
MWCNT-Reinforced AA7075 Composites: Effect of Reinforcement Percentage on Mechanical Properties




Abstract
1. Introduction
2. Materials and Methods
2.1. Materials
2.2. AA7075-MWCNT Composites Preparation
2.3. Materials Characterization
3. Results and Discussion
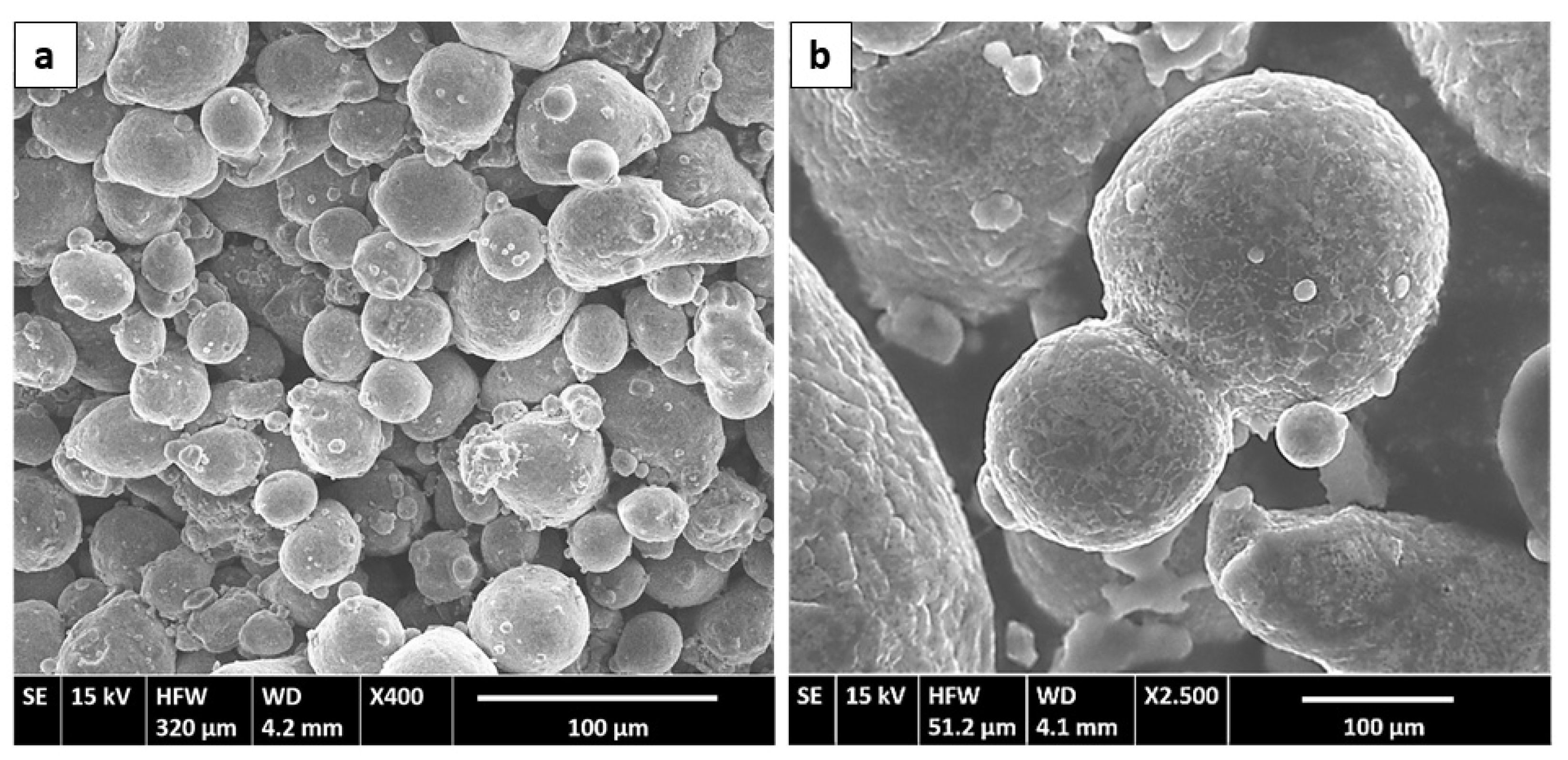
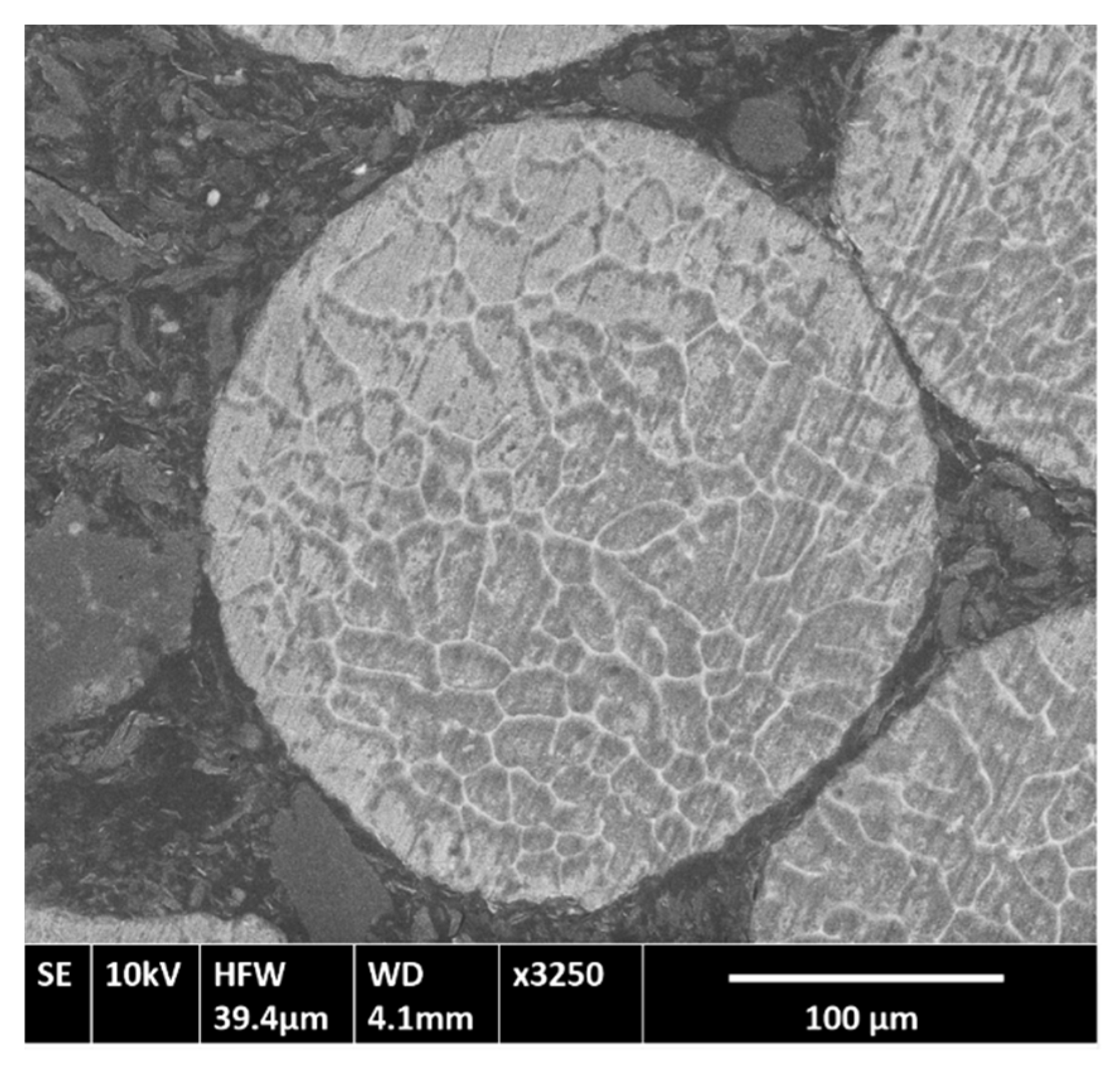
3.1. Characterization of Raw Materials
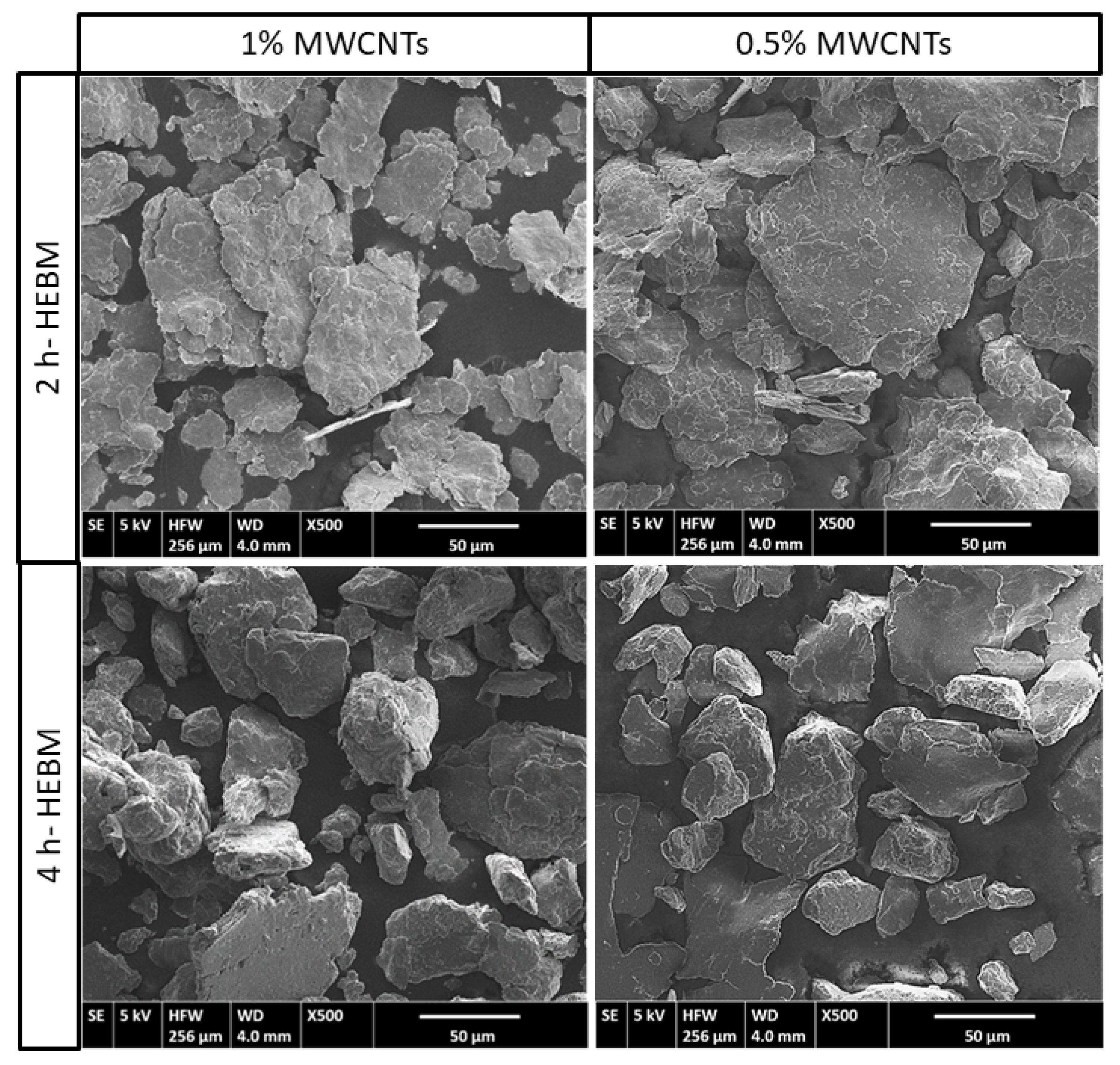
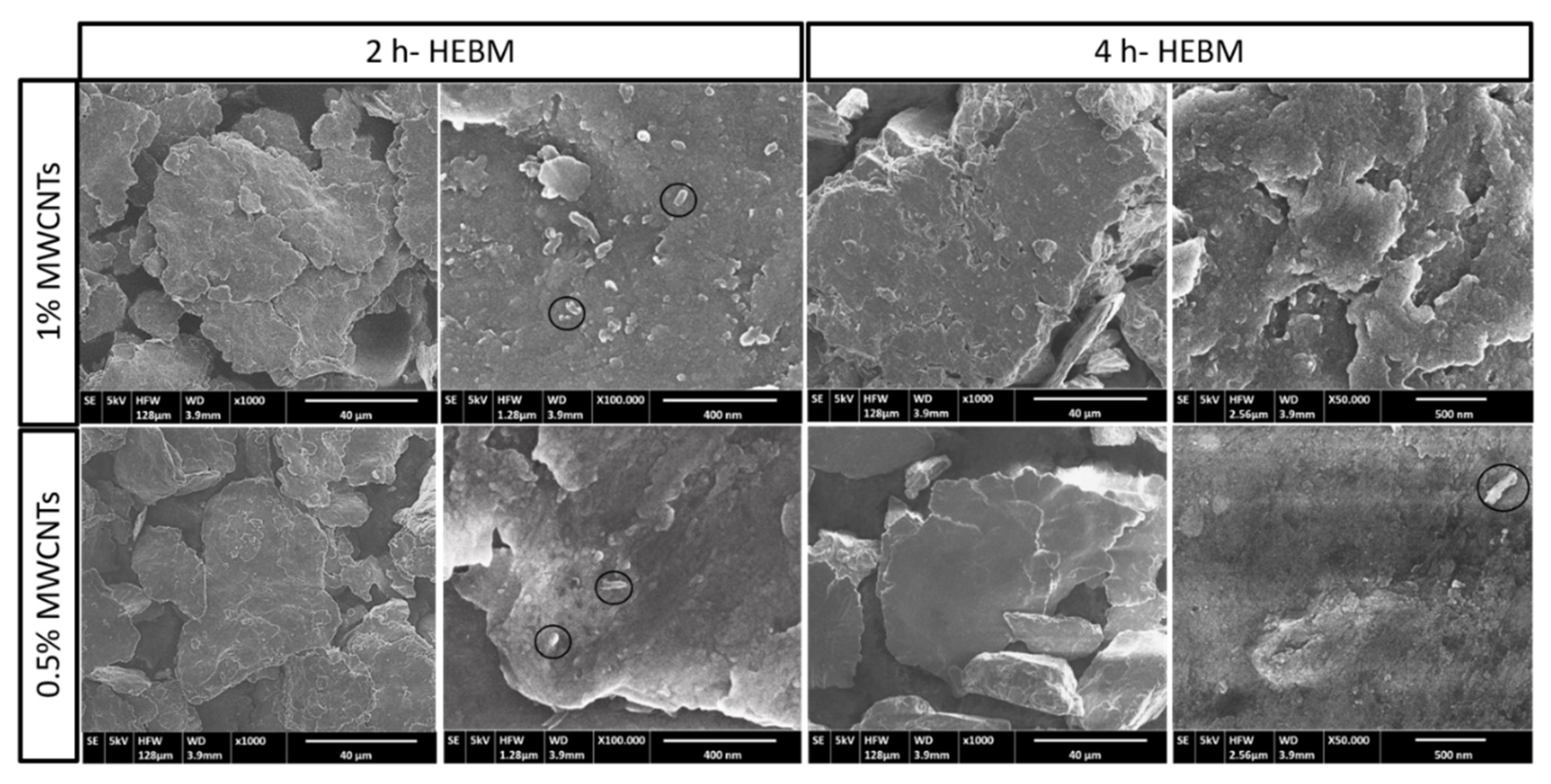
3.2. Morphology and Size of AA7075-MWCNTs Composites
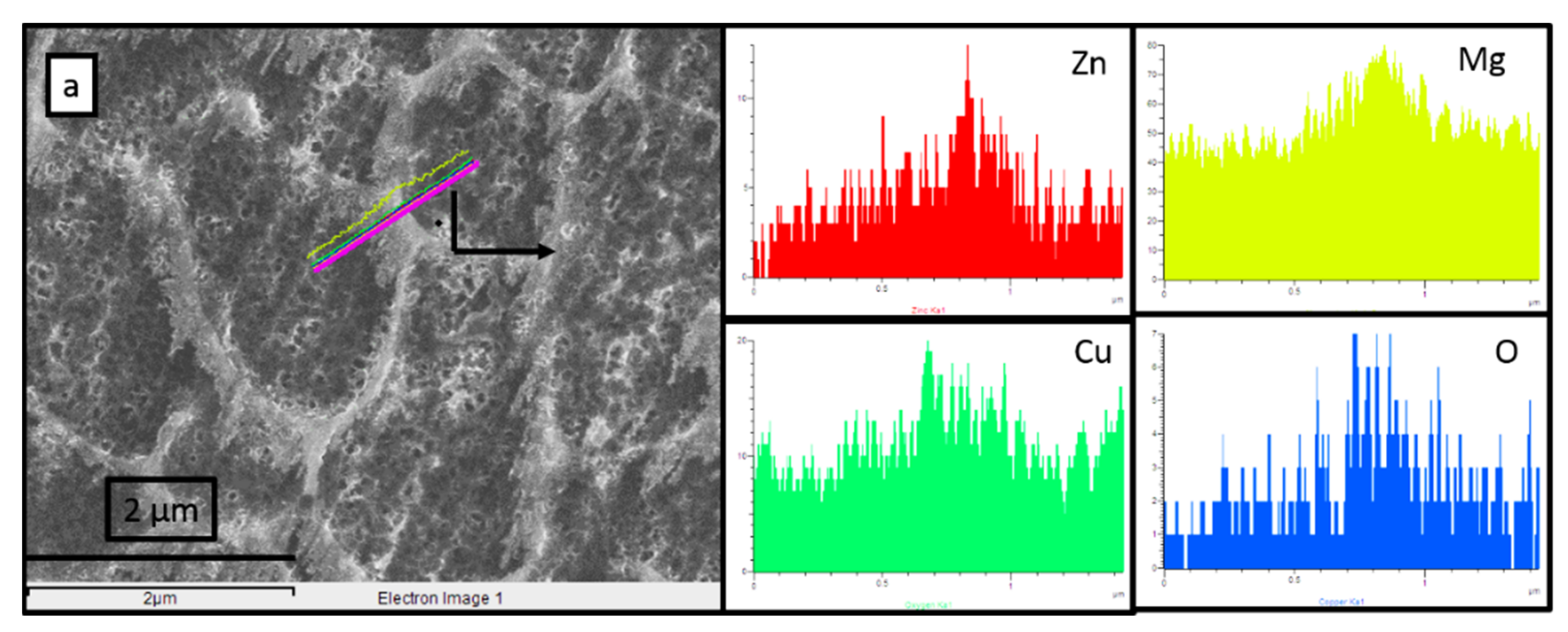
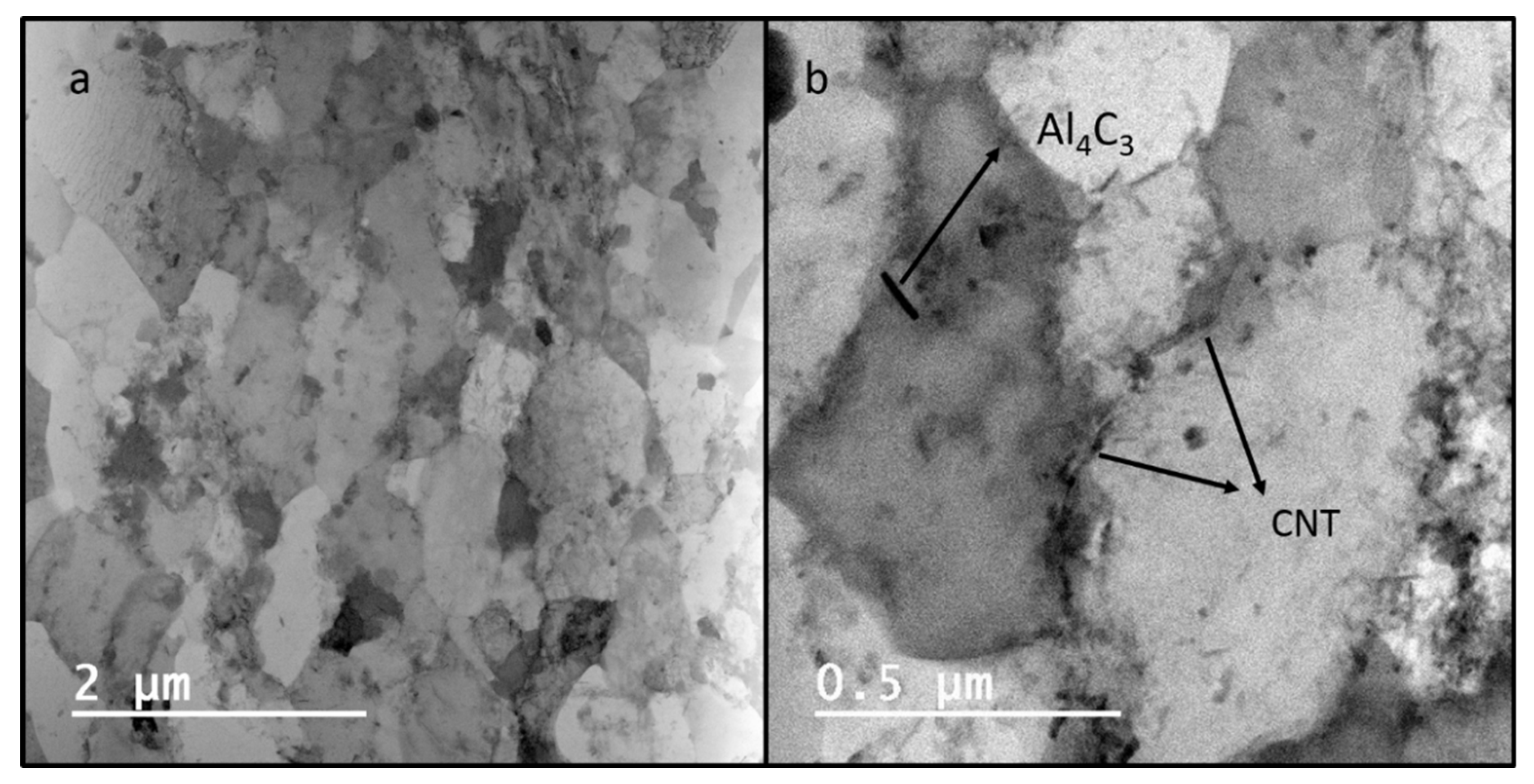
3.3. MWCNTs Dispersion in the Composite Powders
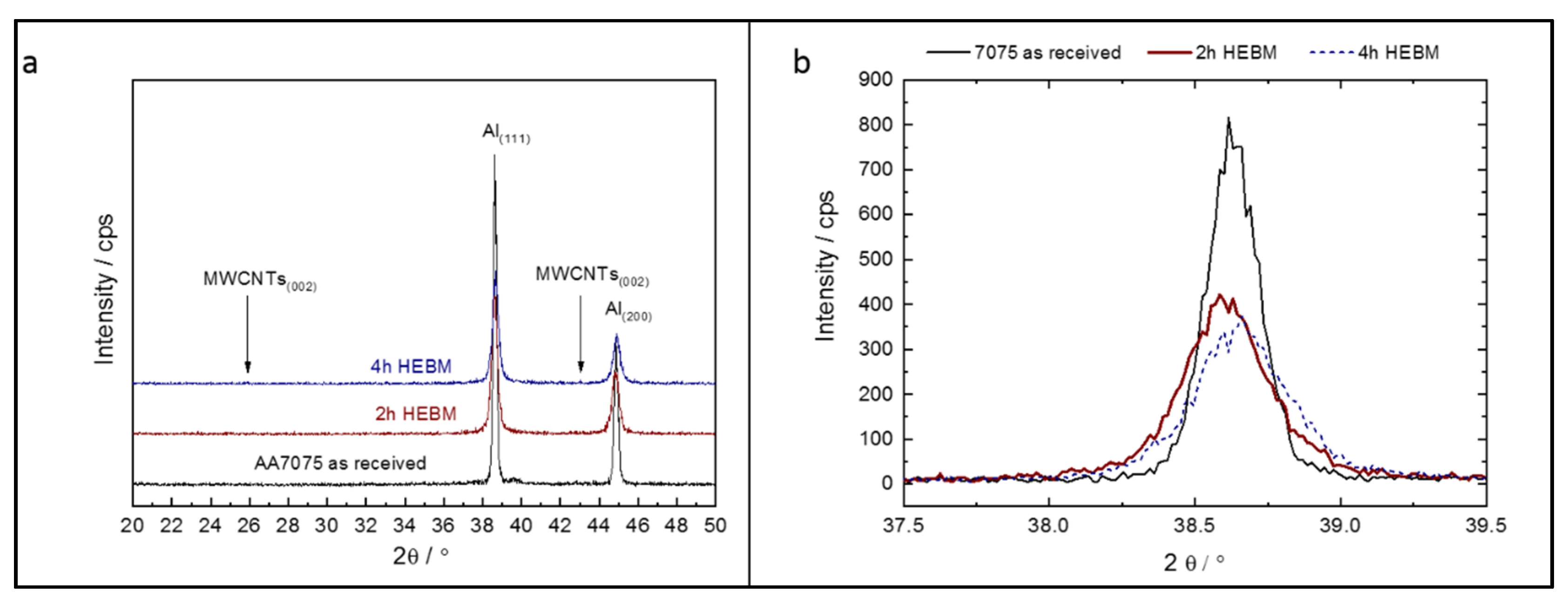
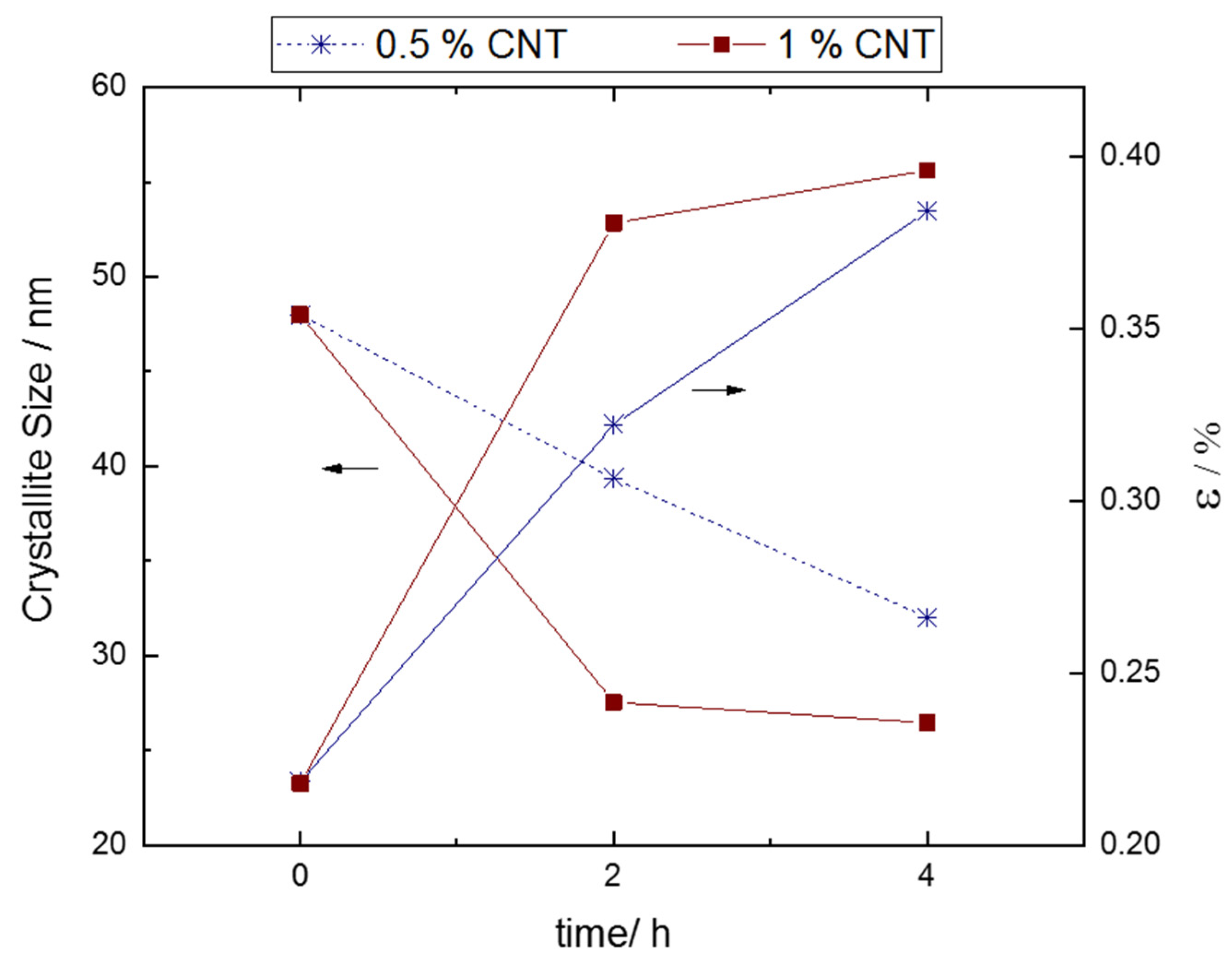
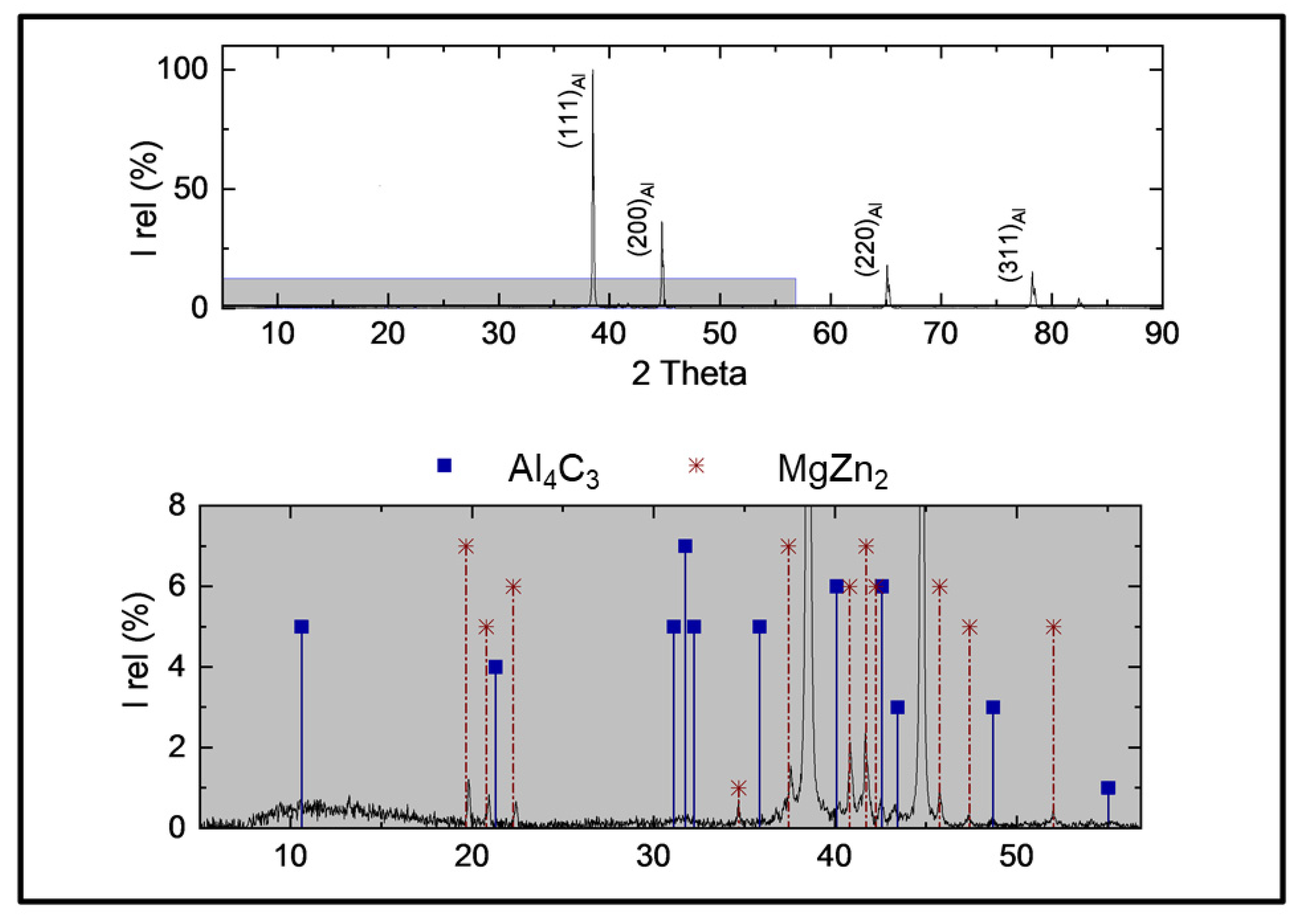
3.4. Effect of HEBM on Crystallite Size and Lattice Strain
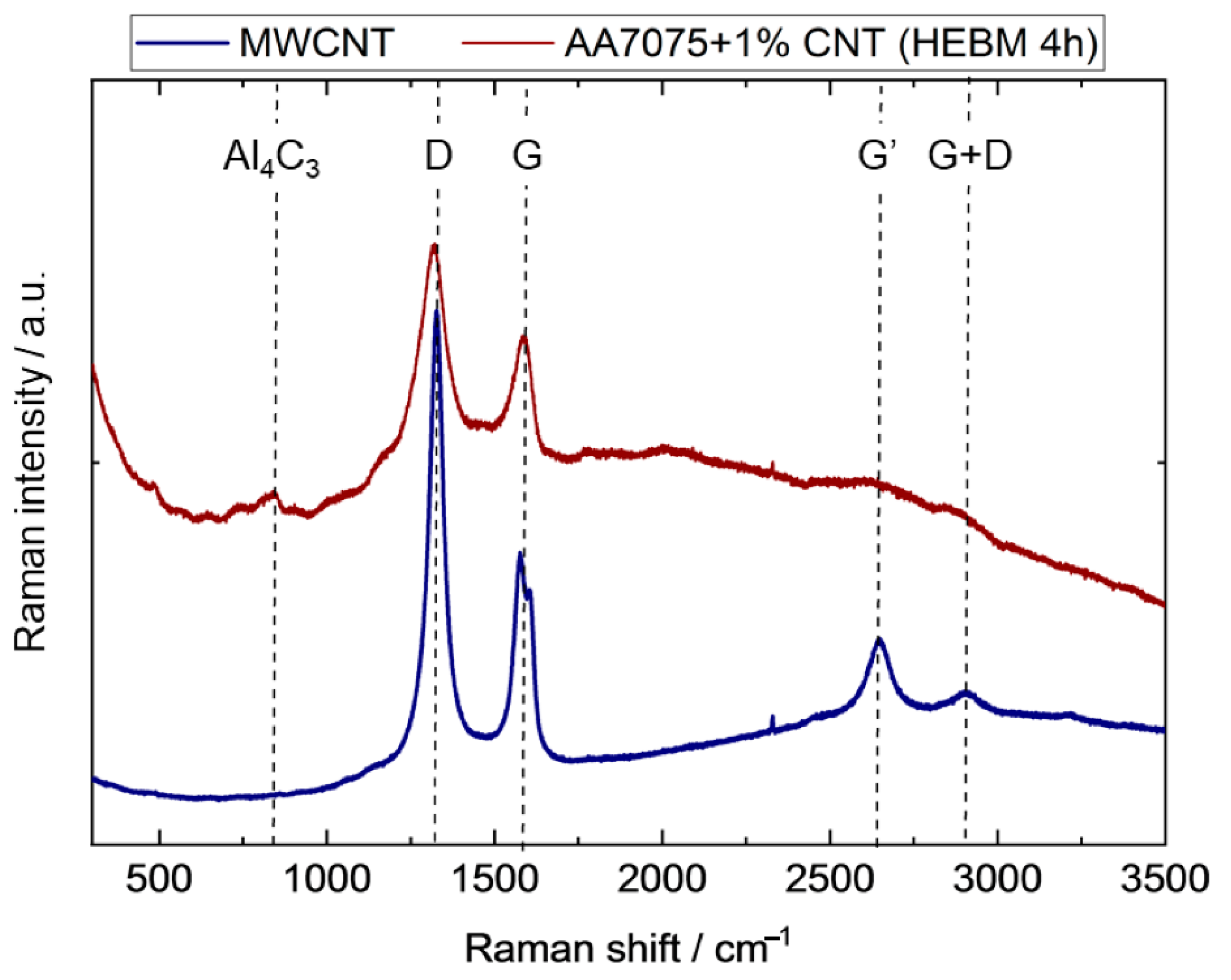
3.5. Effect of HEBM on the MWCNTs
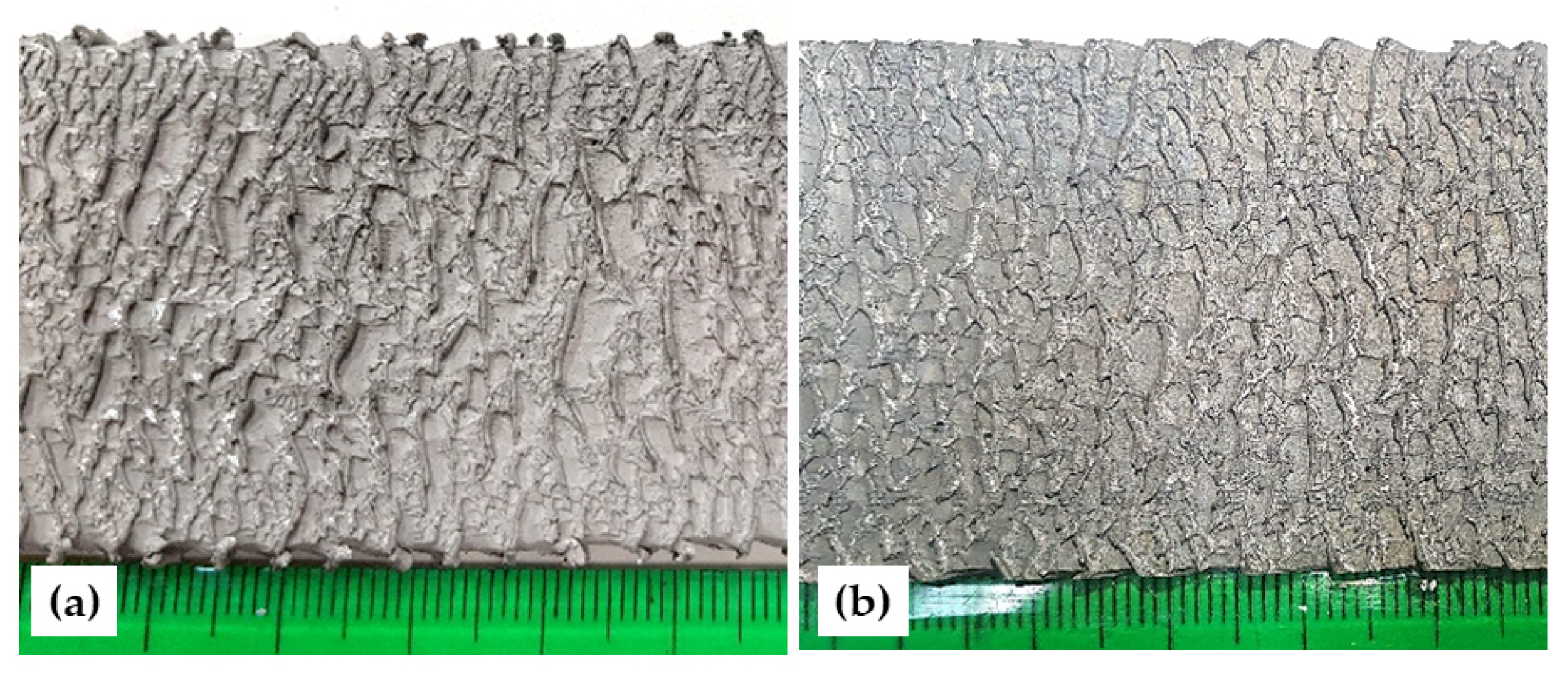
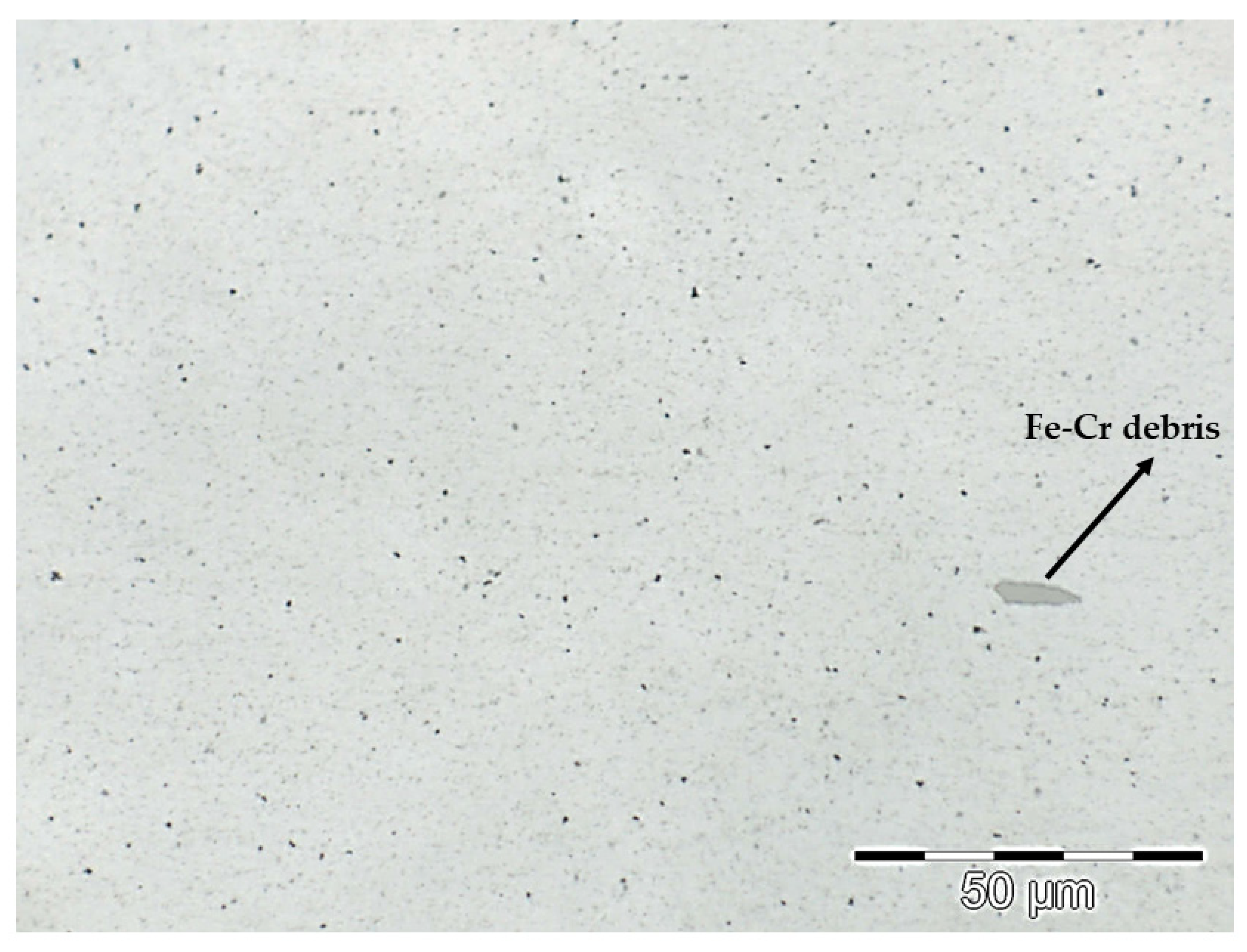
3.6. Characterization of the Extruded Profiles
3.7. Mechanical Properties of Composites
4. Conclusions
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Eatemadi, A.; Daraee, H.; Karimkhanloo, H.; Kouhi, M.; Zarghami, N.; Akbarzadeh, A.; Abasi, M.; Hanifehpour, Y.; Joo, S.W. Carbon nanotubes: Properties, synthesis, purification, and medical applications. Nanoscale Res. Lett. 2014, 9, 393. [Google Scholar] [CrossRef]
- Tjong, S.C. Structural and mechanical properties of polymer nanocomposites. Mater. Sci. Eng. R Rep. 2006, 53, 73–197. [Google Scholar] [CrossRef]
- Yu, M.-F.; Lourie, O.; Dyer, M.J.; Moloni, K.; Kelly, T.F.; Ruoff, R.S. Strength and Breaking Mechanism of Multiwalled Carbon Nanotubes Under Tensile Load. Science 2000, 287, 637–640. [Google Scholar] [CrossRef]
- Coleman, J.N.; Khan, U.; Gun’Ko, Y.K. Mechanical Reinforcement of Polymers Using Carbon Nanotubes. Adv. Mater. 2006, 18, 689–706. [Google Scholar] [CrossRef]
