
Tribological Wear Effects of Laser Texture Design on AISI 630 Stainless Steel under Lubricated Conditions

 ,
,  ,
,  ,
,  and
and 
Abstract
:1. Introduction
2. Materials and Methods
2.1. Specimen Preparation
2.2. Tribological Tests
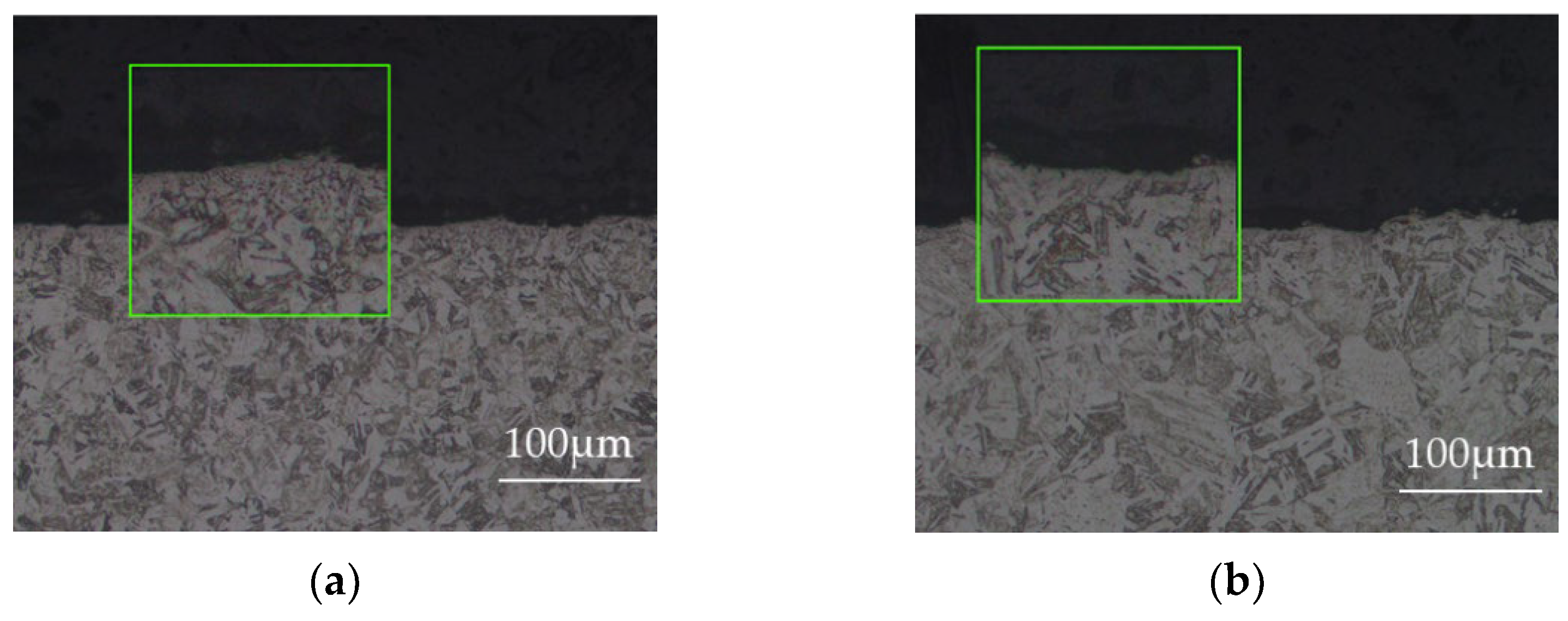
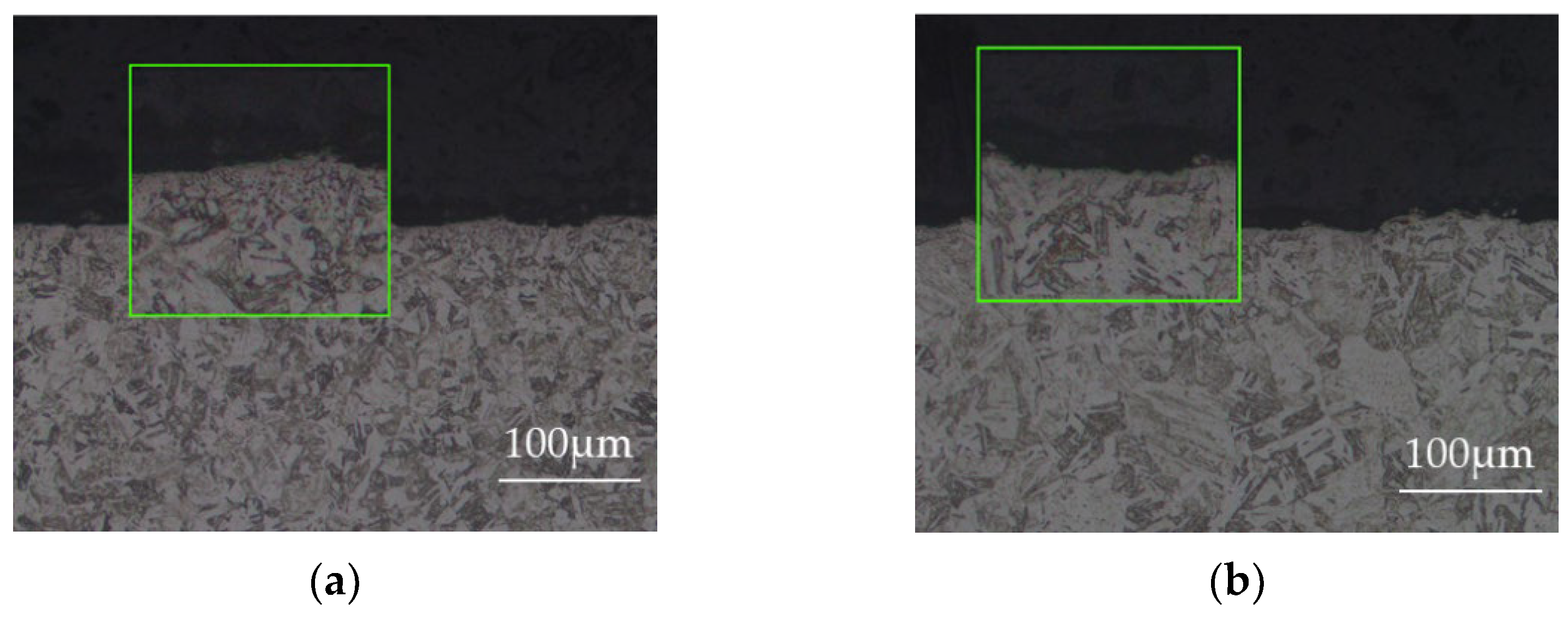
2.3. Tribological Wear Characterisation
3. Results and Discussions
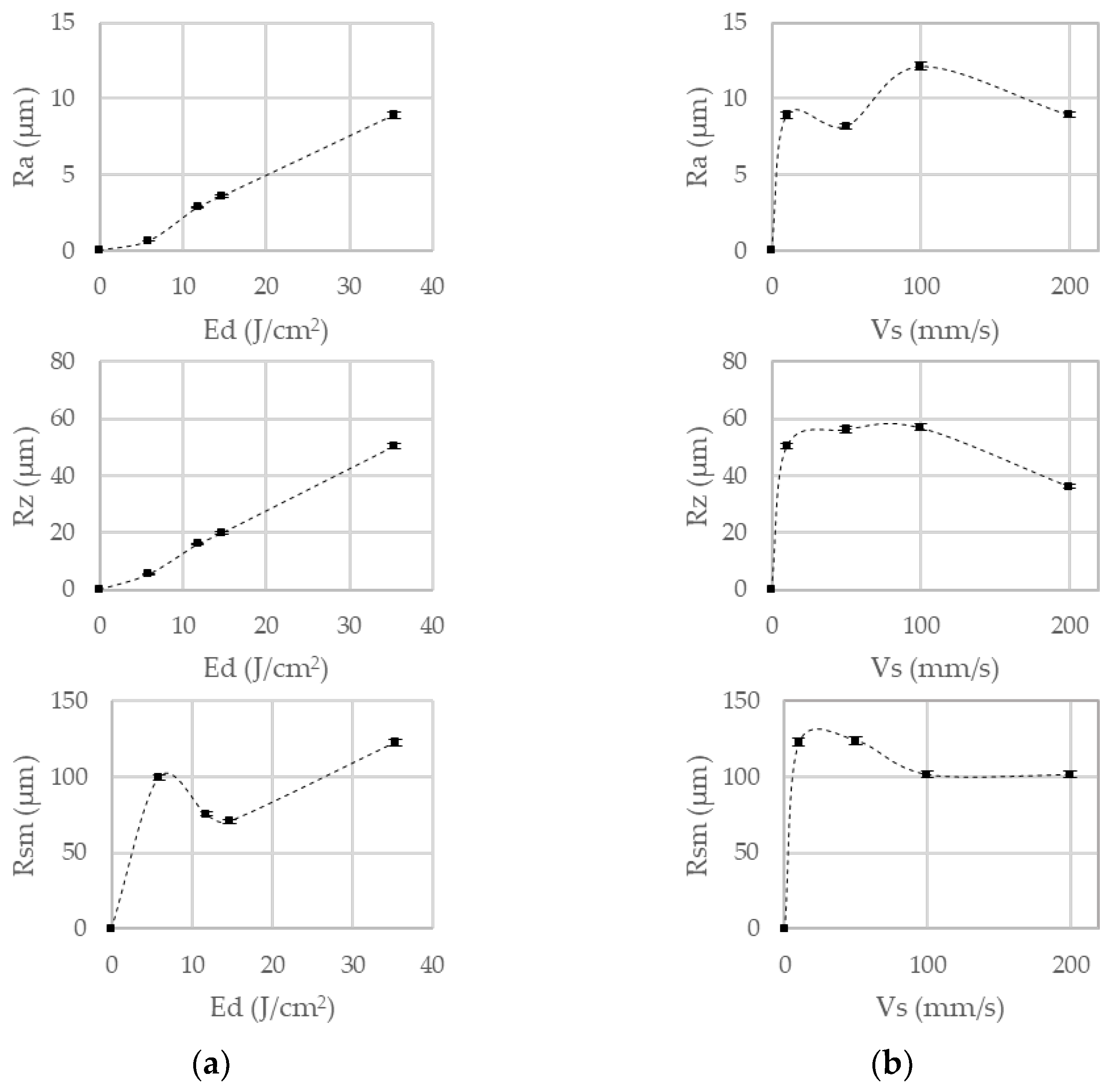
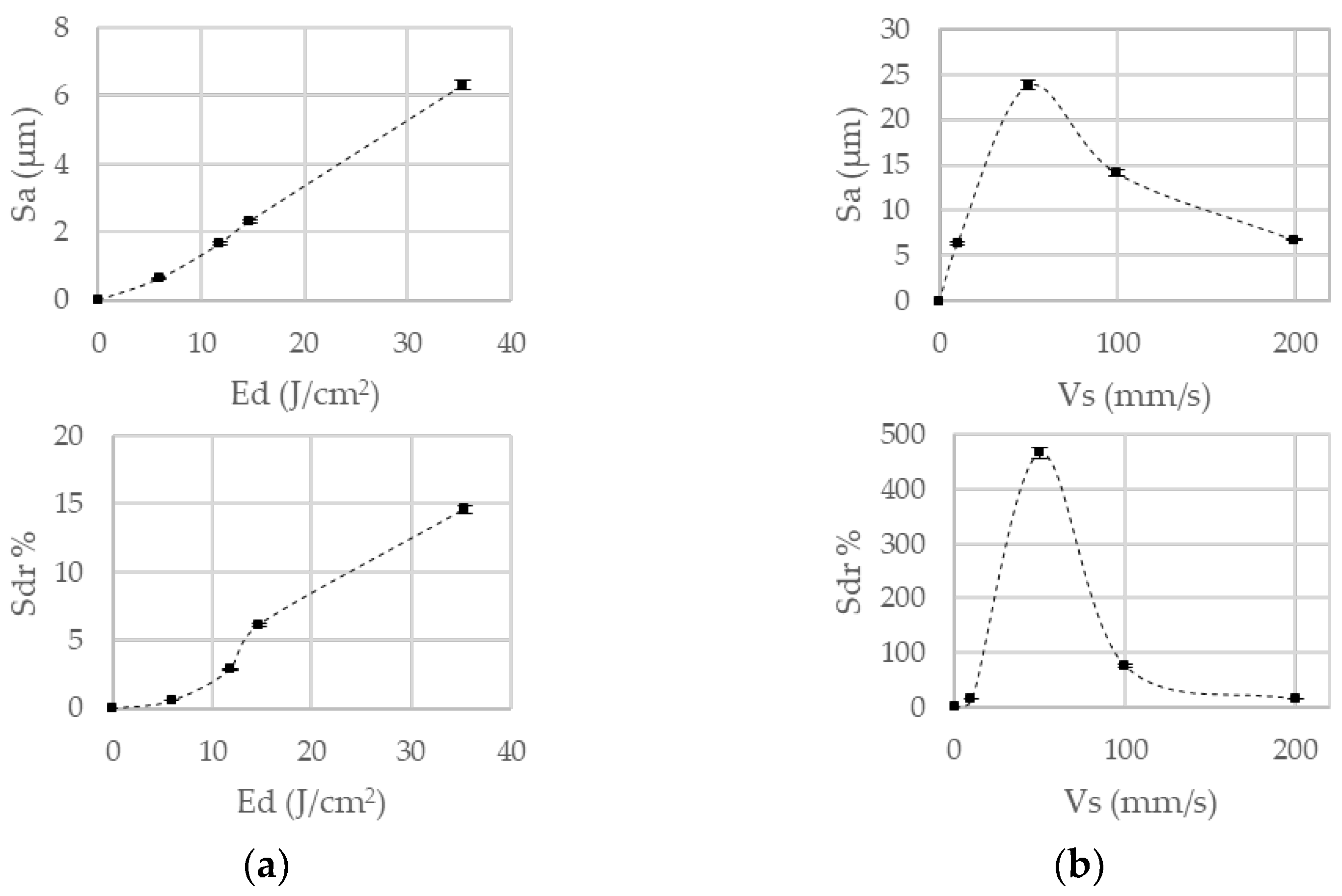
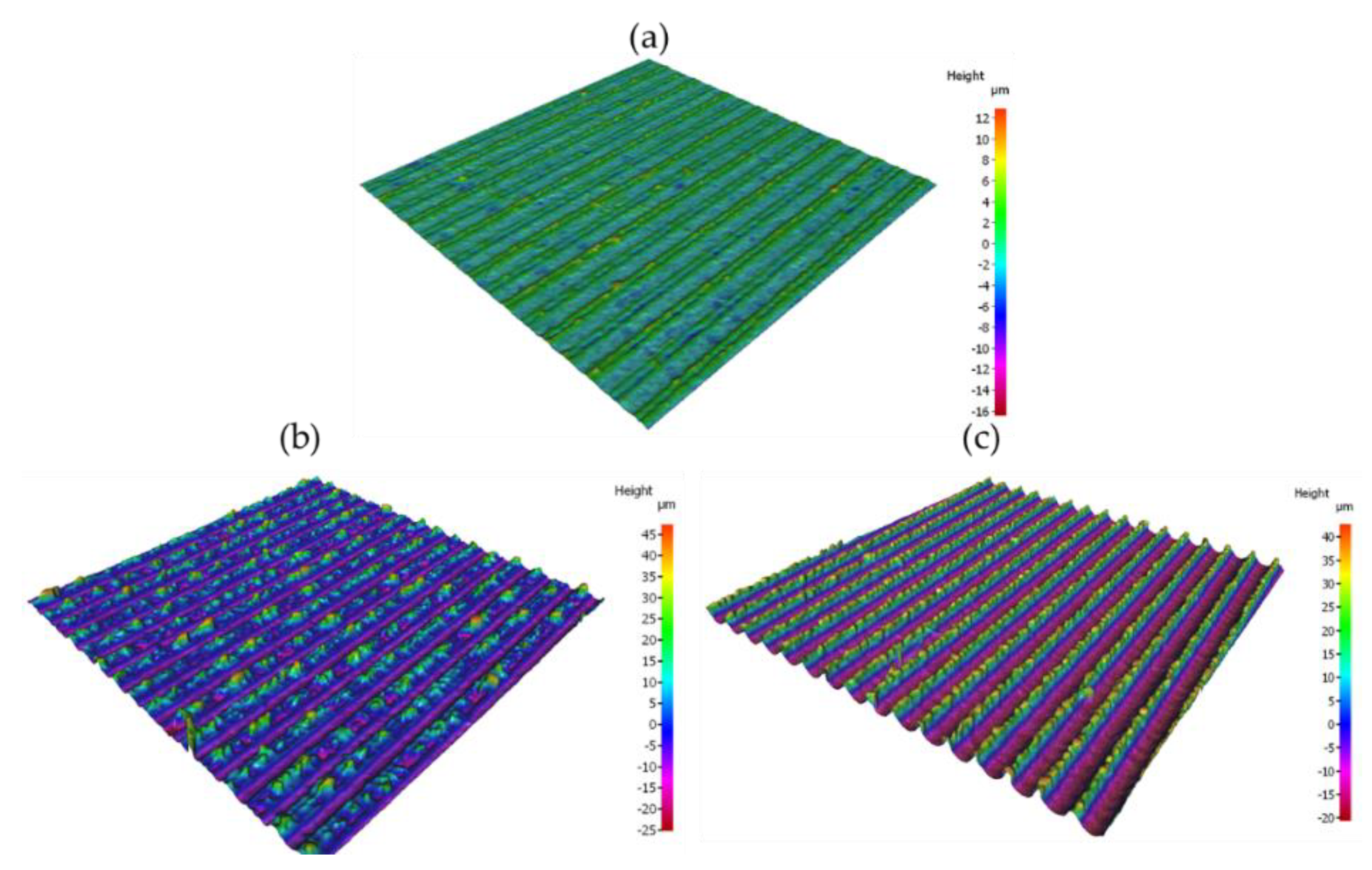
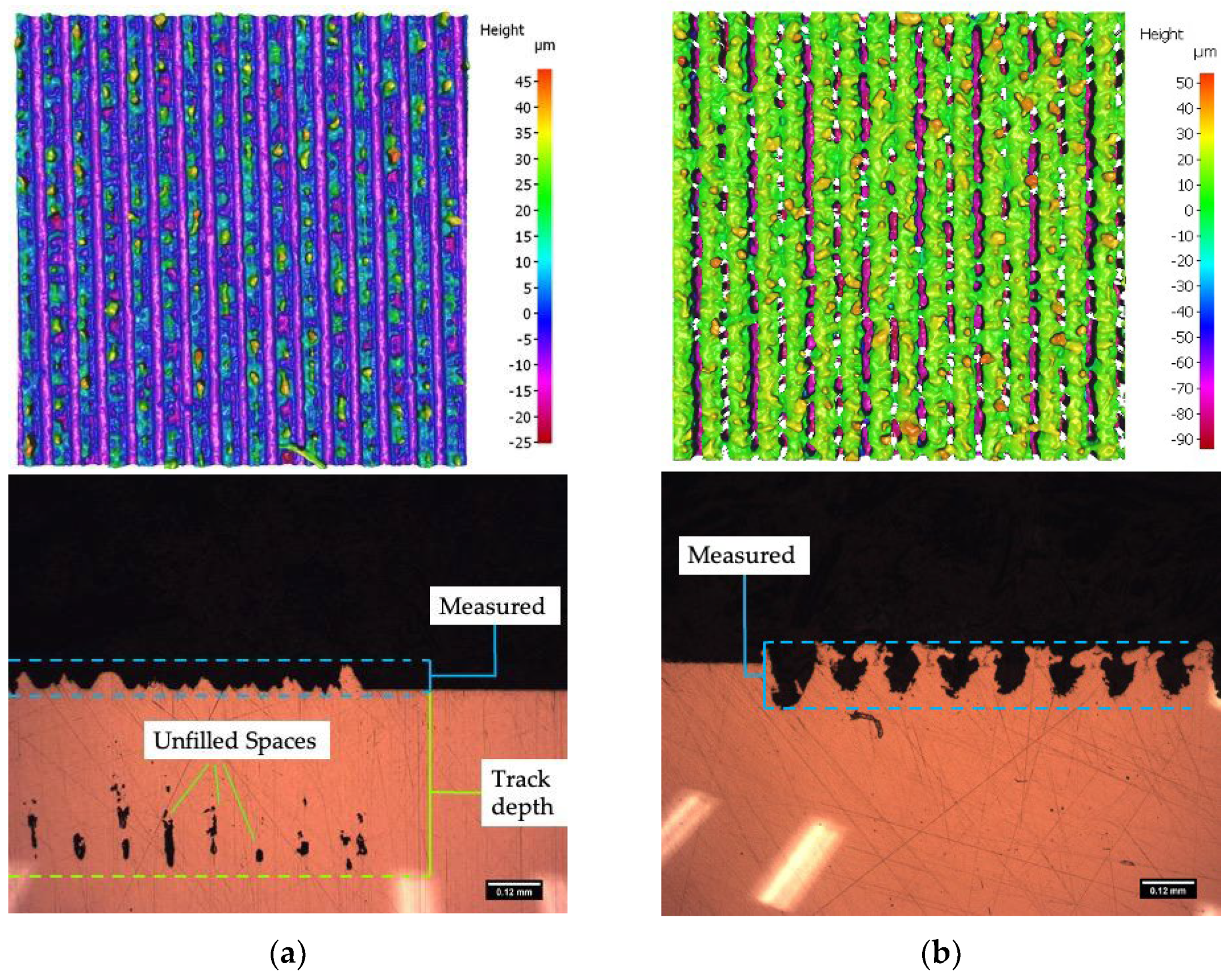
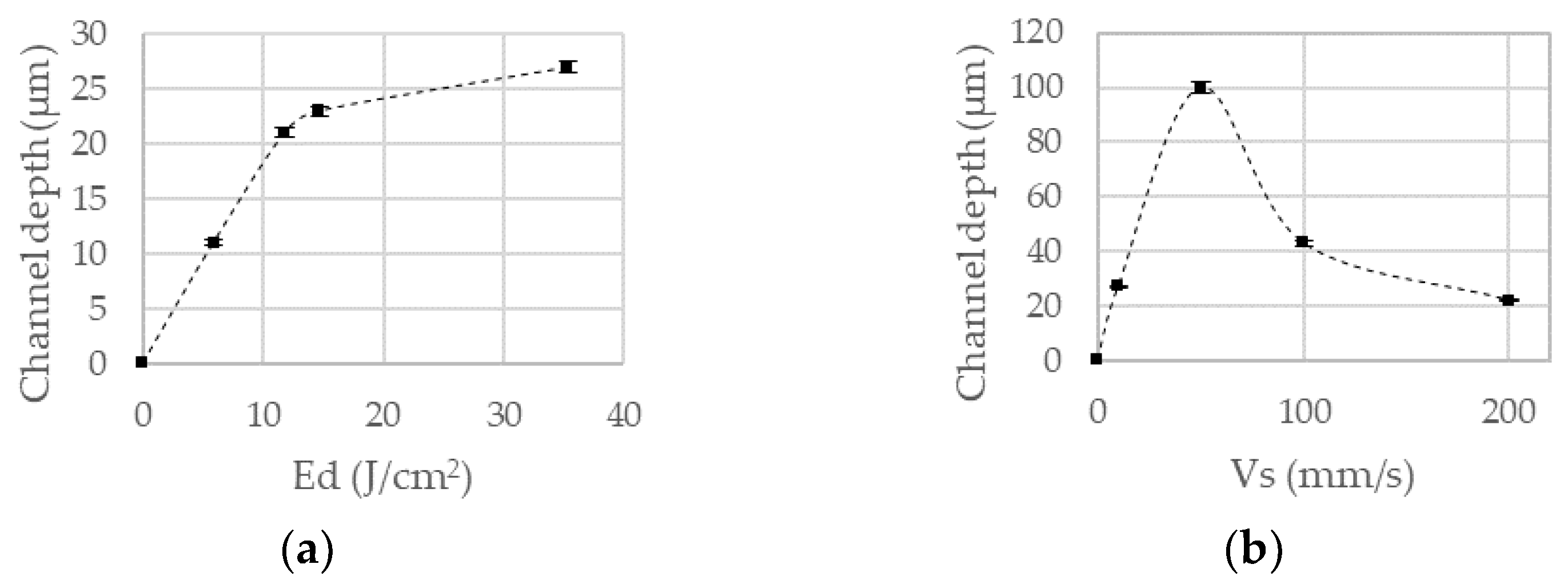
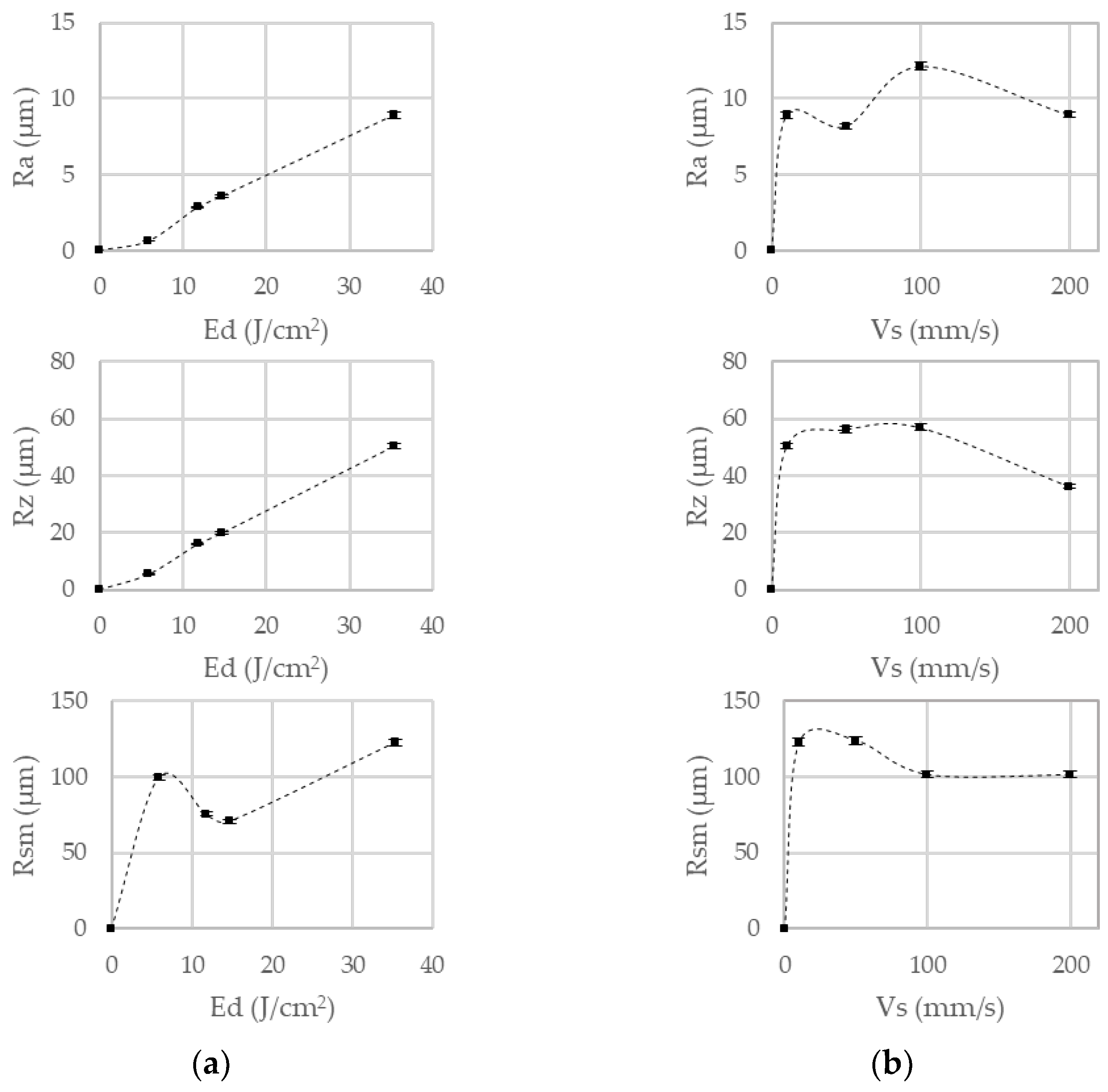
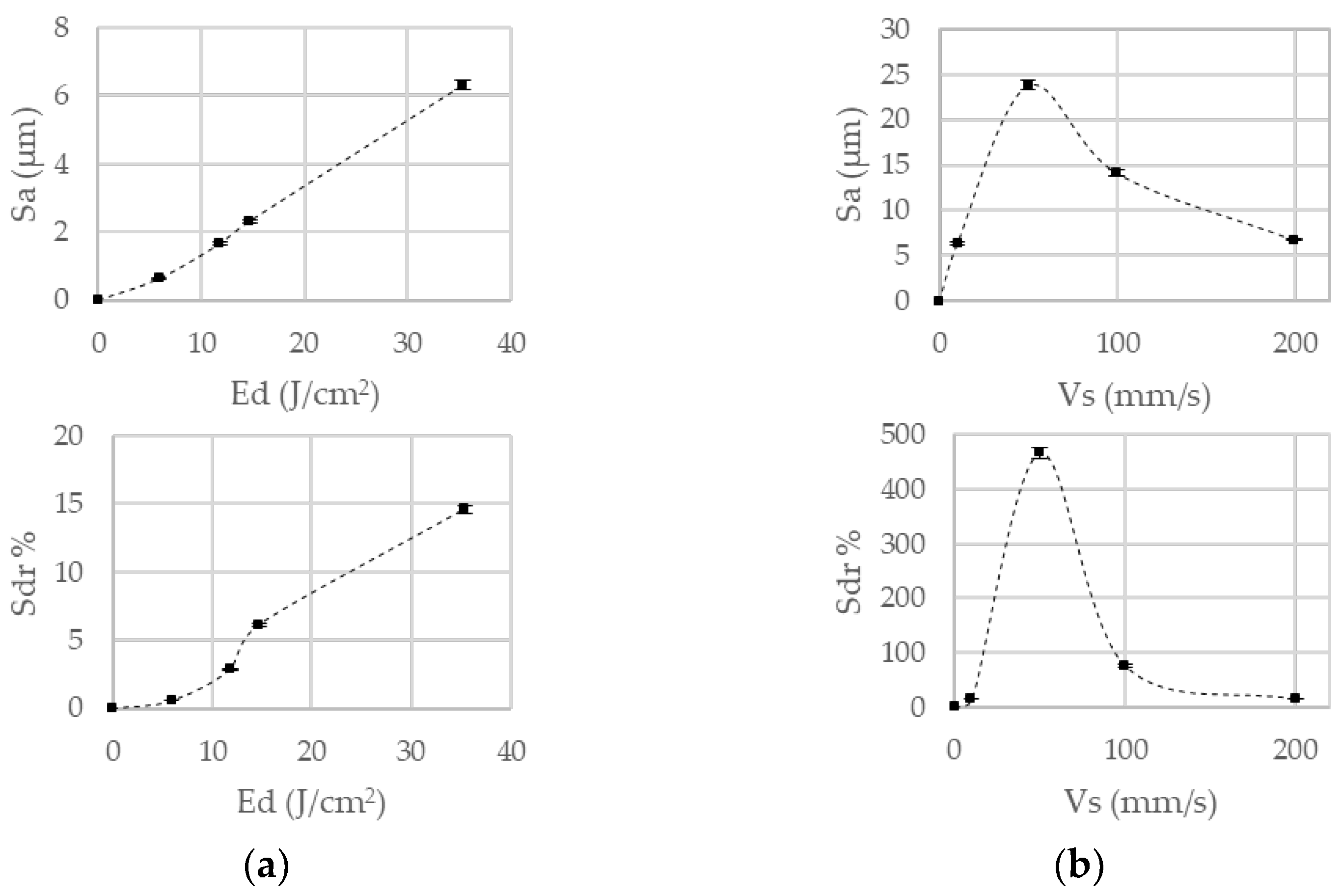
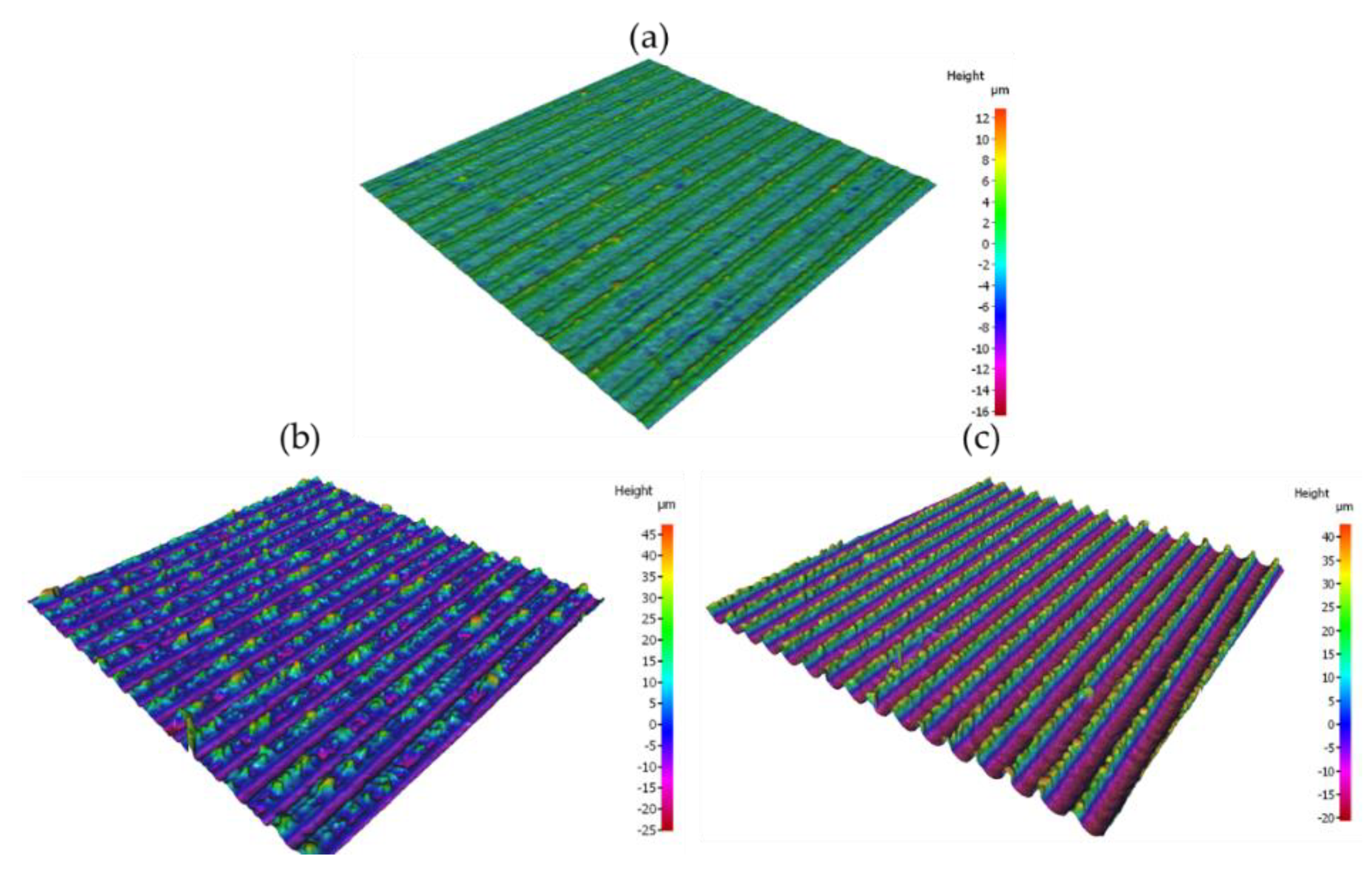
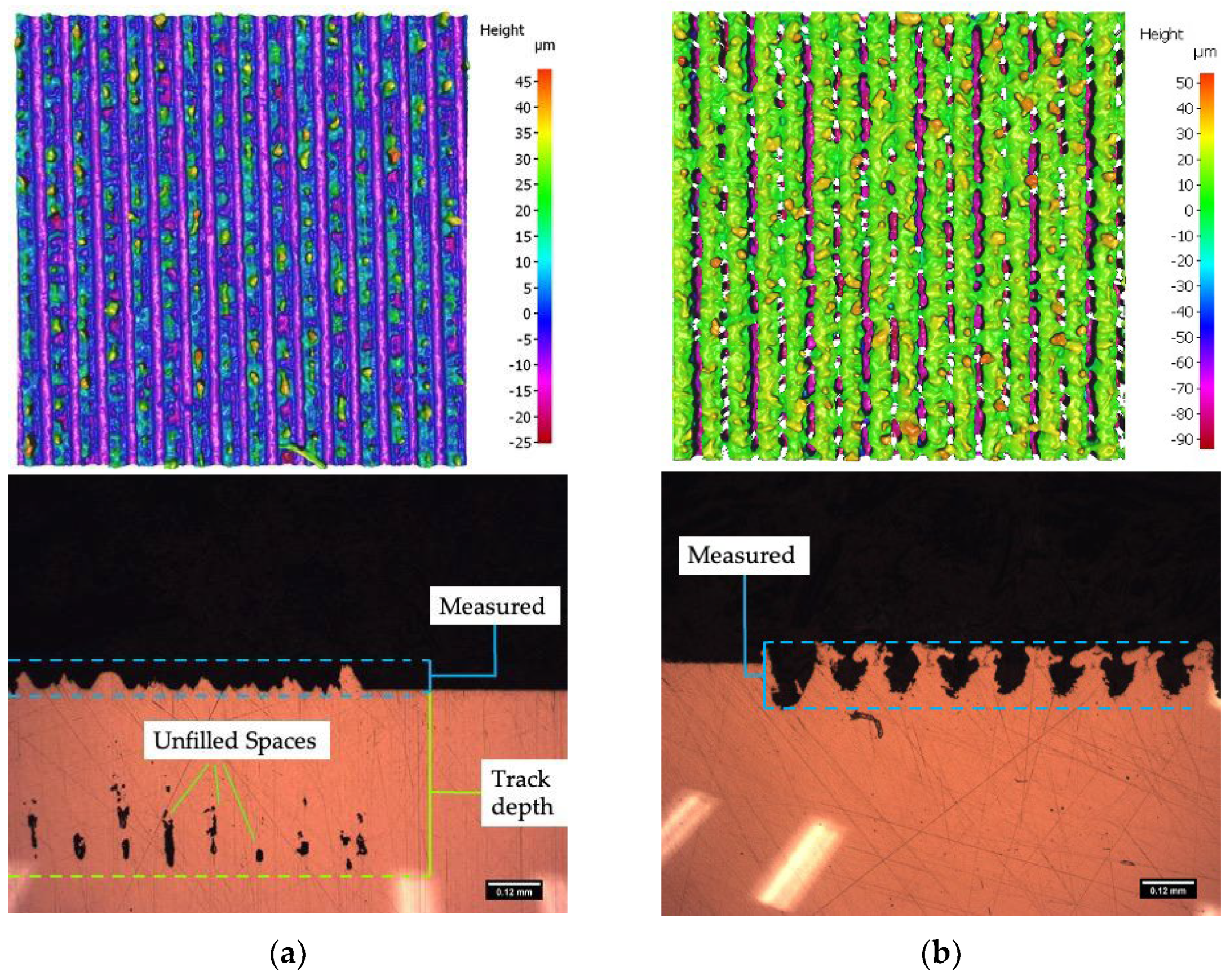
3.1. Surface Geometry Characterization
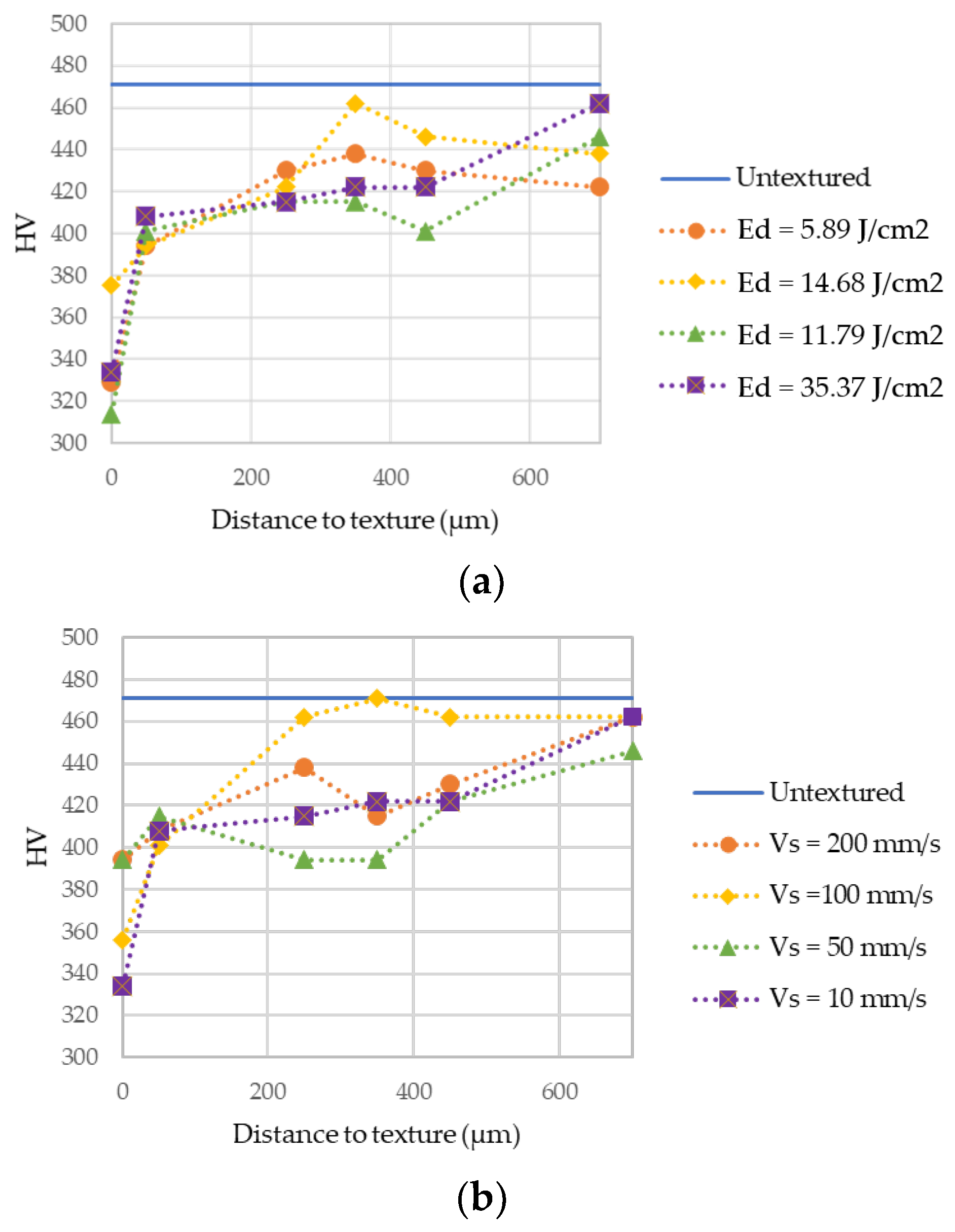
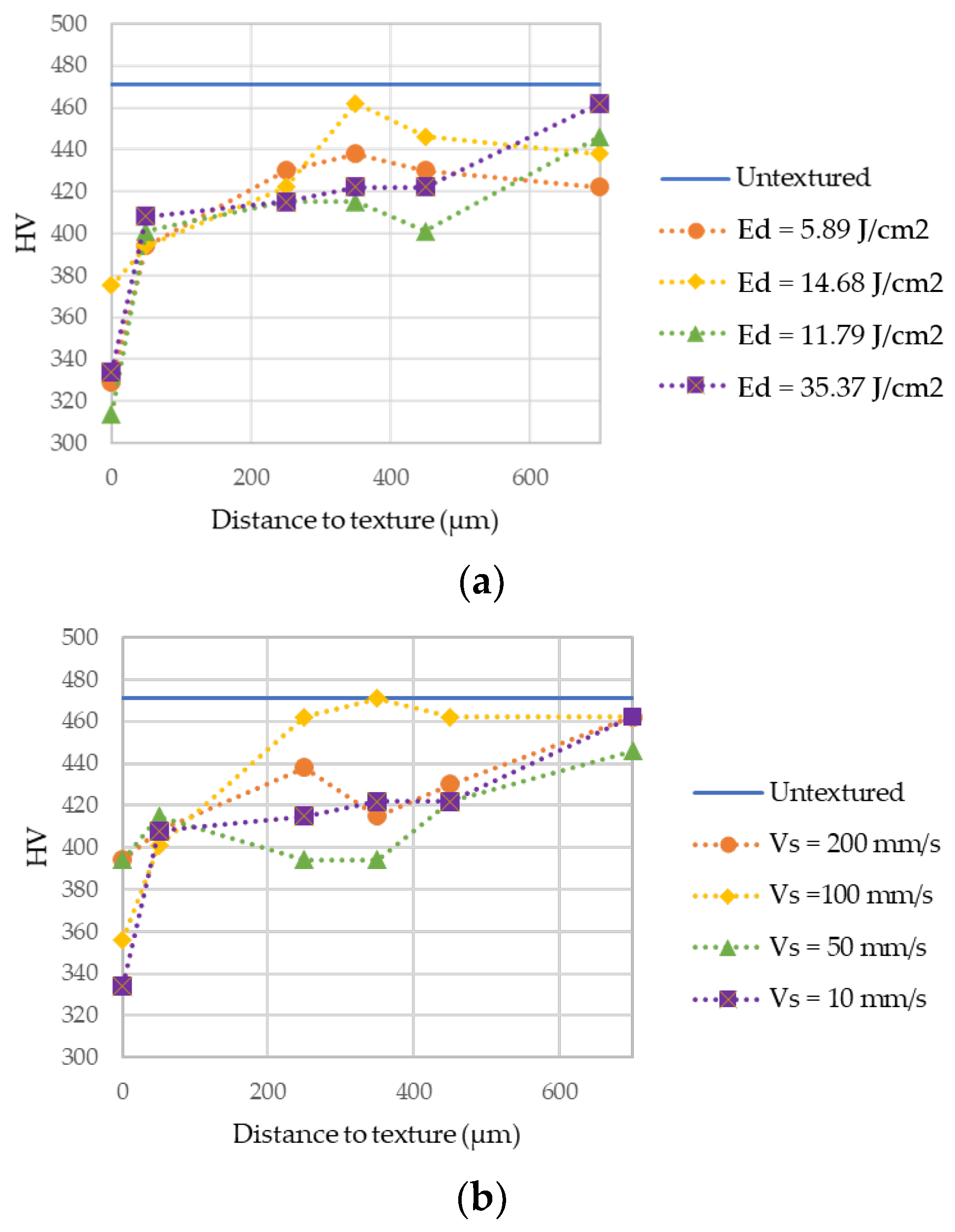
3.2. Micro-Hardness
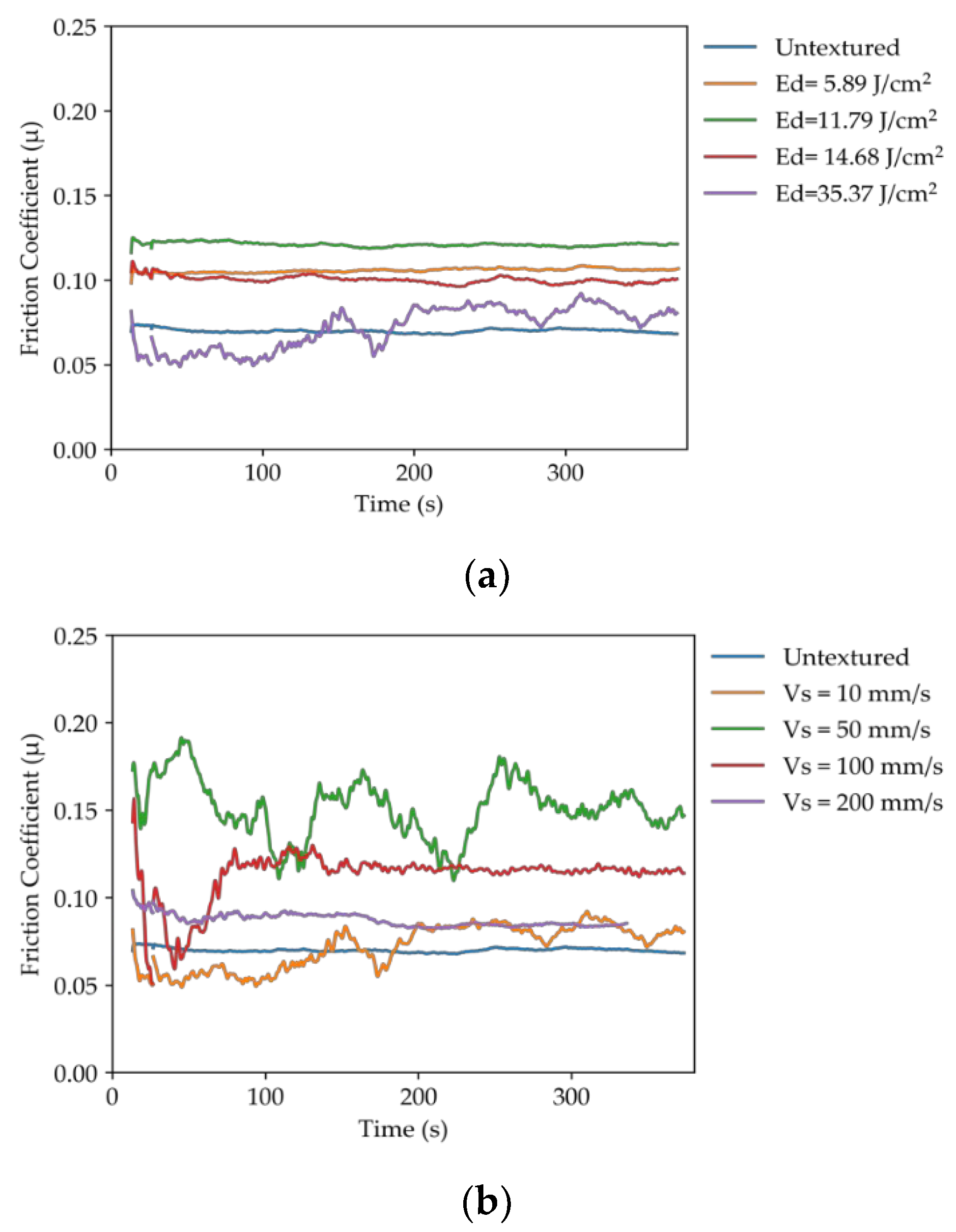
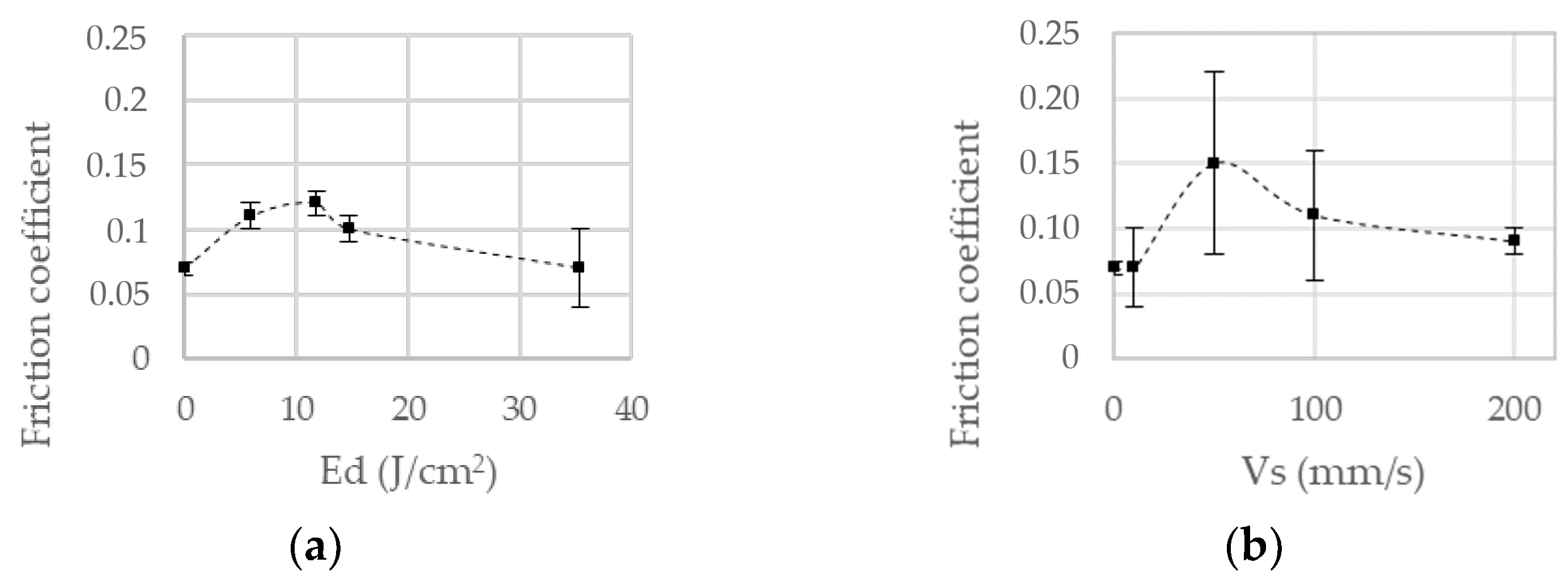
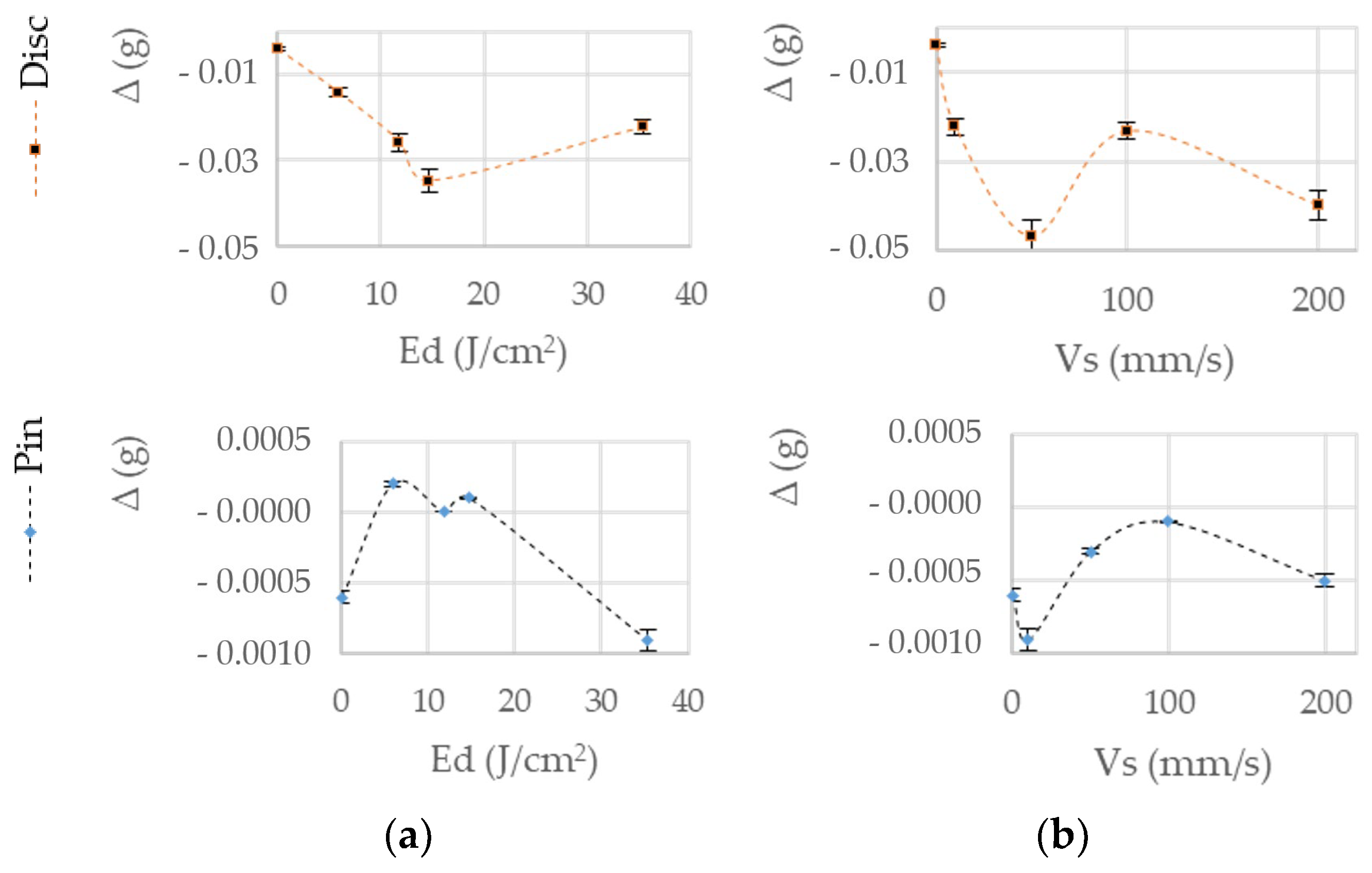
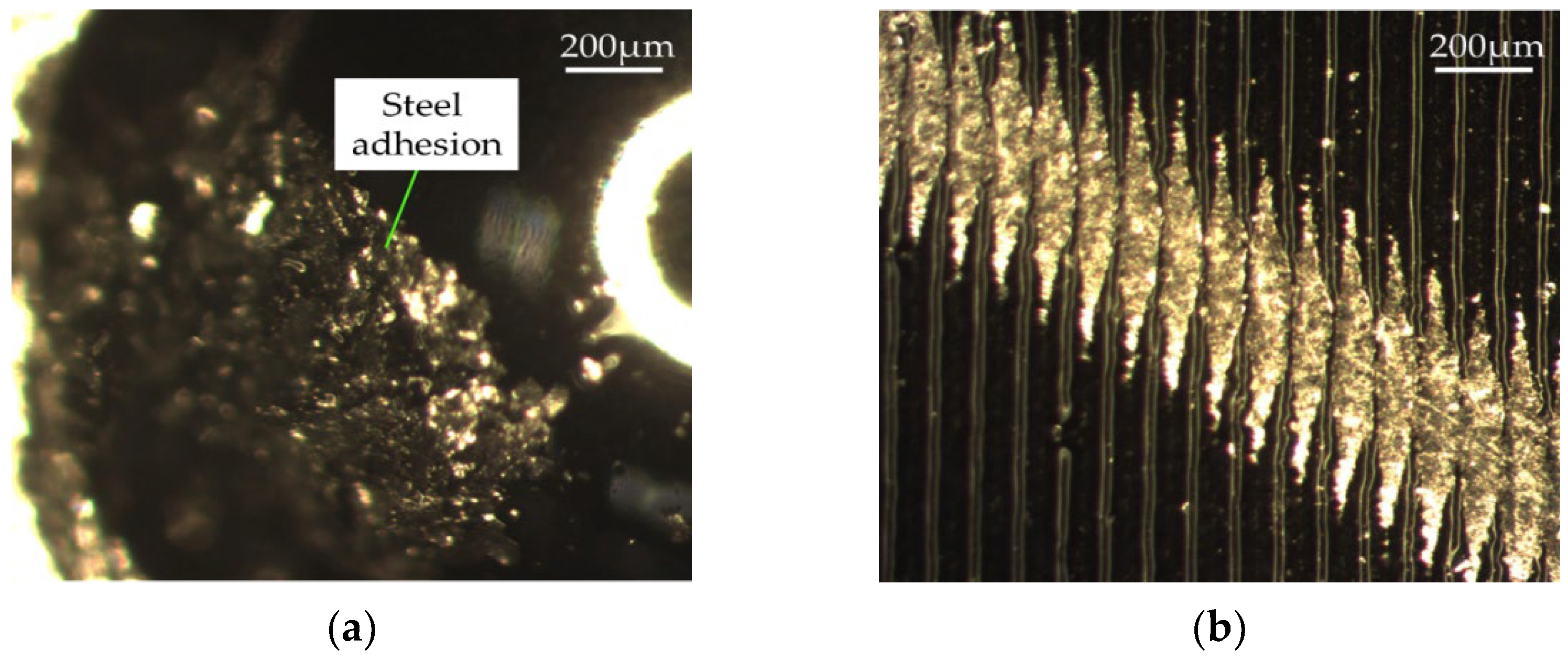
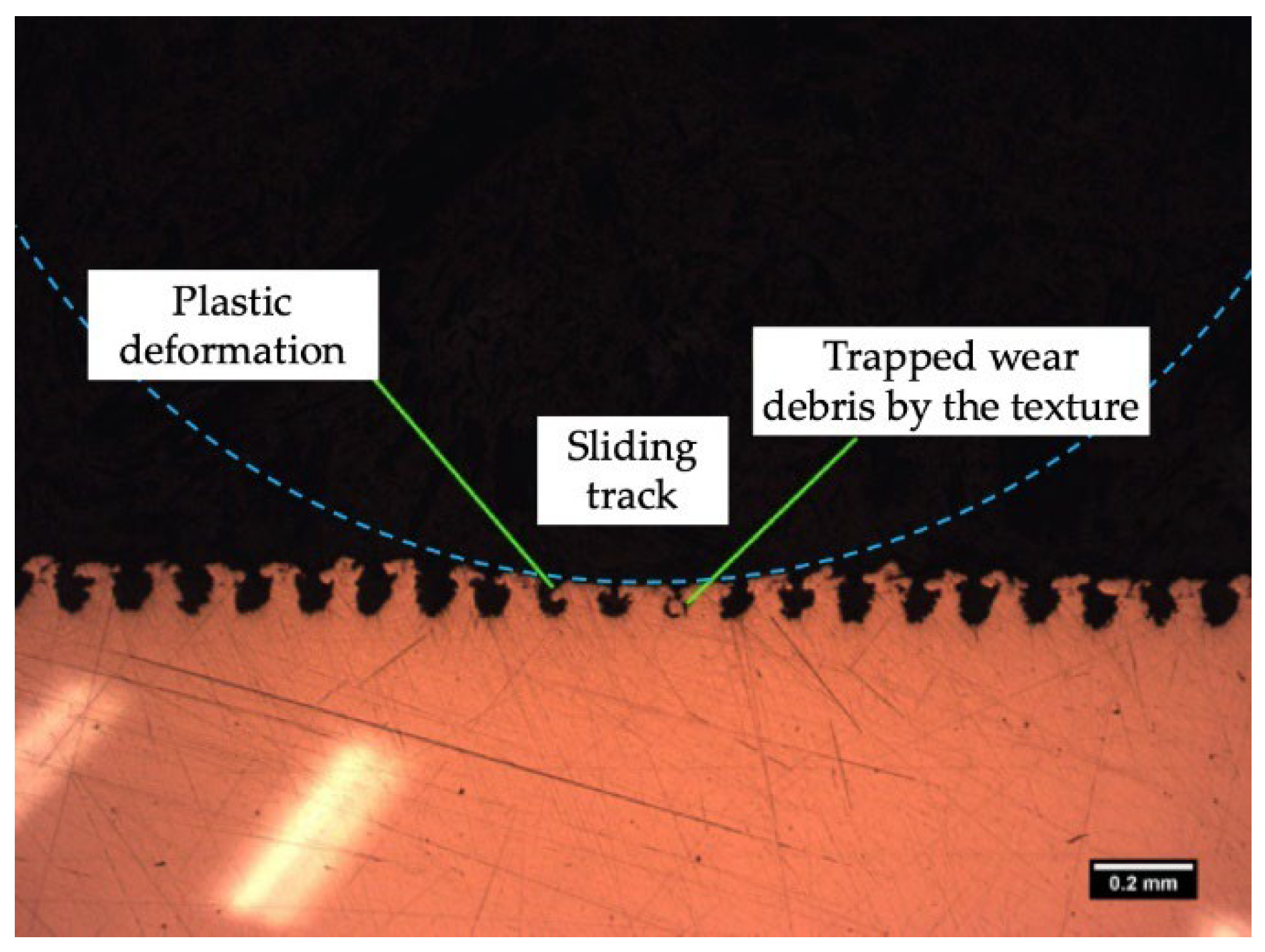
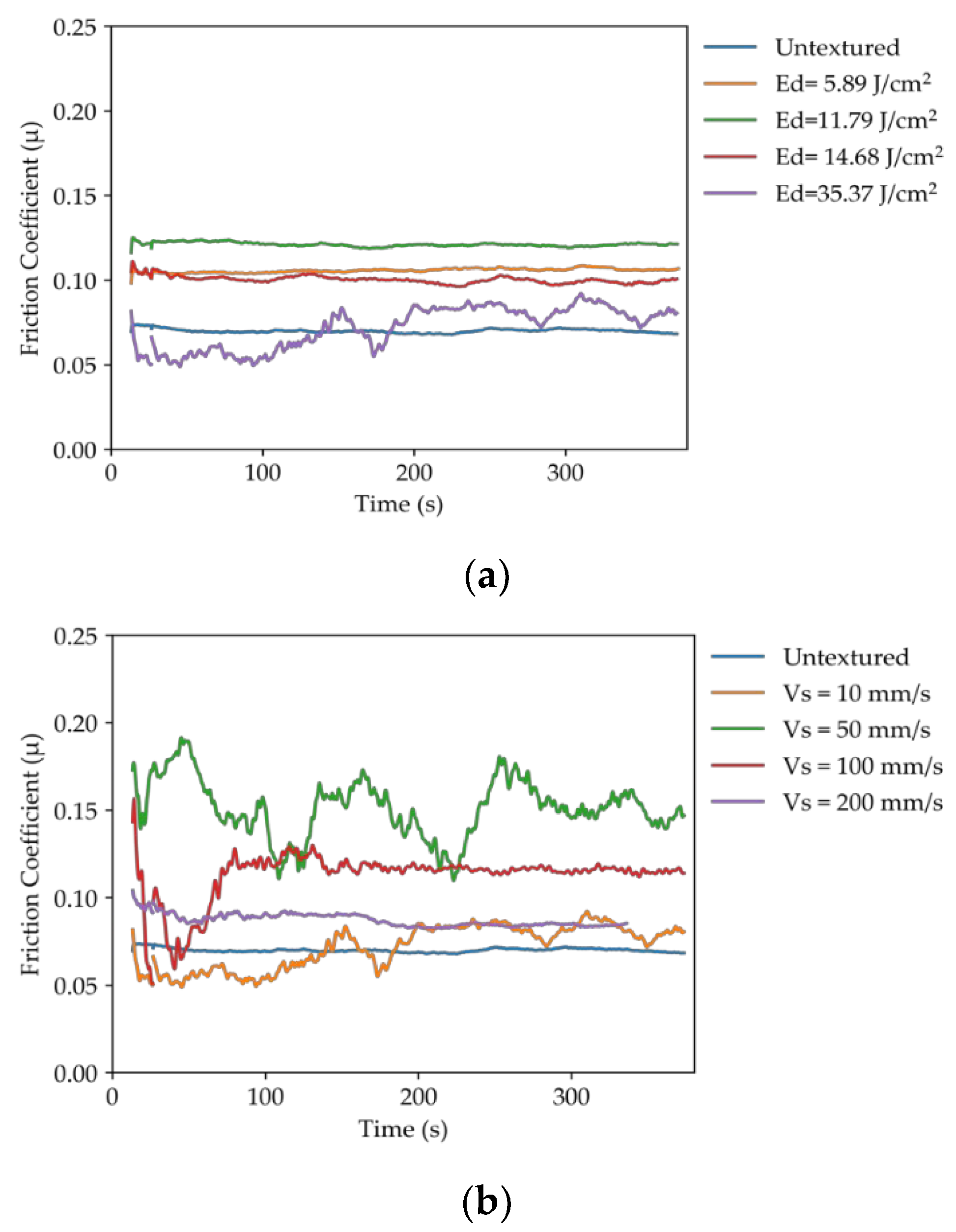
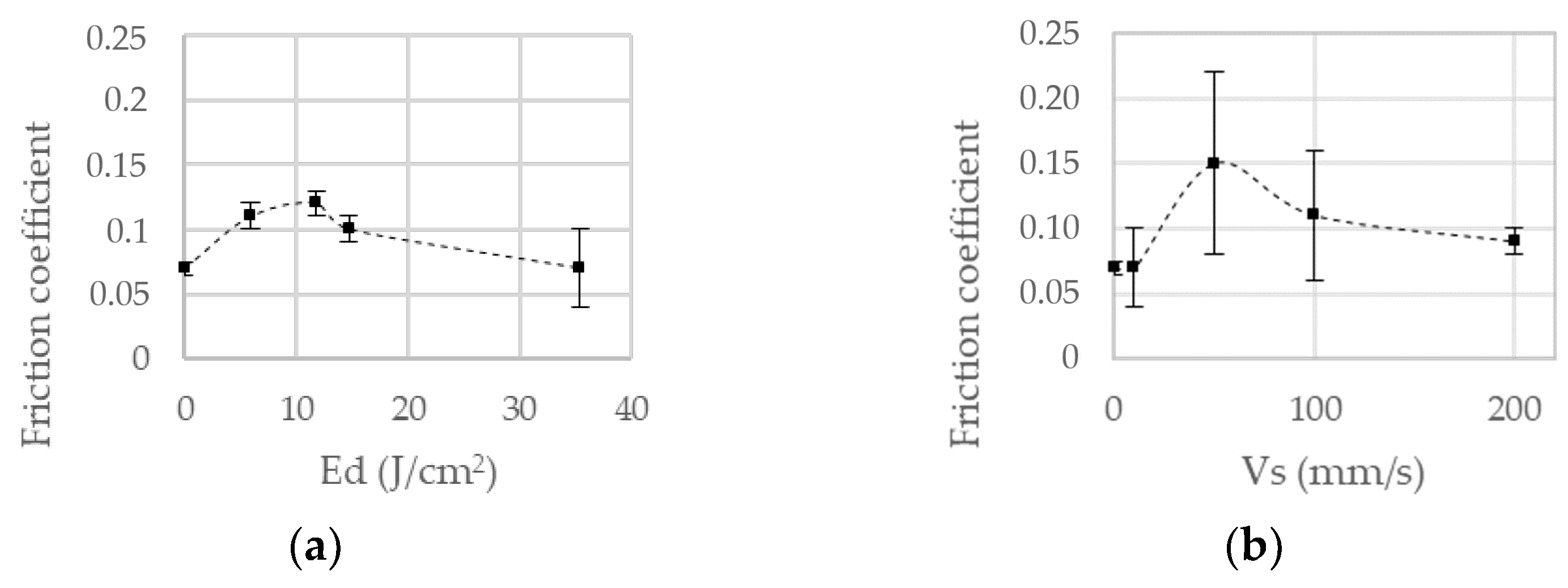
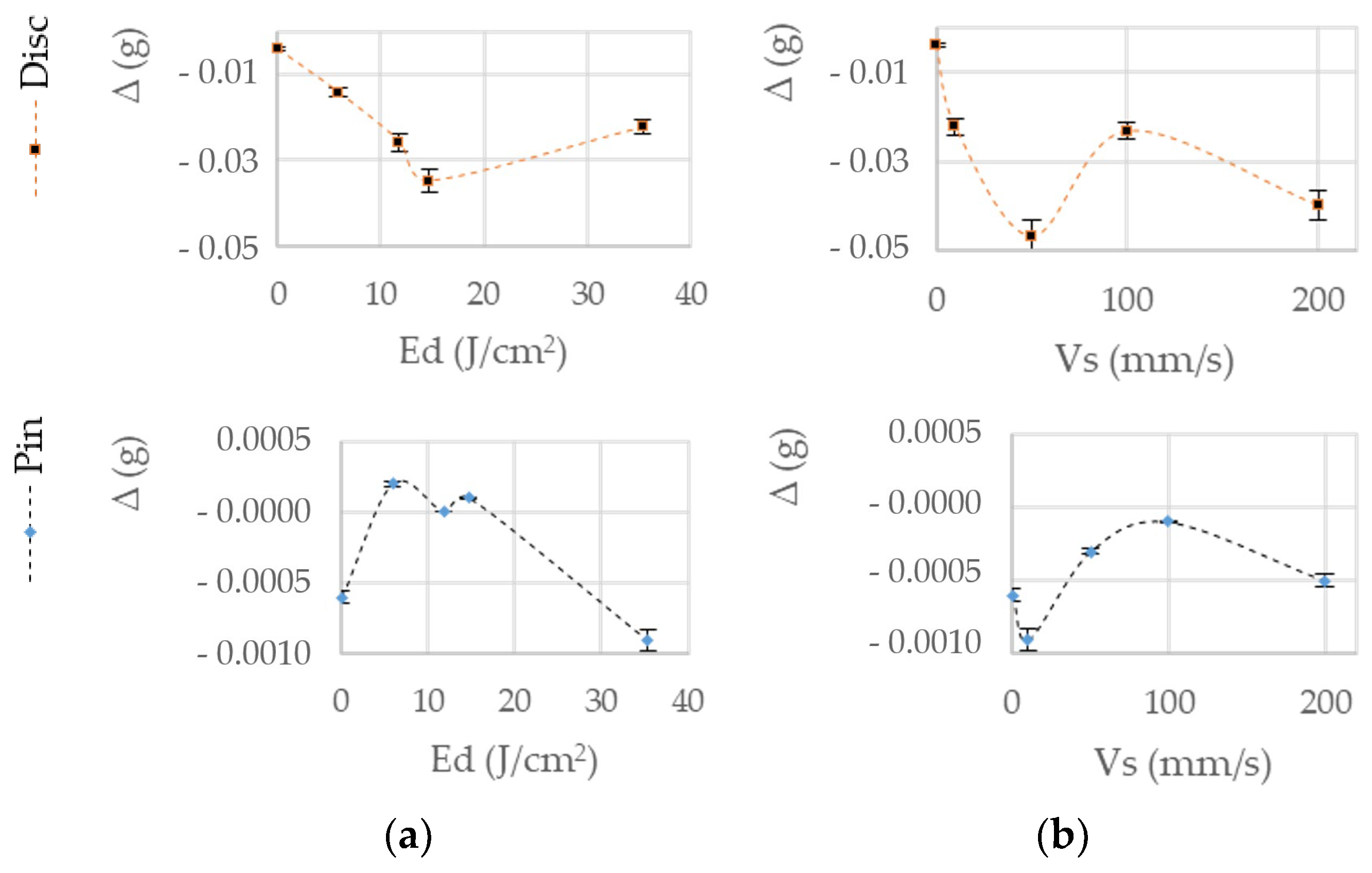
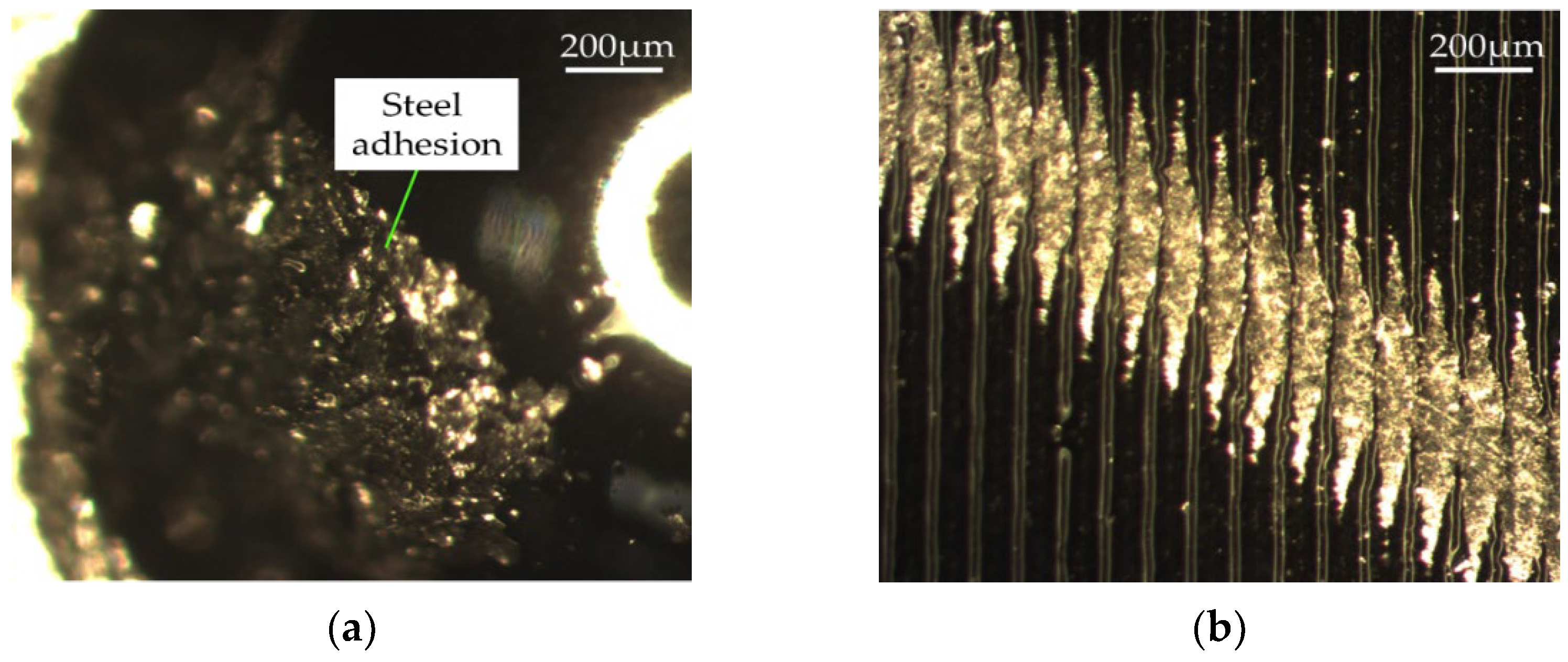
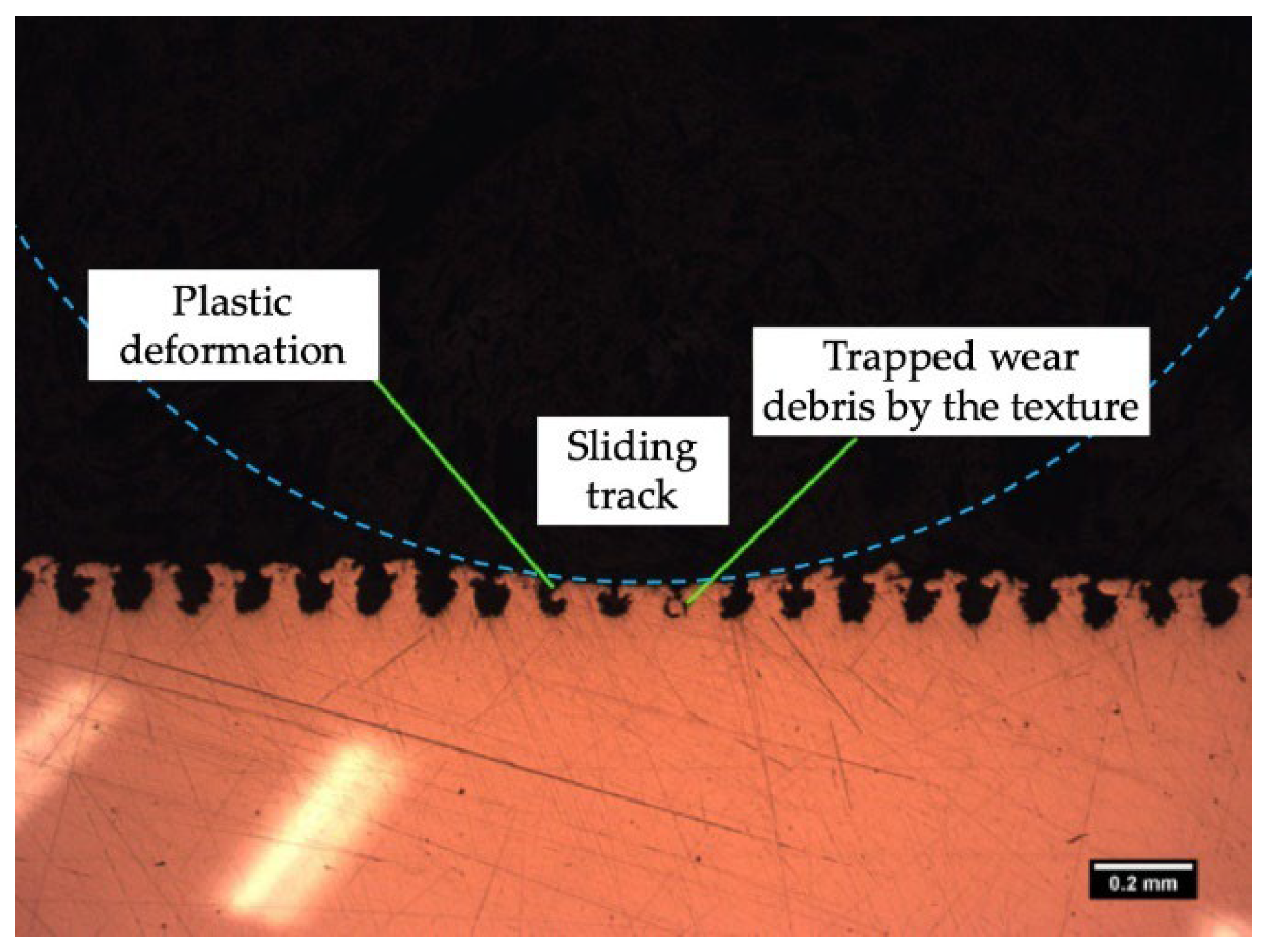
3.3. Friction Coefficient and Wear Behavior
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Mang, T.; Bobzin, K.; Bartels, T. Industrial Tribology, 1st ed.; Wiley-VCH Verlag & Co.: Weinheim, Germany, 2010; pp. 1–6. [Google Scholar]
- Hutchings, I.; Shipway, P. 3-Friction. In Tribology: Friction and Wear of Engineering Materials, 2nd ed.; Hutchings, I., Shipway, P., Eds.; Elsevier: Amsterdam, The Netherlands, 2017; pp. 37–77. [Google Scholar]
- Stachowiak, G.W.; Batchelor, A.W. Engineering Tribology, 4th ed.; Elsevier: Amsterdam, The Netherlands, 2005; pp. 357–504. [Google Scholar]
