
Enhancement of the Al/Mg Dissimilar Friction Stir Welding Joint Strength with the Assistance of Ultrasonic Vibration


Abstract
:1. Introduction
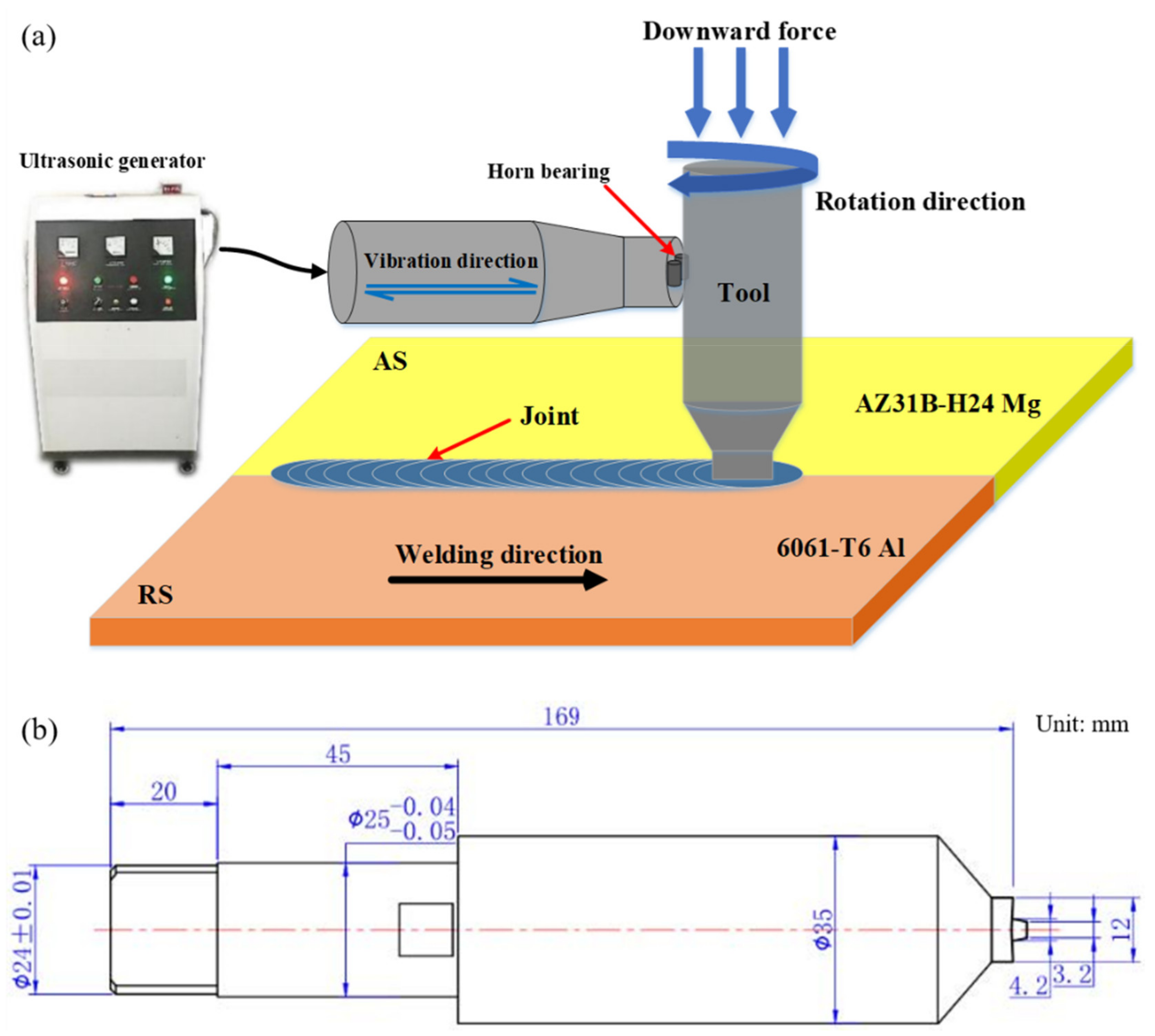
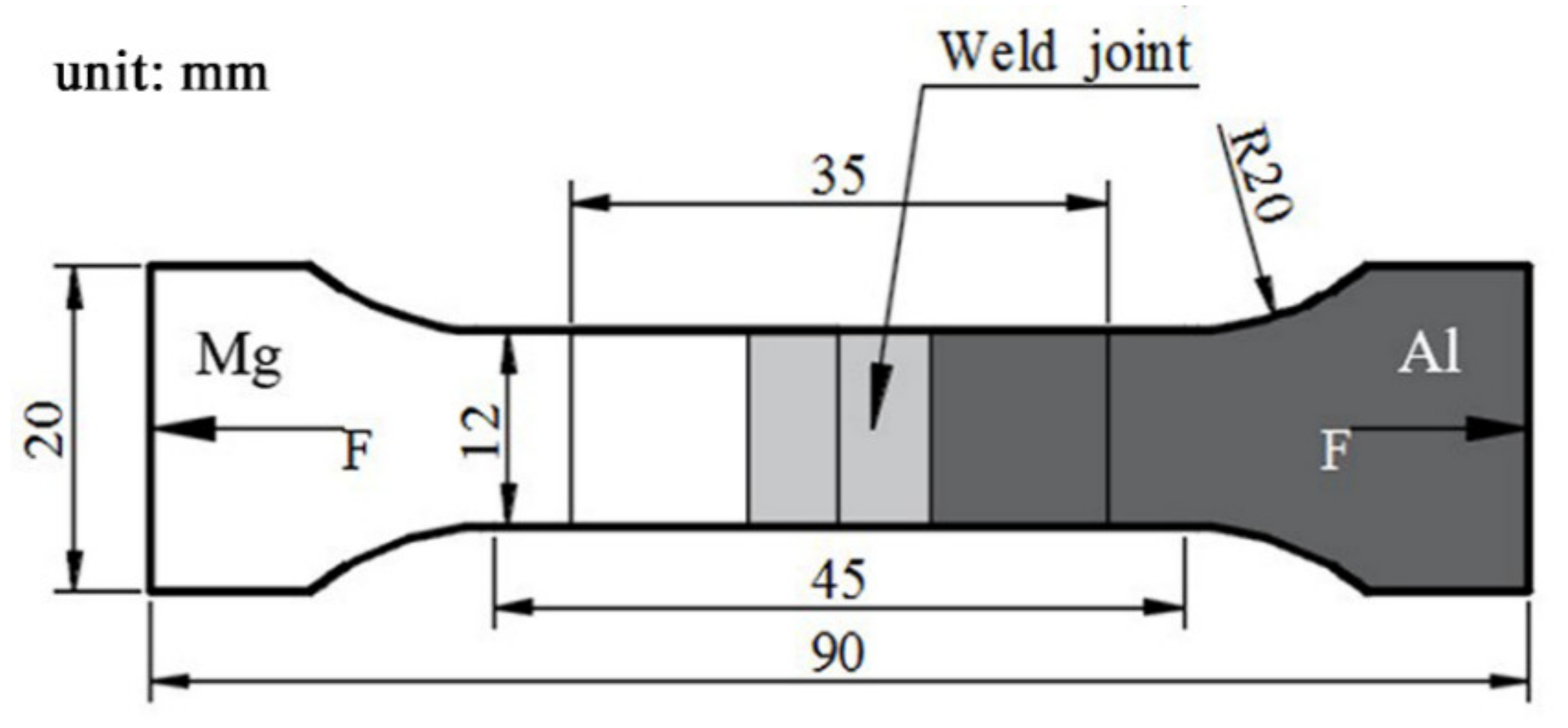
2. Materials and Experimentations
