
Strength and Fatigue Life at 625 K of the Ultrafine-Grained Ti-6Al-4V Alloy Produced by Equal-Channel Angular Pressing

 ,
,  , ,
, ,  and
and
Abstract
:1. Introduction
2. Materials and Methods
3. Experimental Results
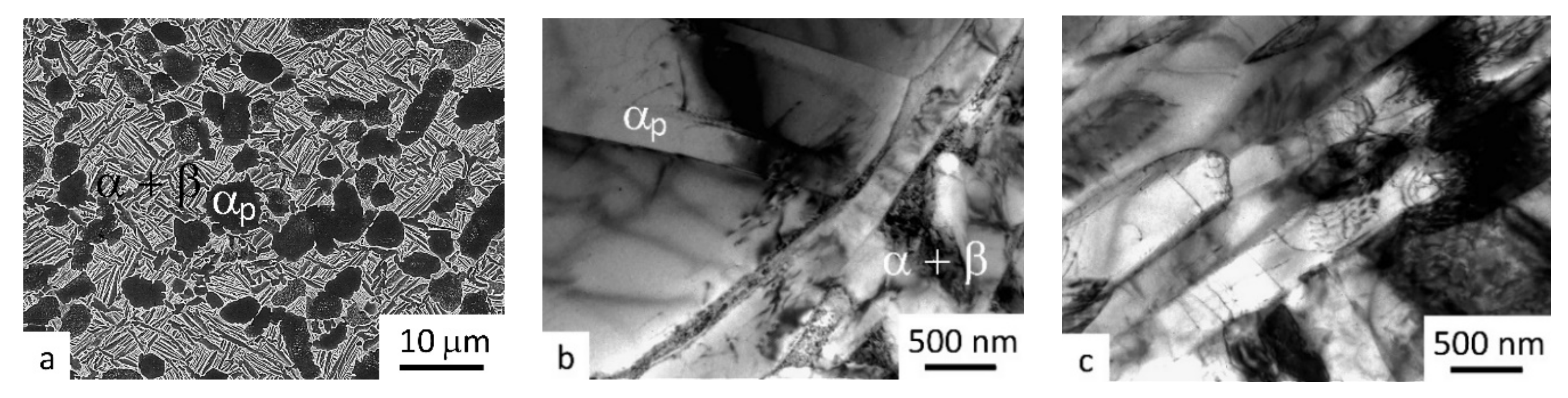
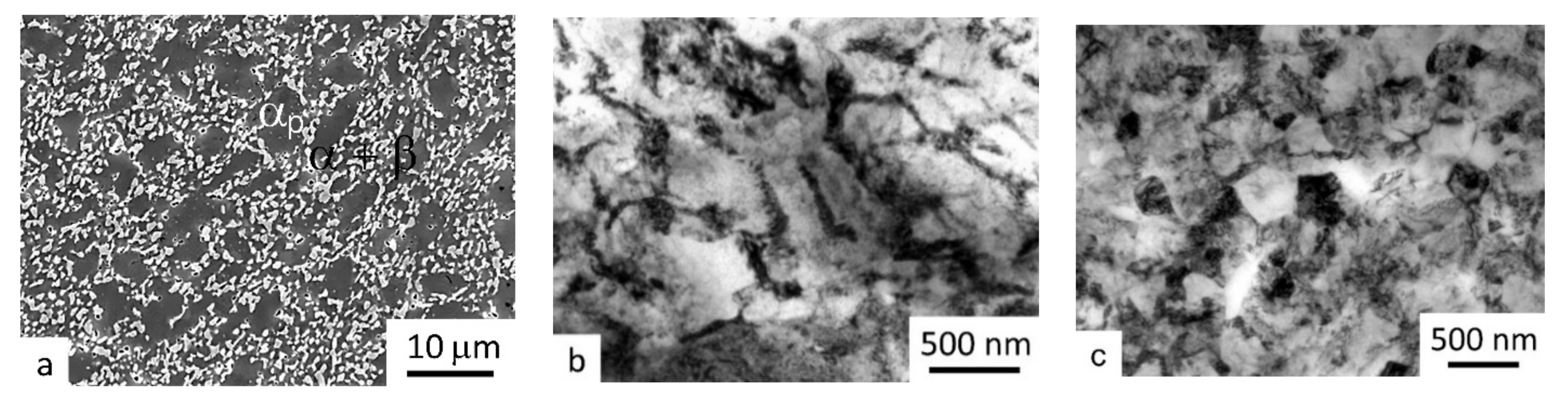
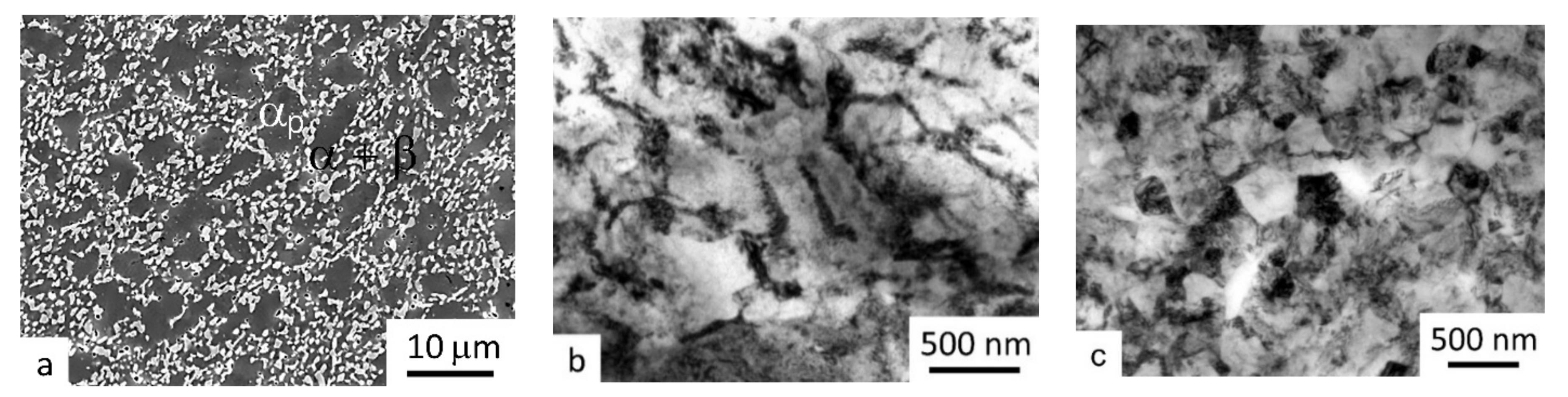
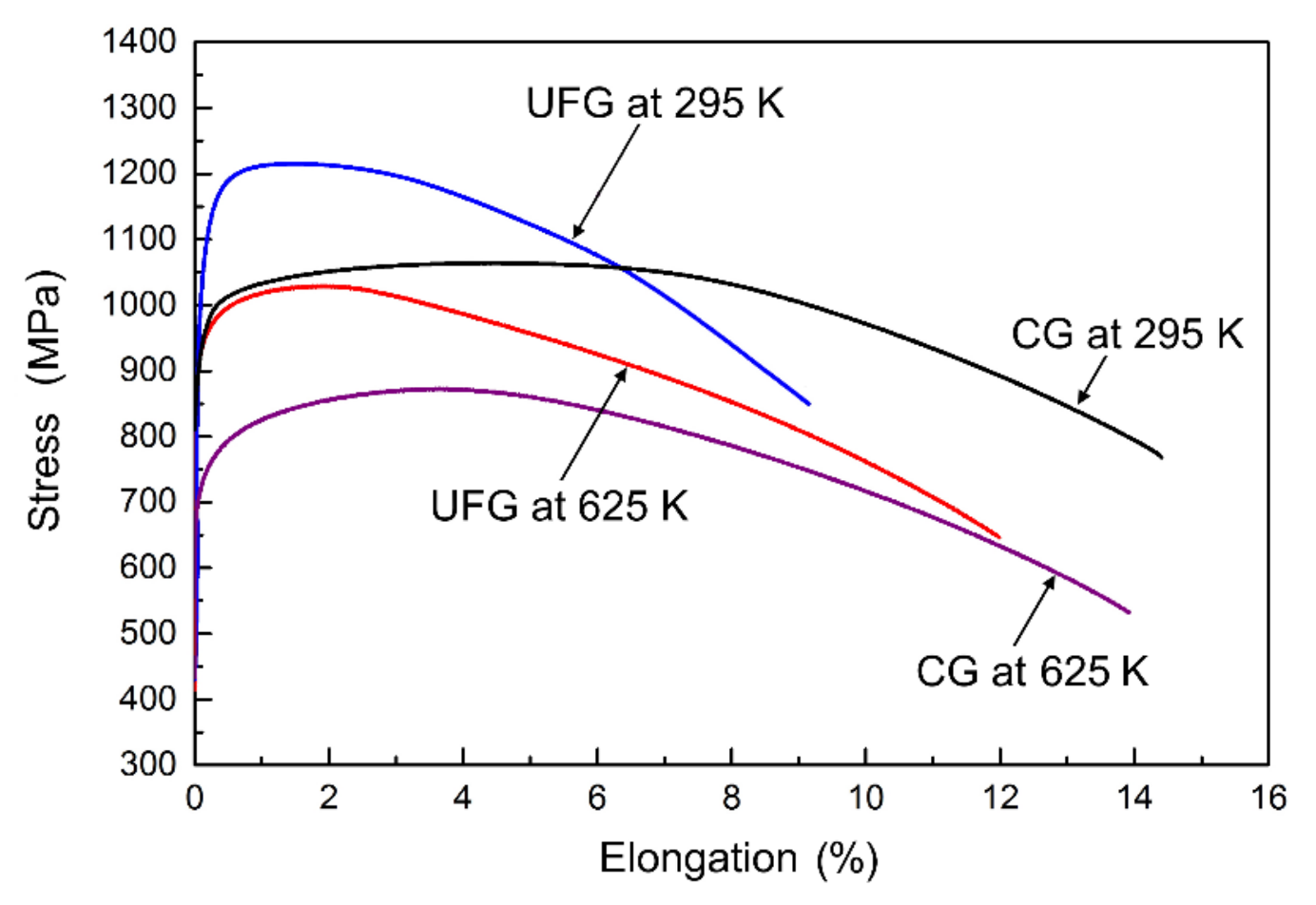
3.1. Microstructure and Mechanical Properties
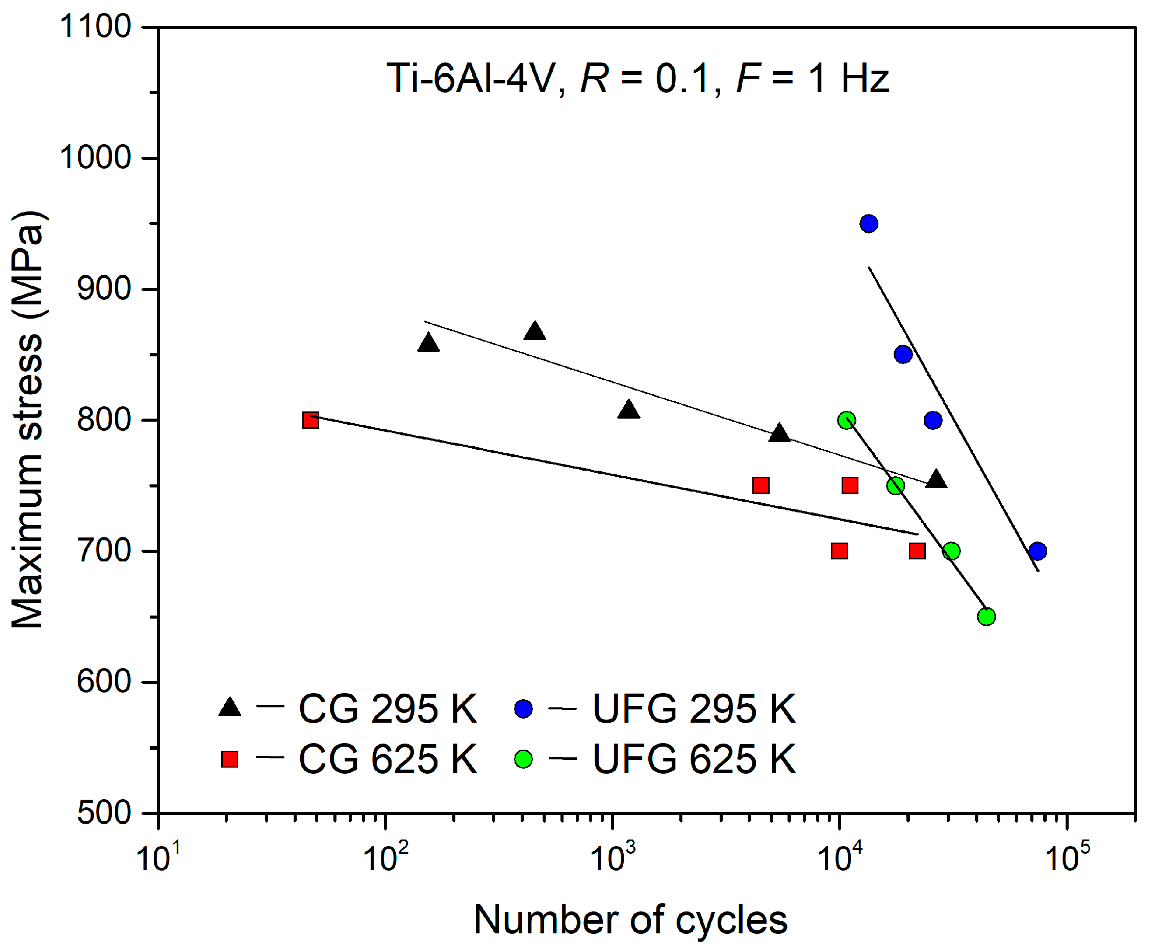
3.2. Fatigue Tests at 625 K
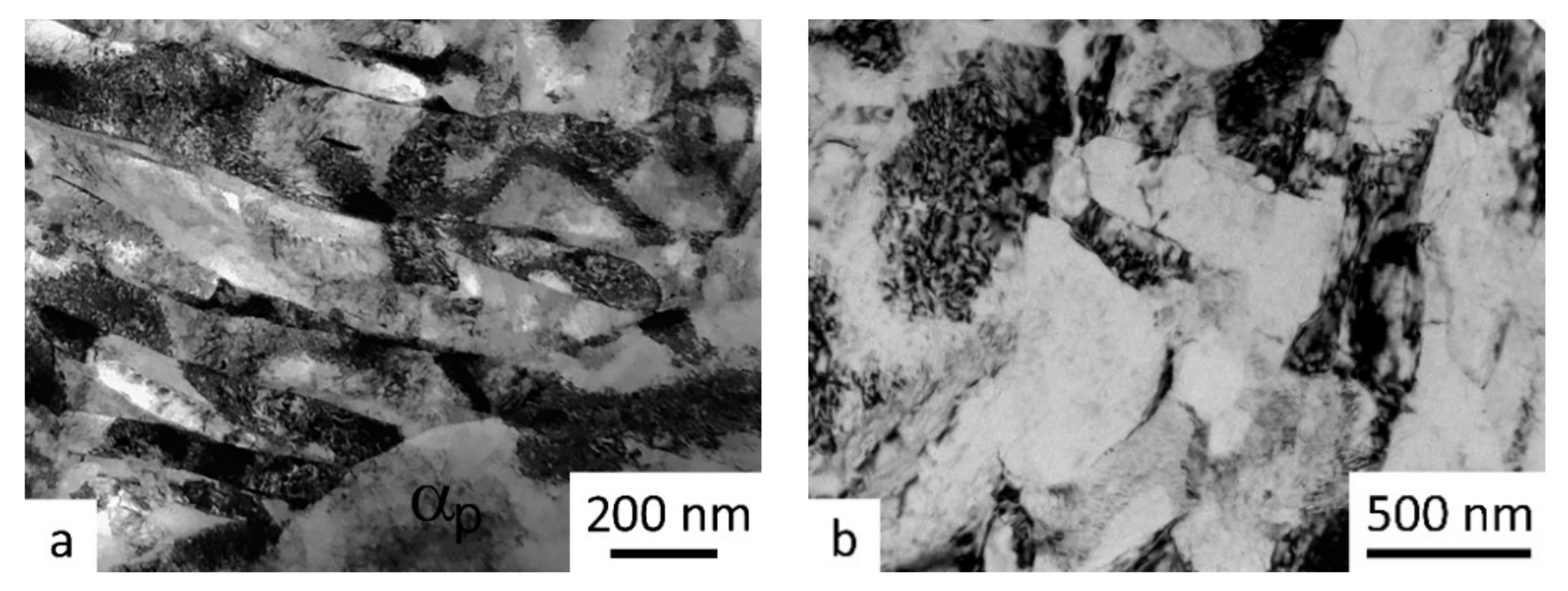
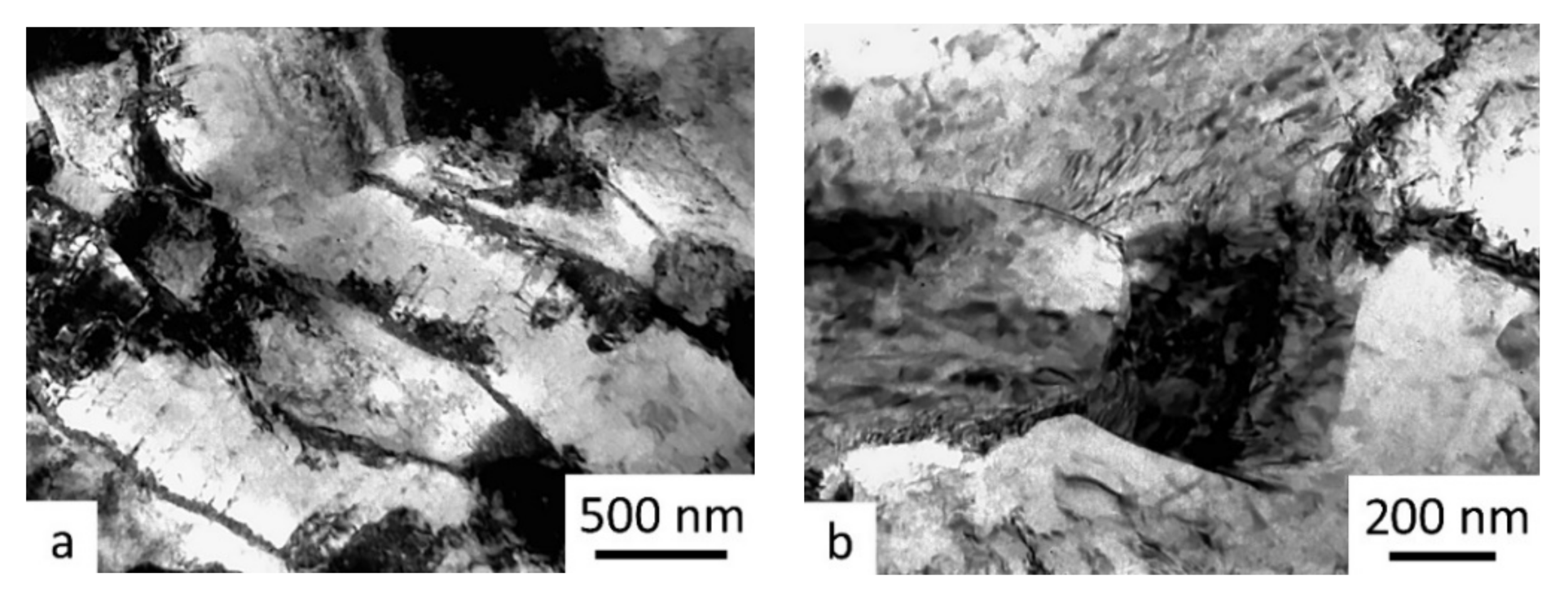
3.3. Microstructure after Fatigue Tests at T = 625 K
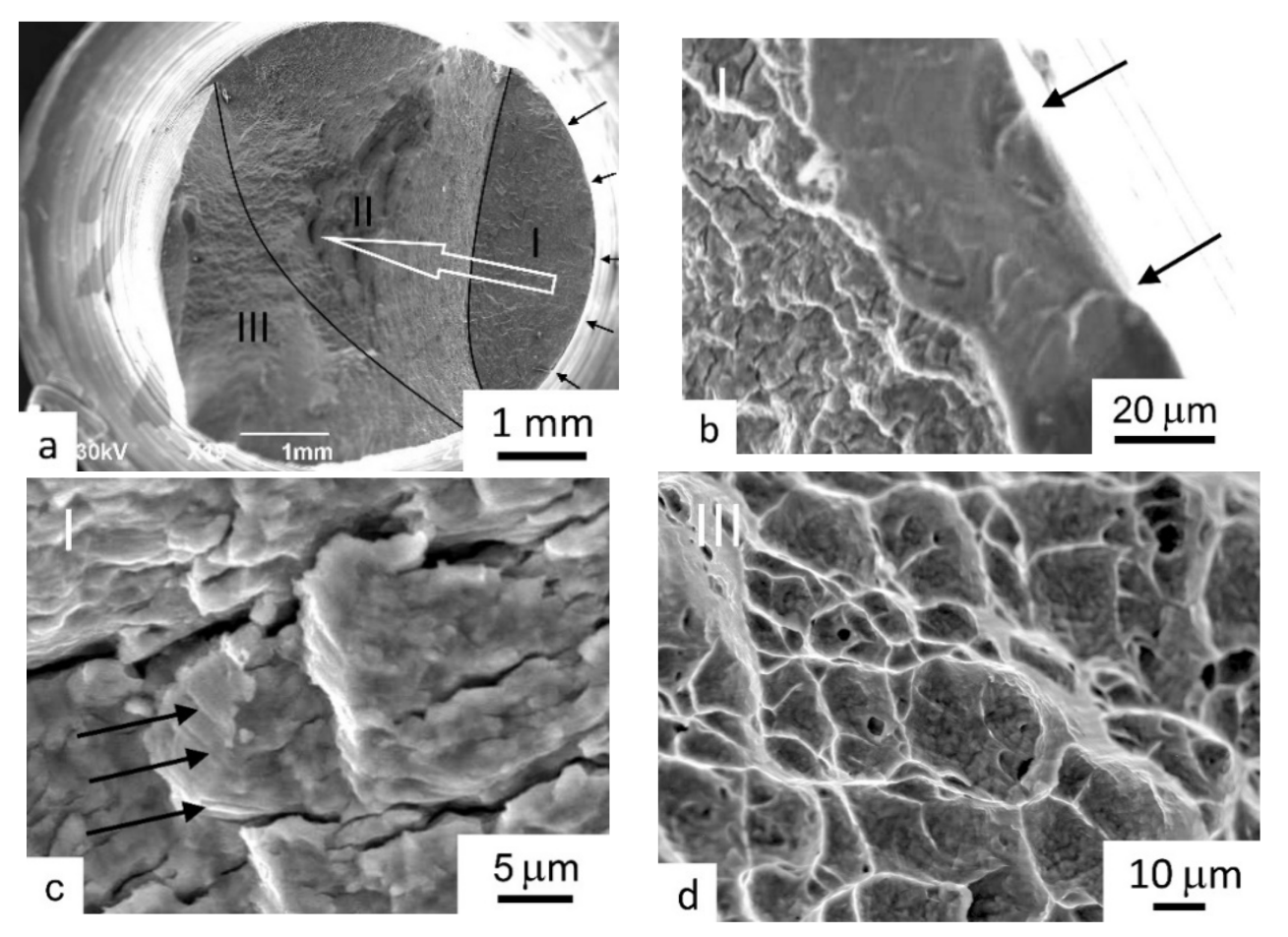
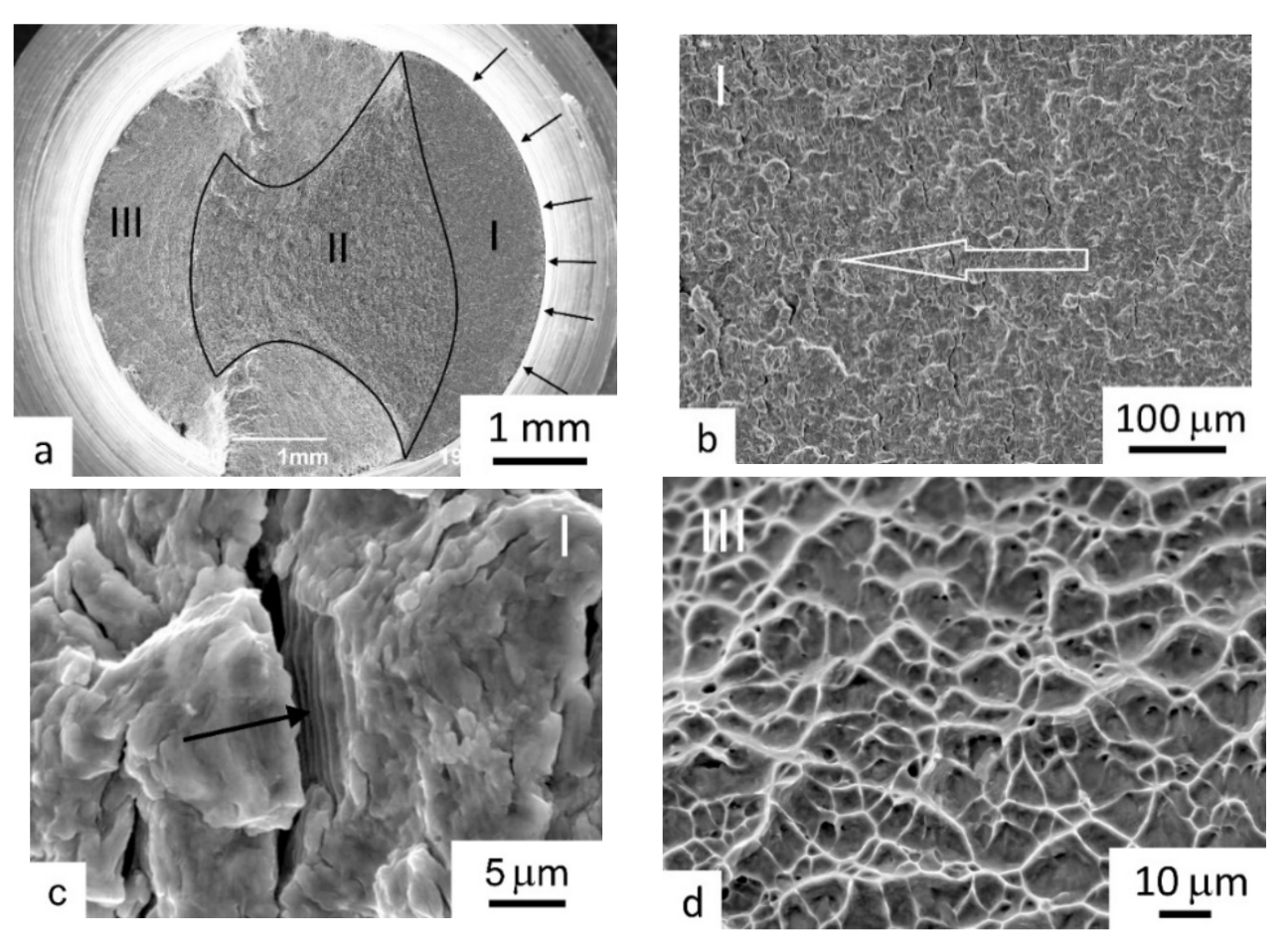
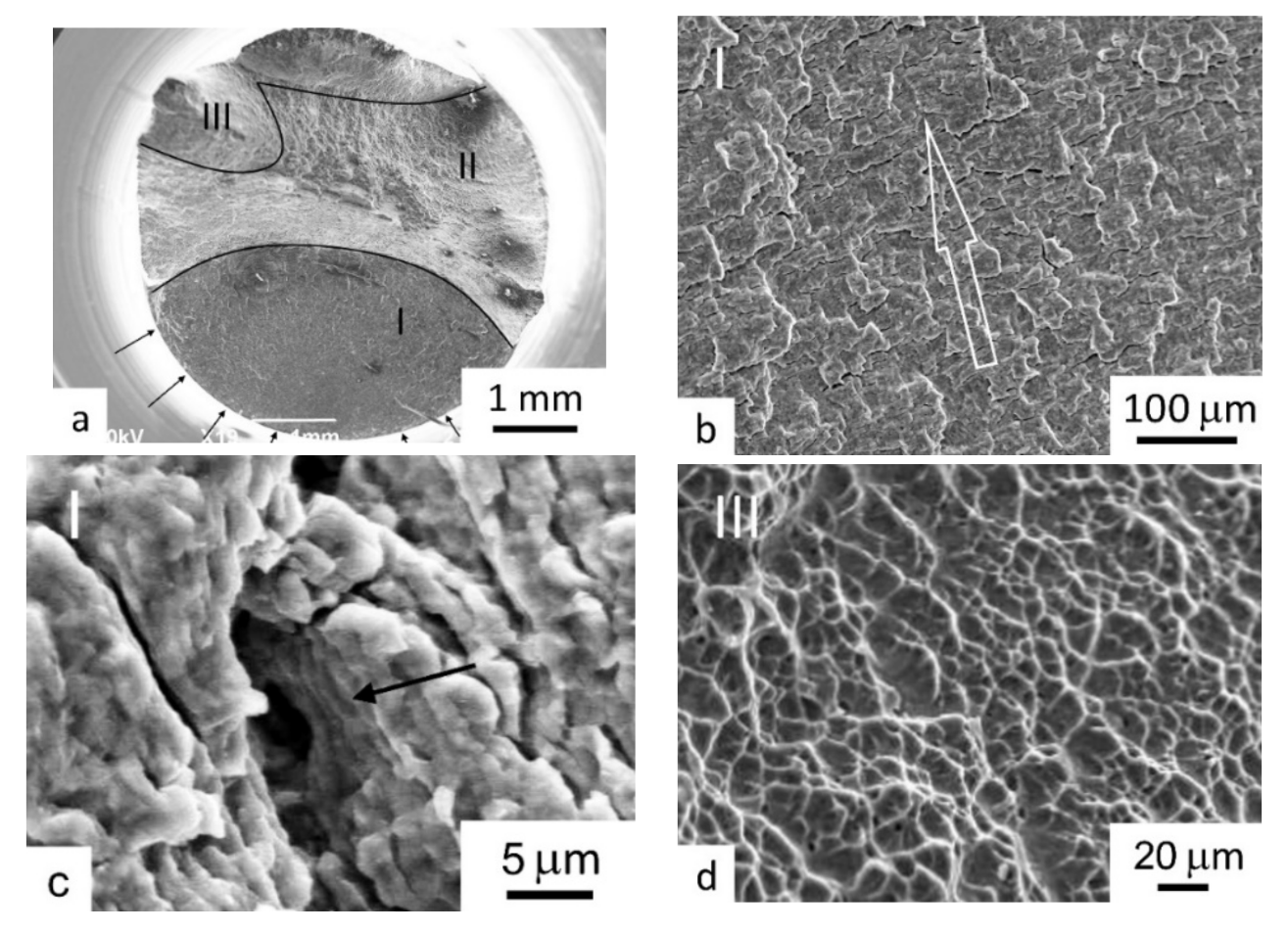
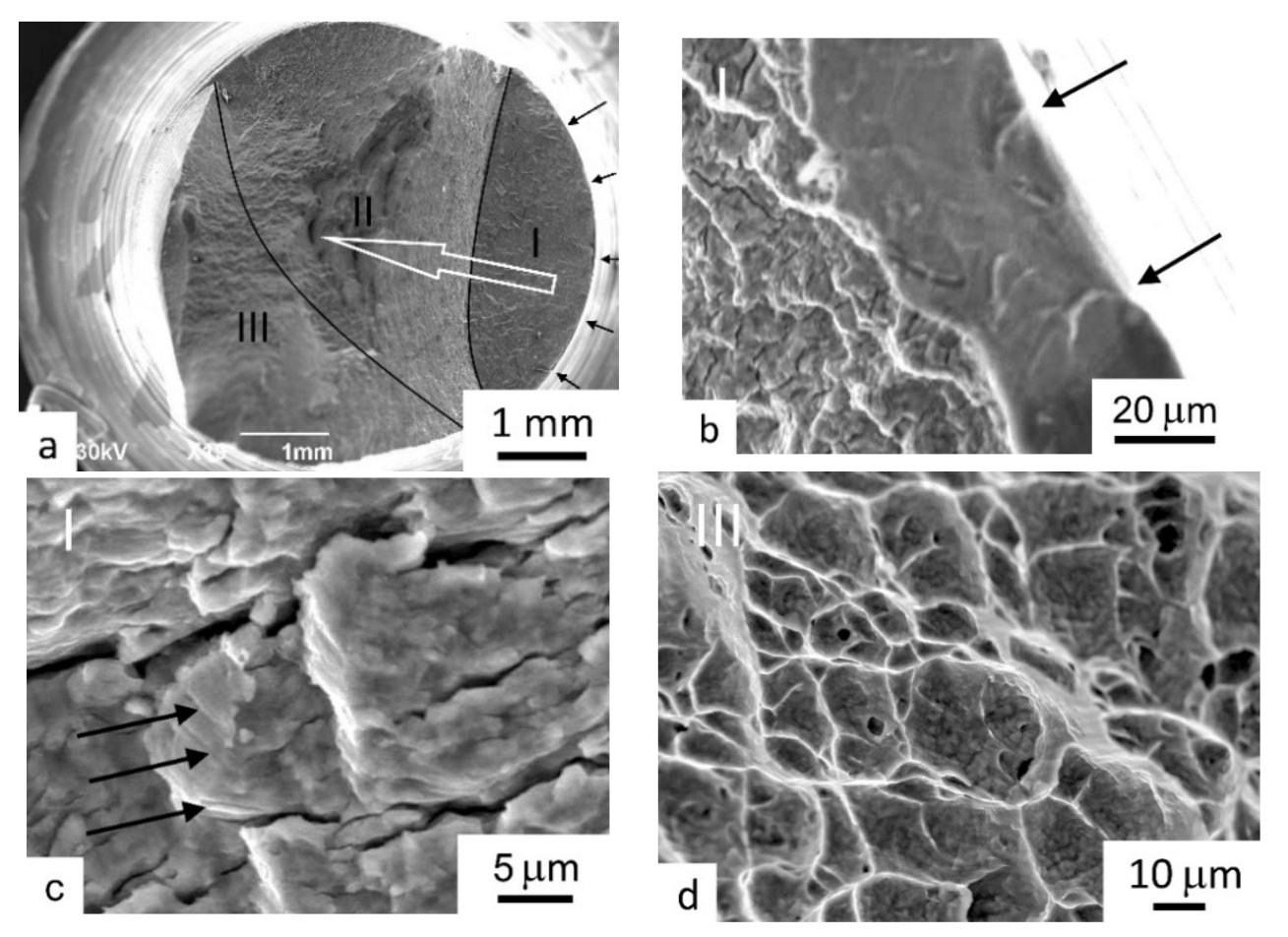
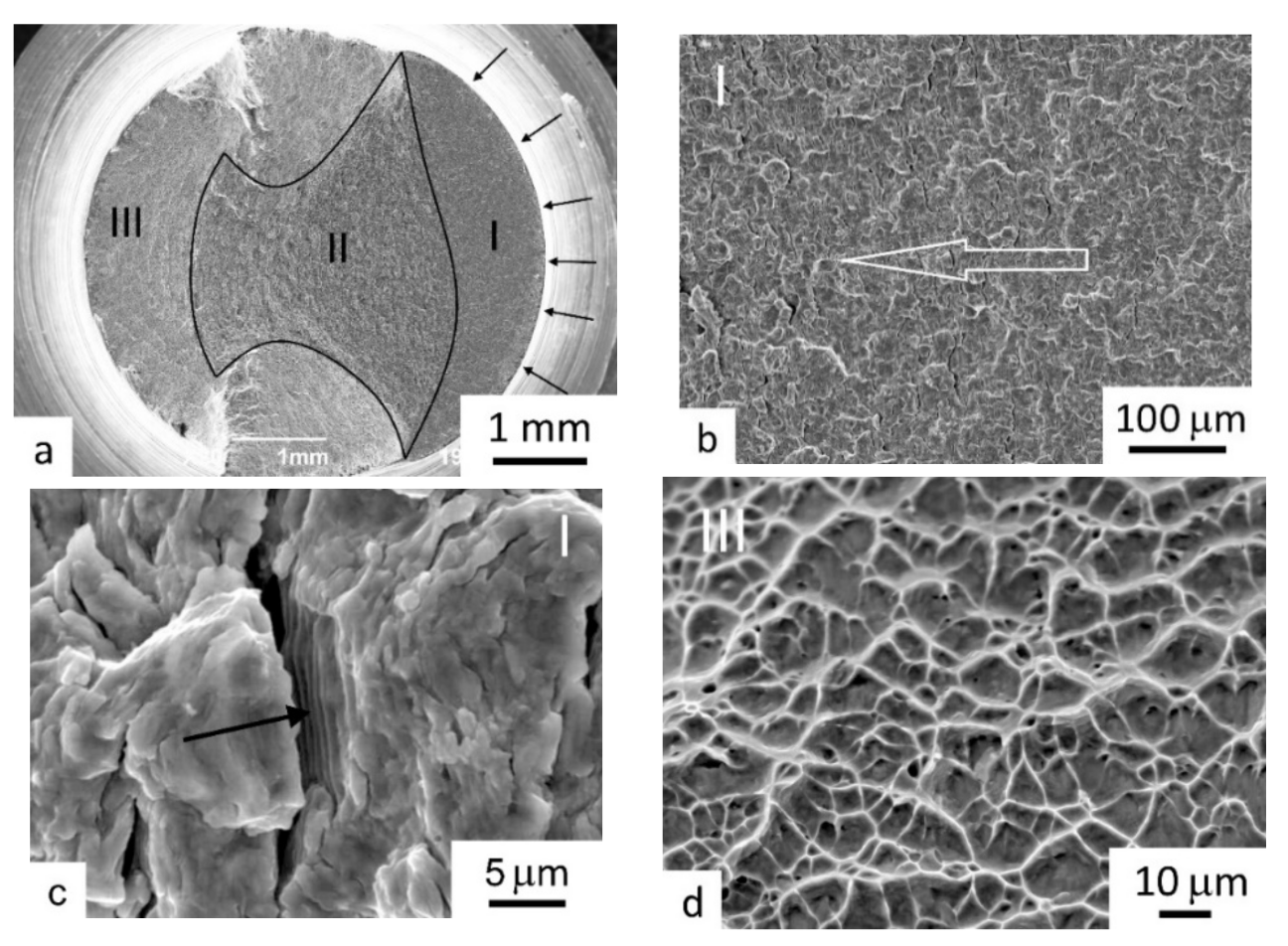
3.4. Fractographic Studies of the Sample Fracture Surfaces at T = 625 K
4. Discussion
5. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Veiga, C.; Davim, J.P.; Loureiro, A. Properties and applications of titanium alloys: A brief review. Rev. Adv. Mater. Sci. 2012, 32, 133–148. [Google Scholar]
- Boyer, R.; Welsch, G.; Collings, E.W. (Eds.) Materials Properties Handbook: Titanium Alloys; ASM International: Materials Park, OH, USA, 1998. [Google Scholar]
- Peters, M.; Hemptenmacher, J.; Kumpfert, J.; Leyens, C. Structure and Properties of Titanium and Titanium Alloys in Titanium and Titanium Alloys, Fundamentals and Applications; Leyens, C., Peters, M., Eds.; Wiley-VCH: Weinheim, Germany, 2003. [Google Scholar] [CrossRef]