- Bowden, F.P.; Tabor, D. The Friction and Lubrication of Solids, 2nd ed.; Oxford University Press: New York, NY, USA, 1964; Volume 1, pp. 1–366. [Google Scholar]
- M’Ndange-Pfupfu, A.; Marks, L.D. A Dislocation-Based Analytical Model for the Nanoscale Processes of Shear and Plowing Friction. Tribol. Lett. 2010, 39, 163–167. [Google Scholar] [CrossRef]
- Braun, O.M.; Naumovets, A.G. Nanotribology: Microscopic Mechanisms of Friction. Surf. Sci. Rep. 2006, 60, 79–158. [Google Scholar] [CrossRef]
- Hu, Y.; Ma, T.; Wang, H. Energy Dissipation in Atomic-Scale Friction. Friction 2013, 1, 24–40. [Google Scholar] [CrossRef] [Green Version]
- Kumar Sharma, A.; Kumar Tiwari, A.; Dixit, A.R. Effects of Minimum Quantity Lubrication (MQL) in Machining Processes Using Conventional and Nanofluid Based Cutting Fluids: A Comprehensive Review. J. Clean. Prod. 2016, 127, 1–18. [Google Scholar] [CrossRef]
- Gropper, D.; Wang, L.; Harvey, T.J. Hydrodynamic Lubrication of Textured Surfaces: A Review of Modeling Techniques and Key Findings. Tribol. Int. 2016, 94, 509–529. [Google Scholar] [CrossRef] [Green Version]
- Wang, Q.J.; Chung, Y.-W. Encyclopedia of Tribology, 1st ed.; Springer: Boston, MA, USA, 2013; pp. 1422–1537. [Google Scholar]
- Hsu, S.M.; Jing, Y.; Hua, D.; Zhang, H. Friction Reduction Using Discrete Surface Textures: Principle and Design. J. Phys. D Appl. Phys. 2014, 47, 335307. [Google Scholar] [CrossRef]
- Lu, X.; Khonsari, M.M. An Experimental Investigation of Dimple Effect on the Stribeck Curve of Journal Bearings. Tribol. Lett. 2007, 27, 169–176. [Google Scholar] [CrossRef]
- Vladescu, S.C.; Olver, A.V.; Pegg, I.G.; Reddyhoff, T. The Effects of Surface Texture in Reciprocating Contacts—An Experimental Study. Tribol. Int. 2015, 82, 28–42. [Google Scholar] [CrossRef] [Green Version]