- Esawi, A.; Morsi, K. Dispersion of carbon nanotubes (CNTs) in aluminum powder. Compos. Part A Appl. Sci. Manuf. 2007, 38, 646–650. [Google Scholar] [CrossRef]
- Kim, K.T.; Cha, S.I.; Hong, S.H.; Hong, S.H. Microstructures and tensile behavior of carbon nanotube reinforced Cu matrix nanocomposites. Mater. Sci. Eng. A 2006, 430, 27–33. [Google Scholar] [CrossRef]
- Kuzumaki, T.; Miyazawa, K.; Ichinose, H.; Ito, K. Processing of Carbon Nanotube Reinforced Aluminum Composite. J. Mater. Res. 1998, 13, 2445–2449. [Google Scholar] [CrossRef]
- Kwon, H.; Estili, M.; Takagi, K.; Miyazaki, T.; Kawasaki, A. Combination of hot extrusion and spark plasma sintering for producing carbon nanotube reinforced aluminum matrix composites. Carbon 2009, 47, 570–577. [Google Scholar] [CrossRef]
- Noguchi, T.; Magario, A.; Fukazawa, S.; Shimizu, S.; Beppu, J.; Seki, M. Carbon Nanotube/Aluminium Composites with Uniform Dispersion. Mater. Trans. 2004, 45, 602–604. [Google Scholar] [CrossRef]
- Liao, J.; Tan, M.-J. A simple approach to prepare Al/CNT composite: Spread–Dispersion (SD) method. Mater. Lett. 2011, 65, 2742–2744. [Google Scholar] [CrossRef]
- Morsi, K.; Esawi, A.; Lanka, S.; Sayed, A.; Taher, M. Spark plasma extrusion (SPE) of ball-milled aluminum and carbon nanotube reinforced aluminum composite powders. Compos. Part A Appl. Sci. Manuf. 2010, 41, 322–326. [Google Scholar] [CrossRef]
- Esawi, A.; Morsi, K.; Sayed, A.; Taher, M.; Lanka, S. Effect of carbon nanotube (CNT) content on the mechanical properties of CNT-reinforced aluminium composites. Compos. Sci. Technol. 2010, 70, 2237–2241. [Google Scholar] [CrossRef]
- Liu, Z.; Xu, S.; Xiao, B.; Xue, P.; Wang, W.; Ma, Z. Effect of ball-milling time on mechanical properties of carbon nanotubes reinforced aluminum matrix composites. Compos. Part A Appl. Sci. Manuf. 2012, 43, 2161–2168. [Google Scholar] [CrossRef]