- Nalla, R.K.; Ritchie, R.O.; Boyce, B.L.; Campbell, J.P.; Peters, J.O. Influence of microstructure on high-cycle fatigue of Ti-6Al-4V: Bimodal vs. lamellar structures. Metall. Mater. Trans. A 2002, 33, 899–918. [Google Scholar] [CrossRef]
- Valiev, R.Z.; Zhilyaev, A.P.; Langdon, T.G. Bulk Nanostructured Materials: Fundamentals and Applications; John Wiley BT & Sons. Inc.: Hoboken, NJ, USA, 2013; ISBN 9781118095409. [Google Scholar]
- Padilla, H.A.; Boyce, B.L. A Review of Fatigue Behavior in Nanocrystalline Metals. Exp. Mech. 2010, 50, 5–23. [Google Scholar] [CrossRef]
- Kapoor, R. Severe plastic deformation of materials. Materials under extreme conditions. In Materials under Extreme Conditions. Recent Trends and Future Prospects; Tyagi, A.K., Banerjee, S., Eds.; Elsevier: Amsterdam, The Netherlands, 2017; pp. 717–754. [Google Scholar] [CrossRef]
- Mughrabi, H.; Höppel, H.W. Cyclic Deformation and Fatigue Properties of Ultrafine Grain Size Materials: Current Status and Some Criteria for Improvement of the Fatigue Resistance. Mater. Res. Soc. Symp. Proc. 2000, 634, B2.1.1–B2.1.12. [Google Scholar] [CrossRef]
- Estrin, Y.; Vinogradov, A. Fatigue behaviour of light alloys with ultrafine grain structure produced by severe plastic deformation: An overview. Int. J. Fatigue 2010, 32, 898–907. [Google Scholar] [CrossRef]
