
Unveiling the Link between the Third Law of Comminution and the Grinding Kinetics Behaviour of Several Ores

 ,
,  ,
, 
Abstract
:1. Introduction
- Availability of the standard mill
- Availability of a minimum sample of 10 kg
- Excessive duration of the procedure (in case of some ores)
- Lack of detailed procedure definition (there is no ASTM or ISO specific standard)
- Aksani et al. [7] proposed a methodology to obtain the work index by simulation using the CKM and showed results for six different ores, reporting deviations less than 4%.
- Menéndez Aguado et al. [8] showed an alternative methodology based on a non-standard mill, reporting a mean square error of less than 3%.
- Ahmadi et al. [9] presented a methodology with an industrial-scale validation; deviations reported in this case were less than 7%.
2. Materials and Methods
2.1. The Cumulative Kinetic Model
- W(x,t) = cumulative percentage of oversize of size class x at time t.
- W(x,0) = cumulative percentage of oversize of size class x in the fresh feed.
- k = breakage rate constant (min−1)
- t = time, (min)
2.2. Kinetic Parameters Determination
2.3. Experimental Procedure
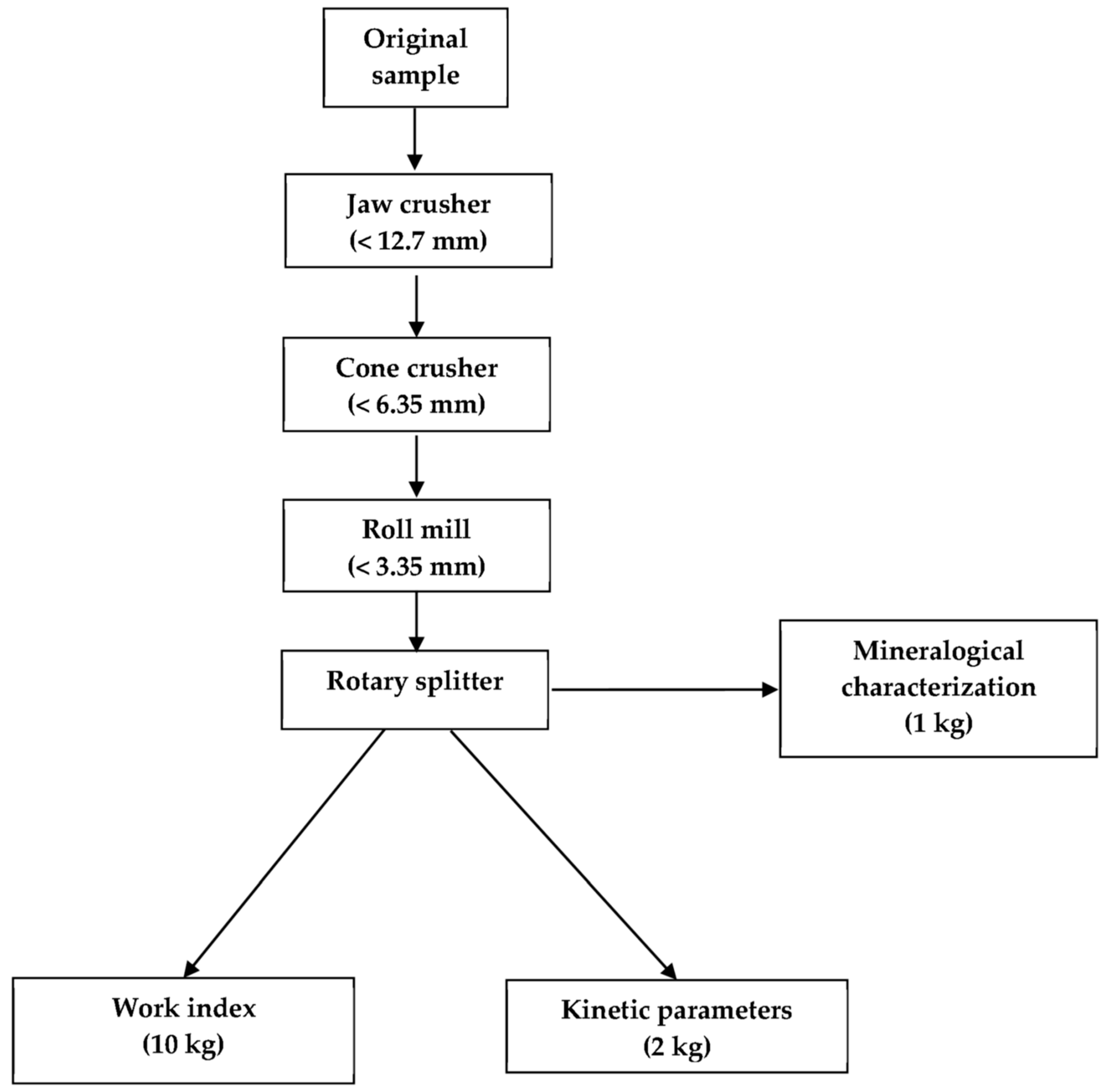
2.3.1. Sample Preparation
2.3.2. Sample Characterization
- Low sulphidation (LS) ore: several samples were taken from this ore, which comes from a low sulphidation hydrothermal deposit, formed mainly by veins of silica in the form of quartz, chalcedony and opal; native gold is present, and silver can be found in a wide range of minerals (electrum, sulfosalts, cassiterite, galena, pyrite and chalcopyrite, among other minerals).
