
Deformation Characteristics and Microstructure Analysis of Aluminum Alloy Component with Complex Shape by Cold Orbital Forming


Abstract
1. Introduction
2. Materials and Methods
2.1. Materials
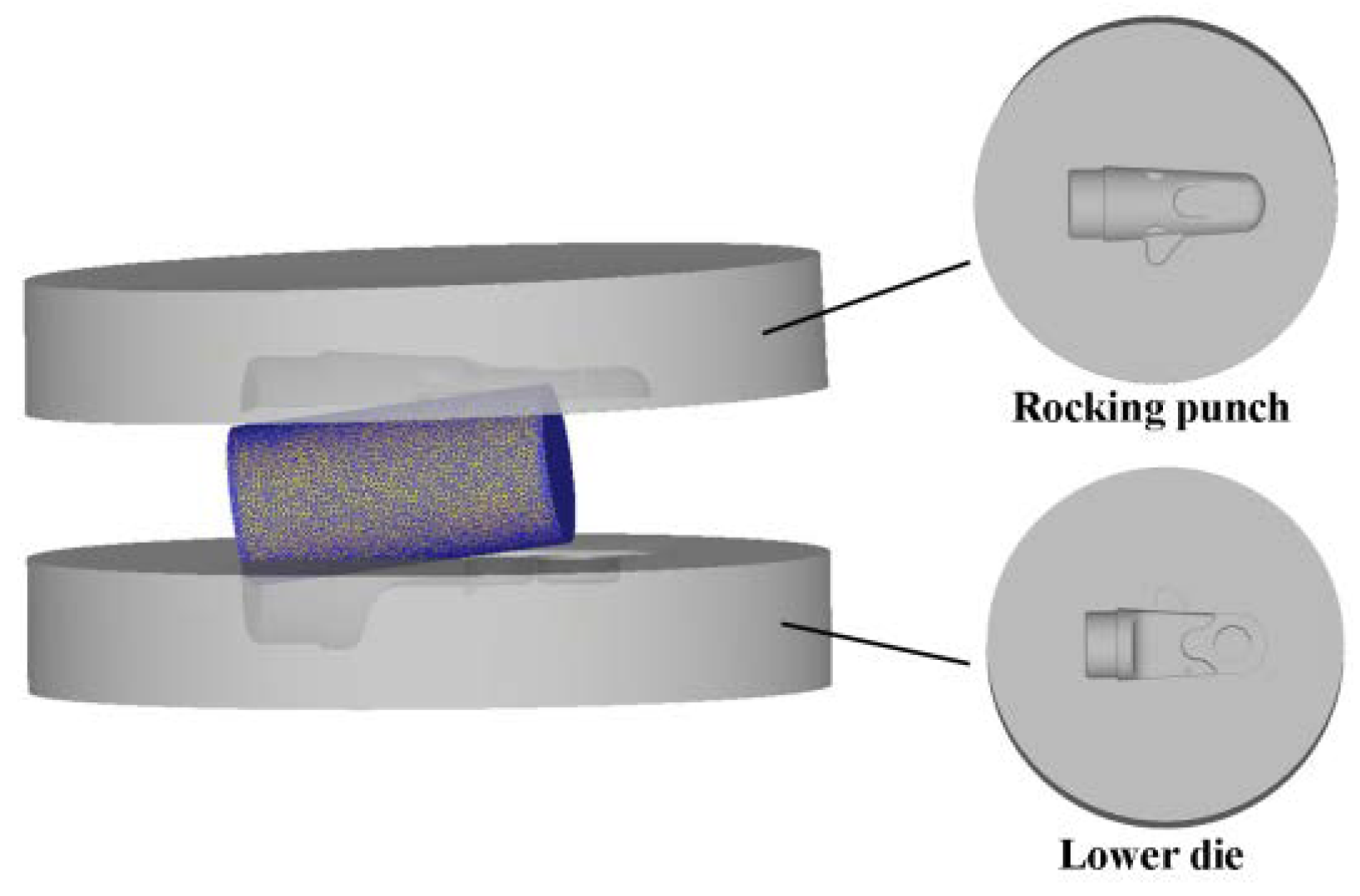
2.2. Cold Orbital Forming Scheme of Aluminum Alloy Compoent with Complex Shape
