
Reduction of Warping in Kinematic L-Profile Bending Using Local Heating


Abstract
:1. Introduction
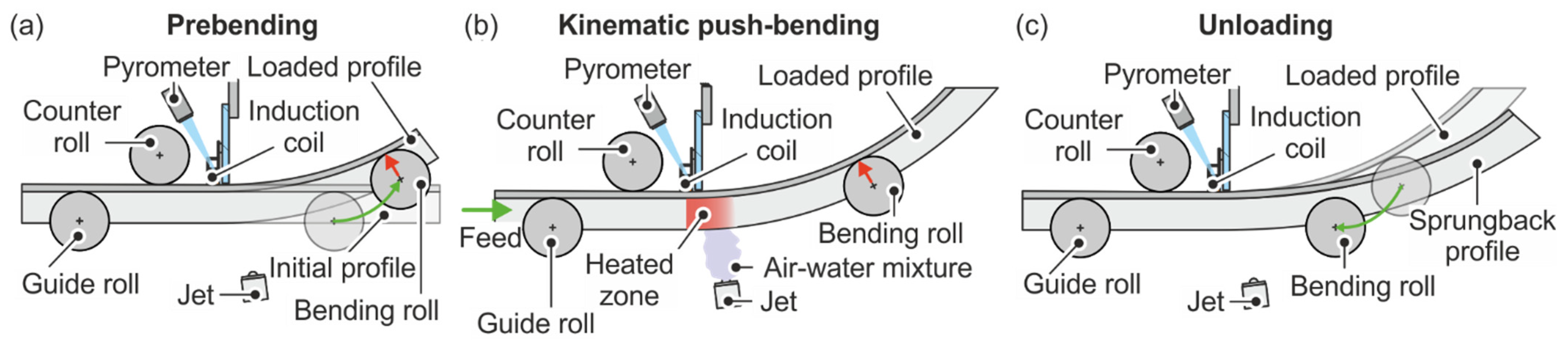
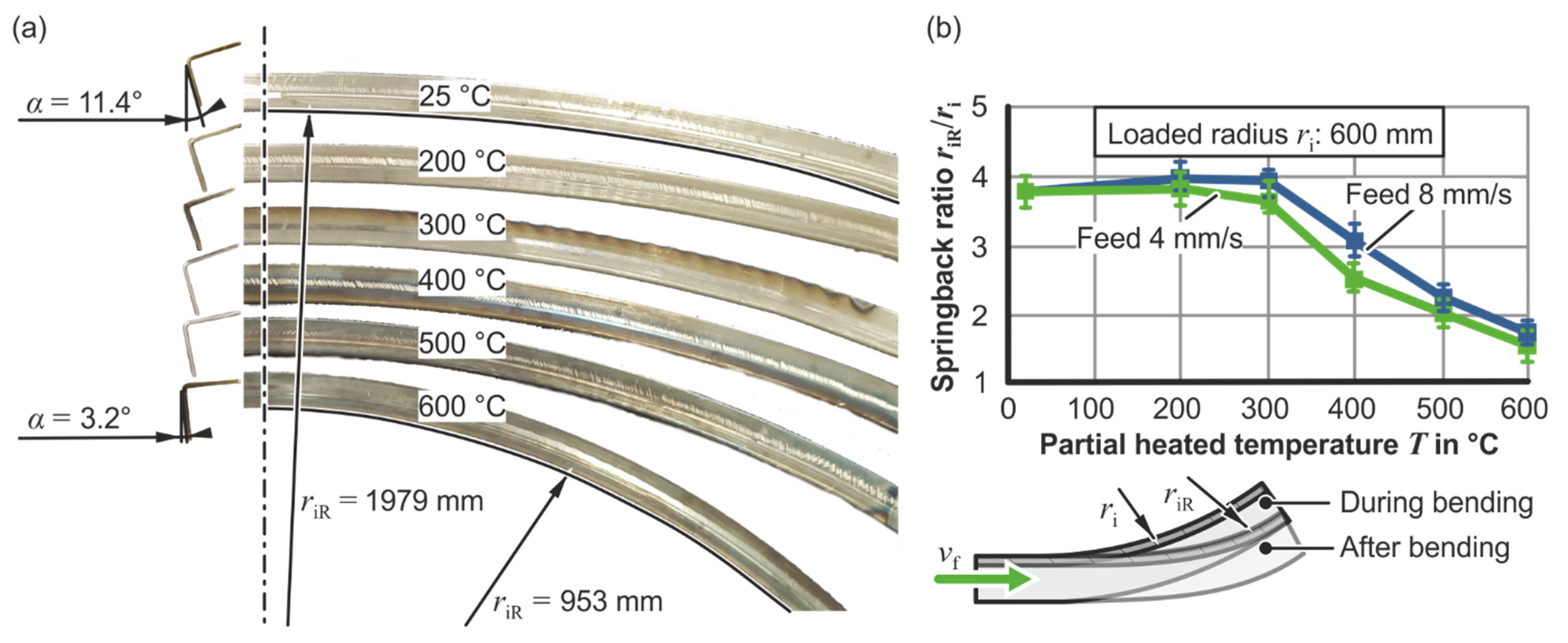
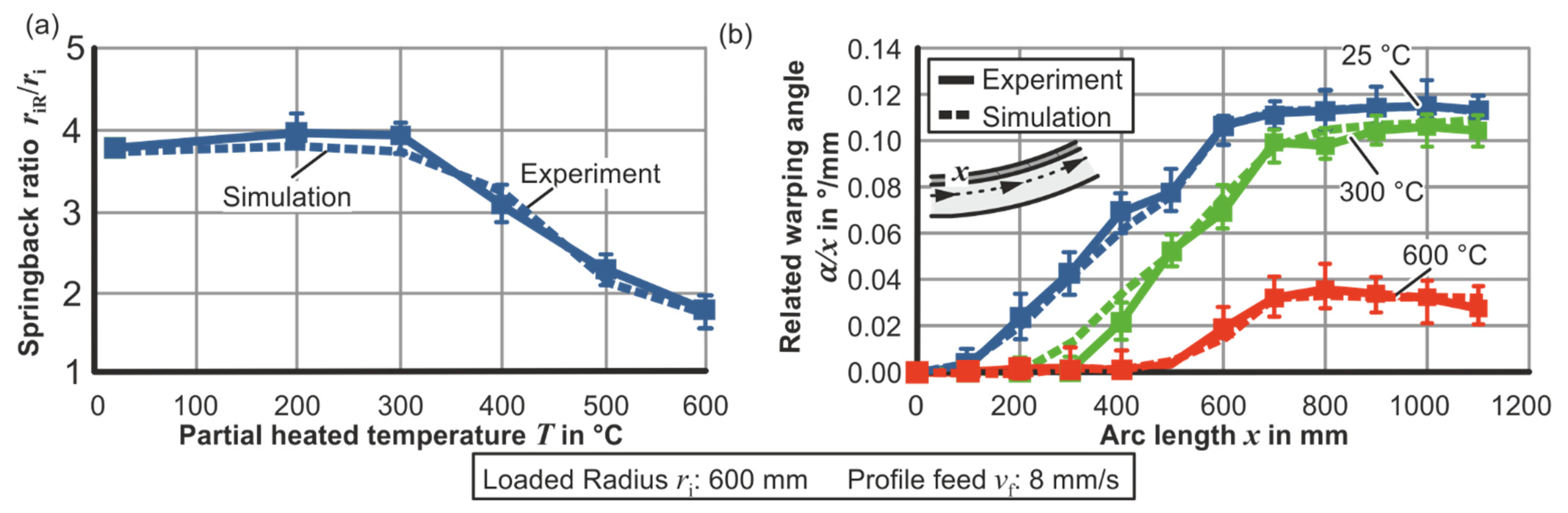
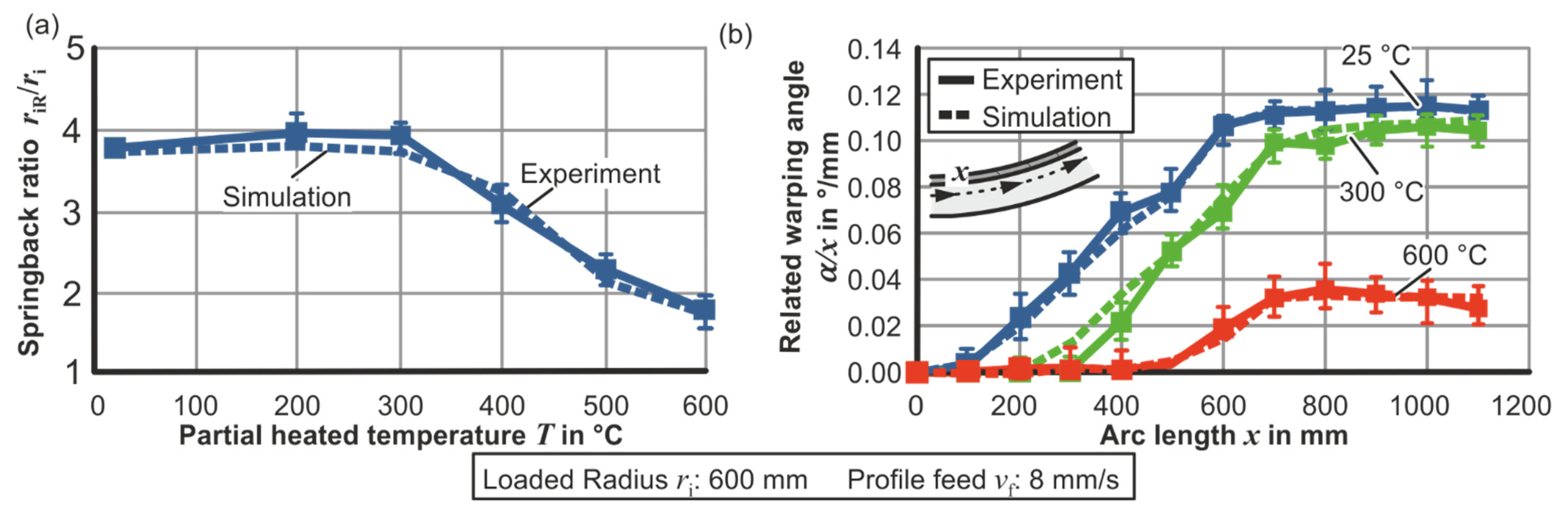
- Partial heating while continuously bending an asymmetric profile leads to reduced springback.