3. Results and Discussion
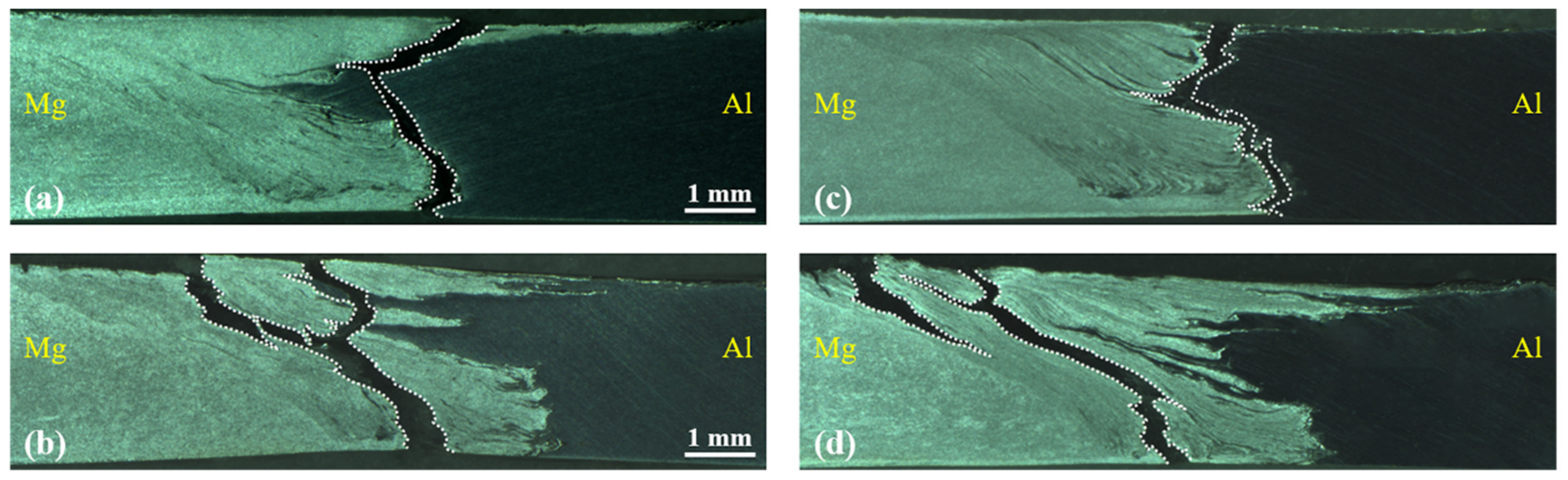
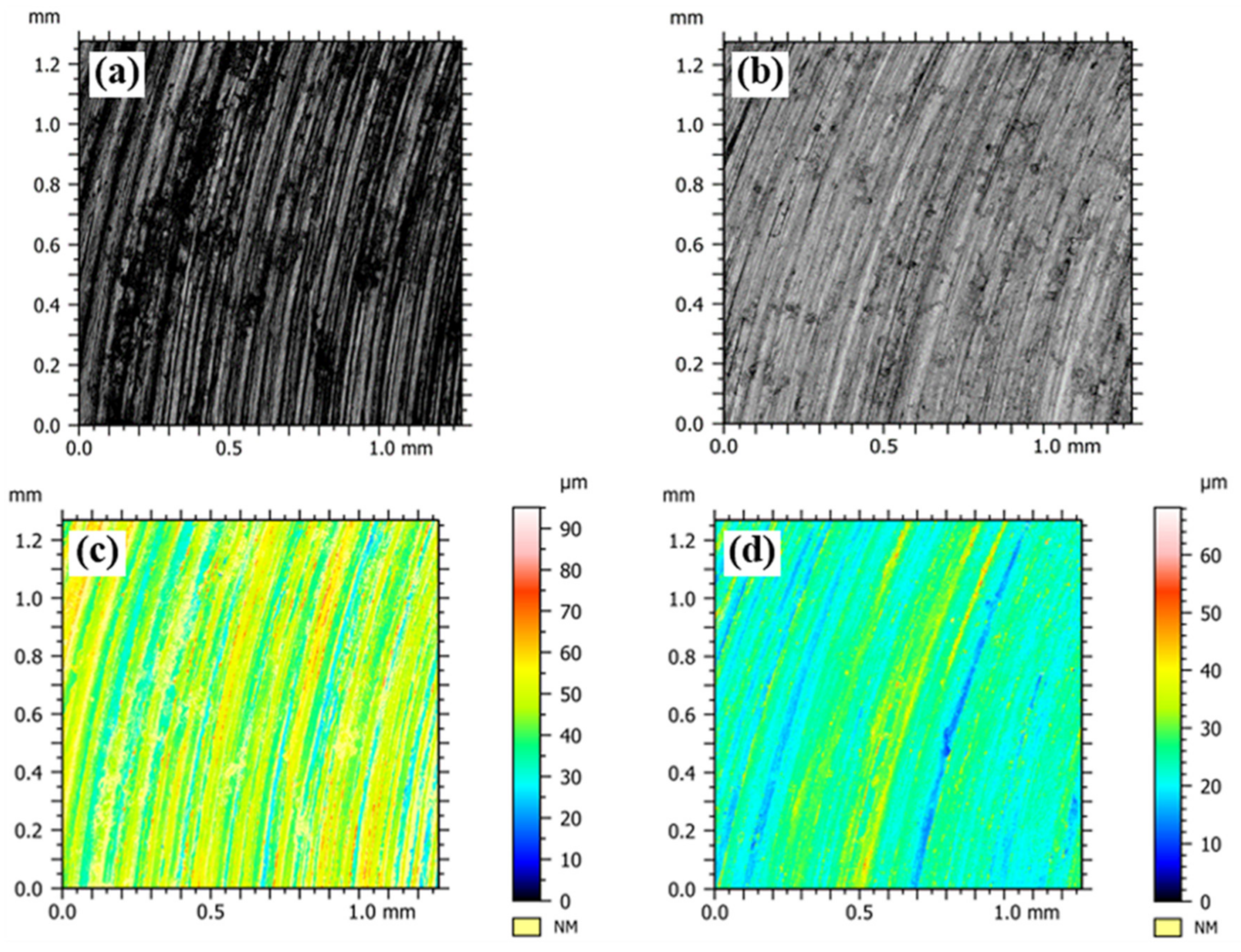
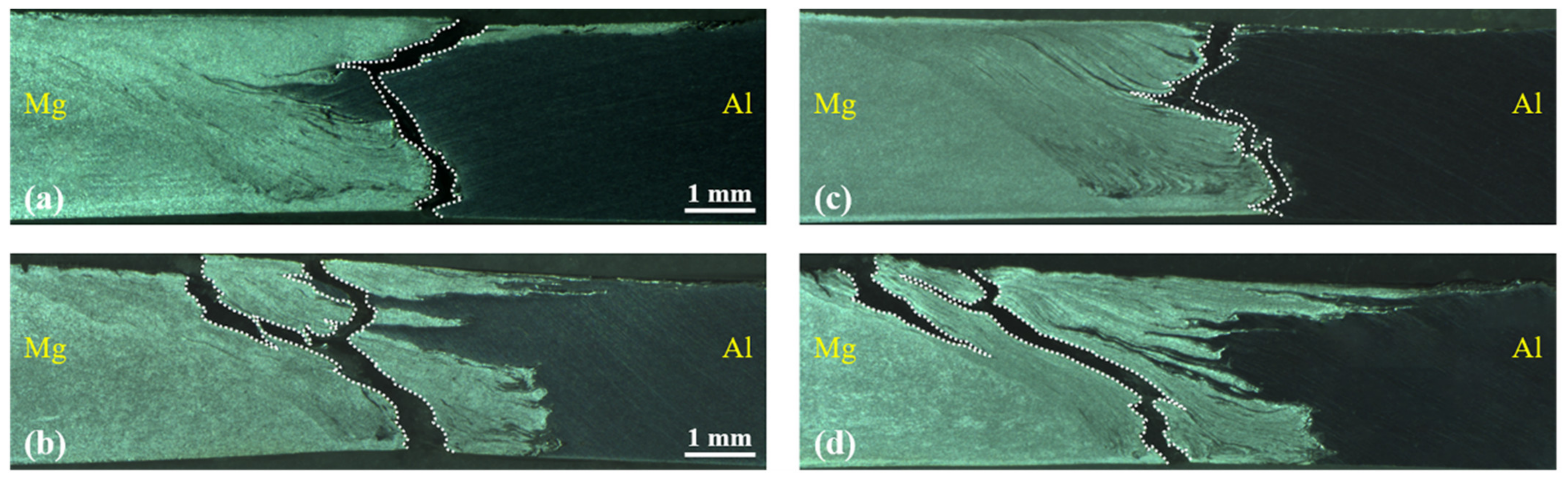
3.1. Joint Appearance and Macrostructure
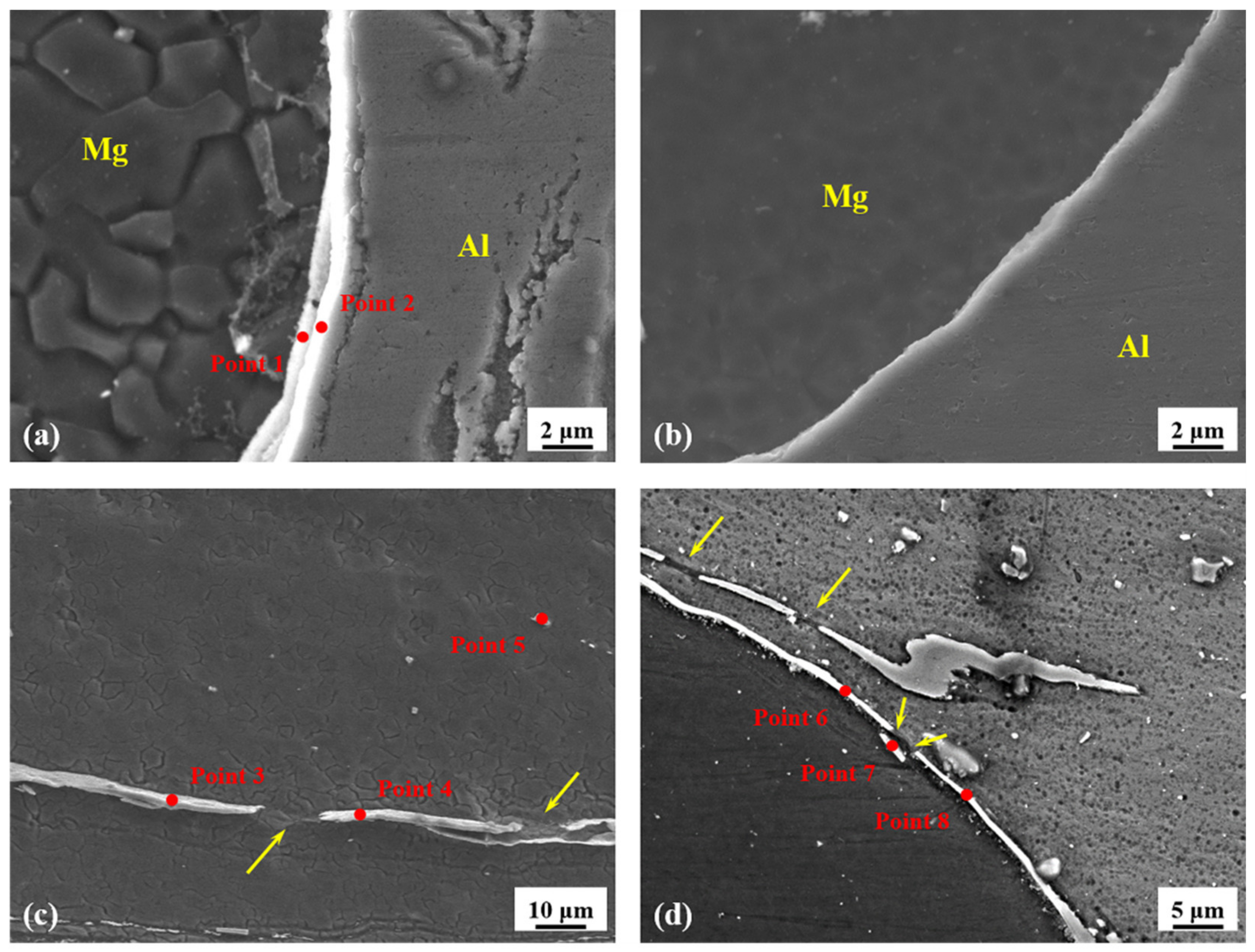
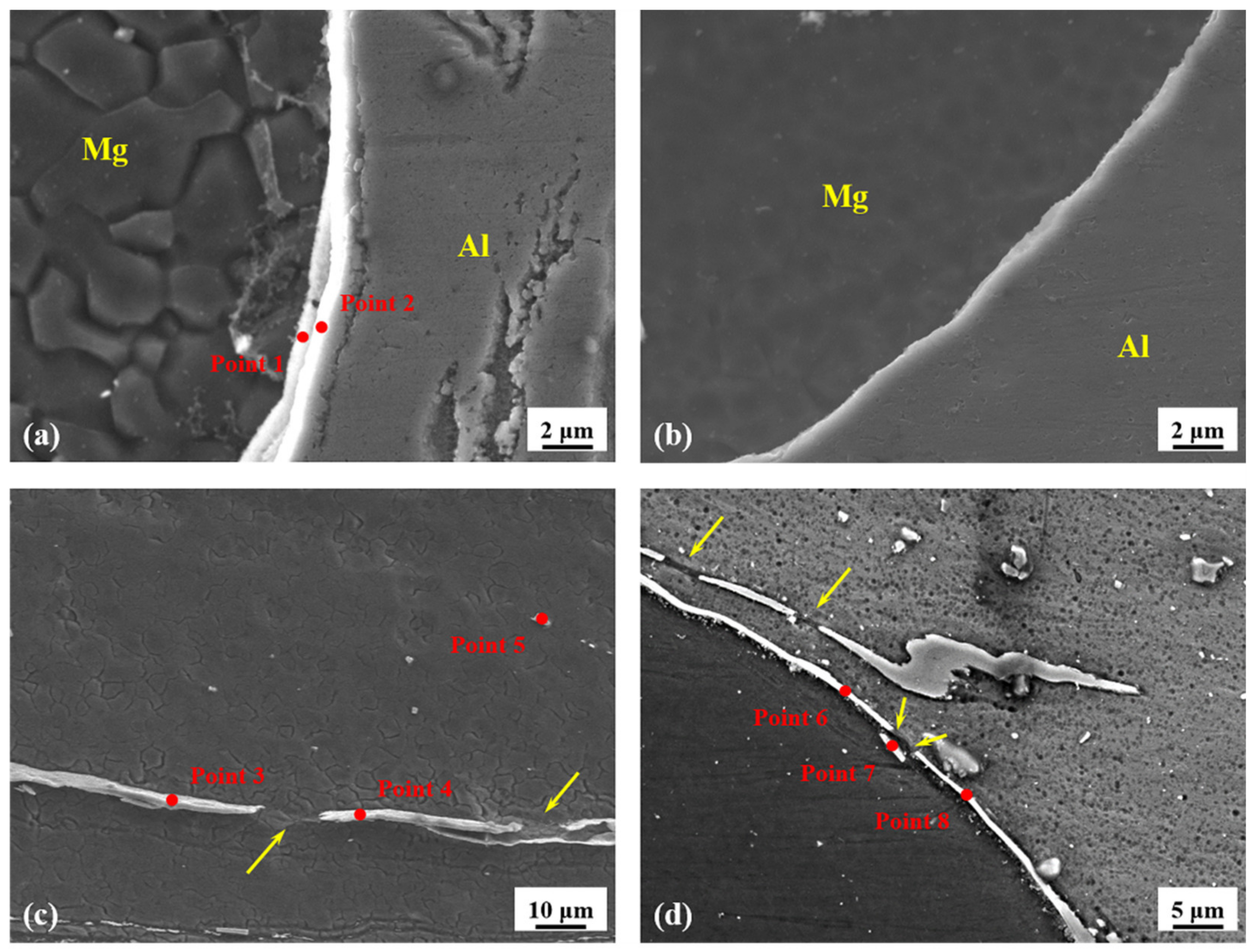