- High sulphidation (HS) ore: comes from deposits of the epithermal type of medium sulphidation, which is made up of quartz, carbonates and to a lesser extent Au, and Ag sulphides and sulphosalts, in addition to Pb, Cu and Zn.
2.3.3. Determination of Kinetic Parameters and Work Index
3. Results and Discussion
3.1. Work Index Calculation and Estimation
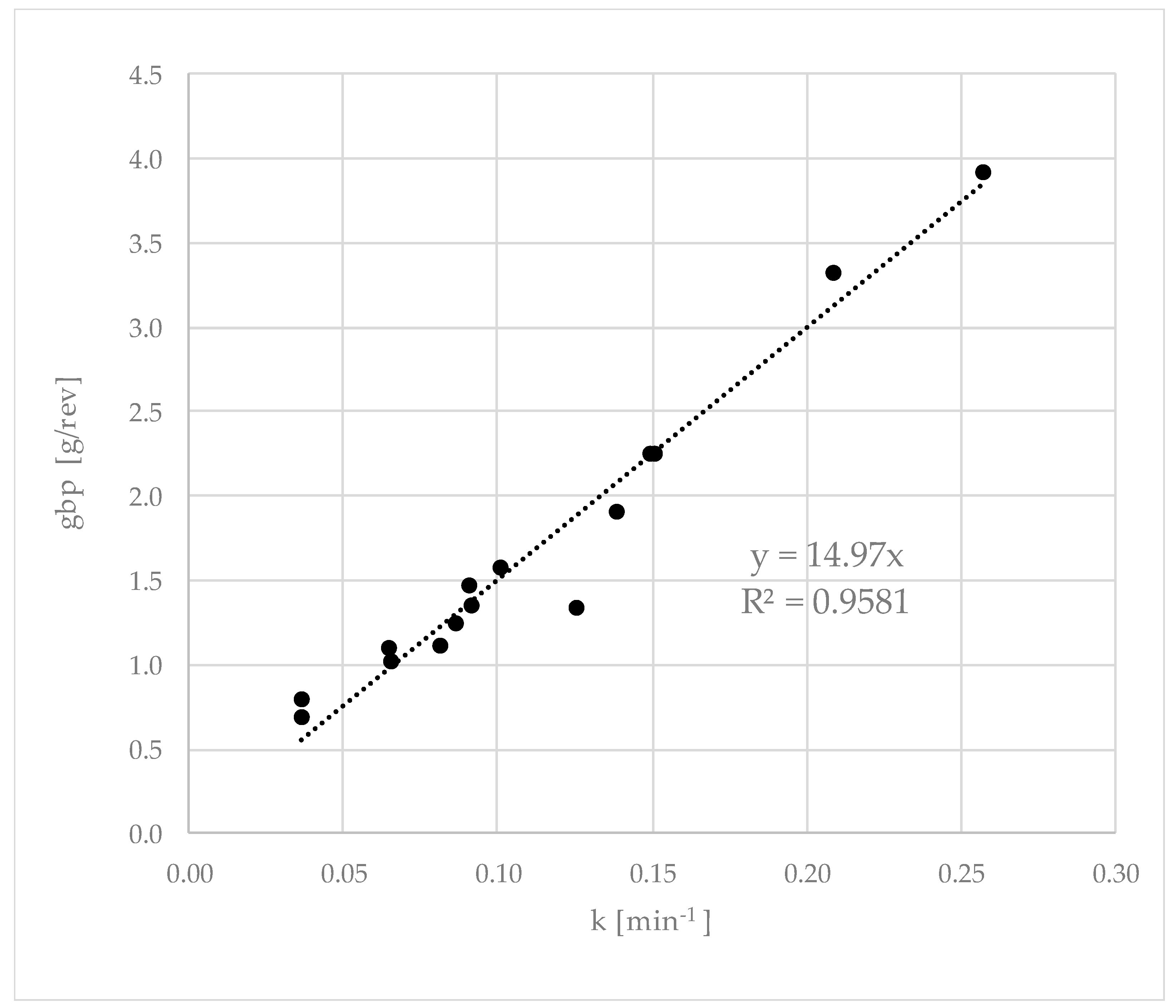
3.2. Relationships between Grindability and Kinetic Constant k
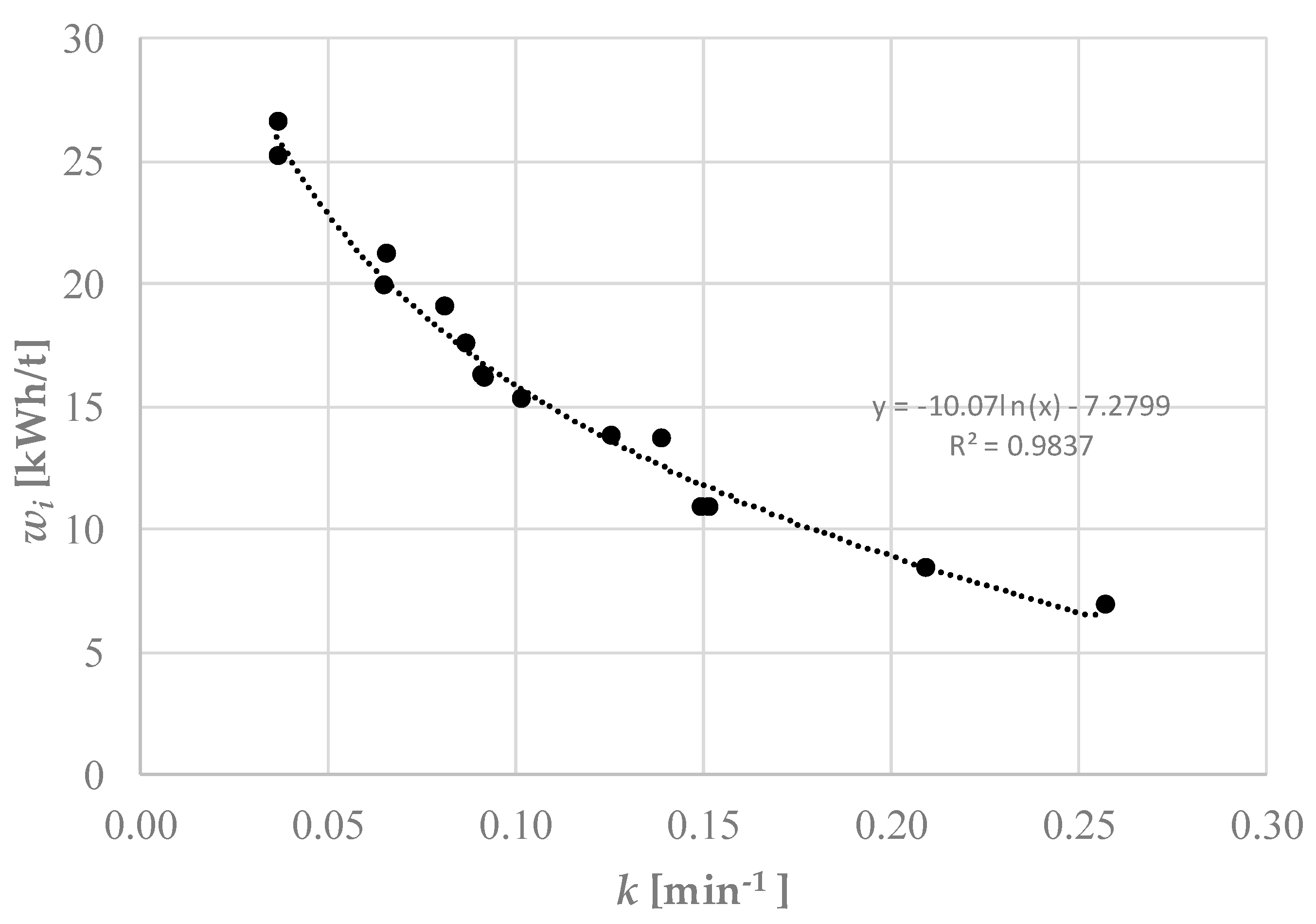
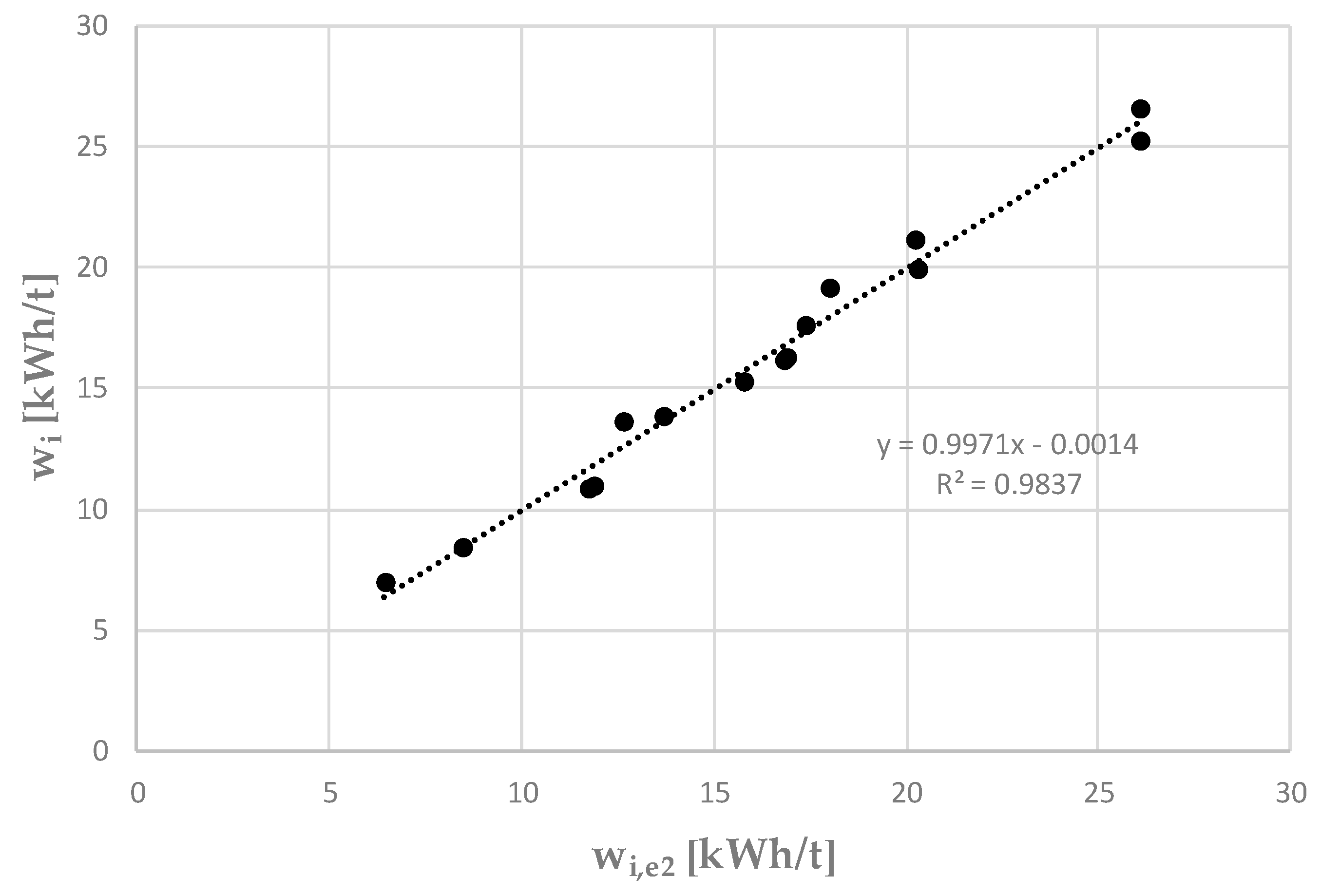
3.3. Linking the Work Index wi and the Kinetic Constant k
3.4. Discussion
4. Conclusions
- Once the CKM kinetic parameter k for the given reference sieve P100 was known, it was possible to estimate the BSM ball mill work index at that reference size, with differences lower than 9% with the Bond standard methodology.
