

Laser Additive Manufacturing of Layered Zr-Based Bulk Metallic Glass Composite

Abstract
1. Introduction
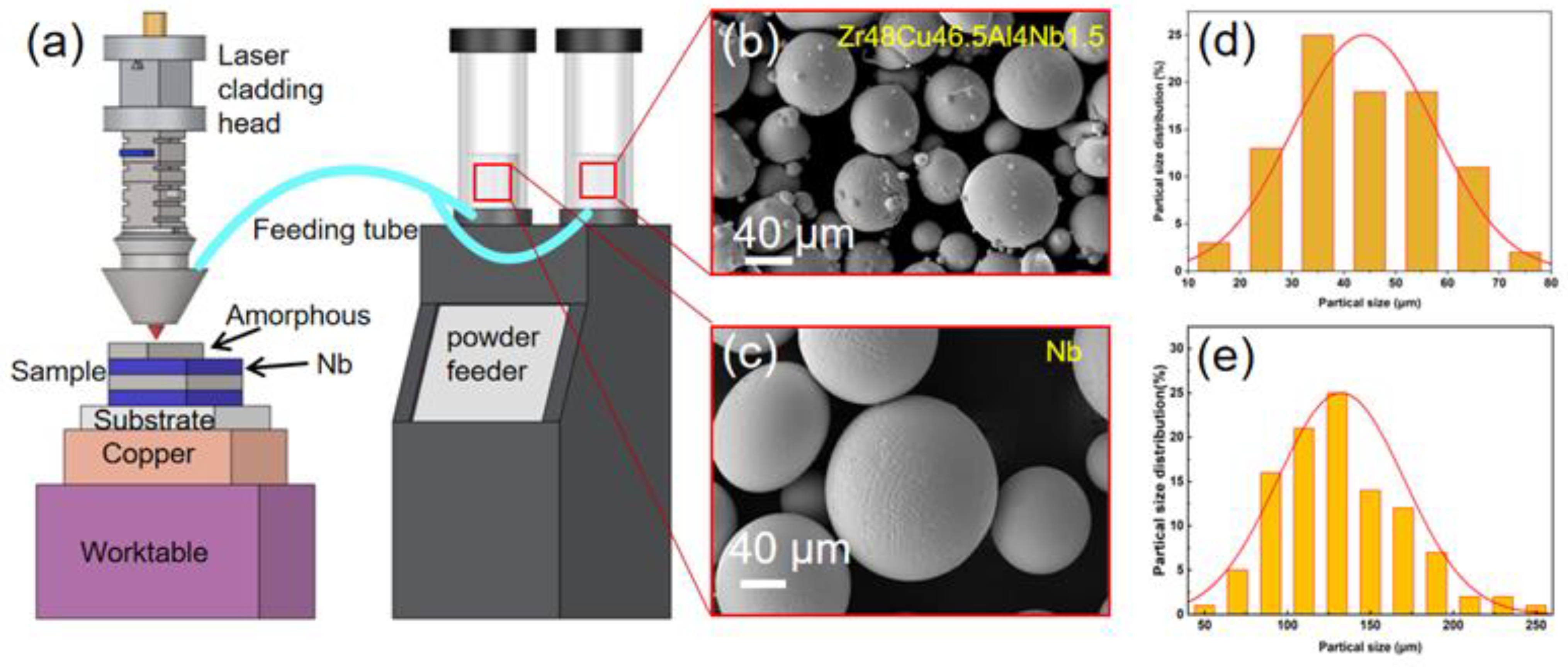
2. Experiment
3. Result and Discussion
4. Conclusions
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Liu, Z.; Zhang, Z.; Ritchie, R.O. On the Materials Science of Nature’s Arms Race. Adv. Mater. 2018, 30, 32. [Google Scholar] [CrossRef] [PubMed]
- Dobbelstein, H.; Gurevich, E.L.; George, E.P.; Ostendorf, A.; Laplanche, G. Laser metal deposition of compositionally graded TiZrNbTa refractory high-entropy alloys using elemental powder blends. Addit. Manuf. 2019, 25, 252–262. [Google Scholar] [CrossRef]
- Rösner, H.; Kübel, C.; Ostendorp, S.; Wilde, G. In Situ Generated Shear Bands in Metallic Glass Investigated by Atomic Force and Analytical Transmission Electron Microscopy. Metals 2022, 12, 111. [Google Scholar] [CrossRef]
- Zhou, S.; Zhang, T.; Li, L.; Yang, J.; Zhang, M.; Wang, C.; Zhang, Y. Fatigue Behavior of Zr58Cu15.46Ni12.74Al10.34Nb2.76Y0.5 Bulk Metallic Glass Fabricated by Industrial-Grade Zirconium Raw Material. Metals 2021, 11, 187. [Google Scholar] [CrossRef]
- Shweta, A.J.; Sumanth, T.; Chandra, S.M.; Zhonglue, H.; Molla, H.; Golden, K. Review of Thermoplastic Drawing with Bulk Metallic Glasses. Metals 2022, 12, 518. [Google Scholar]
- Wu, F.F.; Chan, K.C.; Chen, S.H.; Jiang, S.S.; Wang, G. ZrCu-based bulk metallic glass composites with large strain-hardening capability. Mater. Sci. Eng. A 2015, 636, 502–506. [Google Scholar] [CrossRef]
- Sun, H.C.; Ning, Z.L.; Ren, J.L.; Liang, W.Z.; Huang, Y.J.; Sun, J.F.; Xue, X.; Wang, G. Serration and shear avalanches in a ZrCu based bulk metallic glass composite in different loading methods. J. Mater. Sci. Technol. 2019, 35, 9. [Google Scholar] [CrossRef]
- Lu, Y.Z.; Zhang, H.; Li, H.G.; Xu, H.D.; Huang, G.K.; Qin, Z.X.; Lu, X. Crystallization prediction on laser three-dimensional printing of Zr-based bulk metallic glass. J. Non Cryst. Solids 2017, 461, 12–17. [Google Scholar] [CrossRef]
- Wu, W.Z.; Li, X.C.; Liu, Q.P.; Hsi Fuh, J.Y.; Zheng, A.D.; Zhou, Y.M.; Ren, L.M.; Li, G.W. Additive manufacturing of bulk metallic glass: Principles, materials and prospects. Mater. Today Adv. 2022, 16, 100319. [Google Scholar] [CrossRef]
- Yu, Z.J.; Zheng, W.; Li, Z.Q.; Lu, Y.Z.; Yun, X.B.; Qin, Z.X.; Lu, X. Accelerated exploration of TRIP metallic glass composite by laser additive manufacturing. J. Mater. Sci. Technol. 2021, 78, 68–73. [Google Scholar] [CrossRef]
- Johnson, W.L. Bulk metallic glasses—A new engineering material. Curr. Opin. Solid State Mater. 1996, 3, 383–386. [Google Scholar] [CrossRef]
