
Life Cycle Assessment of Cold Spray Additive Manufacturing and Conventional Machining of Aluminum Alloy Flange




Abstract
1. Introduction
- To conduct a life cycle assessment (LCA) of a CSAM process to print an aluminum alloy flange, considering cradle-to-gate boundary conditions, and considering aluminum alloy because of its low density, good balance between strength and ductility, high resistance to corrosion, recyclability, and compatibility with CSAM to manufacture agricultural components [16].
- To determine the impact of different feedstock materials on the LCA of CSAM and conventional machining (CM) processes.
- To investigate the impacts of scrap and powder recycling, transportation, and regional emissions factors on the environmental performance of CSAM and CM processes.
2. Materials and Methods
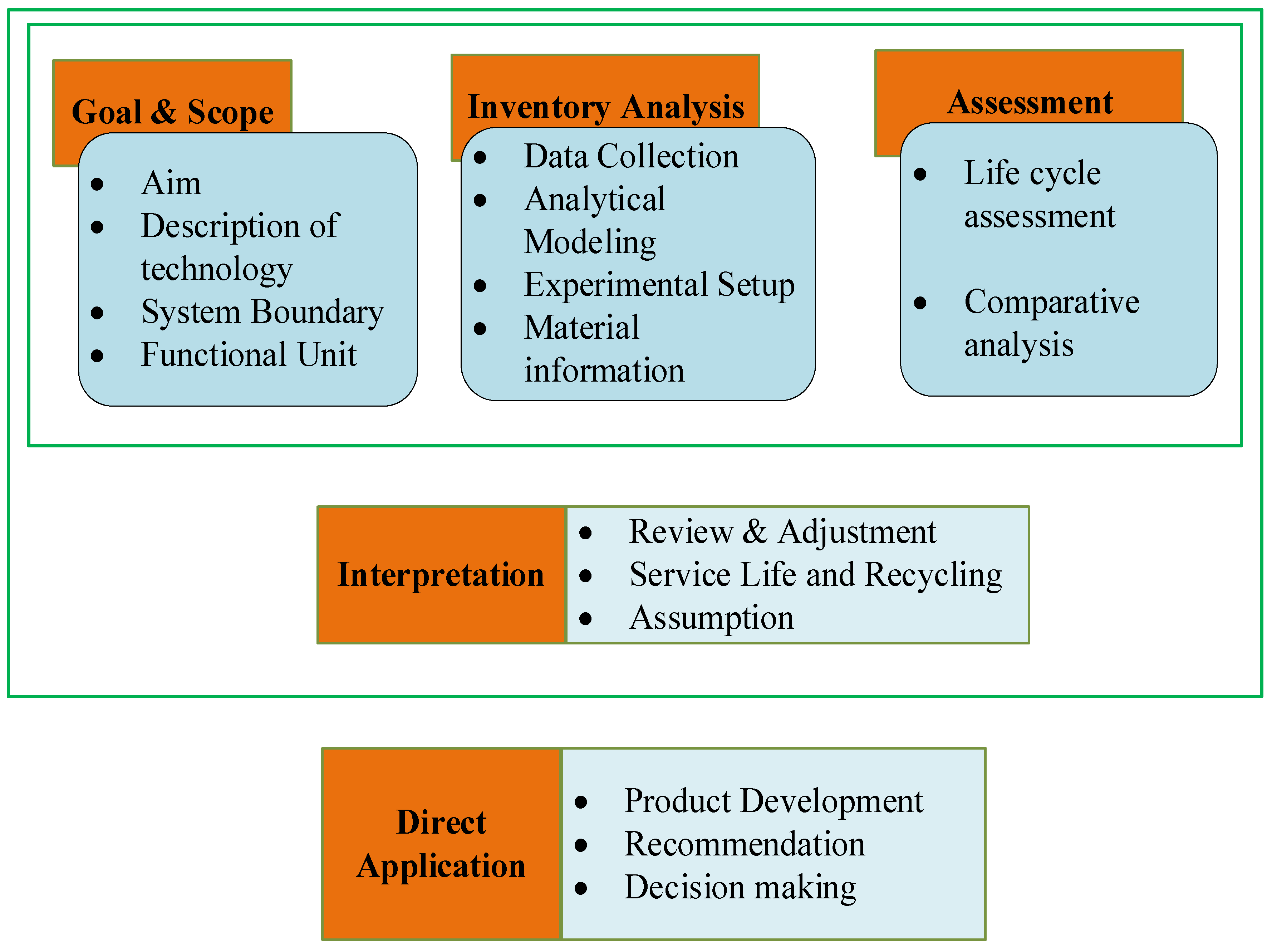
