
Effect of Supra-Transus Deformation Conditions on Recrystallization of Beta Ti Alloy


Abstract
:1. Introduction
2. Method
- (a)
- Isothermal compression
- (b)
- Metallography and analysis
- (c)
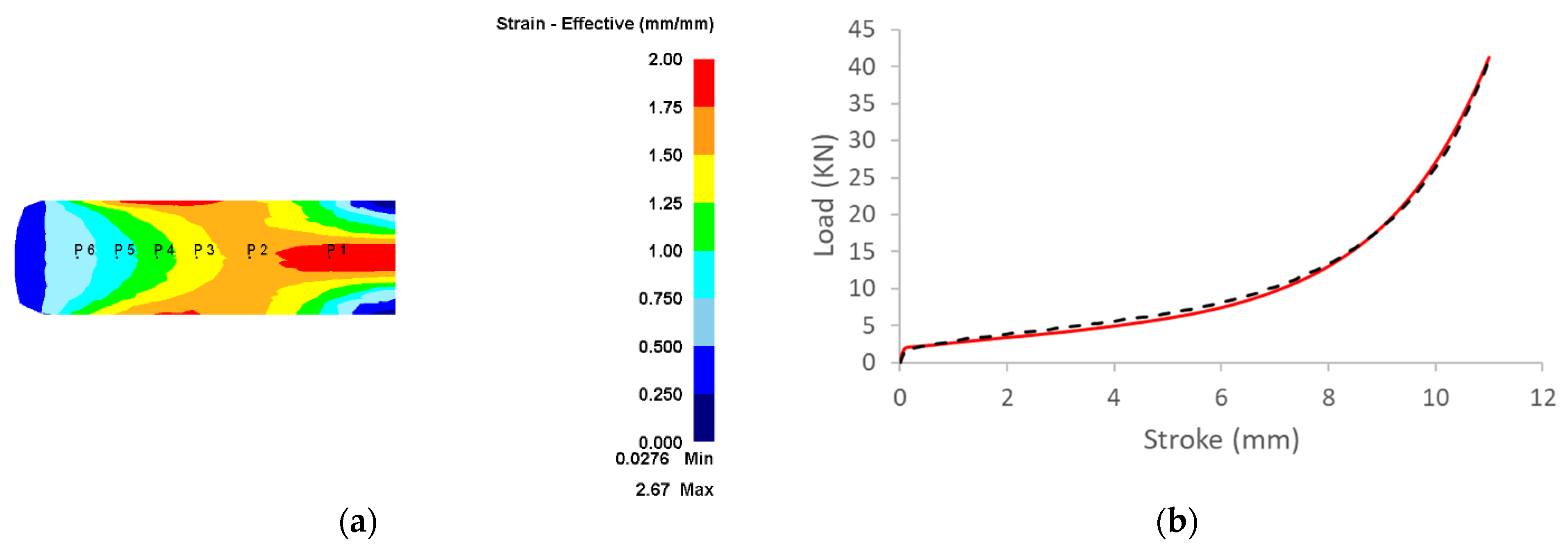
- Finite element modelling
3. Results and Discussion
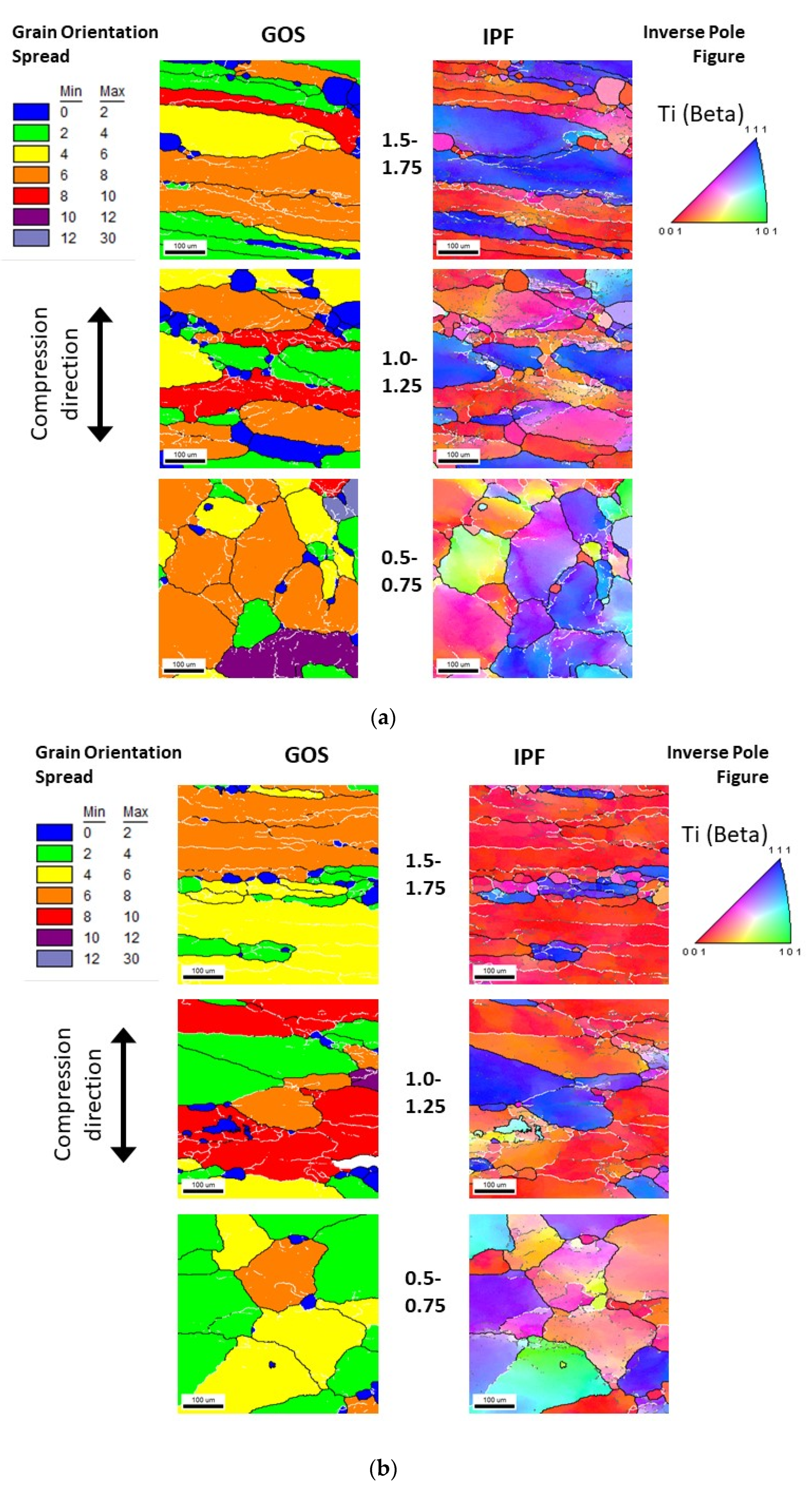
