
Numerical Investigation on the Effect of Residual Stresses on the Effective Mechanical Properties of 3D-Printed TPMS Lattices


Abstract
:1. Introduction
2. Modeling Framework
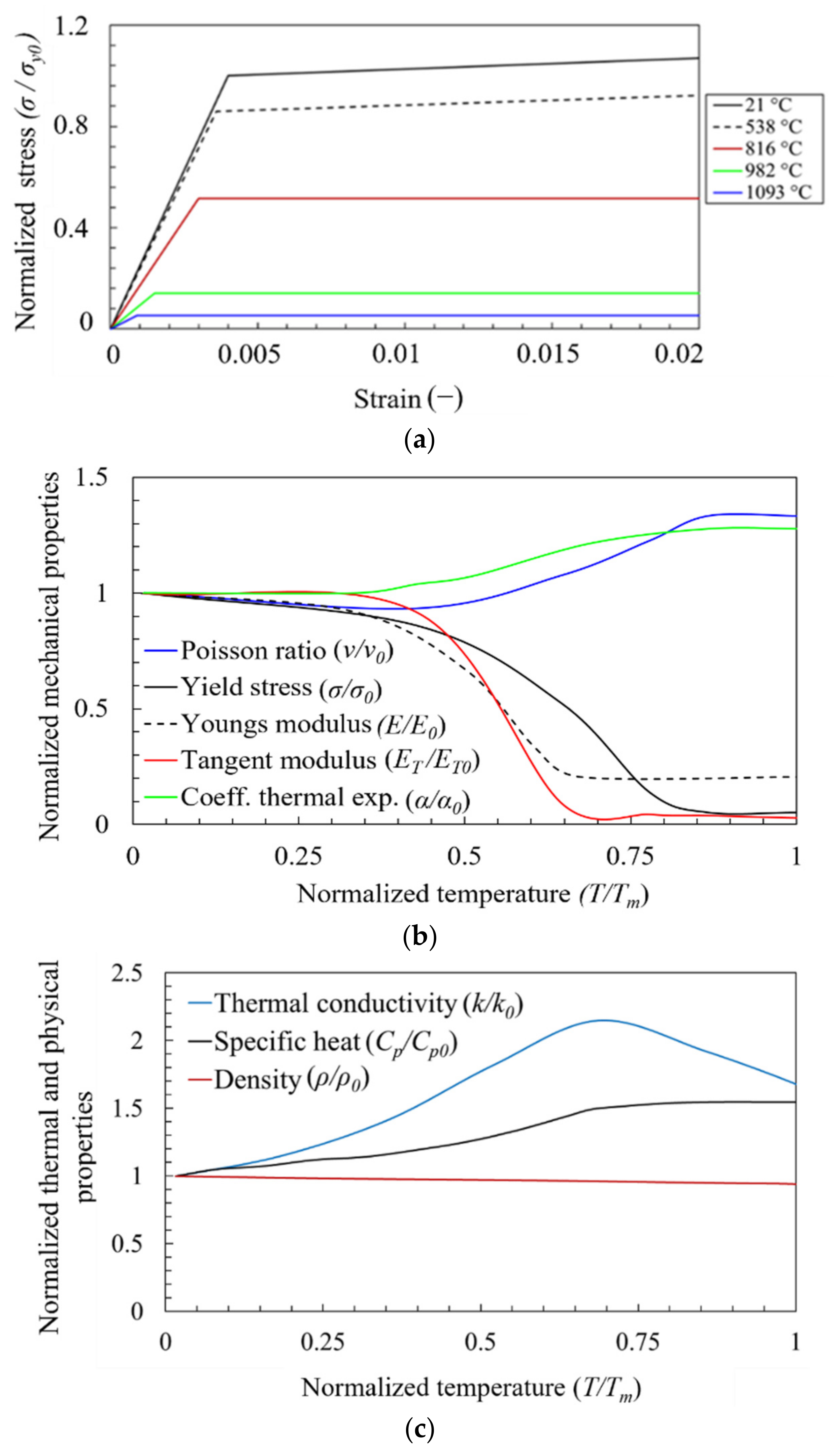
2.1. Material
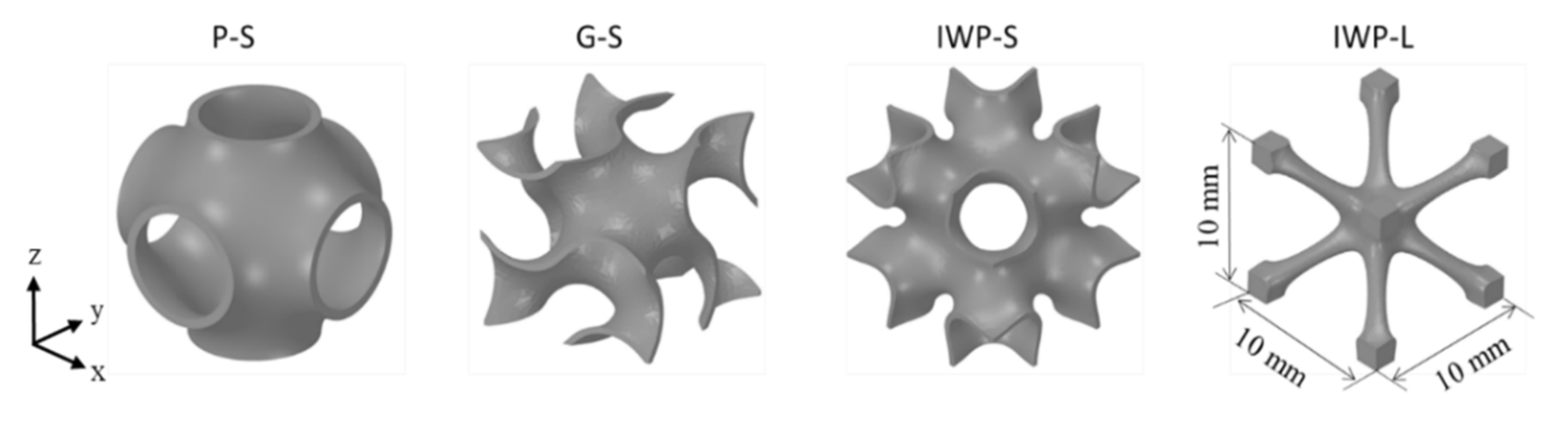
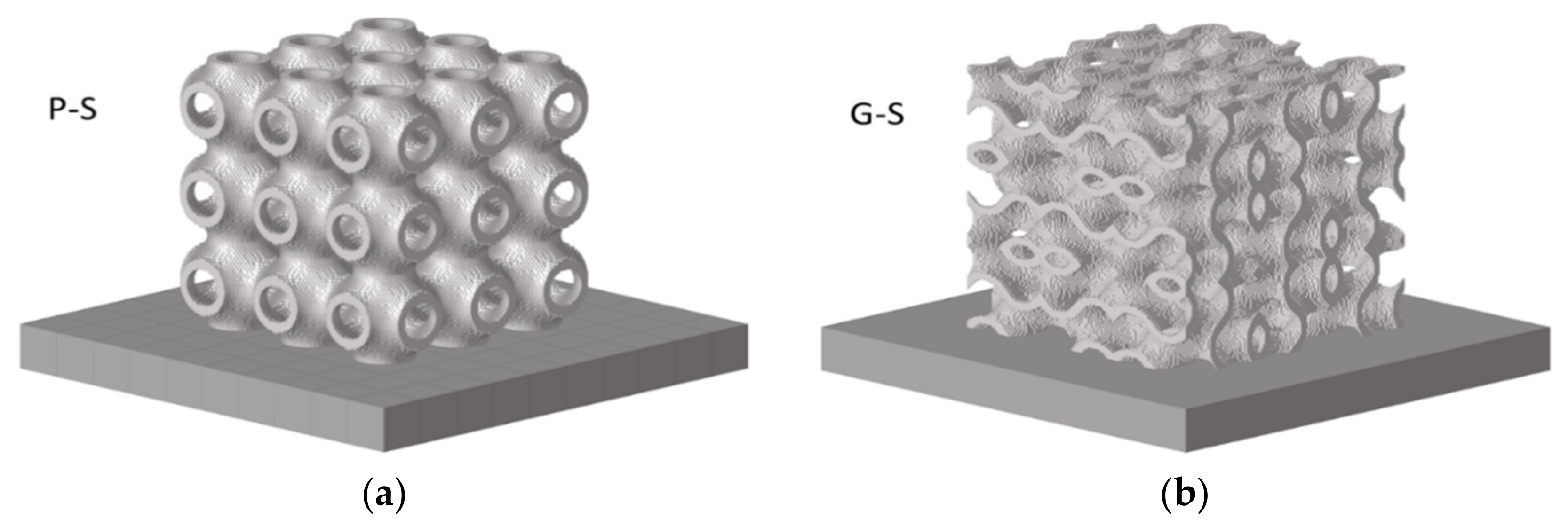
2.2. Design of Triply Periodic Minimum Surfaces (TPMS)
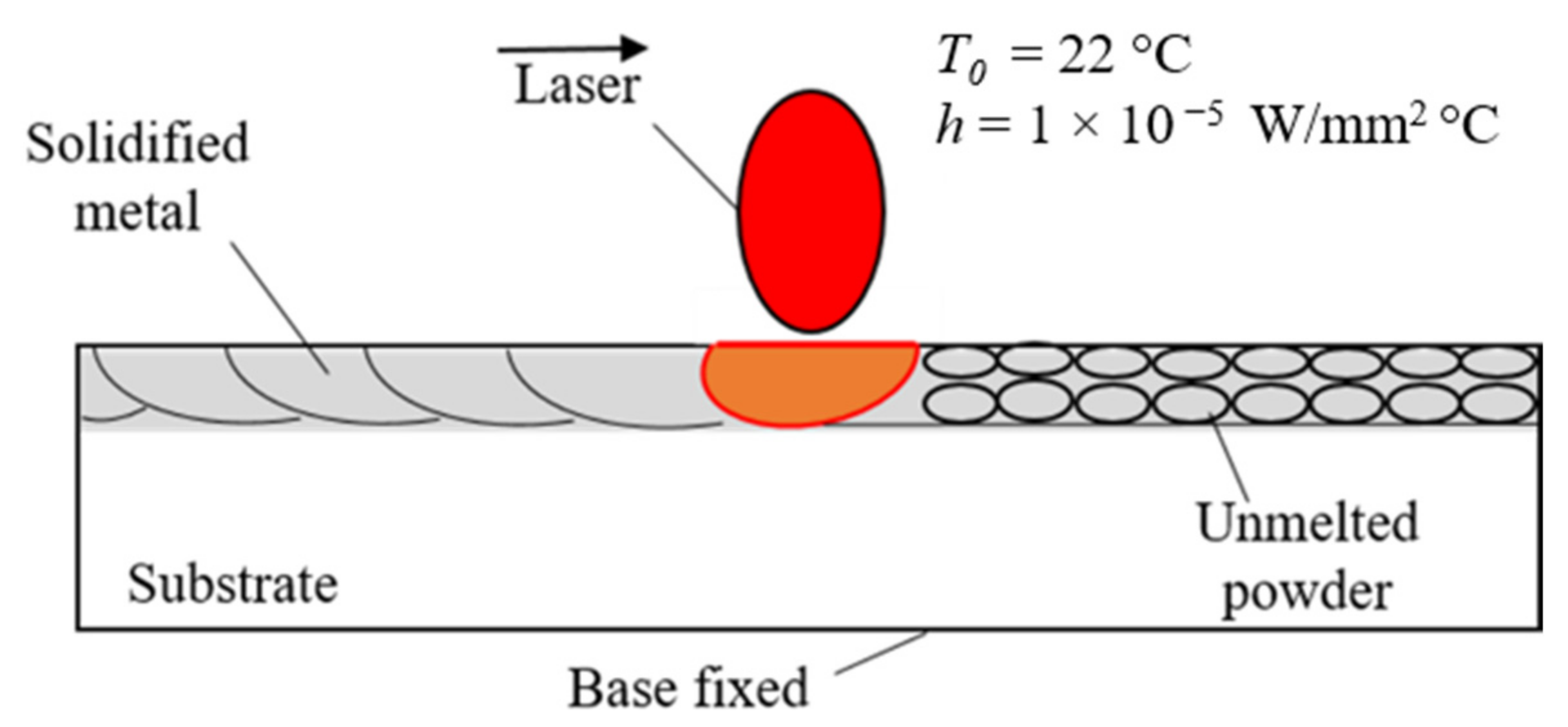
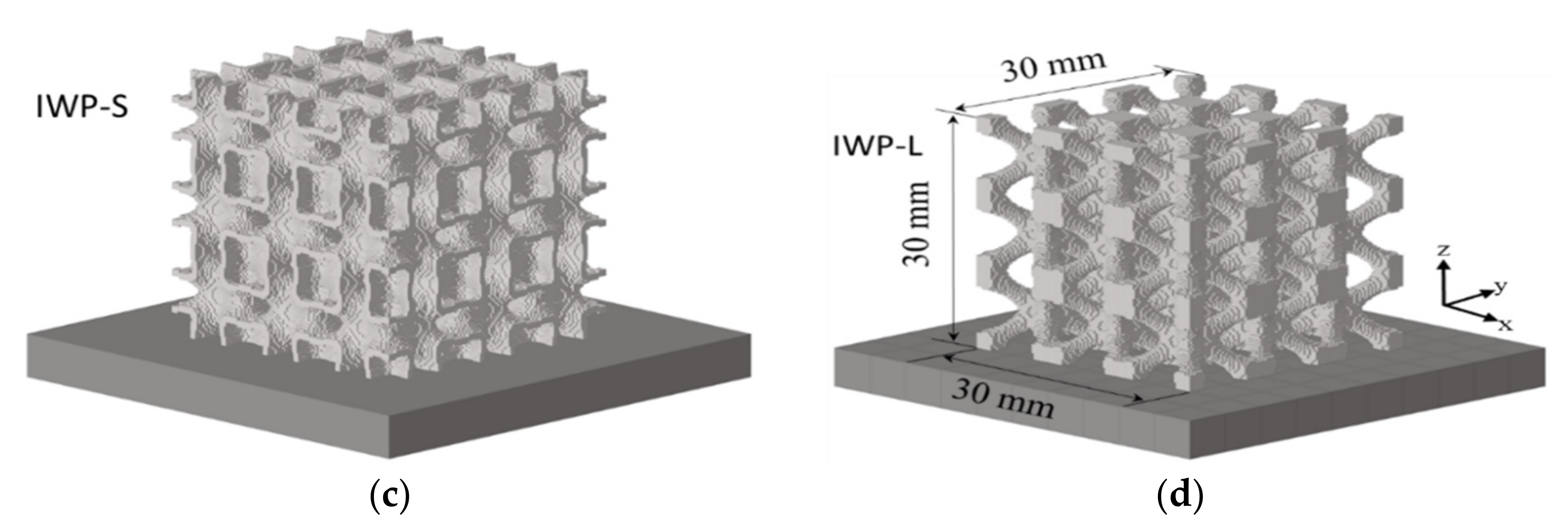
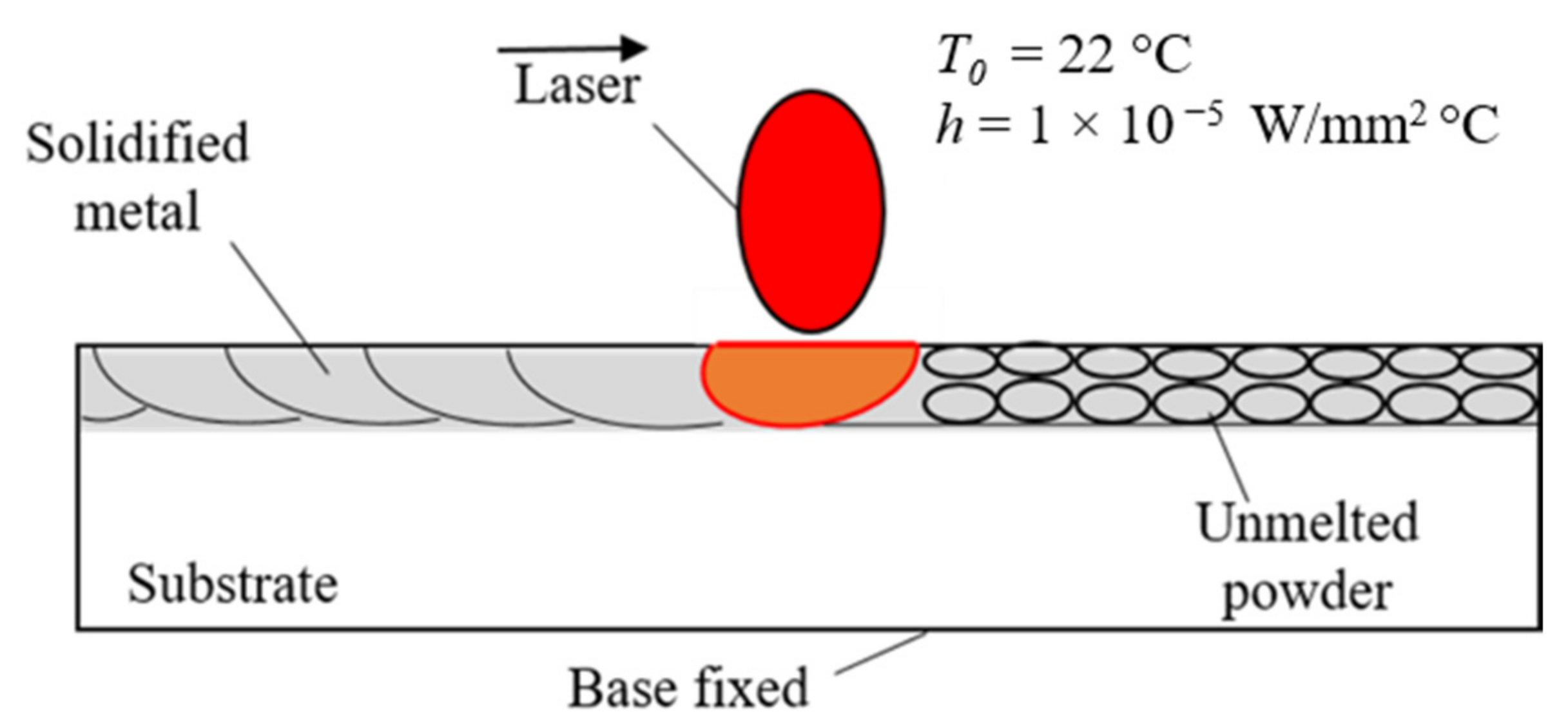
2.3. Residual Stress Simulation
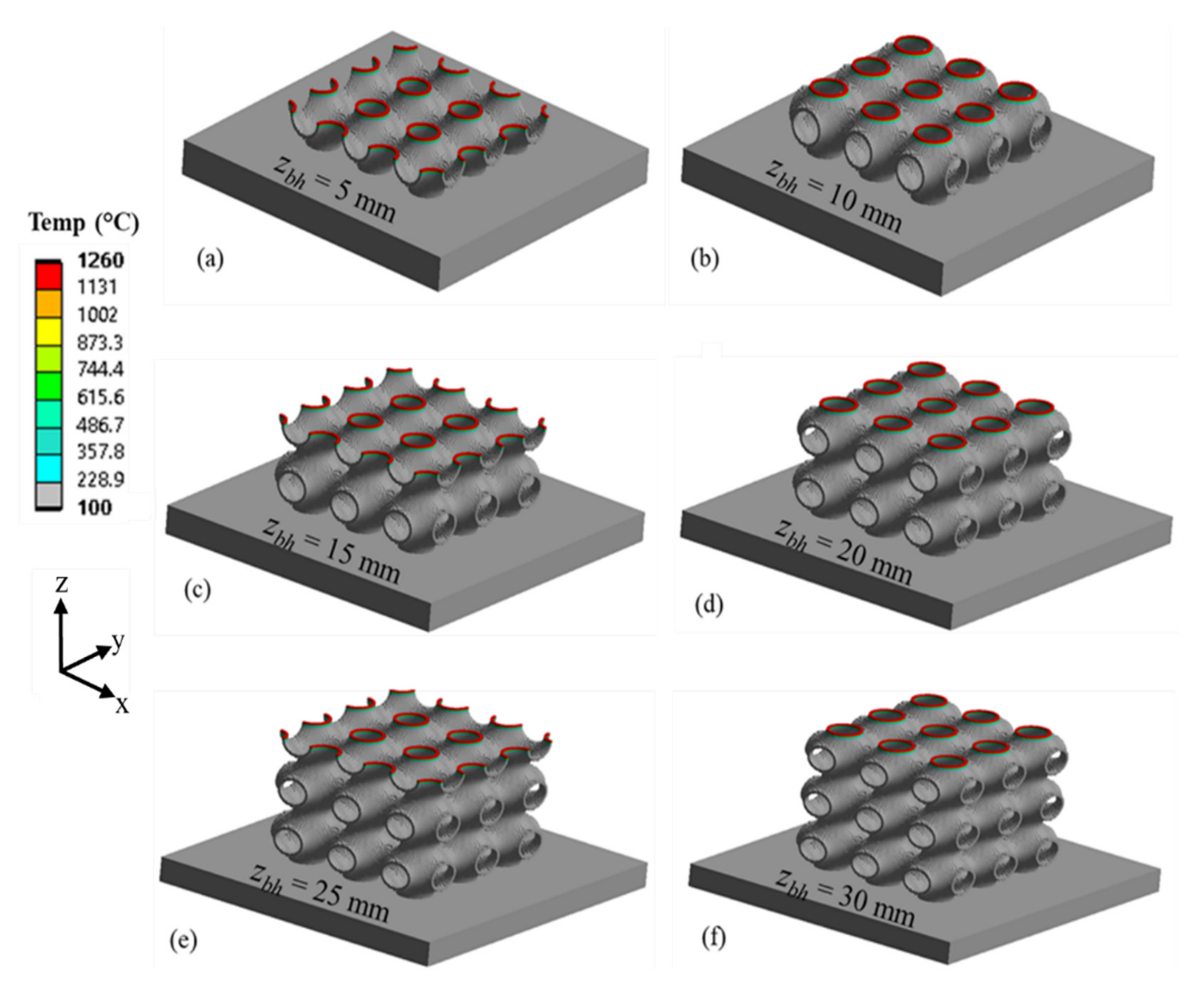
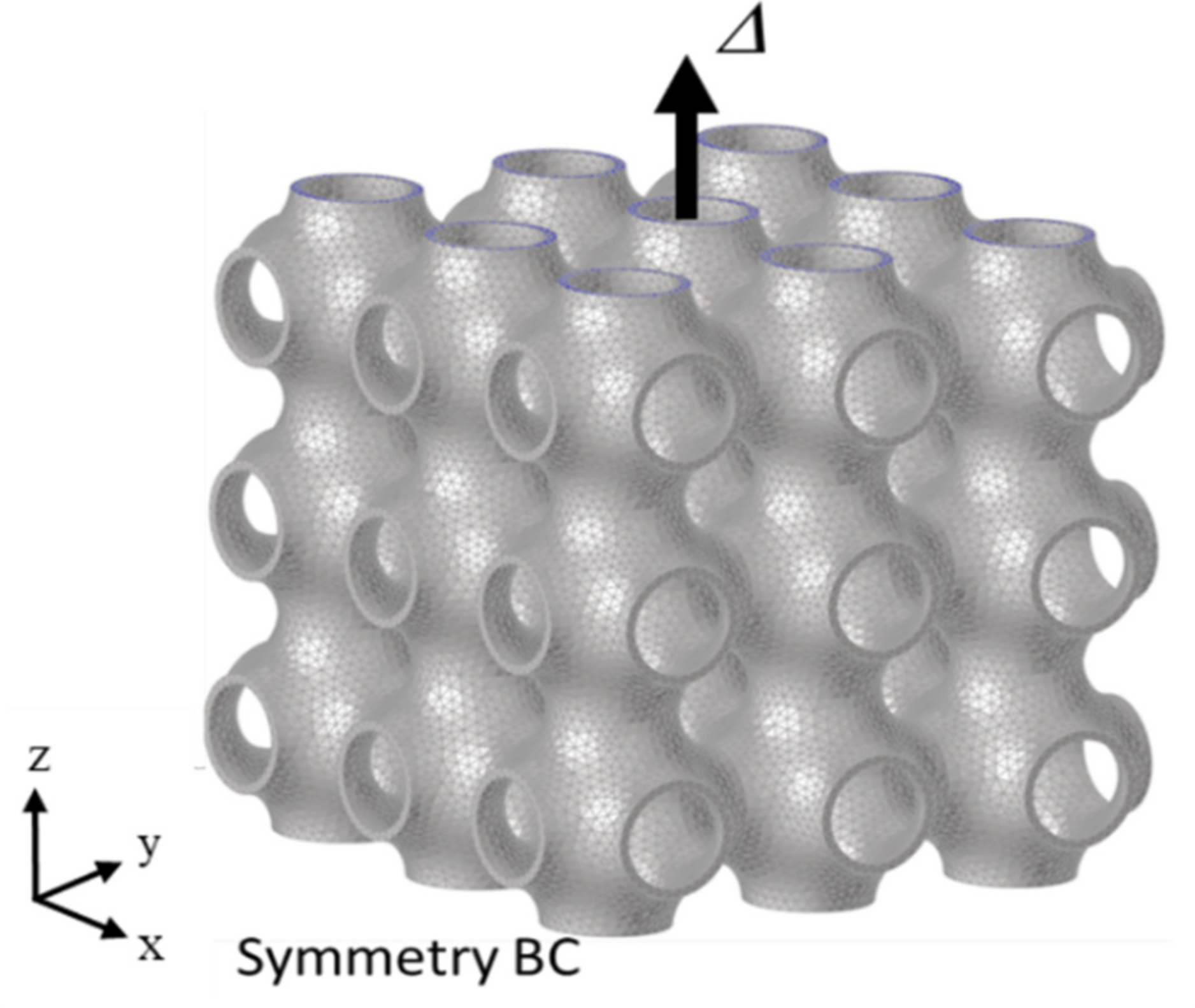
2.4. Mechanical Simulation
3. Results and Discussion
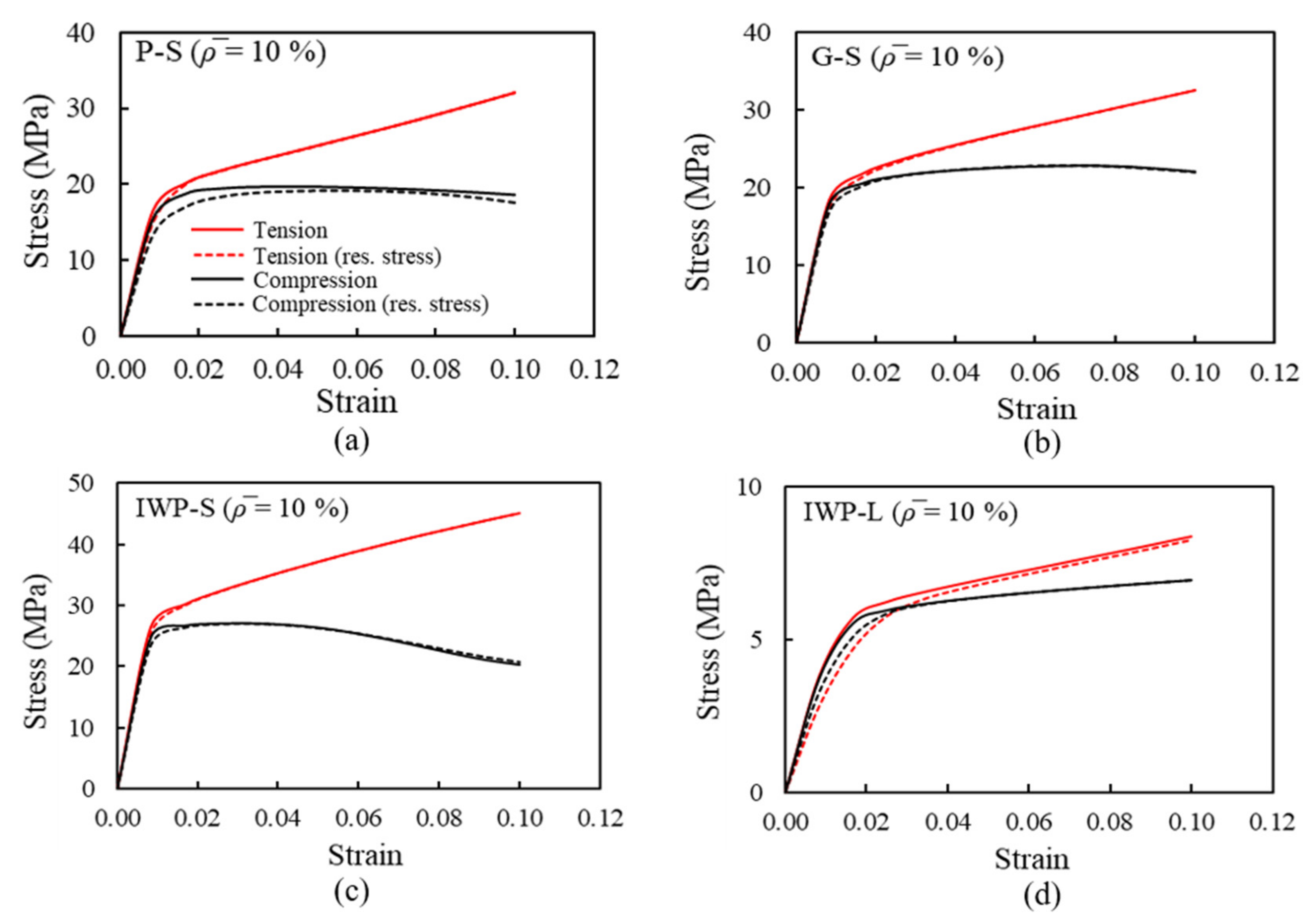
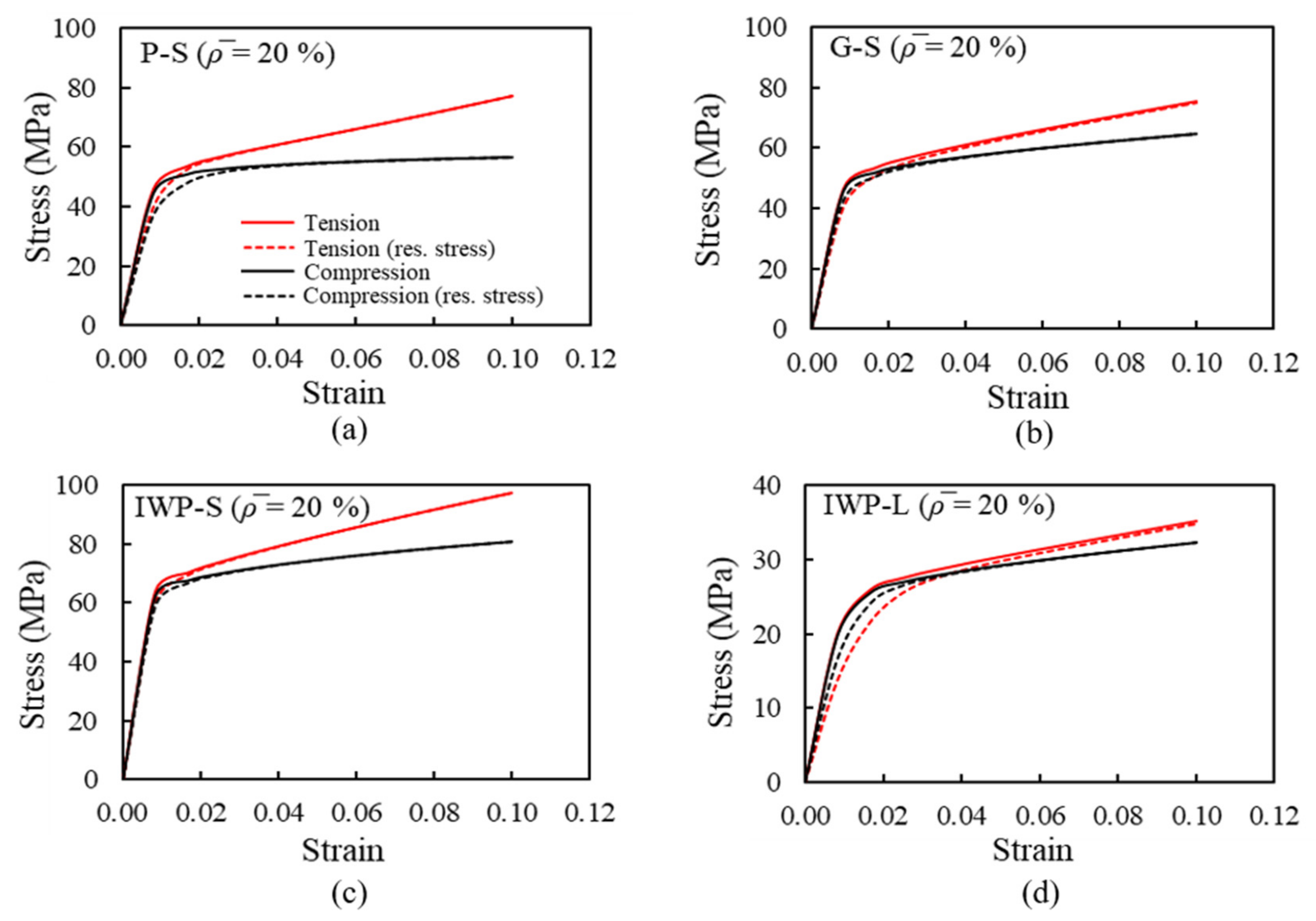
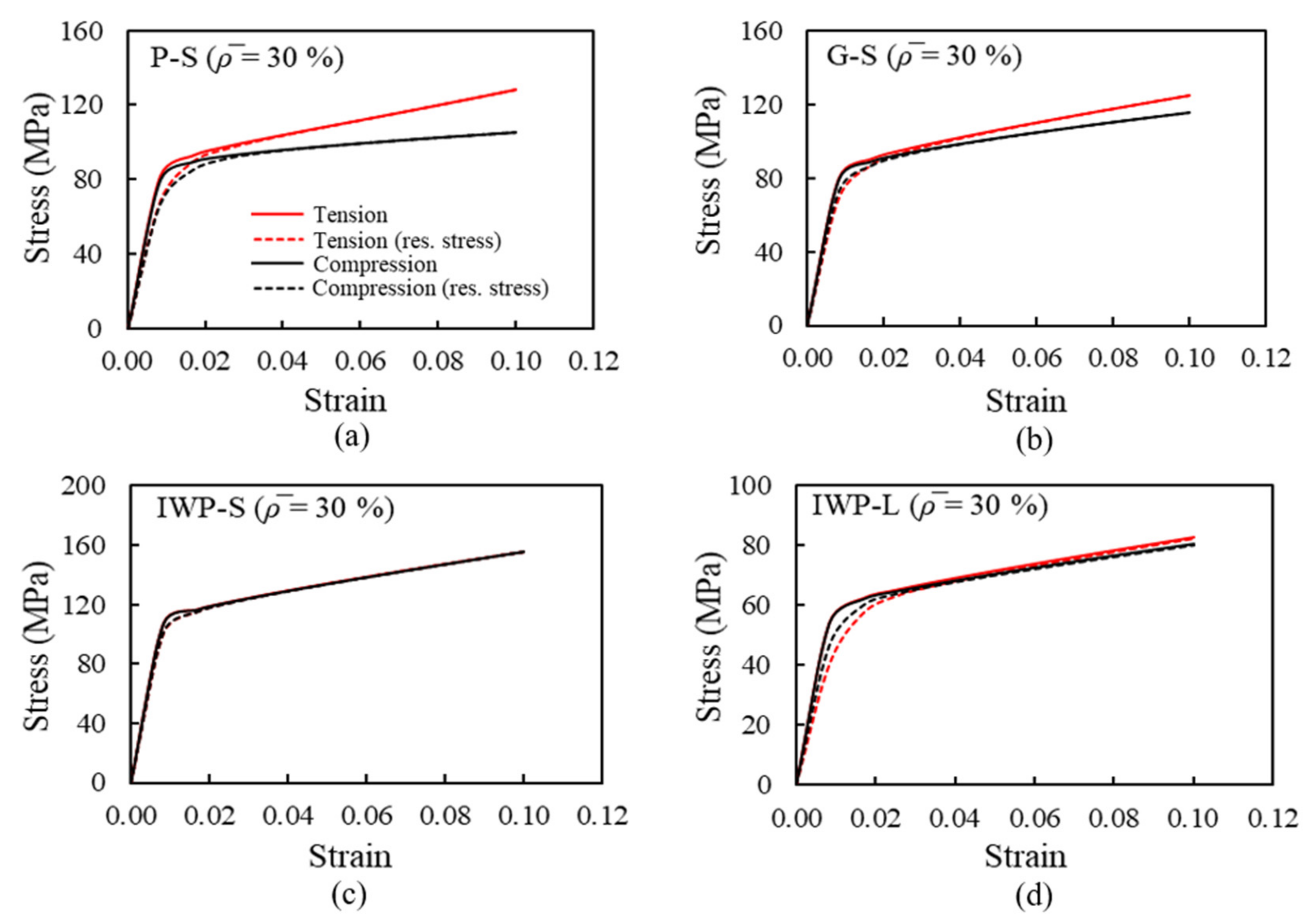
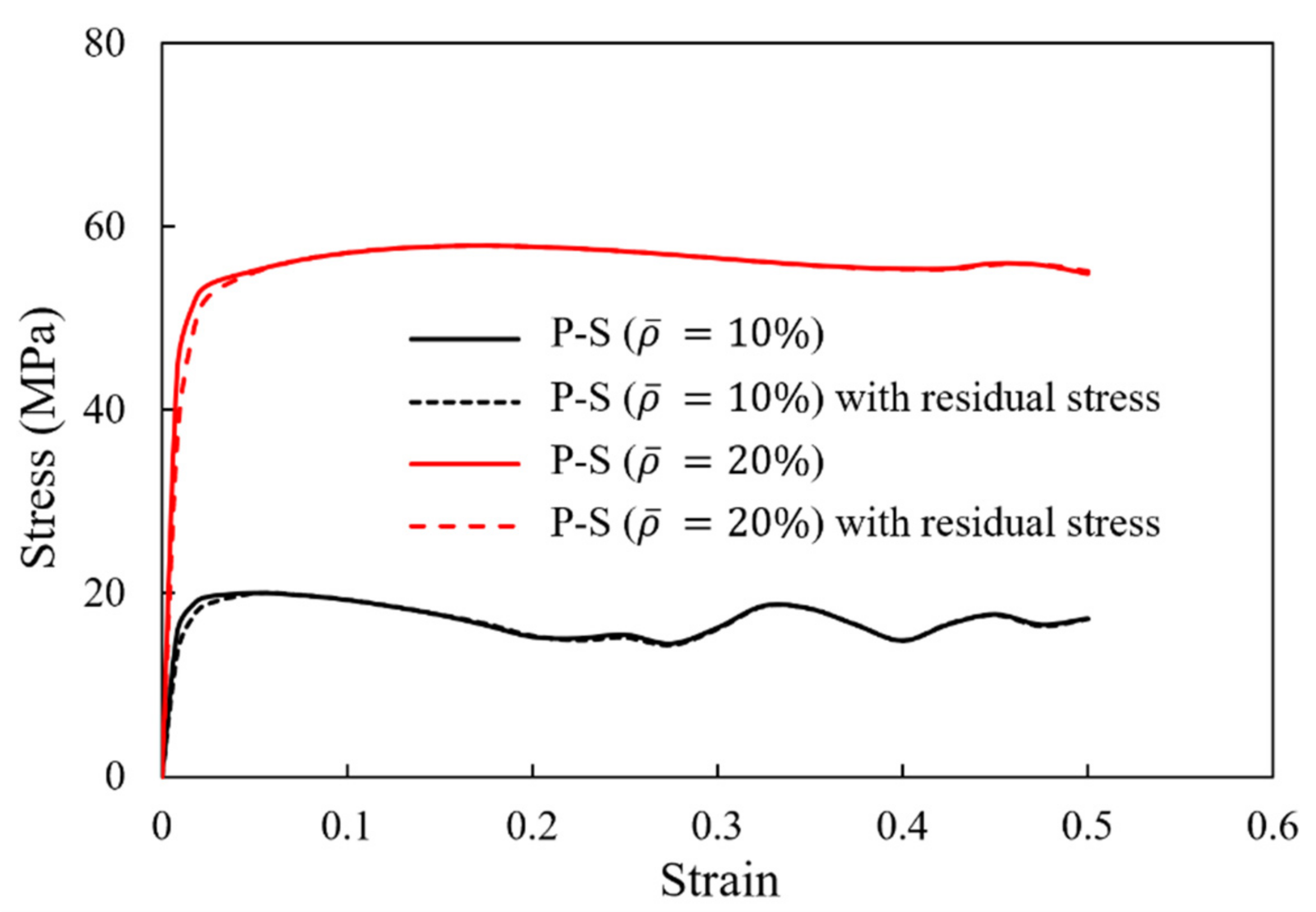
3.1. Stress–Strain Curves
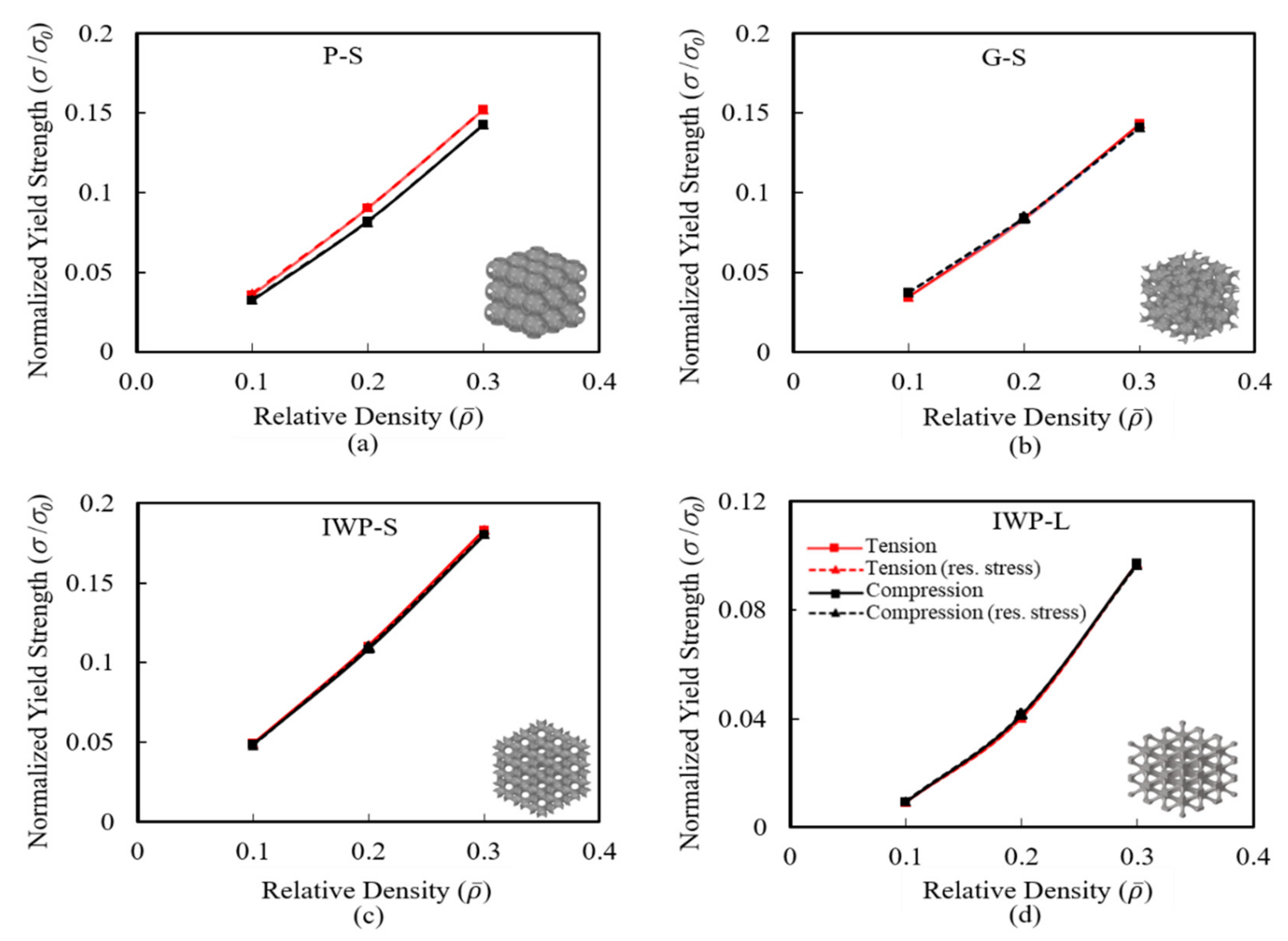
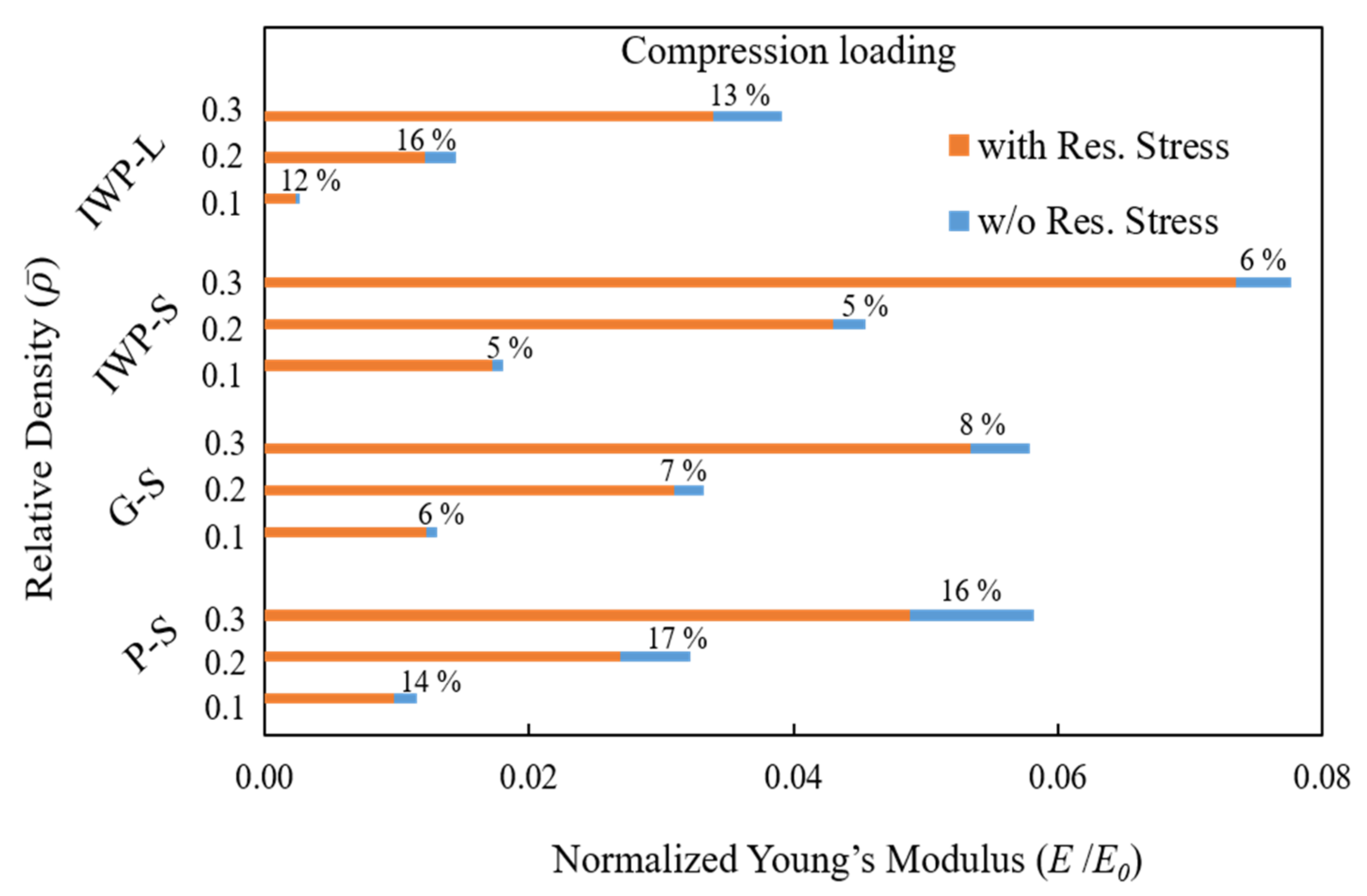
3.2. Effective Elastic Modulus and Yield Strength
3.3. SEA Simulation
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
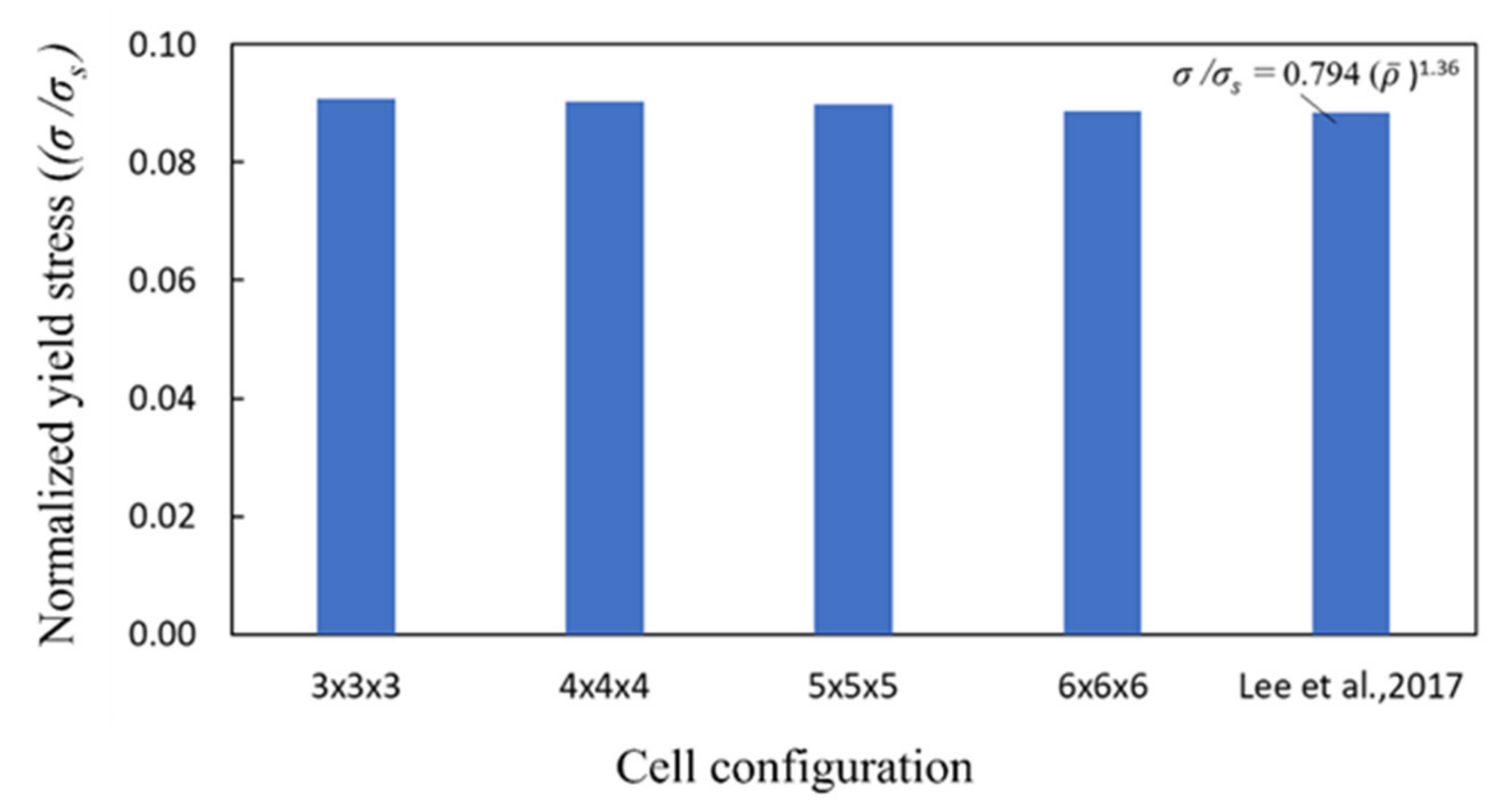
Appendix A. Verification of Residual Stresses

References
- Hossain, U.; Ghouse, S.; Nai, K.; Rt, J. Controlling and Testing Anisotropy in Additively Manufactured Stochastic Structures. Addit. Manuf. 2021, 39, 101849. [Google Scholar] [CrossRef]
- Maconachie, T.; Leary, M.; Lozanovski, B.; Zhang, X.; Qian, M.; Faruque, O.; Brandt, M. SLM Lattice Structures: Properties, Performance, Applications and Challenges. Mater. Des. 2019, 183, 108137. [Google Scholar] [CrossRef]
