
Numerical Simulation of Effects of Mold Cavity and Submerged Entry Nozzle on Flow, Heat Transfer and Solidification in Funnel-Type Molds for Thin Slab Casting


Abstract
1. Introduction
2. Mathematical Model
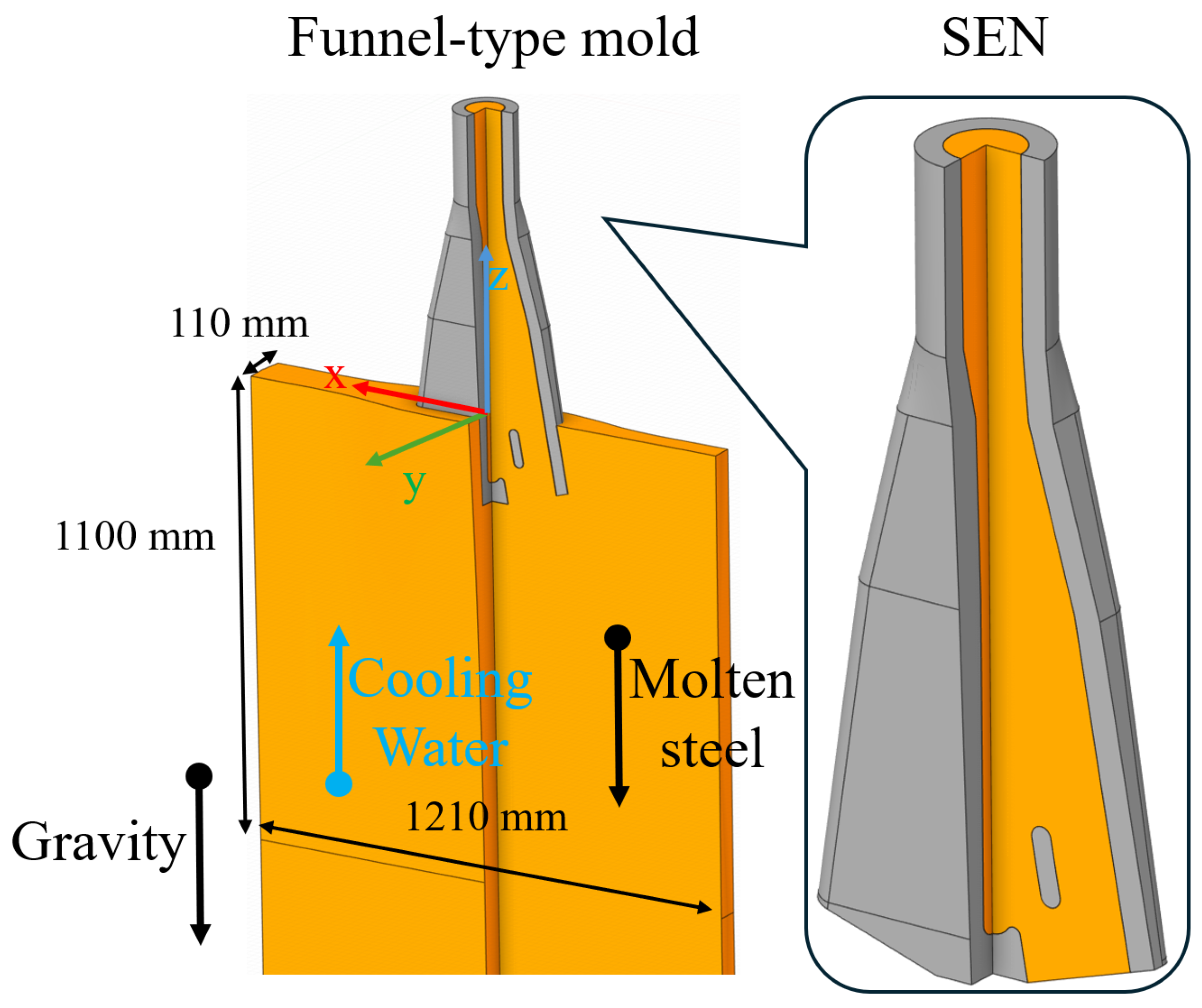
2.1. Physical Model
2.2. Fluid Phase Hydrodynamic
2.3. Solidification and Melting Mode
2.4. Electromagnetic Stirring Force
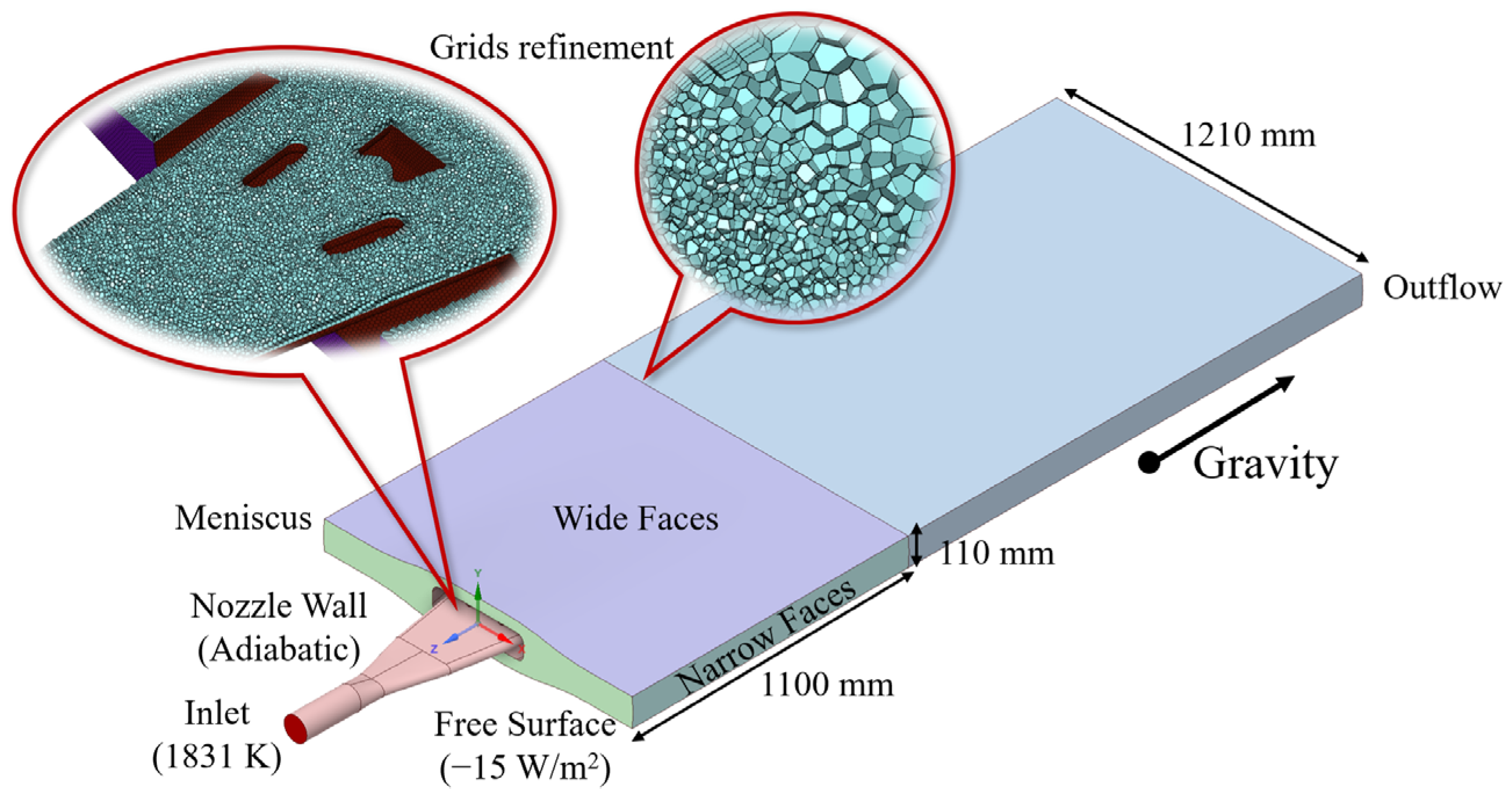
2.5. Boundary Conditions and Numerical Details
3. Scheme of Numerical Simulation
4. Results and Discussion
4.1. Model Verification
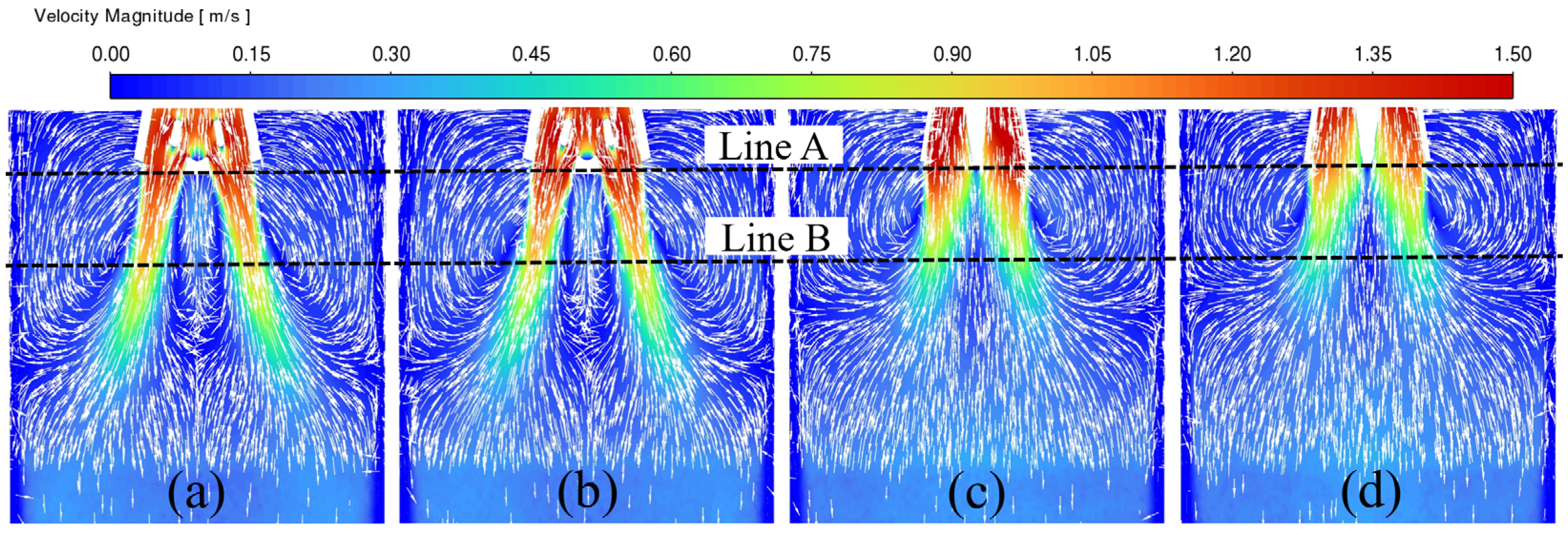
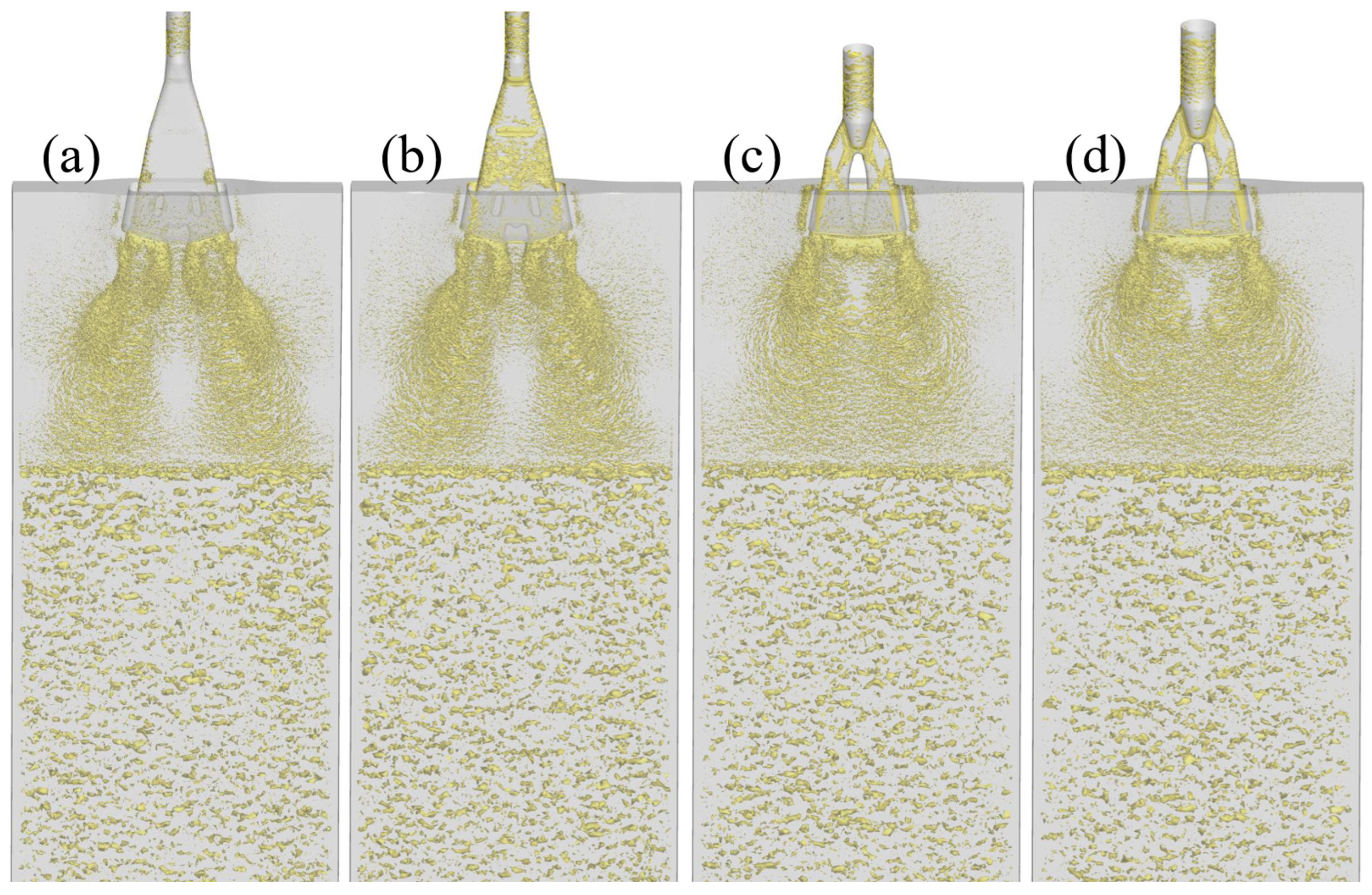
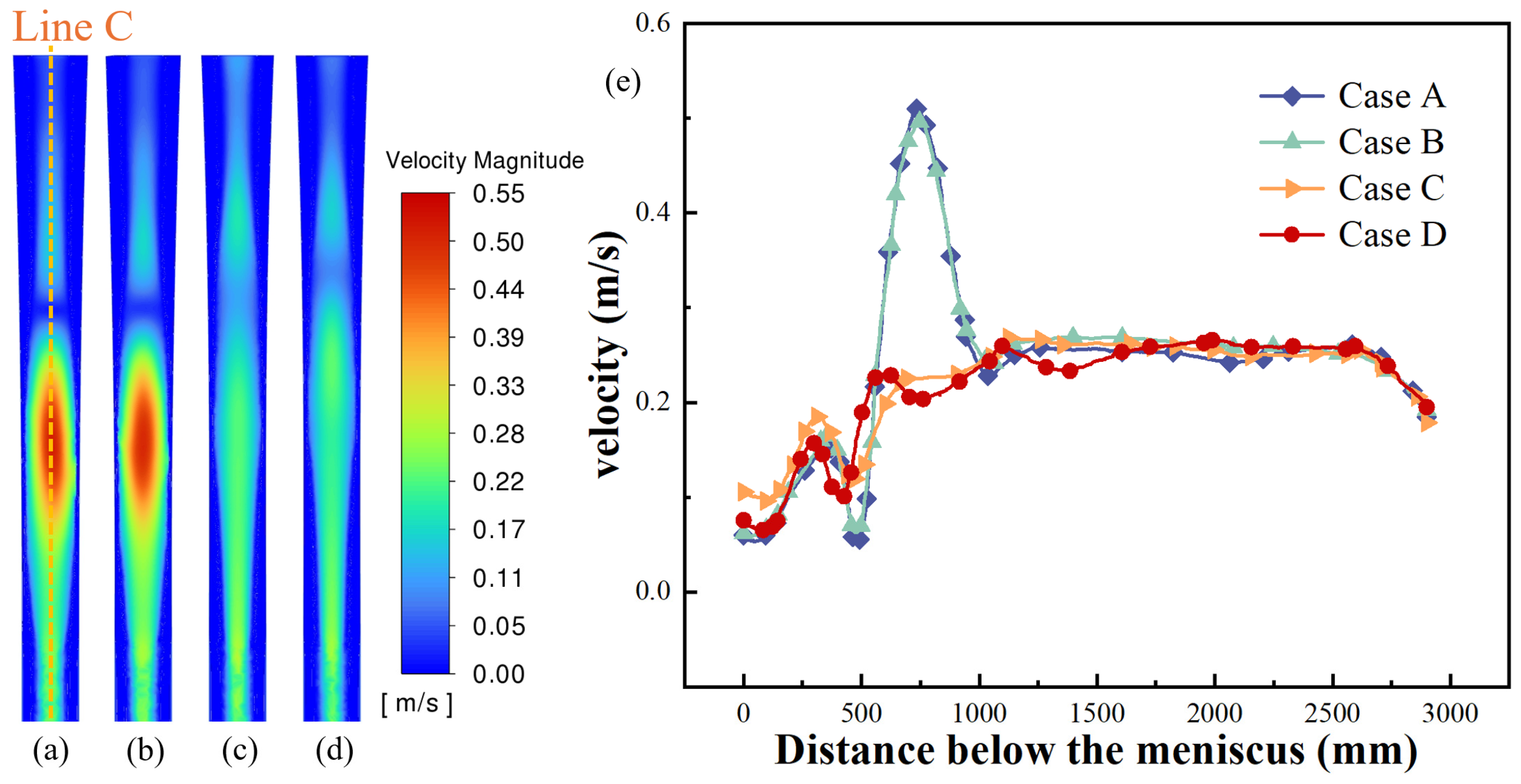
4.2. Melt Flow Field
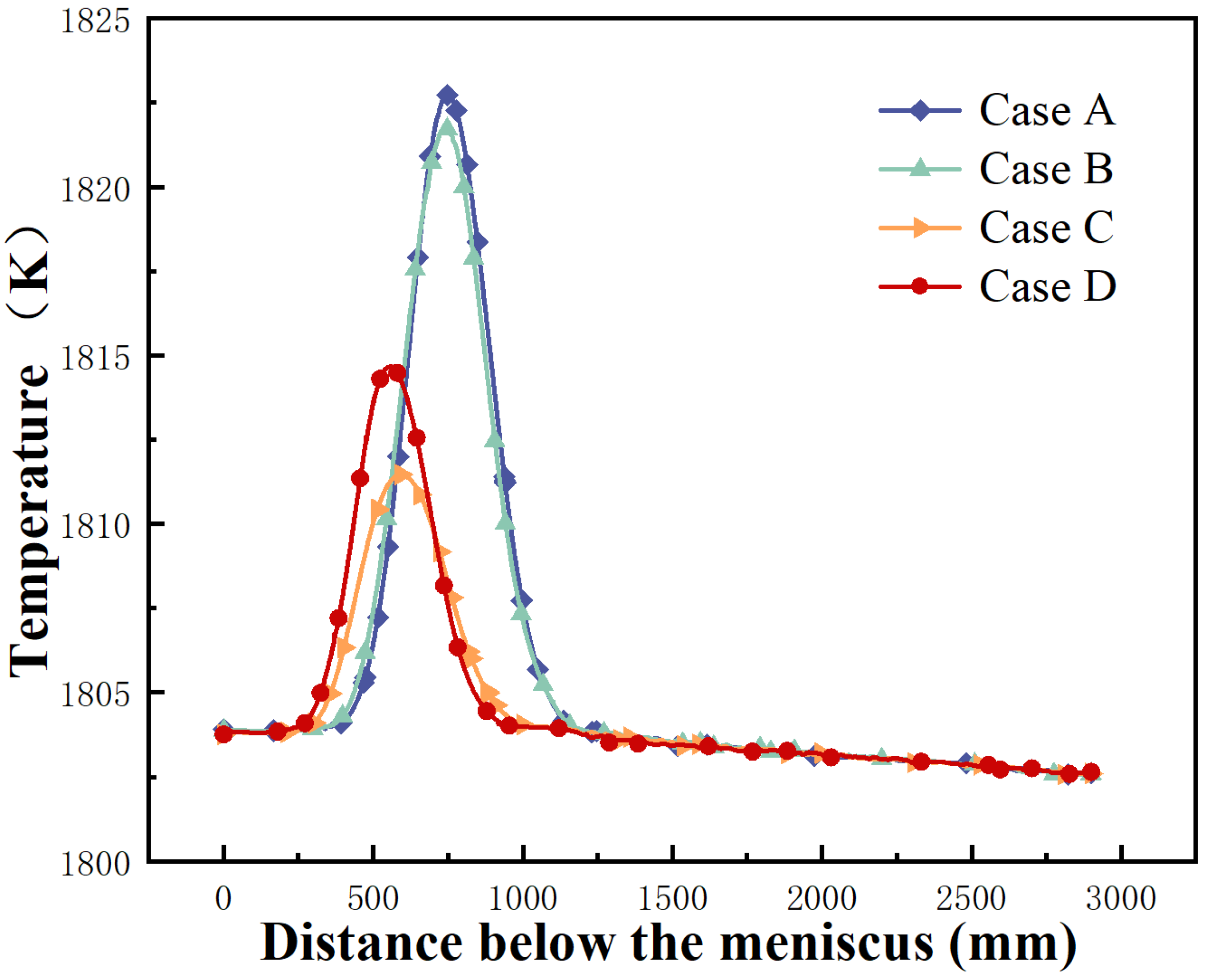
4.3. Heat Transfer and Solidification
5. Conclusions
- (1)
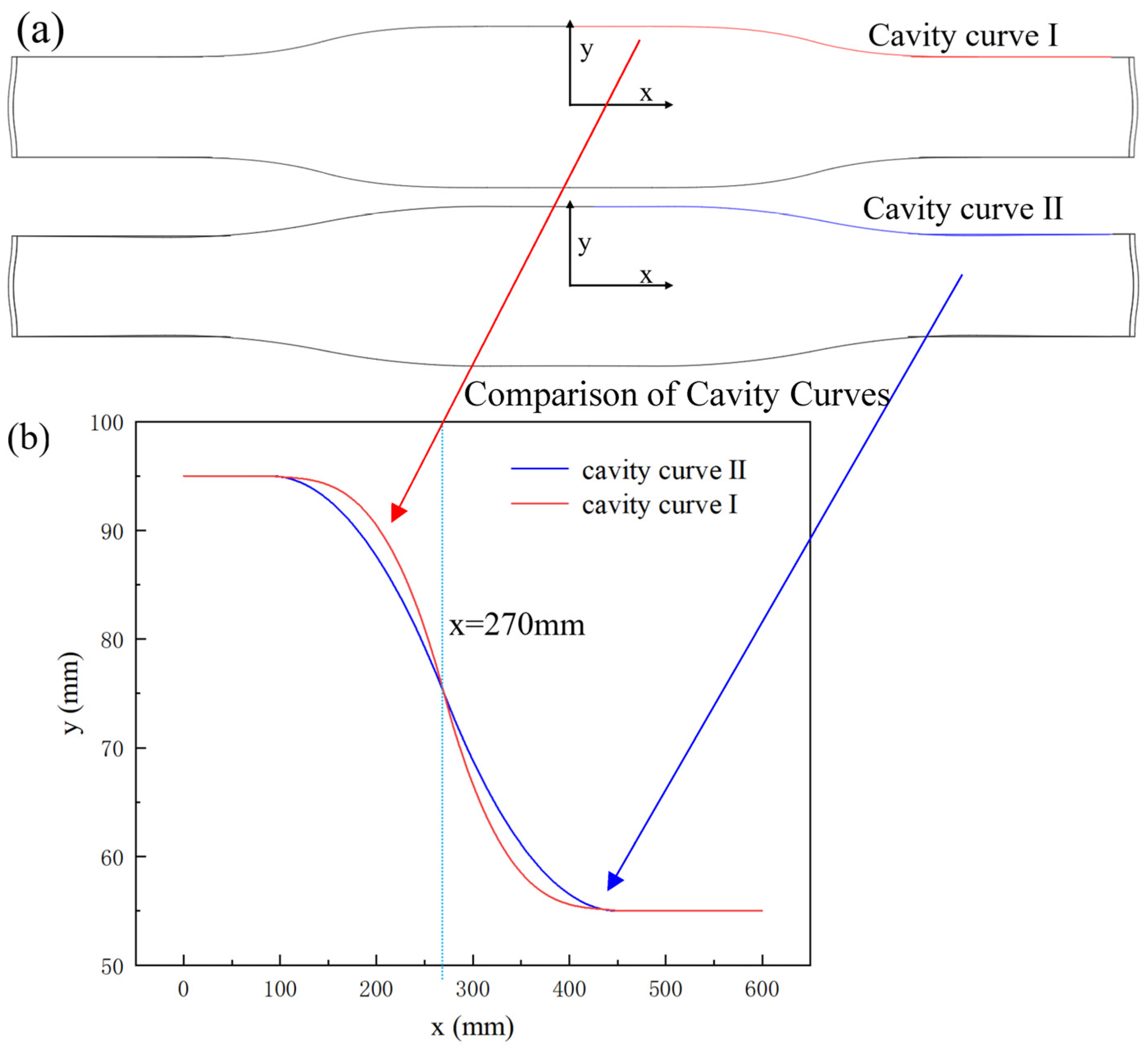
- The influence of the geometric disturbance of the top cavity on the flow state of the middle and lower body is localized. The type-II cavity curve optimized hot spot distribution on the wide surface of the mold and the thickness of the solidified shell at the mold outlet is increased.
- (2)
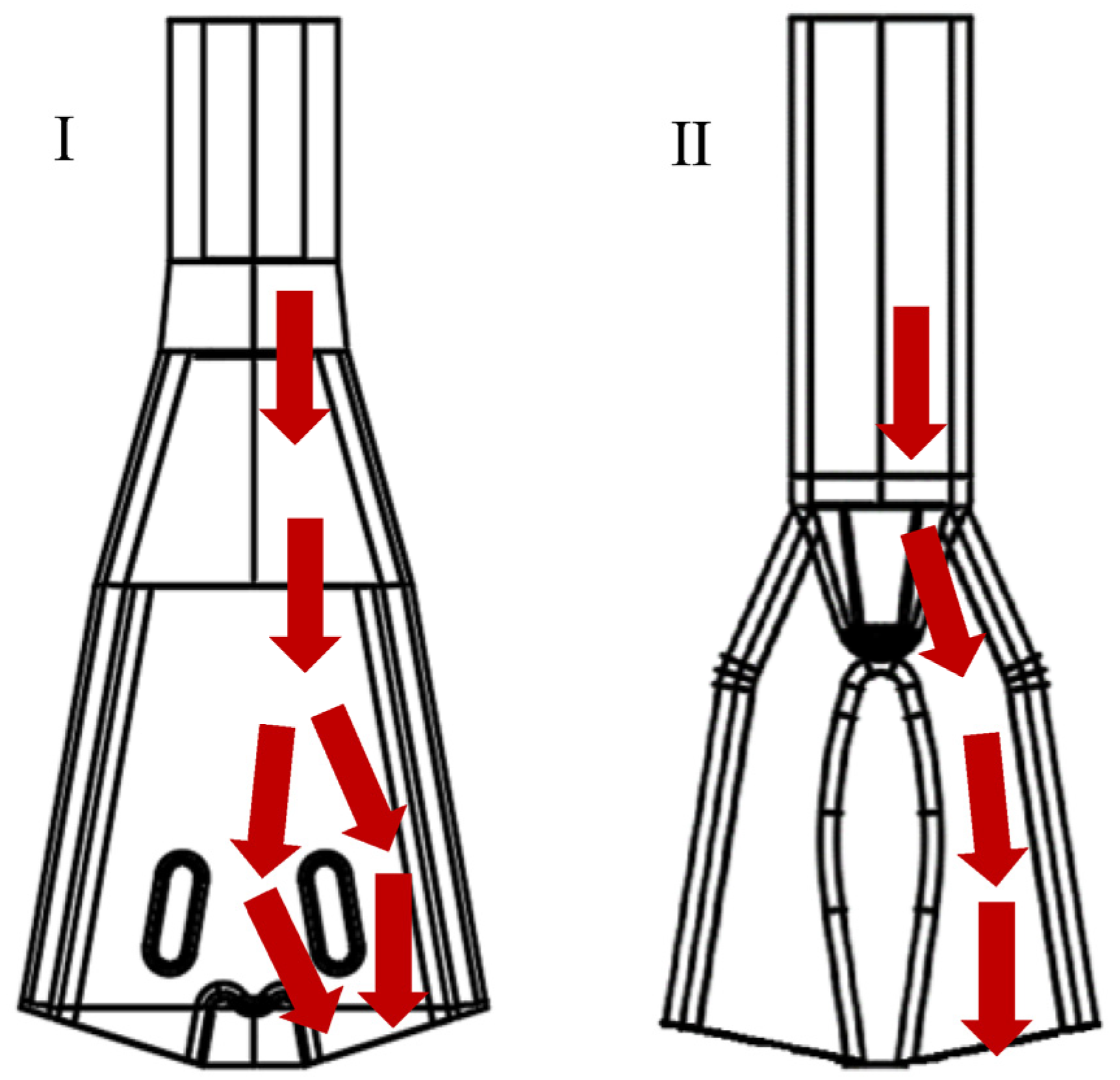
- The structure of the SEN significantly affects the flow of molten steel. The flow field inside the type-II SEN is relatively stable, but the vortex formed by the impact of the narrow surface makes the surface flow velocity larger and the liquid surface fluctuates more, which can be improved by enlarging the inner diameter of the SEN. Furthermore, the hot spots on the wide surface of the mold are transferred and the uniformity of the solidified shell is significantly improved.