- Perez-Bustamante, R.; Gómez-Esparza, C.; Estrada-Guel, I.; Miki-Yoshida, M.; Licea-Jiménez, L.; Pérez-García, S.; Sánchez, R.M. Microstructural and mechanical characterization of Al–MWCNT composites produced by mechanical milling. Mater. Sci. Eng. A 2009, 502, 159–163. [Google Scholar] [CrossRef]
- Kwon, H.; Leparoux, M. Hot extruded carbon nanotube reinforced aluminum matrix composite materials. Nanotechnology 2012, 23, 415701. [Google Scholar] [CrossRef] [PubMed]
- Esawi, A.; Morsi, K.; Sayed, A.; Taher, M.; Lanka, S. The influence of carbon nanotube (CNT) morphology and diameter on the processing and properties of CNT-reinforced aluminium composites. Compos. Part A Appl. Sci. Manuf. 2011, 42, 234–243. [Google Scholar] [CrossRef]
- Choi, H.; Shin, J.; Bae, D. The effect of milling conditions on microstructures and mechanical properties of Al/MWCNT composites. Compos. Part A Appl. Sci. Manuf. 2012, 43, 1061–1072. [Google Scholar] [CrossRef]
- Esawi, A.M.; El Borady, M.A. Carbon nanotube-reinforced aluminium strips. Compos. Sci. Technol. 2008, 68, 486–492. [Google Scholar] [CrossRef]
- Xu, Z.Y.; Li, C.J.; Li, K.R.; Yi, J.H.; Tang, J.J.; Zhang, Q.X.; Liu, X.Q.; Bao, R.; Li, X. Carbon nanotube-reinforced aluminum matrix composites enhanced by grain refinement and in situ precipitation. J. Mater. Sci. 2019, 54, 8655–8664. [Google Scholar] [CrossRef]
- Ogawa, F.; Yamamoto, S.; Masuda, C. Strong, ductile, and thermally conductive carbon nanotube-reinforced aluminum matrix composites fabricated by ball-milling and hot extrusion of powders encapsulated in aluminum containers. Mater. Sci. Eng. A 2018, 711, 460–469. [Google Scholar] [CrossRef]
- Jagannatham, M.; Chandran, P.; Sankaran, S.; Haridoss, P.; Nayan, N.; Bakshi, S.R. Tensile properties of carbon nanotubes reinforced aluminum matrix composites: A review. Carbon 2020, 160, 14–44. [Google Scholar] [CrossRef]
