
Evaluation of Fracture Strain for Cold Drawn Thin-Walled Steel Tubes via Small Round-Bar Tensile Test

Abstract
1. Introduction
2. Materials and Methods
2.1. Materials
2.2. Specimen for Tensile Test
2.3. Tensile Test
2.4. Piercing Test
3. Results
3.1. Nominal Stress Andcross-Sectional Reduction Curves for Small Round-Bar Tensile Test
3.2. Fracture Strains for Small Round-Bar Tensile Test
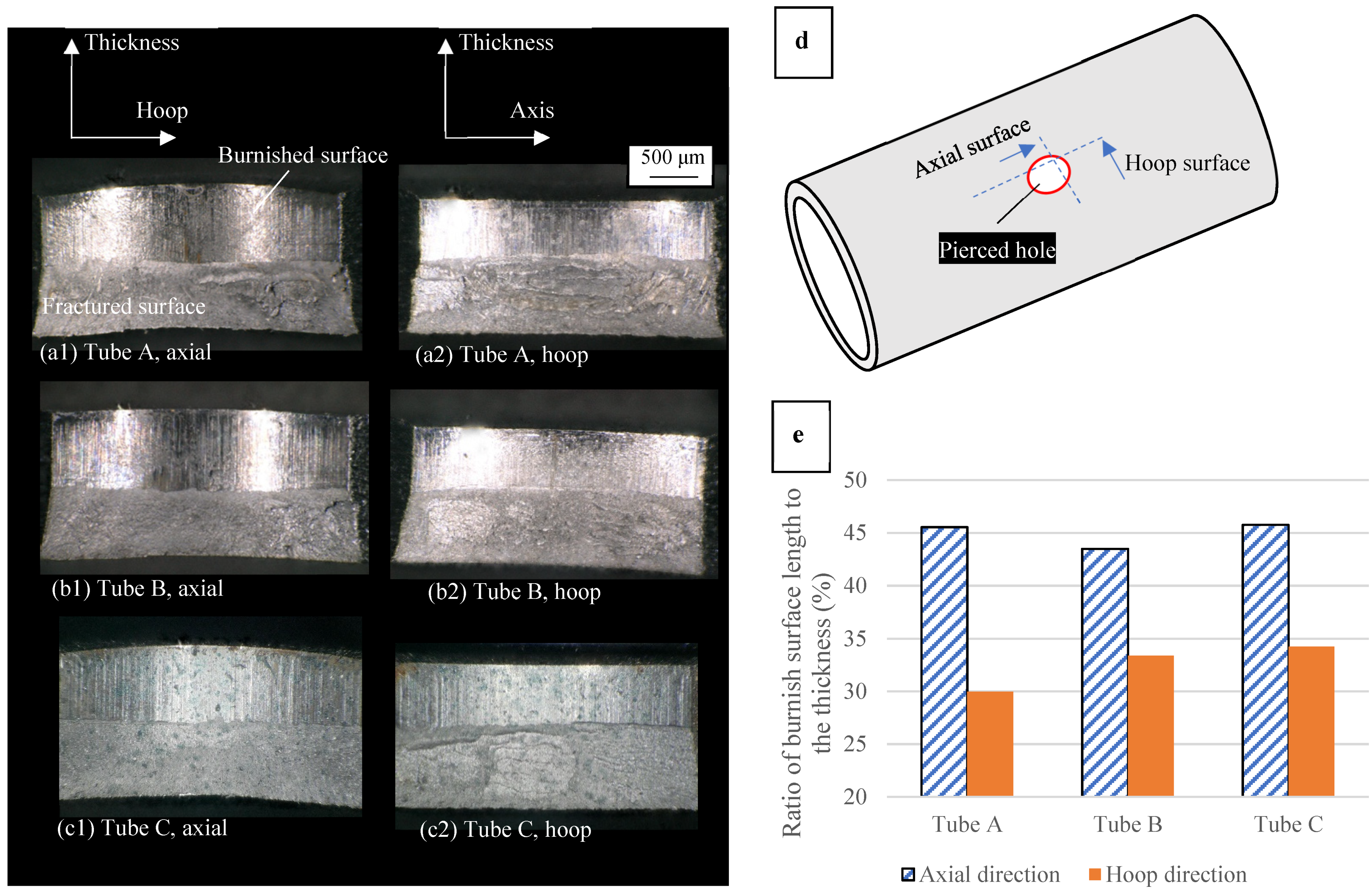
3.3. Piercing Test
4. Discussion
4.1. Work-Hardening
4.2. Fracture Strains
4.3. Possibility of Easy Formability Check by Piercing Test
5. Summary
- (i)
- The flow stresses in the hoop direction were higher than those in the axial direction. One steel tube presented higher tensile strength in the hoop direction, but others presented almost the same tensile strength for the tensile direction. The abrupt strain-path changes from the cold-drawn process caused such a behavior;
- (ii)