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Yu, H.; Kang, Y.L.; Zhao, Z.Z.; Sun, H. Morphology and Precipitation Kinetics of MnS in Low-Carbon Steel During Thin Slab Continuous Casting Process. J. Iron Steel Res. Int. 2006, 13, 30–36. [Google Scholar] [CrossRef]
- Park, J.K.; Samarasekera, I.V.; Thomas, B.G.; Yoon, U.S. Thermal and Mechanical Behavior of Copper Molds During Thin-Slab Casting (II): Mold Crack Formation. Metall. Mater. Trans. B 2002, 33, 437–449. [Google Scholar] [CrossRef]
- Cui, H.N.; Sun, J.K.; Zhang, J.S.; Ji, C.X.; Wang, G.L.; Liu, Q. Large Eddy Simulation of Novel EMBr Effect on Flow Pattern in Thin Slab Casting Mold with Multi-Rort SEN and Tltra-High Casting Speed. J. Manuf. Process. 2025, 133, 448–465. [Google Scholar] [CrossRef]
- Liu, H.P.; Yang, C.Z.; Zhang, H.; Zhai, Q.J.; Gan, Y. Numerical Simulation of Fluid Flow and Thermal Characteristics of Thin Slab in the Funnel-Type Molds of Two Casters. ISIJ Int. 2011, 51, 392–401. [Google Scholar] [CrossRef]
- Yin, R.Y.; Zhang, H. Progress and Development Direction on Thin Slab Continuous Casting and Rolling Technology under New Situation. Ironmak. Steelmak. 2011, 46, 1–9. [Google Scholar]
- Xu, S.; Li, S.H.; Wang, S.Z.; Gao, J.H.; Cao, R.; Feng, Q.X.; Li, H.L.; Mao, X.P. Research Status and Prospect of Direct Strip Casting Manufactured Low-Carbon Microalloyed Steel. J. Iron Steel Res.Int. 2022, 29, 17–33. [Google Scholar] [CrossRef]
- Wang, S.Z.; Gao, J.H.; Wu, G.L.; Mao, X.P. Thin Slab Casting and Direct Rolling Technology: Current Status and Prospects. Chin. J. Eng. 2022, 44, 534–545. [Google Scholar]
