
Influence of Severe Plastic Deformation by Extrusion on Microstructure, Deformation and Thermal Behavior under Tension of Magnesium Alloy Mg-2.9Y-1.3Nd
 , , , ,
, , , , 
Abstract
1. Introduction
2. Materials and Research Methods
3. Results and Discussion
4. Conclusions
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Liu, C.; Ren, Z.; Xu, Y.; Pang, S.; Zhao, X.; Zhao, Y. Biodegradable Magnesium Alloys Developed as Bone Repair Materials: A Review. Scanning 2018, 2018, 9216314. [Google Scholar] [CrossRef] [PubMed]
- Tsakiris, V.; Tardei, C.; Clicinschi, F.M. Biodegradable Mg alloys for orthopedic implants—A review. J. Magnes. Alloy. 2021, 9, 1884–1905. [Google Scholar] [CrossRef]
- Bazhenov, V.; Koltygin, A.; Komissarov, A.; Li, A.; Bautin, V.A.; Khasenova, R.; Anishchenko, A.; Seferyan, A.; Komissarova, J.; Estrin, Y. Gallium-containing magnesium alloy for potential use as temporary implants in osteosynthesis. J. Magnes. Alloy. 2020, 8, 352–363. [Google Scholar] [CrossRef]
- He, M.; Chen, L.; Yin, M.; Xu, S.; Liang, Z. Review on magnesium and magnesium-based alloys as biomaterials for bone immobilization. J. Mater. Res. Technol. 2023, 23, 4396–4419. [Google Scholar] [CrossRef]
- Papenberg, N.P.; Gneiger, S.; Weißensteiner, I.; Uggowitzer, P.J.; Pogatscher, S. Mg-alloys for forging applications—A review. Materials 2020, 13, 985. [Google Scholar] [CrossRef]
- Wang, J.; Dou, J.; Wang, Z.; Hu, C.; Yu, H.; Chen, C. Research progress of biodegradable magnesium-based biomedical materials: A review. J. Alloys Compd. 2022, 923, 66377. [Google Scholar] [CrossRef]
- Chen, J.; Tan, L.; Yu, X.; Etim, I.P.; Ibrahim, M.; Yang, K. Mechanical properties of magnesium alloys for medical application: A review. J. Mech. Behav. Biomed. Mater. 2018, 87, 68–79. [Google Scholar] [CrossRef]
- Xie, J.; Wang, L.; Zhang, J.; Lu, L.; Zhang, Z.; He, Y.; Wu, R. Developing new Mg alloy as potential bone repair material via constructing weak anode nano-lamellar structure. J. Magnes. Alloy. 2023, 11, 154–175. [Google Scholar] [CrossRef]
- Witte, F.; Hort, N.; Vogt, C.; Cohen, S.; Kainer, K.U.; Willumeit, R.; Feyerabend, F. Degradable biomaterials based on magnesium corrosion. Curr. Opin. Solid State Mater. Sci. 2008, 12, 63–72. [Google Scholar] [CrossRef]
- Li, X.; Liu, X.; Wu, S.; Yeung, K.; Zheng, Y.; Chu, P.K. Design of magnesium alloys with controllable degradation for biomedical implants: From bulk to surface. Acta Biomater. 2016, 45, 2–30. [Google Scholar] [CrossRef]
- Chen, Y.; Xiao, M.; Zhao, H.; Yang, B. On the antitumor properties of biomedical magnesium metal. J. Mater. Chem. B 2014, 3, 849–858. [Google Scholar] [CrossRef] [PubMed]