- Zhang, L.; Song, B.; Fu, J.J.; Wei, S.S.; Yang, L.; Yan, C.Z.; Li, H.; Gao, L.; Shi, Y.S. Topology-Optimized Lattice Structures with Simultaneously High Stiffness and Light Weight Fabricated by Selective Laser Melting: Design, Manufacturing and Characterization. J. Manuf. Process. 2020, 56, 1166–1177. [Google Scholar] [CrossRef]
- Al-Ketan, O.; Abu Al-Rub, R.K. Multifunctional Mechanical Metamaterials Based on Triply Periodic Minimal Surface Lattices. Adv. Eng. Mater. 2019, 21, 1–39. [Google Scholar] [CrossRef]
- Maskery, I.; Aremu, A.O.; Parry, L.; Wildman, R.D.; Tuck, C.J.; Ashcroft, I.A. Effective Design and Simulation of Surface-Based Lattice Structures Featuring Volume Fraction and Cell Type Grading. Mater. Des. 2018, 155, 220–232. [Google Scholar] [CrossRef]
- Ahmed, N.; Barsoum, I.; Haidemenopoulos, G.; Al-Rub, R.K.A. Process Parameter Selection and Optimization of Laser Powder Bed Fusion for 316L Stainless Steel: A Review. J. Manuf. Process. 2022, 75, 415–434. [Google Scholar] [CrossRef]
- Liu, Y.; Yang, Y.; Wang, D. A Study on the Residual Stress during Selective Laser Melting (SLM) of Metallic Powder. Int. J. Adv. Manuf. Technol. 2016, 87, 647–656. [Google Scholar] [CrossRef]
- Mercelis, P.; Kruth, J.P. Residual Stresses in Selective Laser Sintering and Selective Laser Melting. Rapid Prototyp. J. 2006, 12, 254–265. [Google Scholar] [CrossRef]
- Parry, L.A.; Ashcroft, I.A.; Wildman, R.D. Geometrical Effects on Residual Stress in Selective Laser Melting. Addit. Manuf. 2019, 25, 166–175. [Google Scholar] [CrossRef]