- Uriza-Vega, E.; Carreño-Gallardo, C.; López-Meléndez, C.; Cuadros-Lugo, E.; Pérez-Bustamante, R.; Ledezma-Sillas, E.; Herrera-Ramirez, J.M. Mechanical Behavior of Multiwalled Carbon Nanotube Reinforced 7075 Aluminum Alloy Composites Prepared by Mechanical Milling and Hot Extrusion. Mater. Res. 2019, 22, 652. [Google Scholar] [CrossRef]
- Jagannatham, M.; Saravanan, M.S.S.; Sivaprasad, K.; Babu, S.P.K. Mechanical and Tribological Behavior of Multiwalled Carbon Nanotubes-Reinforced AA7075 Composites Prepared by Powder Metallurgy and Hot Extrusion. J. Mater. Eng. Perform. 2018, 27, 5675–5688. [Google Scholar] [CrossRef]
- Zhang, H.; Wang, B.; Zhang, Y.; Li, Y.; He, J. Influence of aging treatment on the microstructure and mechanical properties of CNTs/7075 Al composites. J. Alloys. Compd. 2020, 814, 152357. [Google Scholar] [CrossRef]
- Sun, G.; Liu, Z.; Chen, G. DISPERSION OF PRISTINE MULTI-WALLED CARBON NANOTUBES IN COMMON ORGANIC SOLVENTS. Nano 2010, 5, 103–109. [Google Scholar] [CrossRef]
- Cabeza, M.; Merino, P.; Rey, P.; Román, M. Development of a high wear resistance aluminium matrix nanoreinforced composite. Surf. Interface Anal. 2012, 44, 1005–1008. [Google Scholar] [CrossRef]
- Kim, Y.D.; Chung, J.Y.; Kim, J.; Jeon, H. Formation of nanocrystalline Fe–Co powders produced by mechanical alloying. Mater. Sci. Eng. A 2000, 291, 17–21. [Google Scholar] [CrossRef]
- Srinivasan, R.; Yogamalar, N.R.; Joseyphus, R.J.; Bose, A.C. Estimation of lattice strain, stress, energy density and crystallite size of the spherical yttrium oxide nanoparticles. Funct. Mater. Lett. 2009, 2, 131–134. [Google Scholar] [CrossRef]
- Alexander, L.; Klug, H.P. Determination of Crystallite Size with the X-Ray Spectrometer. J. Appl. Phys. 1950, 21, 137–142. [Google Scholar] [CrossRef]