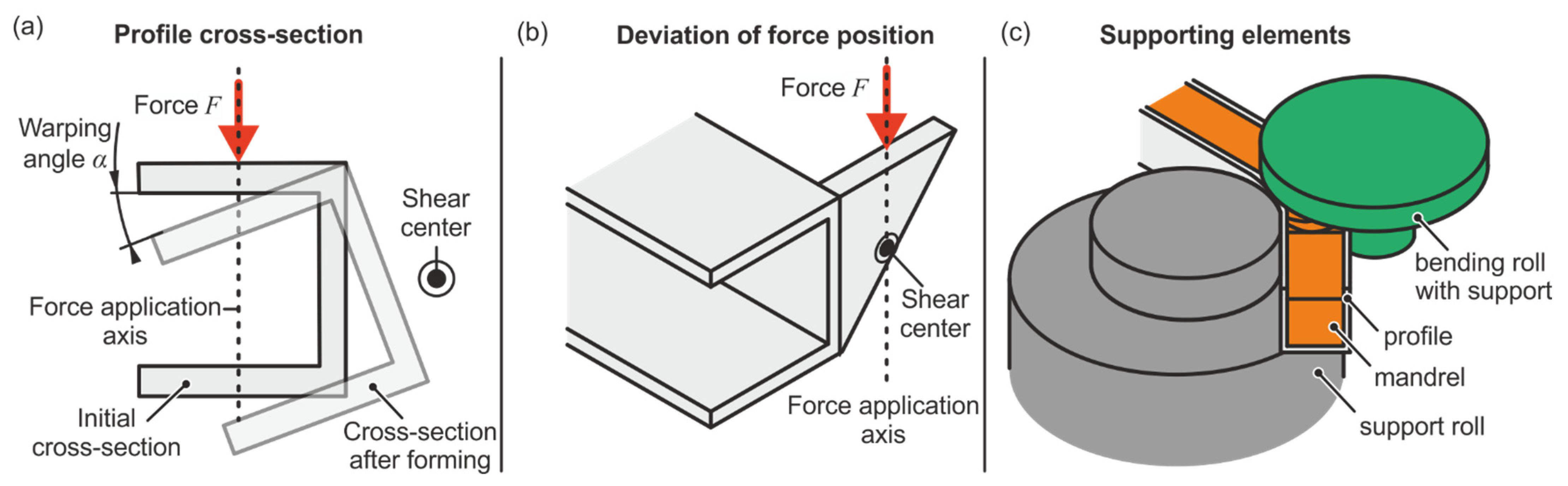
- Warping is reduced through partial, cross-sectional heating in kinematic bending processes of asymmetric profiles.
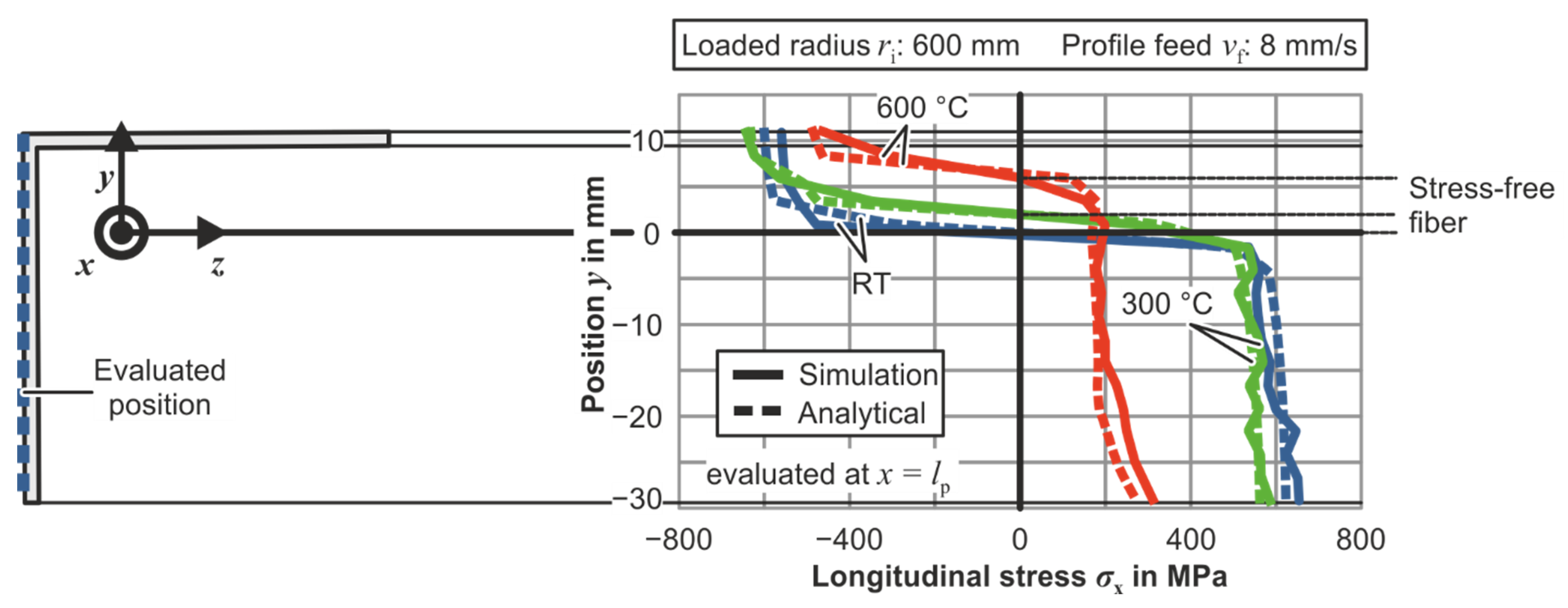
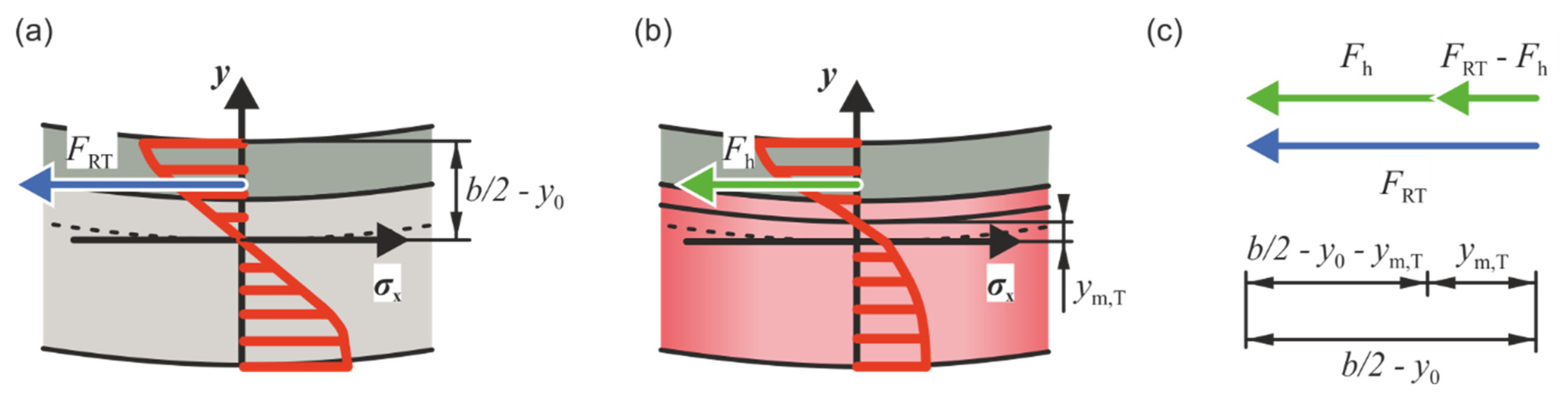
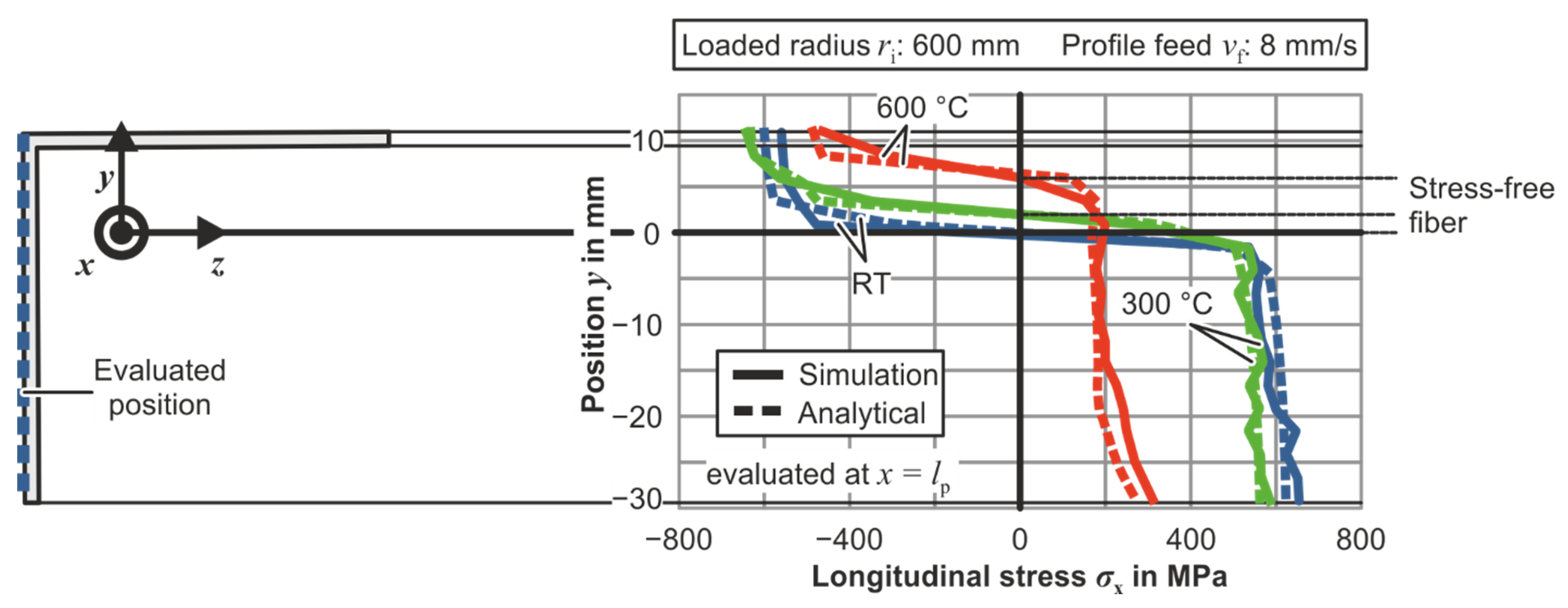
- Warping reduction by partial, cross-sectional heating in the bending of asymmetric profiles is correlated with the stress-free fiber position.