- Agha, N.A.; Liu, Z.; Feyerabend, F.; Willumeit, R.; Gasharova, B.; Heidrich, S.; Mihailova, B. The effect of osteoblasts on the surface oxidation processes of biodegradable Mg and Mg-Ag alloys studied by synchrotron IR microspectroscopy. Mater. Sci. Eng. C 2018, 91, 659–668. [Google Scholar] [CrossRef] [PubMed]
- Sun, J.; Xu, B.; Yang, Z.; Zhuo, X.; Han, J.; Wu, Y.; Song, D.; Liu, H.; Jiang, J.; Ma, A. Developing an industrial-scale ECAP Mg-Al-Zn alloy with multi-heterostructure for synchronously high strength and good ductility. Mater. Charact. 2020, 164, 110341. [Google Scholar] [CrossRef]
- Yao, H.; Zha, X.; Xiong, Y.; Wang, S.; Huttula, M.; Cao, W. Stress corrosion cracking behavior of an as-extruded Mg-1.8Zn-0.5Zr-1.5Gd magnesium alloy in a simulated body fluid. Kov. Mater.-Met. Mater. 2022, 60, 327–340. [Google Scholar] [CrossRef]
- Fu, W.; Wang, R.; Wu, K.; Kuang, J.; Zhang, J.; Liu, G.; Sun, J. The influences of multiscale second-phase particles on strength and ductility of cast Mg alloys. J. Mater. Sci. 2019, 54, 2628–2647. [Google Scholar] [CrossRef]
- Zhou, Y.L.; Li, Y.; Luo, D.M.; Ding, Y.; Hodgson, P. Microstructures, mechanical and corrosion properties and biocompatibility of as extruded Mg-Mn-Zn-Nd alloys for biomedical applications. Mater. Sci. Eng. C 2015, 49, 93–100. [Google Scholar] [CrossRef]
- Yao, H.; Wen, J.; Xiong, Y.; Liu, Y.; Lu, Y.; Cao, W. Microstructures, mechanical properties, and corrosion behavior of As-Cast Mg-2.0Zn-0.5Zr-xGd (wt %) biodegradable alloys. Materials 2018, 11, 1564. [Google Scholar] [CrossRef]
- Ren, L.; Li, B.; Chen, Z.; Gao, S.; Quan, Y.; Qian, L. Interfacial Microstructure Analyss of AZ31 Magnesium Alloy during Plastic Deformation Bonding. Processes 2021, 9, 1857. [Google Scholar] [CrossRef]
- Vaughan, M.; Karayan, A.; Srivastava, A.; Mansoor, B.; Seitz, J.; Eifler, R.; Karaman, I.; Castaneda, H.; Maier, H. The effects of severe plastic deformation on the mechanical and corrosion characteristics of a bioresorbable Mg-ZKQX6000 alloy. Mater. Sci. Eng. C 2020, 115, 111130. [Google Scholar] [CrossRef]
- Yuan, Y.; Ma, A.; Gou, X.; Jiang, J.; Arhin, G.; Song, D.; Liu, H. Effect of heat treatment and deformation temperature on the mechanical properties of ECAP processed ZK60 magnesium alloy. Mater. Sci. Eng. A 2016, 677, 125–132. [Google Scholar] [CrossRef]
- Alateyah, A.I.; El-Garaihy, W.H.; Alawad, M.O.; El Sanabary, S.; Elkatatny, S.; Dahish, H.A.; Kouta, H. The Effect of ECAP Processing Conditions on Microstructural Evolution and Mechanical Properties of Pure Magnesium—Experimental, Mathematical Empirical and Response Surface Approach. Materials 2022, 15, 5312. [Google Scholar] [CrossRef] [PubMed]