- The anisotropy of the fracture strains varied with the tube types. Inferior, nearly the same, and superior hoop directional fracture strains were presented using one tube each and compared to the axial strains. The tube exceeding 40% deterioration was presented for the hoop directional fracture strain;
- (iii)
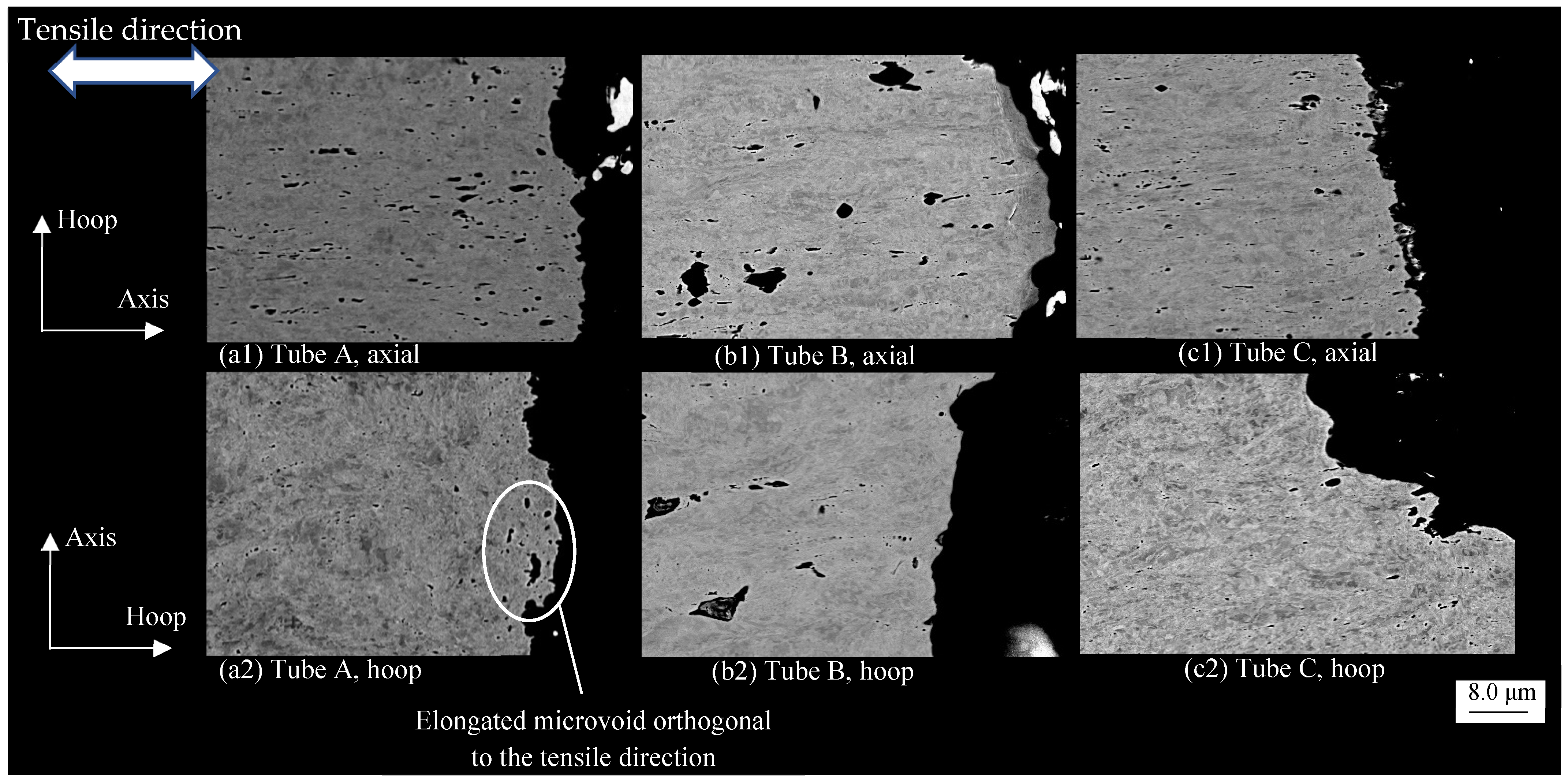
- The remarkable fracture strain deterioration in the hoop direction occurred by a combination of grain elongation and carbide aggregation on grain boundaries. SEM images suggest that the microvoid growth and linkage percolated thorough carbides on elongated grain boundaries.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Teramae, T.; Manabe, K.; Ueno, K.; Nakamura, K.; Takeda, H. Effect of material properties on deformation behavior in incremental tube-burring process using a bar tool. J. Mater. Processing Technol. 2007, 191, 24–29. [Google Scholar] [CrossRef]
- Takahashi, M. Development of high strength steels for automobiles. Nippon. Steel Tech. Rep. 2003, 88, 2–7. Available online: https://www.nipponsteel.com/en/tech/report/nsc/pdf/n8802.pdf (accessed on 19 April 2022).