- Naydenkin, E.V.; Mishin, I.P.; Ratochka, I.V.; Oborin, V.A.; Bannikov, M.V.; Bilalov, D.A.; Naydenkin, K.E. Fatigue and fracture behavior of ultrafine-grained near β titanium alloy produced by radial shear rolling and subsequent aging. Mater. Sci. Eng. A 2021, 810, 140968. [Google Scholar] [CrossRef]
- Hanlon, T.; Tabachnikova, E.; Suresh, S. Fatigue behavior of nanocrystalline metals and alloys. Int. J. Fatigue 2005, 27, 1147–1158. [Google Scholar] [CrossRef]
- Vinogradov, A.; Hashimoto, S. Multiscale Phenomena in Fatigue of Ultra-Fine Grain Materials-an Overview. Mater. Trans. 2001, 42, 74–84. [Google Scholar] [CrossRef]
- Vinogradov, A.Y.; Stolyarov, V.V.; Hashimoto, S.; Valiev, R.Z. Cyclic behavior of ultrafine-grain titanium produced by severe plastic deformation. Mater. Sci. Eng. A 2001, 318, 163–173. [Google Scholar] [CrossRef]
- Zherebtsov, S.; Salishchev, G.; Galeyev, R.; Maekawa, K. Mechanical Properties of Ti–6Al–4V Titanium Alloy with Submicrocrystalline Structure Produced by Severe Plastic Deformation. Mater. Trans. 2005, 46, 2020–2025. [Google Scholar] [CrossRef]
- Kim, W.-J.; Hyun, C.-Y.; Kim, H.-K. Fatigue strength of ultrafine-grained pure Ti after severe plastic deformation. Scr. Mater. 2006, 54, 1745–1750. [Google Scholar] [CrossRef]
- Zherebtsov, S.V.; Kostjuchenko, S.; Kudryavtsev, E.A.; Malysheva, S.; Murzinova, M.A.; Salishchev, G.A. Mechanical Properties of Ultrafine Grained Two-Phase Titanium Alloy Produced by “abc” Deformation. Mater. Sci. Forum 2012, 706–709, 1859–1863. [Google Scholar] [CrossRef]
