
Study of Tensile Strength of Aluminum Alloy Caused by Pulsed Laser Drilling

Abstract
:1. Introduction
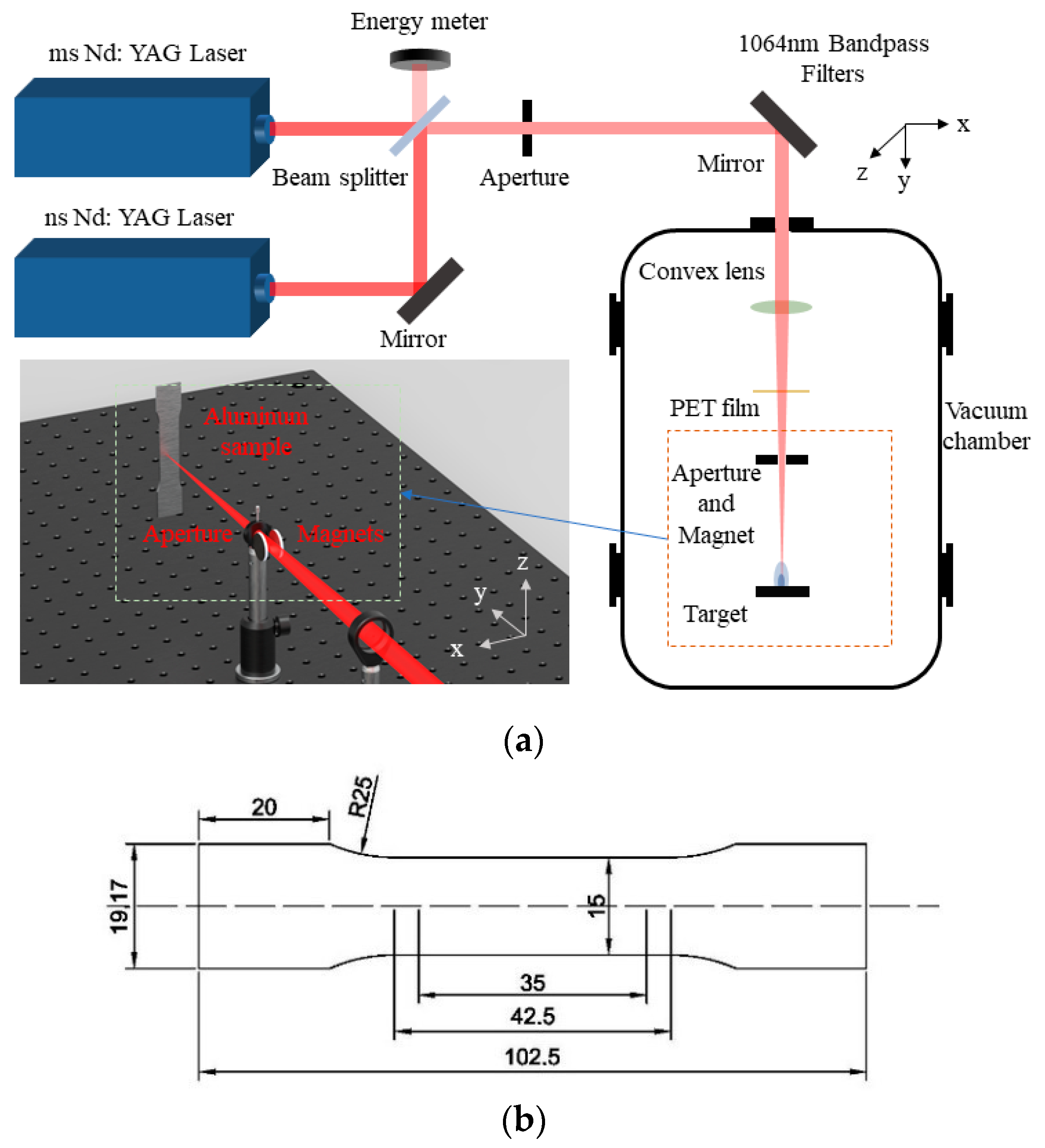
2. Materials and Methods
3. Results and Discussion
3.1. Yield Strength
3.2. Elongation
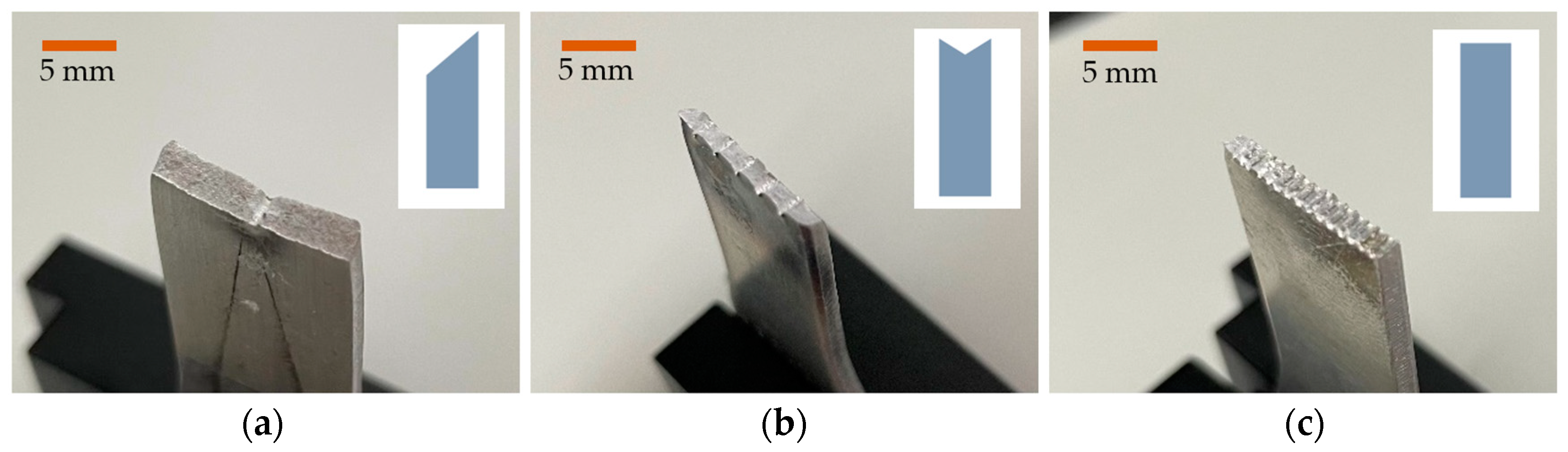
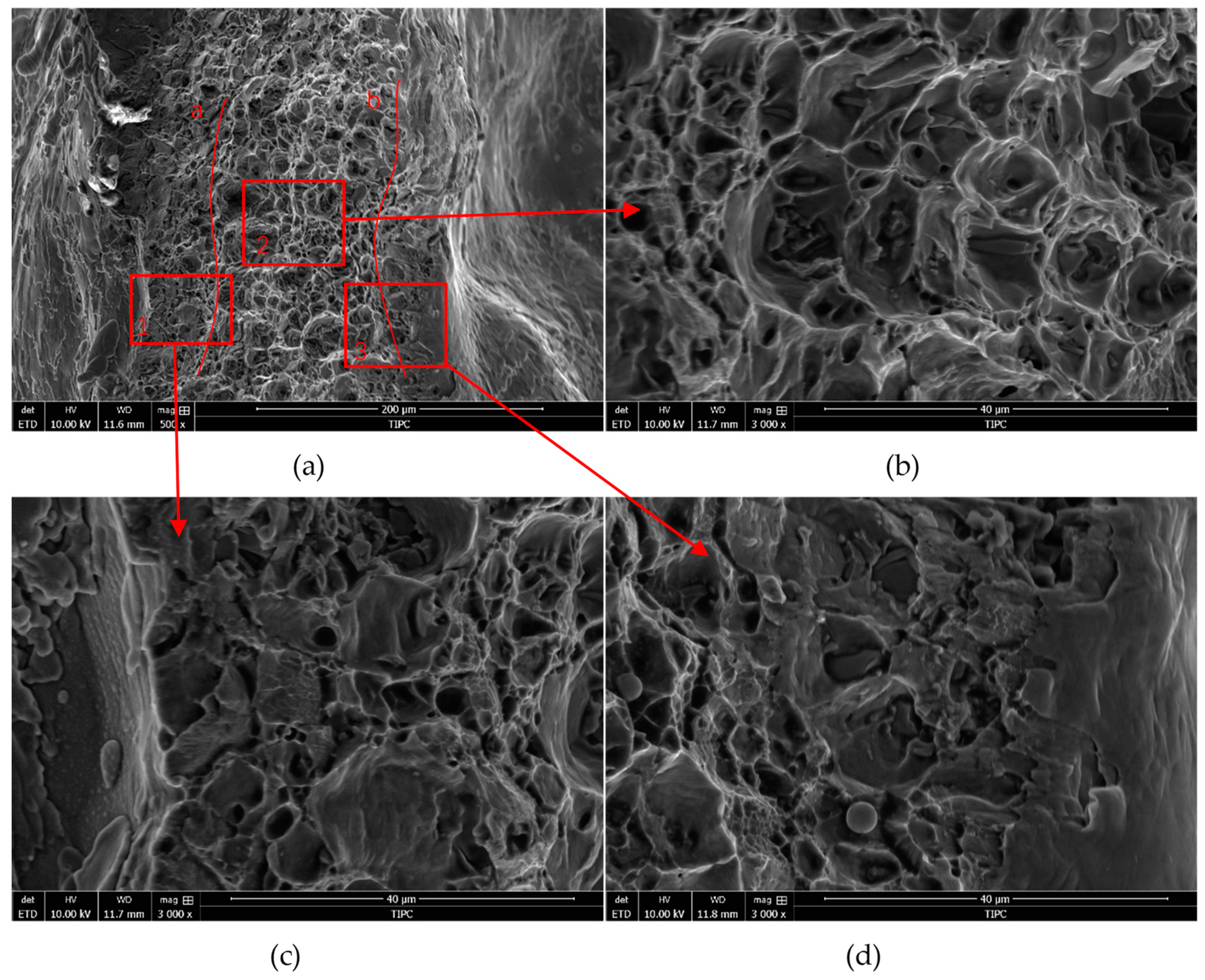
3.3. Fracture Morphology
4. Conclusions
- (a)
- The tensile strength of the material after drilling is higher with nanosecond lasers compared to millisecond lasers. This is due to the higher level of residual compressive stress generated by the nanosecond laser drilling process than by the millisecond laser drilling process.
- (b)
- After laser drilling, the plasticity of the aluminum alloy is significantly reduced, and the heat affect zone of the fracture has the characteristics of a cleavage fracture. The stress concentration around the small hole is the main factor that causes the reduction of the plastic deformation of the material, while the reduction of the strength of the material is mainly attributed to the reduction of the cross-sectional area of the sample.
- (c)
- For aluminum alloy materials with a thickness of less than 2 mm, the affected area in the laser drilling process is in the order of microns, and the influence of larger size samples can be ignored.
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Gower, M.C. Industrial applications of laser micromachining. Opt. Express 2000, 7, 56–67. [Google Scholar] [CrossRef] [PubMed]
- Li, Z.Y.; Wei, X.T.; Guo, Y.B.; Sealy, M. State-of-art, challenges, and outlook on manufacturing of cooling holes for turbine blades. Mach. Sci. Technol. 2015, 19, 361–399. [Google Scholar] [CrossRef]