- Takahashi, Y.; Kawano, O.; Horioka, S.; Ushioda, K. Improvement of Stretch Flangeability of High-Tensile-Strength Steel Sheets by Piercing under Tension Using Humped Bottom Punch; SAE Technical Paper; Article No. 2013-01-0609; SAE International: Warrendale, PA, USA, 2013. [Google Scholar] [CrossRef]
- Matsuno, T.; Sato, K.; Okamoto, R.; Mizumura, M.; Suehiro, M. Synergy Effect of shear angle and anisotropic material ductility on hole-expansion ratio of high-strength steels. J. Mater. Processing Technol. 2016, 230, 167–176. [Google Scholar] [CrossRef]
- Mori, K.I.; Abe, Y.; Suzui, Y. Improvement of stretch flangeability of ultra high strength steel sheet by smoothing of sheared edge. J. Mater. Processing Technol. 2010, 210, 653–659. [Google Scholar] [CrossRef]
- Toyoda, S.; Suzuki, K.; Sato, A. High strength steel tubes for automotive suspension parts—High strength steel tubes with excellent formability and forming technology for light weight automobiles. JFE Tech. Rep. 2004, 4, 28–32. [Google Scholar]
- Takahashi, M.; Kawano, O.; Hayashida, T.; Okamoto, R.; Taniguchi, H. High strength hot-rolled steel sheets for automobiles. Nippon. Steel Tech. Rep. 2003, 88, 8–12. Available online: https://www.nipponsteel.com/en/tech/report/nsc/pdf/n8803.pdf (accessed on 19 April 2022).
- Masamura, K.; Nagahama, Y. Manufacturing processes and products of steel pipes and tubes in JFE Steel. JFE Tech. Rep. 2006, 7, 1–6. [Google Scholar]
- Yoshida, K.; Kuwabara, T. Effect of strain hardening behavior on forming limit stresses of steel tube subjected to nonproportional loading paths. Int. J. Plast. 2007, 23, 1260–1284. [Google Scholar] [CrossRef]
- Kuwabara, T.; Sugawara, F. Multiaxial tube expansion test method for measurement of sheet metal deformation behavior under biaxial tension for a large strain range. Int. J. Plast. 2013, 45, 103–118. [Google Scholar] [CrossRef]
- Kim, K.H. Evolution of anisotropy during twisting of cold drawn tubes. J. Mech. Phys. Solids 1992, 40, 127–139. [Google Scholar] [CrossRef]
- Sawamiphakdi, K.; Lahoti, G.D.; Kropp, P.K. Simulation of a tube drawing process by the finite element method. J. Mater. Processing Technol. 1991, 27, 179–190. [Google Scholar] [CrossRef]
- Comstock, R.J.; Scherrer, D.K.; Adamczyk, R.D. Hole expansion in a variety of sheet steels. J. Mater. Eng. Perform. 2006, 15, 675–683. [Google Scholar] [CrossRef]
- Park, S.; Jung, J.; Kim, K.I.; Kim, H.; Kim, S.I.; Oh, K.H.; Han, H.N. Practical microstructure-informed dual-scale simulation for predicting hole expansion failure of hyper-burring steel. Int. J. Mech. Sci. 2019, 156, 297–311. [Google Scholar] [CrossRef]
- Achineethongkham, K.; Uthaisangsuk, V. Analysis of forming limit behaviour of high strength steels under non-linear strain paths using a micromechanics damage modelling. Int. J. Mech. Sci. 2020, 183, MS105828. [Google Scholar] [CrossRef]
- Paul, S.K.; Mukherjee, M.; Kundu, S.; Chandra, S. Prediction of hole expansion ratio for automotive grade steels. Comp. Mater. Sci. 2014, 89, 189–197. [Google Scholar] [CrossRef]
- Kim, J.; Kang, S.J.; Kang, B.S. A prediction of bursting failure in tube hydroforming processes based on ductile fracture criterion. Int. J. Adv. Manuf. Technol. 2003, 22, 357–362. [Google Scholar] [CrossRef]