2. Materials and Methods
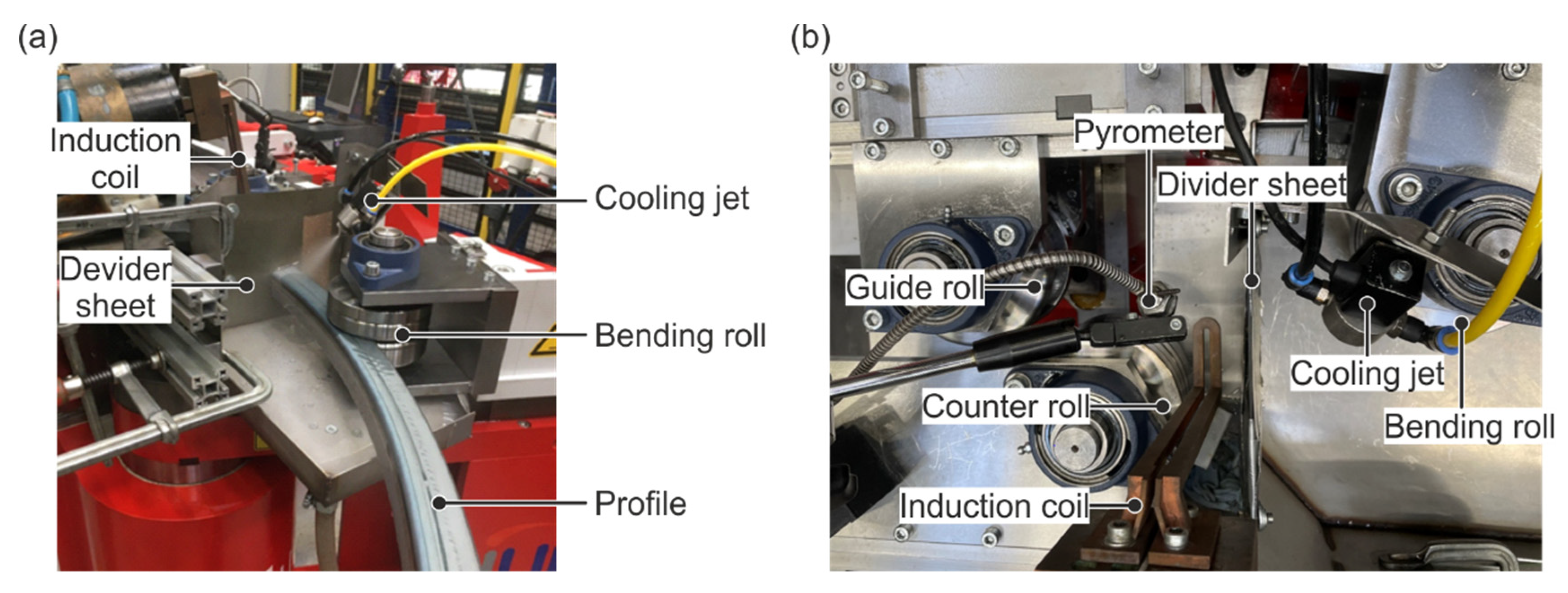
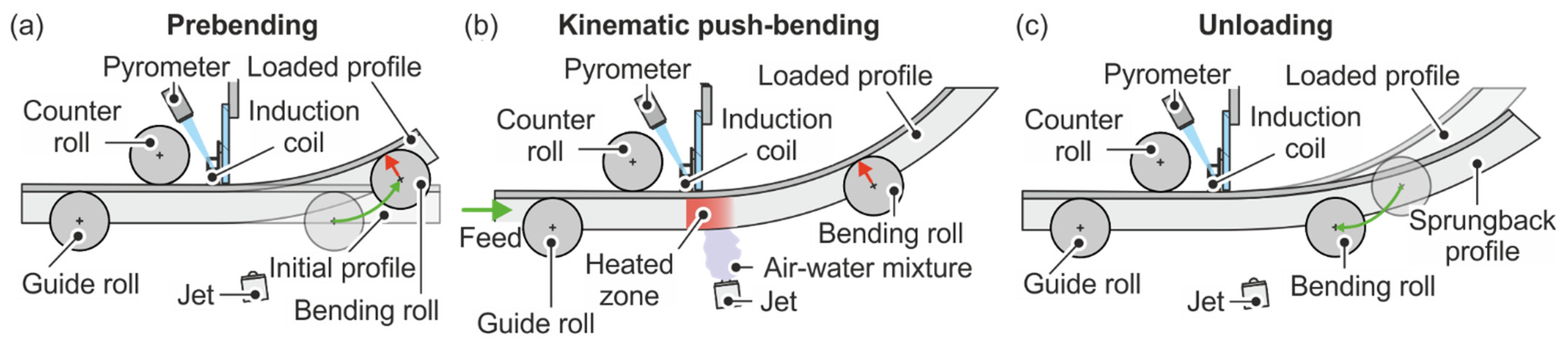
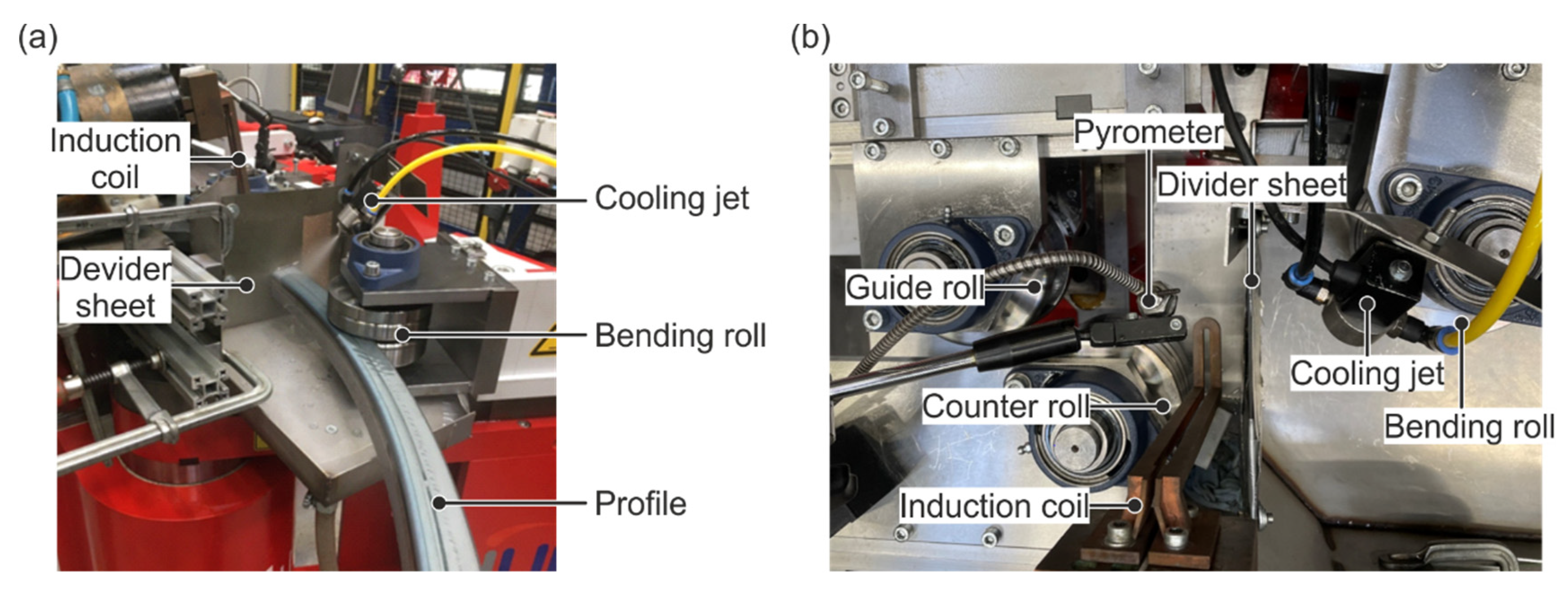
2.1. Process Setup and Process Parameters
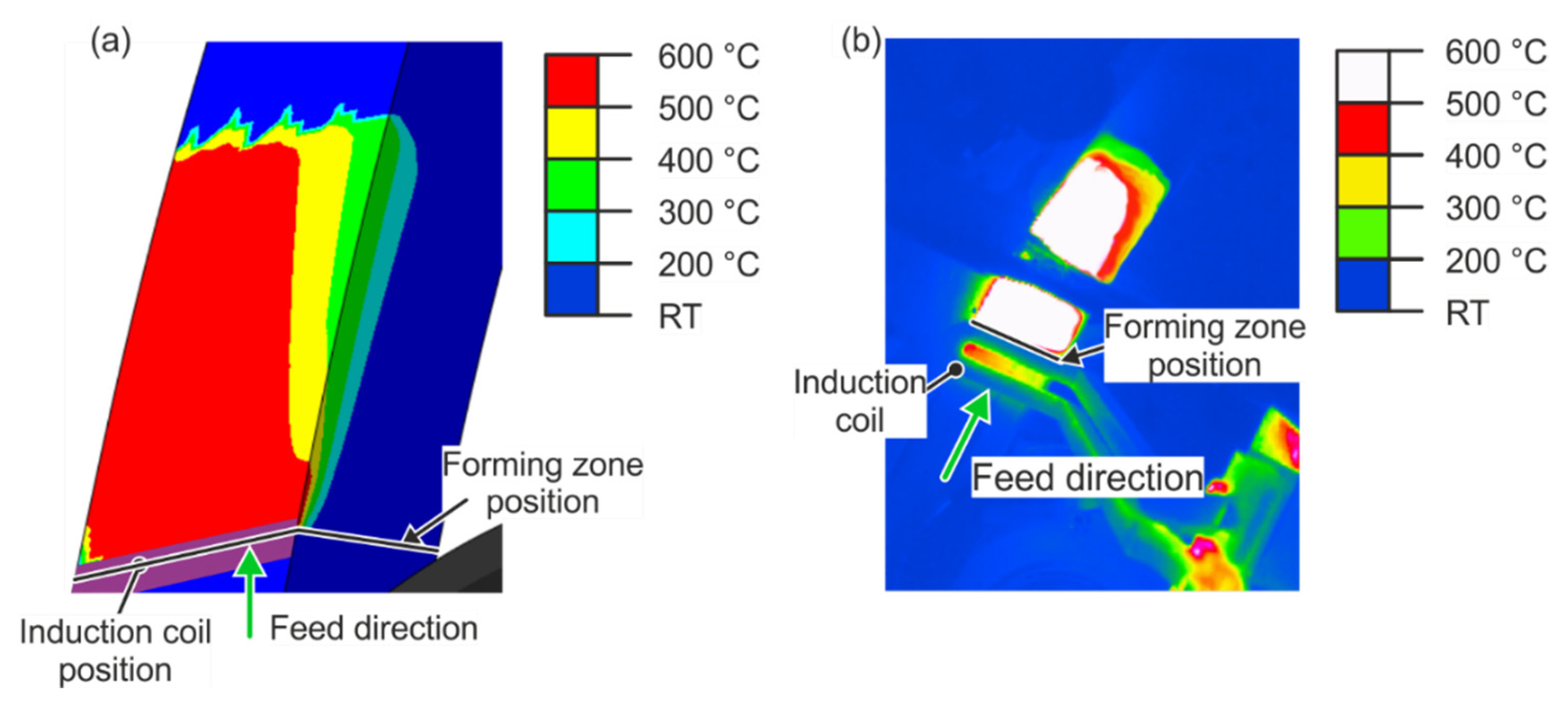
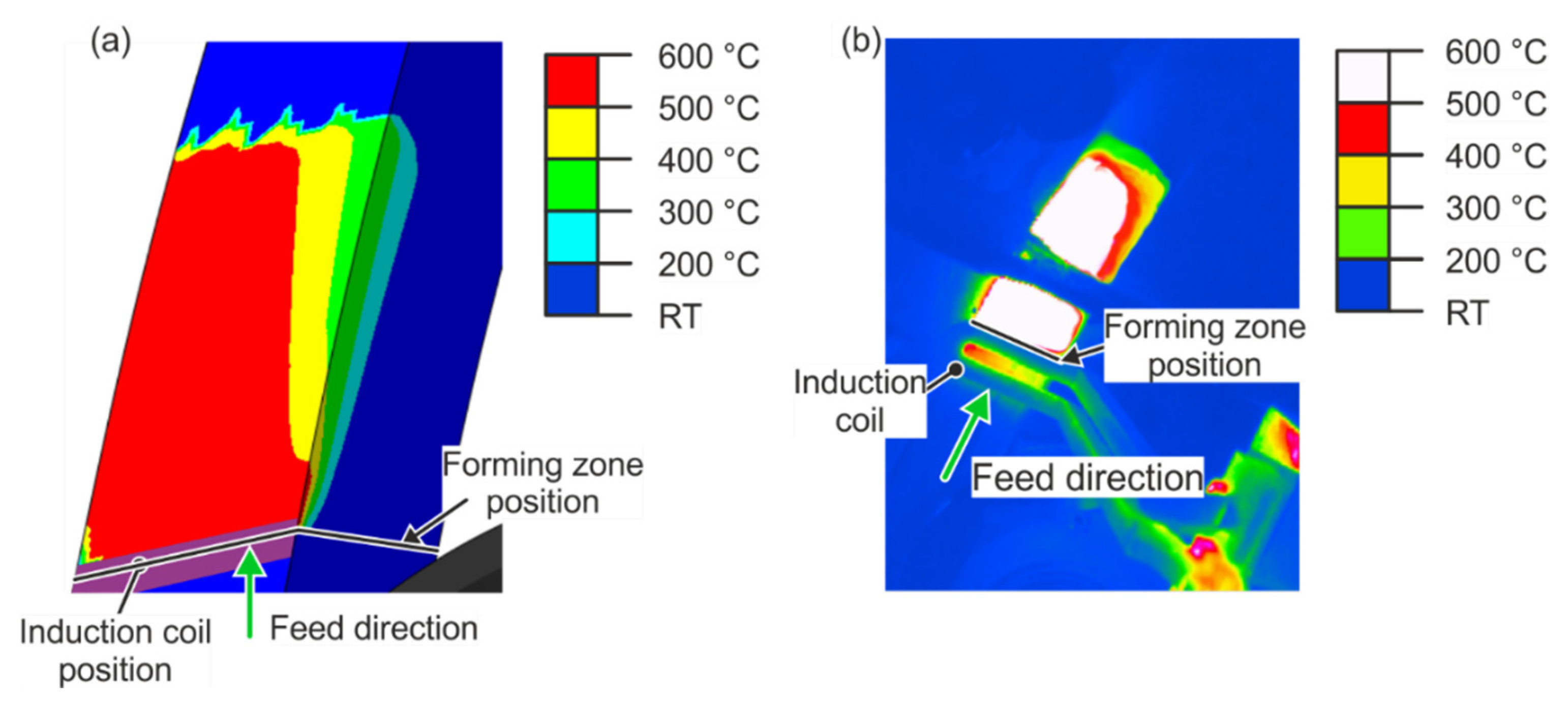
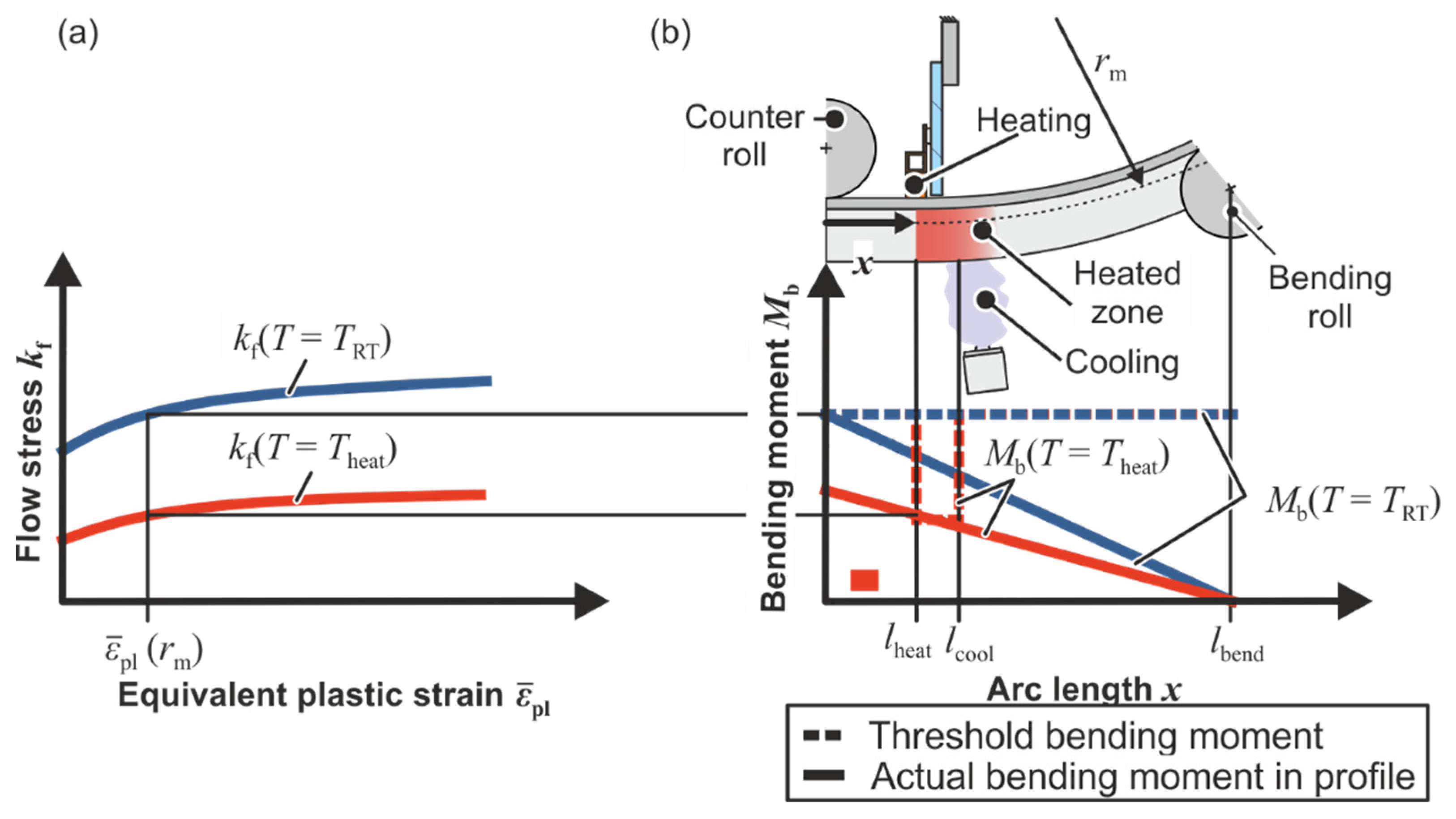
2.2. Principal Forming Zone
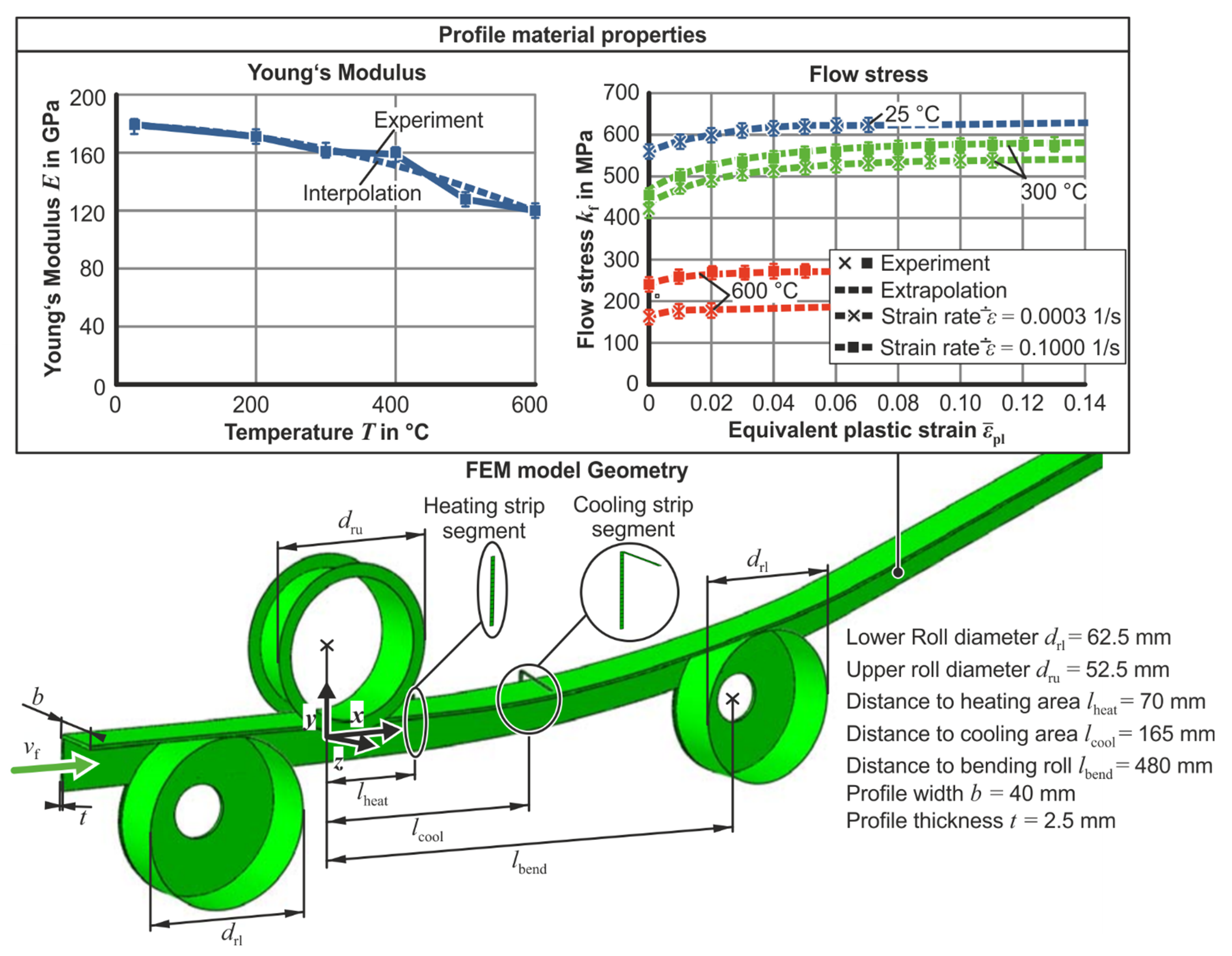
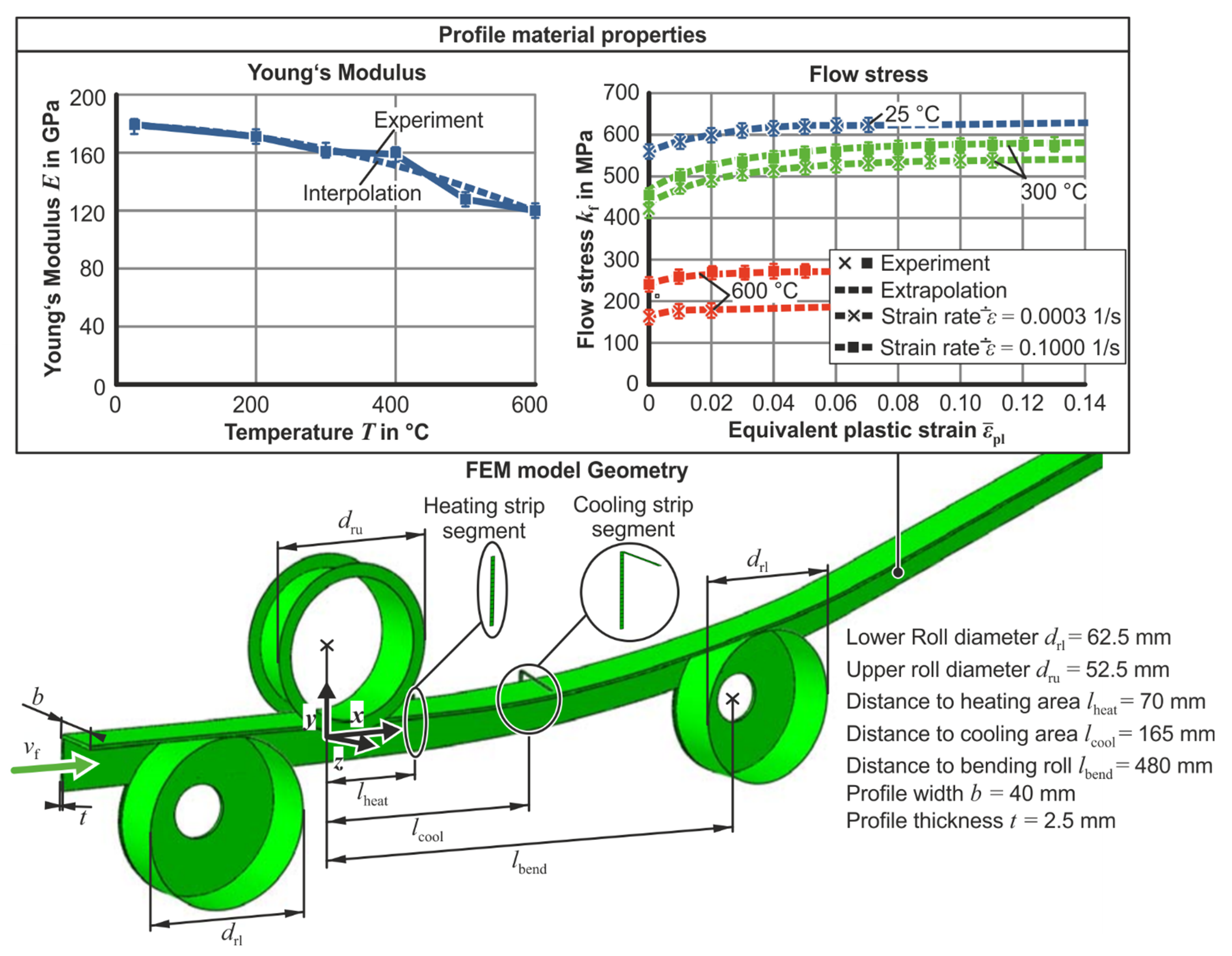
2.3. Numerical Model and Material Parameters
3. Analytical Modelling of the Kinematic Push-Bending Phase