- Bednarczyk, I.; Kuc, D. The Influence of the Deformation Method on the Microstructure and Properties of Magnesium Alloy Mg-Y-RE-Zr. Materials 2022, 15, 2017. [Google Scholar] [CrossRef] [PubMed]
- Pan, H.; Yang, C.; Yang, Y.; Dai, Y.; Zhou, D.; Chai, L.; Huang, Q.; Yang, Q.; Liu, S.; Ren, Y.; et al. Ultra-fine grain size and exceptionally high strength in dilute Mg–Ca alloys achieved by conventional one-step extrusion. Mater. Lett. 2018, 237, 65–68. [Google Scholar] [CrossRef]
- Tong, L.; Chu, J.; Jiang, Z.; Kamado, S.; Zheng, M. Ultra-fine grained Mg-Zn-Ca-Mn alloy with simultaneously improved strength and ductility processed by equal channel angular pressing. J. Alloys Compd. 2019, 785, 410–421. [Google Scholar] [CrossRef]
- Minárik, P.; Král, R.; Pešička, J.; Chmelík, F. Evolution of mechanical properties of LAE442 magnesium alloy processed by extrusion and ECAP. J. Mater. Res. Technol. 2015, 4, 75–78. [Google Scholar] [CrossRef]
- Merson, D.; Brilevsky, A.; Myagkikh, P.; Markushev, M.; Vinogradov, A. Effect of deformation processing of the dilute Mg-1Zn-0.2Ca alloy on the mechanical properties and corrosion rate in a simulated body fluid. Lett. Mater. 2020, 10, 217–222. [Google Scholar] [CrossRef]
- Long, J.; Xiao, G.; Xia, Q.; Wang, X. Study of microstructure evolution of magnesium alloy cylindrical part with longitudinal inner ribs during hot flow forming by coupling ANN-modified CA and FEA. J. Magnes. Alloy. 2022; in press. [Google Scholar] [CrossRef]
- Torkian, A.; Faraji, G.; Karimpour, M. Mechanical Properties and Microstructure of WE43 Mg Alloy Processed by Warm ECAP Followed by Extrusion. Arch. Metall. Mater. 2018, 63, 1093–1100. [Google Scholar] [CrossRef]
- Dvorský, D.; Kubásek, J.; Hosová, K.; Čavojský, M.; Vojtěch, D. Microstructure, Mechanical, Corrosion, and Ignition Properties of WE43 Alloy Prepared by Different Processes. Metals 2021, 11, 728. [Google Scholar] [CrossRef]
- Valiev, R.Z.; Zhilyaev, A.P.; Langdon, T.G. Bulk Nanostructured Materials: Fundamentals and Applications; John Wiley & Sons, Inc.: Hoboken, NJ, USA, 2013; 456p. [Google Scholar] [CrossRef]
- Sharkeev, Y.; Eroshenko, A.; Legostaeva, E.; Kovalevskaya, Z.; Belyavskaya, O.; Khimich, M.; Epple, M.; Prymak, O.; Sokolova, V.; Zhu, Q.; et al. Development of Ultrafine–Grained and Nanostructured Bioinert Alloys Based on Titanium, Zirconium and Niobium and Their Microstructure, Mechanical and Biological Properties. Metals 2022, 12, 1136. [Google Scholar] [CrossRef]
- Walley, S.M. Shear localization: A historical overview. Metall. Mater. Trans. A 2007, 38A, 2007–2629. [Google Scholar] [CrossRef]