- Zherebtsov, S.V. Strength and ductility-related properties of ultrafine grained two-phase titanium alloy produced by warm multiaxial forging. Mater. Sci. Eng. A 2012, 536, 190–196. [Google Scholar] [CrossRef]
- Garbacz, H.; Pakiela, Z.; Kurzydlowsli, K.J. Fatigue properties of nanocrystalline titanium. Rev. Adv. Mater. Sci. 2010, 25, 256–260. [Google Scholar]
- Salishchev, G.A.; Galeev, R.M.; Malysheva, S.P.; Zherebtsov, S.V.; Mironov, S.Y.; Valiakhmetov, O.R.; Ivanisenko, É.I. Formation of submicrocrystalline structure in titanium and titanium alloys and their mechanical properties. Met. Sci. Heat Treat. 2006, 48, 63–69. [Google Scholar] [CrossRef]
- Semenova, I.P.; Polyakova, V.V.; Dyakonov, G.S.; Polyakov, A.V. Ultrafine-Grained Titanium-Based Alloys: Structure and Service Properties for Engineering Applications. Adv. Eng. Mater. 2020, 22, 1900651. [Google Scholar] [CrossRef]
- Saitova, L.; Höppel, H.; Göken, M.; Semenova, I.; Valiev, R. Cyclic deformation behavior and fatigue lives of ultrafine-grained Ti-6AL-4V ELI alloy for medical use. Int. J. Fatigue 2009, 31, 322–331. [Google Scholar] [CrossRef]
- Polyakov, A.V.; Semenova, I.P.; Huang, Y.; Valiev, R.Z.; Langdon, T.G. Fatigue Life and Failure Characteristics of an Ultrafine-Grained Ti-6Al-4V Alloy Processed by ECAP and Extrusion. Adv. Eng. Mater. 2014, 16, 1038–1043. [Google Scholar] [CrossRef]
- Semenova, I.P.; Polyakov, A.V.; Polyakova, V.V.; Huang, Y.; Valiev, R.Z.; Langdon, T.G. High-Cycle Fatigue Behavior of an Ultrafine-Grained Ti-6Al-4V Alloy Processed by ECAP and Extrusion. Adv. Eng. Mater. 2016, 18, 2057–2062. [Google Scholar] [CrossRef]
