
Properties of Fluorine-Free Steelmaking Flux Prepared Using Red Mud



Abstract
1. Introduction
2. Thermodynamic Analysis on Composition of RM-Based Flux
3. Experimental
3.1. Materials
3.2. Equipments
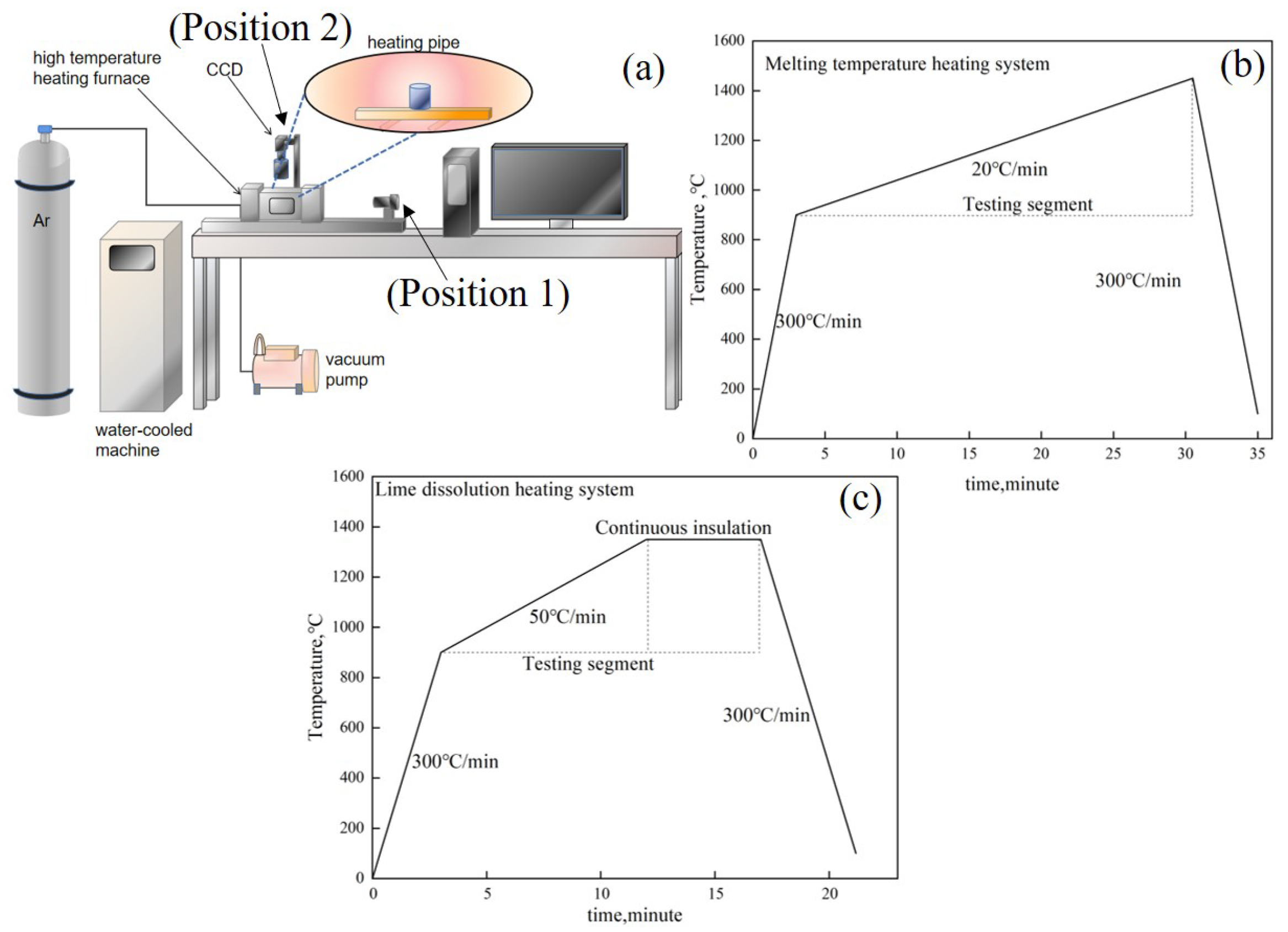
3.2.1. Measurement of Melting Temperature and Lime Dissolution Rate
3.2.2. Experiment of Oxygen Blowing Steelmaking