- It was found that a linear fit yielded a correlation coefficient higher than 96% between gbp and the kinetic parameter k (Equation (5)). The line has slope fifteen and zero intercept. However, estimating wi by determining gbp with Equation (5) and calculating wi with the Bond equation gives some erratic values.
- With fifteen different ore samples and for three different P100, a logarithmic correlation wi versus k was obtained (Equation (7)) with a correlation coefficient higher than 98%. It can be suggested that the logarithmic function in Equation (7) could be a valuable tool as a quick alternative to Bond’s standard test in the day-by-day grindability control.
- The comparison between wi and wi,e2 (Equation (8)) shows a linear fit whose slope is unity and the ordinate to the origin is negligible, with a correlation coefficient higher than 98%.
- The use of k versus wi correlation provides a quick solution, with a minimum sample amount need, in order to estimate the work index.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Bond, F.C. Crushing and grinding calculations. Part I. Br. Chem. Eng. 1961, 6, 378–385. [Google Scholar]
- Gutiérrez, L.; Sepúlveda, J. Dimensionamiento y Optimización de Plantas Concentradoras, Mediante Técnicas de Modelación Matemática; CIMM: Santiago, Chile, 1986. [Google Scholar]
- Valerevich Lvov, V.; Sergeevich Chitalov, L. Comparison of the Different Ways of the Ball Bond Work Index Determining. Int. J. Mech. Eng. Technol. 2019, 10, 1180–1194. Available online: https://ssrn.com/abstract=3452642 (accessed on 2 July 2021).