- Vlădescu, S.-C.; Olver, A.V.; Pegg, I.G.; Reddyhoff, T. Combined Friction and Wear Reduction in a Reciprocating Contact through Laser Surface Texturing. Wear 2016, 358–359, 51–61. [Google Scholar] [CrossRef] [Green Version]
- Sedlaček, M.; Guštin, A.Z.; Žužek, B. Influence of Laser Surface Texturing Sequence on Fatigue Properties of Coated Cold Work Tool Steel. Metals 2020, 10, 1636. [Google Scholar] [CrossRef]
- Gachot, C.; Rosenkranz, A.; Hsu, S.M.; Costa, H.L. A Critical Assessment of Surface Texturing for Friction and Wear Improvement. Wear 2017, 372–373, 21–41. [Google Scholar] [CrossRef]
- Etsion, I. Improving Tribological Performance of Mechanical Components by Laser Surface Texturing. Tribol. Lett. 2004, 17, 733–737. [Google Scholar] [CrossRef]
- Marchetto, D.; Rota, A.; Calabri, L.; Gazzadi, G.C.; Menozzi, C.; Valeri, S. AFM Investigation of Tribological Properties of Nano-Patterned Silicon Surface. Wear 2008, 265, 577–582. [Google Scholar] [CrossRef]
- Chen, L.; Liu, Z.; Shen, Q. Enhancing Tribological Performance by Anodizing Micro-Textured Surfaces with Nano-MoS2 Coatings Prepared on Aluminum-Silicon Alloys. Tribol. Int. 2018, 122, 84–95. [Google Scholar] [CrossRef]
- Yamaguchi, K.; Takada, Y.; Tsukuda, Y.; Ota, M.; Egashira, K.; Morita, T. Friction Characteristics of Textured Surface Created by Electrical Discharge Machining under Lubrication. Procedia CIRP 2016, 42, 662–667. [Google Scholar] [CrossRef]
- Walker, J.C.; Kamps, T.J.; Lam, J.W.; Mitchell-Smith, J.; Clare, A.T. Tribological Behaviour of an Electrochemical Jet Machined Textured Al-Si Automotive Cylinder Liner Material. Wear 2017, 376–377, 1611–1621. [Google Scholar] [CrossRef]
- Walter, K.M.; van de Vorst, B.; Hessel, M.B.; Nico, K.M. Design for Rapid Manufacturing Functional SLS Parts. In Proceedings of the 2nd I*PROMS Virtual International Conference, Eindhoven, The Netherlands, 13–14 July 2006. [Google Scholar]
