1. Introduction
Although the concept of hardness as a scientific term has been known since 1722, when Réaumur introduced it [
1], its temperature dependence was not totally understood, and is still not, even today. As a measure of strength at high temperatures, the heat-resistant hardness determines many applications in the aerospace and chemical industries, working with turbomachinery parts, tool steels and wear-resistant coatings. It helps in assessing and comparing materials for high-temperature applications. Hot hardness may be correlated with a number of properties, such as resistance to high-temperature wear, oxidation, erosion, indentation, plastic deformation, tempering, aging and creep.
The preferred mechanical tests at very high temperatures, such as tensile and bending, require heavy and expensive equipment and time-consuming sample preparation. The hot hardness measurements in many instances may replace tensile and bending testing. Nevertheless, it should not be forgotten that the diamond tip of the Vickers hardness meter can be used in air only up to 700 °C.
Hardness measurement at high temperatures utilizes complicated and expensive equipment, so we preferred to build a home-made device. Home-built instruments are presented in refs. [
2,
3,
4]. Among the few existing commercial devices, we should mention the MFT5000 platform of RT Instruments [
5] and UMT TriboLab of Bruker [
6]. Both the home-made and commercialized instruments have a common feature; all perform standard measurements by applying the Vickers or Berkovich type intender in low vacuum, respecting the measuring protocol, which is practiced at room temperature. In practice, very often, the industry does not necessitate knowledge of the standard value of hardness, but it does require the values of characteristic temperatures connected to softening, phase transformation, precipitation hardening, etc. The working temperature of these instruments seldom exceeds 1000–1100 °C, which is not sufficient, so the improvement of measuring temperature is necessary. Similarly, the improvement of theoretical interpretation of hot hardness data is also necessary. These experimental and theoretical abilities will enable a better design of novel high-temperature alloys.
High-temperature hardness testing has been applied in applications ranging from everyday industrial tasks [
7] to the development of a method for theoretical materials design. The limited availability of measuring temperature ranges up to 1100 °C motivate the search for theoretical models. In [
8], a high-temperature hardness prediction concept based on a back propagation (BP) neural network was presented, which was able to predicts the red-hot hardness point where the failure of hardness starts. For the same problem, a different solution is given in the present work (see Equation (21)). Various industries require alloys that can be used at increasingly higher temperatures [
9]. For example, the need in the aerospace industry increased from 1100 °C to 1200 °C, and in energy application from 700 °C to 1000 °C. This need must also be followed by hardness testing.
There are few temperature-dependent models that can describe the hardness measurement based on the indentation size effect of metallic material. The direct calculation of hardness from first principles has been shown to be too complex. Intuitively, one can predict that hardness increases continuously with the bulk and shear moduli [
10], which can be evaluated directly by first principles [
11]. However, the relationship between bulk and shear moduli and hardness is not that straightforward. For example, the bulk modulus of HfN is as high as 422 GPa, close to that of diamond (443 GPa), but its hardness is only 17 GPa in contrast to diamond’s hardness of 96 GPa [
12].
In theory, there is still no consent regarding the only model describing the hardness dependence for all the alloy families and for the whole temperature domain from zero K to the melting point.
Following the historical chronology, we present a set of formulas concerning the temperature dependence of hot hardness. To the best of our knowledge, the first publication in this field was that of Ito [
13] in 1923. The second one was that written by Schischokin [
14]. Both publications are barely available today; this is why we quote a recent publication as well [
15]. Ito and Schischokin, independent of each other, published the same formula: a simple relaxation-type exponential decay expression as a function of temperature:
where
is the initial hardness and
Ts is the characteristic temperature for softening. T/Tm is the homologous temperature. The second formula is an Arrhenius-type exponential [
16,
17], supposing the existence of an activation process:
where Q is the activation energy and R is the universal gas constant.
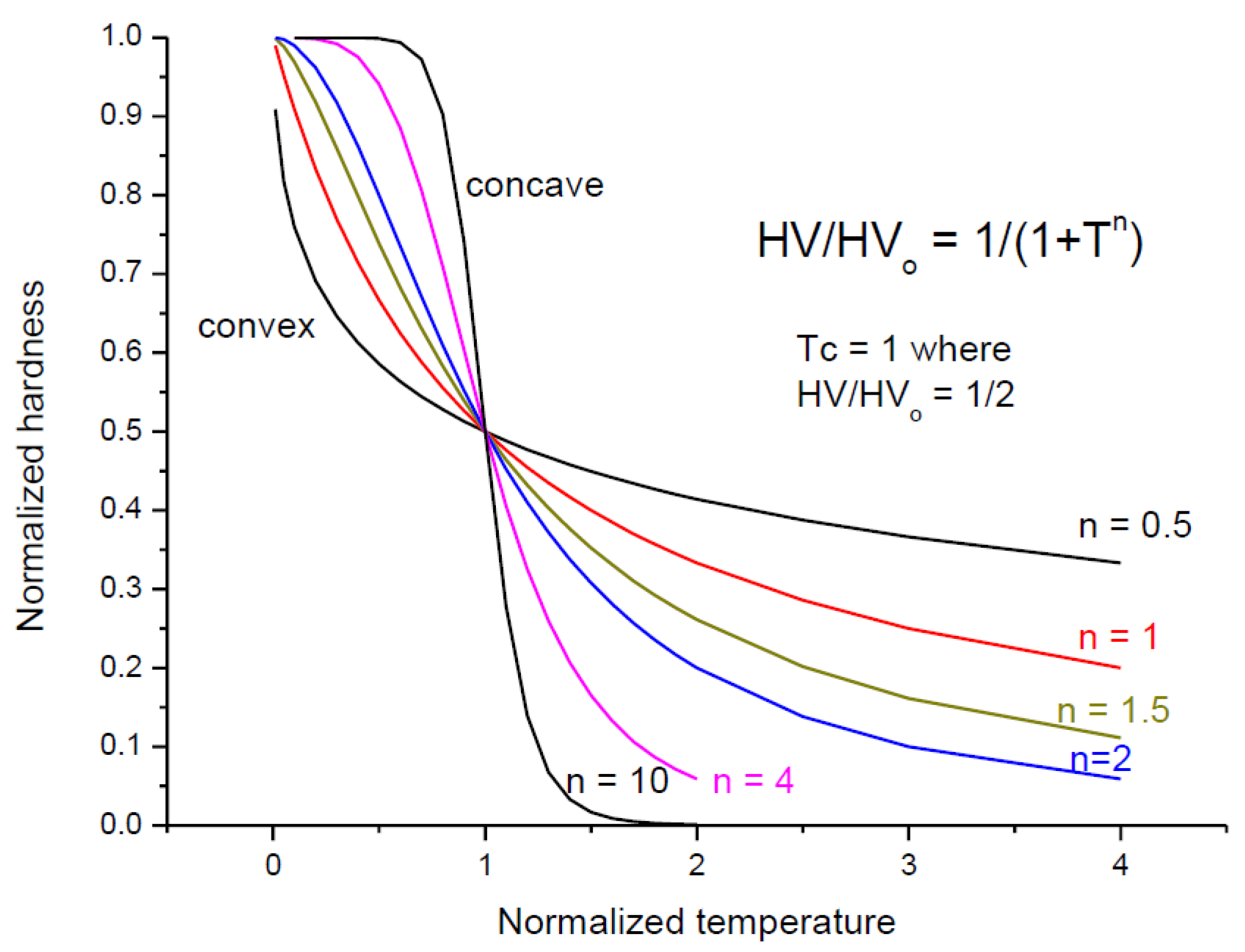
It should be mentioned that the two expressions mutually exclude one another, although both represent an exponentially decreasing function. But the essential difference is that Equation (1) is convex and Equation (2) is concave in the majority of the temperature range between 0
K and melting point,
Tm. Choosing one of the two mathematical expressions (Equation (1) or (2)) means selecting between the physical processes behind the mathematical description. We will see that pure metals present a convex decay, whereas the HEAs with a substantial stored elastic energy show a concave decay. However, both pure metals and alloys present convex decay near to absolute zero temperature. All the metals and alloys present a slow decrease at low temperatures. The hardness of pure metals starts an exponential decay already before room temperature, whereas, for alloys, the slow decay of hardness extends up to several 100 degrees. Sherby and Armstrong [
16] and Merchant et al. [
17] applied the Arrhenius-type Equation (2) for the determination of the activation energy. The contradiction between the two formulas was solved, apparently, by taking into account the data obtained at high temperatures only, above
Tm/2. Certainly, if data were accurate and numerous enough to obtain a more exact fit, then the Arrhenius plot (
lnH against 1/
T) would be a curve instead of a straight line, resulting in a gradually changing activation energy.
Recently, based on one energy method [
18], a formula has been presented to describe the temperature dependence of hardness without free parameters. The ratio of hardnesses relative to the reference hardness at room temperature,
To, was given as [
18]:
where
Tm is the melting temperature,
h represents the indentation depth and
E(T) is the Young’s modulus.