- Molnárová, O.; Málek, P.; Lukáč, F.; Chráska, T. Spark Plasma Sintering of a Gas Atomized Al7075 Alloy: Microstructure and Properties. Materials 2016, 9, 1004. [Google Scholar] [CrossRef] [PubMed]
- Lehman, J.H.; Terrones, M.; Mansfield, E.; Hurst, K.E.; Meunier, V. Evaluating the characteristics of multiwall carbon nanotubes. Carbon 2011, 49, 2581–2602. [Google Scholar] [CrossRef]
- Suryanarayana, C. Mechanical alloying and milling. Prog. Mater. Sci. 2001, 46, 1–184. [Google Scholar] [CrossRef]
- Morsi, K.; Esawi, A. Effect of mechanical alloying time and carbon nanotube (CNT) content on the evolution of aluminum (Al)–CNT composite powders. J. Mater. Sci. 2007, 42, 4954–4959. [Google Scholar] [CrossRef]
- Liu, Z.; Xiao, B.; Wang, W.; Ma, Z. Modelling of carbon nanotube dispersion and strengthening mechanisms in Al matrix composites prepared by high energy ball milling-powder metallurgy method. Compos. Part A Appl. Sci. Manuf. 2017, 94, 189–198. [Google Scholar] [CrossRef]
- Esawi, A.; Morsi, K.; Sayed, A.; Gawad, A.A.; Borah, P. Fabrication and properties of dispersed carbon nanotube–aluminum composites. Mater. Sci. Eng. A 2009, 508, 167–173. [Google Scholar] [CrossRef]
- Choi, H.; Kwon, G.; Lee, G.; Bae, D. Reinforcement with carbon nanotubes in aluminum matrix composites. Scr. Mater. 2008, 59, 360–363. [Google Scholar] [CrossRef]
- Cullity, B. Elements of X-ray Diffraction; Adison–Wesley Publ: Boston, MA, USA, 1967. [Google Scholar]
- Mohammed, S.M.A.K.; Chen, D.L. Carbon Nanotube-Reinforced Aluminum Matrix Composites. Adv. Eng. Mater. 2020, 22, 1901176. [Google Scholar] [CrossRef]
- Travessa, D.N.; da Rocha, G.V.B.; Cardoso, K.R.; Lieblich, M. Carbon Nanotube-Reinforced Aluminum Matrix Composites Produced by High-Energy Ball Milling. J. Mater. Eng. Perform. 2017, 26, 2998–3006. [Google Scholar] [CrossRef]