2.1. Goal and Scope
2.1.1. Life Cycle Phase
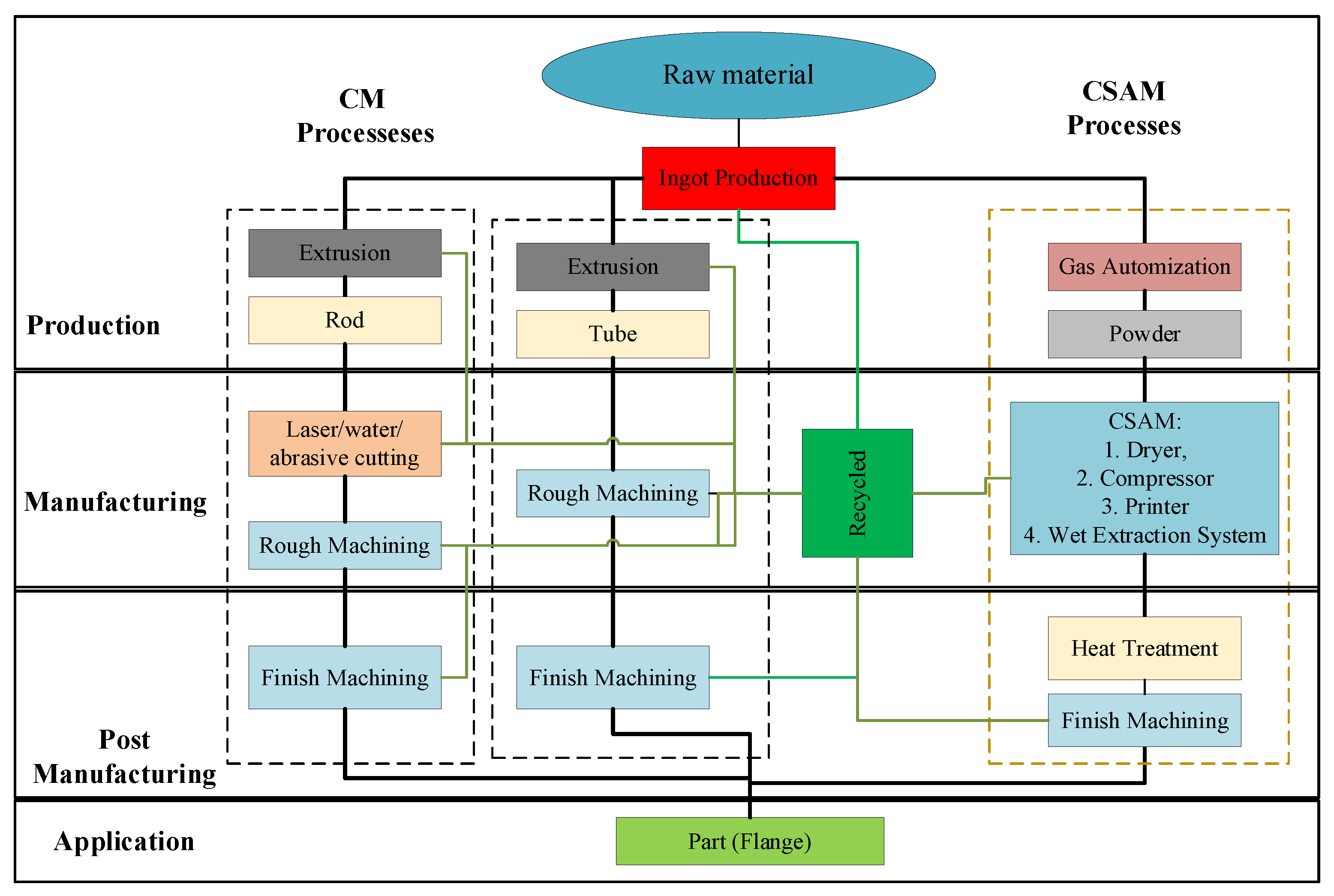
2.1.2. Process Flow and System Boundary
2.1.3. Process Flow and System Boundary
2.2. Life Cycle Inventory Analysis
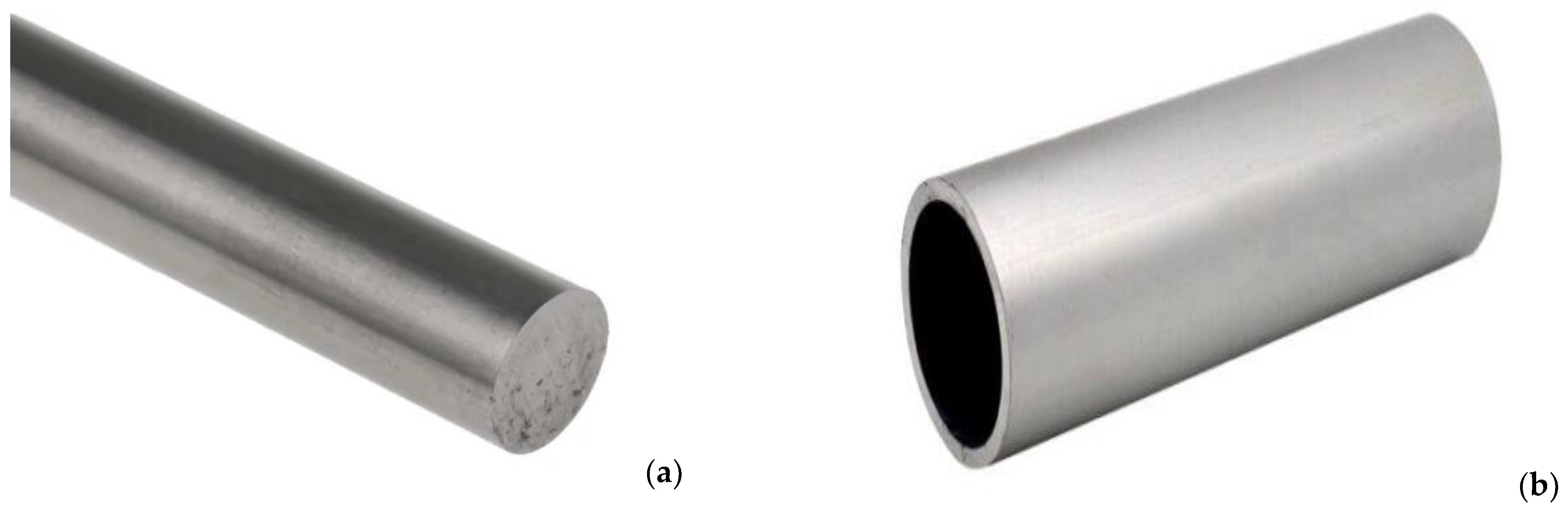
2.2.1. Feedstock Material Production

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Description | Notation | Unit | Quantity |
|---|---|---|---|
| Ingot production | MJ/kg | 150–270 | |
| kg CO2-eq/kg | 12.7–15.1 | ||
| Recycled aluminum alloy | MJ/kg | 34.3 | |
| kg CO2-eq/kg | 2.7 | ||
| Recycling ratio (extrusion) | % | 95 | |
| Recycling ratio (scrap) | % | 80–85 | |
| Cutting tool | MJ/edge | 1.38 | |
| kg CO2-eq/kg | 0.11 | ||
| Cutting fluid | MJ/kg | 1.37 | |
| kg CO2-eq/kg | 0.11 | ||
| Consumption rate of cutting fluid | kg/h | 0.48 |
2.2.2. Conventional Machining
2.2.3. Cold Spray Additive Manufacturing