A very similar formula was presented for ceramics [
19]:
In order to apply Formulas (3) and (4), one need, besides the experimental data of indentation depth ratios, h(To)/h(T), the a priori knowledge of Young’s moduli ratios, E(T)/E(To).
Concerning the Young’s modulus, the following equation proposed by Wachtman et al. (1961) [
20] is one of the most frequently used temperature-dependent Young’s modulus models:
where
Eo is the Young’s modulus at absolute zero.
B1 is the slope of Young’s temperature curve in the high temperature range.
To is a material parameter correlated with the Debye temperature.
A more recent paper on a temperature-dependent elastic modulus model for metallic bulk materials was published by Weiguo Li et al. [
21]:
where
is the latent heat of fusion and
Cv is the Debye integral [
22] which, at the high-temperature limit (
T >> θD) is
Cv = 3
No·kB = 3
R = 25 J/mol·K, in agreement with the Dulong–Petit law.
It is interesting that the formula of Overton and Gaffney [
23] who divided the temperature dependence into two, as well as the softening coefficient, also introduced the linear expansion coefficient. Unfortunately, their discussion remained on the level of elastic constant only.
We mention that the Young’s modulus is size-dependent [
23,
24], which is important in the preparation of nanocomposites, but this is beyond the scope of our current topic.
The purpose of this paper is to check these “old” formulas using datasets from the literature and to contribute to the hot hardness problem with new formulas checked with more recent literature data and some of our own data obtained with a home-built instrument. Based on the datasets from the literature and from our own measurements, we present the application of the “old” Ito formula (Equation (1)) and two new, rational type, own formulas (Equations (11) and (20)). Then, we will apply in our new edition, the Arrhenius-type relation (Equation (2)) in the upper part of the temperature domain region in order to determine and apply the activation energy. Finally, we present our “universal” formula (Equation (21)), applicable in the whole temperature domain, for alloys.
4. Examples of Pure Metal Applications
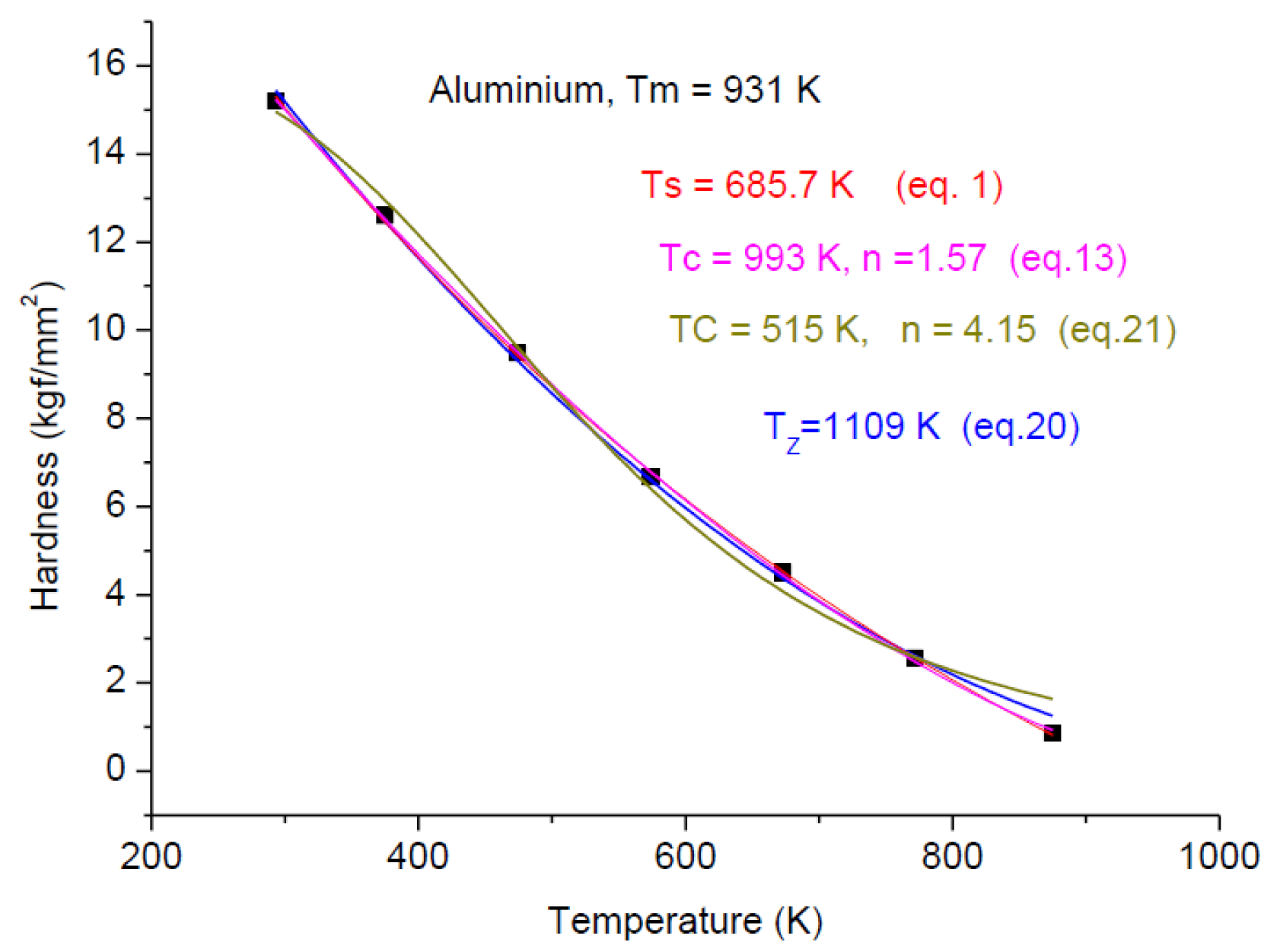
In the following, we are going to apply Formulas (1), (12), (20) and (21) for pure metals for which H(T) data were obtainable in the literature.
In
Figure 8,
Figure 9 and
Figure 10, we present the temperature dependence for three pure metals, which belong to FCC, HCP and BCC structures, demonstrating that these four fittings (Equations (1), (13), (20) and (21)) are applicable independent of the crystalline structure. However, mathematical applicability does not mean physical applicability as well. For Aluminum, we obtained meaningful characteristic temperature values, but in the case of Magnesium, we have obtained unacceptably low
Ts and
Tz values.
Tz is less then
Tm (it should be larger), and
Ts and
Tc should be around
Tm/2. For
Tc = 357
K,
H = 0.5
Ho, as is expected. The only meaningful data are the
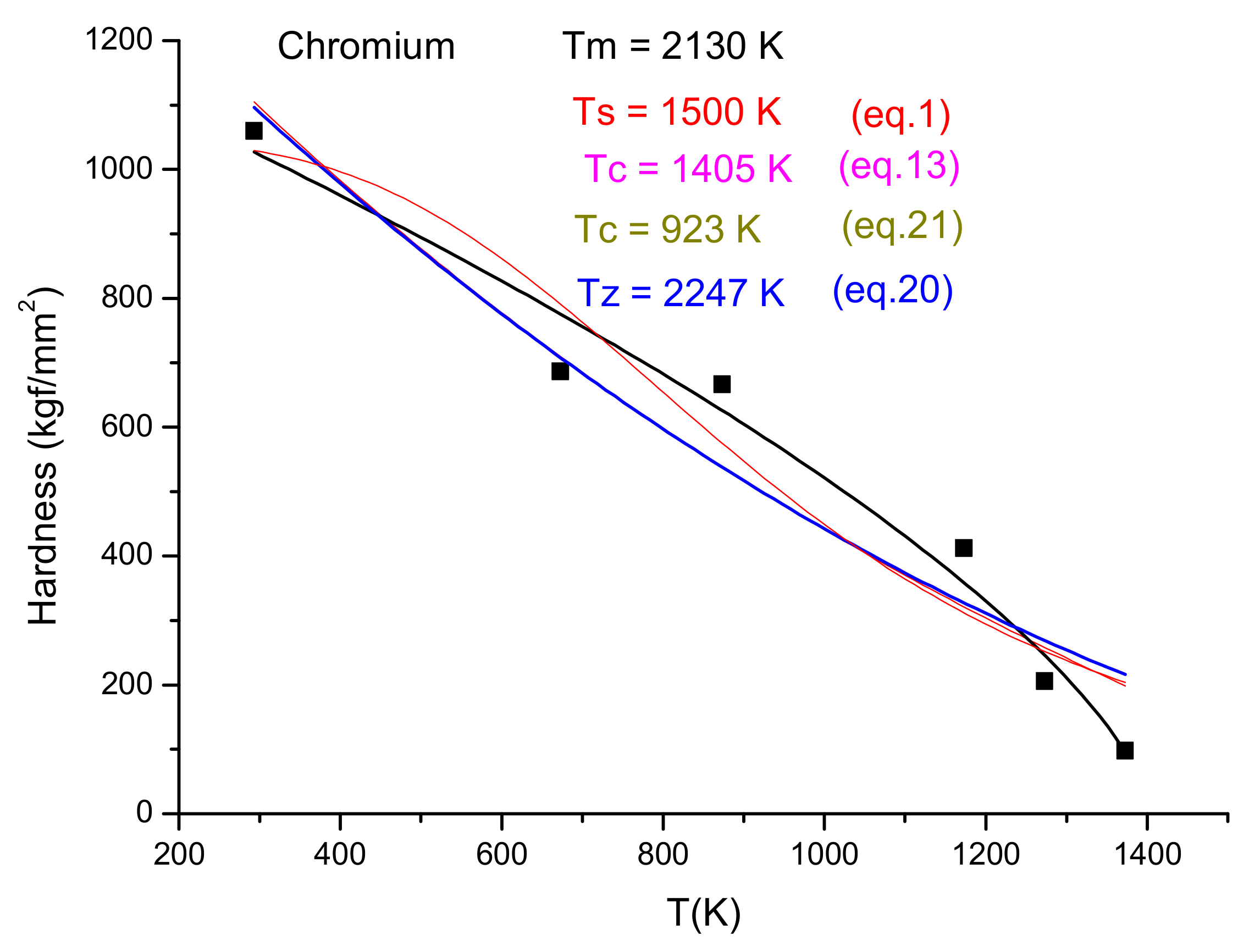
Tc value from Equation (21), which determine that the only meaningful formula applicable for Magnesium is the currently introduced formula: Equation (21). Chromium in
Figure 10 is at the border of the concave–convex cases. The fitting quality drops from R
2 ~ 0.9 down to R
2 ~ 0.8. This quality loss is due to the scattering of the hardness data. It turned out that it is much more difficult to provide “pure” specimens from early transition elements (ETM) then from late transition elements (LTM). ETM samples are easily contaminated with H, C and especially oxygen, changing the hardness values. The heat treatments, even at the lowest temperature, should be done in an inert oxide powder bed (e.g., Cerium oxide).