- Basariya, M.R.; Srivastava, V.; Mukhopadhyay, N. Microstructural characteristics and mechanical properties of carbon nanotube reinforced aluminum alloy composites produced by ball milling. Mater. Des. 2014, 64, 542–549. [Google Scholar] [CrossRef]
- Toozandehjani, M.; Matori, K.A.; Ostovan, F.; Aziz, S.A.; Mamat, S. Effect of Milling Time on the Microstructure, Physical and Mechanical Properties of Al-Al2O3 Nanocomposite Synthesized by Ball Milling and Powder Metallurgy. Materials 2017, 10, 1232. [Google Scholar] [CrossRef]
- Cabeza, M.; Feijoo, I.; Merino, P.; Pena, G.; Pérez, M.C.; Cruz, S.; Rey, P. Effect of high energy ball milling on the morphology, microstructure and properties of nano-sized TiC particle-reinforced 6005A aluminium alloy matrix composite. Powder Technol. 2017, 321, 31–43. [Google Scholar] [CrossRef]
- Safari, J.; Akbari, G.; Shahbazkhan, A.; Chermahini, M.D. Microstructural and mechanical properties of Al–Mg/Al2O3 nanocomposite prepared by mechanical alloying. J. Alloys Compd. 2011, 509, 9419–9424. [Google Scholar] [CrossRef]
- Sun, Y.; Cui, H.; Gong, L.; Chen, J.; Shen, P.K.; Wang, C.X. Field nanoemitter: One-dimension Al4C3 ceramics. Nanoscale 2011, 3, 2978–2982. [Google Scholar] [CrossRef] [PubMed]
- Delhaes, P.; Couzi, M.; Trinquecoste, M.; Dentzer, J.; Hamidou, H.; Vix-Guterl, C. A comparison between Raman spectroscopy and surface characterizations of multiwall carbon nanotubes. Carbon 2006, 44, 3005–3013. [Google Scholar] [CrossRef]
- Maultzsch, J.; Reich, S.; Thomsen, C. Chirality-selective Raman scattering of theDmode in carbon nanotubes. Phys. Rev. B 2001, 64, 121407. [Google Scholar] [CrossRef]
- Datsyuk, V.; Kalyva, M.; Papagelis, K.; Parthenios, J.; Tasis, D.; Siokou, A.; Kallitsis, I.; Galiotis, C. Chemical oxidation of multiwalled carbon nanotubes. Carbon 2008, 46, 833–840. [Google Scholar] [CrossRef]
