
A Study on the Weldment Hardening Discrimination Procedure and Improvement of Flux Cored Arc Welding Process of ASTM A553-1 (9% Nickel Steel) Material Using Bead Geometry Distribution


Abstract
:1. Introduction
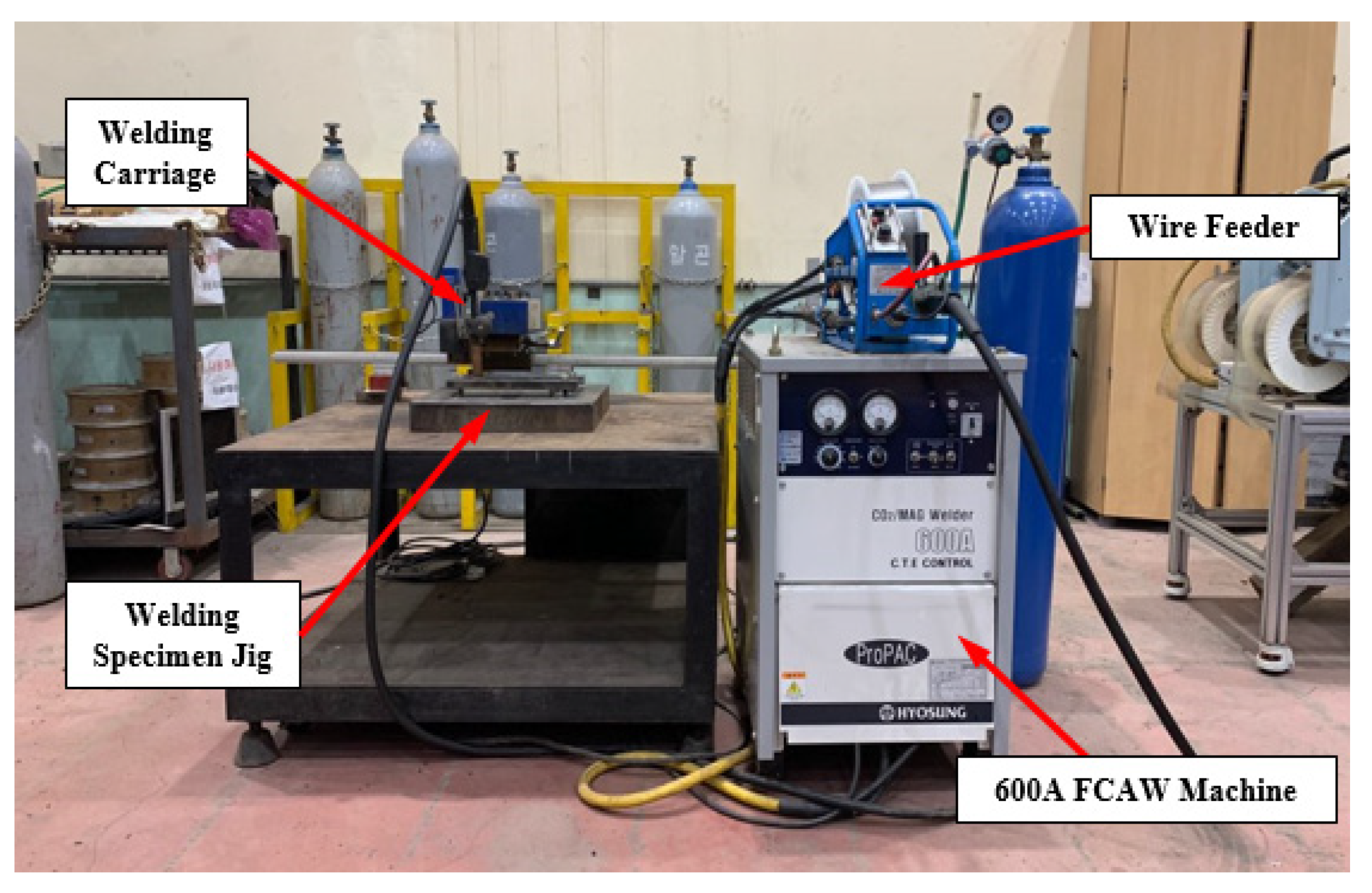
2. Experimental Works
3. Results
3.1. Measurement of Bead Geometry
3.2. Measurement of Weldment Hardness
3.3. Measurement of Weldment Dilution Ratio
4. Discriminant of Quality Characteristics of 9% Ni Steel
4.1. Weldment Hardening According to Dilution Ratio
4.2. Discriminant Analysis
5. Optimization of Flux Cored Arc Welding of 9% Ni Steel
5.1. Development of Mathematical Model Welding Factors
5.2. Optimization for Welding Process of 9% Ni Steel
6. Conclusions
- (1)
- Appropriate weldability of a weldment was confirmed by measuring the bead geometry, mechanical strength, welding area of a weldment derived from the flux cored arc welding test. It was found the hardening of a weldment depends on the concentration of arc electromagnetic force applied to the weldment and the ratio of an area mixed with a wire after melting. In addition, when a weldment hardening index of 15.0% or more is calculated, the group that needs to consider quality deterioration for weldment hardening is classified, so quality deterioration characteristics according to dilution ratio have been established.
- (2)
- To determine the weldment hardening phenomenon of 9% Ni steel caused by welding process variables, the quality deterioration characteristics were learned through the SVM technique, and it was determined whether the group with quality deterioration could be accurately identified. As a result, it was confirmed that a group with the hardening of a weldment was predicted 100% repeatedly. This result was reflected, and it was used as a procedure to determine the deterioration of weldment quality.
- (3)
- A response surface method mathematical prediction model was developed to apply an objective function to optimize the welding process variables where quality deterioration occurs, and it was used in a multi-purpose optimization algorithm. The mathematical model for predicting each factor shows predictive performance in the range of 72.4% to 98.9%. The lowest performance of 72.4% was confirmed in the model predicting the hardness of the lower part of the weld, and the highest performance of 98.9% was confirmed in the model predicting the bead width. By entering the raw data of weldment hardening into the optimization algorithm created by the objective function and constraint conditions, the quality degradation characteristics contained in the process variables were supplemented.