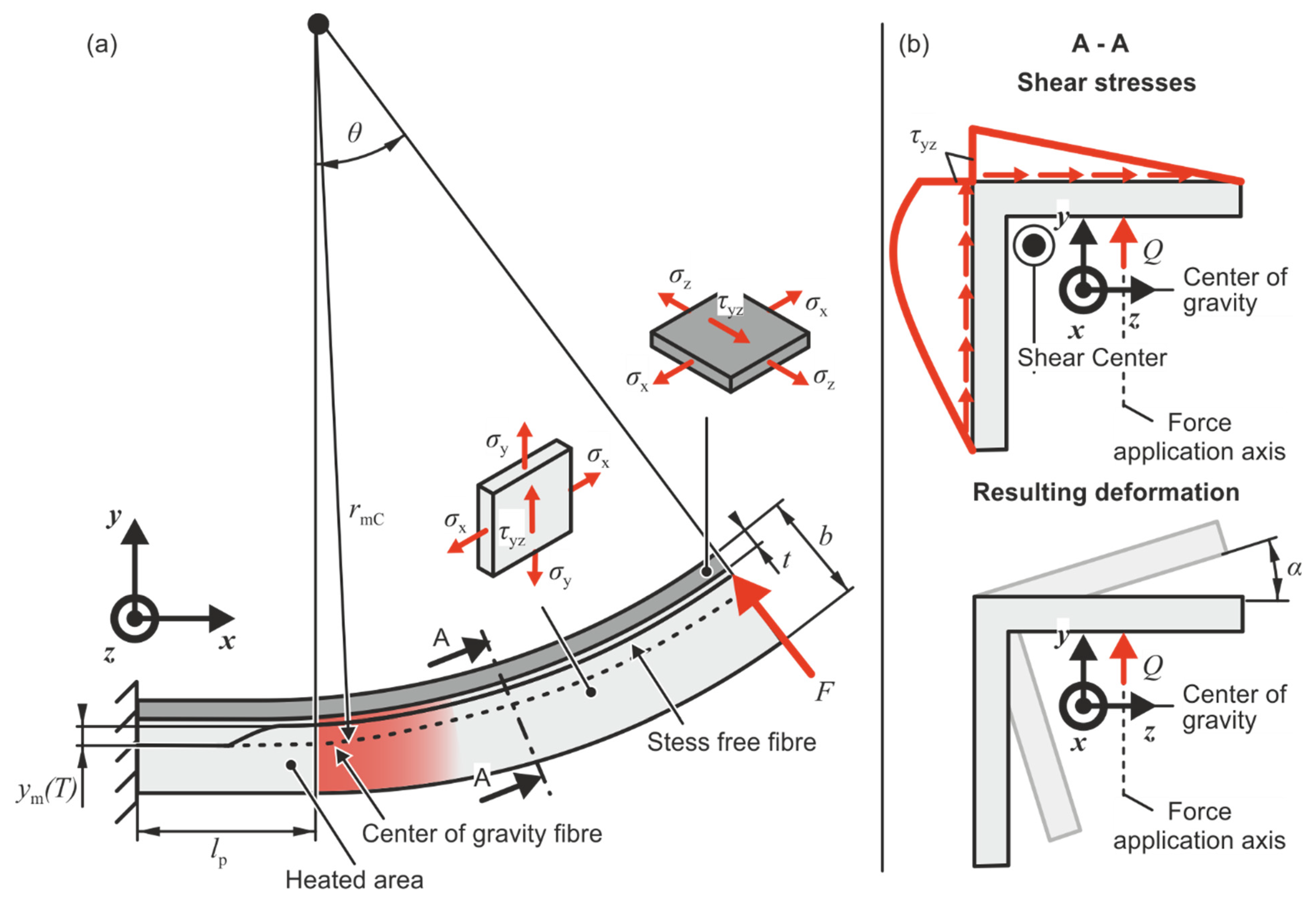
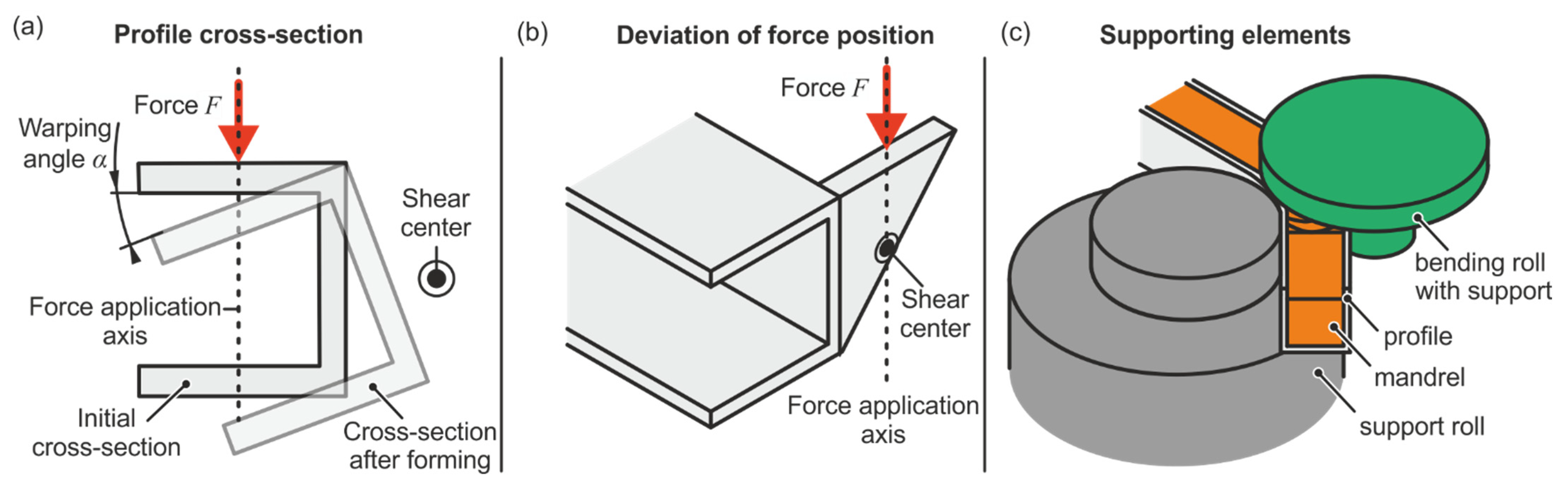
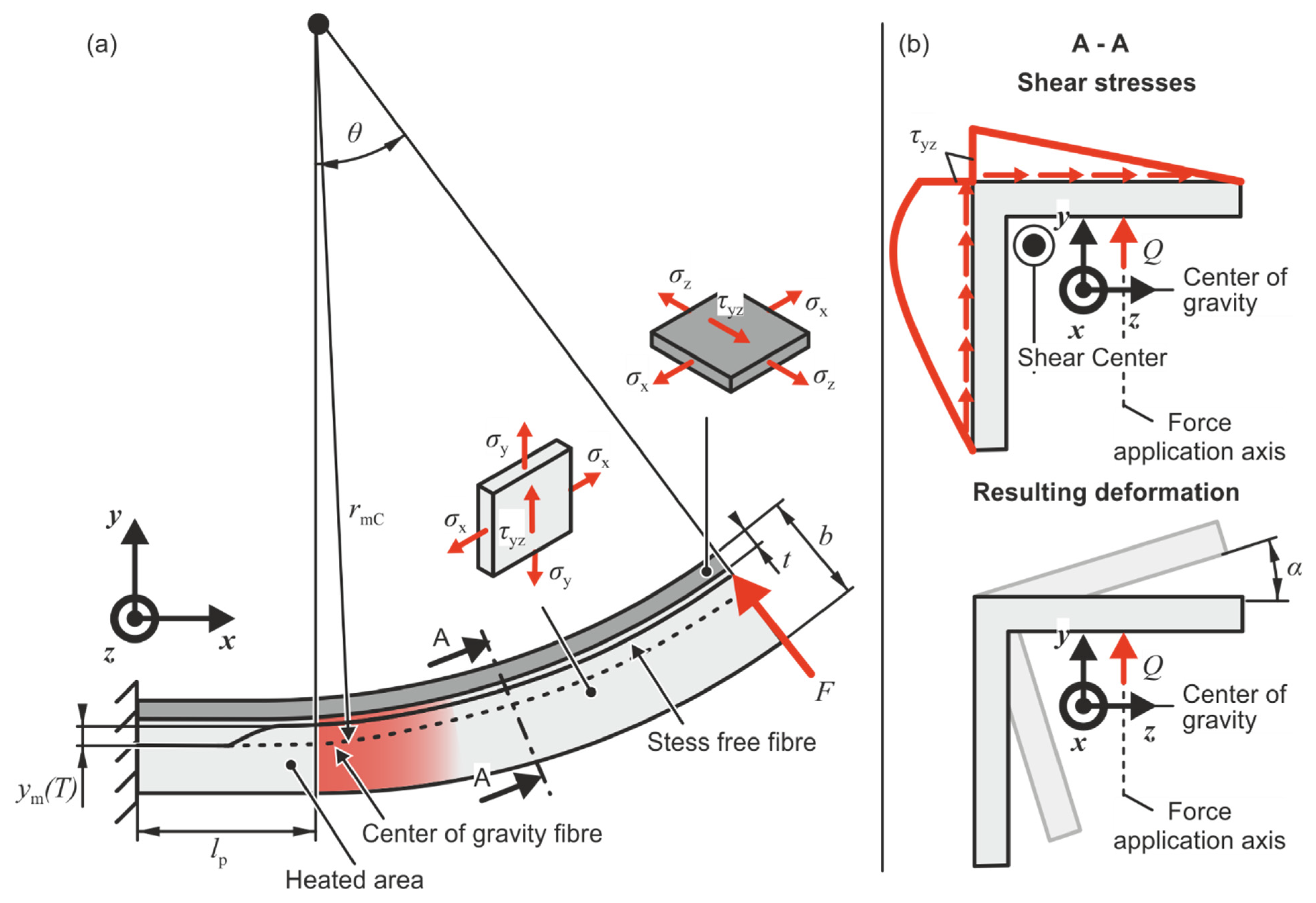
3.1. Abstraction of the Process Geometry Regarding the Profile Load
3.2. Assumptions
- Bending radius rmC is constant during the whole bending operation
- Planar surfaces stay planar and vertical to the sheet surface
- The material is homogenous and isotropic
- The sheet thickness during the bending process is constantDeviating from elementary bending theory, the following assumptions are made:
- Normal stress implied by bending force is negligible compared to the bending and shear stresses
- The progression of stress and strain curves for the tensile and the compressive area is symmetrical to the center of gravity fiber if the whole profile is at room temperature
- The stress state for each of the cross-sectional areas is planar (elementary bending theory for wide sheets) with an addition of shear stresses vertical to the profile thickness due to the difference in position of force application axis and shear center.