3.2. Characteristics of IMCs
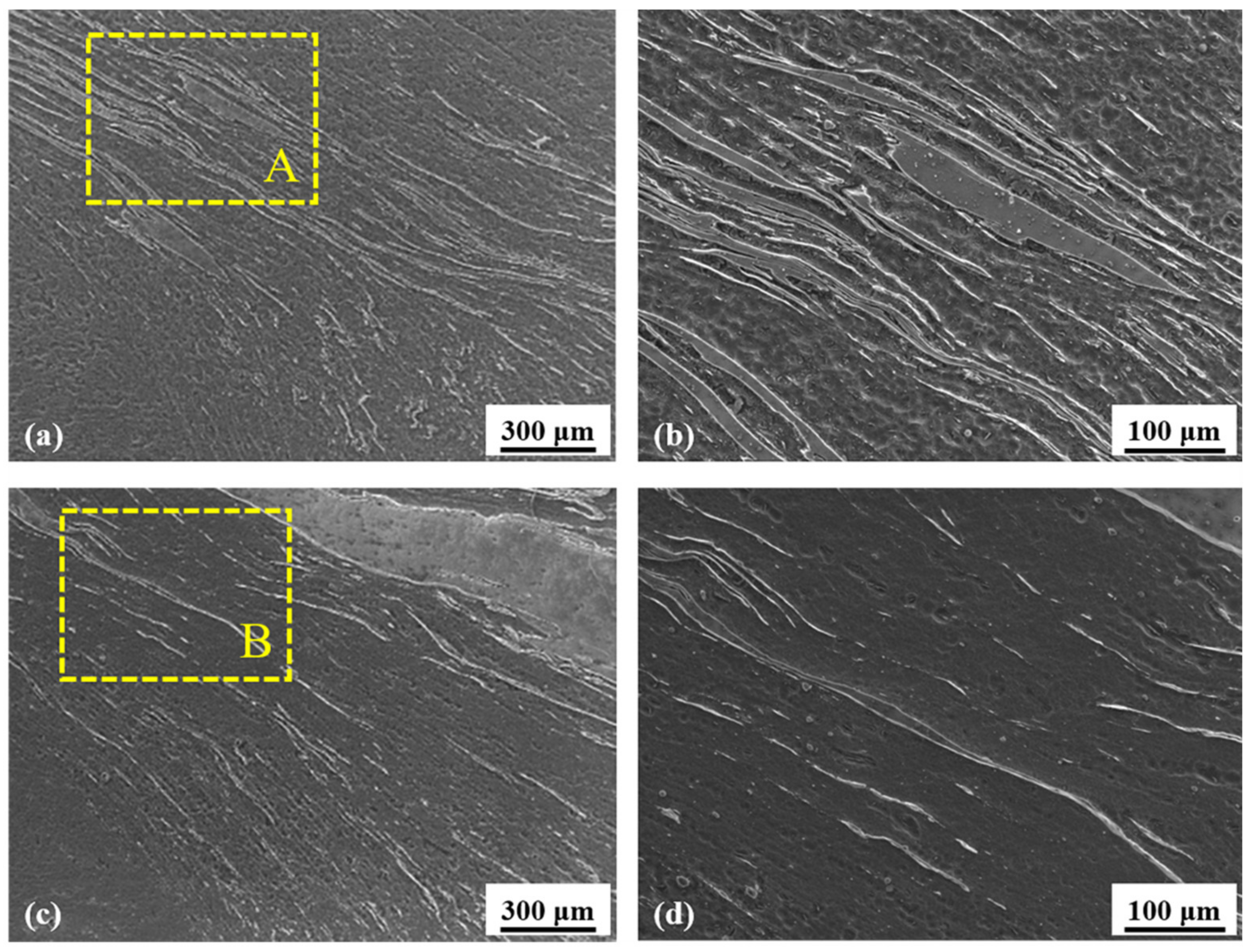
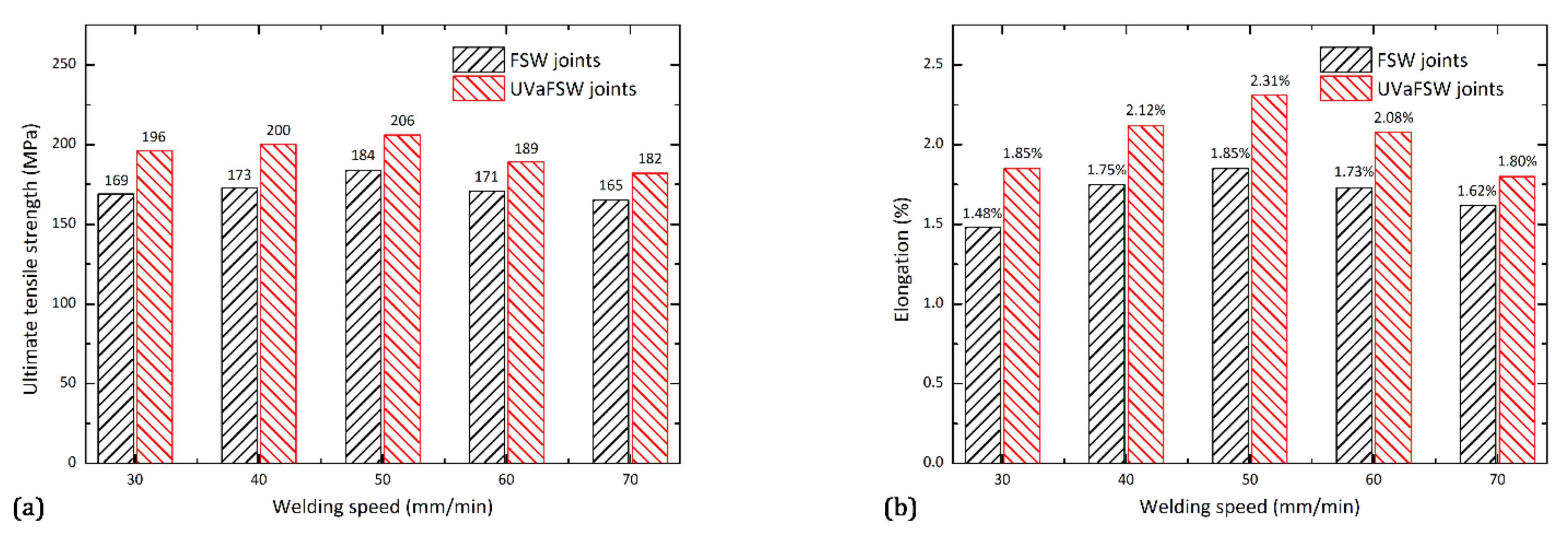
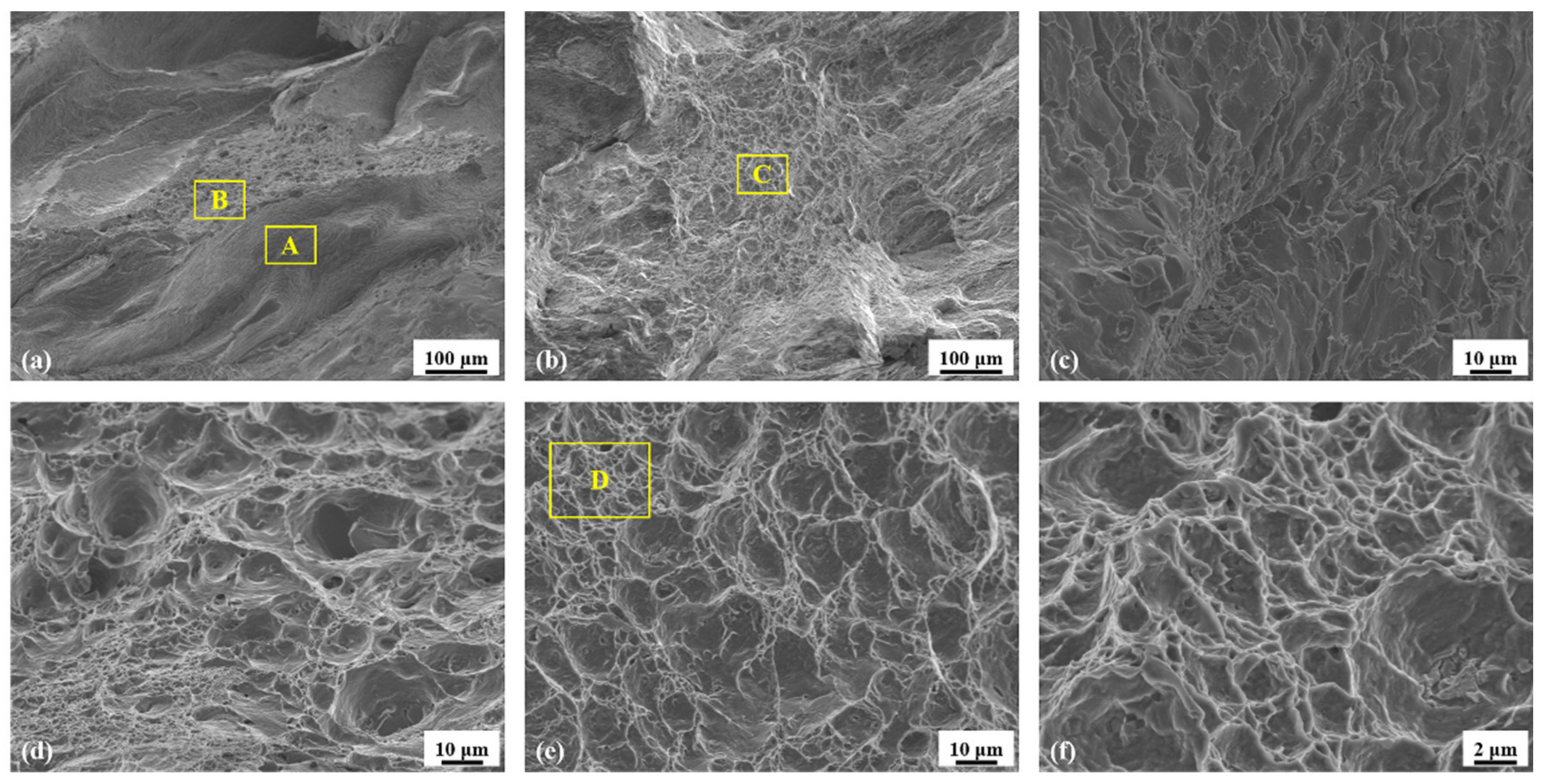
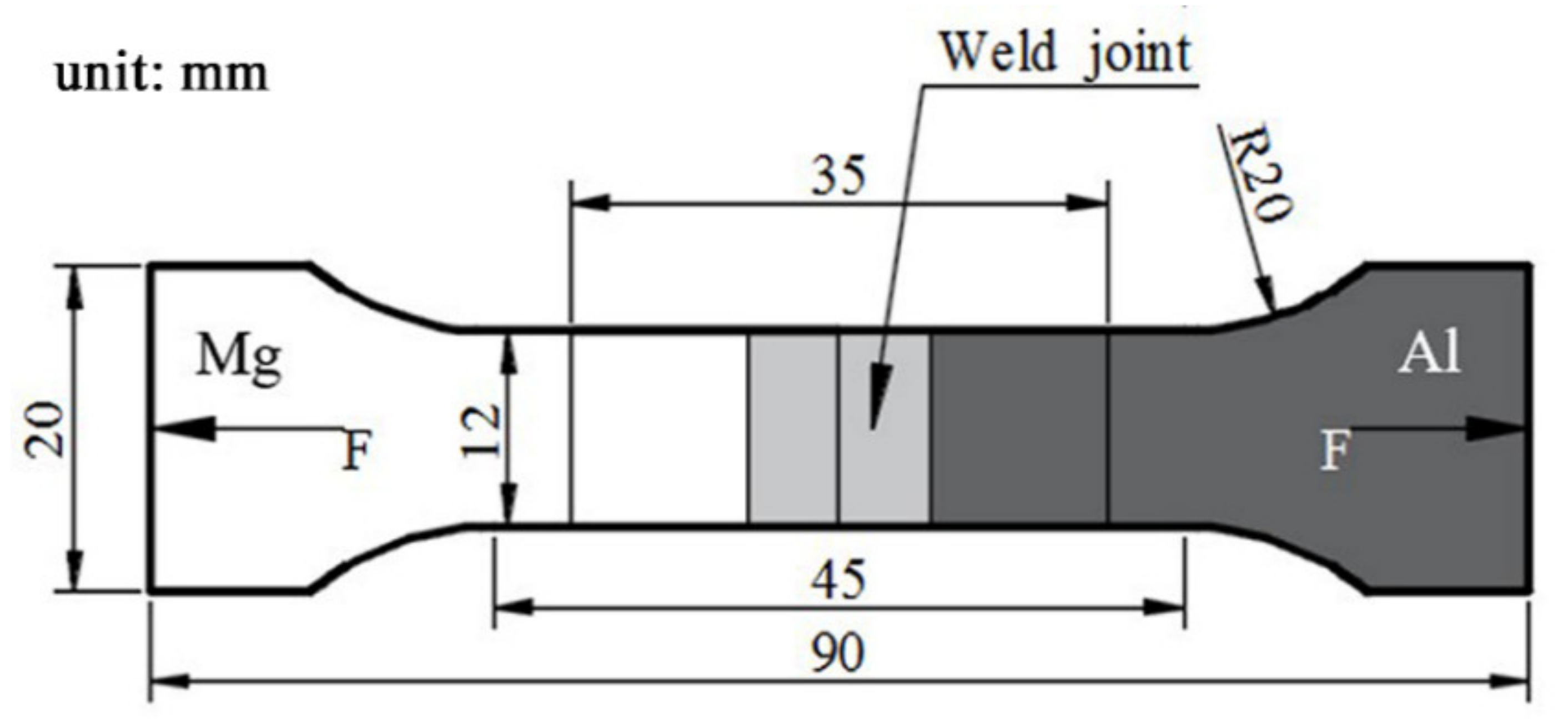
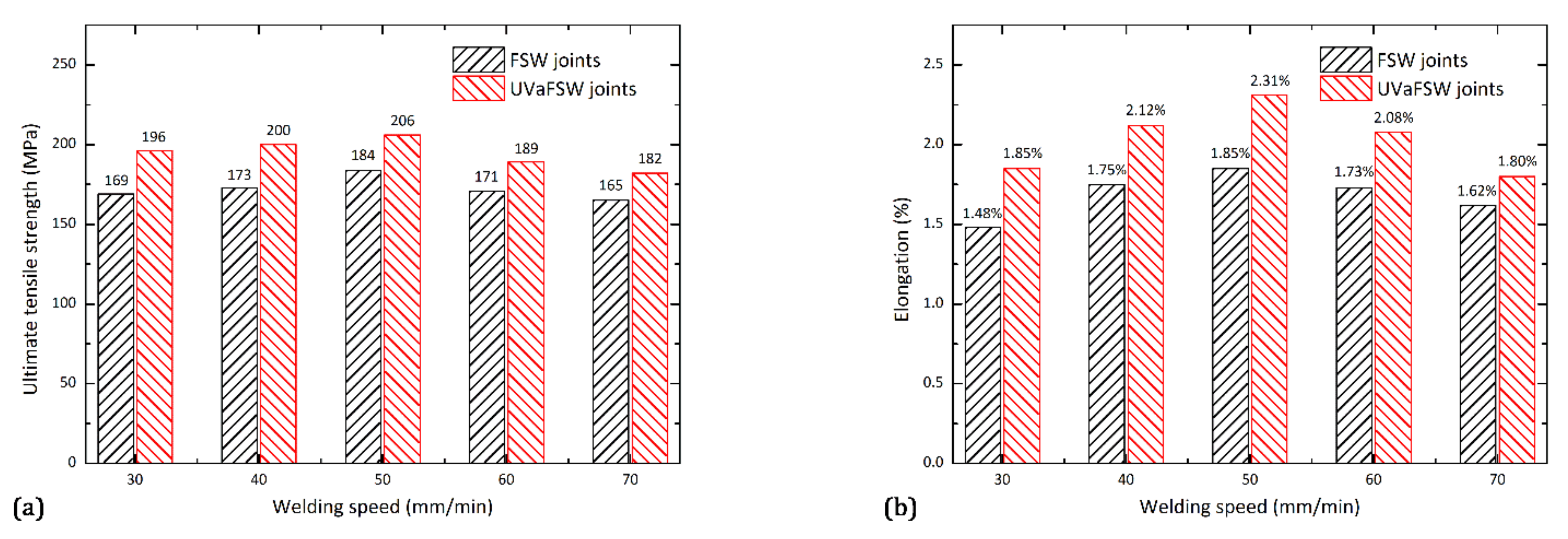
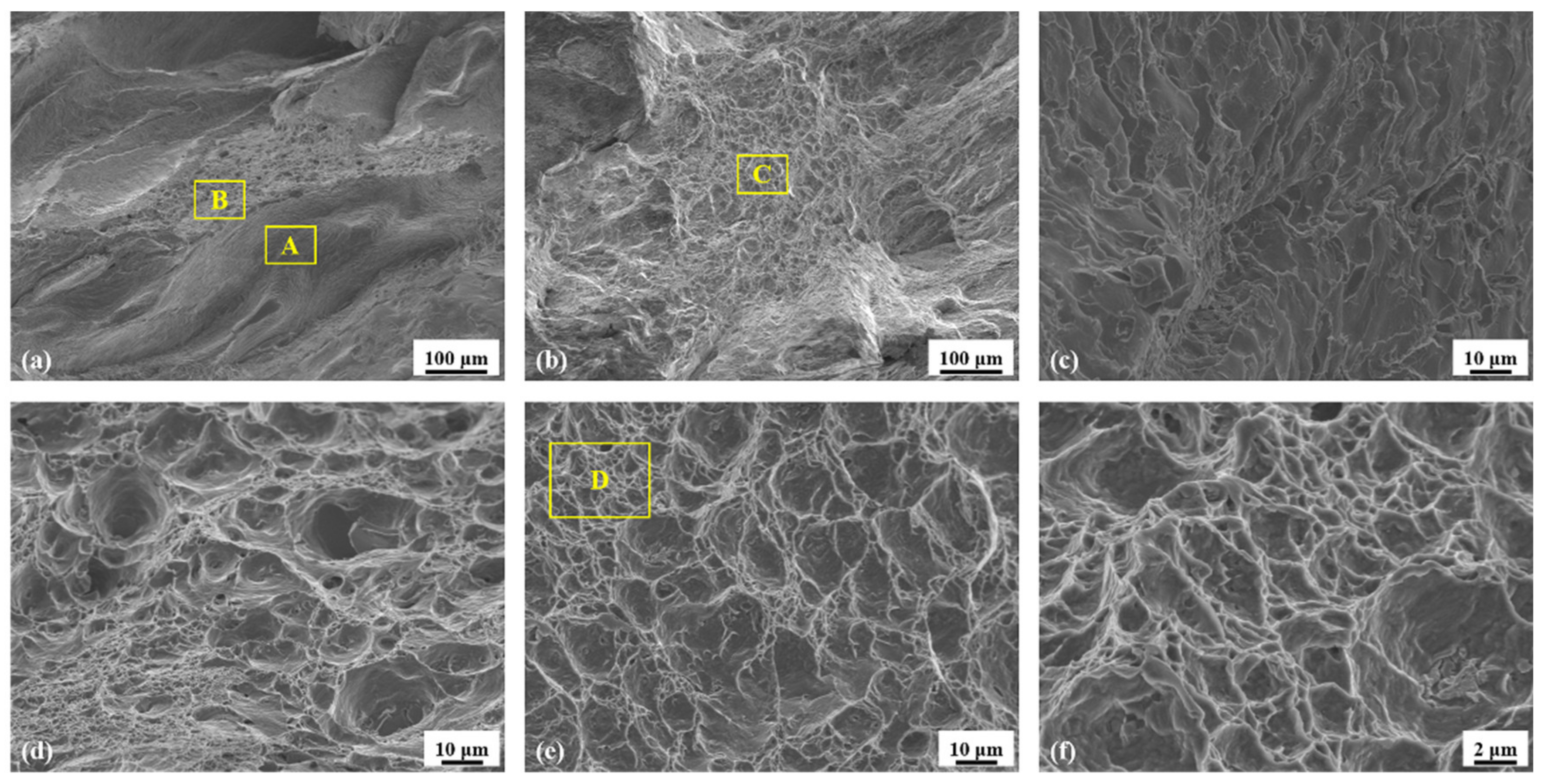