- (4)
- Test No. 2 and 6 of Raw Data in which weld hardening occurred were selected and adjusted according to the MOO algorithm, and corrected to satisfy the dilution rate limiting condition by the optimization procedure. As a result of inputting the input variables complemented with the deterioration characteristics into the mathematical model of the reaction surface, calculating the predicted welding factor, and re-entering the output variables into the discrimination system, hardening of the welded part is expected. It was confirmed that the dilution rate of all the raw data was less than 15% and that the deterioration of quality was offset.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- IMO. Regulations to Reduce Air Pollution from Ships and the Review of Fuel Oil Availability; IMO: London, UK, 2016. [Google Scholar]
- Kim, K.; Park, K.; Roh, G.; Ghun, K. Case Study on Boil-Off Gas (BOG) Minimization for LNG Bunkering Vessel Using Energy Storage System (ESS). J. Mar. Sci. Eng. 2019, 7, 130. [Google Scholar] [CrossRef] [Green Version]
- Lee, Y.H. Analysis of the Characteristics of Reformer for the Application of Hydrogen Fuel Cell Systems to LNG Fueled Ships. J. Korean Soc. Mar. Environ. Saf. 2021, 27, 135–144. [Google Scholar] [CrossRef]
- Peng, Y.; Zhao, X.; Zuo, T.; Wang, W.; Song, X. A systematic literature review on port LNG bunkering station. Transp. Res. Part D Transp. Environ. 2021, 91, 102704. [Google Scholar] [CrossRef]
- Chang, W.S.; Kim, K.C.; Kim, Y.C.; Kim, S.R.; Kim, W.S. Ni alloy welding consumables for 9% Nickel steel. Korean Weld. Join Soc. 1998, 16, 25–37. [Google Scholar]
- ASTM E23. Standard Test Methods for Notched Bar Impact Testing of Metallic Materials; ASTM International: West Conshohocken, PA, USA, 2007; pp. 1–6. [Google Scholar]
- Park, M.; Kim, J.; Pyo, C.; Son, J.; Kim, J. Research for the Optimal Flux-Cored Arc Welding Process of 9% Nickel Steel Using Multi Object Optimization with Solidification Crack Susceptibility. Materials 2021, 14, 1659. [Google Scholar] [CrossRef] [PubMed]
- Yun, T.; Oh, W.; Lee, B.; Lee, C.; Na, H.; Choi, J.; Kim, I. A Study on Optimization of Fillet in Laser Welding Process for 9% Ni Steel Using Gradient-Based Optimization Algorithm. J. Weld. Join. 2020, 38, 485–492. [Google Scholar] [CrossRef]