3.3. Methods
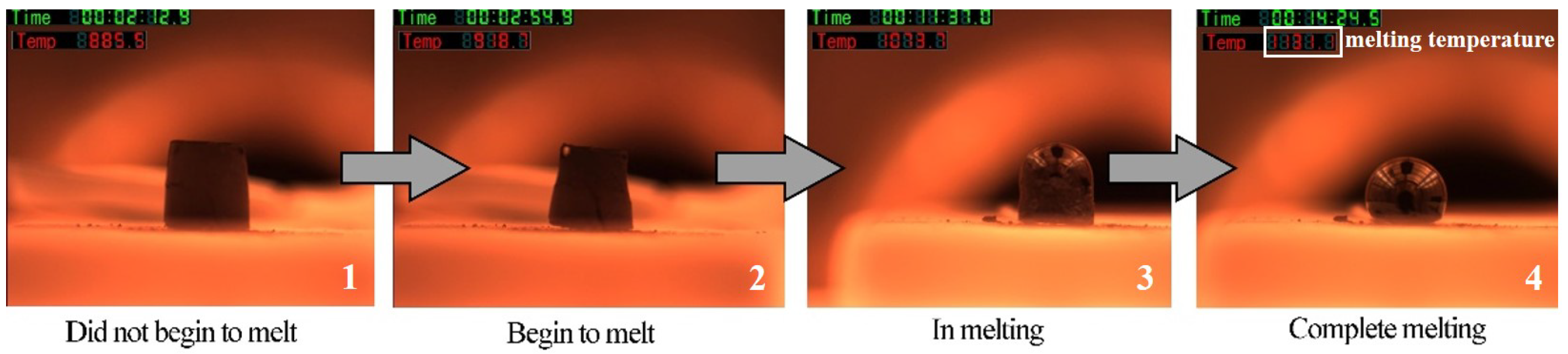
3.3.1. Measurement of Melting Temperature
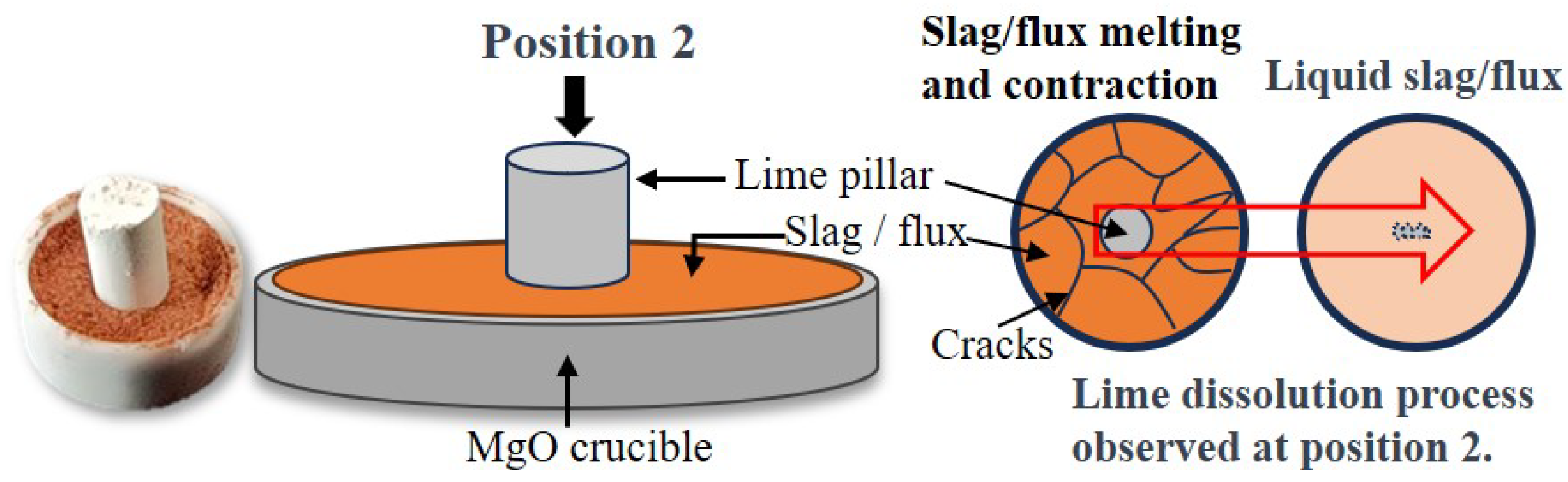
3.3.2. Measurement of Lime Dissolution Rate
3.3.3. Experiment of Oxygen Blowing Steelmaking
4. Results and Discussion
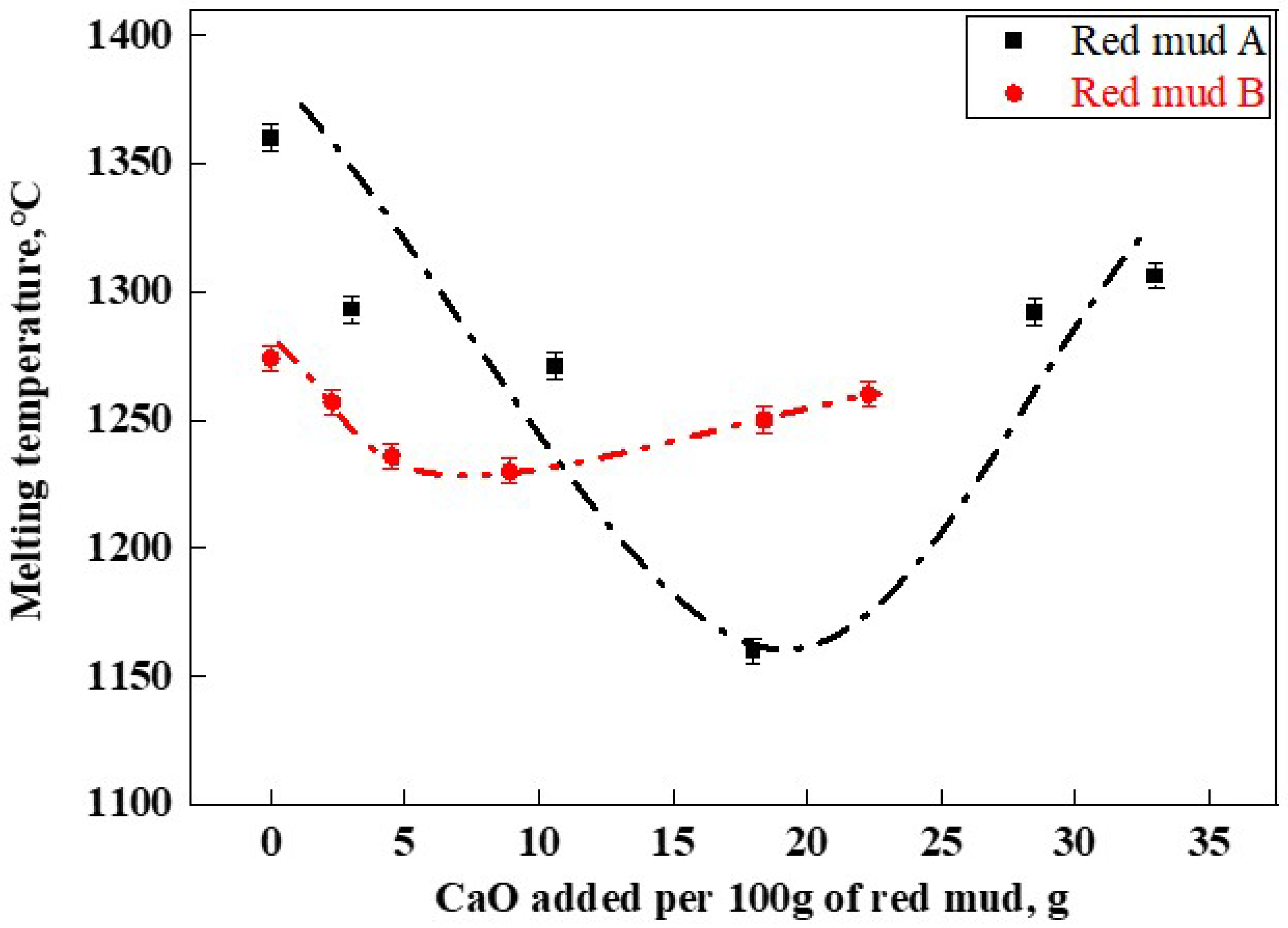
4.1. Melting Temperature of RM-Based Flux