- Inoue, A. Stabilization of metallic supercooled liquid and bulk amorphous alloys. Acta. Mater. 2000, 48, 279–306. [Google Scholar] [CrossRef]
- Wang, Y.; Li, J.; Hamza, A.V.; Barbee, T.W. Ductile crystalline-amorphous nanolaminates. Proc. Natl. Acad. Sci. USA 2007, 104, 11155–11160. [Google Scholar] [CrossRef]
- Béchir, C.; Hatem, Z.; David, E.; Olivier, B.; Yves, B. Compositionally Graded Steels: A Strategy for Materials Development. Adv. Eng. Mater. 2010, 11, 992–999. [Google Scholar]
- Wu, Y.; Zhou, D.Q.; Song, W.L.; Wang, H. Ductilizing bulk metallic glass composite by tailoring stacking fault enenrgy. Phys. Rev. Lett. 2012, 109, 245506. [Google Scholar] [CrossRef]
- Sheng, H.W.; Luo, W.K.; Alamgir, F.M.; Bai, J.M.; Ma, E. Atomic packing and short-to-medium-range order in metallic glasses. Nature 2006, 439, 419–425. [Google Scholar] [CrossRef]
- Lee, J.I.; Kim, S.Y.; Park, E.S. In-situ synthesis and mechanical properties of Zr-based bulk metallic glass matrix composites manipulated by nitrogen additions. Intermetallics 2017, 91, 70–77. [Google Scholar] [CrossRef]
- Lu, Y.Z.; Su, S.; Zhang, S.B.; Huang, Y.J.; Qin, Z.X.; Lu, X.; Chen, W. Controllable additive manufacturing of gradient bulk metallic glass composite with high strength and tensile ductility. Acta. Mater. 2021, 206, 116632. [Google Scholar] [CrossRef]
- Jiang, S.S.; Huang, Y.J.; Xue, P.; Du, Q.; Ru, W.N.; Guo, S.; He, C.; Ning, Z.L.; Sun, J.F. Determining deformation behaviors in a CuZr-based bulk metallic glass composite. J. Non Cryst. Solids 2021, 561, 120768. [Google Scholar] [CrossRef]
- Zou, Y.M.; Wu, Y.S.; Li, K.F.; Tan, C.L.; Qiu, Z.G.; Zeng, D.C. Selective laser melting of crack-free Fe-based bulk metallic glass via chessboard scanning strategy. Mater. Lett. 2020, 272, 127824. [Google Scholar] [CrossRef]
- Wang, X.; Zhang, W.; Zhao, Y.C.; Bei, H.B.; Gao, Y.F. Micromechanical investigation of the role of percolation on ductility enhancement in metallic glass composites. Mat. Sci. Eng. A Struct. 2020, 769, 138531. [Google Scholar] [CrossRef]
- Guo, R.F.; Lv, H.C.; Shen, P.; Hu, Z.J.; Jiang, Q.C. Lamellar—Interpenetrated Al−Si−Mg/Al2O3−ZrO2 composites prepared by freeze casting and pressureless infiltration. Ceram. Int. 2017, 43, 3292–3297. [Google Scholar] [CrossRef]
- Wat, A.; Lee, J.I.; Ryu, C.W.; Gludovatz, B.; Kim, J.Y.; Tomsia, A.P.; Ishikawa, T.; Schmitz, J.; Meyer, A.; Alfreider, M.; et al. Bioinspired nacre-like alumina with a bulk-metallic glass-forming alloy as a compliant phase. Nat. Commun. 2019, 10, 961. [Google Scholar] [CrossRef] [PubMed]