2.3. Establishment of FE Models
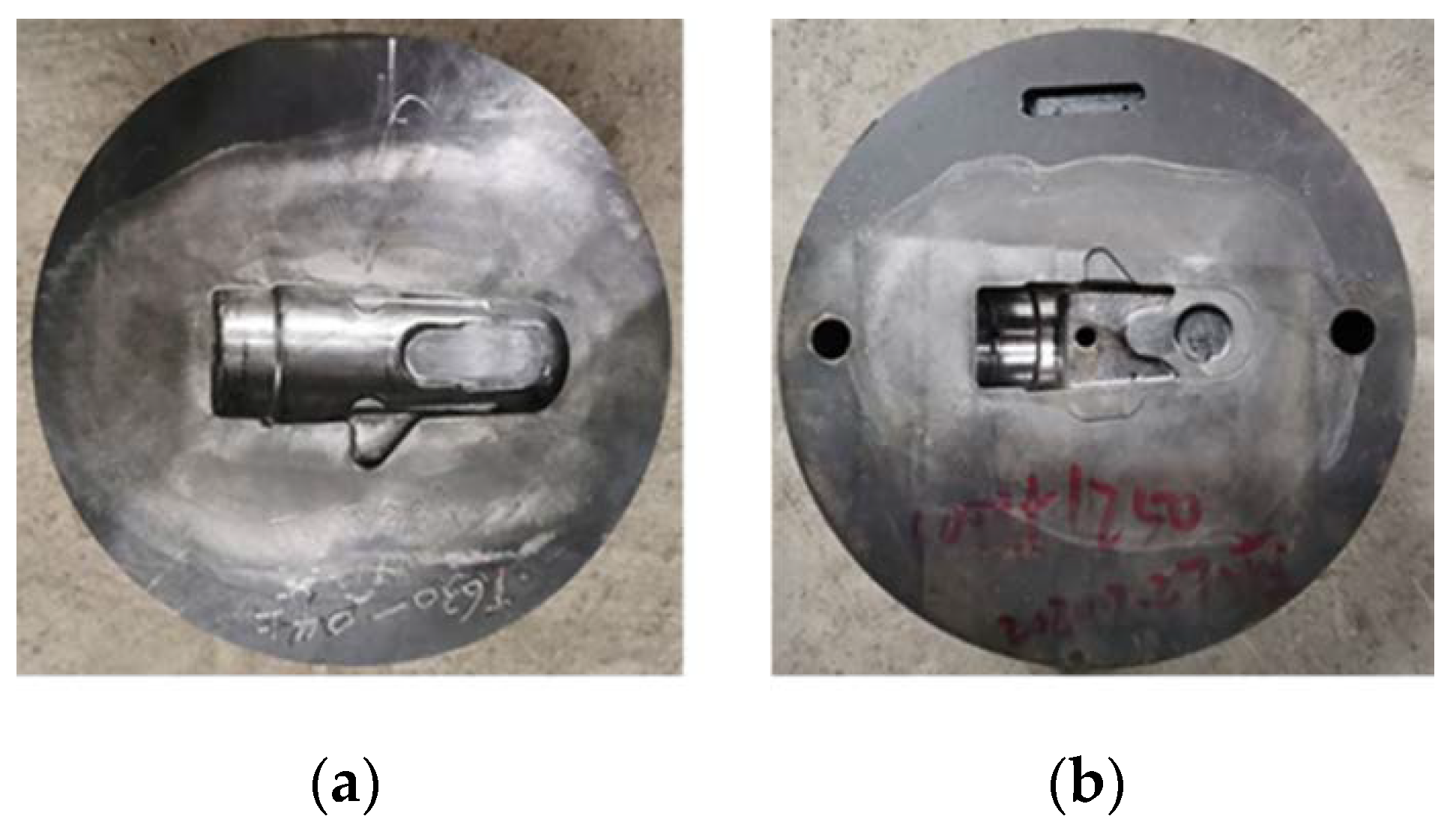
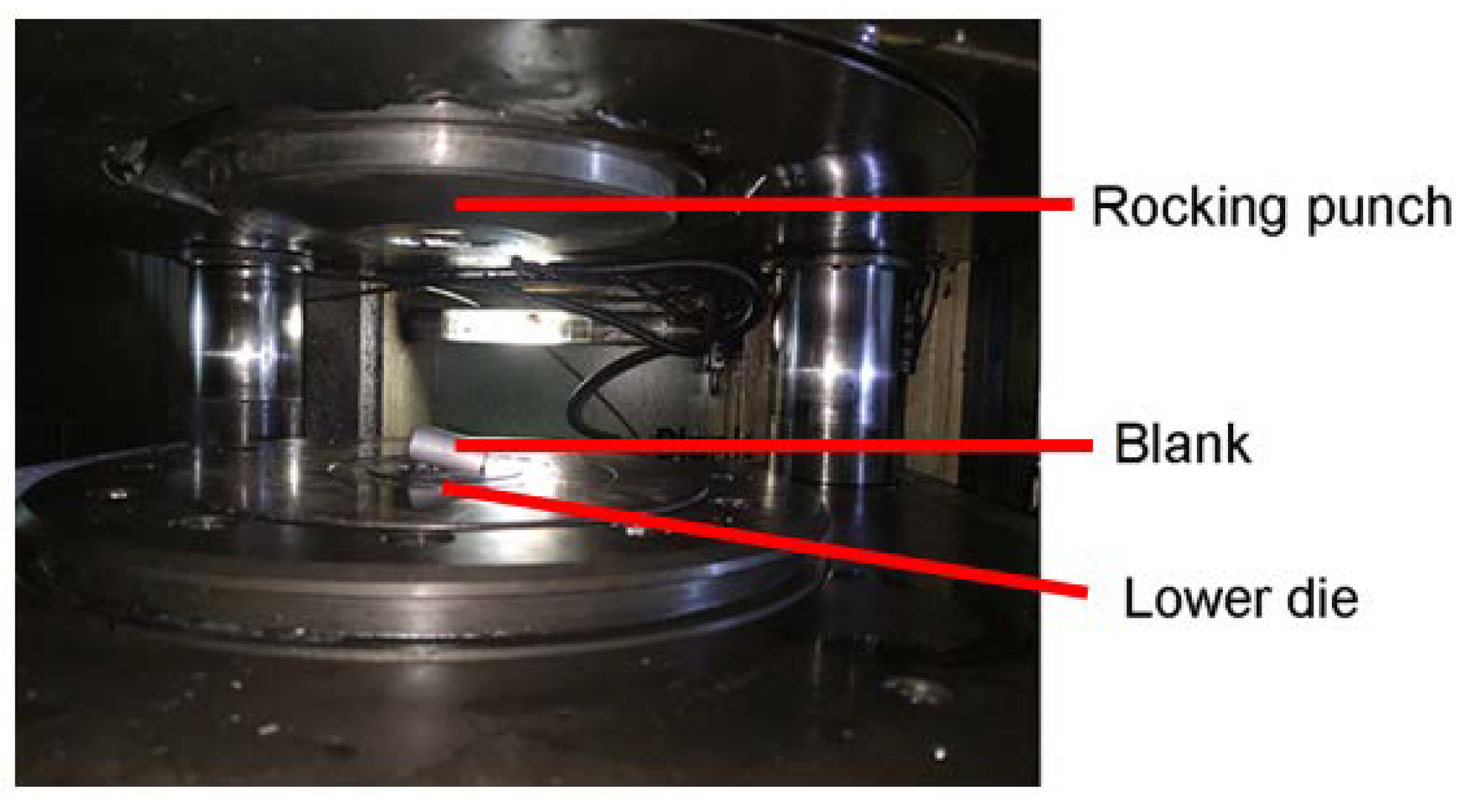