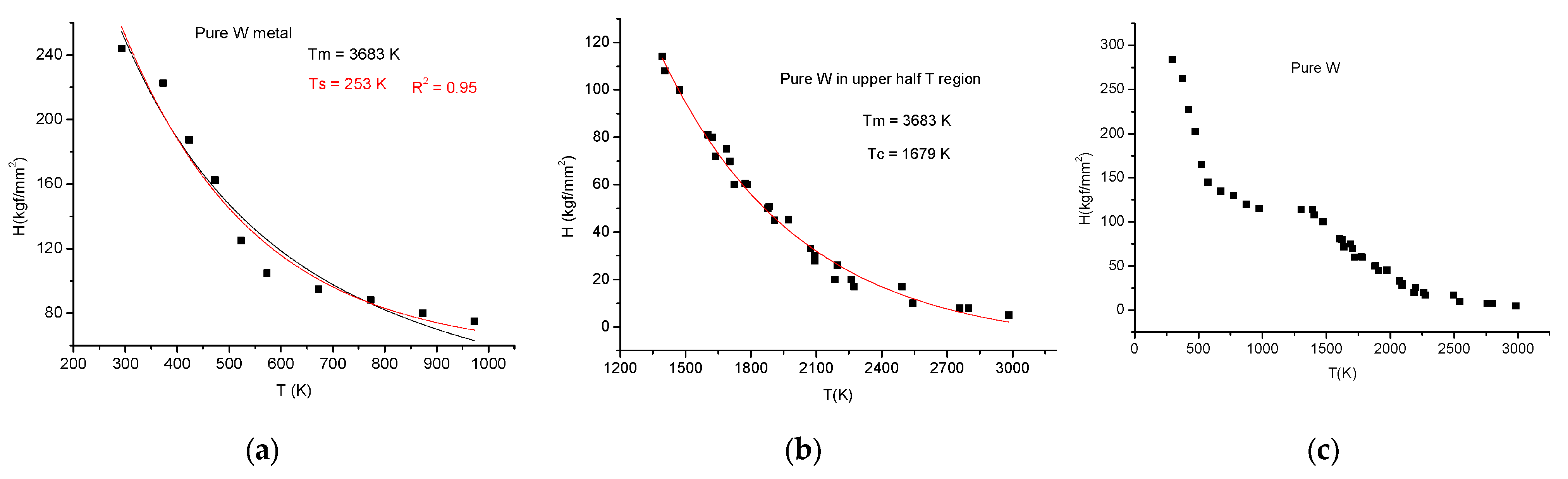
The situation is even more peculiar for Tungsten. We split the collected data from [
27,
28,
29] in two, corresponding to the lower half (see
Figure 11a) and upper half (see
Figure 11b) temperature regions shown in
Figure 11a,b. Tungsten presents a brittle-ductile transition above 500 K, not far away from room temperature. Certainly, the normal exponential decay is perturbed by this B–D transition.
Applying fitting in the lower half with Equations (1) and (21) (Equation (1)
H(
T) = 639 ×
exp(
−T/253) + 55 and Equation (21).
H(
T) = 584/(1+(
T/247)
1.54)), we obtained characteristic temperatures without physical meanings. None of Equations (13), (20) and (21) are applicable to describing the double decay feature of W hardness presenting a plateau around 1400 K (see
Figure 11c).
Finally, we put together the two parts, and we observe a two-stage decrease of hardness, presenting a platoon around 1400 K. To the best of our knowledge, such behavior of W hardness and the explanation of it is missing in the literature. It is our conjecture that this behavior stems from the recrystallization, which occurs typically around 1400 K.
The goodness of fit is excellent for Equations (1) and (20) (R2 = 0.99) and acceptable for the “universal” Equation (21).
The fitting with Equations (1) and (21) provided some characteristic temperatures near to half of the melting point for Equation (21) and around the (¾)*Tm for Equation (1). These temperatures are considered to signalize the change in the plastic deformation mechanism, but their value depends so much on the scattering of the hardness data that it is better not to attach any special importance to them. It is interesting that, based on Equation (20), we have got the linear expansion coefficient, within an order of magnitude, correct. Even more important seems to be the information about the decreasing of metallic valency, which seems to be an order of magnitude faster than the expansion. This should be a starting point for an ab initio study.
Silicon (see
Figure 12) represents a curiosity: around a 623–700 K phase transformation occurs [
30], named “indentation metallization”, which manifest itself as a rapid exponential decay of hot hardness. The original authors described the temperature dependence by two exponentials, whereas we describe it with one equation (Equation (21)). One can observe the perfect fit of the “universal” Equation (21) and the coincident of Debye temperature with the abrupt decrease of hardness. The transformation of covalent bonds into metallic ones, and the metallization, though very interesting, is beyond the scope of the present work.
6. Example for Activation Energy Determination, Arrhenius-Type Formulas
The only way to reconcile the mutually exclusive Equations (1) and (2) is to apply the exponential decay in lower-temperature regions and the Arrhenius-type equation for determining the indentation activation energy in high-temperature regions, above 3/4Tm. Unfortunately, the high-temperature data points are missing, because these are more difficult to determine. The logarithm of H versus T is not linear in most cases, so it is difficult to determine a single apparent activation energy. One can divide, rather arbitrarily, the T > Tm/2 temperature region into sub regions and determine the corresponding activation energies.