- Na, K.; Lee, C.; Park, J.; Cho, M. A Comparison of Hot Cracking in GTAW and FCAW by Applying Alloy 625 Filler Materials of 9% Ni Steel. J. Weld. Join. 2019, 37, 357–362. [Google Scholar] [CrossRef] [Green Version]
- Kim, B.; Park, J.; Lee, J.; Kim, M. Study on the Initial Design of an LNG Fuel Tank using 9 wt. % Nickel Steel for Ships and Performance Evaluation of the Welded Joint. J. Weld. Join. 2019, 37, 555–563. [Google Scholar] [CrossRef] [Green Version]
- Watanabe, I.; Suzuki, M.; Matsuda, Y.; Tagawa, H.; Matsui, K.; Shimada, S. Fracture toughness of 9% Ni steel and safety of LNG storage tank against brittle fracture. Nippon Kokan Tech. Rep. 1984, 42, 2–10. [Google Scholar]
- Liu, X.; Athanasiou, C.E.; Padture, N.P.; Sheldon, B.W.; Gao, H. A machine learning approach to fracture mechanics problems. J. Acta Mater. 2020, 190, 105–112. [Google Scholar] [CrossRef]
- Oliveira, J.P.; Curado, T.M.; Zeng, Z.; Lopes, J.G.; Rossinyol, E.; Park, J.M.; Schell., N.; Braz Fernandes, F.M.; Kim, H.S. Gas tungsten arc welding of as-rolled CrMnFeCoNi high entropy alloy. Mater. Des. 2020, 189, 1–12. [Google Scholar] [CrossRef]
- Oliveira, J.P.; Crispim, B.; Zeng, Z.; Omori, T.; Braz Fernandes, F.M.; Mianda, R.M. Microstructure and mechanical properties of gas tungsten arc welded Cu-Al-Mn shape memory alloy rods. J. Mater. Process. Technol. 2019, 271, 93–100. [Google Scholar] [CrossRef]
- Kim, M.; Shin, S.; Kim, D.; Lee, S. A Study on the Algorithm for Determining Back Bead Generation in GMA Welding Using Deep Learning. J. Weld. Join. 2018, 36, 74–81. [Google Scholar] [CrossRef] [Green Version]
- Zhu, H.; Ge, W.; Liu, Z. Deep Learning-Based Classification of Weld Surface Defects. Appl. Sci. 2019, 9, 3312. [Google Scholar] [CrossRef] [Green Version]
- Oh, D.J.; Lee, J.M.; Noh, B.J.; Kim, W.S.; Ando, R.; Matsumoto, T.; Kim, M.H. Investigation of fatigue performance of low temperature alloys for liquefied natural gas storage tanks. J. Mech. Eng. 2015, 229, 1–15. [Google Scholar] [CrossRef]
- Kourshid, A.F.M.; Ghanem, M. Using the welding parameters to improve the mechanical properties of Liquefied Natural Gas storage tank welded joint. IOSR J. Mech. Civil Eng. IOSR-JMCE 2012, 4, 32–39. [Google Scholar] [CrossRef]
- Technical Report 9% Nickel Steel: For Use at Cryogenic Temperatures; ArcelorMittal: Chicago, IL, USA, 2010.