- Yang, J.; Chen, D.F.; Long, M.J.; Duan, H.M. Transient Flow and Mold Flux Behavior During Ultra-High Speed Continuous Casting of Billet. J. Mater. Res. Technol. 2020, 9, 3984–3993. [Google Scholar] [CrossRef]
- Yu, S.; Long, M.J.; Zhang, M.Y.; Chen, D.F.; Xu, P.; Duan, H.M.; Yang, J. Effect of Mold Corner Structures on the Fluid Flow, Heat Transfer and Inclusion Motion in Slab Continuous Casting Molds. J. Manuf. Process. 2021, 68, 1784–1802. [Google Scholar] [CrossRef]
- Vakhrushev, A.; Wu, M.; Ludwig, A.; Tang, Y.; Hackl, G.; Nitzl, G. Numerical Investigation of Shell Formation in Thin Slab Casting of Funnel-Type Mold. Metall. Mater. Trans. B 2014, 45, 1024–1037. [Google Scholar] [CrossRef]
- Wang, C.J.; Liu, Z.Q.; Li, B.K. Combined Effects of EMBr and SEMS on Melt Flow and Solidification in a Thin Slab Continuous Caster. Metals 2021, 11, 948. [Google Scholar] [CrossRef]
- Xuan, M.T.; Chen, M. Optimal Design of the Submerged Entry Nozzle for Thin Slab Continuous Casting Molds. Metals 2021, 11, 1223. [Google Scholar] [CrossRef]
- Camporredondo, S.J.E.; Castillejos, E.A.H.; Acosta, G.F.A.; Gutiérrez, M.E.P.; Herrera, G.M.A. Analysis of Thin-Slab Casting by the Compact-Strip Process: Part I. Heat Extraction and Solidification. Metall. Mater. Trans. B 2004, 35, 541–560. [Google Scholar] [CrossRef]
- Pfeiler, C.; Thomas, B.G.; Wu, M.; Ludwig, A.; Kharicha, A. Solidification and Particle Entrapment During Continuous Casting of Steel. Steel Res. Int. 2008, 79, 599–607. [Google Scholar] [CrossRef]
- Morales, R.D.; Tang, Y.; Nitzl, G.; EglsÄEer, C.; Hackl, G. Design of a Submerged Entry Nozzle for Thin Slab Molds Operating at High Casting Speeds. ISIJ Int. 2012, 52, 1607–1615. [Google Scholar] [CrossRef]