2.4. Cold Orbital Forming Experiment
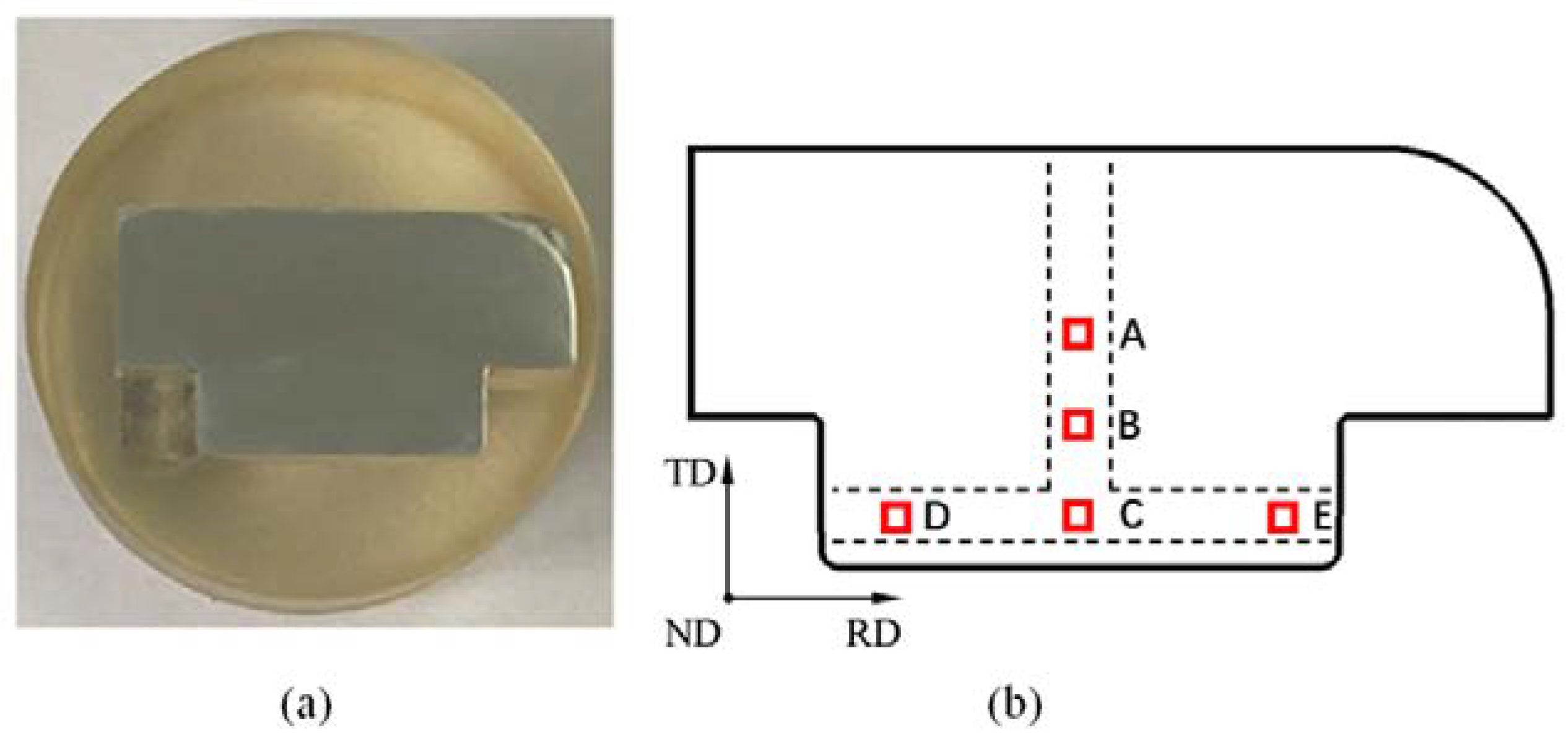
2.5. Analysis of Microstructure
3. Results and Discussions
3.1. FE Simulation Analysis