- El-Hofy, H.A. Fundamentals of Machining Processes: Conventional and Nonconventional Processes, 3rd ed.; CRC Press: Boca Raton, FL, USA, 2014; pp. 400–406. [Google Scholar]
- Bhattacharyya, B.; Doloi, B. (Eds.) Machining Processes Utilizing Thermal Energy. In Modern Machining Technology: Advanced, Hybrid, Micro Machining and Super Finishing Technology, 1st ed.; Academic Press: London, UK, 2020; pp. 131–363. [Google Scholar]
- Bhattacharyya, B.; Doloi, B. (Eds.) Micromachining Processes. In Modern Machining Technology: Advanced, Hybrid, Micro Machining and Super Finishing Technology, 1st ed.; Academic Press: London, UK, 2020; pp. 593–673. [Google Scholar]
- Mishra, S.; Yadava, V. Laser Beam MicroMachining (LBMM)—A Review. Opt. Lasers Eng. 2015, 73, 89–122. [Google Scholar] [CrossRef]
- Yuan, L.; Lin, N.; Wang, W.; Zhang, H.; Liu, Z.; Yu, Y.; Zeng, Q.; Wu, Y. Correlation between surface textural parameter and tribological behaviour of four metal materials with laser surface texturing (LST). Appl. Surf. Sci. 2022, 583, 152410. [Google Scholar] [CrossRef]
- Salguero, J.; Del Sol, I.; Vazquez-Martinez, J.M.; Schertzer, M.J.; Iglesias, P. Effect of laser parameters on the tribological behavior of Ti6Al4V titanium microtextures under lubricated conditions. Wear 2019, 426–427, 1272–1279. [Google Scholar] [CrossRef]
- Mang, T.; Dresel, W. Lubricants and Lubrication, 3rd ed.; Wiley-VCH Verlag & Co.: Weinheim, Germany, 2007; pp. 11–30. [Google Scholar]
- Pawlus, P.; Galda, L.; Dzierwa, A.; Koszela, W. Abrasive Wear Resistance of Textured Steel Rings. Wear 2009, 267, 1873–1882. [Google Scholar] [CrossRef]
- Yu, H.; Xiaolei, A.E.; Ae, W.; Zhou, F. Geometric Shape Effects of Surface Texture on the Generation of Hydrodynamic Pressure between Conformal Contacting Surfaces. Tribol. Lett. 2010, 37, 123–130. [Google Scholar] [CrossRef]