- Perez-Bustamante, R.; González-Ibarra, M.; González-Cantú, J.; Estrada-Guel, I.; Herrera-Ramirez, J.; Miki-Yoshida, M.; Martínez-Sánchez, R. AA2024–CNTs composites by milling process after T6-temper condition. J. Alloys Compd. 2012, 536, S17–S20. [Google Scholar] [CrossRef]
- Poirier, D.; Gauvin, R.; Drew, R.A. Structural characterization of a mechanically milled carbon nanotube/aluminum mixture. Compos. Part A Appl. Sci. Manuf. 2009, 40, 1482–1489. [Google Scholar] [CrossRef]
- Zdrojek, M.; Gebicki, W.; Jastrzebski, C.; Melin, T.; Huczko, A. Studies of Multiwall Carbon Nanotubes Using Raman Spectroscopy and Atomic Force Microscopy. Solid State Phenom. 2004, 99–100, 265–268. [Google Scholar] [CrossRef]
- Joshi, A.; Shastry, C.R.; Levy, M. Effect of Heat Treatment on Solute Concentration at Grain Boundaries in 7075 Aluminum Alloy. Metall. Mater. Trans. A 1981, 12, 1081–1088. [Google Scholar] [CrossRef]
- Eivani, A.R. Microstructural Evolution During the Homogenization of Al-Zn-Mg Aluminum Alloys In Recent Trends in Pro-cessing and Degradation of Aluminium Alloys; Ahmad, Z., Ed.; IntechOpen: Rijeka, Croatia, 2012; pp. 477–516. [Google Scholar]
- Chen, J.M.; Sun, T.S.; Viswanadham, R.K.; Green, J.A.S. Grain boundary segregation of an Al-Zn-Mg ternary alloy. Met. Mater. Trans. A 1977, 8, 1935–1940. [Google Scholar] [CrossRef]
- Ngernbamrung, S.; Suzuki, Y.; Takatsuji, N.; Dohda, K. Investigation of surface cracking of hot-extruded AA7075 billet. Procedia Manuf. 2018, 15, 217–224. [Google Scholar] [CrossRef]
- Zhao, K.; Liu, Z.-Y.; Xiao, B.-L.; Ni, D.-R.; Ma, Z.-Y. Origin of Insignificant Strengthening Effect of CNTs in T6-Treated CNT/6061Al Composites. Acta Metall. Sin. (Engl. Lett.) 2017, 31, 134–142. [Google Scholar] [CrossRef]
- George, R.; Kashyap, K.; Rahul, R.; Yamdagni, S. Strengthening in carbon nanotube/aluminium (CNT/Al) composites. Scr. Mater. 2005, 53, 1159–1163. [Google Scholar] [CrossRef]