- Lanning, D.; Haritos, G.K.; Nicholas, T.; Maxwell, D.C. Low-cycle fatigue/high-cycle fatigue interactions in notched Ti-6Al-4V. Fatigue Fract. Eng. Mater. Struct. 2001, 24, 565–577. [Google Scholar] [CrossRef]
- Semenova, I.P.; Raab, G.I.; Golubovskiy, E.R.; Valiev, R.R. Service properties of ultrafine-grained Ti–6Al–4V alloy at elevated temperature. J. Mater. Sci. 2013, 48, 4806–4812. [Google Scholar] [CrossRef]
- Kral, P.; Dvorak, J.; Blum, W.; Kudryavtsev, E.; Zherebtsov, S.; Salishchev, G.; Kvapilova, M.; Sklenicka, V. Creep study of mechanisms involved in low-temperature superplasticity of UFG Ti-6Al-4V processed by SPD. Mater. Charact. 2016, 116, 84–90. [Google Scholar] [CrossRef]
- Semenova, I.P.; Selivanov, K.S.; Valiev, R.R.; Modina, I.M.; Smyslova, M.K.; Polyakov, A.V.; Langdon, T.G. Enhanced Creep Resistance of an Ultrafine-Grained Ti–6Al–4V Alloy with Modified Surface by Ion Implantation and (Ti + V)N Coating. Adv. Eng. Mater. 2020, 22, 1901219. [Google Scholar] [CrossRef]
- Lutjering, G.; Williams, J.C. Titanium; Springer: New York, NY, USA, 2007. [Google Scholar]
- Demakov, S.L.; Elkina, O.A.; Illarionov, A.G.; Karabanalov, M.S.; Popov, A.A.; Semenova, I.P.; Saitova, L.R.; Shchetnikov, N.V. Effect of rolling-assisted deformation on the formation of an ultrafine-grained structure in a two-phase titanium alloy subjected to severe plastic deformation. Phys. Met. Metallogr. 2008, 105, 602–609. [Google Scholar] [CrossRef]