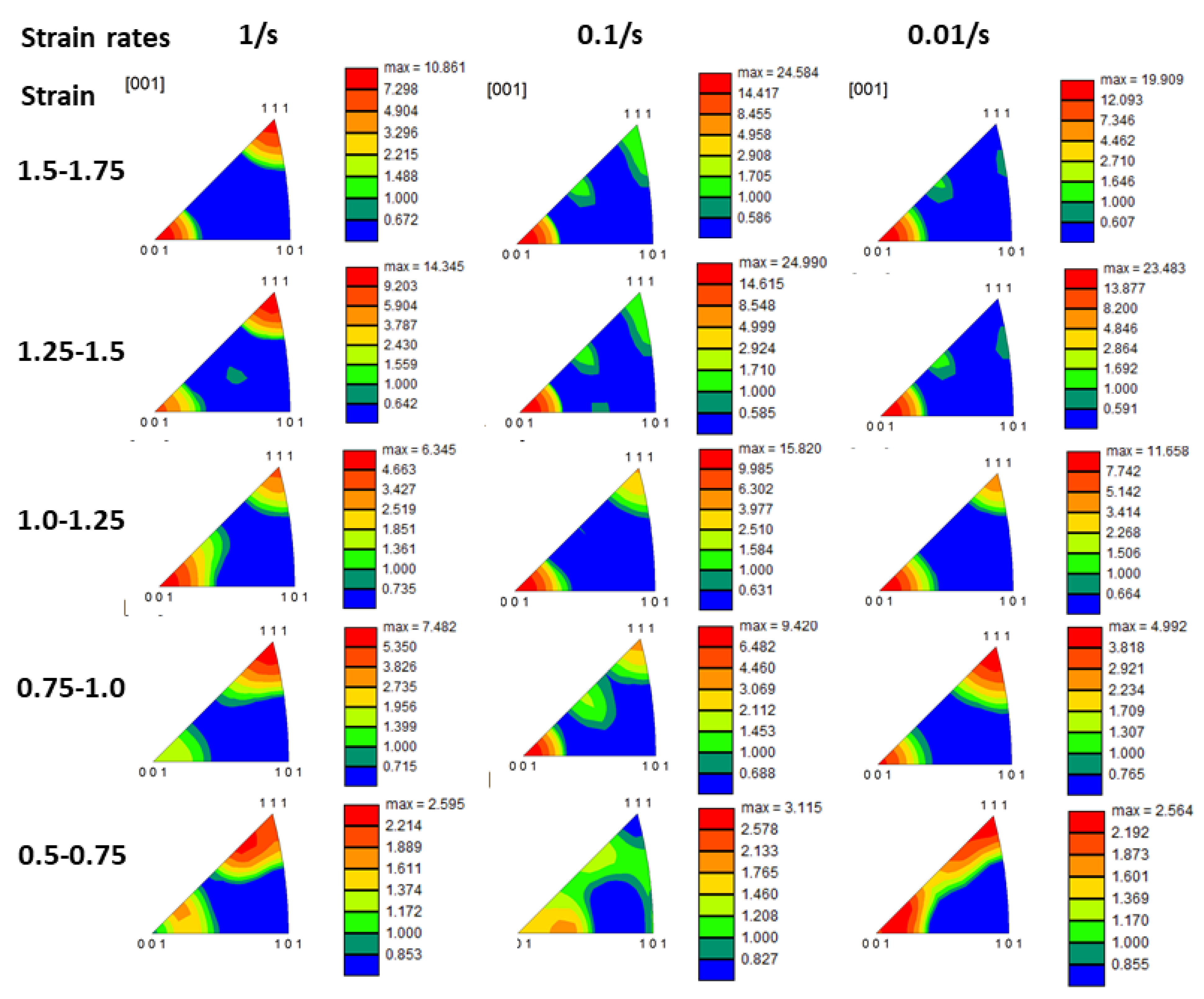
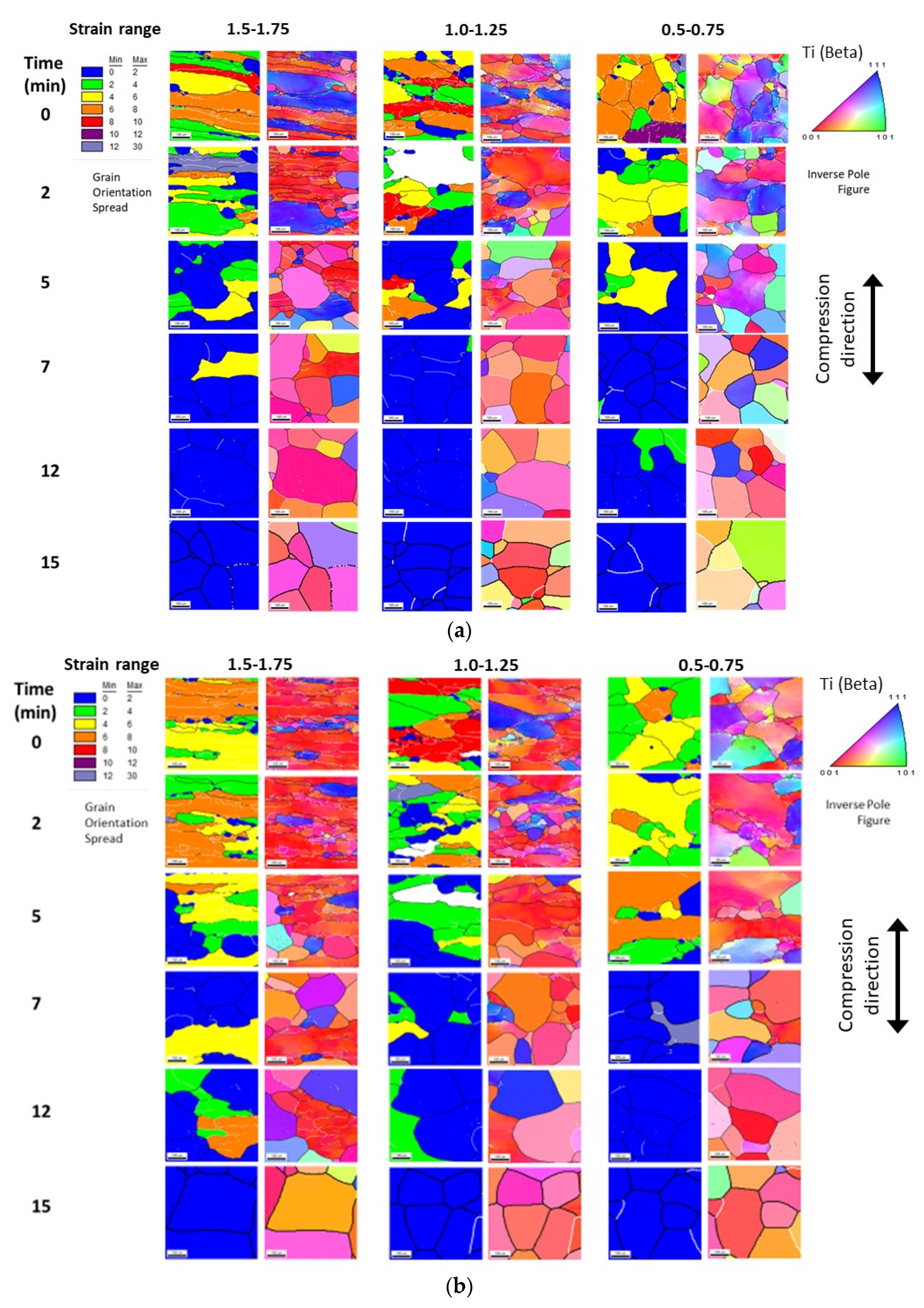
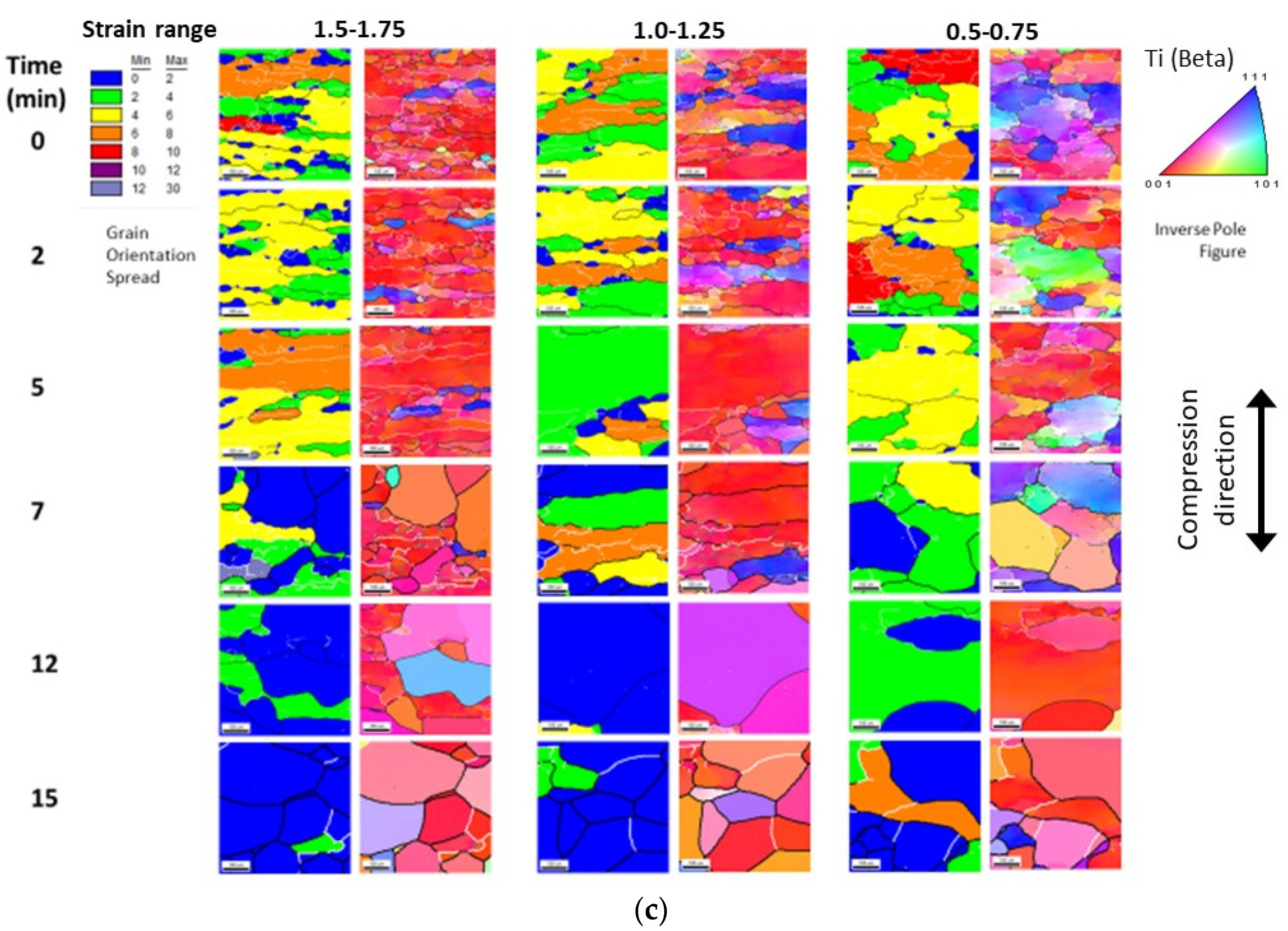
3.1. Effect of Deformation Conditions on Deform Microstructure
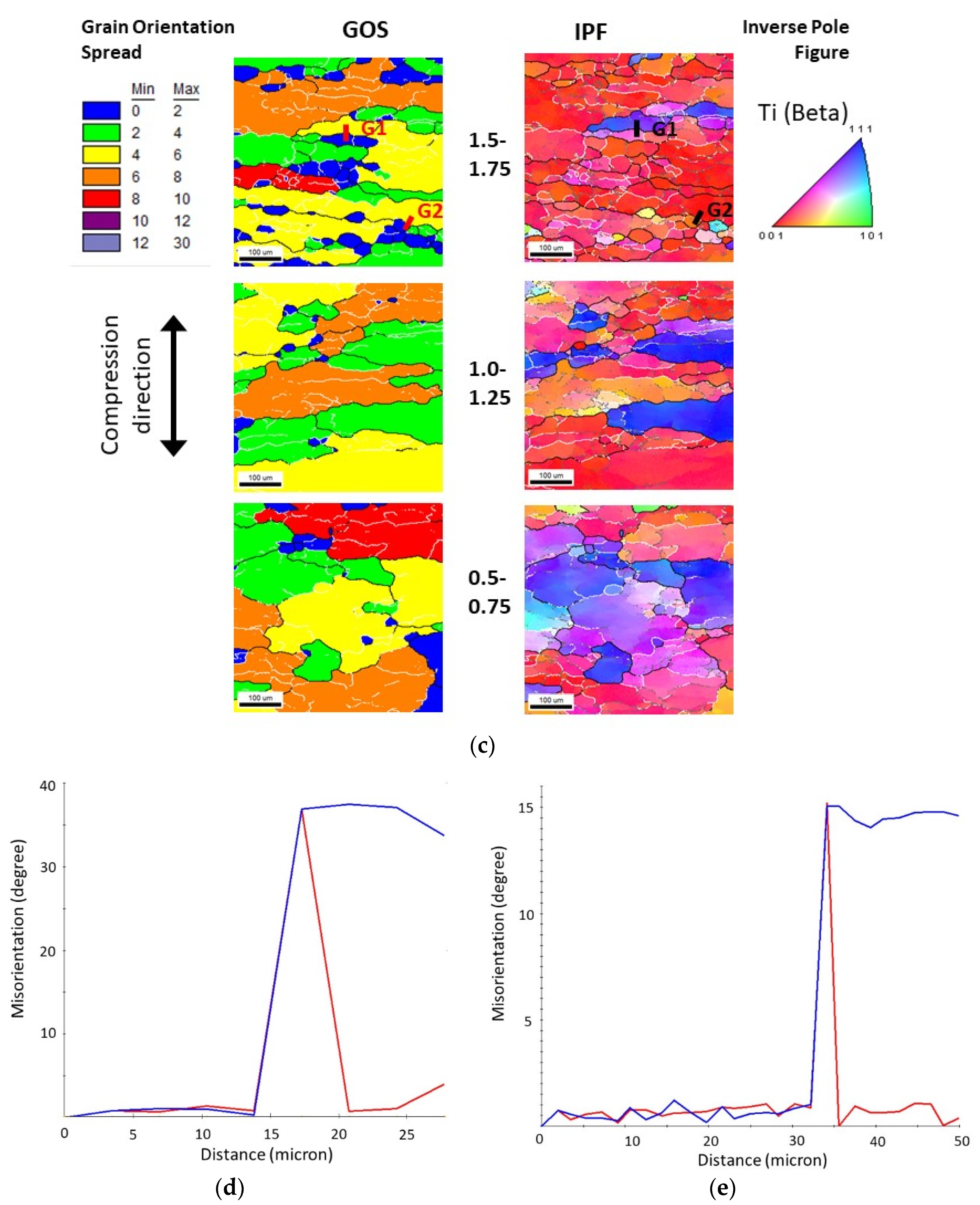
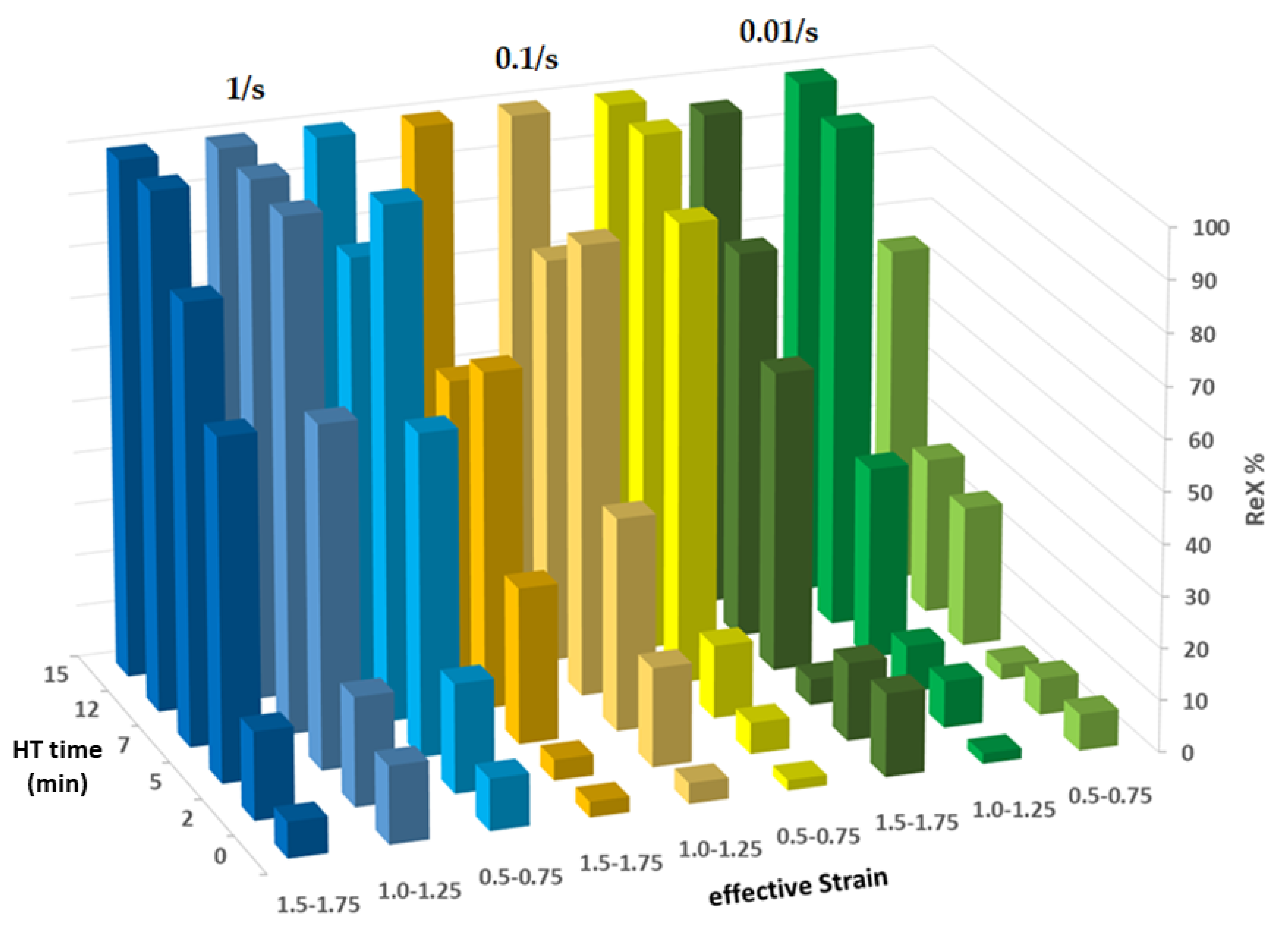
3.2. Effect of Deformation Condition on Static Recrystallization
3.3. Effect of Varying Static Recrystallization Rate
4. Conclusions
- (i)
- The deformation strain rate affects the deformation texture at different strain levels. For the samples deformed at 0.1 and 0.01/s, the mix of {001} and {111}//TD oriented grains was dominated by {001} oriented grains at strain level beyond 1.25;
- (ii)
- The deformation mechanism was mainly governed by dynamic recovery, although a very low level of discontinuous dynamic recrystallization was also observed;
- (iii)
- Dynamic strain-induced boundary migration was likely responsible for the consuming or disappearance of the {111} oriented grains during deformation at higher strain levels;
- (iv)
- The higher strain rate samples have faster recrystallization rates compared to the sample with strain rate of 0.01/s;
- (v)
- In the higher strain regions for samples deformed at strain rates of 0.1 and 1/s, the recrystallization was slower than the lower strain regions, which was attributed to the increase stability of the {001} grains;
- (vi)
- The reduced rate of recrystallization found in Ti55511 is exacerbated if the recrystallization temperature is lower, leading to presence of unrecrystallized grains and development of inhomogeneous microstructure.