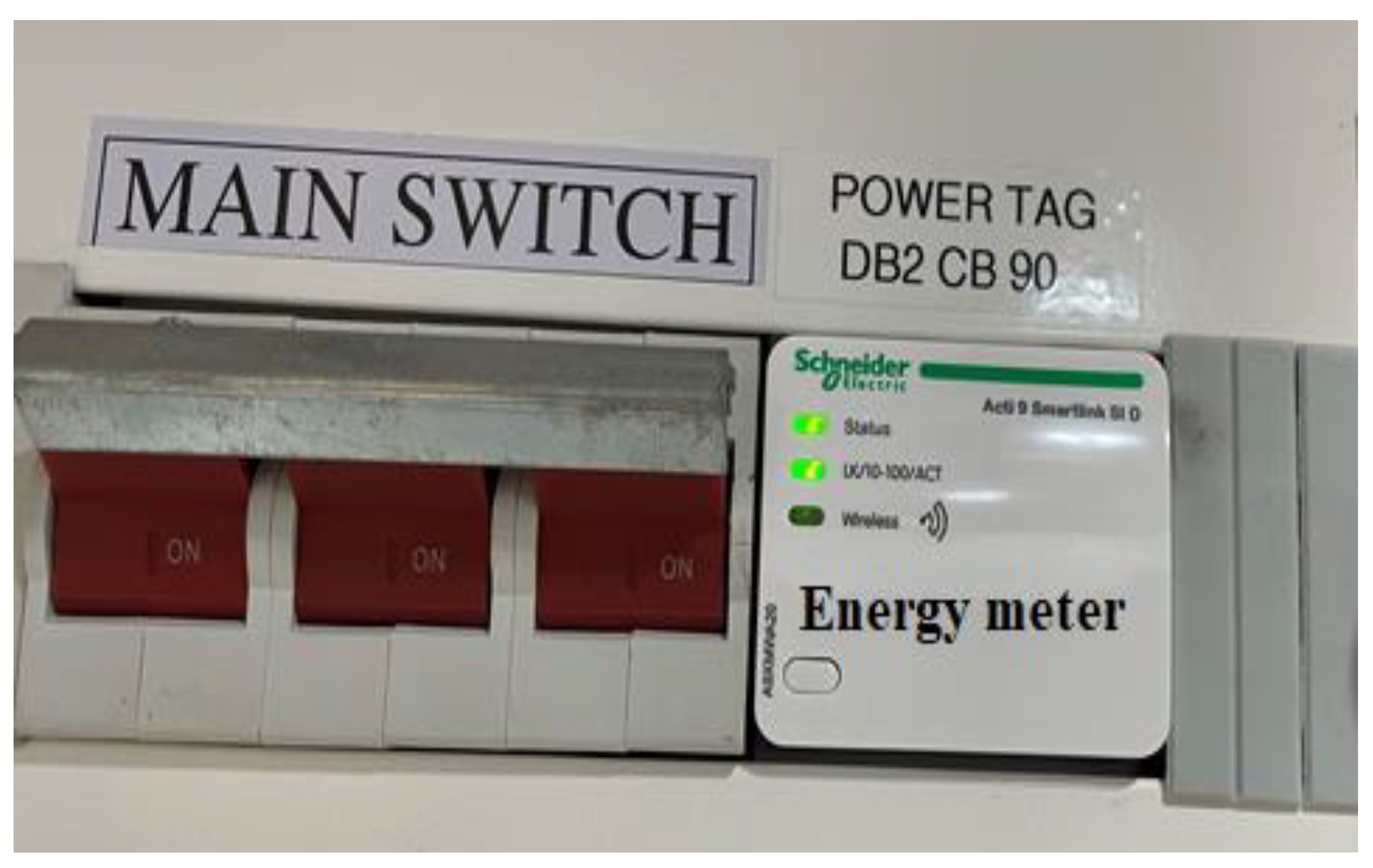
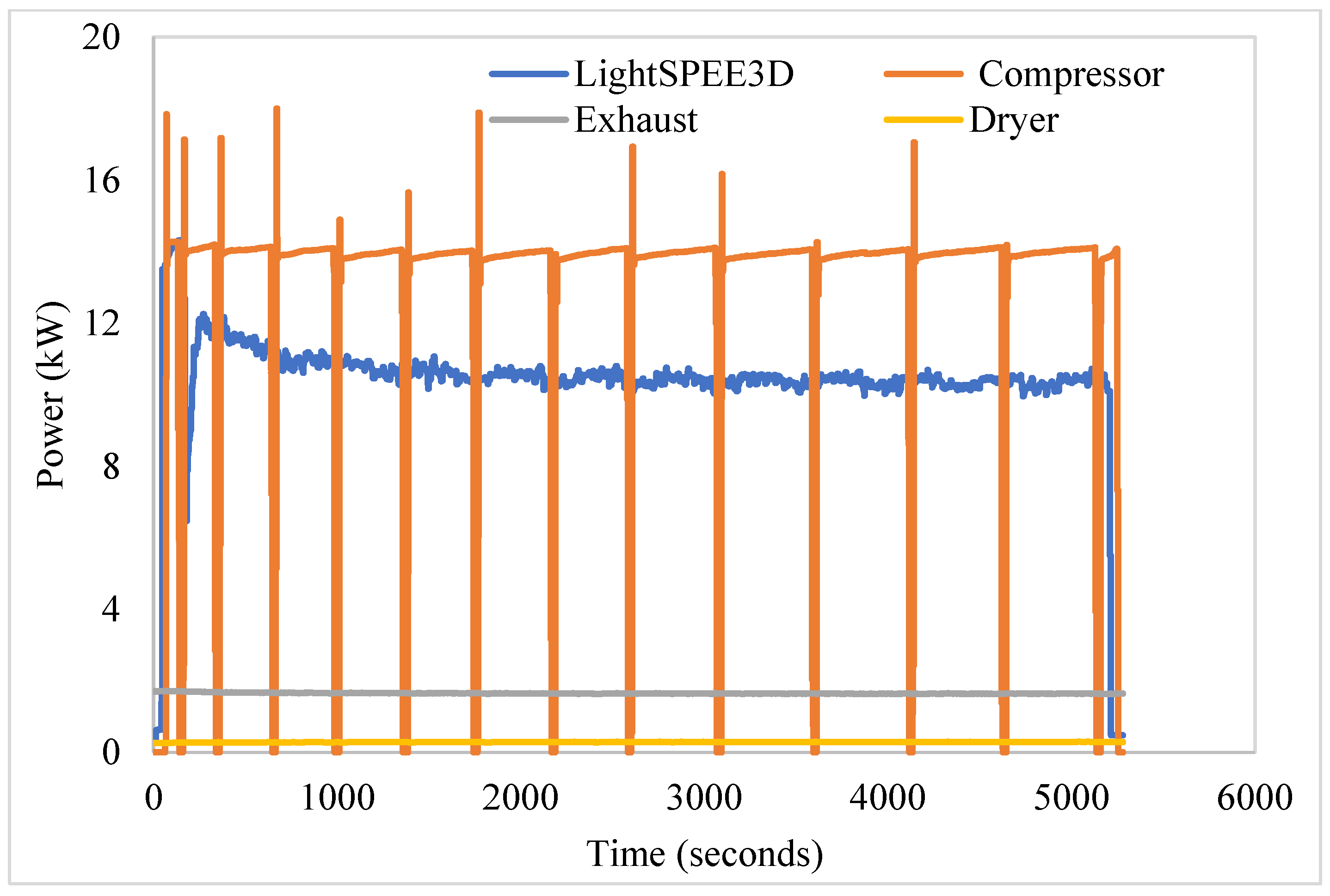
Description of Experimental Setup
Analytical Model for CSAM Process
| Parameter | Compressor | Printer | Extraction | Oven | ||
|---|---|---|---|---|---|---|
| Feeder | Nozzle | |||||
| Temperature (°C) | Inlet | 25 | 40 | 300–350 | - | 25 |
| Outlet | 40 | 40 | 542 | - | 500 | |
| Pressure (MPa) | Inlet | 0.10 | 3.45 | 3.45 | 0.05 | 0.10 |
| Outlet | 3.60 | 3.45 | 3.00 | 0.11 | 0.10 | |
| Feed rate (g/min) | 15 | - | - | - | 1.44 * | |
| Rotation (RPM) | 3600 | - | - | - | - | |
| Current (Ampere) | 22.2 | 32 | 400 | 240 | ||
| Voltage (V) | 415 | 415 | 6.7 | 14.5 | ||
| Power factor | 0.87 | 0.85 | 0.85 | 0.85 | ||
2.3. Impact Assessment
3. Results and Discussion
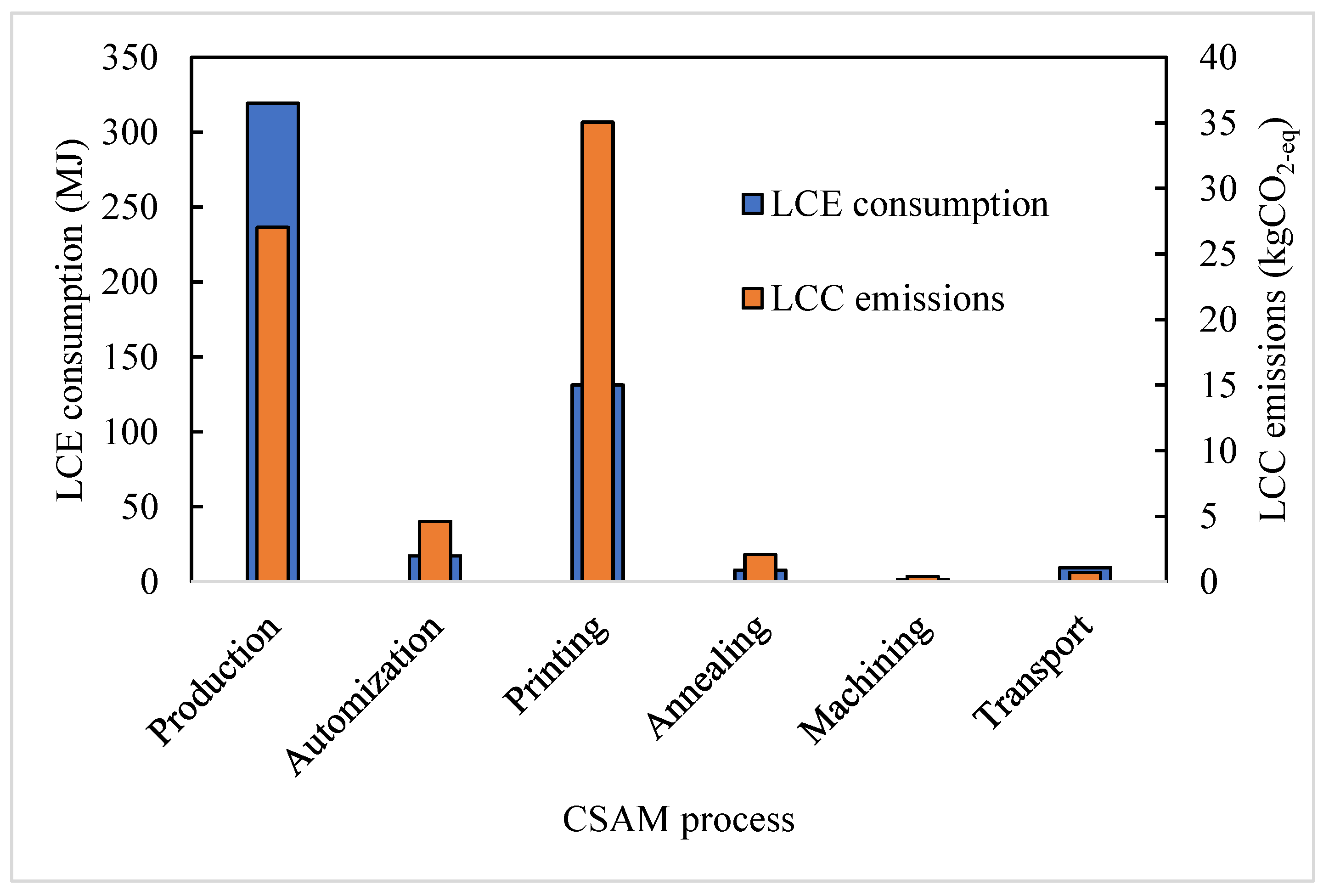
3.1. LCE Consumption and LCC Emissions of CSAM