- Oyane, M.; Sato, T.; Okimoto, K.; Shima, S. Criteria for ductile fracture and their applications. J. Mech. Work. Technol. 1980, 4, 65–81. [Google Scholar] [CrossRef]
- Aue-u-Lan, Y.; Ngaile, G.; Altan, T. Optimizing tube hydroforming using process simulation and experimental verification. J. Mater. Processing Technol. 2004, 146, 137–143. [Google Scholar] [CrossRef]
- Magrinho, J.P.; Silva, M.B.; Centeno, G.; Moedas, F.; Vallellano, C.; Martins, P.A.F. On the determination of forming limits in thin-walled tubes. Int. J. Mech. Sci. 2019, 155, 381–391. [Google Scholar] [CrossRef]
- Hashemi, R.; Assempour, A.; Abad, E.M.K. Implementation of the forming limit stress diagram to obtain suitable load path in tube hydroforming considering M-K model. Mater. Des. 2009, 30, 3545–3553. [Google Scholar] [CrossRef]
- Marciniak, Z.; Kuczyński, K. Limit strains in the processes of stretch-forming sheet metal. Int. J. Mech. Sci. 1967, 9, 613–620. [Google Scholar] [CrossRef]
- Chen, X.; Li, S.; Yu, Z.; Lin, Z. Study on experimental approaches of forming limit curve for tube hydroforming. Int. J. Adv. Manuf. Technol. 2012, 61, 87–100. [Google Scholar] [CrossRef]
- Kim, J.H.; Kim, N.H.; Kim, Y.J.; Hasegawa, K.; Miyazaki, K. Ductile fracture simulation of 304 stainless steel pipes with two circumferential surface cracks. Fatigue Fract. Eng. Mater. Struct. 2013, 36, 1067–1080. [Google Scholar] [CrossRef]
- Miyazaki, K.; Nebu, A.; Ishiwata, M.; Hasegawa, K. Fracture strength and behavior of carbon steel pipes with local wall thinning subjected to cyclic bending load. Nucl. Eng. Des. 2002, 214, 127–136. [Google Scholar] [CrossRef]
- Oh, C.K.; Kim, Y.J.; Baek, J.H.; Kim, Y.P.; Kim, W. A phenomenological model of ductile fracture for API X65 steel. Int. J. Mech. Sci. 2007, 49, 1399–1412. [Google Scholar] [CrossRef]
- Tvergaard, V.; Needleman, A. Analysis of the cup-cone fracture in a round tensile bar. Acta Metall. 1984, 32, 157–169. [Google Scholar] [CrossRef]
- Tanguy, B.; Luu, T.T.; Perrin, G.; Pineau, A.; Besson, J. Plastic and damage behaviour of a high strength X100 pipeline steel: Experiments and modelling. Int. J. Press. Vessel. Pip. 2008, 85, 322–335. [Google Scholar] [CrossRef]
- Cao, Y.; Zhen, Y.; Song, M.; Yi, H.; Li, F.; Li, X. Determination of Johnson-Cook parameters and evaluation of Charpy impact test performance for X80 pipeline steel. Int. J. Mech. Sci. 2020, 179, MS105627. [Google Scholar] [CrossRef]
- Matsuno, T.; Shoji, H.; Ohata, M. Fracture-strain measurement of steel sheets under high hydrostatic pressure. Procedia Manuf. 2018, 15, 869–876. [Google Scholar] [CrossRef]
- Matsuno, T.; Hojo, T.; Watanabe, I.; Shiro, A.; Shobu, T.; Kajiwara, K. Tensile deformation behavior of TRIP-aided bainitic ferrite steel in the post-necking strain region. Sci. Technol. Adv. Mater. Methods 2021, 1, 56–74. [Google Scholar] [CrossRef]
- Abedini, A.; Narayanan, A.; Butcher, C. An investigation into the characterization of the hardening response of sheet metals using tensile and shear tests with surface strain measurement. Forces Mech. 2022, 7, 100090. [Google Scholar] [CrossRef]
- Matsuno, T. Effect of mechanical properties of steel and piercing method on hole expansion formability of high tensile strength steel sheets. SOKEIZAI 2012, 53, 2–7. (In Japanese) [Google Scholar]