- Nikolić, V.; Trumić, M. A new approach to the calculation of Bond work index for finer samples. Miner. Eng. 2021, 165, 106858. [Google Scholar] [CrossRef]
- Josefin, Y.; Doll, A.G. Correction of Bond Ball Mill Work Index Test for Closing Mesh Sizes. Procemin-Geomet 2018. In Proceedings of the 14th International Mineral Processing Conference & 5th International Seminar on Geometallurgy, Santiago, Chile, 28–30 November 2018; pp. 1–12. [Google Scholar]
- Park, J.; Kim, K. Use of drilling performance to improve rock-breakage efficiencies: A part of mine-to-mill optimization studies in a hard-rock mine. Int. J. Min. Sci. Technol. 2020, 30, 179–188. [Google Scholar] [CrossRef]
- Aksani, B.; Sönmez, B. Simulation of Bond grindability test by using cumulative based kinetic model. Miner. Eng. 2000, 13, 673–677. [Google Scholar] [CrossRef]
- Menéndez-Aguado, J.M.; Dzioba, B.R.; Coello-Velazquez, A.L. Determination of work index in a common laboratory mill. Miner. Metall. Process. 2005, 22, 173–176. [Google Scholar] [CrossRef]
- Ahmadi, R.; Shahsavari, S. Procedure for determination of ball Bond work index in the commercial operations. Miner. Eng. 2009, 22, 104–106. [Google Scholar] [CrossRef]
- Mwanga, A.; Rosenkranz, J.; Lamberg, P. Testing of ore comminution behavior in the geometallurgical context: A review. Minerals 2015, 5, 276–297. [Google Scholar] [CrossRef] [Green Version]
- Mwanga, A.; Rosenkranz, J.; Lamberg, P. Development and experimental validation of the Geometallugical Comminution test (GCT). Miner. Eng. 2017, 108, 109–114. [Google Scholar] [CrossRef]
- Heiskari, H.; Kurki, P.; Luukkanen, S.; Gonzalez, M.; Lehto, H.; Liipo, J. Evelopment of a comminution test method for small ore samples. Miner. Eng. 2019, 130, 5–11. [Google Scholar] [CrossRef]
- Niitti, T. Rapid evaluation of grindability by a simple batch test. In Proceedings of the International Mineral Processing Congress Proceedings, Prague, Czech Republic, 1–6 June 1970; pp. 41–46. [Google Scholar]
- Ciribeni, V.; Bertero, R.; Tello, A.; Puertas, M.; Avellá, E.; Paez, M.; Menéndez Aguado, J.M. Application of the Cumulative Kinetic Model in the Comminution of Critical Metal Ores. Metals 2020, 10, 925. [Google Scholar] [CrossRef]
- Lewis, K.A.; Pearl, M.; Tucker, P. Computer Simulation of the Bond Grindability Test. Miner. Eng. 1990, 3, 199–206. [Google Scholar] [CrossRef]
- Silva, M.; Casali, A. Modelling SAG Milling Power and Specific Energy Consumption Including the Feed Percentage of Intermediate Size Particles. Miner. Eng. 2015, 70, 156–161. [Google Scholar] [CrossRef]
- Deniz, V. Relationships Between Bond’s Grindability (Gbg) and Breakage Parameters of Grinding Kinetic on Limestone. Powder Technol. 2004, 139, 208–213. [Google Scholar] [CrossRef]
- Austin, L.G.; Klimpel, R.R.; Luckie, P.T. Process Engineering of Size Reduction: Ball Milling; SME-AIME: New York, NY, USA, 1984. [Google Scholar]
- Bilgili, E.; Scarlett, B. Population balance modeling of nonlinear effects in milling processes. Powder Technol. 2005, 153, 59–71. [Google Scholar] [CrossRef]
- Petrakis, E.; Komnitsas, K. Development of a Non-linear Framework for the Prediction of the Particle Size Distribution of the Grinding Products. Min. Metall. Explor. 2021, 38, 1253–1266. [Google Scholar]
- Laplante, A.R.; Finch, J.A.; del Villar, R. Simplification of Grinding Equation for Plant Simulation. Trans. Inst. Min. Metall. (Sect. C) 1987, 96, C108–C112. [Google Scholar]
- Loveday, B.K. An analysis of comminution kinetics in terms of size distribution parameters. J. S. Afr. Inst. Min. Metall. 1967, 68, 111–131. [Google Scholar]
- Ersayin, S.; Sönmez, B.; Ergün, L.; Aksani, B.; Erkal, F. Simulation of the Grinding Circuit at Gümüsköy Silver Plant, Turkey. Trans. Inst. Min. Metall. (Sect. C) 1993, 102, C32–C38. [Google Scholar]
- García, G.G.; Oliva, J.; Guasch, E.; Anticoi, H.; Coello-Velázquez, A.L.; Menéndez-Aguado, J.M. Variability Study of Bond Work Index and Grindability Index on Various Critical Metal Ores. Metals 2021, 11, 970. [Google Scholar] [CrossRef]
- GMG—Global Mining Guidelines Group. Determining the Bond Efficiency of Industrial Grinding Circuits. 2016. Available online: https://gmggroup.org/wp-content/uploads/2016/02/Guidelines_Bond-Efficiency-REV-2018.pdf (accessed on 1 July 2021).