- Sedlaček, M.; Podgornik, B.; Ramalho, A.; Česnik, D. Influence of Geometry and the Sequence of Surface Texturing Process on Tribological Properties. Tribol. Int. 2017, 115, 268–273. [Google Scholar] [CrossRef]
- Galda, L.; Pawlus, P.; Sep, J. Dimples Shape and Distribution Effect on Characteristics of Stribeck Curve. Tribol. Int. 2009, 42, 1505–1512. [Google Scholar] [CrossRef]
- Schneider, J.; Braun, D.; Greiner, C. Laser Textured Surfaces for Mixed Lubrication: Influence of Aspect Ratio, Textured Area and Dimple Arrangement. Lubricants 2017, 5, 32. [Google Scholar] [CrossRef] [Green Version]
- Wang, Z.; Li, Y.B.; Bai, F.; Wang, C.W.; Zhao, Q.Z. Angle-Dependent Lubricated Tribological Properties of Stainless Steel by Femtosecond Laser Surface Texturing. Opt. Laser Technol. 2016, 81, 60–66. [Google Scholar] [CrossRef]
- Shimizu, T.; Kobayashi, H.; Vorholt, J.; Yang, M. Lubrication Analysis of Micro-Dimple Textured Die Surface by Direct Observation of Contact Interface in Sheet Metal Forming. Metals 2019, 9, 917. [Google Scholar] [CrossRef] [Green Version]
- Boidi, G.; Tertuliano, I.S.; Profito, F.J.; de Rossi, W.; Machado, I.F. Effect of Laser Surface Texturing on Friction Behaviour in Elastohydrodynamically Lubricated Point Contacts under Different Sliding-Rolling Conditions. Tribol. Int. 2020, 149, 105613. [Google Scholar] [CrossRef]
- Rosenkranz, A.; Szurdak, A.; Grützmacher, P.G.; Hirt, G.; Mücklich, F. Friction Reduction Induced by Elliptical Surface Patterns under Lubricated Conditions. Adv. Eng. Mater. 2018, 20, 1700731. [Google Scholar] [CrossRef]
- Vilhena, L.M.; Podgornik, B.; Vižintin, J.; Možina, J. Influence of Texturing Parameters and Contact Conditions on Tribological Behaviour of Laser Textured Surfaces. Meccanica 2011, 46, 567–575. [Google Scholar] [CrossRef]