- Marimuthu, S.; Smith, B.; Kiely, A.; Liu, Y. Delamination-free millisecond laser drilling of thermal barrier coated aerospace alloys. J. Laser Appl. 2019, 31, 042001. [Google Scholar] [CrossRef]
- Wang, C.; Wang, Q.; Qian, Q.; Di, B. The development of laser drilling: A review. In IOP Conference Series: Materials Science and Engineering; IOP Publishing: Bristol, UK, 2020; Volume 782, p. 022067. [Google Scholar] [CrossRef]
- Schulz, W.; Eppelt, U.; Poprawe, R. Review on laser drilling I. Fundamentals, modeling, and simulation. J. Laser Appl. 2013, 25, 012006. [Google Scholar] [CrossRef]
- Wang, X.; Michalowski, A.; Walter, D.; Sommer, S.; Kraus, M.; Liu, J.; Dausinger, F. Laser drilling of stainless steel with nanosecond double-pulse. Opt. Laser Technol. 2009, 41, 148–153. [Google Scholar] [CrossRef]
- Voisey, K.; Kudesia, S.; Rodden, W.; Hand, D.; Jones, J.; Clyne, T. Melt ejection during laser drilling of metals. Mater. Sci. Eng. A 2003, 356, 414–424. [Google Scholar] [CrossRef]
- Shen, N.; Bude, J.D.; Ly, S.; Keller, W.J.; Rubenchik, A.M.; Negres, R.; Guss, G. Enhancement of laser material drilling using high-impulse multi-laser melt ejection. Opt. Express 2019, 27, 19864–19886. [Google Scholar] [CrossRef] [PubMed]
- Ng, G.; Li, L. The effect of laser peak power and pulse width on the hole geometry repeatability in laser percussion drilling. Opt. Laser Technol. 2001, 33, 393–402. [Google Scholar] [CrossRef]