3.3. Tensile Strength and Fracture Appearance
4. Conclusions
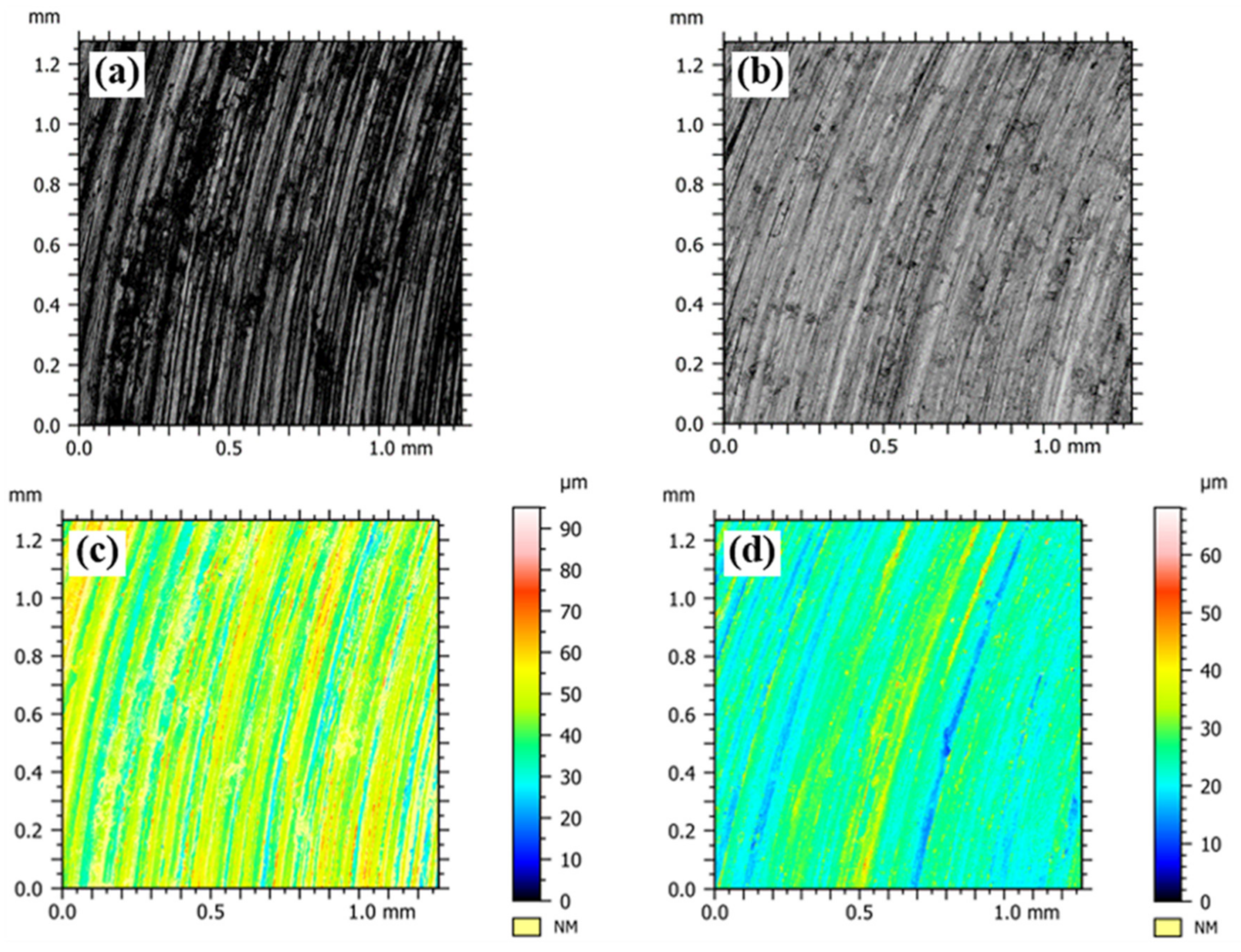
- The surface morphology of the Al/Mg FSW joint is improved with the assistance of ultrasonic vibration. The material intermixing between Al and Mg is