- Qian, Y.F.; Zhang, D.; Hong, J.; Zhang, L.; Jiang, M.Q.; Huang, H.; Yan, J.W. Microstructure and mechanical properties of SiC particle reinforced Zr-based metallic glass surface composite layers produced by laser alloying. Surf. Coat. Technol. 2022, 446, 128784. [Google Scholar] [CrossRef]
- Guan, S.; Wan, D.; Solberg, K.; Berto, F.; Welo, T.; Yue, T.M.; Chan, K.C. Additively manufactured CrMnFeCoNi/AlCoCrFeNiTi0.5 laminated high-entropy alloy with enhanced strength-plasticity synergy. Scr. Mater. 2020, 183, 133–138. [Google Scholar] [CrossRef]
- Cai, Y.C.; Zhu, L.S.; Cui, Y.; Han, J. Manufacturing of FeCoCrNi + FeCoCrNiAl laminated high-entropy alloy by laser melting deposition (LMD). Mater. Lett. 2021, 289, 129445. [Google Scholar] [CrossRef]
- Ouyang, D.; Xing, W.; Li, N.; Li, Y.C.; Liu, L. Structural evolutions in 3D-printed Fe-based metallic glass fabricated by selective laser melting. Addit. Manuf. 2018, 23, 246–252. [Google Scholar] [CrossRef]
- Zhang, P.C.; Zhang, C.; Ouyang, D.; Liu, L. Enhancement of plasticity and toughness of 3D printed binary Zr50Cu50 bulk metallic glass composite by deformation-induced martensitic transformation. Scr. Mater. 2021, 192, 7–12. [Google Scholar] [CrossRef]
- Li, N.; Zhang, J.J.; Xing, W.; Ouyang, D.; Liu, L. 3D printing of Fe-based bulk metallic glass composites with combined high strength and fracture toughness. Mater. Des. 2018, 143, 285–296. [Google Scholar] [CrossRef]
- Chong, Z.Z.; Sun, Y.N.; Cheng, W.J.; Han, C.Y.; Ma, X.F.; Meng, A.C.; Jiang, L.H. Trace boronizing strengthened AlCoCrFeNi high-entropy alloy coating manufactured by laser remelting: Enhanced wear and corrosion resistances. Mater. Lett. 2023, 330, 133314. [Google Scholar] [CrossRef]
- Wang, Y.S.; Yang, G.; Zhou, S.Y.; Sun, C.; Li, B.B.; An, D.; Zhang, S.N.; Xiu, S.C. Effect of laser remelting on microstructure and mechanical properties of Ti–6Al–4V alloy prepared by inside-beam powder feeding. Mater. Sci. Eng. A 2022, 861, 144266. [Google Scholar] [CrossRef]
- Wu, Y.; Xiao, Y.H.; Chen, G.L.; Liu, C.T.; Lu, Z.P. Bulk Metallic Glass Composites with Transformation-Mediated Work-Hardening and Ductility. Adv. Mater. 2010, 22, 2770–2773. [Google Scholar] [CrossRef]
- Lin, S.F.; Ge, S.F.; Zhu, Z.W.; Li, W.; Li, Z.K.; Li, H.; Fu, H.M.; Wang, A.M.; Zhuang, Y.X.; Zhang, H.F. Double toughening Ti-based bulk metallic glass composite with high toughness, strength and tensile ductility via phase engineering. Appl. Mater. Today 2021, 22, 100944. [Google Scholar] [CrossRef]
- Lei, Z.F.; Liu, X.J.; Wu, Y.; Wang, H.; Jiang, S.H.; Wang, S.D.; Hui, X.D.; Wu, Y.D.; Gault, B.; Kontis, P.; et al. Enhanced strength and ductility in a high-entropy alloy via ordered oxygen complexes. Nature 2018, 563, 546–550. [Google Scholar] [CrossRef]