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Sample | P100 | wi [kWh/t] | wi,s [kWh/t] | Difference [%] |
|---|---|---|---|---|
| LS-CMLM1 | 74 | 26.59 | 27.63 | −3.91 |
| LS-CMVM1 | 74 | 25.17 | 24.56 | 2.42 |
| HS-CCTUM1 | 149 | 13.82 | 12.96 | 6.22 |
| Sample | P100 [µm] | F80 [µm] | P80 [µm] | wi [kWh/t] | gbp [g/rev] | k (@ P100) |
|---|---|---|---|---|---|---|
| LS-CMLM1 | 74 | 1938 | 54 | 26.59 | 0.8038 | 0.03667 |
| LS-CMVM1 | 74 | 2053 | 53 | 25.17 | 0.6907 | 0.03656 |
| HS-CCTUM1 | 149 | 2469 | 96 | 13.82 | 1.3427 | 0.12543 |
| LS-CNM1 | 149 | 2508 | 113 | 21.17 | 1.0176 | 0.06539 |
| HS-CVM1 | 149 | 2284 | 115 | 16.31 | 1.4784 | 0.09132 |
| LS-CVM2 | 149 | 2432 | 116 | 17.57 | 1.2500 | 0.08693 |
| LS-CVM3 | 149 | 2333 | 114 | 19.08 | 1.1180 | 0.08143 |
| Quartz | 149 | 2572 | 117 | 15.27 | 1.5773 | 0.10141 |
| Quartz | 105 | 2552 | 83 | 19.89 | 1.1048 | 0.06492 |
| Feldspar | 149 | 1841 | 115 | 13.65 | 1.9112 | 0.13860 |
| Feldspar | 105 | 1676 | 81 | 16.16 | 1.3567 | 0.09183 |
| Limestone | 149 | 2407 | 108 | 10.88 | 2.2533 | 0.15128 |
| Calcite | 149 | 2497 | 112 | 6.93 | 3.9221 | 0.25711 |
| Cryst. limestone | 149 | 2062 | 112 | 8.46 | 3.3308 | 0.20919 |
| Cryst. limestone | 105 | 1926 | 79 | 10.91 | 2.2591 | 0.14956 |
| Sample | P100 [µm] | wi [kWh/t] | gbp [g/rev] | wi,e1 [kWh/t] | gbpe [g/rev] | Difference [%] |
|---|---|---|---|---|---|---|
| LS-CMLM1 | 74 | 26.59 | 0.8038 | 24.84 | 0.5869 | 6.59 |
| LS-CMVM1 | 74 | 25.17 | 0.6907 | 24.48 | 0.5852 | 2.73 |
| HS-CCTUM1 | 149 | 13.82 | 1.3427 | 11.23 | 1.8863 | 18.73 |
| LS-CNM1 | 149 | 21.17 | 1.0176 | 20.77 | 1.0073 | 1.88 |
| HS-CVM1 | 149 | 16.31 | 1.4784 | 16.37 | 1.3869 | −0.39 |
| LS-CVM2 | 149 | 17.57 | 1.2500 | 16.97 | 1.3226 | 3.44 |
| LS-CVM3 | 149 | 19.08 | 1.1180 | 17.77 | 1.2422 | 6.88 |
| Quartz | 149 | 15.27 | 1.5773 | 15.09 | 1.5211 | 1.15 |
| Quartz | 105 | 19.89 | 1.1048 | 18.65 | 1.0003 | 6.24 |
| Feldspar | 149 | 13.65 | 1.9112 | 12.15 | 2.0790 | 11.00 |
| Feldspar | 105 | 16.16 | 1.3567 | 14.74 | 1.3944 | 8.78 |
| Limestone | 149 | 10.88 | 2.2533 | 10.44 | 2.2647 | 4.00 |
| Calcite | 149 | 6.93 | 3.9221 | 6.94 | 3.8140 | −0.10 |
| Cryst. limestone | 149 | 8.46 | 3.3308 | 8.42 | 3.1125 | 0.45 |