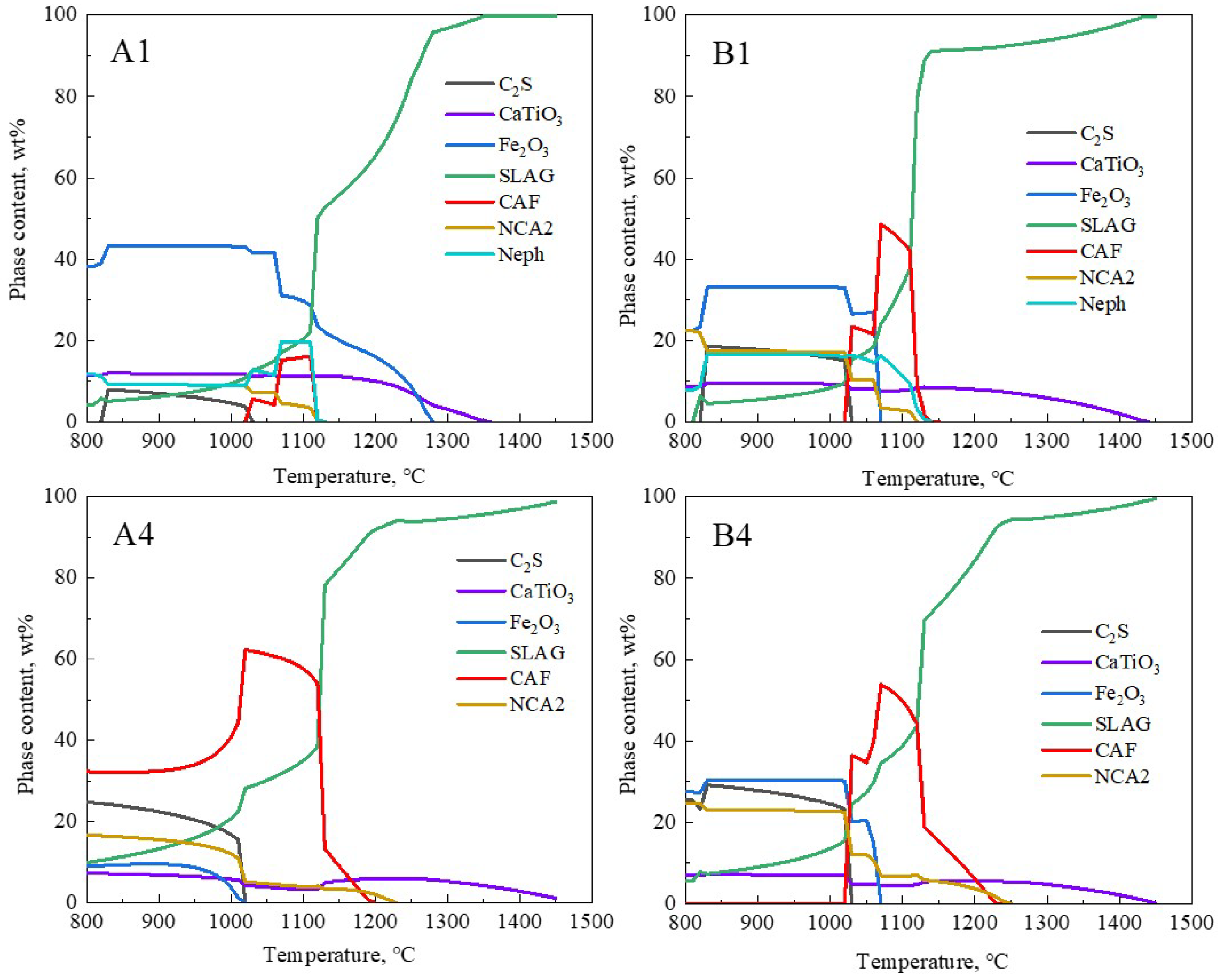
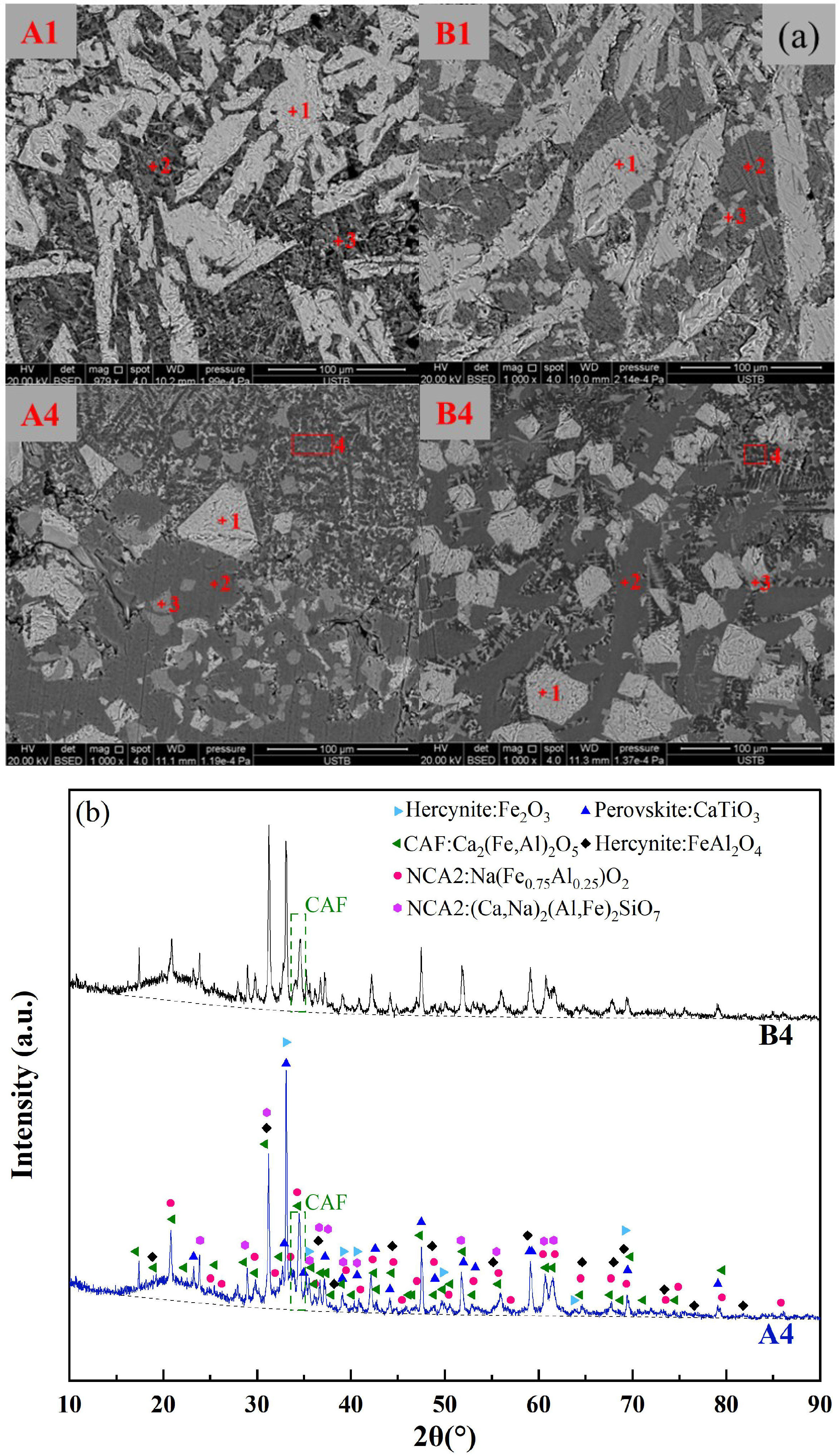
4.2. Melting Mechanism of RM-Based Flux
4.3. Lime Dissolution Rate of RM-Based Flux
4.4. Application of Flux in Dephosphorization in 10 kg Induction Furnace
5. Conclusions
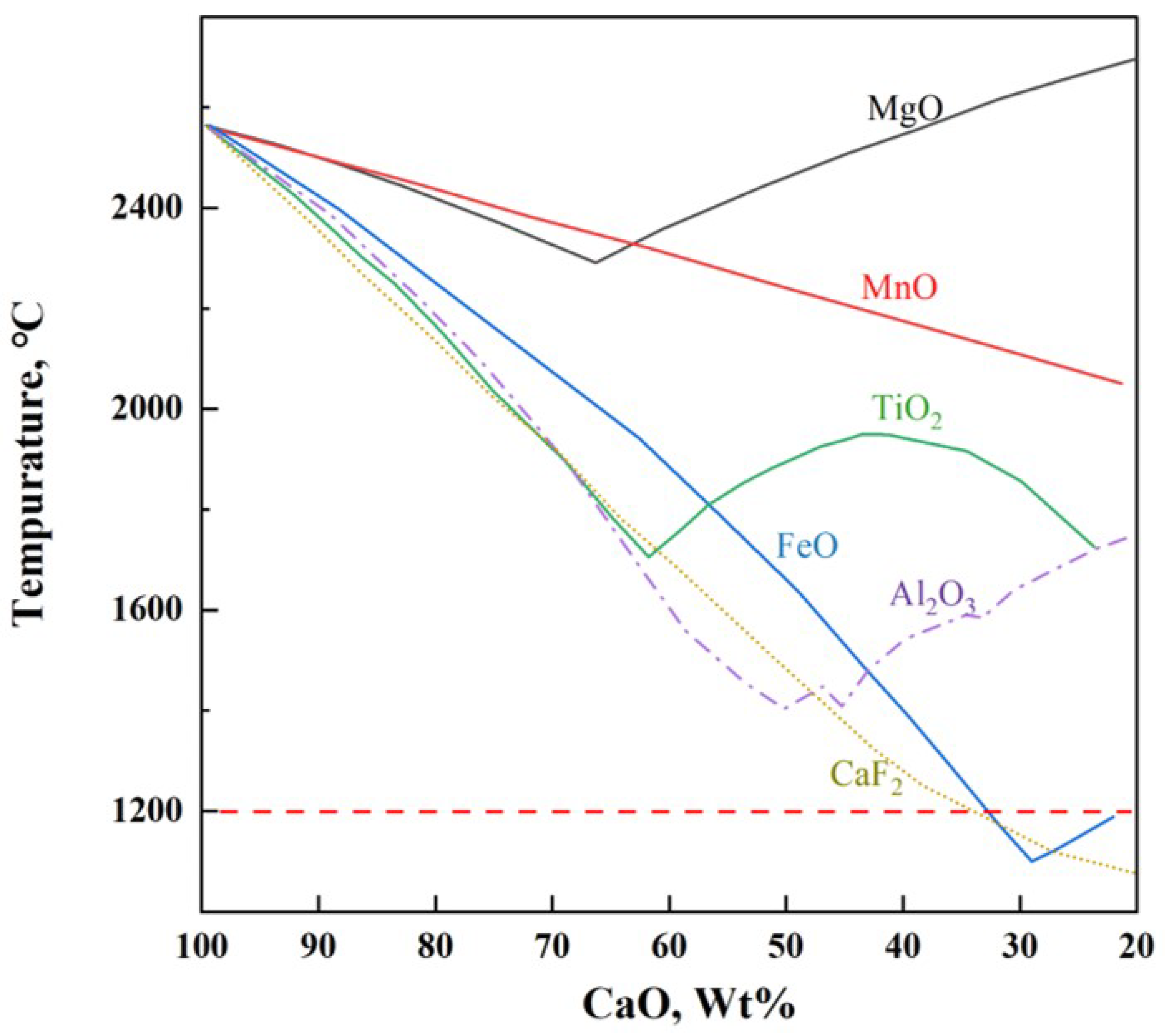
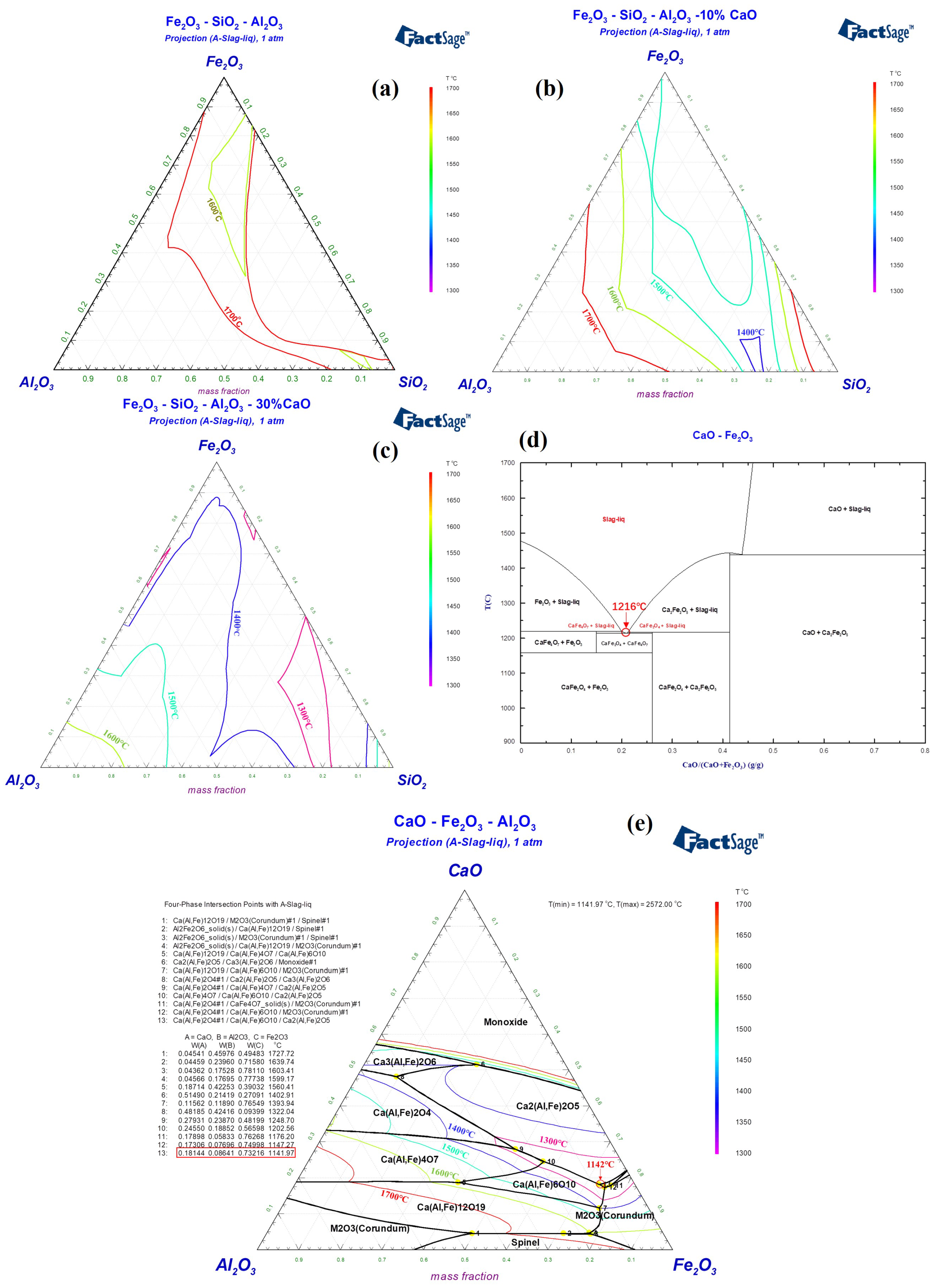
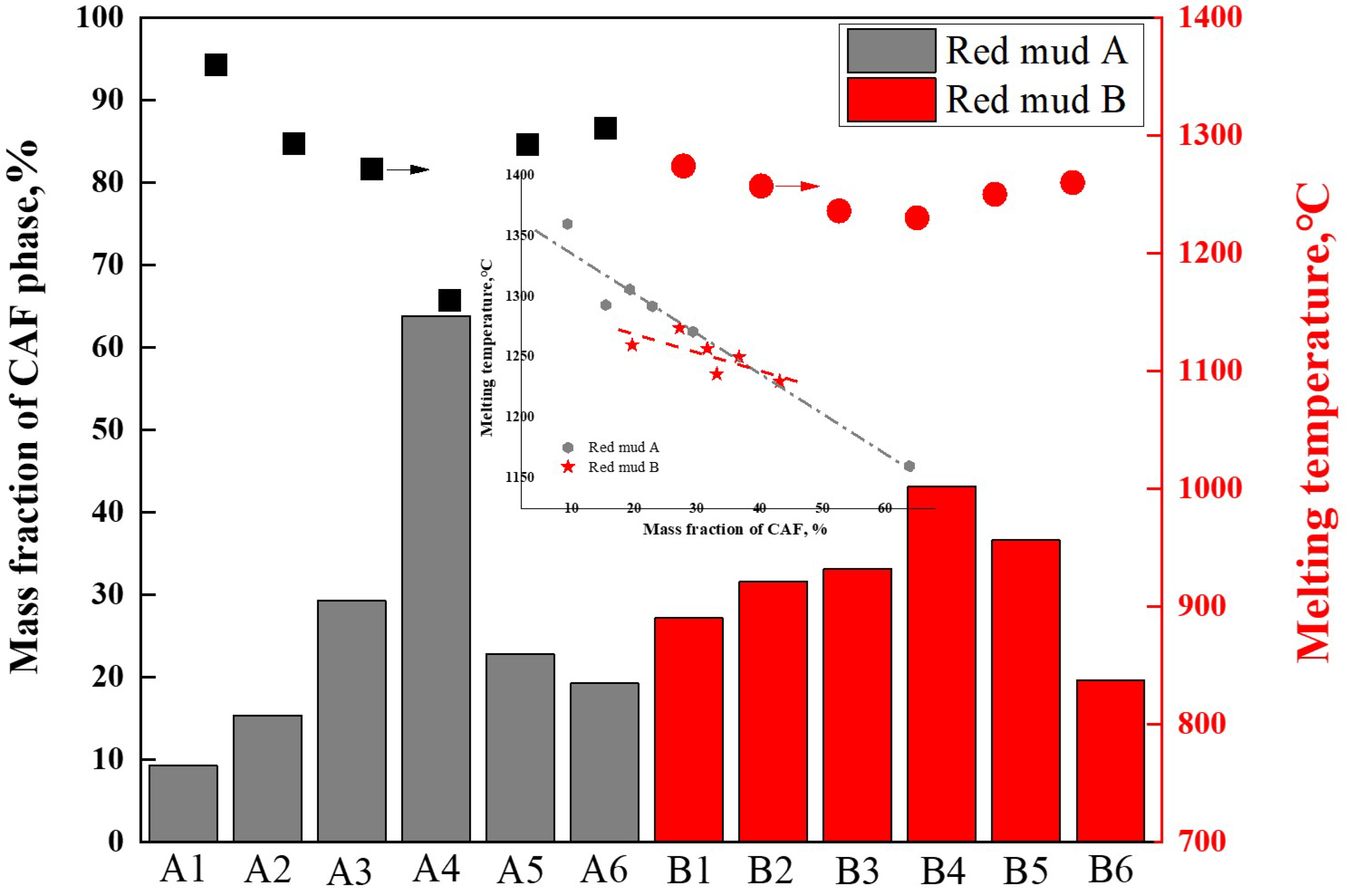
- The addition of lime to Bayer red mud showed a trend of initially decreasing and then increasing melting points. This is primarily due to the formation of low-melting-point CAF phases during the melting process. The more CAF phases formed, the lower the melting point. When lime was added to the red mud A, as indicated in the text, to prepare RM-based flux, the melting point reached a minimum of 1161 °C. This flux rapidly melts under steelmaking conditions, with components like Al2O3, Na2O, and Fe2O3 in the red mud effectively reducing the lime’s melting point. This facilitates the formation of a fluid initial slag, showing promise for use as a fluoride-free flux in steelmaking.