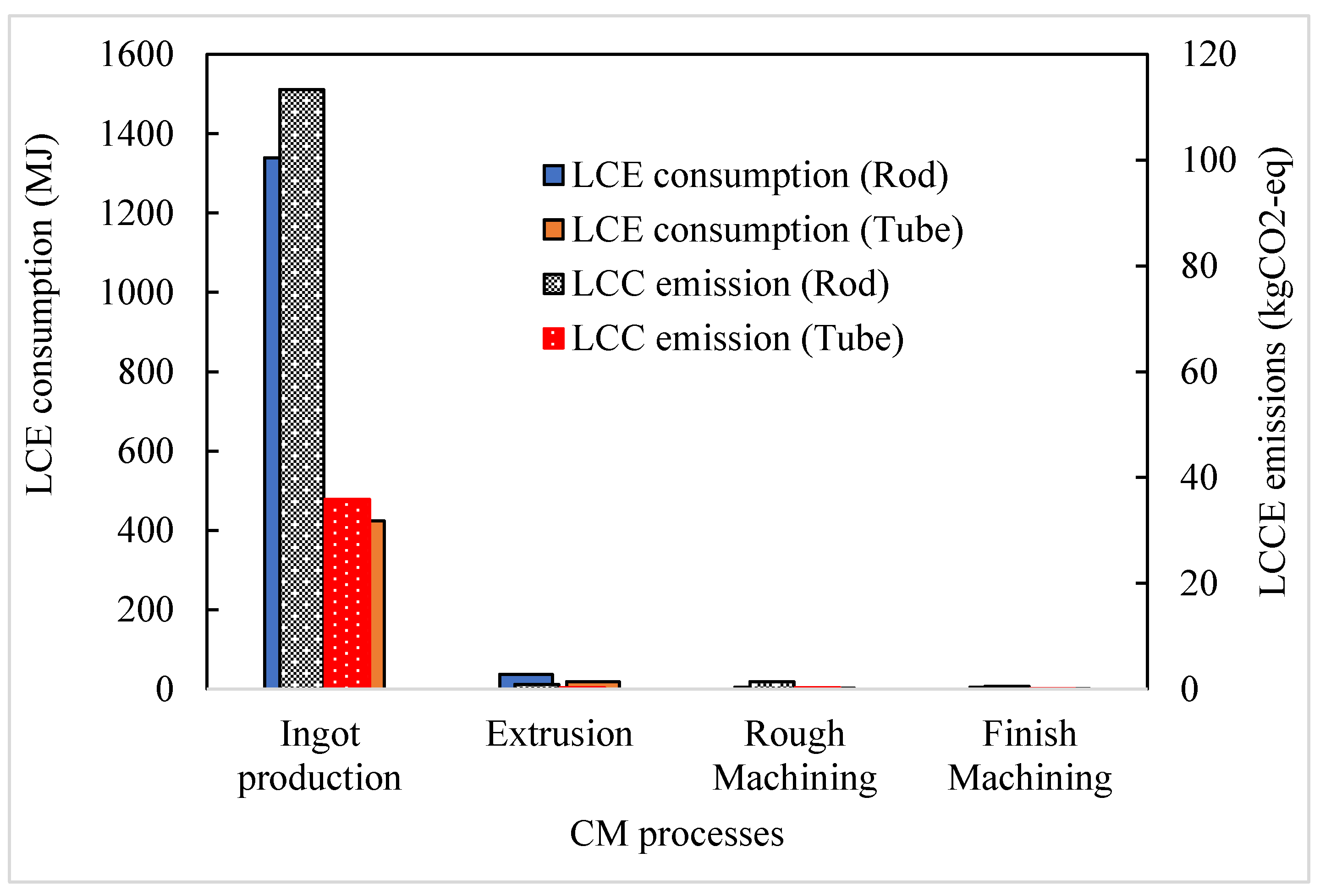
3.2. LCE Consumption and LCC Emissions of CM
3.3. Parametric Analysis
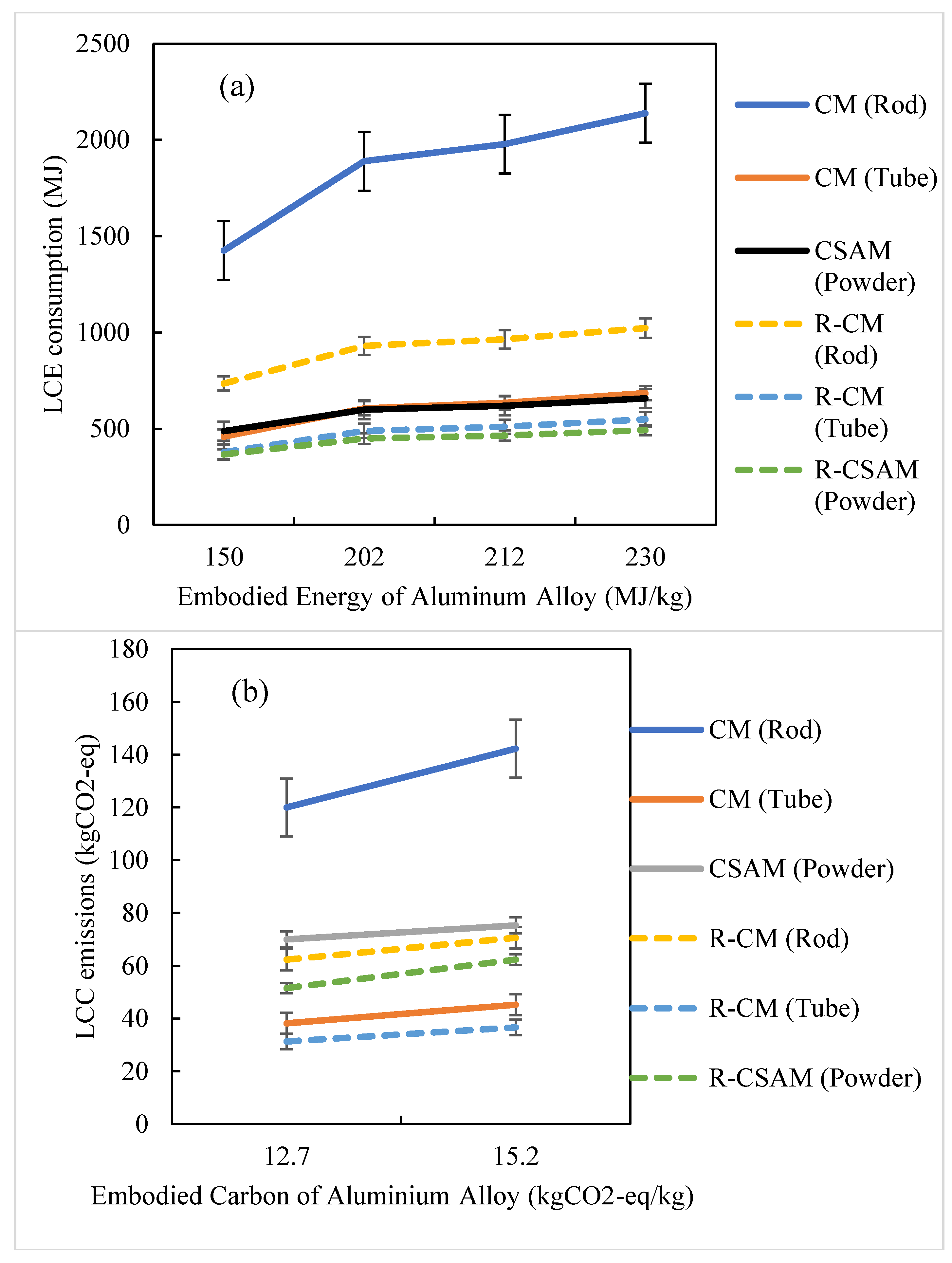
3.3.1. Effect of Energy Use and Emissions Associated with Ingot Production in LCE Consumption and LCC Emission of Printed and Machined Flange with and without Recycling
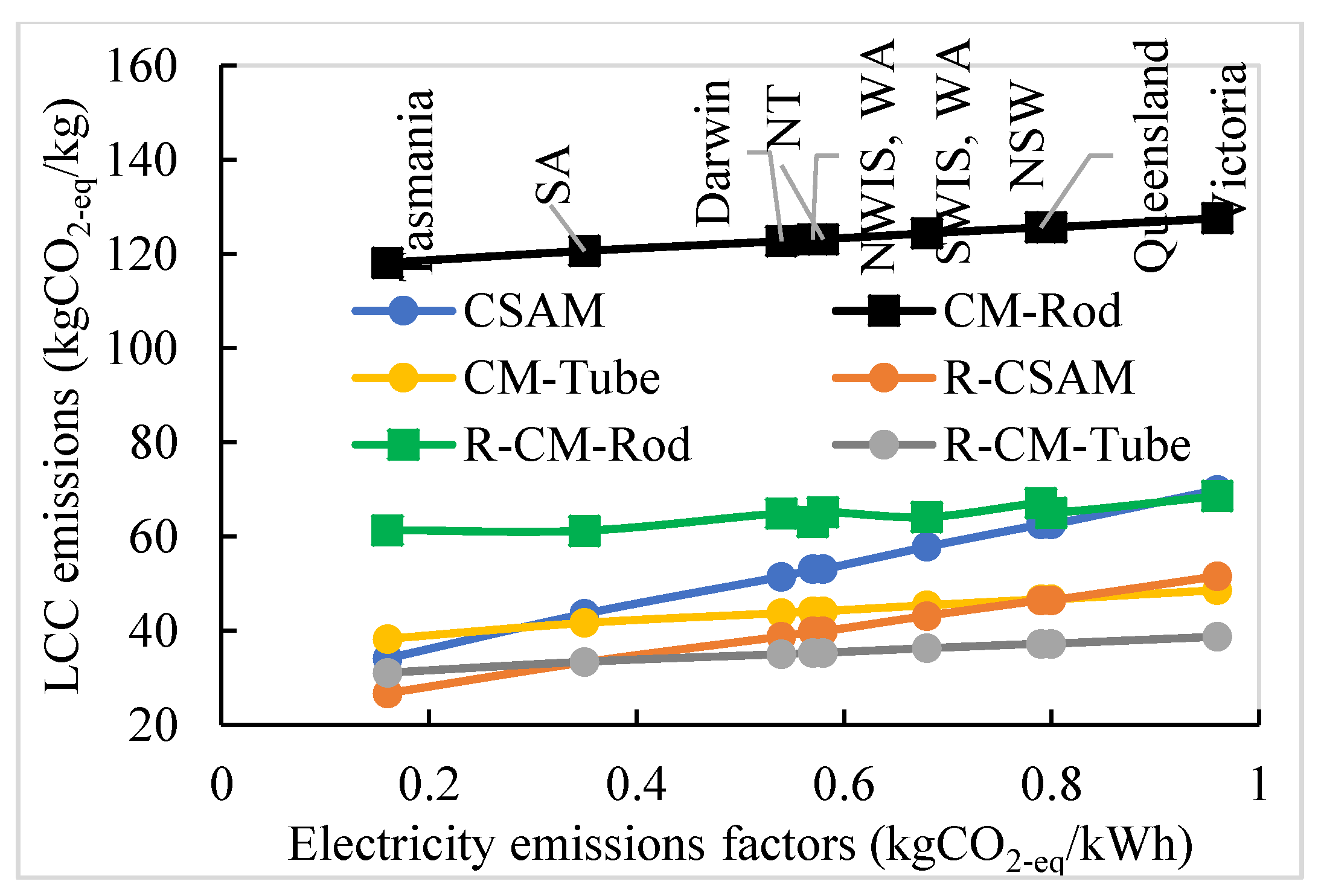
3.3.2. Impacts of Regional Electricity Emissions Factors on LCC Emissions of the Printed and Machined Flanges from Rod and Tube
3.3.3. Impact of Regional Electricity Emissions Factors on LCC Emissions of the Printed and Machined Flanges from Rod and Tube
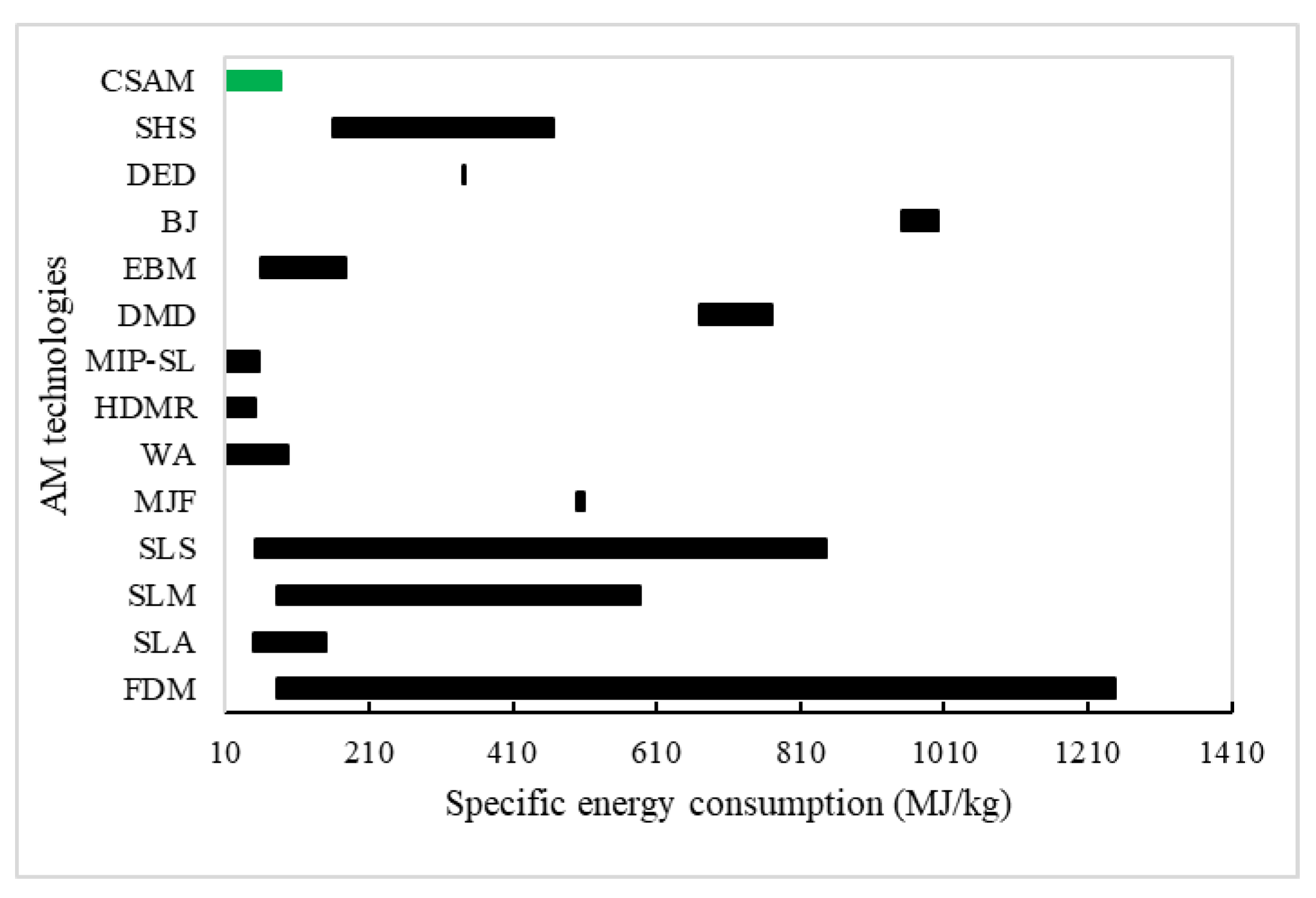
3.4. Qualitative Comparison of CSAM Technology with Conventional Manufacturing
4. Conclusions
5. Future Research Directions
- The present study will be compared with conventional metal forming processes, considering the mass production of components and complex geometric parts. Hence, previous studies also demonstrated that AM processes are only eco-efficient for complex geometry parts from a life cycle perspective [23].
- Life cycle cost analyses should be conducted to investigate the economic benefits of CSAM technology over other CM processes and AM technologies.
- A detailed parametric study will be conducted by developing a theoretical analytical model considering several design and operating parameters of CSAM processes, using the law of mass conservation, and the first and second laws of thermodynamics.
- A comprehensive life cycle assessment will be conducted for different additive and traditional manufacturing technologies considering the same materials, and the operational energy use in each process will be monitored through a pilot case study.