- Yuan, Z.P.; Zhu, L.G.; Wang, X.J.; Zhang, K.X. Analysis of Longitudinal Cracking and Mold Flux Optimization in High-Speed Continuous Casting of Hyper-Peritectic Steel Thin Slabs. Metals 2024, 14, 909. [Google Scholar] [CrossRef]
- Chiwo, F.S.; Susunaga-Notario, A.D.C.; Betancourt-Cantera, J.A.; Pérez-Bustamante, R.; Mercado-Lemus, V.H.; Méndez-Lozoya, J.; Barrera-Cardiel, G.; García-Herrera, J.E.; Arcos-Gutiérrez, H.; Garduño, I.E. Design and Optimization of the Internal Geometry of a Nozzle for a Thin-Slab Continuous Casting Mold. Designs 2024, 8, 2. [Google Scholar] [CrossRef]
- Meng, X.N.; Zhu, M.Y. Thermal Behavior of Hot Copper Plates for Slab Continuous Casting Mold with High Casting Speed. ISIJ Int. 2009, 49, 1356–1361. [Google Scholar] [CrossRef]
- Ding, Z.J.; Xue, Y.K.; Zhang, L.M.; Li, C.X.; Wang, S.H.; Ni, G.L. Study on Mushy Zone Coefficient in Solidification Heat Transfer Mathematical Model of Thin Slab with High Casting Speed. Processes 2023, 11, 3108. [Google Scholar] [CrossRef]
- Liu, Z.X.; Yang, Y.S.; Xiao, P.C.; Zhu, L.G.; Zhang, L.P. Analysis of Uneven Wear Mechanism of Narrow-Face Copper Wall of Funnel Mold. Metals 2023, 13, 666. [Google Scholar] [CrossRef]
- Chen, J.; Qi, H.J.; Di, J.Y. Research on the Design of Funnel-Shaped Part of Thin Slab Continuous Casting Mold. Iron Steel 1993, 1, 22–25. [Google Scholar]
- Jin, X.; Ren, T.; Guan, J. Design of Cavity Shape for a New Thin Slab Continuous Casting Mold. J. Mech. Eng. 2009, 45, 271–276. [Google Scholar] [CrossRef]
- Liu, L.W.; Zhang, H.; Gan, Y.; Zheng, X.R.; Liu, A.Q. Analysis of Metal Deformation in Funnel-Shaped Mould. Contin. Cast. 2001, 4, 12. [Google Scholar]