- Ko, Y.G.; Jung, W.S.; Shin, D.H.; Lee, C.S. Effects of temperature and initial microstructure on the equal channel angular pressing of Ti–6Al–4V alloy. Scr. Mater. 2003, 48, 197–202. [Google Scholar] [CrossRef]
- Zherebtsov, S.; Murzinova, M.; Salishchev, G.; Semiatin, S.L. Spheroidization of the lamellar microstructure in Ti–6Al–4V alloy during warm deformation and annealing. Acta Mater. 2011, 59, 4138–4150. [Google Scholar] [CrossRef]
- Sergueeva, A.V.; Stolyarov, V.V.; Valiev, R.Z.; Mukherjee, A.K. Superplastic behavior of ultrafine-grained Ti–6A1–4V alloys. Mater. Sci. Eng. A Struct. Mater. 2002, 323, 318–325. [Google Scholar] [CrossRef]
- Ovid’ko, I.A.; Langdon, T.G. Enhanced Ductility of Nanocrystalline and Ultrafine-Grained Metals. Rev. Adv. Mater. Sci. 2012, 30, 103–111. [Google Scholar]
- Zhao, Y.; Zhu, Y.; Lavernia, E.J. Strategies for Improving Tensile Ductility of Bulk Nanostructured Materials. Adv. Eng. Mater. 2010, 12, 769–778. [Google Scholar] [CrossRef]
- Phan, T.Q.; Lee, I.F.; Levine, L.E.; Tischler, J.Z.; Huang, Y.; Fox, A.G.; Langdon, T.G.; Kassner, M.E. X-ray microbeam measurements of long-range internal stresses in commercial-purity aluminum processed by multiple passes of equal-channel angular pressing. Scr. Mater. 2014, 93, 48. [Google Scholar] [CrossRef]
- Saitova, L.R.; Höppel, H.W.; Göken, M.; Kilmametov, A.R.; Semenova, I.P.; Valiev, R. Cycling of Ultrafine-Grained Ti-6Al-4V ELI Alloy: Microstructural Changes and Enhanced Fatigue Limit. Mater. Sci. Forum 2008, 584–586, 827–832. [Google Scholar] [CrossRef]