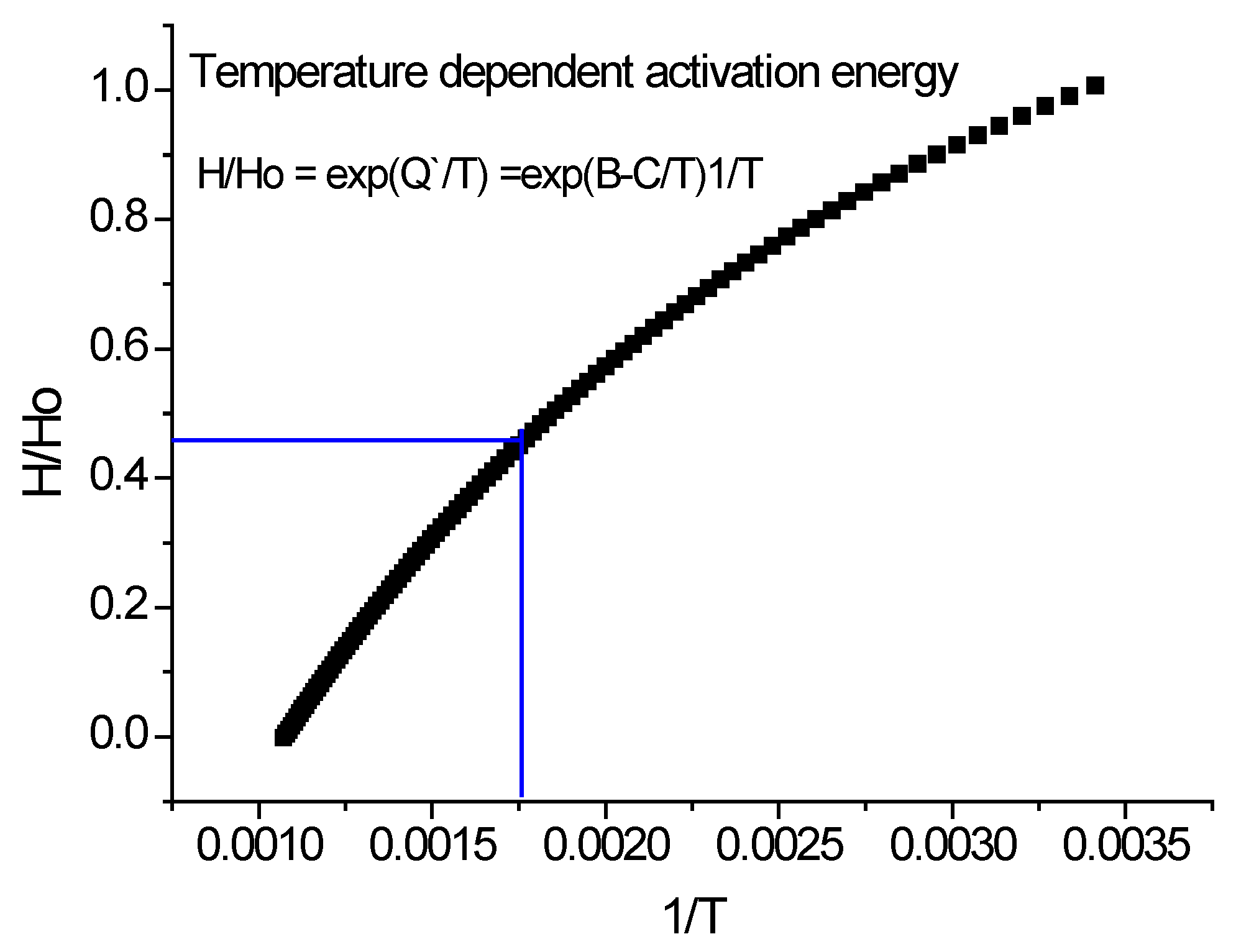
Here, we propose a more general valuable solution offering an apparent activation energy, Q’, which increases continuously from the starting temperature up to the melting point. To overcome the temperature-dependent apparent activation energy problem, we propose an Arrhenius-type expression for hot hardness with a temperature-dependent activation energy equation:
Applying Equation (22) for Q, we describe the variation of Q as a function of T; as expected, Q is small at small temperatures and large at higher temperatures. Varying Q represents a change in mechanism from the one controlled by the dislocation pipe diffusion at lower temperatures to the one controlled by lattice diffusion at higher temperatures.
In the following three figures (
Figure 14,
Figure 15 and
Figure 16),we present how to calculate the parameters of temperature-dependent activation energy. Seven data points for Aluminum were taken from [
26]. They present a normal convex exponential decay (see
Figure 14), with a characteristic softening temperature at 675 K. After fitting, we have obtained 100 data points between room temperature and melting,
Tm = 933 K. The more data points, the better the precision of the fitted parameters. The blue square in
Figure 15 shows the high-temperature region, from where the apparent activation energy was determined.
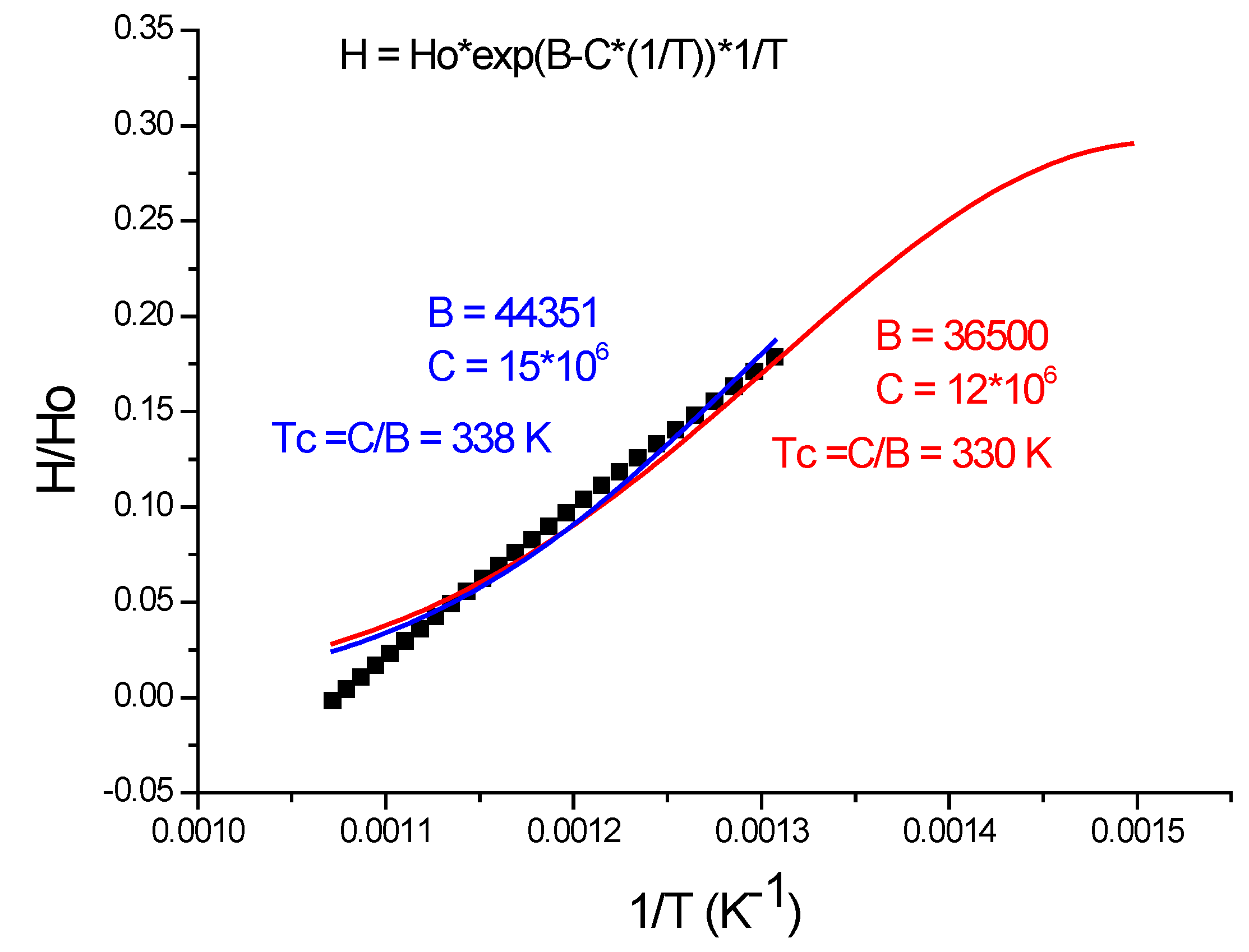
It is important to mention that expression (22) makes it possible to define a new characteristic temperature, where
Q becomes zero at
TQ =
C/B. This is the temperature where the activated dislocation motions start with increasing
Q values as the temperature increases. In
Figure 16, we have performed the fitting twice: first with 32 data point, shown by the red fitting line, and second we have used only 19 data point, shown by the blue fitting line. The results are similar (
Tc = 330 or 338 K) and not strongly dependent on the number of data points.