- Withers, P.J.; Bhadeshia, H.K.D.H. Residual Stress Part 2—Nature and Origins. Mater. Sci. Technol. 2001, 17, 366–375. [Google Scholar] [CrossRef]
- Withers, P.J.; Bhadeshia, H.K.D.H. Residual Stress Part 1—Measurement Techniques. Mater. Sci. Technol. 2001, 17, 355–365. [Google Scholar] [CrossRef]
- Rangaswamy, P.; Griffith, M.L.; Prime, M.B.; Holden, T.M.; Rogge, R.B.; Edwards, J.M.; Sebring, R.J. Residual Stresses in LENS® Components Using Neutron Diffraction and Contour Method. Mater. Sci. Eng. A 2005, 399, 72–83. [Google Scholar] [CrossRef]
- Nytra, M.; Kubı, P. A Fully Coupled Thermomechanical Damage Analysis of Hot Closed Die Forging Using Finite Element Modeling. J. Mater. Eng. Perform. 2020, 29, 8236–8246. [Google Scholar] [CrossRef]
- Denlinger, E.R.; Gouge, M.; Irwin, J.; Michaleris, P. Thermomechanical Model Development and in Situ Experimental Validation of the Laser Powder-Bed Fusion Process. Addit. Manuf. 2017, 16, 73–80. [Google Scholar] [CrossRef]
- Mukherjee, T.; Zhang, W.; DebRoy, T. An Improved Prediction of Residual Stresses and Distortion in Additive Manufacturing. Comput. Mater. Sci. 2017, 126, 360–372. [Google Scholar] [CrossRef]
- Ali, H.; Ghadbeigi, H.; Mumtaz, K. Effect of Scanning Strategies on Residual Stress and Mechanical Properties of Selective Laser Melted Ti6Al4V. Mater. Sci. Eng. A 2018, 712, 175–187. [Google Scholar] [CrossRef]
- Schoinochoritis, B.; Chantzis, D.; Salonitis, K. Simulation of Metallic Powder Bed Additive Manufacturing Processes with the Finite Element Method: A Critical Review. Proc. Inst. Mech. Eng. Part B J. Eng. Manuf. 2017, 231, 96–117. [Google Scholar] [CrossRef]