- The pre-bending phase has no influence on process behavior during the continuous push-bending phase.
- The influence of shear stresses on reaching the threshold of onset of plasticity is negligible.
- Through constant feed velocity νf the process is stationary at position x
- Due to the small distance between the heating and the cooling zone no exchange of heat between the heated profile area and the area at room temperature is considered and heat exchanged with the surroundings is neglected (see Appendix B).
- In the heating area, temperature increases linearly until reaching a maximum temperature at the center of the heating area.
3.3. Calculation of Strains and Strain Rates
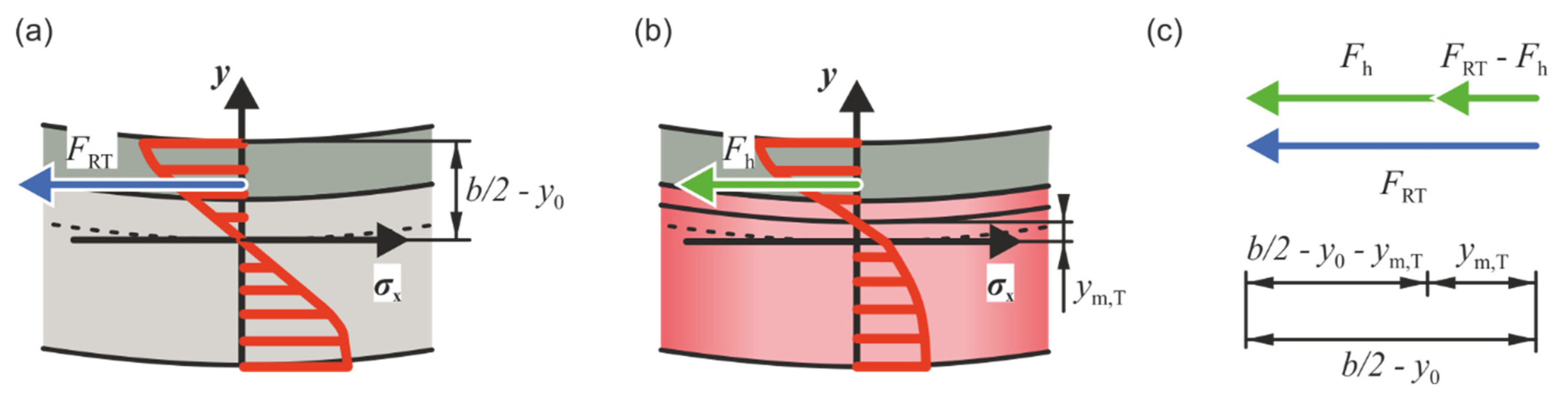
3.4. Calculation of Profile Warping
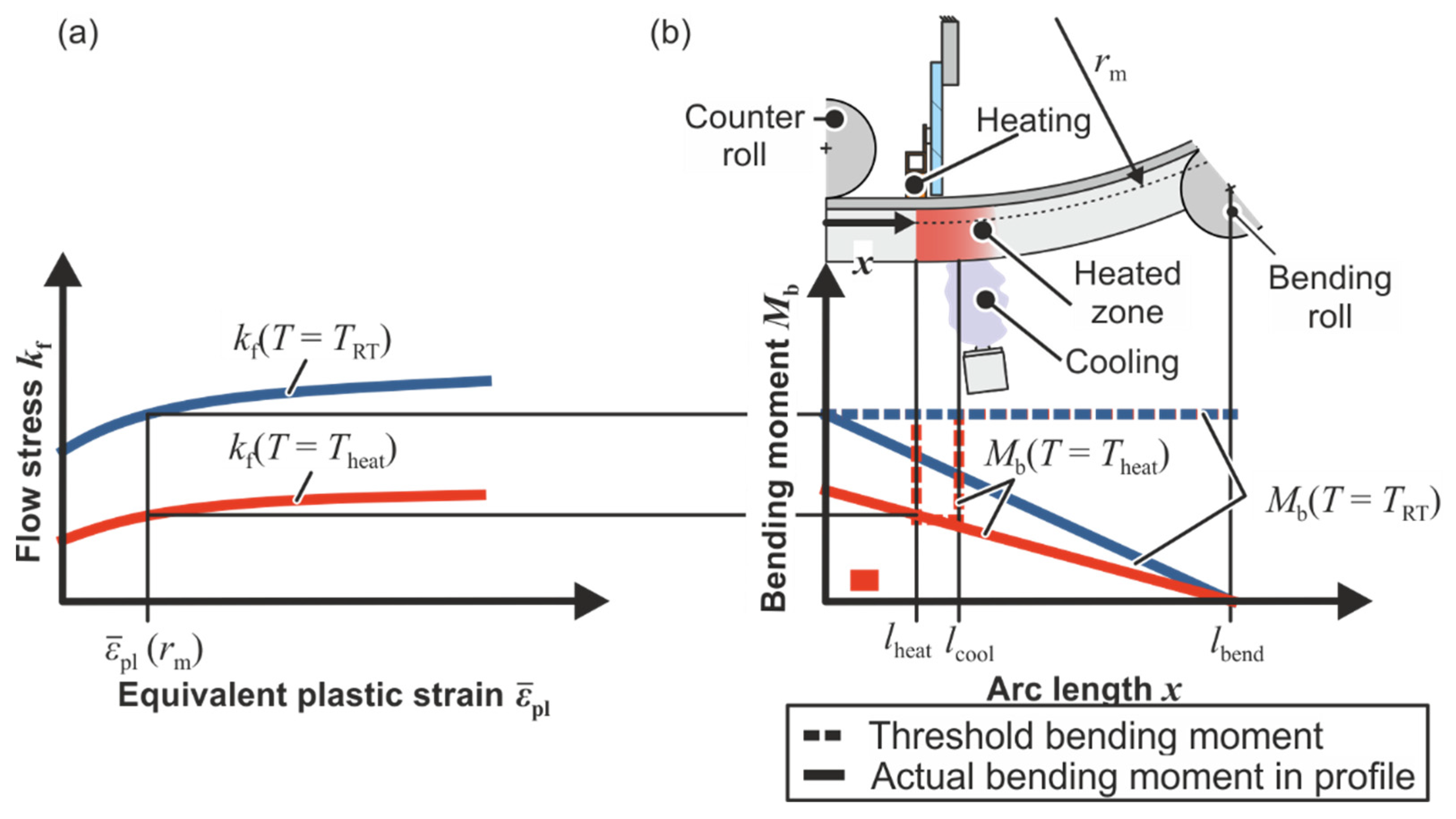
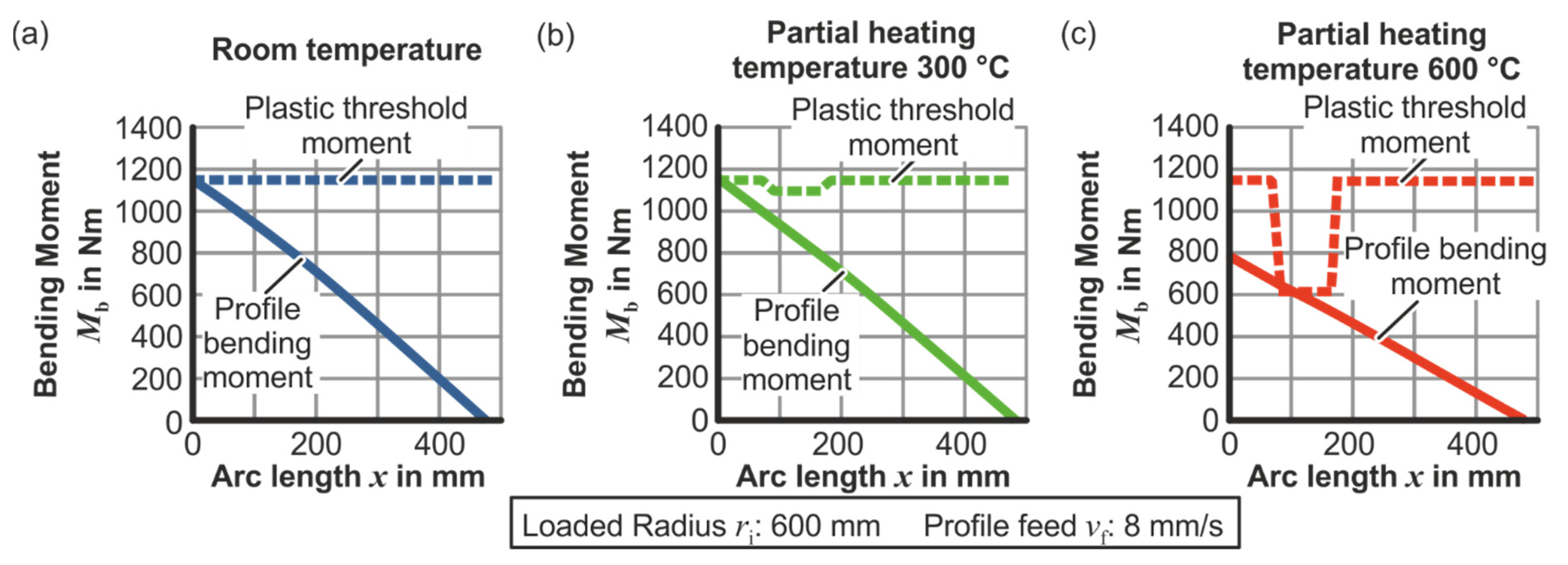
3.5. Calculation of the Bending Moment
4. Analysis of Push-Bending with Partial Cross-Sectional Heating and the Resulting Geometry
4.1. Analysis of the Unloaded Geometry
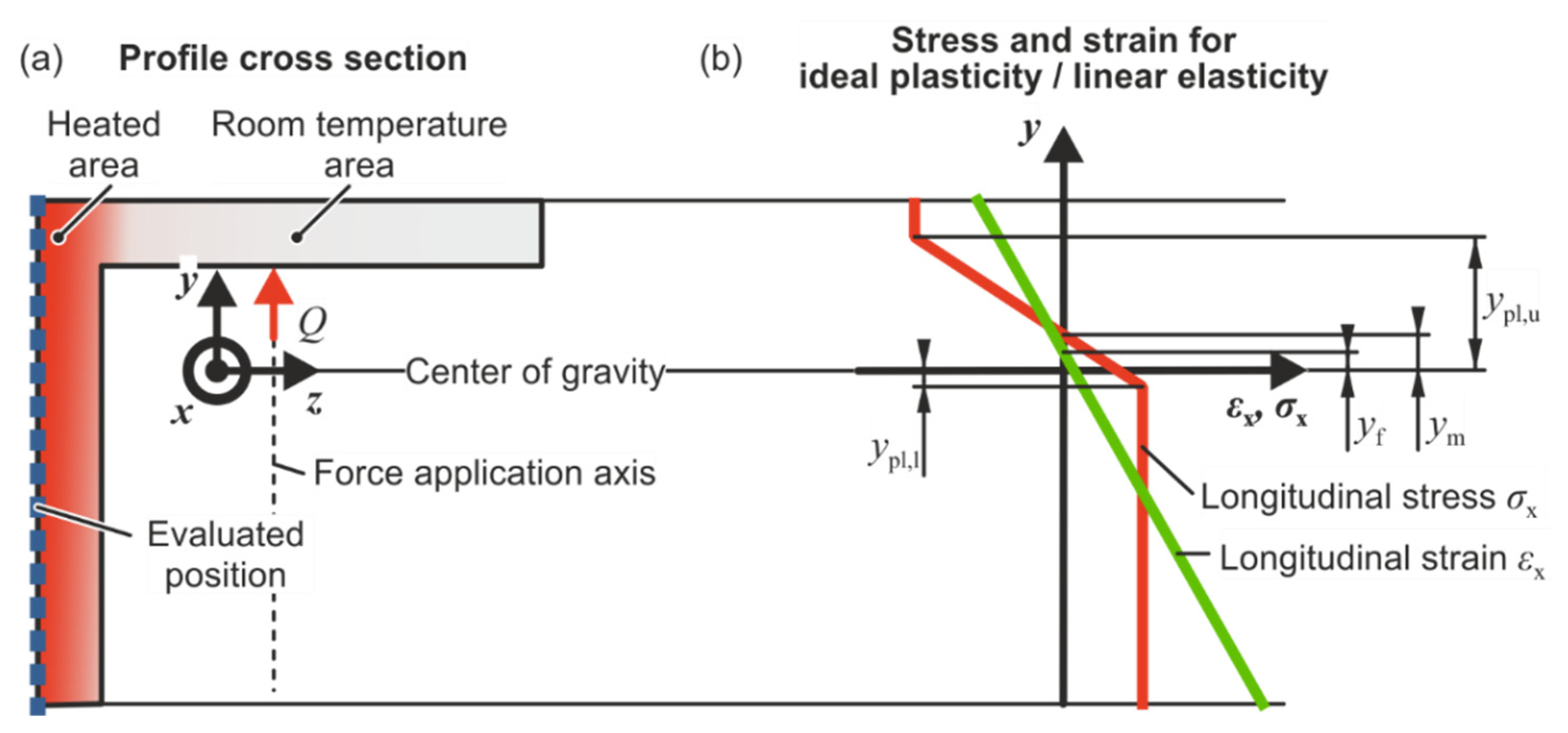
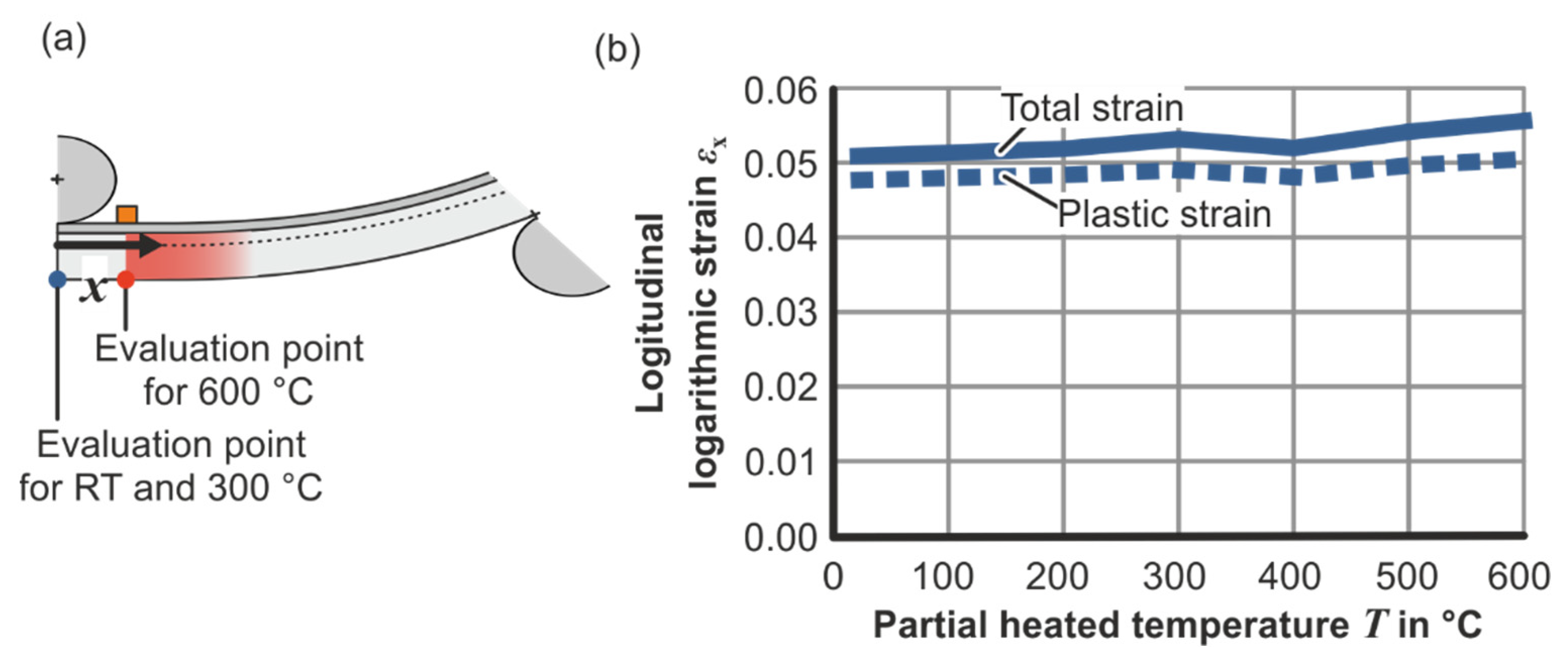
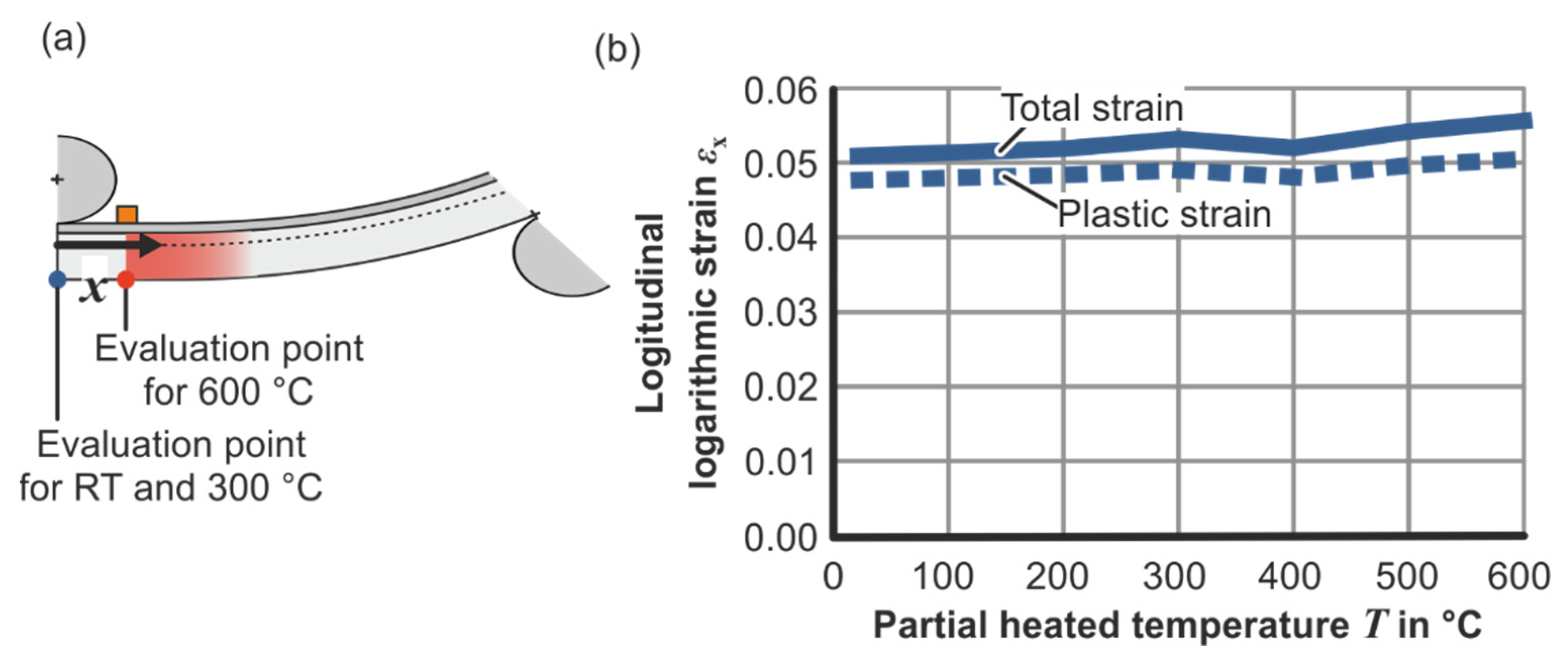
4.2. Investigation of the Plastic Zone
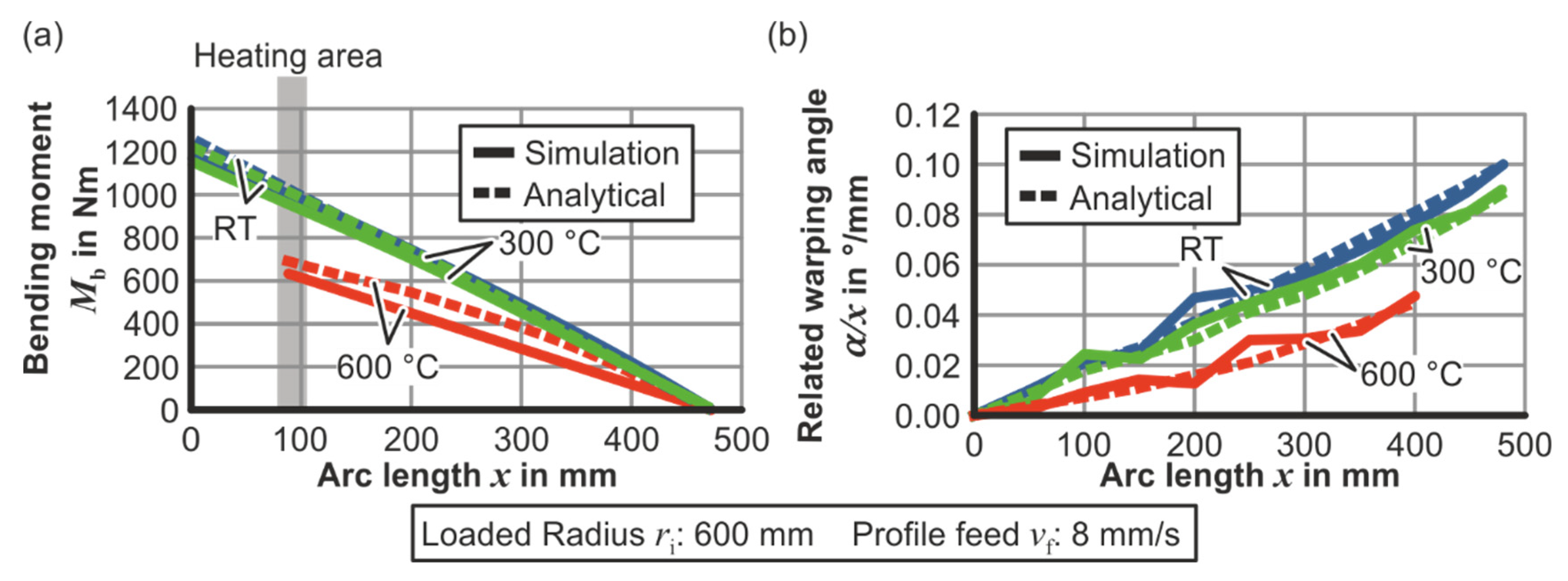
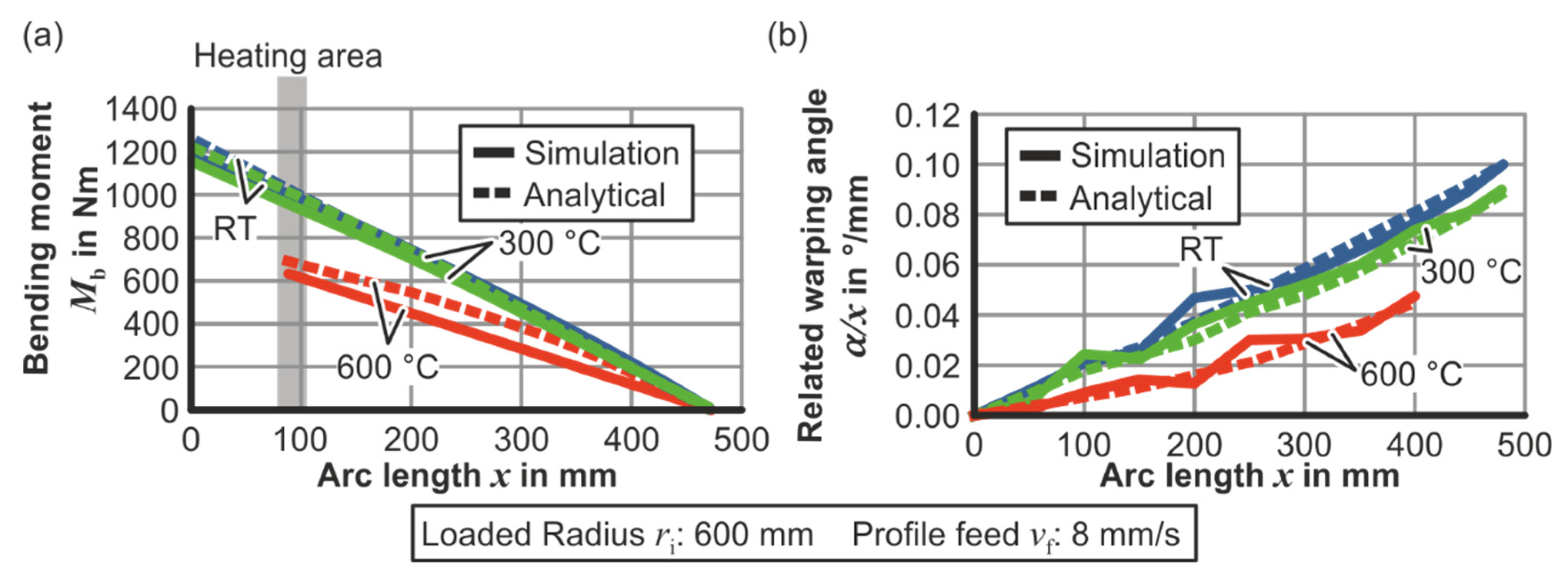
4.3. Analysis of the Bending Load and Profile Warping in the Kinematic Push Bending Phase
5. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
Appendix A

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Temperature | |||||||||
|---|---|---|---|---|---|---|---|---|---|
| 25 °C | 562 | 445 | 28 | 0 | 0 | 0 | 0 | 0 | 0.0003 |
| 300 °C | 541 | 440 | 37 | 0.6 | 8 | 0.09 | 0 | 0 | 0.0003 |
| 400 °C | 470 | 393 | 44 | 10 | 13 | 0.1 | 178 | 0.55 | 0.0003 |
| 500 °C | 325 | 285 | 65 | 7.3 | 5 | 0.2 | 8.4 | 0 | 0.0003 |
| 600 °C | 177 | 160 | 367 | 12.9 | 8 | 0.2 | 0 | 4.8 | 0.0003 |
Appendix B
Appendix C
Appendix D
Appendix E
Appendix F
References
- Singh, D.K. Strength of Materials; Springer International Publishing: New York, NY, USA, 2021; ISBN 978-3-030-59666-8. [Google Scholar]
- Seely, F.B.; Putnam, W.J.; Schwalbe, W.L. The Torsional Effect of Transverse Bending Loads on Channel Beams. In University of Illionois Bulletin 211; University of Illinois: Champaign, IL, USA, 1930. [Google Scholar]
- Vollertsen, F.; Sprenger, A.; Kraus, J.; Arnet, H. Extrusion, channel, and profile bending: A review. J. Mater. Process. Technol. 1999, 87, 1–27. [Google Scholar] [CrossRef]
- Chatti, S.; Hermes, M.; Tekkaya, A.E.; Kleiner, M. The new TSS bending process: 3D bending of profiles with arbitrary cross-sections. CIRP Ann. 2010, 59, 315–318. [Google Scholar] [CrossRef] [Green Version]