- Joshi, V.A. Titanium Alloys: An Atlas of Structures and Fracture Features; CRC Press: Boca Raton, FL, USA, 2006. [Google Scholar]
- Lindemann, J.; Wagner, L. Microtextural effects on mechanical properties of duplex microstructures in (α+β) titanium alloys. Mater. Sci. Eng. A 1999, 263, 137–141. [Google Scholar] [CrossRef]
- Kunz, L.; Lukas, P.; Sloboda, M. Fatigue strength, microstructural stability and strain localization in ultrafine-grained copper. Mater. Sci. Eng. A 2006, 424, 97–104. [Google Scholar] [CrossRef]
- Zherebtsov, S.; Salishchev, G. Production, Properties and Application of Ultrafine-Grained Titanium Alloys. Mater. Sci. Forum 2016, 838–839, 294–301. [Google Scholar] [CrossRef]
- Naydenkin, E.V.; Ratochka, I.V.; Grabovetskaya, G.P. The Aspects of Practical Application of Ultrafine-Grained Titanium Alloys Produced by Severe Plastic Deformation. Mater. Sci. Forum 2010, 667–669, 1183–1187. [Google Scholar] [CrossRef]
- Semenova, I.P.; Raab, G.I.; Polyakova, V.V.; Izmailova, N.F.; Pavlinich, S.P.; Valiev, R.Z. Ultrafine-Grained Ti-6Al-4V-Alloy Used for Production of Complex-Shaped articles with enhanced Service Properties. Rev. Adv. Mater. Sci. 2012, 31, 179. [Google Scholar]




{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Element | Ti | Al | V | Zr | Si | Fe | C | O | N | H |
|---|---|---|---|---|---|---|---|---|---|---|
| Percentage | Balance | 6.2 | 4.3 | 0.02 | 0.039 | 0.16 | 0.06 | 0.168 | 0.015 | 0.003 |
| Condition | Yield Strength, σ0.2 (MPa) | Ultimate Strength, σ (MPa) | Total Elongation, δ (%) |