- Chen, Q.; Taylor, H.; Takezawa, A.; Liang, X.; Jimenez, X.; Wicker, R.; To, A.C. Island Scanning Pattern Optimization for Residual Deformation Mitigation in Laser Powder Bed Fusion via Sequential Inherent Strain Method and Sensitivity Analysis. Addit. Manuf. 2021, 46, 102116. [Google Scholar] [CrossRef]
- Mirkoohi, E.; Sievers, D.E.; Garmestani, H.; Liang, S.Y. Thermo-Mechanical Modeling of Thermal Stress in Metal Additive Manufacturing Considering Elastoplastic Hardening. CIRP J. Manuf. Sci. Technol. 2020, 28, 52–67. [Google Scholar] [CrossRef]
- Al-Ketan, O.; Lee, D.W.; Rowshan, R.; Abu Al-Rub, R.K. Functionally Graded and Multi-Morphology Sheet TPMS Lattices: Design, Manufacturing, and Mechanical Properties. J. Mech. Behav. Biomed. Mater. 2020, 102, 103520. [Google Scholar] [CrossRef]
- Afshar, M.; Pourkamali Anaraki, A.; Montazerian, H. Compressive Characteristics of Radially Graded Porosity Scaffolds Architectured with Minimal Surfaces. Mater. Sci. Eng. C 2018, 92, 254–267. [Google Scholar] [CrossRef] [PubMed]
- Montazerian, H.; Davoodi, E.; Asadi-Eydivand, M.; Kadkhodapour, J.; Solati-Hashjin, M. Porous Scaffold Internal Architecture Design Based on Minimal Surfaces: A Compromise between Permeability and Elastic Properties. Mater. Des. 2017, 126, 98–114. [Google Scholar] [CrossRef]
- Al-Ketan, O.; Rezgui, R.; Rowshan, R.; Du, H.; Fang, N.X.; Abu Al-Rub, R.K. Microarchitected Stretching-Dominated Mechanical Metamaterials with Minimal Surface Topologies. Adv. Eng. Mater. 2018, 20, 1800029. [Google Scholar] [CrossRef]