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
Nomenclature
| Raw material used in CM (kg) | |
| Raw material used in CSAM (kg) | |
| Mass of part (kg) | |
| Resource efficiency of extrusion (%) | |
| Resource efficiency of CM (%) | |
| Deposition efficiency (%) | |
| Embodied Energy of ingot (MJ/kg) | |
| Embodied energy of recycled material (MJ/kg) | |
| Embodied energy of cutting tool (MJ/kg) | |
| Embodied energy of cutting fluid (MJkg) | |
| Mass flow rate of cutting fluid (kg/h) | |
| Primary energy production in CM (MJ/kg) | |
| Primary energy production in CSAM (MJ/kg) | |
| MRR | Material removal rate (mm3/sec) |
| SEC | Specific energy consumption (MJ/kg) |
| AM | Additive manufacturing |
| CED | Cumulative energy demand |
| CM | Conventional machining |
| CSAM | Cold spray additive manufacturing |
| CNC | Computerized numerical control |
| CO2PE | Cooperative effort on process emissions in manufacturing |
| DMD | Direct metal deposition |
| FDM | Fused deposit modeling |
| GHG | Greenhouse gas emissions |
| HDMR | Hybrid deposition and micro rolling |
| IEA | International Energy Agency |
| LPBF | Laser powder bed fusion |
| LCC | Life cycle carbon |
| LCE | Life cycle energy |
| MIP-SL | Mask-image-projection-based stereolithography |
| MJF | Multi-jet fusion |
| SLM | Selective laser melting |
| SLS | Selective laser sintering |
| SLA | Stereolithography |
| WA | Wire arc |
References
- Kumar, D.; Memon, R.A.; Memon, A.G. Energy Analysis of Selected Air Distribution System of Heating, Ventilation and Air Conditioning System: A Case Study of a Pharmaceutical Company. Mehran Univ. Res. J. Eng. Technol. 2017, 36, 745–756. [Google Scholar] [CrossRef][Green Version]
- Gao, C.; Wolff, S.; Wang, S. Eco-friendly additive manufacturing of metals: Energy efficiency and life cycle analysis. J. Manuf. Syst. 2021, 60, 459–472. [Google Scholar] [CrossRef]
- IEA. CO2 Emissions from Fuel Combustion Highlights. In Proceedings of the Twentieth Session of the Conference of the Parties to the Climate Change Convention (COP 20), in Conjunction with the Tenth Meeting of the Parties to the Kyoto Protocol (CMP 10), Lima, Peru, 1–12 December 2014; pp. 1–123. [Google Scholar]
- Gutowski, T.G.; Sahni, S.; Allwood, J.M.; Ashby, M.F.; Worrell, E. The energy required to produce materials: Constraints on energy-intensity improvements, parameters of demand. Philos. Trans. R. Soc. A Math. Phys. Eng. Sci. 2013, 371, 20120003. [Google Scholar] [CrossRef]
- Ford, S.; Despeisse, M. Additive manufacturing and sustainability: An exploratory study of the advantages and challenges. J. Clean. Prod. 2016, 137, 1573–1587. [Google Scholar] [CrossRef]
- Zhu, Q.; Li, X.; Li, F.; Zhou, D. The potential for energy saving and carbon emission reduction in China’s regional industrial sectors. Sci. Total Environ. 2020, 716, 135009. [Google Scholar] [CrossRef] [PubMed]
- Sgarbossa, F.; Peron, M.; Lolli, F.; Balugani, E. Conventional or additive manufacturing for spare parts management: An extensive comparison for Poisson demand. Int. J. Prod. Econ. 2021, 233, 107993. [Google Scholar] [CrossRef]
- de Oliveira Campos, F.; Araujo, A.C.; Jardini Munhoz, A.L.; Kapoor, S.G. The influence of additive manufacturing on the micromilling machinability of Ti6Al4V: A comparison of SLM and commercial workpieces. J. Manuf. Process. 2020, 60, 299–307. [Google Scholar] [CrossRef]
- Ingarao, G.; Priarone, P.C. A comparative assessment of energy demand and life cycle costs for additive- and subtractive-based manufacturing approaches. J. Manuf. Process. 2020, 56, 1219–1229. [Google Scholar] [CrossRef]
- Rejeski, D.; Zhao, F.; Huang, Y. Research needs and recommendations on environmental implications of additive manufacturing. Addit. Manuf. 2018, 19, 21–28. [Google Scholar] [CrossRef]
- Liu, Z.; Jiang, Q.; Ning, F.; Kim, H.; Cong, W.; Xu, C.; Zhang, H.-C. Investigation of Energy Requirements and Environmental Performance for Additive Manufacturing Processes. Sustainability 2018, 10, 3606. [Google Scholar] [CrossRef]
- Böckin, D.; Tillman, A.-M. Environmental assessment of additive manufacturing in the automotive industry. J. Clean. Prod. 2019, 226, 977–987. [Google Scholar] [CrossRef]
- Yin, S.; Cavaliere, P.; Aldwell, B.; Jenkins, R.; Liao, H.; Li, W.; Lupoi, R. Cold spray additive manufacturing and repair: Fundamentals and applications. Addit. Manuf. 2018, 21, 628–650. [Google Scholar] [CrossRef]
- Gutowski, T.; Jiang, S.; Cooper, D.; Corman, G.; Hausmann, M.; Manson, J.-A.; Schudeleit, T.; Wegener, K.; Sabelle, M.; Ramos-Grez, J.; et al. Note on the Rate and Energy Efficiency Limits for Additive Manufacturing. J. Ind. Ecol. 2017, 21, S69–S79. [Google Scholar] [CrossRef]
- Atzeni, E.; Barletta, M.; Calignano, F.; Iuliano, L.; Rubino, G.; Tagliaferri, V. Abrasive Fluidized Bed (AFB) finishing of AlSi10Mg substrates manufactured by Direct Metal Laser Sintering (DMLS). Addit. Manuf. 2016, 10, 15–23. [Google Scholar] [CrossRef]
- Hutasoit, N.; Javed, M.A.; Rashid, R.A.R.; Wade, S.; Palanisamy, S. Effects of build orientation and heat treatment on microstructure, mechanical and corrosion properties of Al6061 aluminium parts built by cold spray additive manufacturing process. Int. J. Mech. Sci. 2021, 204, 106526. [Google Scholar] [CrossRef]
- Yoon, H.-S.; Lee, J.-Y.; Kim, H.-S.; Kim, M.-S.; Kim, E.-S.; Shin, Y.-J.; Chu, W.-S.; Ahn, S.-H. A comparison of energy consumption in bulk forming, subtractive, and additive processes: Review and case study. Int. J. Precis. Eng. Manuf.-Green Technol. 2015, 1, 261–279. [Google Scholar] [CrossRef]
- Kellens, K.; Baumers, M.; Gutowski, T.G.; Flanagan, W.; Lifset, R.; Duflou, J.R. Environmental Dimensions of Additive Manufacturing: Mapping Application Domains and Their Environmental Implications. J. Ind. Ecol. 2017, 21, S49–S68. [Google Scholar] [CrossRef]
- Peng, S.; Li, T.; Wang, X.; Dong, M.; Liu, Z.; Shi, J.; Zhang, H. Toward a Sustainable Impeller Production: Environmental Impact Comparison of Different Impeller Manufacturing Methods. J. Ind. Ecol. 2017, 21, S216–S229. [Google Scholar] [CrossRef]
- Ingarao, G.; Priarone, P.C.; Deng, Y.; Paraskevas, D. Environmental modelling of aluminium based components manufacturing routes: Additive manufacturing versus machining versus forming. J. Clean. Prod. 2018, 176, 261–275. [Google Scholar] [CrossRef]
- Watson, J.K.; Taminger, K.M.B. A decision-support model for selecting additive manufacturing versus subtractive manufacturing based on energy consumption. J. Clean. Prod. 2018, 176, 1316–1322. [Google Scholar] [CrossRef]
- Yang, S.; Min, W.; Ghibaudo, J.; Zhao, Y.F. Understanding the sustainability potential of part consolidation design supported by additive manufacturing. J. Clean. Prod. 2019, 232, 722–738. [Google Scholar] [CrossRef]
- Torres-Carrillo, S.; Siller, H.R.; Vila, C.; López, C.; Rodríguez, C.A. Environmental analysis of selective laser melting in the manufacturing of aeronautical turbine blades. J. Clean. Prod. 2020, 246, 119068. [Google Scholar] [CrossRef]