- Zhang, L.L.; Chen, D.F.; Long, M.J.; Chen, H.B.; Huang, Y.W.; Dong, Z.H. Study on the Fluid Flow in a Semi-Open-Stream-Poured Beam Blank Continuous Casting Mold with Submerged Refractory Funnels by Multiphase Modeling. Metals 2016, 6, 104. [Google Scholar] [CrossRef]
- Zhang, L.M.; Zhu, L.G.; Zhang, C.J.; Xiao, P.C.; Wang, X.J. Influence of Submerged Entry Nozzle on Funnel Mold Surface Velocity. High Temp. Mater. Process. 2023, 42, 247. [Google Scholar] [CrossRef]
- Jeon, Y.J.; Sung, H.J.; Lee, S. Flow Oscillations and Meniscus Fluctuations in a Funnel-Type Water Mold Model. Metall. Mater. Trans. B 2010, 41, 121–130. [Google Scholar] [CrossRef]
- Torres-Alonso, E.; Morales, R.D.; Garcia-Hernandez, S.; Palafox-Ramos, J. Cyclic Turbulent Instabilities in a Thin Slab Mold. Part I: Physical Model. Metall. Mater. Trans. B 2010, 41, 583–597. [Google Scholar] [CrossRef]
- Torres-Alonso, E.; Morales, R.; Garcia Hernandez, S. Cyclic Turbulent Instabilities in a Thin Slab Mold. Part II: Mathematical Model. Metall. Mater. Trans. B 2010, 41, 675–690. [Google Scholar] [CrossRef]
- Shen, H.F.; Shen, B.Z.; Liu, B.C. Water Modeling of the Fluid Flow Instability in Continuous Thin Slab Casting Mould. Steel Res. Int. 2007, 78, 531–535. [Google Scholar] [CrossRef]
- Arcos-Gutierrez, H.; Barrera-Cardiel, G.; Barreto, J.D.J.; Garcia-Hernandez, S. Numerical Study of Internal SEN Design Effects on Jet Oscillations in a Funnel Thin Slab Caster. ISIJ Int. 2014, 54, 1304–1313. [Google Scholar] [CrossRef]
- Thomas, B.G.; Huang, X.; Sussman, R.C. Simulation of Argon Gas Flow Effects in a Continuous Slab Caster. Metall. Mater. Trans. B 1994, 25, 527–547. [Google Scholar] [CrossRef]