- Dalaq, A.S.; Abueidda, D.W.; Abu Al-Rub, R.K.; Jasiuk, I.M. Finite Element Prediction of Effective Elastic Properties of Interpenetrating Phase Composites with Architectured 3D Sheet Reinforcements. Int. J. Solids Struct. 2016, 83, 169–182. [Google Scholar] [CrossRef]
- Abu Al-Rub, R.K.; Lee, D.-W.; Khan, K.A.; Palazotto, A.N. Effective Anisotropic Elastic and Plastic Yield Properties of Periodic Foams Derived from Triply Periodic Schoen’s I-WP Minimal Surface. J. Eng. Mech. 2020, 146, 04020030. [Google Scholar] [CrossRef]
- Al-Ketan, O.; Abu Al-Rub, R.K.; Rowshan, R. The Effect of Architecture on the Mechanical Properties of Cellular Structures Based on the IWP Minimal Surface. J. Mater. Res. 2018, 33, 343–359. [Google Scholar] [CrossRef]
- Yang, E.; Leary, M.; Lozanovski, B.; Downing, D.; Mazur, M.; Sarker, A.; Khorasani, A.M.; Jones, A.; Maconachie, T.; Bateman, S.; et al. Effect of Geometry on the Mechanical Properties of Ti-6Al-4V Gyroid Structures Fabricated via SLM: A Numerical Study. Mater. Des. 2019, 184, 108165. [Google Scholar] [CrossRef]
- Lee, D.W.; Khan, K.A.; Abu Al-Rub, R.K. Stiffness and Yield Strength of Architectured Foams Based on the Schwarz Primitive Triply Periodic Minimal Surface. Int. J. Plast. 2017, 95, 1–20. [Google Scholar] [CrossRef]
- Zheng, X.; Fu, Z.; Du, K.; Wang, C.; Yi, Y. Minimal Surface Designs for Porous Materials: From Microstructures to Mechanical Properties. J. Mater. Sci. 2018, 53, 10194–10208. [Google Scholar] [CrossRef]