|---|---|---|---|
| After the standard HT | |||
| 295 K | 943 ± 13 | 1040 ± 24 | 14.8 ± 1.1 |
| 625 K | 750 ± 25 | 890 ± 20 | 15.0 ± 1.3 |
| After ECAP | |||
| 295 K | 1090 ± 18 | 1220 ± 20 | 10.5 ± 1.3 |
| 625 K | 940 ± 20 | 1040 ± 18 | 11.0 ± 1.5 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Semenova, I.P.; Polyakov, A.V.; Pesin, M.V.; Stotskiy, A.G.; Modina, Y.M.; Valiev, R.Z.; Langdon, T.G. Strength and Fatigue Life at 625 K of the Ultrafine-Grained Ti-6Al-4V Alloy Produced by Equal-Channel Angular Pressing. Metals 2022, 12, 1345. https://doi.org/10.3390/met12081345
Semenova IP, Polyakov AV, Pesin MV, Stotskiy AG, Modina YM, Valiev RZ, Langdon TG. Strength and Fatigue Life at 625 K of the Ultrafine-Grained Ti-6Al-4V Alloy Produced by Equal-Channel Angular Pressing. Metals. 2022; 12(8):1345. https://doi.org/10.3390/met12081345
Chicago/Turabian StyleSemenova, Irina P., Alexander V. Polyakov, Mikhail V. Pesin, Andrey G. Stotskiy, Yulia M. Modina, Ruslan Z. Valiev, and Terence G. Langdon. 2022. "Strength and Fatigue Life at 625 K of the Ultrafine-Grained Ti-6Al-4V Alloy Produced by Equal-Channel Angular Pressing" Metals 12, no. 8: 1345. https://doi.org/10.3390/met12081345
APA StyleSemenova, I. P., Polyakov, A. V., Pesin, M. V., Stotskiy, A. G., Modina, Y. M., Valiev, R. Z., & Langdon, T. G. (2022). Strength and Fatigue Life at 625 K of the Ultrafine-Grained Ti-6Al-4V Alloy Produced by Equal-Channel Angular Pressing. Metals, 12(8), 1345. https://doi.org/10.3390/met12081345