143 |
| Specimen No. | HV 1 | HV 2 | HV 3 | HV 4 | HV 5 | ||
|---|---|---|---|---|---|---|---|
| 1 | 1000 | 4.67 | 155 | 154 | 158 | 151 | 150 |
| 2 | 1000 | 4.67 | 148 | 154 | 165 | 151 | 148 |
| 3 | 1000 | 4.67 | 162 | 155 | 173 | 147 | 150 |
| 4 | 900 | 5.72 | 155 | 162 | 155 | 155 | 159 |
| 5 | 900 | 5.72 | 154 | 153 | 150 | 147 | 153 |
| 6 | 900 | 5.72 | 174 | 152 | 151 | 152 | 156 |
| 7 | 800 | 6.35 | 174 | 174 | 173 | 172 | 174 |
| 8 | 800 | 6.35 | 177 | 170 | 165 | 159 | 153 |
| 9 | 800 | 6.35 | 167 | 165 | 162 | 165 | 161 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2025 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Pop, M.; Sas-Boca, I.-M.; Frunză, D.; Neag, A. The Influence of Hot Deformation on the Mechanical and Structural Properties of Mild Carbon Steel for Industrial Application. Metals 2025, 15, 756. https://doi.org/10.3390/met15070756
Pop M, Sas-Boca I-M, Frunză D, Neag A. The Influence of Hot Deformation on the Mechanical and Structural Properties of Mild Carbon Steel for Industrial Application. Metals. 2025; 15(7):756. https://doi.org/10.3390/met15070756
Chicago/Turabian StylePop, Mariana, Ioana-Monica Sas-Boca, Dan Frunză, and Adriana Neag. 2025. "The Influence of Hot Deformation on the Mechanical and Structural Properties of Mild Carbon Steel for Industrial Application" Metals 15, no. 7: 756. https://doi.org/10.3390/met15070756
APA StylePop, M., Sas-Boca, I.-M., Frunză, D., & Neag, A. (2025). The Influence of Hot Deformation on the Mechanical and Structural Properties of Mild Carbon Steel for Industrial Application. Metals, 15(7), 756. https://doi.org/10.3390/met15070756