- Braun, D.; Greiner, C.; Schneider, J.; Gumbsch, P. Efficiency of Laser Surface Texturing in the Reduction of Friction under Mixed Lubrication. Tribol. Int. 2014, 77, 142–147. [Google Scholar] [CrossRef]
- Greiner, C.; Schäfer, M.; Popp, U.; Gumbsch, P. Contact Splitting and the Effect of Dimple Depth on Static Friction of Textured Surfaces. ACS Appl. Mater. 2014, 6, 7986–7990. [Google Scholar] [CrossRef] [PubMed]
- Costa, H.L.; Hutchings, I.M. Hydrodynamic Lubrication of Textured Steel Surfaces under Reciprocating Sliding Conditions. Tribol. Int. 2007, 40, 1227–1238. [Google Scholar] [CrossRef]
- Kovalchenko, A.; Ajayi, O.; Erdemir, A.; Fenske, G. Friction and wear behavior of laser textured surface under lubricated initial point contact. Wear 2011, 271, 1719–1725. [Google Scholar] [CrossRef]
- Bracco, G.; Holst, B. Surface Science Techniques, 1st ed.; Springer: Berlin, Germany, 2013; pp. 3–34. [Google Scholar]
- Drelich, J.; Chibowski, E.; Meng, D.D.; Terpilowski, K. Hydrophilic and Superhydrophilic Surfaces and Materials. Soft Matter 2011, 7, 9804–9828. [Google Scholar] [CrossRef]
- Biolin Scientific. Technical Note. Influence of Surface Roughness on Contact Angle and Wettability. Available online: https://cdn2.hubspot.net/hubfs/516902/Pdf/Attension/Tech%20Notes/AT-TN-07-Surface-roughness-CA-wettability.pdf (accessed on 25 February 2022).
- Wojciechowski, L.; Kubiak, K.J.; Mathia, T.G. Roughness and Wettability of Surfaces in Boundary Lubricated Scuffing Wear. Tribol. Int. 2016, 93, 593–601. [Google Scholar] [CrossRef] [Green Version]
- Kubiak, K.J.; Wilson, M.C.T.; Mathia, T.G.; Carval, P. Wettability versus Roughness of Engineering Surfaces. Wear 2011, 271, 523–528. [Google Scholar] [CrossRef] [Green Version]
- Ahuir-Torres, J.I.; Arenas, M.A.; Perrie, W.; Dearden, G.; de Damborenea, J. Surface Texturing of Aluminium Alloy AA2024-T3 by Picosecond Laser: Effect on Wettability and Corrosion Properties. Surf. Coat. Technol 2017, 321, 279–291. [Google Scholar] [CrossRef]