- Abueidda, D.W.; Abu Al-Rub, R.K.; Dalaq, A.S.; Lee, D.W.; Khan, K.A.; Jasiuk, I. Effective Conductivities and Elastic Moduli of Novel Foams with Triply Periodic Minimal Surfaces. Mech. Mater. 2016, 95, 102–115. [Google Scholar] [CrossRef]
- Maskery, I.; Sturm, L.; Aremu, A.O.; Panesar, A.; Williams, C.B.; Tuck, C.J.; Wildman, R.D.; Ashcroft, I.A.; Hague, R.J.M. Insights into the Mechanical Properties of Several Triply Periodic Minimal Surface Lattice Structures Made by Polymer Additive Manufacturing. Polymer 2018, 152, 62–71. [Google Scholar] [CrossRef]
- Waqar, S.; Guo, K.; Sun, J. FEM Analysis of Thermal and Residual Stress Profile in Selective Laser Melting of 316L Stainless Steel. J. Manuf. Process. 2021, 66, 81–100. [Google Scholar] [CrossRef]
- ANSYS Analysis User’s Manual Version; ANSYS: Canonsburg, PA, USA, 2020.
- Al-Ketan, O.; Abu Al-Rub, R.K. MSLattice: A free software for generating uniform and graded lattices based on triply periodic minimal surfaces. Mater. Des. Process. Commun. 2020, 3, e205. [Google Scholar] [CrossRef]
- An, K.; Yuan, L.; Dial, L.; Spinelli, I.; Stoica, A.D.; Gao, Y. Neutron Residual Stress Measurement and Numerical Modeling in a Curved Thin-Walled Structure by Laser Powder Bed Fusion Additive Manufacturing. Mater. Des. 2017, 135, 122–132. [Google Scholar] [CrossRef]
- Manvatkar, V.; De, A.; Debroy, T. Heat Transfer and Material Flow during Laser Assisted Multi-Layer Additive Manufacturing. J. Appl. Phys. 2014, 116, 1–8. [Google Scholar] [CrossRef]
- Gibson, L.J.; Ashby, M.F. Cellular Solids: Structure and Properties, 1st ed.; Cambridge University Press: Cambridge, UK, 2001. [Google Scholar]