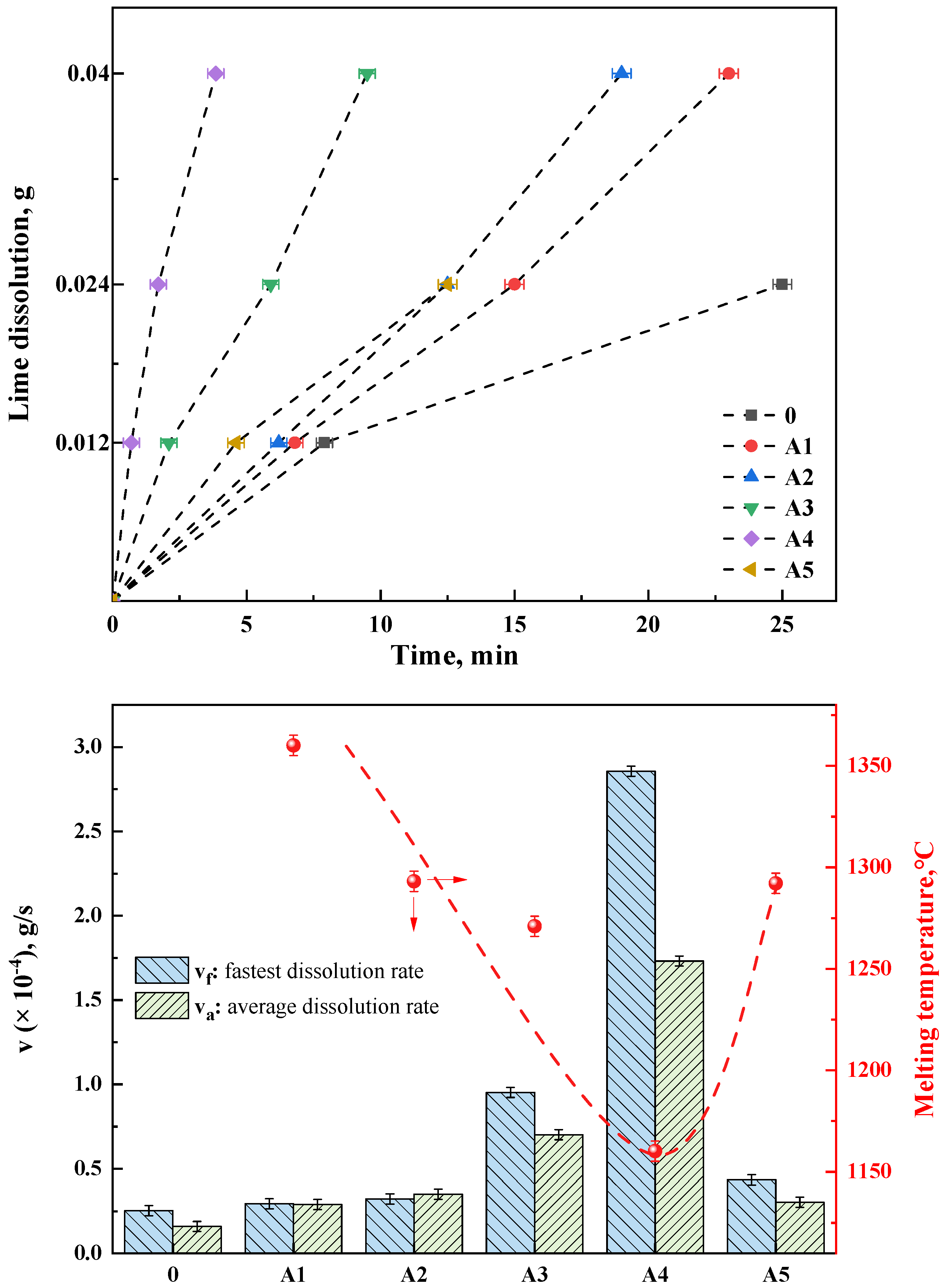
- The dissolution rates of lime in various RM-based fluxes were analyzed. The results indicated that the lower the melting temperature in RM-based flux, the higher the corresponding lime dissolution rate. Notably, flux A4, with the lowest melting point of 1161 °C, exhibited an average lime dissolution rate of g/s, which is 10 to 15 times that of the early basic oxygen steelmaking slag systems (with R about 1).
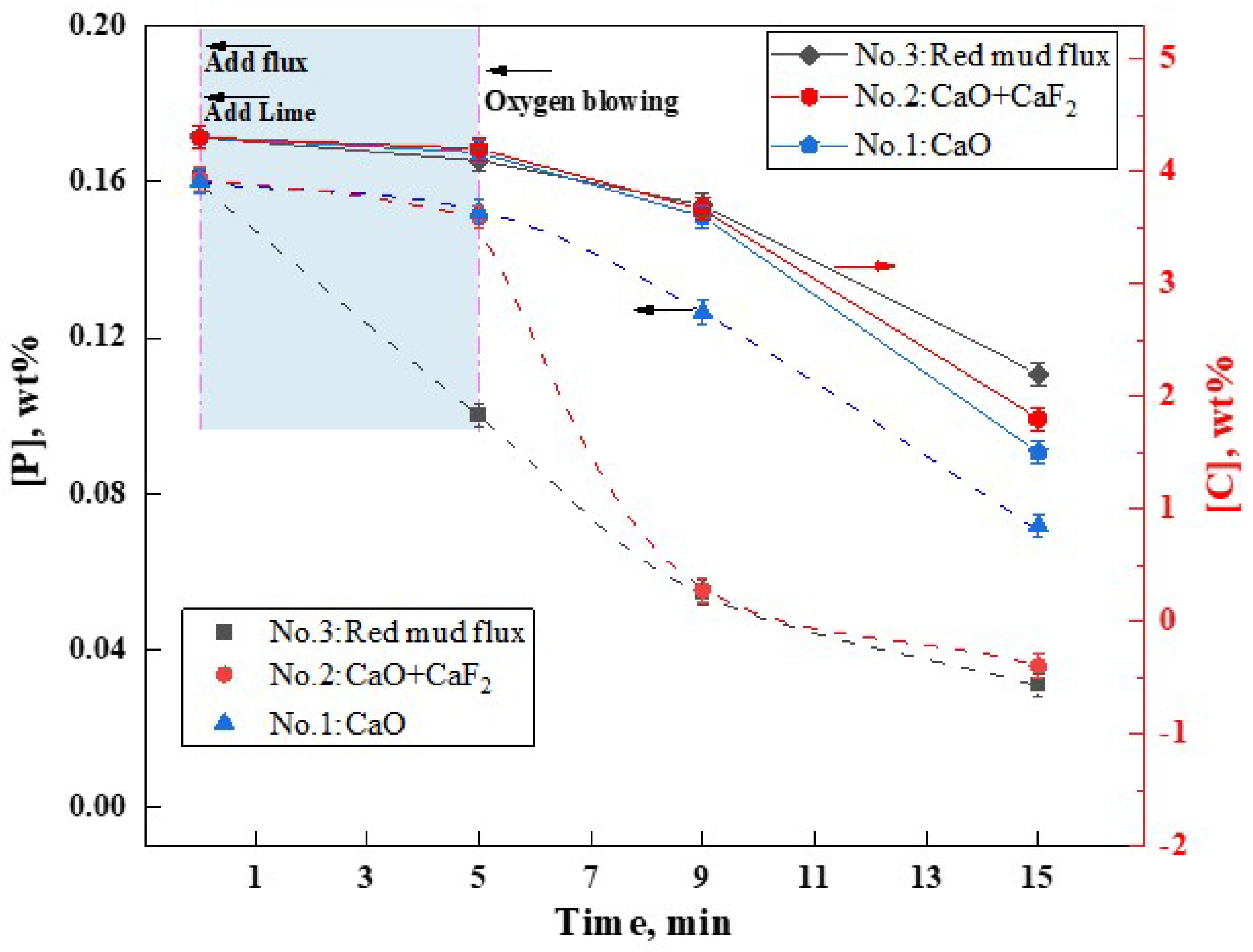
- Experiments in a 10 kg induction furnace demonstrated that the addition of RM-based fluxes resulted in a pre-dephosphorization rate of nearly 40% under hot metal conditions without oxygen blowing, surpassing the performance of CaF2 fluxes in the absence of oxidizers like Fe2O3. The primary reason for this enhanced performance is the high Fe2O3 content and low melting point in RM-based fluxes, which provide favorable thermodynamic and kinetic conditions for hot metal dephosphorization. Under oxygen-blowing conditions, the dephosphorization rate with RM-based fluxes was comparable to that of CaF2, significantly higher than scenarios without any flux, especially at high [C] content. The data suggest that RM-based fluxes are highly suitable as fluoride-free alternatives in the steelmaking process, with considerable potential for widespread application.