- Chichili, D.R.; Ramesh, K.; Hemker, K.J. Adiabatic shear localization in α-titanium: Experiments, modeling and microstructural evolution. J. Mech. Phys. Solids 2004, 52, 1889–1909. [Google Scholar] [CrossRef]
- Xu, Y.; Zhang, J.; Bai, Y.; Meyers, M. Shear Localization in Dynamic Deformation: Microstructural Evolution. Met. Mater. Trans. A 2008, 39, 811–843. [Google Scholar] [CrossRef]
- Chausov, M.; Maruschak, P.; Hutsaylyuk, V.; Śnieżek, L.; Pylypenko, A. Effect of complex combined loading mode on the fracture toughness of titanium alloys. Vacuum 2018, 147, 51–57. [Google Scholar] [CrossRef]
- Vavilov, V. Thermal NDT: Historical milestones, state-of-the-art and trends. Quant. Infrared Thermogr. J. 2014, 11, 66–83. [Google Scholar] [CrossRef]
- Oliferuk, W.; Maj, M.; Zembrzycki, K. Determination of the Energy Storage Rate Distribution in the Area of Strain Localization Using Infrared and Visible Imaging. Exp. Mech. 2013, 55, 753–760. [Google Scholar] [CrossRef]
- Oliferuk, W.; Kochanowski, K. Analysis of the modified impulse method for determining the thermal diffusivity of materials. SSRN Electron. J. 2022. [Google Scholar] [CrossRef]
- Plekhov, O.A.; Uvarov, S.V.; Naimark, O.B.; Saintier, N.; Palin-Luc, T. Theoretical analysis, infrared and structural investigation of dissipation energy in metals under cyclic loading. Mater. Sci. Eng. A 2007, 462, 367–369. [Google Scholar] [CrossRef]
- Bagavathiappan, S.; Lahiri, B.; Saravanan, T.; Philip, J.; Jayakumar, T. Infrared thermography for condition monitoring—A review. Infrared Phys. Technol. 2013, 60, 35–55. [Google Scholar] [CrossRef]
- Meola, C.; Carlomagno, G.M. Recent advances in the use of infrared thermography. Meas. Sci. Technol. 2004, 15, R27–R58. [Google Scholar] [CrossRef]
- Pieczyska, E.A.; Maj, M.; Golasiński, K.; Staszczak, M.; Furuta, T.; Kuramoto, S. Thermomechanical Studies of Yielding and Strain Localization Phenomena of Gum Metal under Tension. Materials 2018, 11, 567. [Google Scholar] [CrossRef] [PubMed]
- Golasiński, K.M.; Staszczak, M.; Pieczyska, E.A. Energy Storage and Dissipation in Consecutive Tensile Load-Unload Cycles of Gum Metal. Materials 2023, 16, 3288. [Google Scholar] [CrossRef] [PubMed]
- Plekhov, O.; Chudinov, V.; Leont’ev, V.; Naimark, O. Experimental investigations of the laws of energy dissipation during dynamic deformation of nanocrystalline titanium. Tech. Phys. Lett. 2009, 35, 92–95. [Google Scholar] [CrossRef]
- Vshivkov, A.; Iziumova, A.; Prokhorov, A.; Mybassarova, V.; Plekhov, O. Approximation of Heat Dissipation-Crack Rate Curve for Fatigue Crack in Stainless Steel. J. Phys. Conf. Ser. 2021, 1945, 012063. [Google Scholar] [CrossRef]