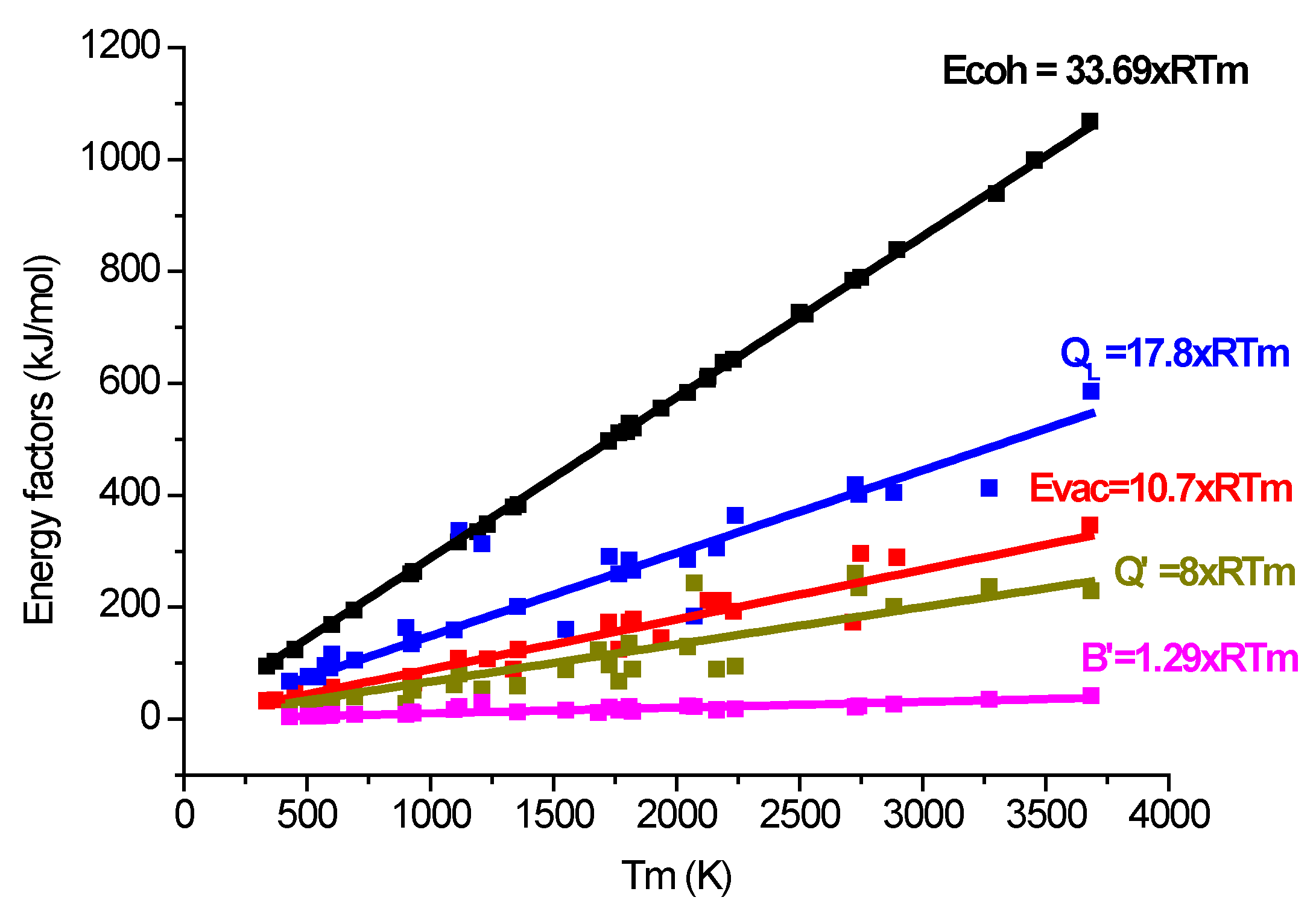
The maximal value will never surpass the value of self-diffusion activation energy. In order to facilitate a comparison of the activation energies, provided from the evaluation of hot hardness data and that of self-diffusion, we express the activation energy in
RTm units, where
Tm is the melting point of the metal and R is the universal gas constant:
Q =
kRTm. The high-temperature hardness expressed with apparent activation energy is:
Let us estimate the activation energy of hardness at high temperatures, near to the melting point where we simply approximate T with Tm (see
Figure 17).
Then, we make equal the hardness values of exponential decays to the hardness expressed with the apparent activation energy in Equations (1) and (23):
where B
2 = 1/T
2 and
T2 = 0.128
Tm (see
Figure 6). After some algebra, we obtain:
In
Figure 18, as well as the “universal” valid activation energy, we have also represented the experimentally determined B′ (from [
17]) apparent activation energy:
The ratio is
Q′/B′ ~ 6. Further research is necessary to find the relationship between indentation creep characteristics and these apparent activation energies. It is promising that these apparent activation energies are smaller than the energies necessary for vacancy formation, and for self-diffusion (see
Figure 18).
These general valid apparent activation energies (Equations (24) and (25)) help in the estimation of hardness at high temperatures near to the melting point.
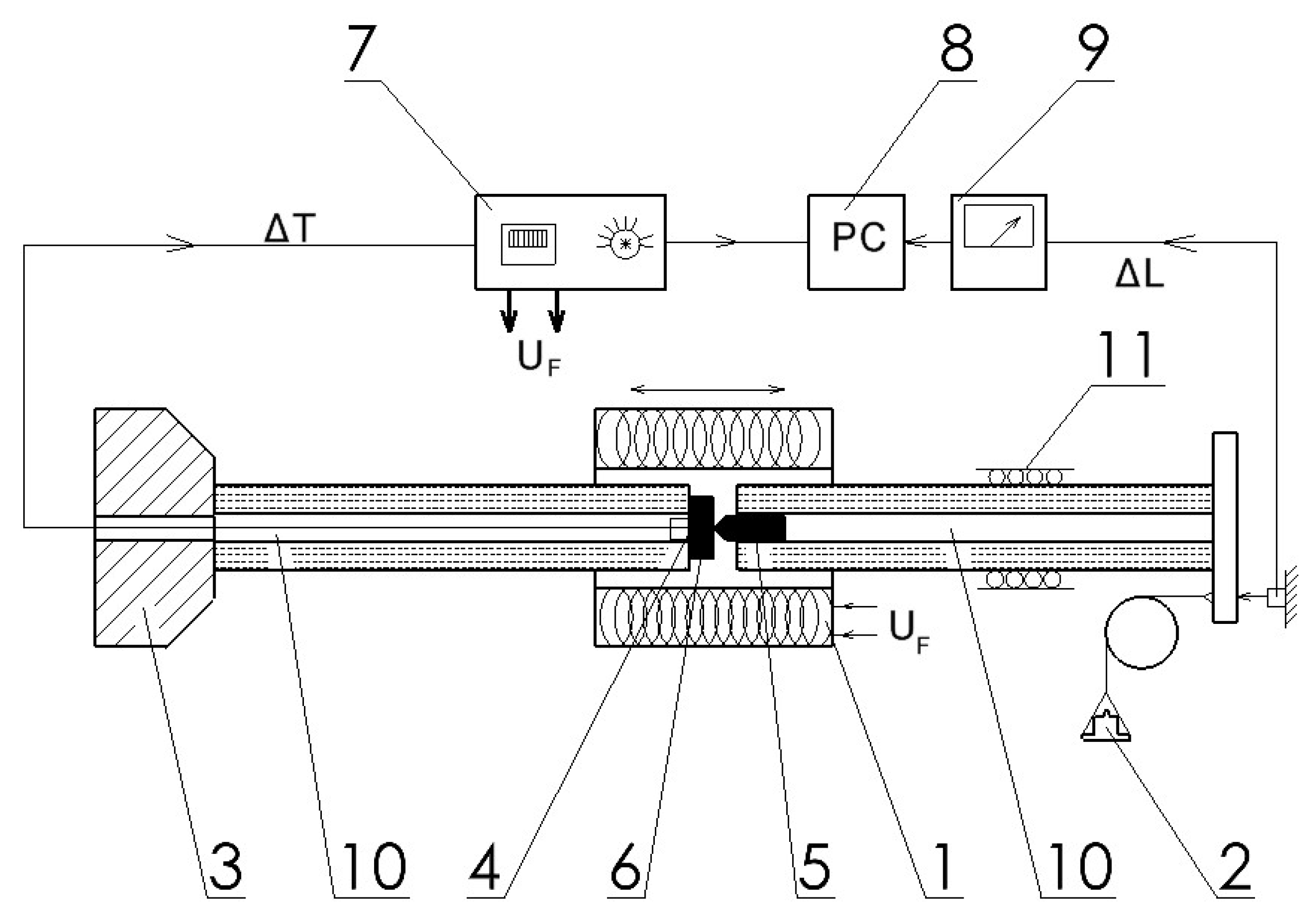
7. High Heating Rate Rockwell-Type Hardness Measurements
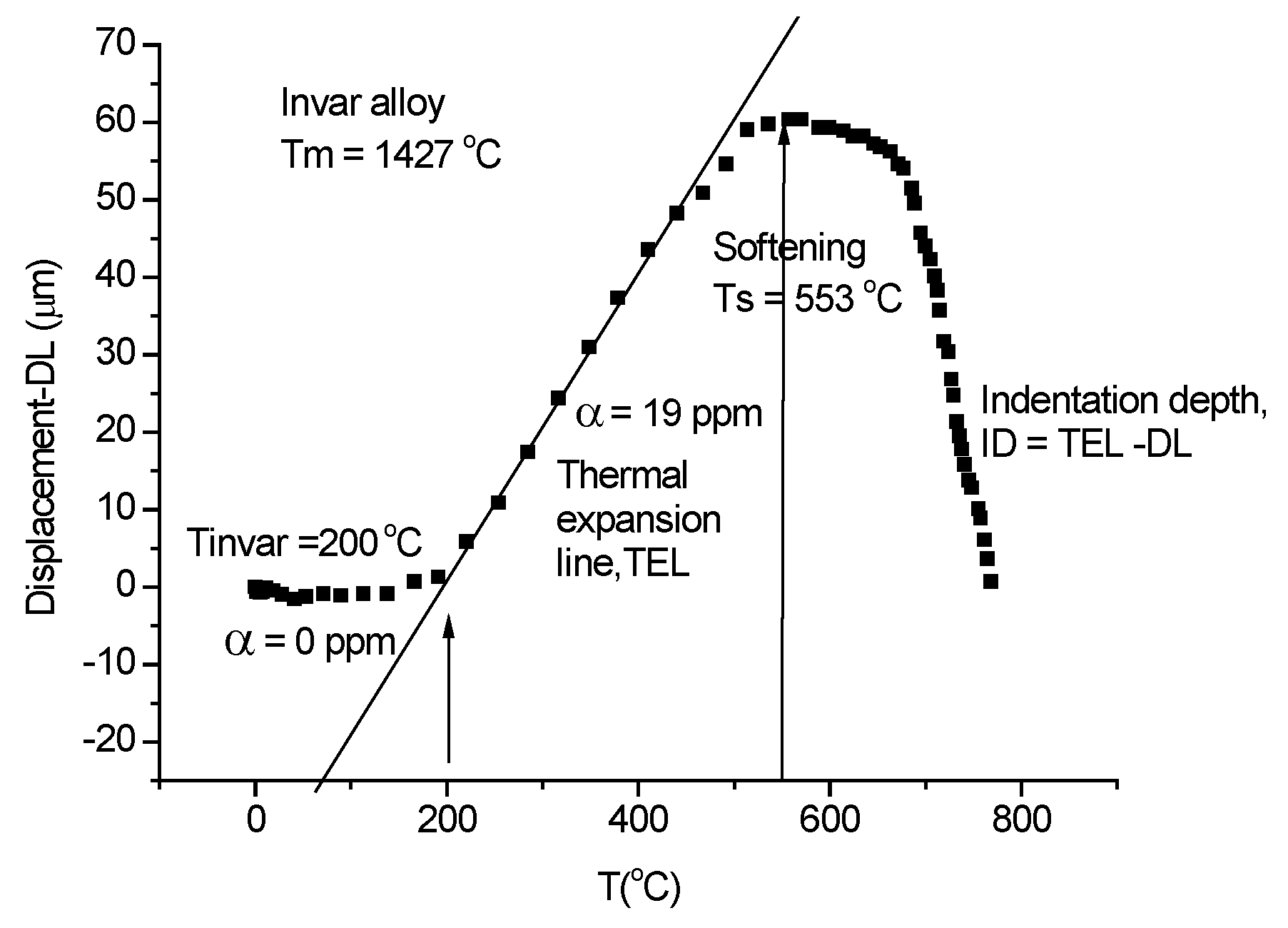