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Elizaveta, C.; Stefanie, L.; Johannes, R.; Johannes, S.; Felix, F.; William, J.; Thierry, C.; Michael, N. Assessment of the dissolution rate and behaviour of raw dolomite and limestone with different calcination degrees in primary steelmaking slags. Ironmak. Steelmak. 2023, 50, 379–391. [Google Scholar] [CrossRef]
- Wang, H.M.; Yang, L.L.; Li, G.R.; Zhu, X.; Zhu, H.; Zhao, Y.T. Effects of B2O3 and CaF2 on Melting Temperatures of CaO-SiO2-Fe2O3 System Fluxes. J. Iron Steel Res. Int. 2013, 20, 21–24. [Google Scholar] [CrossRef]
- Fox, A.B.; Mills, K.C.; Lever, D.; Bezerra, C.; Valadares, C.; Unamuno, I.; Laraudogoitia, J.J.; Gisby, J. Development of Fluoride-Free Fluxes for Billet Casting. ISIJ Int. 2005, 45, 1051–1058. [Google Scholar] [CrossRef]
- Prakash, G.; Sujeet, K.; Jallu Hari, B.; Gopal Shantaram, M.; Tapas Kumar, R. Production of low phosphorous steel from low silicon high phosphorous hot metal in BOF. Ironmak. Steelmak. 2023, 50, 1014–1021. [Google Scholar] [CrossRef]
- Deng, T.; Gran, J.; Sichen, D. Dissolution of Lime in Synthetic ‘FeO’-SiO2 and CaO-‘FeO’-SiO2 Slags. Steel Res. Int. 2010, 81, 347–355. [Google Scholar] [CrossRef]
- Ban-Ya, S.; Hino, M.; Nagabayashi, R.; Terayama, O. Dephosphorization and Desulphurization of Hot Metal with CaO-Al2O3-FexOy Flux. Tetsu-to-Hagané 1989, 75, 66–73. [Google Scholar] [CrossRef] [PubMed][Green Version]
- Ishikawa, M.; Matsuo, T.; Kawaguchi, T. Hot Metal Dephosphorization Behavior by Sintered Dephosphorization Agent Contain Al2O3. Tetsu-to-Hagané 2005, 91, 528–536. [Google Scholar] [CrossRef]
- Li, J.; Wang, S.J.; Xia, Y.J.; Kong, H. Study on Dephosphorisation of Hot Metal Pretreatment with Al2O3 to Replace CaF2 in Slag. Ironmak. Steelmak. 2014, 42, 70–73. [Google Scholar] [CrossRef]
- Xu, R.Z.; Zhang, J.L.; Han, W.X.; Chang, Z.Y.; Jiao, K.X. Effect of BaO and Na2O on the Viscosity and Structure of Blast Furnace Slag. Ironmak. Steelmak. 2018, 47, 168–172. [Google Scholar] [CrossRef]
- Wang, L.; Zhang, C.; Cai, D.; Zhang, J.; Sasaki, Y.; Ostrovski, O. Effects of CaO/SiO2 Ratio and Na2O Content on Melting Properties and Viscosity of SiO2-CaO-Al2O3-B2O3-Na2O Mold Fluxes. Metall. Mater. Trans. B 2017, 48, 516–526. [Google Scholar] [CrossRef]
- Xie, S.; Wang, W.; Liu, Y.; Matsuura, H. Effect of Na2O and B2O3 on the Distribution of P2O5 between Solid Solution and Liquid Phases Slag. ISIJ Int. 2014, 54, 766–773. [Google Scholar] [CrossRef]
- Geng, B.; Zhan, D.; Jiang, Z.; Yang, Y. Effect of CaO-MgO-FeO-SiO2-x Na2O Slag System on Converter Dephosphorization. Metals 2023, 13, 844. [Google Scholar] [CrossRef]
- Li, G.; Hamano, T.; Tsukihashi, F. The Effect of Na2O and Al2O3 on Dephosphorization of Molten Steel by High Basicity MgO Saturated CaO-FeOx-SiO2 Slag. ISIJ Int. 2005, 45, 12–18. [Google Scholar] [CrossRef]
- Diao, J. Effect of Al2O3 and Na2O on Dephosphorization of High Phosphorus Hot Metal. J. Iron Steel Res. 2013, 25, 9–12. [Google Scholar]
- Xuan, X.Y.; Shi, Z.; Qi, X.; Cai, J.W. Study on Dephosphorization of High-Phosphorus Hot Metal in CaO-SiO2-FeO-Na2O-Al2O3 Slag System. Min. Metall 2015, 24, 51–54. [Google Scholar]
- Xie, S.; Wang, W.; Pan, Z.; Li, H.; Huang, D.; Du, Y. Effect of Al2O3 on the Melting, Viscosity, and Phosphorus Distribution of CaO–SiO2–Fe2O3–P2O5 Slag System. Steel Res. Int. 2018, 89, 1700516. [Google Scholar] [CrossRef]
- Jiang, L.; Diao, J.; Yan, X.; Xie, B.; Ren, Y.; Zhang, T.; Fan, G. Effect of Al2O3 on Enrichment of Phosphorus in Hot Metal Dephosphorization Slag. ISIJ Int. 2015, 55, 564–569. [Google Scholar] [CrossRef]
- Lin, L.; Bao, Y.P.; Jiang, W.; Wu, Q.F. Effect of Na2O on Phosphorus Enrichment and Separation in P-bearing Steelmaking Slag. ISIJ Int. 2015, 55, 552–558. [Google Scholar] [CrossRef][Green Version]
- Liu, X.; Han, Y.; He, F.; Gao, P.; Yuan, S. Characteristic, hazard and iron recovery technology of red mud—A critical review. J. Hazard. Mater. 2021, 420, 126542. [Google Scholar] [CrossRef]
- Yang, Y.; Wu, P.; Men, G.; McLean, A. Hot Metal Desulphurization Using Waste Residues from the Aluminum Industry. High Temp. Mater. Process. 2012, 31, 519–528. [Google Scholar] [CrossRef]
- Bang, K.H.; Kang, Y.B. Recycling Red Mud to Develop a Competitive Desulfurization Flux for Kanbara Reactor (KR) Desulfurization Process. J. Hazard. Mater. 2022, 440, 129752. [Google Scholar] [CrossRef] [PubMed]
- Jeong, T.S.; Park, J.H. Effect of Fluorspar and Industrial Wastes (Red Mud and Ferromanganese Slag) on Desulfurization Efficiency of Molten Steel. Metall. Mater. Trans. B 2020, 51, 2309–2320. [Google Scholar] [CrossRef]
- Zhang, Y.; Li, F.; Wang, R.; Tian, D. Application of Bayer Red Mud-Based Flux in the Steelmaking Process. Steel Res. Int. 2017, 88, 1600140. [Google Scholar] [CrossRef]
- Li, F.; Zhang, Y.; Guo, Z. Pilot-Scale Test of Dephosphorization in Steelmaking Using Red Mud-Based Flux. JOM 2017, 69, 1624–1631. [Google Scholar] [CrossRef]
- Zhang, Y.; Li, F.; Yu, K. Using Red Mud-based Fluxin Steelmaking for High Phosphorus Hot Metal. ISIJ Int. 2018, 58, 2153–2155. [Google Scholar] [CrossRef]
- GB/T 20412-2021; Fused Calcium Magnesium Phosphate Fertilizer. Standardization Administration of China: Beijing, China, 2021.