- Naimark, O.B.; Sharkeev, Y.P.; Mairambekova, A.M.; Bannikov, M.V.; Eroshenko, A.Y.; Vedernikova, A.I. Failure mechanisms of titanium VT1−0 and zirconium alloy E110 in ultrafine-grained, fine-grained and coarse-grained states under cyclic loading in gigacycle regime. Lett. Mater. 2018, 8, 317–322. (In Russian) [Google Scholar] [CrossRef]
- Plekhov, O.; Panteleev, I.; Naimark, O. Energy accumulation and dissipation in metals as a result of structural-scaling transitions in a mesodefect ensemble. Phys. Mesomech. 2007, 10, 294–301. [Google Scholar] [CrossRef]
- Naimark, O.; Palin-Luc, T. Gigacycle fatigue: Non-local and scaling aspects of damage localization, crack initiation and propagation. Procedia Struct. Integr. 2016, 2, 1143–1148. [Google Scholar] [CrossRef]
- Mairambekova, A.M.; Eroshenko, A.Y.; Oborin, V.A.; Bannikov, M.V.; Chebodaeva, V.V.; Terekhina, A.I.; Naimark, O.B.; Dmitriev, A.I.; Sharkeev, Y.P. Characteristic Features of Ultrafine-Grained Ti-45 wt.% Nb Alloy under High Cycle Fatigue. Materials 2021, 14, 5365. [Google Scholar] [CrossRef]
- Moyseychik, E.A.; Vavilov, V.P. Analyzing patterns of heat generated by the tensile loading of steel rods containing discontinuity-like defects. Int. J. Damage Mech. 2017, 27, 950–960. [Google Scholar] [CrossRef]
- Moyseychik, E.; Vavilov, V.; Kuimova, M. Infrared thermographic assessment of heat release phenomena in steel parts subjected to quasi-static deformation. Measurement 2021, 185, 110117. [Google Scholar] [CrossRef]
- Zhang, H.; Wu, G.; Yan, Z.; Guo, S.; Chen, P.; Wang, W. An experimental analysis of fatigue behavior of AZ31B magnesium alloy welded joint based on infrared thermography. Mater. Des. 2014, 55, 785–791. [Google Scholar] [CrossRef]
- Wang, X.; Crupi, V.; Guo, X.; Zhao, Y. Quantitative Thermographic Methodology for fatigue assessment and stress measurement. Int. J. Fatigue 2010, 32, 1970–1976. [Google Scholar] [CrossRef]
- Williams, P.; Liakat, M.; Khonsari, M.; Kabir, O. A thermographic method for remaining fatigue life prediction of welded joints. Mater. Des. 2013, 51, 916–923. [Google Scholar] [CrossRef]
- Fan, J.; Guo, X.; Wu, C. A new application of the infrared thermography for fatigue evaluation and damage assessment. Int. J. Fatigue 2012, 44, 1–7. [Google Scholar] [CrossRef]
- Nowak, M.; Maj, M. Determination of coupled mechanical and thermal fields using 2D digital image correlation and infrared thermography: Numerical procedures and results. Arch. Civ. Mech. Eng. 2018, 18, 630–644. [Google Scholar] [CrossRef]