- Kobelco Welding of America Inc. Kobelco’s Welding Consumables for LNG Storage Tanks Made of 9% Ni Steel. Kobelco Weld. 2011, 14, 3–8. [Google Scholar]
- Byun, J.O.; Choi, Y.H. Stair locomotion method of quadruped robot using genetic algorithm. J. Korea Inst. Electron. Commun. Sci. 2015, 10, 1039–1047. [Google Scholar] [CrossRef]
- Kim, W.W. A Multi-Objective Genetic Algorithm Using Sequential Surrogate Models; Hanyang University Graduate School: Seoul, Korea, 2012. [Google Scholar]
- KoreaScience. Welding and Bonding Hand Book—Process and Thermal Processing; KoreaScience: Seoul, Korea, 2007. [Google Scholar]
- Kim, Z.H. A Comparative Study of Classification Techniques Using Forest Cover Type Data: Discriminant Analysis, Logistic Regression, Neural Network, Decision Tree. Master’s Thesis, Chung-Ang University, Seoul, Korea, 2012, unpublished. [Google Scholar]
- Amrine, D.E.; White, B.J.; Larson, R.L. Comparison of classification algorithms to predict outcomes of feedlot cattle identified and treated for bovine respiratory disease. Comput. Electron. Agric. 2014, 105, 9–19. [Google Scholar] [CrossRef] [Green Version]
- Knowles, J.D.; Corne, D.W. Approximating the nondominated front using the pareto archived evolution strategy. Evol. Comput. 2000, 8, 149–172. [Google Scholar] [CrossRef]
- Vapnik, V.N. The Nature of Statistical Learning Theory; Springer: Berlin/Heidelberg, Germany, 1999. [Google Scholar]
- Deb, K.; Agrawal, S.; Pratap, A.; Meyarivan, T. A fast elitist non-dominated sorting genetic algorithm for multi-objective optimization: NSGA-II. Lect. Notes Comput. Sci. 2000, 1917, 849–858. [Google Scholar]
- Zitzler, E.; Deb, K.; Thiele, L. Comparison of multiobjective evolutionary algorithms: Empirical results. Evol. Comput. 2000, 8, 173–195. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Veldjuizen, D.A.V.; Lamont, G.B. On measuring multiobjective evolutionary algorithm performance. Evol. Comput. 2000, 1, 204–211. [Google Scholar]
- Deb, K.; Pratap, A.; Agarwal, S.; Meyarivan, T.A. A fast and elitist multi objective genetic algorithm: NSGA-II. IEEE Trans. Evol. Comput. 2002, 6, 182–197. [Google Scholar] [CrossRef] [Green Version]











{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Material | Yield Strength (MPa) | Tensile Strength (MPa) | Elongation (%) | Hardness (HV) |
|---|---|---|---|---|
| A553-1 | 651.6 | 701.1 | 26.6 | 243.0 |