- Ejeh, C.J.; Barsoum, I.; Abu Al-Rub, R.K. Flexural Properties of Functionally Graded Additively Manufactured AlSi10Mg TPMS Latticed-Beams. Int. J. Mech. Sci. 2022, 223, 107293. [Google Scholar] [CrossRef]
- Al-Ketan, O.; Rowshan, R.; Abu Al-Rub, R.K. Topology-Mechanical Property Relationship of 3D Printed Strut, Skeletal, and Sheet Based Periodic Metallic Cellular Materials. Addit. Manuf. 2018, 19, 167–183. [Google Scholar] [CrossRef]







{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Property | Value |
|---|---|
| Density ρ0 (kg/m3) | 8220 |
| Specific heat Cp0 (J/kg °C) | 421 |
| Conductivity k0 (W/m °C) | 11.9 |
| Yield strength σ0 (MPa) | 648 |
| Poisson ratio ν0 | 0.3 |
| Thermal expansion α0 (°/C) | 1.44 × 10−5 |
| Young’s modulus E0 (GPa) | 165 |
| TPMS | Level-Set Equations |
|---|---|
| P-S | |
| G-S | |
| IWP | 2 ( − ( |
| P-S | Young’s Modulus | Yield Strength | G-S | Young’s Modulus | Yield Strength | ||||
| C1 | n | C2 | m | C1 | n | C2 | m | ||
| Tension | 0.34 | 1.45 | 0.76 | 1.33 | Tension | 0.29 | 1.33 | 0.68 | 1.29 |
| Tension (residual stress) | 0.26 | 1.38 | 0.72 | 1.30 | Tension (residual stress) | 0.22 | 1.25 | 0.67 | 1.29 |
| Compression | 0.34 | 1.47 | 0.74 | 1.36 | Compression | 0.29 | 1.35 | 0.60 | 1.20 |
| Compression (residual stress) | 0.28 | 1.46 | 0.70 | 1.33 | Compression (residual stress) | 0.27 | 1.32 | 0.60 | 1.20 |
| Lee et al. [28] | 0.61 | 1.57 | 0.79 | 1.36 | Al-Ketan et al. [23] | 0.51 | 1.38 | 0.44 | 1.24 |
| IWP-S | Young’s Modulus | Yield Strength | IWP-L | Young’s Modulus | Yield Strength | ||||