- Rubio-González, C.; Ocaña, J.; Gomez-Rosas, G.; Molpeceres, C.; Paredes, M.; Banderas, A.; Porro, J.; Morales, M. Effect of laser shock processing on fatigue crack growth and fracture toughness of 6061-T6 aluminum alloy. Mater. Sci. 2004, 386, 291–295. [Google Scholar] [CrossRef]
- Jiang, Y.; Sha, D.; Jiang, W.; He, Y.; Jin, H. A study on failure mechanisms and formability of aluminum alloy sheets under laser shock forming. Int. J. Adv. Manuf. Technol. 2019, 101, 451–460. [Google Scholar] [CrossRef]
- Yilbas, B.; Akhtar, S. Laser bending of metal sheet and thermal stress analysis. Opt. Laser Technol. 2014, 61, 34–44. [Google Scholar] [CrossRef]
- Yilbas, B.S.; Ageeli, N. Thermal stress development due to laser step input pulse heating. J. Therm. Stresses 2006, 29, 721–751. [Google Scholar] [CrossRef]
- Tunna, L.; O’Neill, W.; Khan, A.; Sutcliffe, C. Analysis of laser micro drilled holes through aluminium for micro-manufacturing applications. Opt. Lasers Eng. 2005, 43, 937–950. [Google Scholar] [CrossRef]
- Mishra, S.; Yadava, V. Modeling and optimization of laser beam percussion drilling of thin aluminum sheet. Opt. Laser Technol. 2013, 48, 461–474. [Google Scholar] [CrossRef]
- Schneider, M.; Muller, M.; Fabbro, R.; Berthe, L. Study of hole properties in percussion regime with a new analysis method. In Proceedings of the International Congress on Applications of Lasers & Electro-Optics, Scottsdale, AZ, USA, 30 October–2 November 2006. [Google Scholar] [CrossRef] [Green Version]
- Mishra, S.; Yadava, V. Prediction of material removal rate due to laser beam percussion drilling in aluminium sheet using the finite element method. Int. J. Mach. Mach. Mater. 2013, 14, 342–362. [Google Scholar] [CrossRef]