| Welding Wire | 460.0 | 730.0 | 47.0 | 230.0 |
| Material | C | Si | Mn | S | P | Ni | Fe |
|---|---|---|---|---|---|---|---|
| A553-1 | 0.05 | 0.67 | 0.004 | 0.003 | 0.25 | 9.02 | Bal. |
| Welding Wire | 0.02 | 0.02 | 0.1 | 0.001 | 0.001 | 69.8 | 5.6 |
| Parameter | Symbol | −1 | 0 | 1 |
|---|---|---|---|---|
| Welding Current (A) | C | 150 | 160 | 170 |
| Arc Voltage (V) | V | 21 | 23 | 25 |
| Welding Speed (meter/minute, m/min) | S | 0.3 | − | 0.4 |
| Fixed Parameter | Welding Wire: ∅ 1.2 Flux Wire | |||
| Contact Tip Work Distance: 15 mm | ||||
| Shielding Gas Flow Rate: CO2 18 L/min | ||||
| Test No. | C | V | S | Test No. | C | V | S |
|---|---|---|---|---|---|---|---|
| 1 | 150 | 21 | 0.3 | 10 | 150 | 21 | 0.4 |
| 2 | 150 | 23 | 0.3 | 11 | 150 | 23 | 0.4 |
| 3 | 150 | 25 | 0.3 | 12 | 150 | 25 | 0.4 |
| 4 | 160 | 21 | 0.3 | 13 | 160 | 21 | 0.4 |
| 5 | 160 | 23 | 0.3 | 14 | 160 | 23 | 0.4 |
| 6 | 160 | 25 | 0.3 | 15 | 160 | 25 | 0.4 |
| 7 | 170 | 21 | 0.3 | 16 | 170 | 21 | 0.4 |
| 8 | 170 | 23 | 0.3 | 17 | 170 | 23 | 0.4 |
| 9 | 170 | 25 | 0.3 | 18 | 170 | 25 | 0.4 |
| Test No. | Top-Bead Width (mm) | Top-Bead Height (mm) | Bead Geometry | ||||||
|---|---|---|---|---|---|---|---|---|---|
| 1st | 2nd | 3rd | Average | 1st | 2nd | 3rd | Average | ||
| 1 | 8.46 | 8.47 | 8.46 | 8.46 | 2.58 | 2.61 | 2.59 | 2.59 |  |
| 2 | 8.91 | 8.85 | 8.88 | 8.88 | 2.83 | 2.82 | 2.84 | 2.83 |  |
| 3 | 9.64 | 9.63 | 9.63 | 9.63 | 2.85 | 2.83 | 2.88 | 2.86 |  |
| 4 | 10.25 | 10.25 | 10.28 | 10.26 | 2.82 | 2.80 | 2.77 | 2.80 |  |
| 5 | 10.82 | 10.81 | 10.81 | 10.81 | 2.94 | 2.96 | 2.92 | 2.94 |  |
| 6 | 11.19 | 11.18 | 11.18 | 11.18 | 3.09 | 3.10 | 3.10 | 3.10 |  |
| 7 | 11.43 | 11.44 | 11.43 | 11.43 | 3.12 | 3.11 | 3.09 | 3.11 |  |
| 8 | 12.09 | 12.13 | 12.14 | 12.12 | 3.17 | 3.14 | 3.19 | 3.17 |  |
| 9 | 13.28 | 13.31 | 13.30 | 13.30 | 3.26 | 3.26 | 3.24 | 3.25 |  |
| 10 | 8.57 | 8.58 | 8.56 | 8.57 | 2.75 | 2.76 | 2.74 | 2.75 |  |
| 11 | 9.56 | 9.53 | 9.45 | 9.51 | 2.85 | 2.86 | 2.90 | 2.87 |  |
| 12 | 9.70 | 9.71 | 9.64 | 9.68 | 2.89 | 2.91 | 2.91 | 2.90 |  |
| 13 | 10.32 | 10.35 | 10.38 | 10.35 | 2.88 | 2.89 | 2.87 | 2.88 |  |
| 14 | 10.88 | 10.84 | 10.81 | 10.84 | 2.89 | 2.92 | 2.94 | 2.92 |  |
| 15 | 11.38 | 11.35 | 11.32 | 11.35 | 3.09 | 3.09 | 3.08 | 3.09 |  |
| 16 | 12.06 | 12.05 | 12.09 | 12.07 | 3.13 | 3.12 | 3.11 | 3.12 |  |