- Singh, V.; Das, S.K. Thermo-Fluid Mathematical Modeling of Steel Slab Caster: Progress in 21st Century. ISIJ Int. 2016, 56, 1509–1518. [Google Scholar] [CrossRef]
- Schneider, M.C.; Gu, J.P.; Beckermann, C.; Boettinger, W.J.; Kattner, U.R. Modeling of Micro- and Macrosegregation and Freckle Formation in Single-Crystal Nickel-Base Superalloy Directional Solidification. Metall. Mater. Trans. A. 1997, 28, 1517–1531. [Google Scholar] [CrossRef]
- Fukada, N.; Marukawa, Y.; Abe, K.; Ando, T. Development of Mold (HS-Mold) for High Speed Casting. Can. Metall. Q. 1999, 38, 337–346. [Google Scholar] [CrossRef]
- Cui, H.N.; Li, T.; Bai, C.G.; Tan, M.; Zhu, Y.L. Numerical Simulation of Coupling Multi-Physical Field in Electrical Arc Furnace for Smelting Titanium Slag. J. Iron Steel Res. Int. 2023, 30, 2194–2209. [Google Scholar] [CrossRef]
- Cui, H.N.; Bai, C.G.; Jiang, Z.X.; Tan, M.; Gao, X.D.; Zhu, Y.L. Numerical Simulation of the Interaction Between Arc Plasma and Molten Slag in Electric Arc Furnace for High-Titania Slag Smelting. Metall. Mater. Trans. B 2023, 54, 1687–1704. [Google Scholar] [CrossRef]
- Yao, C.; Wang, M.; Zhang, M.; Xing, L.D.; Zhang, H.B.; Bao, Y.P. Effects of Mold Electromagnetic Stirring on Heat Transfer, Species Transfer and Solidification Characteristics of Continuous Casting Round Billet. J. Mater. Res. Technol. 2022, 19, 1766–1776. [Google Scholar] [CrossRef]
- Petrus, B.; Zheng, K.; Zhou, X.; Thomas, B.G.; Bentsman, J. Real-time, model-based spray-cooling control system for steel continuous casting. Metall. Mater. Trans. B 2011, 42, 87–103. [Google Scholar] [CrossRef]