- Wu, W.; Zhao, B.; Zhao, B.; Wu, W.; Meng, H.D. Hot metal dephosphorization process using calcium ferrite slag without fluorite. Ironmak. Steelmak. 2022, 49, 661–668. [Google Scholar] [CrossRef]
- Sun, J.; Liu, C.; Jiang, M. Design of Red Mud-based Desiliconization and Dephosphorization Flux and Its Application in Ferromanganese. ISIJ Int. 2021, 61, 1835–1841. [Google Scholar] [CrossRef]
- Jung, I.H.; Van Ende, M.A. Computational Thermodynamic Calculations: FactSage from CALPHAD Thermodynamic Database to Virtual Process Simulation. Metall. Mater. Trans. B 2020, 51, 1851–1874. [Google Scholar] [CrossRef]
- Kitamura, S.Y. Dissolution Behavior of Lime into Steelmaking Slag. ISIJ Int. 2017, 57, 1670–1676. [Google Scholar] [CrossRef]
- Vieira, L.M.; Oliveira, H.C.C.d.; Telles, V.B.; Junca, E.; Vieira, E.A.; Oliveira, J.R.d. Influence of Lime Particle and Slag Properties on Lime Dissolution in BOF Converter. J. Mater. Res. Technol. 2020, 9, 14878–14886. [Google Scholar] [CrossRef]
- Hamano, T.; Horibe, M.; Ito, K. The Dissolution Rate of Solid Lime into Molten Slag Used for Hot-Metal Dephosphorization. ISIJ Int. 2004, 44, 263–267. [Google Scholar] [CrossRef]












{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Sample | Al2O3 | SiO2 | Fe2O3 | TiO2 | CaO | MgO | Na2O | Bal. |
|---|---|---|---|---|---|---|---|---|
| Red mud A | 13.76 | 13.12 | 42.53 | 8.33 | 11.83 | 0.17 | 8.70 | 1.56 |
| Red mud B | 16.30 | 14.60 | 31.70 | 6.62 | 17.80 | 0.32 | 8.50 | 4.16 |
| C | Si | Mn | P | S |
|---|---|---|---|---|
| 4.30 | 0.40 | 0.32 | 0.16 | 0.04 |
| Group | Red Mud | Quality of Red Mud (g) | Quality of Added CaO (g) |
|---|---|---|---|
| A1 | 100 | 0 | |
| A2 | 100 | 3 | |
| A3 | Red mud A | 100 | 10.6 |
| A4 | 100 | 18 | |
| A5 | 100 | 28.5 | |
| A6 | 100 | 33 | |
| B1 | 100 | 0 | |
| B2 | 100 | 2.3 | |
| B3 | Red mud B | 100 | 4.5 |
| B4 | 100 | 8.9 | |
| B5 | 100 | 18.4 | |
| B6 | 100 | 22.3 |
| No. | Slag Material | %CaO/%SiO2 | Slag Ratio | T/℃ | Continuous Oxygen Blowing/min | |
|---|---|---|---|---|---|---|
| CaO | Flux | |||||
| 1 | 27 g | - | 3 | 2–3% | 1350 | 4 + 6 |
| 2 | 27 g | 5 g CaF2 | 3 | 2–3% | 1350 | 4 + 6 |
| 3 | 30.2 g | 35.4 g A4 | 3 | 2–3% | 1350 | 4 + 6 |
| No | Point | Element Content (Atom, wt%) | Phase | ||||||
|---|---|---|---|---|---|---|---|---|---|
| O | Fe | Al | Ca | Si | Na | Ti | |||
| 1 | 50.57 | 43.38 | 4.03 | 2.01 | Hercynite | ||||
| A1 | 2 | 50.67 | 4.45 | 11.95 | 17.67 | 9.93 | 5.33 | Slag1 | |
| 3 | 54.79 | 4.94 | 21.66 | 1.98 | 16.63 | CaTiO3 | |||
| 1 | 47.77 | 27.98 | 15.47 | 8.77 | Hercynite | ||||
| B1 | 2 | 52.29 | 4.96 | 10.64 | 11.94 | 8.75 | 7.92 | 3.5 | Slag |
| 3 | 52.87 | 6.00 | 23.42 | 17.70 | CaTiO3 | ||||
| 1 | 40.44 | 52.87 | 6.69 | Hercynite | |||||
| 2 | 46.26 | 4.34 | 18.40 | 22.43 | 8.58 | CAF | |||
| A4 | 3 | 50.88 | 9.66 | 3.42 | 22.60 | 2.51 | 10.92 | CaTiO3 | |
| 4 | 44.49 | 11.97 | 11.96 | 11.71 | 5.51 | 12.59 | 1.78 | NCA2 | |
| 1 | 32.22 | 60.27 | 6.61 | 0.89 | Hercynite | ||||
| B4 | 2 | 42.43 | 4.71 | 18.29 | 24.77 | 9.80 | CAF | ||
| 3 | 48.07 | 7.11 | 1.68 | 24.68 | 1.62 | 16.85 | CaTiO3 | ||
| 4 | 42.23 | 13.25 | 13.26 | 10.97 | 5.55 | 13.59 | 1.15 | NCA2 | |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Zhao, Z.; Zhang, Y.; Yu, K. Properties of Fluorine-Free Steelmaking Flux Prepared Using Red Mud. Metals 2024, 14, 315. https://doi.org/10.3390/met14030315
Zhao Z, Zhang Y, Yu K. Properties of Fluorine-Free Steelmaking Flux Prepared Using Red Mud. Metals. 2024; 14(3):315. https://doi.org/10.3390/met14030315
Chicago/Turabian StyleZhao, Zheng, Yanling Zhang, and Kan Yu. 2024. "Properties of Fluorine-Free Steelmaking Flux Prepared Using Red Mud" Metals 14, no. 3: 315. https://doi.org/10.3390/met14030315
APA StyleZhao, Z., Zhang, Y., & Yu, K. (2024). Properties of Fluorine-Free Steelmaking Flux Prepared Using Red Mud. Metals, 14(3), 315. https://doi.org/10.3390/met14030315