- Sharkeev, Y.; Vavilov, V.; Skripnyak, V.A.; Belyavskaya, O.; Legostaeva, E.; Kozulin, A.; Chulkov, A.; Sorokoletov, A.; Skripnyak, V.V.; Eroshenko, A.; et al. Analyzing the Deformation and Fracture of Bioinert Titanium, Zirconium and Niobium Alloys in Different Structural States by the Use of Infrared Thermography. Metals 2018, 8, 703. [Google Scholar] [CrossRef]
- Sharkeev, Y.P.; Skripnyak, V.A.; Vavilov, V.P.; Legostaeva, E.V.; Kozulin, A.A.; Chulkov, A.O.; Eroshenko, A.Y.; Belyavskaya, O.A.; Glukhov, I.A. Special Aspects of Microstructure, Deformation and Fracture of Bioinert Zirconium and Titanium-Niobium Alloys in Different Structural States. Russ. Phys. J. 2018, 61, 1718–1725. [Google Scholar] [CrossRef]
- Sharkeev, Y.P.; Vavilov, V.P.; Skripnyak, V.A.; Legostaeva, E.V.; Belyavskaya, O.A.; Kuznetsov, V.P.; Chulkov, A.O.; Kozulin, A.A.; Eroshenko, A.Y.; Zhilyakov, A.Y.; et al. Infrared Thermography and Generation of Heat under Deformation of Bioinert Titanium- and Zirconium-Based Alloys. Russ. J. Nondestruct. Test. 2019, 55, 533–541. [Google Scholar] [CrossRef]
- Sharkeev, Y.; Vavilov, V.; Skrypnyak, V.; Legostaeva, E.; Eroshenko, A.Y.; Belyavskaya, O.; Ustinov, A.; Klopotov, A.; Chulkov, A.; Kozulin, A.; et al. Research on the processes of deformation and failure in coarse- and ultrafine-grain states of Zr1–Nb alloys by digital image correlation and infrared thermography. Mater. Sci. Eng. A 2020, 784, 139203. [Google Scholar] [CrossRef]
- Legostaeva, E.; Sharkeev, Y.; Eroshenko, A.; Belyavskaya, O.; Vavilov, V.; Skrypnyak, V.; Ustinov, A.; Klopotov, A.; Chulkov, A.; Kozulin, A.; et al. Influence of Zr-1 wt.% Nb alloy structure state on its deformation and thermal behavior under quasi-static tension. Mater. Lett. 2020, 285, 129028. [Google Scholar] [CrossRef]
- Elsayed, F.R.; Hort, N.; Ordorica, M.A.S.; Kainer, K.U. Magnesium Permanent Mold Castings Optimization. Mater. Sci. Forum 2011, 690, 65–68. [Google Scholar] [CrossRef]
- Nguyen, A.; Kunert, M.; Hort, N.; Schrader, C.; Weisser, J.; Schmidt, J. Cytotoxicity of the Ga-containing coatings on biodegradable magnesium alloys. Surf. Innov. 2015, 3, 10–19. [Google Scholar] [CrossRef]
- ASTM E1382-97; Standard Test Methods for Determining Average Grain Size Using Semiautomatic and Automatic Image Analysis. ANSI: New York, NY, USA, 2010. [CrossRef]
- Park, H.K.; Hong, Y.K.; Lee, S.Q.; Kee, S. Development of a nanoindenter using a piezoelectric actuator. In Optomechatronic Sensors, Actuators and Control; SPIE: Philadelphia, PA, USA, 2004; Volume 5602. [Google Scholar] [CrossRef]
- Nie, J.-F. Precipitation and Hardening in Magnesium Alloys. Metall. Mater. Trans. A 2012, 43, 3891–3939. [Google Scholar] [CrossRef]