- Chatti, S. Optimierung der Fertigungsgenauigkeit beim Profilbiegen. Ph.D. Thesis, Universität Dortmund, Dortmund, Germany, 1998. [Google Scholar]
- Kreye, B. Verfahren und Vorrichtung zum Biegen von hohlen Metallprofilen, insbesondere Rahmenprofilen für Fenster und Türen. Patent EP0115840, 15 August 1984. [Google Scholar]
- Li, P.; Wang, L.; Li, M. Flexible-bending of profiles with asymmetric cross-section and elimination of side bending defect. Int. J. Adv. Manuf. Technol. 2016, 87, 2853–2859. [Google Scholar] [CrossRef]
- Wang, A.; Xue, H.; Bayraktar, E.; Yang, Y.; Saud, S.; Chen, P. Analysis and control of twist defects of aluminum profiles with large z-section in roll bending process. Metals 2020, 10, 31. [Google Scholar] [CrossRef] [Green Version]
- Jahn, E. Herstellung von Rohrbögen nach dem Induktivbiegeverfahren. Tech. Uberwach. 1976, 17, 221–227. [Google Scholar]
- Park, J.C.; Seong, D.Y.; Yang, D.Y.; Cha, M.H. Development of an innovative bending process employing synchronous incremental heating and incremental forming. In Proceedings of the 10th International Conference on Technology of Plasticity, ICTP 2011, Aachen, Germany, 25–30 September 2011; pp. 325–330. [Google Scholar]
- Behne, T. A New Bending Technique for Large-Diameter Pipe. Iron Age Metalwork. Int. IAMI 1983, 22, 34–36. [Google Scholar]
- Yanagimoto, J.; Oyamada, K. Mechanism of springback-free bending of high-strength steel sheets under warm forming conditions. CIRP Ann. Manuf. Technol. 2007, 56, 265–268. [Google Scholar] [CrossRef]
- Avent, R.R. Guide for Heat-Straightening of Damaged Steel Bridge Members; Federal Highway Administration: Washington, DC, USA, 2008. [Google Scholar]
- Rothman, R.L. Flame Straightening Quenched-and-Tempered Steels in Ship Construction; Technical Report for US Ship Structure Comitee: Columbus, OH, USA, November 1975. [Google Scholar]
- Kraus, J. Laserstrahlumformen von Profilen. Ph.D. Thesis, Friedrich-Alexander-Universität Erlangen-Nürnberg, Erlangen, Germany, 1997. [Google Scholar]
- Li, W.; Yao, Y.L. Laser bending of tubes: Mechanism, analysis, and prediction. J. Manuf. Sci. Eng. Trans. ASME 2001, 123, 674–681. [Google Scholar] [CrossRef]
- Raither, W.; Bergamini, A.; Ermanni, P. Profile beams with adaptive bending–twist coupling by adjustable shear centre location. J. Intell. Mater. Syst. Struct. 2013, 24, 334–346. [Google Scholar] [CrossRef]
- Ludwik, P. Technologische Studie über Blechbiegung—Ein Beitrag zur Mechanik der Formänderungen. Tech. Blätter 1903, 35, 133–159. [Google Scholar]
- Haupt, P. Continuum Mechanics and Theory of Materials; Springer: Berlin, Germany, 2002; ISBN 978-3-642-07718-0. [Google Scholar]
- Wolter, K. Freies Biegen von Blechen; Dt. Ingenieur-Verl: Düsseldorf, Germany, 1952. [Google Scholar]