- Guinard, C.; Montay, G.; Guipont, V.; Jeandin, M.; Girardot, J.; Schneider, M. Residual Stress Analysis of Laser-Drilled Thermal Barrier Coatings Involving Various Bond Coats. In Proceedings of the International Thermal Spray Conference. German Welding Soc DVS, Barcelona, Spain, 21–23 May 2014. [Google Scholar] [CrossRef]




{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Laser Source | Laser Wave Length | Laser Energy | Pulse Duration (FWHM) | Pulse Repetition Rate | Number of Pulses |
|---|---|---|---|---|---|
| ms laser | 1064 nm | 8.8 J | 0.5 ms | 1 Hz | 3 |
| ns laser | 1064 nm | 0.66 J | 8 ns | 10 Hz | 200 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Gao, H.; Wang, Y.; Ye, J.; Li, L.; Du, B.; Li, S.; Li, M. Study of Tensile Strength of Aluminum Alloy Caused by Pulsed Laser Drilling. Metals 2022, 12, 2049. https://doi.org/10.3390/met12122049
Gao H, Wang Y, Ye J, Li L, Du B, Li S, Li M. Study of Tensile Strength of Aluminum Alloy Caused by Pulsed Laser Drilling. Metals. 2022; 12(12):2049. https://doi.org/10.3390/met12122049
Chicago/Turabian StyleGao, Heyan, Ying Wang, Jifei Ye, Lan Li, Bangdeng Du, Sai Li, and Mingyu Li. 2022. "Study of Tensile Strength of Aluminum Alloy Caused by Pulsed Laser Drilling" Metals 12, no. 12: 2049. https://doi.org/10.3390/met12122049
APA StyleGao, H., Wang, Y., Ye, J., Li, L., Du, B., Li, S., & Li, M. (2022). Study of Tensile Strength of Aluminum Alloy Caused by Pulsed Laser Drilling. Metals, 12(12), 2049. https://doi.org/10.3390/met12122049