- Mengucci, P.; Barucca, G.; Riontino, G.; Lussana, D.; Massazza, M.; Ferragut, R.; Aly, E.H. Structure evolution of a WE43 Mg alloy submitted to different thermal treatments. Mater. Sci. Eng. A 2008, 479, 37–44. [Google Scholar] [CrossRef]
- Martynenko, N.; Lukyanova, E.; Serebryany, V.; Gorshenkov, M.; Shchetinin, I.; Raab, G.; Dobatkin, S.; Estrin, Y. Increasing strength and ductility of magnesium alloy WE43 by equal-channel angular pressing. Mater. Sci. Eng. A 2018, 712, 625–629. [Google Scholar] [CrossRef]
- Dobatkin, S.; Galkin, S.; Estrin, Y.; Serebryany, V.; Diez, M.; Martynenko, N.; Lukyanova, E.; Perezhogin, V. Grain refinement, texture, and mechanical properties of a magnesium alloy after radial-shear rolling. J. Alloys Compd. 2018, 774, 969–979. [Google Scholar] [CrossRef]
- Raynor, G.V. Physical Metallurgy of Magnesium and Its Alloys; Pergamon Press: London, UK, 1959; 531p. [Google Scholar]
- Zecevic, M.; Beyerlein, I.J.; Knezevic, M. Activity of pyramidal I and II <c+a> slip in Mg alloys as revealed by texture development. J. Mech. Phys. Solids 2018, 111, 290–307. [Google Scholar] [CrossRef]
- Li, J.; Zhang, A.; Pan, H.; Ren, Y.; Zeng, Z.; Huang, Q.; Yang, C.; Ma, L.; Qin, G. Effect of extrusion speed on microstructure and mechanical properties of the Mg-Ca binary alloy. J. Magnes. Alloy. 2020, 9, 1297–1303. [Google Scholar] [CrossRef]
- Kozulyn, A.A.; Skripnyak, V.A.; Krasnoveikin, V.A.; Skripnyak, V.V.; Karavatskii, A.K. An Investigation of Physico-Mechanical Properties of Ultrafine-Grained Magnesium Alloys Subjected to Severe Plastic Deformation. Russ. Phys. J. 2015, 57, 1261–1267. [Google Scholar] [CrossRef]
- Glezer, A.M.; Kozlov, E.V.; Koneva, N.A.; Popova, N.A.; Kurzina, I.A. Plastic Deformation of Nanostructured Materials; CRC Press: Boca Raton, FL, USA, 2017; 334p. [Google Scholar] [CrossRef]
- Koneva, N.; Kozlov, E.; Trishkina, L.; Pekarskaya, E. Thermodynamics of substructure transformations under plastic deformation of metals and alloys. Mater. Sci. Eng. A 1997, 234–236, 614–616. [Google Scholar] [CrossRef]
- Hilarov, V.L.; Slutsker, A.I. Description of the thermoelastic effect in solids in a wide temperature range. Phys. Solid State 2014, 56, 2493–2495. [Google Scholar] [CrossRef]
- Legostaeva, E.; Eroshenko, A.; Vavilov, V.; Skripnyak, V.A.; Chulkov, A.; Kozulin, A.; Skripnyak, V.V.; Glukhov, I.; Sharkeev, Y. Comparative Investigation of the Influence of Ultrafine-Grained State on Deformation and Temperature Behavior and Microstructure Formed during Quasi-Static Tension of Pure Titanium and Ti-45Nb Alloy by Means of Infrared Thermography. Materials 2022, 15, 8480. [Google Scholar] [CrossRef] [PubMed]