- Pinheiro, C.A.M.; Samarasekera, I.V.; Brimacomb, J.K.; Walker, B.N. Mould Heat Transfer and Continuously Cast Billet Quality with Mould Flux Lubrication Part 1 Mould Heat Transfer. Ironmak. Steelmak. 2000, 27, 37–54. [Google Scholar] [CrossRef]
- Grill, A.; Sorimachi, K.; Brimacombe, J.K. Heat Flow, Gap Formation and Break-Outs in the Continuous Casting of Steel Slabs. Metall. Mater. Trans. B 1976, 7, 177–189. [Google Scholar] [CrossRef]
- Zhang, S.D.; Wang, Q.Q.; He, S.P.; Wang, Q. Study of the Mechanism of Liquid Slag Infiltration for Lubrication in Slab Continuous Casting. Metall. Mater. Trans. B 2018, 49, 2038–2049. [Google Scholar] [CrossRef]









{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Parameter | Units | Value |
|---|---|---|
| Thickness of mold | mm | 110 |
| Width of mold | mm | 1210 |
| Height of mold | mm | 1100 |
| Height of computational domain | mm | 2900 |
| Gravity | m/s2 | 9.8 |
| Parameter | Units | Value |
|---|---|---|
| SEN immersion depth | mm | 170 |
| Casting speed | m/min | 5 |
| Steel density | kg⋅m−3 | 7020 |
| Steel viscosity | Pa⋅s | 0.0062 |
| Magnetic permeability | H·m−1 | 4π × 10−7 |
| Steel electric conductivity | m/s2 | 9.8 |
| Specific Heat | J/(kg K) | 750 |
| Solidus Temperature | K | 1760 |
| Liquidus Temperature | K | 1803 |
| Boundary | Boundary Condition | Value |
|---|---|---|
| Outlet of computational domain | Outflow —— | —— |
| Inlet of mold | Velocity inlet Temperature of inlet | 1.067/0.836 m/s 1831 K |
| Wall of SEN | No-slip wall heat flux | 0 W/m2 |
| Wide Faces | No-slip wall heat flux | Equations (21) |
| Narrow Faces | No-slip wall heat flux | |