| C1 | n | C2 | m | C1 | n | C2 | m | ||
| Tension | 0.36 | 1.27 | 0.76 | 1.20 | Tension | 0.72 | 2.41 | 1.26 | 2.13 |
| Tension (residual stress) | 0.33 | 1.25 | 0.77 | 1.20 | Tension (residual stress) | 0.51 | 2.40 | 1.27 | 2.13 |
| Compression | 0.38 | 1.33 | 0.75 | 1.20 | Compression | 0.72 | 2.43 | 1.27 | 2.13 |
| Compression (residual stress) | 0.36 | 1.32 | 0.76 | 1.20 | Compression (residual stress) | 0.61 | 2.41 | 1.23 | 2.11 |
| Al-Ketan et al. [26] | 0.79 | 1.48 | 0.69 | 1.24 | Al-Ketan et al. [26] | 1.28 | 2.64 | 1.05 | 2.14 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Ahmed, N.; Barsoum, I.; Abu Al-Rub, R.K. Numerical Investigation on the Effect of Residual Stresses on the Effective Mechanical Properties of 3D-Printed TPMS Lattices. Metals 2022, 12, 1344. https://doi.org/10.3390/met12081344
Ahmed N, Barsoum I, Abu Al-Rub RK. Numerical Investigation on the Effect of Residual Stresses on the Effective Mechanical Properties of 3D-Printed TPMS Lattices. Metals. 2022; 12(8):1344. https://doi.org/10.3390/met12081344
Chicago/Turabian StyleAhmed, Nissar, Imad Barsoum, and Rashid K. Abu Al-Rub. 2022. "Numerical Investigation on the Effect of Residual Stresses on the Effective Mechanical Properties of 3D-Printed TPMS Lattices" Metals 12, no. 8: 1344. https://doi.org/10.3390/met12081344
APA StyleAhmed, N., Barsoum, I., & Abu Al-Rub, R. K. (2022). Numerical Investigation on the Effect of Residual Stresses on the Effective Mechanical Properties of 3D-Printed TPMS Lattices. Metals, 12(8), 1344. https://doi.org/10.3390/met12081344