Author Contributions
Funding
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Sen, M.; Suman, S.; Kumar, M.; Banerjee, T.; Bhattacharjee, A.; Kar, S.K. Thermo-mechanical processing window for β phase recrystallization inTi-5Al-5Mo-5V-3Cr alloy. Mater. Charact. 2018, 146, 55–70. [Google Scholar] [CrossRef]
- Banerjee, D.; Pilchak, A.L.; Williams, J.C. Processing, Structure, Texture and Microtexture in Titanium Alloys. Mater. Sci. Forum 2012, 710, 66–84. [Google Scholar] [CrossRef]
- Fan, X.G.; Zhang, Y.; Zheng, H.J.; Zhang, Z.Q.; Gao, P.F.; Zhan, M. Pre-processing related recrystallization behavior in β annealing of a near-β Ti-5Al-5Mo-5V-3Cr-1Zr titanium alloy. Mater. Charact. 2018, 137, 151–161. [Google Scholar] [CrossRef]
- Weiss, I.; Semiatin, S.L. Thermomechanical processing of beta titanium alloys—An overview. Mater. Sci. Eng. A 1998, 243, 46–65. [Google Scholar] [CrossRef]
- Cotton, J.D.; Briggs, R.D.; Boyer, R.R.; Tamirisakandala, S.; Russo, P.; Shchetnikov, N.; Fanning, J.C. State of the Art in Beta Titanium Alloys for Airframe Applications. JOM 2015, 67, 1281–1303. [Google Scholar] [CrossRef] [Green Version]
- Boyer, R.R.; Briggs, R.D. The use of β titanium alloys in the aerospace industry. J. Mater. Eng. Perform. 2005, 14, 681–685. [Google Scholar] [CrossRef]
- Warchomicka, F.; Poletti, C.; Stockinger, M. Study of the hot deformation behaviour in Ti-5Al-5Mo-5V-3Cr-1Zr. Mater. Sci. Eng. A 2011, 528, 8277–8285. [Google Scholar] [CrossRef]
- Chaussy, F.; Driver, J.H. Beta Titanium Alloys; Vassel, A., Eylon, D., Combres, Y., Eds.; Editions De la Revue de Metallurgie; French Society of Metallurgy and Materials: Paris, France, 1994; pp. 57–64. [Google Scholar]
- Jiang, Y.; Lin, Y.C.; Wang, G.; Pang, G.; Chen, M.; Huang, Z. Microstructure evolution and a unified constitutive model for a Ti-55511 alloy deformed in β region. J. Alloys Compd. 2021, 870, 159534. [Google Scholar] [CrossRef]
- Shao, H.; Shan, D.; Wang, K.; Zhang, G.; Zhao, Y. Massive α precipitation selectivity and tensile fracture behavior of TC18 alloy. J. Alloys Compd. 2019, 797, 10–17. [Google Scholar] [CrossRef]
- Yamanaka, K.; Matsumoto, H.; Chiba, A. A constitutive model and processing maps describing the high temperature behavior of Ti-17 alloy in the b-phase field. Adv. Eng. Mater. 2019, 21, 1800775. [Google Scholar] [CrossRef]
- Zhu, Z.S.; Wang, X.N.; Gu, W.; Chen, M.H. A study on high temperature deformation behaviors of new type TC21 Titanium alloy. Mater. China 2009, 28, 51–55. [Google Scholar]
- Ouyang, D.L.; Lu, S.Q.; Cui, X.; Wu, C.; Dong, X.J. Dynamic recrystallization of TA15 alloy during beta hot process at different strain rates. Rare Met. Mater. Eng. 2011, 40, 325–330. [Google Scholar]
- Balasubrahmanyam, V.V.; Prasad, Y.V.R.K. Deformation behaviour of beta titanium alloy Ti-10V-4.5Fe-1.5Al in hot upset forging. Mater. Sci. Eng. A 2002, 336, 150–158. [Google Scholar] [CrossRef]
- Chuan, W.; Liang, H. Hot deformation and dynamic recrystallization of a near-beta titanium alloy in the β singe phase region. Vacuum 2018, 156, 384–401. [Google Scholar] [CrossRef]
- Wang, K.; Lu, S.; Fu, M.W.; Li, X.; Dong, X. Optimization of β/near-β forging process parameters of Ti-6.5Al-3.5Mo-1.5Zr-0.3Si by using processing maps. Mater. Charact. 2009, 60, 492–498. [Google Scholar] [CrossRef]