First, we present the evaluation procedure of the high heating rate indentation measurement using the home-built device presented in
Figure 1. For this purpose, we have selected the invar alloy because it reveals the characteristics of the measurements: it shows zero thermal expansion up to 200 °C and then the thermal expansion separates from the indentation, which helps in determining the thermal expansion line (
TEL)(see
Figure 19) and the indentation depth as
ID =
TEL −
DL. The Rockwell-type hardness can be fitted with the universal Equation (21).
The standard way of Rockwell-type hardness measurement consists of two displacement curve measurements: one for a small load (0.5 kg in this case) and a second with a larger load (1.5 kg). The difference in these two curves will give the indentation depth (ID), and the hardness will be obtained (
Figure 20) by subtracting the indentation depth from an arbitrarily chosen number. In some cases, the thermal expansion prevails at low temperatures and the indentation depth starts to manifest itself at higher temperatures only. In this case, we can skip the low-load DL measurement and replace it with the thermal expansion line (TEL), which, in the present case, is
TEL = −80 + (175/440)*
T. The indentation depth will be given as
ID =
TEL-DI and the Rockwell-type hardness will be
HR =
300-ID. This time the arbitrarily chosen number is 300.
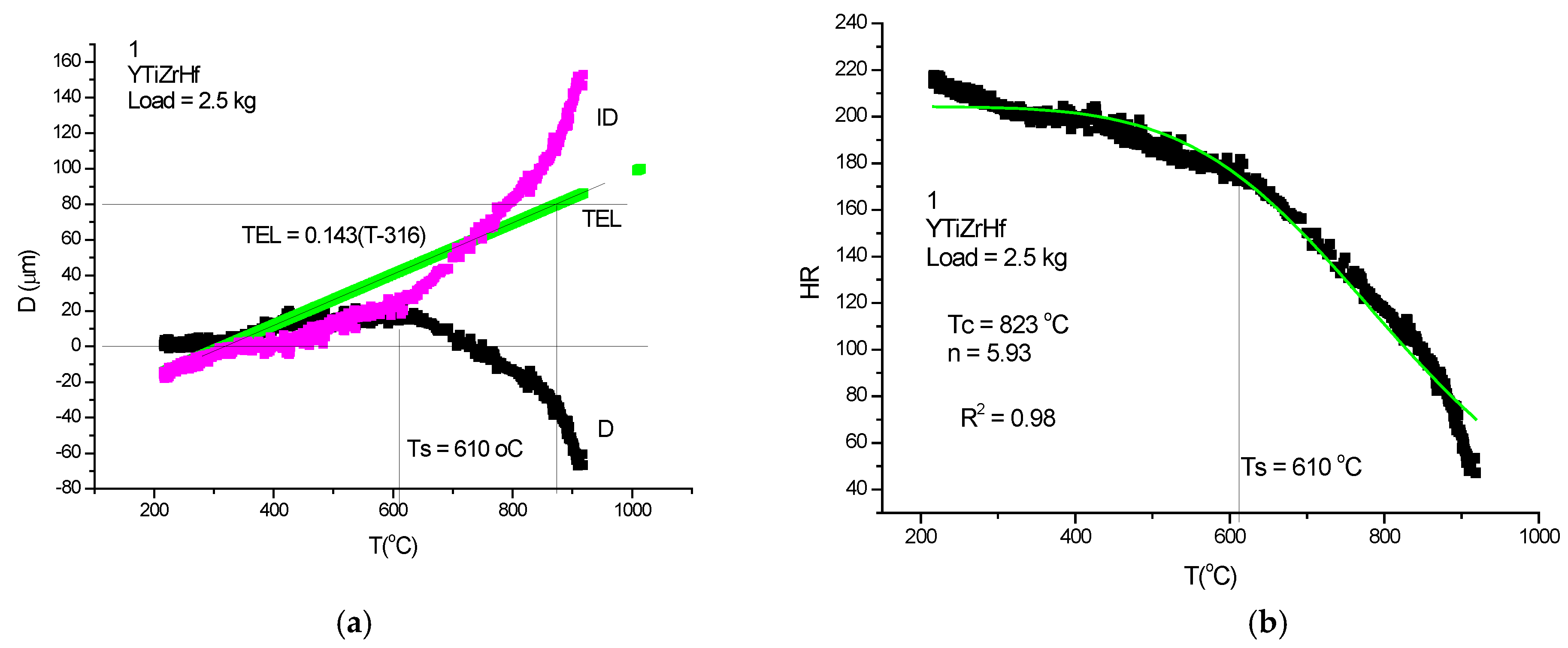
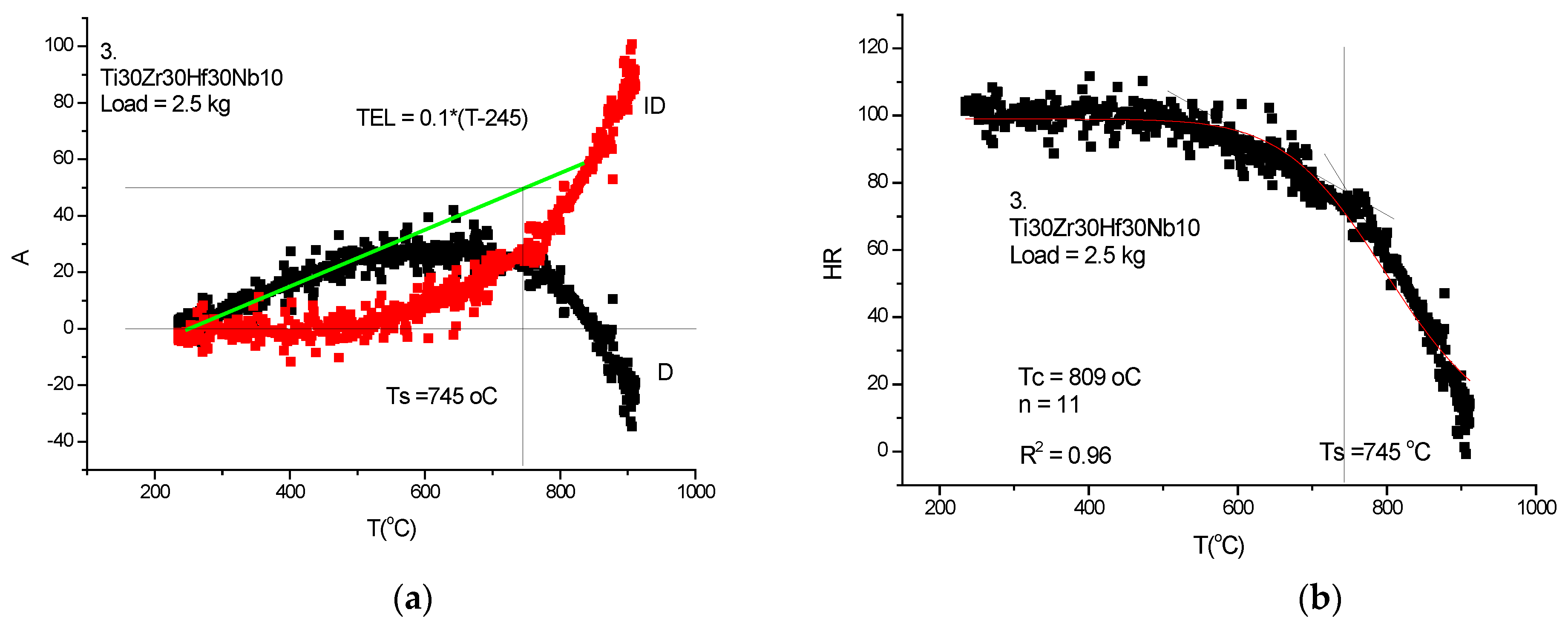
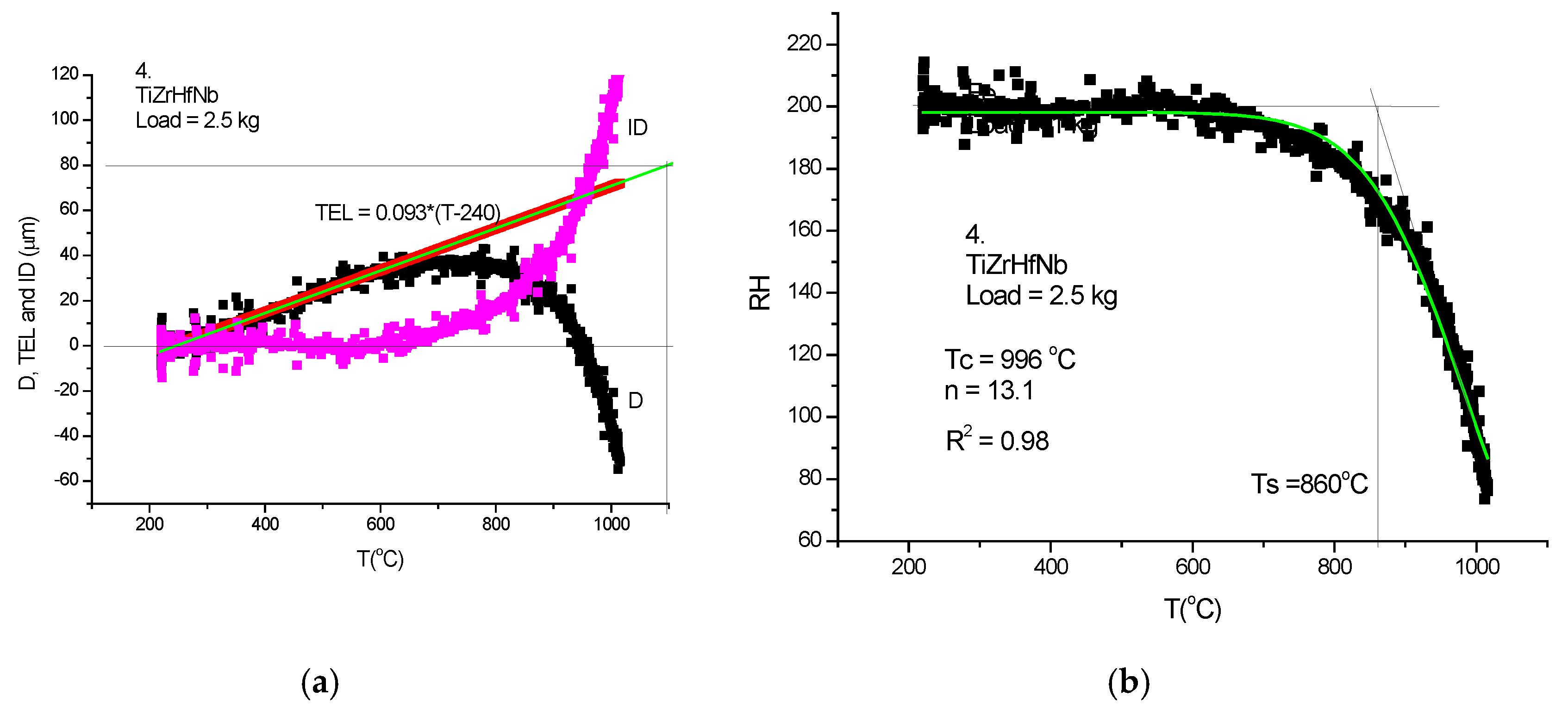
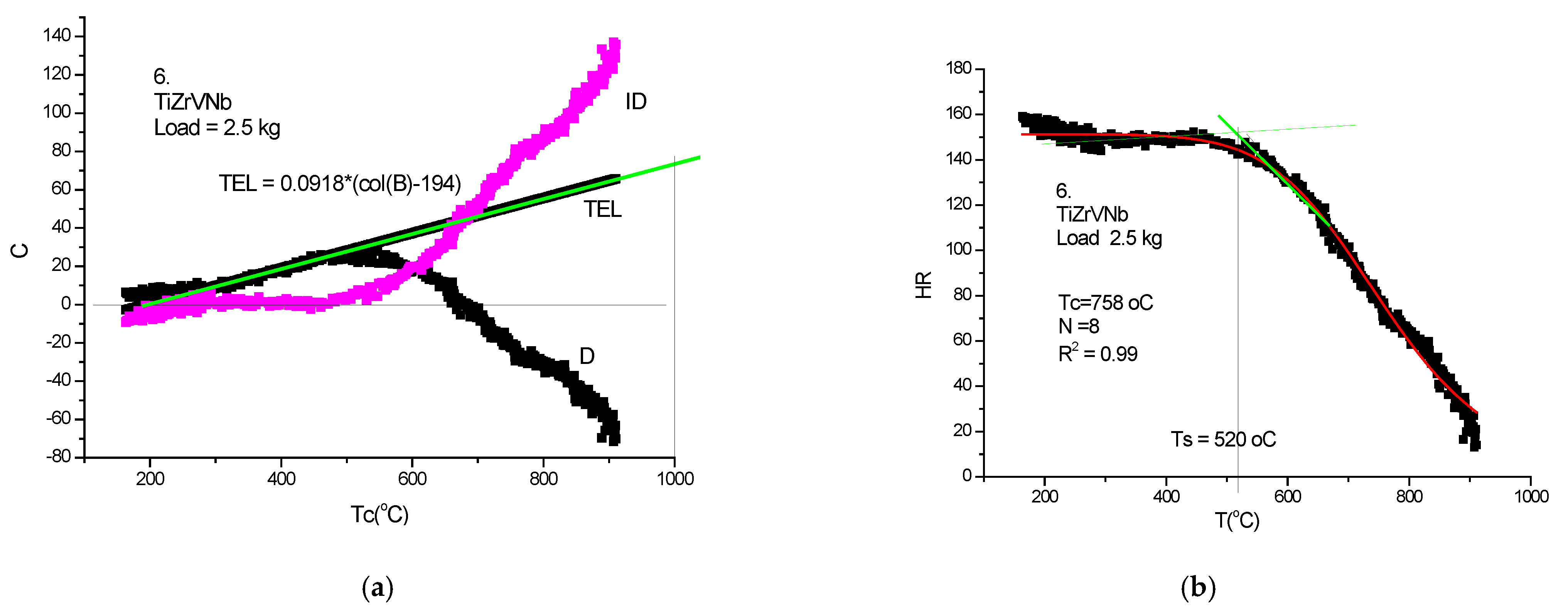
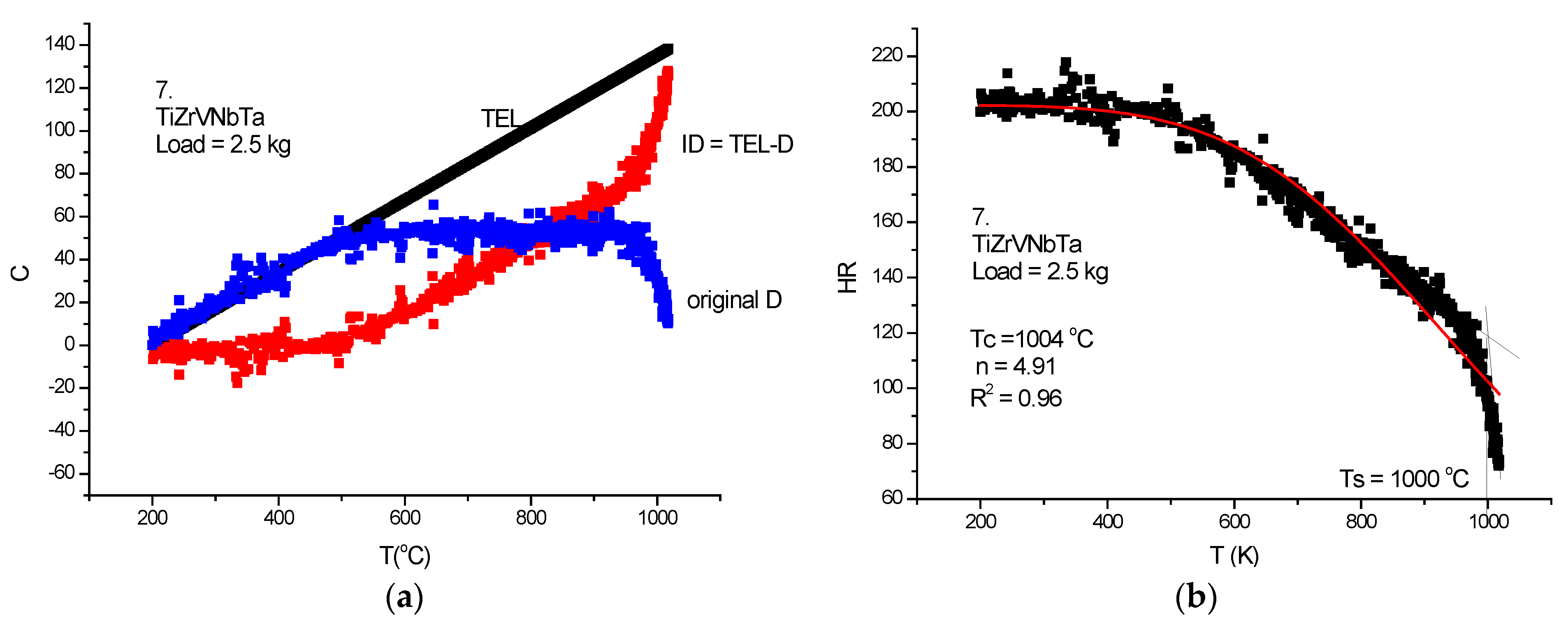
In the following, seven refractory high entropy alloys (RHEAs), compiled in
Table 2, will be measured with our home-built equipment (see
Figure 1) and commented on based on