| Cryst. limestone | 105 | 10.91 | 2.2591 | 9.66 | 2.2395 | 11.48 |
| Sample | P100 [µm] | wi [kWh/t] | k [@P100] | wi,e2 [kWh/t] | Difference [%] |
|---|---|---|---|---|---|
| LS-CMLM1 | 74 | 26.59 | 0.03667 | 26.09 | 1.89 |
| LS-CMVM1 | 74 | 25.17 | 0.03656 | 26.12 | −3.77 |
| HS-CCTUM1 | 149 | 13.82 | 0.12543 | 13.67 | 1.10 |
| LS-CNM1 | 149 | 21.17 | 0.06539 | 20.25 | 4.36 |
| HS-CVM1 | 149 | 16.31 | 0.09132 | 16.87 | −3.45 |
| LS-CVM2 | 149 | 17.57 | 0.08693 | 17.37 | 1.13 |
| LS-CVM3 | 149 | 19.08 | 0.08143 | 18.03 | 5.50 |
| Quartz | 149 | 15.27 | 0.10141 | 15.81 | −3.57 |
| Quartz | 105 | 19.89 | 0.06492 | 20.32 | −2.16 |
| Feldspar | 149 | 13.65 | 0.13860 | 12.66 | 7.26 |
| Feldspar | 105 | 16.16 | 0.09183 | 16.82 | −4.06 |
| Limestone | 149 | 10.88 | 0.15128 | 11.78 | −8.23 |
| Calcite | 149 | 6.93 | 0.25711 | 6.42 | 7.38 |
| Cryst. limestone | 149 | 8.46 | 0.20919 | 8.50 | −0.49 |
| Cryst. limestone | 105 | 10.91 | 0.14956 | 11.89 | −8.99 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Ciribeni, V.; Menéndez-Aguado, J.M.; Bertero, R.; Tello, A.; Avellá, E.; Paez, M.; Coello-Velázquez, A.L. Unveiling the Link between the Third Law of Comminution and the Grinding Kinetics Behaviour of Several Ores. Metals 2021, 11, 1079. https://doi.org/10.3390/met11071079
Ciribeni V, Menéndez-Aguado JM, Bertero R, Tello A, Avellá E, Paez M, Coello-Velázquez AL. Unveiling the Link between the Third Law of Comminution and the Grinding Kinetics Behaviour of Several Ores. Metals. 2021; 11(7):1079. https://doi.org/10.3390/met11071079
Chicago/Turabian StyleCiribeni, Victor, Juan M. Menéndez-Aguado, Regina Bertero, Andrea Tello, Enzo Avellá, Matías Paez, and Alfredo L. Coello-Velázquez. 2021. "Unveiling the Link between the Third Law of Comminution and the Grinding Kinetics Behaviour of Several Ores" Metals 11, no. 7: 1079. https://doi.org/10.3390/met11071079
APA StyleCiribeni, V., Menéndez-Aguado, J. M., Bertero, R., Tello, A., Avellá, E., Paez, M., & Coello-Velázquez, A. L. (2021). Unveiling the Link between the Third Law of Comminution and the Grinding Kinetics Behaviour of Several Ores. Metals, 11(7), 1079. https://doi.org/10.3390/met11071079