enhanced in the UVaFSW joint compared with that in the FSW joint.
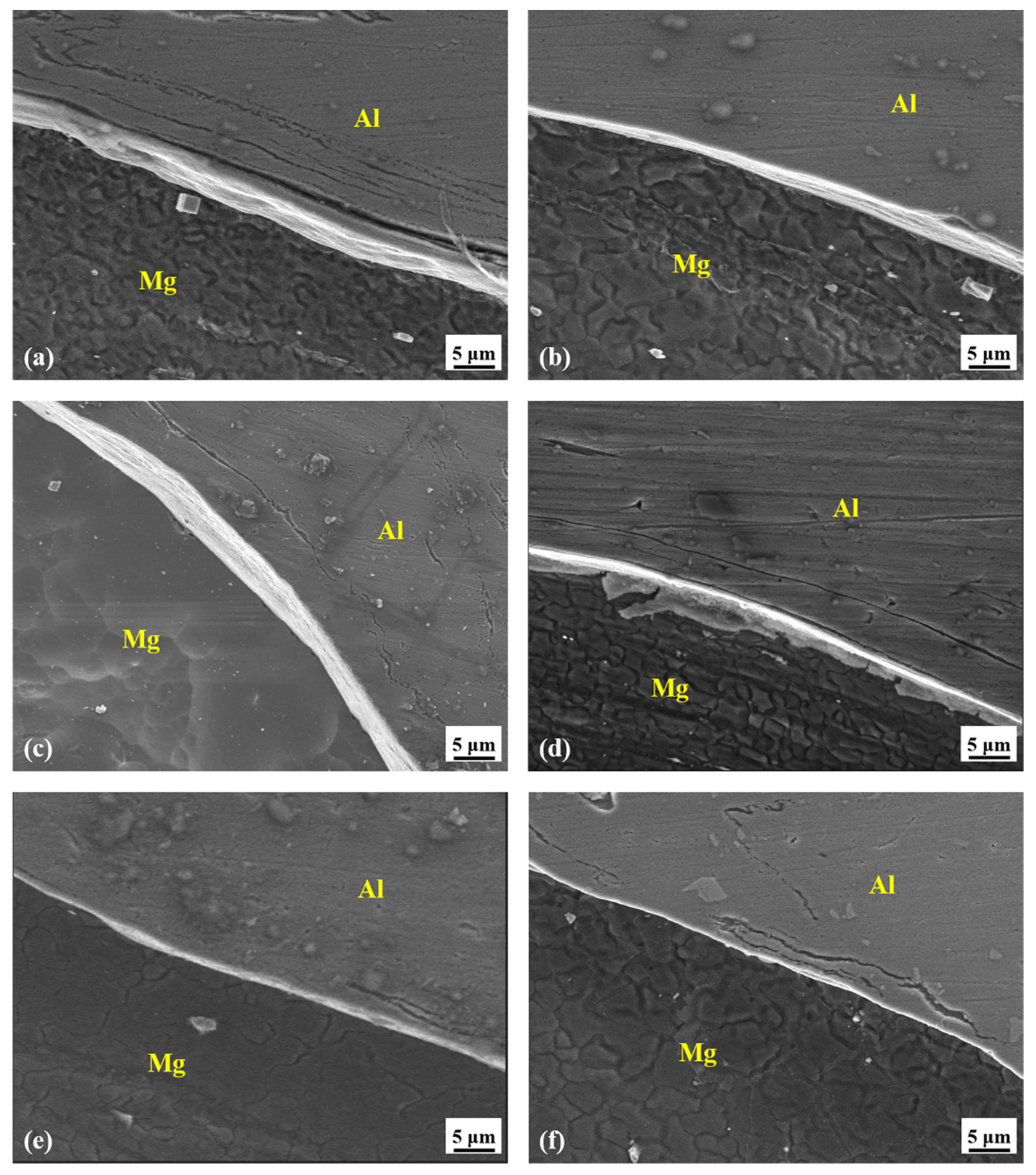
- The thickness of the IMC layers at the Al–Mg bonding interface is significantly reduced with the assistance of ultrasonic vibration. Additionally, twin-layer IMC phases consisting of both Al12Mg17 and Al3Mg2 are observed in the shoulder affected zone of FSW joint, while a certain amount of scattered or discontinued IMC phases Al12Mg17 and Al3Mg2 are identified respectively in shoulder and pin affected zone of UVaFSW joint.