| 17 | 12.97 | 12.96 | 12.94 | 12.96 | 3.21 | 3.19 | 3.17 | 3.19 |  |
| 18 | 13.42 | 13.40 | 13.41 | 13.41 | 3.27 | 3.28 | 3.31 | 3.29 |  |
| Test No. | Upper by Point (HV0.05) | Bottom by Point (HV0.05) | HAZ by Point (HV0.05) | |||
|---|---|---|---|---|---|---|
| Average | Standard Deviation | Average | Standard Deviation | Average | Standard Deviation | |
| 1 | 253.3 | 2.2 | 286.1 | 2.3 | 328.9 | 0.5 |
| 2 | 250.1 | 2.3 | 287.0 | 3.6 | 333.7 | 0.7 |
| 3 | 251.9 | 1.0 | 288.3 | 2.9 | 336.9 | 0.3 |
| 4 | 255.1 | 1.8 | 287.5 | 0.1 | 341.2 | 0.1 |
| 5 | 259.6 | 2.2 | 289.7 | 0.3 | 340.5 | 0.3 |
| 6 | 254.7 | 1.7 | 290.7 | 0.5 | 340.7 | 0.5 |
| 7 | 261.7 | 3.7 | 290.9 | 0.4 | 343.8 | 0.4 |
| 8 | 262.6 | 2.3 | 291.2 | 0.4 | 349.9 | 0.6 |
| 9 | 261.5 | 1.6 | 291.9 | 4.9 | 346.6 | 0.4 |
| 10 | 259.1 | 2.7 | 286.7 | 0.4 | 337.1 | 0.6 |
| 11 | 260.2 | 2.9 | 287.6 | 1.8 | 336.3 | 0.3 |
| 12 | 254.6 | 1.0 | 287.5 | 1.7 | 334.9 | 0.5 |
| 13 | 255.8 | 1.7 | 288.4 | 2.4 | 338.8 | 0.2 |
| 14 | 258.6 | 1.5 | 289.1 | 3.8 | 342.9 | 0.4 |
| 15 | 259.1 | 1.6 | 289.2 | 1.7 | 342.6 | 0.4 |
| 16 | 261.3 | 3.8 | 291.5 | 0.3 | 346.2 | 0.6 |
| 17 | 251.9 | 2.6 | 287.7 | 2.1 | 336.6 | 0.7 |
| 18 | 256.3 | 2.2 | 287.2 | 2.5 | 342.8 | 0.7 |
| Test No. | Avg. Area Upper (mm2) | Avg. Area Bottom (mm2) | Dilution Ratio (%) | Test No. | Avg. Area Upper (mm2) | Avg. Area Bottom (mm2) | Dilution Ratio (%) |
|---|---|---|---|---|---|---|---|
| 1 | 16.9 | 3.17 | 15.81 | 10 | 18.63 | 3.06 | 14.11 |
| 2 | 19.19 | 3.75 | 16.34 | 11 | 21.6 | 3.38 | 13.53 |
| 3 | 21.35 | 3.97 | 15.69 | 12 | 21.97 | 4.1 | 15.74 |
| 4 | 22.65 | 3.63 | 13.81 | 13 | 23.06 | 4.08 | 15.04 |
| 5 | 25.48 | 4.08 | 13.82 | 14 | 25.17 | 4.05 | 13.87 |
| 6 | 26.92 | 5.3 | 16.46 | 15 | 27.52 | 4.57 | 14.24 |
| 7 | 28.09 | 4.88 | 14.8 | 16 | 29.55 | 4.75 | 13.85 |
| 8 | 30.32 | 4.7 | 13.43 | 17 | 32.32 | 6.25 | 16.19 |
| 9 | 34.65 | 5.81 | 14.36 | 18 | 34.13 | 5.99 | 14.92 |
| Test No. | Hardness Difference (HV0.05) | Dilution Ratio (%) | Weldment Hardening | Test No. | Hardness Difference (HV0.05) | Dilution Ratio (%) | Weldment Hardening |
|---|---|---|---|---|---|---|---|
| 1 | 42.9 | 15.81 | Regard | 10 | 50.5 | 14.11 | Regardless |
| 2 | 46.7 | 16.34 | Regard | 11 | 48.7 | 13.53 | Regardless |
| 3 | 48.6 | 15.69 | Regard | 12 | 47.4 | 15.74 | Regard |
| 4 | 53.7 | 13.81 | Regardless | 13 | 50.4 | 15.04 | Regard |
| 5 | 50.7 | 13.82 | Regardless | 14 | 53.8 | 13.87 | Regardless |