- Timoshenko, S.P.; Gere, J.M. Theory of Elastic Stability; McGraw-Hill: New York, NY, USA, 1961. [Google Scholar]



| Profile width | [mm] | |
| Material constant | / | |
| Lower roll diameter | [mm] | |
| Upper roll diameter | [mm] | |
| Young’s modulus | [GPa] | |
| Mean slope of the flow curve | [MPa] | |
| Force | [N] | |
| Second moment of area | [mm4] | |
| Distance to bending roll | [mm] | |
| Distance to cooling zone | [mm] | |
| Distance to heating area | [mm] | |
| Distance to onset of plasticity | [mm] | |
| Bending moment | [Nm] | |
| Torsion moment | [Nm] | |
| Cross sectional force | [N] | |
| Tensile strength | [MPa] | |
| Yield strength | [MPa] | |
| First area of moment | [mm3] | |
| Bending radius | [mm] | |
| Bending radius at profile center fiber | [mm] | |
| Bending radius at profile inner fiber | [mm] | |
| Unloaded radius at profile inner fiber | [mm] | |
| Profile thickness | [mm] | |
| Temperature | [°C] | |
| Heating temperature | [°C] | |
| Room temperature | [°C] | |
| Flow stress | [MPa] | |
| Feed velocity | [mm/s] | |
| Coordinate axis | [mm] | |
| , | Distance from cross-section center to center of gravity | [mm] |
| Strain free fiber position | [mm] | |
| Stress free fiber position | [mm] | |
| Fiber position of plasticity onset | [mm] | |
| Warping angle | [°] | |
| Coefficient of thermal expansion | [1/K] | |
| Elastic strain | / | |
| Plastic strain | / | |
| Plastic equivalent strain | / | |
| Plastic equivalent strain rate | [1/s] | |
| Initial plastic equivalent strain rate | [1/s] | |
| Bending angle | [°] | |
| Poisson ration | / | |
| Normal stress | [MPa] | |
| Bending stress | [MPa] | |
| Shear stress | [MPa] |
| Chemical Composition in wt% | ||||||||||
|---|---|---|---|---|---|---|---|---|---|---|
| C | Si | Mn | P | S | Al | Nb | Ti | V | ||
| 585 | 642 | 0.045 | 0.02 | 0.812 | 0.013 | 0.007 | 0.032 | 0.013 | 0.001 | 0.137 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Hoffmann, E.; Meya, R.; Tekkaya, A.E. Reduction of Warping in Kinematic L-Profile Bending Using Local Heating. Metals 2021, 11, 1146. https://doi.org/10.3390/met11071146
Hoffmann E, Meya R, Tekkaya AE. Reduction of Warping in Kinematic L-Profile Bending Using Local Heating. Metals. 2021; 11(7):1146. https://doi.org/10.3390/met11071146
Chicago/Turabian StyleHoffmann, Eike, Rickmer Meya, and A. Erman Tekkaya. 2021. "Reduction of Warping in Kinematic L-Profile Bending Using Local Heating" Metals 11, no. 7: 1146. https://doi.org/10.3390/met11071146
APA StyleHoffmann, E., Meya, R., & Tekkaya, A. E. (2021). Reduction of Warping in Kinematic L-Profile Bending Using Local Heating. Metals, 11(7), 1146. https://doi.org/10.3390/met11071146