- The maximum Al/Mg joint strength is achieved at tool rotation speed of 800 rpm and welding speed of 50 mm/min with the assistance of ultrasonic vibration. The value of ultimate tensile strength is 206 MPa and the ductility of Al/Mg UVaFSW joint is also conspicuously increased. The enhancement of the Al/Mg joint strength is considered as a combined effect of both the substantial material intermixing of dissimilar Al-Mg alloys and the ameliorative characteristics of the IMC distribution with the assistance of ultrasonic vibration.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Simar, A.; Avettand-Fènoël, M.N. State of the art about dissimilar metal friction stir welding. Sci. Technol. Weld. Join. 2017, 22, 389–403. [Google Scholar] [CrossRef]
- Shah, L.H.; Othman, N.H.; Gerlich, A. Review of research progress on aluminum-magnesium dissimilar friction stir welding. Sci. Technol. Weld. Join. 2018, 23, 256–270. [Google Scholar] [CrossRef]
- Liu, L.; Ren, D.; Liu, F. A review of dissimilar welding techniques for magnesium alloys to aluminum alloys. Materials 2014, 7, 3735–3757. [Google Scholar] [CrossRef] [Green Version]
- Singh, V.P.; Patel, S.K.; Ranjan, A.; Kuriachen, B. Recent research progress in solid state friction-stir welding of aluminium–magnesium alloys: A critical review. J. Mater. Res. Technol. 2020, 9, 6217–6256. [Google Scholar] [CrossRef]
- Liu, L.M.; Wang, H.Y.; Zhang, Z.D. The analysis of laser weld bonding of Al alloy to Mg alloy. Scr. Mater. 2007, 56, 473–476. [Google Scholar] [CrossRef]
- Liu, P.; Li, Y.; Geng, H.; Wang, J. Microstructure characteristics in TIG welded joint of Mg/Al dissimilar materials. Mater. Lett. 2007, 61, 1288–1291. [Google Scholar] [CrossRef]
- Wang, J.; Feng, J.C.; Wang, Y.X. Microstructure of Al-Mg dissimilar weld made by cold metal transfer MIG welding. Mater. Sci. Technol. 2008, 24, 827–831. [Google Scholar] [CrossRef]
- Malarvizhi, S.; Balasubramanian, V. Influences of tool shoulder diameter to plate thickness ratio (D/T) on stir zone formation and tensile properties of friction stir welded dissimilar joints of AA6061 aluminum-AZ31B magnesium alloys. Mater. Des. 2012, 40, 453–460. [Google Scholar] [CrossRef]
- Zettler, R.; da Silva, A.A.M.; Rodrigues, S.; Blanco, A.; dos Santos, J.F. Dissimilar Al to Mg alloy friction stir welds. Adv. Eng. Mater. 2006, 8, 415–421. [Google Scholar] [CrossRef]
- Dorbane, A.; Mansoor, B.; Ayoub, G.; Shunmugasamy, V.C.; Imad, A. Mechanical, microstructural and fracture properties of dissimilar welds produced by friction stir welding of AZ31B and Al6061. Mat. Sci. Eng. A 2016, 651, 720–733. [Google Scholar] [CrossRef]
- McLean, A.A.; Powell, G.L.F.; Brown, I.H.; Linton, V.M. Friction stir welding of magnesium alloy AZ31B to aluminium alloy 5083. Sci. Technol. Weld. Join. 2003, 8, 462–464. [Google Scholar] [CrossRef]
- Firouzdor, V.; Kou, S. Al-to-Mg friction stir welding: Effect of material position, travel speed, and rotation speed. Metall. Mater. Trans. A 2010, 41, 2914–2935. [Google Scholar] [CrossRef]
- Firouzdor, V.; Kou, S. Formation of liquid and intermetallics in Al-to-Mg friction stir welding. Metall. Mater. Trans. A 2010, 41, 3238–3251. [Google Scholar] [CrossRef]
- Sato, Y.S.; Park, S.H.C.; Michiuchi, M.; Kokawa, H. Constitutional liquation during dissimilar friction stir welding of Al and Mg alloys. Scr. Mater. 2004, 50, 1233–1236. [Google Scholar] [CrossRef]
- Yamamoto, N.; Liao, J.; Watanabe, S.; Nakata, K. Effect of intermetallic compound layer on tensile strength of dissimilar friction-stir weld of a high strength Mg alloy and Al alloy. Mater. Trans. 2009, 50, 2833–2838. [Google Scholar] [CrossRef] [Green Version]
- Fu, B.; Qin, G.; Li, F.; Meng, X.; Zhang, J.; Wu, C. Friction stir welding process of dissimilar metals of 6061-T6 aluminum alloy to AZ31B magnesium alloy. J. Mater. Process. Technol. 2015, 218, 38–47. [Google Scholar] [CrossRef]
- Zhao, Y.; Lu, Z.; Yan, K.; Huang, L. Microstructural characterizations and mechanical properties in underwater friction stir welding of aluminum and magnesium dissimilar alloys. Mater. Des. 2015, 65, 675–681. [Google Scholar] [CrossRef]
- Mofid, M.A.; Abdollah-Zadeh, A.; Gür, C.H. Investigating the formation of intermetallic compounds during friction stir welding of magnesium alloy to aluminum alloy in air and under liquid nitrogen. Int. J. Adv. Manuf. Technol. 2014, 71, 1493–1499. [Google Scholar] [CrossRef]
- Mofid, M.A.; Abdollah-Zadeh, A.; Ghaini, F.M.; Gür, C.H. Submerged friction-stir welding (SFSW) underwater and under liquid nitrogen: A improved method to join Al alloys to Mg alloys. Metall. Mater. Trans. A 2012, 43, 5106–5114. [Google Scholar] [CrossRef]
- Chang, W.S.; Rajesh, S.R.; Chun, C.K.; Kim, H.J. Microstructure and mechanical properties of hybrid laser-friction stir welding between AA6061-T6 Al alloy and AZ31 Mg alloy. J. Mater. Sci. Technol. 2011, 27, 199–204. [Google Scholar] [CrossRef]
- Liu, X.C.; Wu, C.S.; Pady, G.K. Improved weld macrosection, microstructure and mechanical properties of 2024Al-T4 butt joints in ultrasonic vibration enhanced friction stir welding. Sci. Technol. Weld. Join. 2015, 20, 345–352. [Google Scholar] [CrossRef]
- Hu, Y.; Liu, H.; Fujii, H. Improving the mechanical properties of 2219-T6 aluminum alloy joints by ultrasonic vibrations during friction stir welding. J. Mater. Process. Technol. 2019, 271, 75–84. [Google Scholar] [CrossRef]
- Ding, W.; Wu, C. Effect of ultrasonic vibration exerted at the tool on friction stir welding process and joint quality. J. Manuf. Process. 2019, 42, 192–201. [Google Scholar] [CrossRef]
- Zhong, Y.B.; Wu, C.S.; Padhy, G.K. Effect of ultrasonic vibration on welding load, temperature and material flow in friction stir welding. J. Mater. Process. Technol. 2017, 239, 273–283. [Google Scholar] [CrossRef]
- Muhammad, N.A.; Wu, C.S. Ultrasonic vibration assisted friction stir welding of aluminum alloys and pure copper. J. Manuf. Process. 2019, 39, 114–127. [Google Scholar] [CrossRef]