| Free Surface | Specified shear heat flux | Shear = 0 Pa −15 W/m2 |
| Parameter | Value | |
|---|---|---|
| Wide Faces | ||
| Mold | Flow Rate | 4187 L/min |
| (Cooling Water) | Temperature Increase | 12.5 K |
| Narrow Faces | ||
| Mold | Flow Rate | 306 L/min |
| (Cooling Water) | Temperature Increase | 14.4 K |
| Case | Cavity Curve of Mold | Type of SEN |
|---|---|---|
| Case A | I | I |
| Case B | II | I |
| Case C | II | II |
| Case D | II | II (enlarged to 1.13 times) |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2025 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Li, Z.; Lu, Y.; Wang, R.; Li, G.; Cui, H. Numerical Simulation of Effects of Mold Cavity and Submerged Entry Nozzle on Flow, Heat Transfer and Solidification in Funnel-Type Molds for Thin Slab Casting. Metals 2025, 15, 183. https://doi.org/10.3390/met15020183
Li Z, Lu Y, Wang R, Li G, Cui H. Numerical Simulation of Effects of Mold Cavity and Submerged Entry Nozzle on Flow, Heat Transfer and Solidification in Funnel-Type Molds for Thin Slab Casting. Metals. 2025; 15(2):183. https://doi.org/10.3390/met15020183
Chicago/Turabian StyleLi, Zhaoyang, Yao Lu, Rudong Wang, Gengyang Li, and Heng Cui. 2025. "Numerical Simulation of Effects of Mold Cavity and Submerged Entry Nozzle on Flow, Heat Transfer and Solidification in Funnel-Type Molds for Thin Slab Casting" Metals 15, no. 2: 183. https://doi.org/10.3390/met15020183
APA StyleLi, Z., Lu, Y., Wang, R., Li, G., & Cui, H. (2025). Numerical Simulation of Effects of Mold Cavity and Submerged Entry Nozzle on Flow, Heat Transfer and Solidification in Funnel-Type Molds for Thin Slab Casting. Metals, 15(2), 183. https://doi.org/10.3390/met15020183