| 6 | 50.0 | 16.46 | Regard | 15 | 53.4 | 14.24 | Regardless |
| 7 | 52.9 | 14.80 | Regardless | 16 | 54.7 | 13.85 | Regardless |
| 8 | 58.7 | 13.43 | Regardless | 17 | 48.9 | 16.19 | Regard |
| 9 | 54.7 | 14.36 | Regardless | 18 | 55.5 | 14.92 | Regardless |
| Test No. | C | V | S | W | H | HU | HB | HH | Di | Group |
|---|---|---|---|---|---|---|---|---|---|---|
| 1 | 150.0 | 21.0 | 0.3 | 8.46 | 2.59 | 253.3 | 286.1 | 328.9 | 15.8 | Regard |
| 2 | 150.0 | 23.0 | 0.3 | 8.88 | 2.83 | 250.1 | 287.0 | 333.7 | 16.3 | Regard |
| 3 | 150.0 | 25.0 | 0.3 | 9.63 | 2.86 | 251.9 | 288.3 | 336.9 | 15.7 | Regard |
| 4 | 160.0 | 21.0 | 0.3 | 10.26 | 2.80 | 255.1 | 287.5 | 341.2 | 13.8 | Regardless |
| 5 | 160.0 | 23.0 | 0.3 | 10.81 | 2.94 | 259.6 | 289.7 | 340.5 | 13.8 | Regardless |
| 6 | 160.0 | 25.0 | 0.3 | 11.18 | 3.10 | 254.7 | 290.7 | 340.7 | 16.5 | Regard |
| 7 | 170.0 | 21.0 | 0.3 | 11.43 | 3.11 | 261.7 | 290.9 | 343.8 | 14.8 | Regardless |
| 8 | 170.0 | 23.0 | 0.3 | 12.12 | 3.17 | 262.6 | 291.2 | 349.9 | 13.4 | Regardless |
| 9 | 170.0 | 25.0 | 0.3 | 13.30 | 3.25 | 261.5 | 291.9 | 346.6 | 14.4 | Regardless |
| 10 | 150.0 | 21.0 | 0.4 | 8.57 | 2.75 | 259.1 | 286.7 | 337.1 | 14.1 | Regardless |
| 11 | 150.0 | 23.0 | 0.4 | 9.51 | 2.87 | 260.2 | 287.6 | 336.3 | 13.5 | Regardless |
| 12 | 150.0 | 25.0 | 0.4 | 9.68 | 2.90 | 254.6 | 287.5 | 334.9 | 15.7 | Regard |
| 13 | 160.0 | 21.0 | 0.4 | 10.35 | 2.88 | 255.8 | 288.4 | 338.8 | 15.0 | Regard |
| 14 | 160.0 | 23.0 | 0.4 | 10.84 | 2.92 | 258.6 | 289.1 | 342.9 | 13.9 | Regardless |
| 15 | 160.0 | 25.0 | 0.4 | 11.35 | 3.09 | 259.1 | 289.2 | 342.6 | 14.2 | Regardless |
| 16 | 170.0 | 21.0 | 0.4 | 12.07 | 3.12 | 261.3 | 291.5 | 346.2 | 13.9 | Regardless |
| 17 | 170.0 | 23.0 | 0.4 | 12.96 | 3.19 | 251.9 | 287.7 | 336.6 | 16.2 | Regard |
| 18 | 170.0 | 25.0 | 0.4 | 13.41 | 3.29 | 256.3 | 287.2 | 342.8 | 14.9 | Regardless |
| Test No. | Measured Group | Predicted Group | Test No. | Measured Group | Predicted Group |
|---|---|---|---|---|---|
| 1 | 1 | 1(1.00) | 10 | 0 | 0(0.00) |
| 2 | 1 | 1(1.00) | 11 | 0 | 0(0.00) |
| 3 | 1 | 1(1.00) | 12 | 1 | 1(1.00) |
| 4 | 0 | 1(0.00) | 13 | 1 | 1(0.69) |
| 5 | 0 | 0(0.00) | 14 | 0 | 0(0.00) |
| 6 | 1 | 1(1.00) | 15 | 0 | 0(0.00) |
| 7 | 0 | 0(0.00) | 16 | 0 | 0(0.00) |
| 8 | 0 | 0(0.00) | 17 | 1 | 1(1.00) |
| 9 | 0 | 0(0.00) | 18 | 0 | 0(0.03) |