- Wippermann, A.; Gutowski, T.G.; Denkena, B.; Dittrich, M.A.; Wessarges, Y. Electrical energy and material efficiency analysis of machining, additive and hybrid manufacturing. J. Clean. Prod. 2020, 251, 119731. [Google Scholar] [CrossRef]
- Zhang, H.; Huang, C.; Wang, G.; Li, R.; Zhao, G. Comparison of energy consumption between hybrid deposition & micro-rolling and conventional approach for wrought parts. J. Clean. Prod. 2021, 279, 123307. [Google Scholar] [CrossRef]
- Saboori, A.; Aversa, A.; Marchese, G.; Biamino, S.; Lombardi, M.; Fino, P. Application of Directed Energy Deposition-Based Additive Manufacturing in Repair. Appl. Sci. 2019, 9, 3316. [Google Scholar] [CrossRef]
- Morrow, W.; Qi, H.; Kim, I.; Mazumder, J.; Skerlos, S. Environmental aspects of laser-based and conventional tool and die manufacturing. J. Clean. Prod. 2007, 15, 932–943. [Google Scholar] [CrossRef]
- Priarone, P.C.; Campatelli, G.; Catalano, A.R.; Baffa, F. Life-cycle energy and carbon saving potential of Wire Arc Additive Manufacturing for the repair of mold inserts. CIRP J. Manuf. Sci. Technol. 2021, 35, 943–958. [Google Scholar] [CrossRef]
- Priarone, P.C.; Catalano, A.R.; Simeone, A.; Settineri, L. Effects of deposition parameters on cumulative energy demand for Cold Metal Transfer additive manufacturing processes. CIRP Ann. 2022, 71, 17–20. [Google Scholar] [CrossRef]
- Petrat, T.; Graf, B.; Gumenyuk, A.; Rethmeier, M. Laser Metal Deposition as Repair Technology for a Gas Turbine Burner Made of Inconel 718. Phys. Procedia 2016, 83, 761–768. [Google Scholar] [CrossRef]
- Louvis, E.; Fox, P.; Sutcliffe, C.J. Selective laser melting of aluminium components. J. Mater. Process. Technol. 2011, 211, 275–284. [Google Scholar] [CrossRef]
- Montero-Sistiaga, M.L.; Mertens, R.; Vrancken, B.; Wang, X.; Van Hooreweder, B.; Kruth, J.-P.; Van Humbeeck, J. Changing the alloy composition of Al7075 for better processability by selective laser melting. J. Mater. Process. Technol. 2016, 238, 437–445. [Google Scholar] [CrossRef]
- Zhou, Y.H.; Zhang, Z.H.; Wang, Y.P.; Liu, G.; Zhou, S.Y.; Li, Y.L.; Shen, J.; Yan, M. Selective laser melting of typical metallic materials: An effective process prediction model developed by energy absorption and consumption analysis. Addit. Manuf. 2019, 25, 204–217. [Google Scholar] [CrossRef]
- Prasad, K.; Khalik, M.A.; Hutasoit, N.; Rahman Rashid, R.A.; Rashid, R.; Duguid, A.; Palanisamy, S. Printability of low-cost pre-heat-treated ball milled Al7075 powders using compressed air assisted cold spray additive manufacturing. Addit. Manuf. Lett. 2022, 3, 100046. [Google Scholar] [CrossRef]
- Sun, S.; Zhang, D.; Palanisamy, S.; Liu, Q.; Dargusch, M.S. Mechanical properties and deformation mechanisms of martensitic Ti6Al4V alloy processed by laser powder bed fusion and water quenching. Mater. Sci. Eng. A 2022, 839, 142817. [Google Scholar] [CrossRef]
- Prashar, G.; Vasudev, H. A comprehensive review on sustainable cold spray additive manufacturing: State of the art, challenges and future challenges. J. Clean. Prod. 2021, 310, 127606. [Google Scholar] [CrossRef]
- Chohan, I.M.; Ahmad, A.; Sallih, N.; Bheel, N.; Ali, M.; Deifalla, A.F. A review on life cycle assessment of different pipeline materials. Results in Engineering 2023, 19, 101325. [Google Scholar] [CrossRef]
- LightSPEE3D. 2022. Available online: https://www.spee3d.com/ (accessed on 5 January 2022).
- Cresko, J.; Carpenter, A.; Das, S.; Dollinger, C.; Fisher, A.; Brueske, S.; Luo, A.A. Bandwidth Study on Energy Use and Potential Energy Saving Opportunities in U.S. Aluminum Manufacturing. The U.S. Department of Energy (DOE)’s Advanced Manufacturing Office (AMO): Washington, DC, USA, 2017. [Google Scholar]
- CO2 Footprint of Your Aluminum Profile. 2019. Available online: https://www.hydro.com/en-DE/about-hydro/hydro-worldwide/europe/austria/nenzing/hydro-nenzing/co2-footprint-of-your-aluminum-profile/ (accessed on 20 March 2022).
- Behrens, B.-A.; Frischkorn, C.; Bonhage, M. Reprocessing of AW2007, AW6082 and AW7075 aluminium chips by using sintering and forging operations. Prod. Eng. 2014, 8, 443–451. [Google Scholar] [CrossRef]
- Faludi, J.; Baumers, M.; Maskery, I.; Hague, R. Environmental Impacts of Selective Laser Melting: Do Printer, Powder, Or Power Dominate? J. Ind. Ecol. 2017, 21, S144–S156. [Google Scholar] [CrossRef]
- Ingarao, G.; Priarone, P.C.; Gagliardi, F.; Di Lorenzo, R.; Settineri, L. Subtractive versus mass conserving metal shaping technologies: An environmental impact comparison. J. Clean. Prod. 2015, 87, 862–873. [Google Scholar] [CrossRef]
- Priarone, P.C.; Robiglio, M.; Settineri, L. On the concurrent optimization of environmental and economic targets for machining. J. Clean. Prod. 2018, 190, 630–644. [Google Scholar] [CrossRef]
- Hammond, G.P.; Jones, C.I. Embodied energy and carbon in construction materials. Proc. Inst. Civ. Eng. Energy 2008, 161, 87–98. [Google Scholar] [CrossRef]
- Zavalan, F.-L.; Rona, A. A workflow for designing contoured axisymmetric nozzles for enhancing additively manufactured cold spray deposits. Addit. Manuf. 2023, 62, 103379. [Google Scholar] [CrossRef]
- Ingarao, G.; Priarone, P.C.; Di Lorenzo, R.; Settineri, L. A methodology for evaluating the influence of batch size and part geometry on the environmental performance of machining and forming processes. J. Clean. Prod. 2016, 135, 1611–1622. [Google Scholar] [CrossRef]
- Xiao, Y.; Reuter, M.A. Recycling of distributed aluminium turning scrap. Miner. Eng. 2002, 15, 963–970. [Google Scholar] [CrossRef]
- Kara, S.; Li, W. Unit process energy consumption models for material removal processes. CIRP Ann. 2011, 60, 37–40. [Google Scholar] [CrossRef]
- Jankovic, P.; Madic, M.; Petkovic, D.; Radovanovic, M. Analysis and modeling of the effects of process parameters on specific cutting energy in abrasive water jet cutting. Therm. Sci. 2018, 22 (Suppl. S5), 1459–1470. [Google Scholar] [CrossRef]
- Behrendt, T.; Zein, A.; Min, S. Development of an energy consumption monitoring procedure for machine tools. CIRP Ann. 2012, 61, 43–46. [Google Scholar] [CrossRef]
- EcoStruxure. Acti9 PowerTag Link. 2022. Available online: https://www.se.com/ww/en/product-range/64482-acti9-powertag-link/#documents (accessed on 13 July 2022).
- COA. National Greenhouse Accounts Factors; Department of the Environment: Canberra, Australia, 2021. [Google Scholar]
- Ali, M.S.; Shafique, Q.N.; Kumar, D.; Kumar, S.; Kumar, S. Energy and exergy analysis of a 747-MW combined cycle power plant Guddu. Int. J. Ambient. Energy 2020, 41, 1495–1504. [Google Scholar] [CrossRef]
- Tariq, N.H.; Gyansah, L.; Wang, J.Q.; Qiu, X.; Feng, B.; Siddique, M.T.; Xiong, T.Y. Cold spray additive manufacturing: A viable strategy to fabricate thick B4C/Al composite coatings for neutron shielding applications. Surf. Coat. Technol. 2018, 339, 224–236. [Google Scholar] [CrossRef]
- Acero, A.P.; Rodríguez, C.; Ciroth, A. LCIA Methods Impact Assessment Methods in Life Cycle Assessment and Their Impact Categories; GreenDelta GmbH: Berlin, Germany, 2016; Available online: https://eplca.jrc.ec.europa.eu/ilcd.html (accessed on 18 April 2024).