- Chen, B.; Shen, J.; Ye, X.; Jia, L.; Li, S.; Umeda, J.; Takahashi, M.; Kondoh, K. Length effect of carbon nanotubes on the strengthening mechanisms in metal matrix composites. Acta Mater. 2017, 140, 317–325. [Google Scholar] [CrossRef]

















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Elemental Concentrations (weight %) | ||||||||
|---|---|---|---|---|---|---|---|---|
| Zn | Mg | Cu | Cr | Si | Mn | Ti | Fe | Al |
| 5.5 | 2.6 | 1.5 | 0.26 | 0.11 | <0.01 | <0.01 | 0.08 | Bal. |
| Powder Sample | Peak Position (cm−1) | ID/IG | |
|---|---|---|---|
| D Band | G Band | Radio | |
| MWCNTs | 1327 | 1576 | 1.8 |
| 7075-1 wt.% MWCNT | 1323 | 1583 | 2.6 |
| Composite Samples | Hardness | Tensile Yield Strength | Tensile Strength | Elongation |
|---|---|---|---|---|
| HV0.2 | σ0.2 (MPa) | σ (MPa) | (%) | |
| 7075-O | 68 | 103 | 228 | 16 |
| 7075-T6 | 175 | 480 | 560 | 7.9 |
| 7075-0.5 wt.% MWCNTs | 123 | 377 | 436 | 10 |
| 7075-1 wt.% MWCNTs | 129 | 362 | 415 | 2 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Feijoo, I.; Pena, G.; Cabeza, M.; Cristóbal, M.J.; Rey, P. MWCNT-Reinforced AA7075 Composites: Effect of Reinforcement Percentage on Mechanical Properties. Metals 2021, 11, 969. https://doi.org/10.3390/met11060969
Feijoo I, Pena G, Cabeza M, Cristóbal MJ, Rey P. MWCNT-Reinforced AA7075 Composites: Effect of Reinforcement Percentage on Mechanical Properties. Metals. 2021; 11(6):969. https://doi.org/10.3390/met11060969
Chicago/Turabian StyleFeijoo, Iria, Gloria Pena, Marta Cabeza, M. Julia Cristóbal, and Pilar Rey. 2021. "MWCNT-Reinforced AA7075 Composites: Effect of Reinforcement Percentage on Mechanical Properties" Metals 11, no. 6: 969. https://doi.org/10.3390/met11060969
APA StyleFeijoo, I., Pena, G., Cabeza, M., Cristóbal, M. J., & Rey, P. (2021). MWCNT-Reinforced AA7075 Composites: Effect of Reinforcement Percentage on Mechanical Properties. Metals, 11(6), 969. https://doi.org/10.3390/met11060969