| Design Parameter | SE (Standard Error) | R2 (Coefficient of Determination, %) |
|---|---|---|
| W | 0.221 | 98.9 |
| H | 0.046 | 96.9 |
| HU | 0.098 | 73.0 |
| HB | 1.436 | 72.4 |
| HH | 3.697 | 76.2 |
| Di | 0.572 | 85.4 |
| Optimal Method | MOO (Multi-Objective Optimization) | |
|---|---|---|
| Range of Local Parameters | W (Top-Bead Width) | [−5 ≤ Input ≤ +5] A |
| H (Top-Bead Height) | [−1 ≤ Input ≤ +1] V | |
| S (Welding Speed) | [−0.05 ≤ Input ≤ +0.05] m/min | |
| Range of Constraints | Di (Dilution Ratio) | Di ≤ 15.0% |
| Fitness Factor | Population Size | 50, 60, 70, 80, 90, 100 |
| Solver | Constrained nonlinear minimization | |
| Algorithm | Trust region reflective algorithm | |
| Derivatives | Gradient supplied | |
| Test No. | Original | Modified | Welding Factors | Group | |||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| C | V | S | C | V | S | W | H | HU | HB | HH | Di | ||
| 2 | 150.0 | 23.0 | 0.3 | 151.1 | 20.2 | 0.35 | 8.6 | 2.6 | 257.5 | 286.1 | 334.0 | 14.2 | Regardless |
| 6 | 160.0 | 25.0 | 0.3 | 164.9 | 24.0 | 0.25 | 11.8 | 3.1 | 259.9 | 290.5 | 344.7 | 14.2 | Regardless |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Park, M.; Kim, J.; Pyo, C.; Kim, J.; Chun, K. A Study on the Weldment Hardening Discrimination Procedure and Improvement of Flux Cored Arc Welding Process of ASTM A553-1 (9% Nickel Steel) Material Using Bead Geometry Distribution. Metals 2021, 11, 1282. https://doi.org/10.3390/met11081282
Park M, Kim J, Pyo C, Kim J, Chun K. A Study on the Weldment Hardening Discrimination Procedure and Improvement of Flux Cored Arc Welding Process of ASTM A553-1 (9% Nickel Steel) Material Using Bead Geometry Distribution. Metals. 2021; 11(8):1282. https://doi.org/10.3390/met11081282
Chicago/Turabian StylePark, Minho, Jisun Kim, Changmin Pyo, Jaewoong Kim, and Kwangsan Chun. 2021. "A Study on the Weldment Hardening Discrimination Procedure and Improvement of Flux Cored Arc Welding Process of ASTM A553-1 (9% Nickel Steel) Material Using Bead Geometry Distribution" Metals 11, no. 8: 1282. https://doi.org/10.3390/met11081282
APA StylePark, M., Kim, J., Pyo, C., Kim, J., & Chun, K. (2021). A Study on the Weldment Hardening Discrimination Procedure and Improvement of Flux Cored Arc Welding Process of ASTM A553-1 (9% Nickel Steel) Material Using Bead Geometry Distribution. Metals, 11(8), 1282. https://doi.org/10.3390/met11081282