- Zhu, Y.C.; Zeng, W.D.; Liu, J.L.; Zhao, Y.Q.; Zhou, Y.G.; Yu, H.Q. Effect of processing parameters on the hot deformation behavior of as-cast TC21 titanium alloy. Mater. Des. 2012, 33, 264–272. [Google Scholar] [CrossRef]
- Jia, W.; Zeng, W.; Liu, J.; Zhou, Y.; Wang, Q. On the influence of processing parameters on microstructural evolution of a near alpha titanium alloy. Mater. Sci. Eng. A 2011, 530, 135–143. [Google Scholar] [CrossRef]
- Ma, F.; Lu, W.; Qin, J.; Zhang, D. Microstructure evolution of near-α titanium alloys during thermomechanical processing. Mater. Sci. Eng. A 2006, 416, 59–65. [Google Scholar] [CrossRef]
- Pilchak, A.L.; Sargent, G.A.; Semiatin, S.L. Early Stages of Microstructure and Texture Evolution during Beta Annealing of Ti-6Al-4V. Metall. Mater. Trans. A Phys. Metall. Mater. Sci. 2018, 49, 908–919. [Google Scholar] [CrossRef] [Green Version]
- Humphreys, F.J.; Hatherly, M. Recrystallization and Related Annealing Phenomena, 2nd ed.; Elsevier: Pergamon, UK, 2002; pp. 182–183, 390. [Google Scholar]
- Yan, M.; Sha, A.; Zhang, W.; Wang, Y. Recovery and recrystallization behavior of large sized beta phase grains in TC18 Titanium alloy during annealing process. Mater. Sci. Forum 2015, 817, 263–267. [Google Scholar] [CrossRef]
- Jackson, M.; Dashwood, L.; Flower, H.M. Application of novel technique to examine thermomechanical processing of near beta alloy Ti-10V-2Fe-3Al. Mater. Sci. Technol. 2000, 16, 1437–1444. [Google Scholar] [CrossRef]
- Li, K.; Yang, P. The formation of strong {100} texture by dynamic strain-induced boundary migration in hot compressed Ti-5Al-5Mo-5V-1Cr-1Fe alloy. Metals 2017, 7, 412. [Google Scholar] [CrossRef] [Green Version]
- Cui, Y.M.; Zheng, W.W.; Zhang, F.; Sha, A.X. Effect of β annealing and near β zone hot deformation on the microstructure and texture of TC18 alloy. Mater. Sci. Forum 2016, 849, 226–231. [Google Scholar] [CrossRef]
- Primig, S.; Leither, H.; Knabl, W.; Lorich, A.; Clemens, H.; Stickler, R. Texture evolution during dynamic recovery and static recrystallization of molybdenum. Metall. Mater. Trans. A 2012, 550, 19–30. [Google Scholar]



{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Sample | Measured | Simulation | Measured | Simulation |
|---|---|---|---|---|
| Cross-head Speed | Diameter (mm) | Thickness (mm) | ||
| 0.125 mm/s | 27.8 | 27.86 | 4.8 | 4.80 |
| 1.25 mm/s | 27.8 | 27.85 | 4.9 | 4.80 |
| 12.5 mm/s | 27.7 | 27.3 | 5.00 | 5.00 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Lim, C.V.S.; Liu, Y.; Ding, C.; Huang, A. Effect of Supra-Transus Deformation Conditions on Recrystallization of Beta Ti Alloy. Metals 2021, 11, 1278. https://doi.org/10.3390/met11081278
Lim CVS, Liu Y, Ding C, Huang A. Effect of Supra-Transus Deformation Conditions on Recrystallization of Beta Ti Alloy. Metals. 2021; 11(8):1278. https://doi.org/10.3390/met11081278
Chicago/Turabian StyleLim, Chao Voon Samuel, Yang Liu, Chen Ding, and Aijun Huang. 2021. "Effect of Supra-Transus Deformation Conditions on Recrystallization of Beta Ti Alloy" Metals 11, no. 8: 1278. https://doi.org/10.3390/met11081278
APA StyleLim, C. V. S., Liu, Y., Ding, C., & Huang, A. (2021). Effect of Supra-Transus Deformation Conditions on Recrystallization of Beta Ti Alloy. Metals, 11(8), 1278. https://doi.org/10.3390/met11081278