- Cui, J.; Luo, Q.; Di, S.; Zhang, Z.; Shen, B. Rejuvenation-to-Relaxation Transition Induced by Elastostatic Compression and Its Effect on Deformation Behavior in a Zr-Based Bulk Metallic Glass. Metals 2022, 12, 282. [Google Scholar] [CrossRef]
- Pauly, S.; Schricker, C.; Scudino, S.; Deng, L.; Kühn, U. Processing a glass-forming Zr-based alloy by selective laser melting. Mater. Des. 2017, 135, 133–141. [Google Scholar] [CrossRef]
- Sun, K.; Weber, H.; Wang, G.; Wu, Y.H.; Andreoli, A.F.; Tseng, J.C.; Shen, J.; Zhang, B.; Jiang, H.R.; Xu, L.M.; et al. Structural heterogeneity in levitated glassy alloys with different undercoolings. J. Alloys Compd. 2023, 947, 169532. [Google Scholar] [CrossRef]
- Snopiński, P.; Matus, K.; Tatiček, F.; Rusz, S. Overcoming the strength-ductility trade-off in additively manufactured AlSi10Mg alloy by ECAP processing. J. Alloys Compd. 2022, 918, 165817. [Google Scholar] [CrossRef]
- Li, H.G.; Huang, Y.J.; Zhao, W.J.; Sun, J.F.; Wei, D.Q.; Du, Q.; Zou, Y.C.; Lu, Y.Z.; Zhu, P. Overcoming the strength-ductility trade-off in an additively manufactured CoCrFeMnNi high entropy alloy via deep cryogenic treatment. Addit. Manuf. 2022, 50, 50. [Google Scholar] [CrossRef]
- Wu, Y.; Wang, H.; Wu, H.H.; Zhang, Z.Y.; Hui, X.D.; Chen, G.L.; Ma, D.; Wang, X.L.; Lu, Z.P. Formation of Cu–Zr–Al bulk metallic glass composites with improved tensile properties. Acta Mater. 2011, 59, 2928–2936. [Google Scholar] [CrossRef]
- Wang, Y.; Huang, C.; Wang, M.; Li, Y.; Zhu, Y. Quantifying the synergetic strengthening in gradient material. Scr. Mater. 2012, 150, 22–25. [Google Scholar] [CrossRef]





{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Powder | Size (μm) | Rotational Rate (n/min) | Powder Mass (g/min) | Laser Power (W) | Scanning Rate (mm/min) |
|---|---|---|---|---|---|
| MG | 45–105 | 1.1 | 10.6 | 1600 | 600 |
| Nb | 80–125 | 0.9 | 10.4 | 2400 | 600 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Ma, H.; Qin, D.; Shang, C.; Lu, Y. Laser Additive Manufacturing of Layered Zr-Based Bulk Metallic Glass Composite. Metals 2023, 13, 986. https://doi.org/10.3390/met13050986
Ma H, Qin D, Shang C, Lu Y. Laser Additive Manufacturing of Layered Zr-Based Bulk Metallic Glass Composite. Metals. 2023; 13(5):986. https://doi.org/10.3390/met13050986
Chicago/Turabian StyleMa, He, Dandan Qin, Chun Shang, and Yunzhuo Lu. 2023. "Laser Additive Manufacturing of Layered Zr-Based Bulk Metallic Glass Composite" Metals 13, no. 5: 986. https://doi.org/10.3390/met13050986
APA StyleMa, H., Qin, D., Shang, C., & Lu, Y. (2023). Laser Additive Manufacturing of Layered Zr-Based Bulk Metallic Glass Composite. Metals, 13(5), 986. https://doi.org/10.3390/met13050986