- Serrano, M.; Hernández-Mayoral, M.; García-Junceda, A. Microstructural anisotropy effect on the mechanical properties of a 14Cr ODS steel. J. Nucle Mater. 2012, 428, 103–109. [Google Scholar] [CrossRef]
- Matsuno, T.; Yoshioka, T.; Watanabe, I.; Alves, L. Three-dimensional finite element analysis of representative volume elements for characterizing the effects of martensite elongation and banding on tensile strength of ferrite–martensite dual-phase steels. Int. J. Mech. Sci. 2019, 163, MS105133. [Google Scholar] [CrossRef]
- Vincze, G.; Barlat, F.; Rauch, E.F.; Tomé, C.N.; Butuc, M.C.; Grácio, J.J. Experiments and modeling of low carbon steel sheet subjected to double strain path changes. Metall. Mater. Trans. A 2013, 44, 4475–4479. [Google Scholar] [CrossRef][Green Version]
- Bong, H.J.; Lee, J.; Lee, M.G.; Kim, D. Identification of mechanical responses of steel sheets under non-proportional loadings using dislocation-density based crystal plasticity model. Int. J. Mech. Sci. 2019, 155, 461–474. [Google Scholar] [CrossRef]
- Wi, M.S.; Lee, S.Y.; Kim, J.H.; Kim, J.M.; Barlat, F. Experimental and theoretical plasticity analyses of steel materials deformed under a nonlinear strain path. Int. J. Mech. Sci. 2020, 182, MS105770. [Google Scholar] [CrossRef]
- Lewandowski, J.J.; Lowhaphandu, P. Effects of hydrostatic pressure on mechanical behaviour and deformation processing of materials. Int. Mater. Rev. 1998, 43, 145–187. [Google Scholar] [CrossRef]
- Azuma, M.; Goutianos, S.; Hansen, N.; Winther, G.; Huang, X. Effect of hardness of martensite and ferrite on void formation in dual phase steel. Mater. Sci. Technol. 2012, 28, 1092–1100. [Google Scholar] [CrossRef]
- Matsuno, T.; Maeda, D.; Shutoh, H.; Uenishi, A.; Suehiro, M. Effect of martensite volume fraction on void formation leading to ductile fracture in dual phase steels. ISIJ Int. 2014, 54, 938–944. [Google Scholar] [CrossRef]















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Material | Yield Stress (MPa) | Tensile Strength (MPa) | Elongation (%) |
|---|---|---|---|
| Tube A | 449 | 511 | 33.0 |
| Tube B | 511 | 583 | 18.2 |
| Tube C | 543 | 593 | 32.0 |
| Material | Steel Grade | Microstructure | C | Si | Mn | p | S |
|---|---|---|---|---|---|---|---|
| Tube A | SAE1017 | Ferrite-carbide | 0.17 | 0.07 | 0.45 | 0.023 | 0.003 |
| Tube B | E275 | Ferrite-carbide | 0.06 | 0.195 | 1.14 | 0.008 | 0.002 |
| Tube C | - | Bainitic ferrite | 0.06 | 0.1 | 1.29 | 0.012 | 0.002 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Matsuno, T.; Matsuda, T.; Shoji, H.; Ohata, M. Evaluation of Fracture Strain for Cold Drawn Thin-Walled Steel Tubes via Small Round-Bar Tensile Test. Metals 2022, 12, 776. https://doi.org/10.3390/met12050776
Matsuno T, Matsuda T, Shoji H, Ohata M. Evaluation of Fracture Strain for Cold Drawn Thin-Walled Steel Tubes via Small Round-Bar Tensile Test. Metals. 2022; 12(5):776. https://doi.org/10.3390/met12050776
Chicago/Turabian StyleMatsuno, Takashi, Tomoko Matsuda, Hiroto Shoji, and Mitsuru Ohata. 2022. "Evaluation of Fracture Strain for Cold Drawn Thin-Walled Steel Tubes via Small Round-Bar Tensile Test" Metals 12, no. 5: 776. https://doi.org/10.3390/met12050776
APA StyleMatsuno, T., Matsuda, T., Shoji, H., & Ohata, M. (2022). Evaluation of Fracture Strain for Cold Drawn Thin-Walled Steel Tubes via Small Round-Bar Tensile Test. Metals, 12(5), 776. https://doi.org/10.3390/met12050776