Figure 21,
Figure 22,
Figure 23,
Figure 24,
Figure 25 and
Figure 26. The composition was selected to have
VEC around the 4.2 value, which corresponds to minimum shear moduli. We have proceeded to use the thermal expansion line (
TEL) and neglected the low load displacement line (
DL). For all of the samples, we have applied the maximal heating rate of 35 K/min and the same load, F = 2.5 kg. The temperature scan is started at similar temperatures for all seven samples, and special attention is paid to observe and select the linear expansion part from where the
TEL is determined. With increasing temperature, as well as the positive displacement of thermal expansion, appears the negative contribution of indentation depth (
ID).
ID should be calculated for the whole temperature interval. Then, this increasing
ID function is transformed in a decreasing Rockwell-type hardness parameter. By subtracting it from an arbitrary sufficiently large number (
N), all of the
ID numbers are transformed into decreasing positive numbers:
Although the figures satisfactorily explain the extraction of ID from the measured DL, some comments to the figures may help in “reading” the measured DL data. In
Figure 21a,
Figure 22a and
Figure 23a, the linear expansion part is rather short, but was enough to obtain the ID. It is remarkable that the knee point at Ts, the temperature of softening, is more accentuated on the original DL (black) line then on the Rockwell-type hardness in
Figure 21b,
Figure 22b and