- Guimarães, B.; Fernandes, C.M.; Figueiredo, D.; Carvalho, O.; Silva, F.S.; Miranda, G. Effect of Laser Surface Texturing on the Wettability of WC-Co Cutting Tools. Int. J. Adv. Manuf. Technol. 2020, 111, 1991–1999. [Google Scholar] [CrossRef]
- Genna, S.; Giannini, O.; Guarino, S.; Ponticelli, G.S.; Tagliaferri, F. Laser Texturing of AISI 304 Stainless Steel: Experimental Analysis and Genetic Algorithm Optimisation to Control the Surface Wettability. Int. J. Adv. Manuf. Technol. 2020, 110, 3005–3022. [Google Scholar] [CrossRef]
- Vazquez-Martínez, J.M.; Salguero, J.; Mayuet, P.F.; Fernandez-Vidal, S.R.; Batista, M. Effects of Laser Microtexturing on the Wetting Behavior of Ti6Al4V Alloy. Coatings 2018, 8, 145. [Google Scholar] [CrossRef] [Green Version]
- ASTM International. Standard Test Method for Wear Testing with a Pin-on-Disk Apparatus G99-17. In Annual Book of ASTM Standards; ASTM International: West Conshohocken, PA, USA, 2017; Volume 5, pp. 1–6. [Google Scholar]
- AK Steel 17-4 PH® Precipitation Hardening Stainless Steel, Condition H 900. Available online: http://www.matweb.com/search/datasheet.aspx?MatGUID=ef0844b850954281a438dc76c1e0b49e (accessed on 25 February 2022).
- International Standard Organization (ISO). Geometrical Product Specifications (GPS)-Surface Texture: Profile Method-Rules and Procedures for the Assessment of Surface Texture (ISO 4288); International Standard Organization: Geneva, Switzerland, 1999. [Google Scholar]
- Piqué, A.; Chrisey, D.B.; Paul Christensen, C. Laser Direct-Write Micromachining. In Direct-Write Technologies for Rapid Prototyping, 1st ed.; Piqué, A., Ed.; Academic Press: London, UK, 2002; pp. 385–414. [Google Scholar]