- Liu, Z.Y.; Li, C.; Fang, X.Y.; Guo, Y.B. Energy Consumption in Additive Manufacturing of Metal Parts. Procedia Manuf. 2018, 26, 834–845. [Google Scholar] [CrossRef]
- Kumar, D.; Alam, M.; Sanjayan, J.G. Development of sustainable heat resistive and storage panels for building envelope: An experimental and numerical study. Constr. Build. Mater. 2023, 403, 133093. [Google Scholar] [CrossRef]
- Ma, Z.; Gao, M.; Wang, Q.; Wang, N.; Li, L.; Liu, C.; Liu, Z. Energy consumption distribution and optimization of additive manufacturing. Int. J. Adv. Manuf. Technol. 2021, 116, 3377–3390. [Google Scholar] [CrossRef]
- Wiesea, M.; Leiden, A.; Rogall, C.; Thiede, S.; Herrmann, C. Modeling energy and resource use in additive manufacturing of automotive series parts with multi-jet fusion and selective laser sintering. Procedia CIRP 2021, 98, 358–363. [Google Scholar] [CrossRef]
- Baumers, M.; Tuck, C.; Wildman, R.; Ashcroft, I.; Hague, R. Shape Complexity and Process Energy Consumption in Electron Beam Melting: A Case of Something for Nothing in Additive Manufacturing? J. Ind. Ecol. 2017, 21, S157–S167. [Google Scholar] [CrossRef]
- Bourhis, F.L.; Kerbrat, O.; Hascoet, J.-Y.; Mognol, P. Sustainable manufacturing: Evaluation and modeling of environmental impacts in additive manufacturing. Int. J. Adv. Manuf. Technol. 2013, 69, 1927–1939. [Google Scholar] [CrossRef]











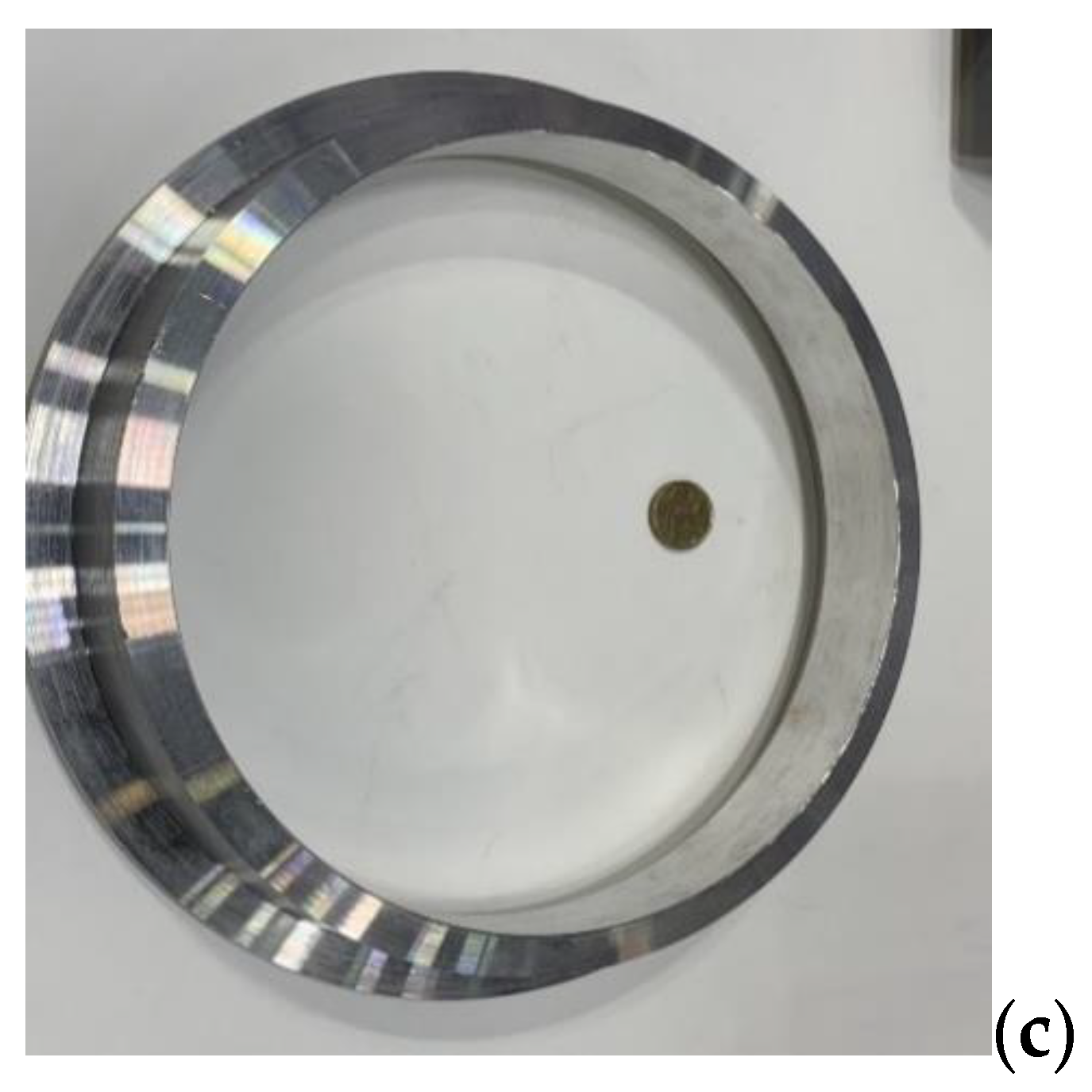
| Description | Unit | Quantity |
|---|---|---|
| Density of Al6061 | g/cm3 | 2.7 |
| Volume | cm3 | 531.67 |
| Mass | kg | 1.44 |
| Length | mm | 45 |
| Inner diameter | mm | 202 |
| Outer diameter | mm | 245 |
| Powder feed rate | kg/h | 2 |
| Deposition efficiency | % | 78 |
| Finishing tolerance | mm | 1 |
| Operation period | min | 87 |
| Machine Type | Manufacture Information | SEC (kJ/cm3) | R2 | Idle Power (Po) (kW) |
|---|---|---|---|---|
| Colchester Tornado A50 | Colchester Machine Tool Solutions, West Yorkshire, United Kingdom | SEC = 1.494 + 2.191/MRR | 0.993 | 1.16 |
| Mori Seiki NL2000MC/500 | DMG Mori Co., Ltd., Tokyo, Japan | SEC = 3.6 + 2.445/MRR | 0.927 | 1.58 |
| IKEGAI AX 20 | Ikegai, Massachusetts, USA | SEC = 2.093 + 4.415/MRR | 0.981 | 1.77 |
| Mori Seiki SL-15 | Mori Seiki, Melbourne, Australia | SEC = 2.378 + 2.273/MRR | 0.94 | 1.48 |
| Nakamura TMC-15 | Nakamura-Tome Precision Industry Co., Ltd., Mainz-Bingen, Germany | SEC = 3.73 + 2.349/MRR | 0.929 | 1.54 |
| Process Parameter | Units | Roughing | Finishing |
|---|---|---|---|
| Cutting speed (set constant), vc (mm/min) | mm/min | 200,000 | 225,000 |
| Maximum spindle speed, nmax (rpm) | rpm | 4000 | 4000 |
| Feed, f (mm/rev) | mm/rev | 0.3 | 0.15 |
| Depth of cut, ap (mm) | mm | 1.5 | 0.25 |
| Lubrication conditions | Wet cutting | Wet cutting |
| State | Emissions Factor, kg CO2-eq/kWh |
|---|---|
| Tasmania | 0.18 |
| South Australia | 0.33 |
| Darwin Katherine Interconnected System (DKIS) in the Northern Territory | 0.55 |
| Northern Territory (NT) | 0.58 |
| North Western Interconnected System (NWIS) in Western Australia | 0.61 |
| South West Interconnected System (SWIS) in Western Australia | 0.77 |
| New South Wales and the Australian Capital Territory | 0.79 |
| Queensland | 0.88 |
| Victoria | 0.92 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Kumar, D.; Palanisamy, S.; Krishnan, K.; Alam, M.M. Life Cycle Assessment of Cold Spray Additive Manufacturing and Conventional Machining of Aluminum Alloy Flange. Metals 2023, 13, 1684. https://doi.org/10.3390/met13101684
Kumar D, Palanisamy S, Krishnan K, Alam MM. Life Cycle Assessment of Cold Spray Additive Manufacturing and Conventional Machining of Aluminum Alloy Flange. Metals. 2023; 13(10):1684. https://doi.org/10.3390/met13101684
Chicago/Turabian StyleKumar, Dileep, Suresh Palanisamy, Kannoorpatti Krishnan, and Md Morshed Alam. 2023. "Life Cycle Assessment of Cold Spray Additive Manufacturing and Conventional Machining of Aluminum Alloy Flange" Metals 13, no. 10: 1684. https://doi.org/10.3390/met13101684
APA StyleKumar, D., Palanisamy, S., Krishnan, K., & Alam, M. M. (2023). Life Cycle Assessment of Cold Spray Additive Manufacturing and Conventional Machining of Aluminum Alloy Flange. Metals, 13(10), 1684. https://doi.org/10.3390/met13101684