- Ivanov, A.M.; Lukin, E.S.; Petrova, N.D. Regularities of Deformation and Fracture of Steels Subjected to Equal Channel Angular Pressing and Thermal Processing. Mater. Sci. Forum 2008, 584–586, 643–648. [Google Scholar] [CrossRef]
- Gadaj, S.; Nowacki, W.; Pieczyska, E. Investigation of temperature distribution during plastic deformation of stainless steel. Proc. Eurotherm Semin. QIRT 1996, 48, 779–788. [Google Scholar] [CrossRef]
- Taylor, G.I.; Quinney, H. The latent energy remaining in a metal after cold working. Proc. R. Soc. Lond. Ser. A Contain. Pap. A Math. Phys. 1934, 143, 307–326. [Google Scholar] [CrossRef]











{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
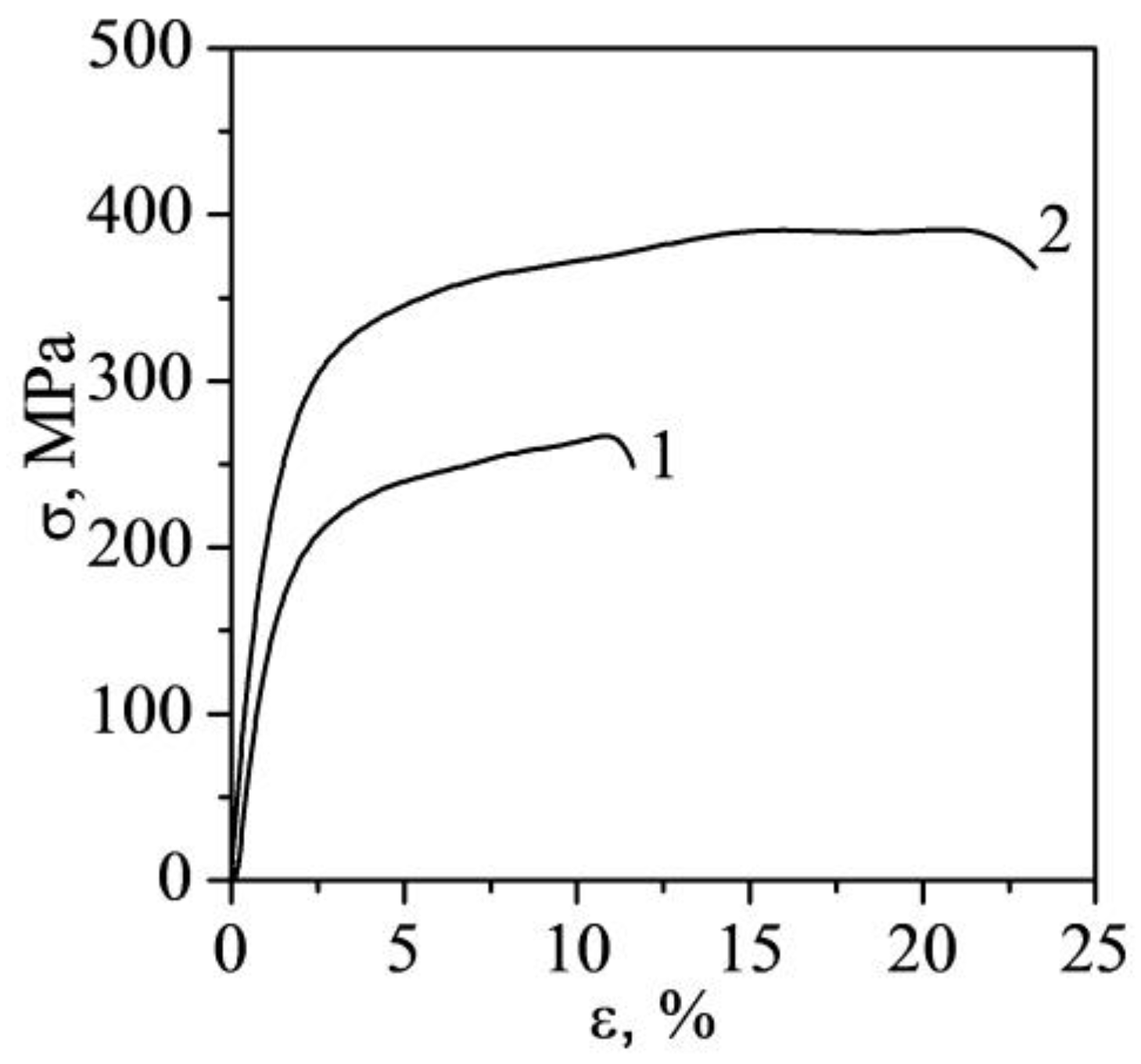
| State/Property | σYS, MPa | σUTS, MPa | εf, % | Hμ, MPa | E, GPa |
|---|---|---|---|---|---|
| Recrystallized state | 150 ± 7 | 230 ± 8 | 12 ± 1 | 860 ± 60 | 33.9 ± 0.5 |
| Extruded state | 220 ± 9 | 340 ± 10 | 21 ± 1 | 1210 ± 70 | 35.0 ± 0.5 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Legostaeva, E.; Eroshenko, A.; Vavilov, V.; Skripnyak, V.A.; Luginin, N.; Chulkov, A.; Kozulin, A.; Skripnyak, V.V.; Schmidt, J.; Tolmachev, A.; et al. Influence of Severe Plastic Deformation by Extrusion on Microstructure, Deformation and Thermal Behavior under Tension of Magnesium Alloy Mg-2.9Y-1.3Nd. Metals 2023, 13, 988. https://doi.org/10.3390/met13050988
Legostaeva E, Eroshenko A, Vavilov V, Skripnyak VA, Luginin N, Chulkov A, Kozulin A, Skripnyak VV, Schmidt J, Tolmachev A, et al. Influence of Severe Plastic Deformation by Extrusion on Microstructure, Deformation and Thermal Behavior under Tension of Magnesium Alloy Mg-2.9Y-1.3Nd. Metals. 2023; 13(5):988. https://doi.org/10.3390/met13050988
Chicago/Turabian StyleLegostaeva, Elena, Anna Eroshenko, Vladimir Vavilov, Vladimir A. Skripnyak, Nikita Luginin, Arsenii Chulkov, Alexander Kozulin, Vladimir V. Skripnyak, Juergen Schmidt, Alexey Tolmachev, and et al. 2023. "Influence of Severe Plastic Deformation by Extrusion on Microstructure, Deformation and Thermal Behavior under Tension of Magnesium Alloy Mg-2.9Y-1.3Nd" Metals 13, no. 5: 988. https://doi.org/10.3390/met13050988
APA StyleLegostaeva, E., Eroshenko, A., Vavilov, V., Skripnyak, V. A., Luginin, N., Chulkov, A., Kozulin, A., Skripnyak, V. V., Schmidt, J., Tolmachev, A., Uvarkin, P., & Sharkeev, Y. (2023). Influence of Severe Plastic Deformation by Extrusion on Microstructure, Deformation and Thermal Behavior under Tension of Magnesium Alloy Mg-2.9Y-1.3Nd. Metals, 13(5), 988. https://doi.org/10.3390/met13050988