- Vazquez-Martínez, J.M.; Salguero, J.; Blanco, E.; González-Leal, J.M. Nanosecond Pulsed Laser Irradiation of Titanium Alloy Substrate: Effects of Periodic Patterned Topography on the Optical Properties of Colorizing Surfaces. Coatings 2019, 9, 658. [Google Scholar] [CrossRef] [Green Version]
- Kovalchenko, A.; Ajayi, O.; Erdemir, A.; Fenske, G.; Etsion, I. The Effect of Laser Surface Texturing on Transitions in Lubrication Regimes during Unidirectional Sliding Contact. Tribol. Int. 2005, 38, 219–225. [Google Scholar] [CrossRef]


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| C | Si | Mn | P | S | Cr | Ni | Cu | Nb + Ta | Fe |
|---|---|---|---|---|---|---|---|---|---|
| ≤0.07 | ≤1 | ≤1 | ≤0.04 | ≤0.03 | 15–17.5 | 3–5 | 3–5 | 0.15–0.45 | rest |
| Ed (J/cm2) | 5.89 | 11.79 | 14.68 | 35.37 |
| Vs (mm/s) | 10 | 50 | 100 | 200 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Salguero, J.; Sol, I.D.; Dominguez, G.; Batista, M.; Vazquez-Martinez, J.M. Tribological Wear Effects of Laser Texture Design on AISI 630 Stainless Steel under Lubricated Conditions. Metals 2022, 12, 543. https://doi.org/10.3390/met12040543
Salguero J, Sol ID, Dominguez G, Batista M, Vazquez-Martinez JM. Tribological Wear Effects of Laser Texture Design on AISI 630 Stainless Steel under Lubricated Conditions. Metals. 2022; 12(4):543. https://doi.org/10.3390/met12040543
Chicago/Turabian StyleSalguero, Jorge, Irene Del Sol, Guzman Dominguez, Moises Batista, and Juan Manuel Vazquez-Martinez. 2022. "Tribological Wear Effects of Laser Texture Design on AISI 630 Stainless Steel under Lubricated Conditions" Metals 12, no. 4: 543. https://doi.org/10.3390/met12040543
APA StyleSalguero, J., Sol, I. D., Dominguez, G., Batista, M., & Vazquez-Martinez, J. M. (2022). Tribological Wear Effects of Laser Texture Design on AISI 630 Stainless Steel under Lubricated Conditions. Metals, 12(4), 543. https://doi.org/10.3390/met12040543