Figure 23b. One can agree that, at the softening temperature, the negative IDs start to prevail upon the positive thermal expansion. This point can be identified as the end of the horizontal part of the displacement line. Altogether, the softening is not characterized by an inflexion point but rather by a smeared knee point. Comparison of initial DL and of the final RH parameters helps in defining the softening temperature, Ts.
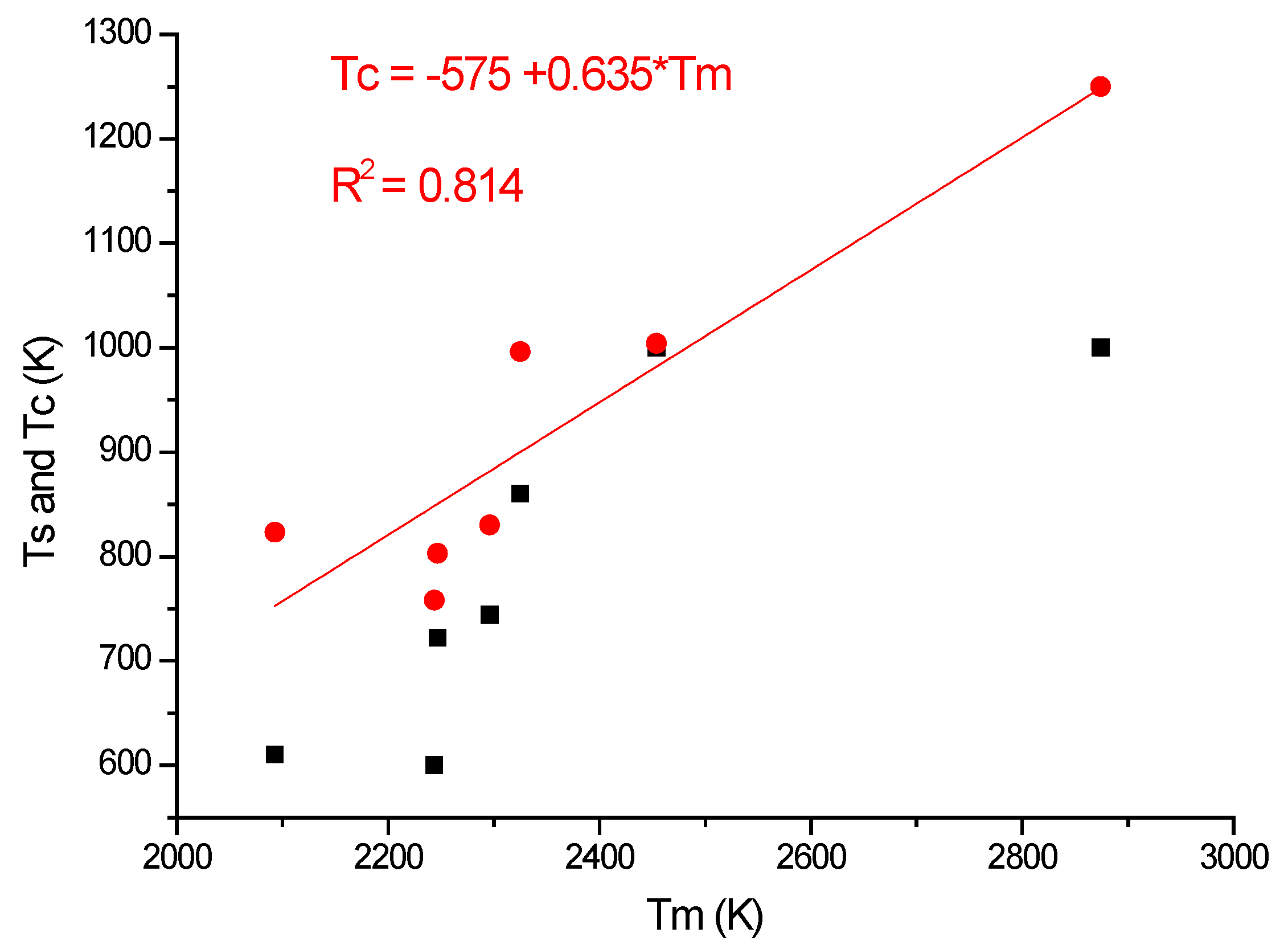
In
Table 2, a compendium of the hot hardness characteristics (
Ts and
Tc) are presented as a function of
Tm. Usually, the softening parameters
Ts and
Tc scale with the
Tm/2. In the case of our RHEAS, however, this scaling is violated (see
Figure 27) due to the phase instabilities produced by the allotropic transformation tendencies of Ti, Zr and Hf metals.
As a result, instead of
Tm/2, the softening temperatures (
Ts and
Tc; see
Figure 27) are better around
Tm/3, which is smaller than the expected values for
Ts and
Tc (see example of pure metals applications (
Figure 8,
Figure 9,
Figure 10 and
Figure 11). A possible explanation for these discrepancies might be the phase instability of these Ti-, Zr- and Hf-containing RHEAs, which originate in the allotropic nature of these early transition elements. This phase instability manifests itself not only in the early softening but also in its room temperature crystalline structure, which in alloy is BCC, whereas in elemental form all three are HCP. It should be mentioned that BCC is the high-temperature allotropic form, and this preserves itself on cooling due to the alloying but transforms into HCP for elemental metal. Whenever one uses a light early transition element for obtaining low density alloy, one should be aware of the reduction of operational temperature, despite the high melting point of the alloy.















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}