- Muhammad, N.A.; Wu, C.S. Evaluation of capabilities of ultrasonic vibration on the surface, electrical and mechanical behaviours of aluminium to copper dissimilar friction stir welds. Int. J. Mech. Sci. 2020, 183, 105784. [Google Scholar] [CrossRef]
- Tian, W.; Su, H.; Wu, C. Effect of ultrasonic vibration on thermal and material flow behavior, microstructure and mechanical properties of friction stir welded Al/Cu joints. Int. J. Adv. Manuf. Technol. 2020, 107, 59–71. [Google Scholar] [CrossRef]
- Thomä, M.; Wagner, G.; Straß, B.; Wolter, B.; Benfer, S.; Fürbeth, W. Ultrasound enhanced friction stir welding of aluminum and steel: Process and properties of EN aw 6061/DC04-joints. J. Mater. Sci. Technol. 2018, 34, 163–172. [Google Scholar] [CrossRef]
- Thomä, M.; Gester, A.; Wagner, G.; Fritzsche, M. Analysis of the Oscillation Behavior of Hybrid Aluminum/Steel Joints Realized by Ultrasound Enhanced Friction Stir Welding. Metals 2020, 10, 1079. [Google Scholar] [CrossRef]
- Ji, S.; Meng, X.; Liu, Z.; Huang, R.; Li, Z. Dissimilar friction stir welding of 6061 aluminum alloy and AZ31 magnesium alloy assisted with ultrasonic. Mater. Lett. 2017, 201, 173–176. [Google Scholar] [CrossRef]
- Liu, Z.; Meng, X.; Ji, S.; Li, Z.; Wang, L. Improving tensile properties of Al/Mg joint by smashing intermetallic compounds via ultrasonic-assisted stationary shoulder friction stir welding. J. Manuf. Process. 2018, 31, 552–559. [Google Scholar] [CrossRef]
- Lv, X.Q.; Wu, C.S.; Padhy, G.K. Diminishing intermetallic compound layer in ultrasonic vibration enhanced friction stir welding of aluminum alloy to magnesium alloy. Mater. Lett. 2017, 203, 81–84. [Google Scholar] [CrossRef]
- Lv, X.; Wu, C.; Yang, C.; Padhy, G.K. Weld microstructure and mechanical properties in ultrasonic enhanced friction stir welding of Al alloy to Mg alloy. J. Mater. Process. Technol. 2018, 254, 145–157. [Google Scholar] [CrossRef]
- Zhao, J.; Wu, C.S.; Su, H. Ultrasonic effect on thickness variations of intermetallic compound layers in friction stir welding of aluminum/magnesium alloys. J. Manuf. Process. 2021, 62, 388–402. [Google Scholar] [CrossRef]
- Zhao, J.; Wu, C.S.; Su, H. Acoustic effect on the tensile properties and metallurgical structures of dissimilar friction stir welding joints of Al/Mg alloys. J. Manuf. Process. 2021, 6, 328–341. [Google Scholar] [CrossRef]
- Kumar, S.; Wu, C.; Gao, S. Process parametric dependency of axial downward force and macro- and microstructural morphologies in ultrasonically assised friction stir welding of Al/Mg alloys. Metall. Mater. Trans. A 2020, 51, 2863–2881. [Google Scholar] [CrossRef]
- Kumar, S.; Wu, C. Suppression of intermetallic reaction layer by ultrasonic assistance during friction stir welding of Al and Mg based alloys. J. Alloy. Compd. 2020, 827, 154343. [Google Scholar] [CrossRef]
- Kumar, S.; Wu, C. Strengthening Effects of Tool-Mounted Ultrasonic Vibrations during Friction Stir Lap Welding of Al and Mg Alloys. Metall. Mater. Trans. A 2021, 52, 2909–2925. [Google Scholar] [CrossRef]
- Gratecap, F.; Girard, M.; Marya, S.; Racineux, G. Exploring material flow in friction stir welding: Tool eccentricity and formation of banded structures. Int. J. Mater. Form. 2012, 5, 99–107. [Google Scholar] [CrossRef]
- Guo, N.; Wang, M.R.; Meng, Q.; Zhou, L.; Tang, D.Y. Effect of tool eccentricity on surface periodic banded structures in friction stir welding. IOP Conf. Ser. Mater. Sci. Eng. 2015, 103, 012020. [Google Scholar] [CrossRef]
- Zhao, J.; Su, H.; Wu, C. The effect of ultrasonic vibration on stress-strain relations during compression tests of aluminum alloys. J. Mater. Res. Technol. 2020, 9, 14895–14906. [Google Scholar] [CrossRef]
- Chen, G.; Li, H.; Wang, G.; Guo, Z.; Zhang, S.; Dai, Q.; Wang, X.; Zhang, G.; Shi, Q. Effects of pin thread on the in-process material flow behavior during friction stir welding: A computational fluid dynamics study. Int. J. Mach. Tools Manuf. 2018, 124, 12–21. [Google Scholar] [CrossRef]
- Sun, Z.; Wu, C.S. A numerical model of pin thread effect on material flow and heat generation in shear layer during friction stir welding. J. Manuf. Process. 2018, 36, 10–21. [Google Scholar] [CrossRef]
- Gao, S.; Wu, C.S.; Padhy, G.K.; Shi, L. Evaluation of local strain distribution in ultrasonic enhanced Al 6061-T6 friction stir weld nugget by EBSD analysis. Mater. Des. 2016, 99, 135–144. [Google Scholar] [CrossRef]
- Padhy, G.K.; Wu, C.S.; Gao, S. Subgrain formation in ultrasonic enhanced friction stir welding of aluminium alloy. Mater. Lett. 2016, 183, 34–39. [Google Scholar] [CrossRef]


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| wt% | Al | Mg | Si | Fe | Cu | Mn | Zn | Cr |
|---|---|---|---|---|---|---|---|---|
| AA6061-T6 | Bal. | 1.09 | 0.51 | 0.2 | 0.3 | 0.009 | 0.05 | 0.13 |
| AZ31B | 2.62 | Bal. | 0.023 | 0.0021 | 0.0013 | 0.28 | 0.83 | - |
| Point Number | at% of Mg | at% of Al | IMC Phase |
|---|---|---|---|
| 1 | 53.8 | 46.2 | Al12Mg17 |
| 2 | 30.2 | 69.8 | Al3Mg2 |
| 3 | 54.1 | 45.6 | Al12Mg17 |
| 4 | 62.8 | 36.7 | Al12Mg17 |
| 5 | 64.0 | 35.2 | Al12Mg17 |
| 6 | 39.4 | 60.6 | Al3Mg2 |
| 7 | 33.9 | 66.1 | Al3Mg2 |
| 8 | 39.2 | 60.8 | Al3Mg2 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Bai, Y.; Su, H.; Wu, C. Enhancement of the Al/Mg Dissimilar Friction Stir Welding Joint Strength with the Assistance of Ultrasonic Vibration. Metals 2021, 11, 1113. https://doi.org/10.3390/met11071113
Bai Y, Su H, Wu C. Enhancement of the Al/Mg Dissimilar Friction Stir Welding Joint Strength with the Assistance of Ultrasonic Vibration. Metals. 2021; 11(7):1113. https://doi.org/10.3390/met11071113
Chicago/Turabian StyleBai, Yinghao, Hao Su, and Chuansong Wu. 2021. "Enhancement of the Al/Mg Dissimilar Friction Stir Welding Joint Strength with the Assistance of Ultrasonic Vibration" Metals 11, no. 7: 1113. https://doi.org/10.3390/met11071113
APA StyleBai, Y., Su, H., & Wu, C. (2021). Enhancement of the Al/Mg Dissimilar Friction Stir Welding Joint Strength with the Assistance of Ultrasonic Vibration. Metals, 11(7), 1113. https://doi.org/10.3390/met11071113