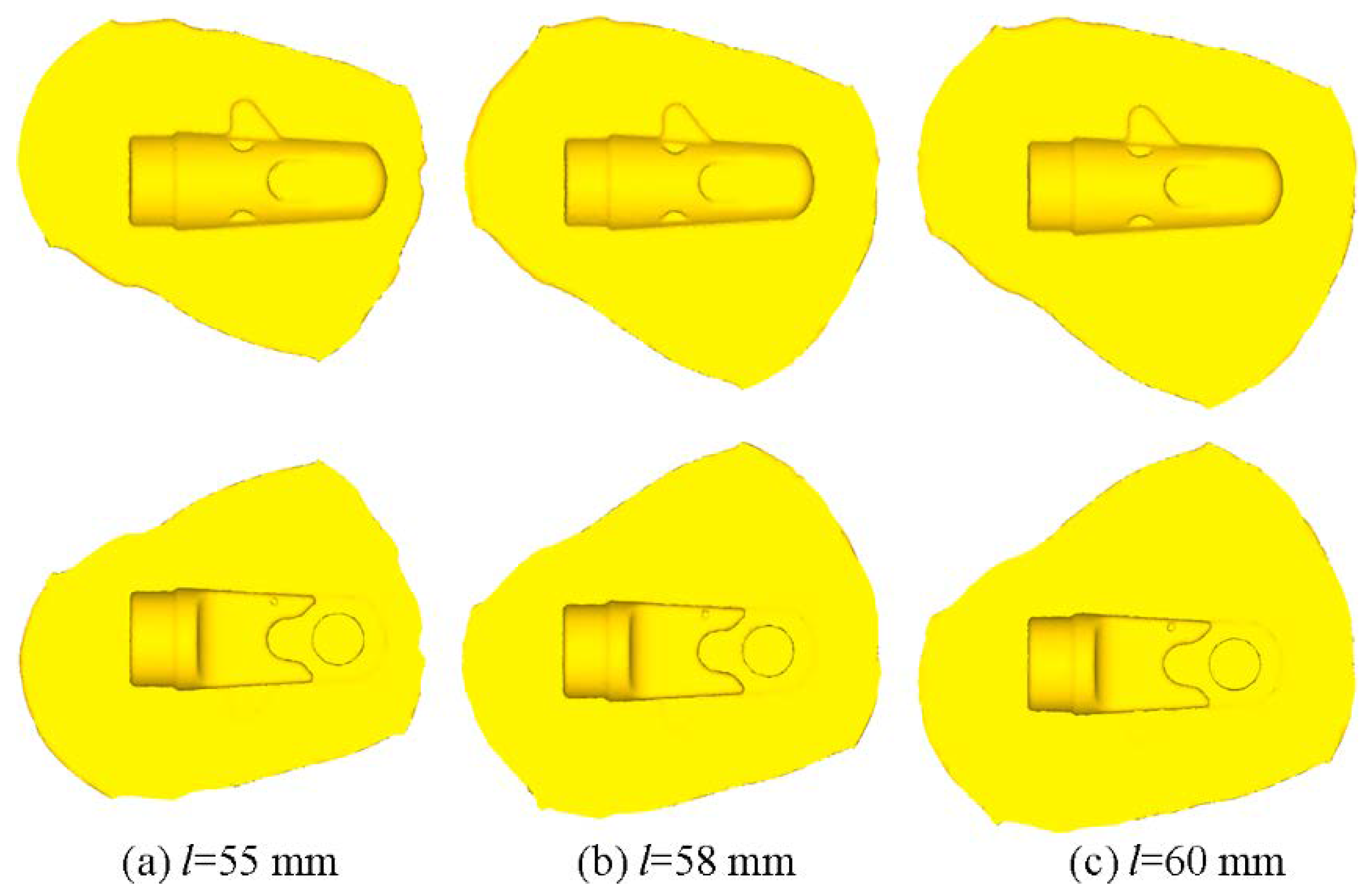
3.1.1. Forming Shape
3.1.2. Distribution of the Effective Strain
3.1.3. Distribution of the Velocity Field
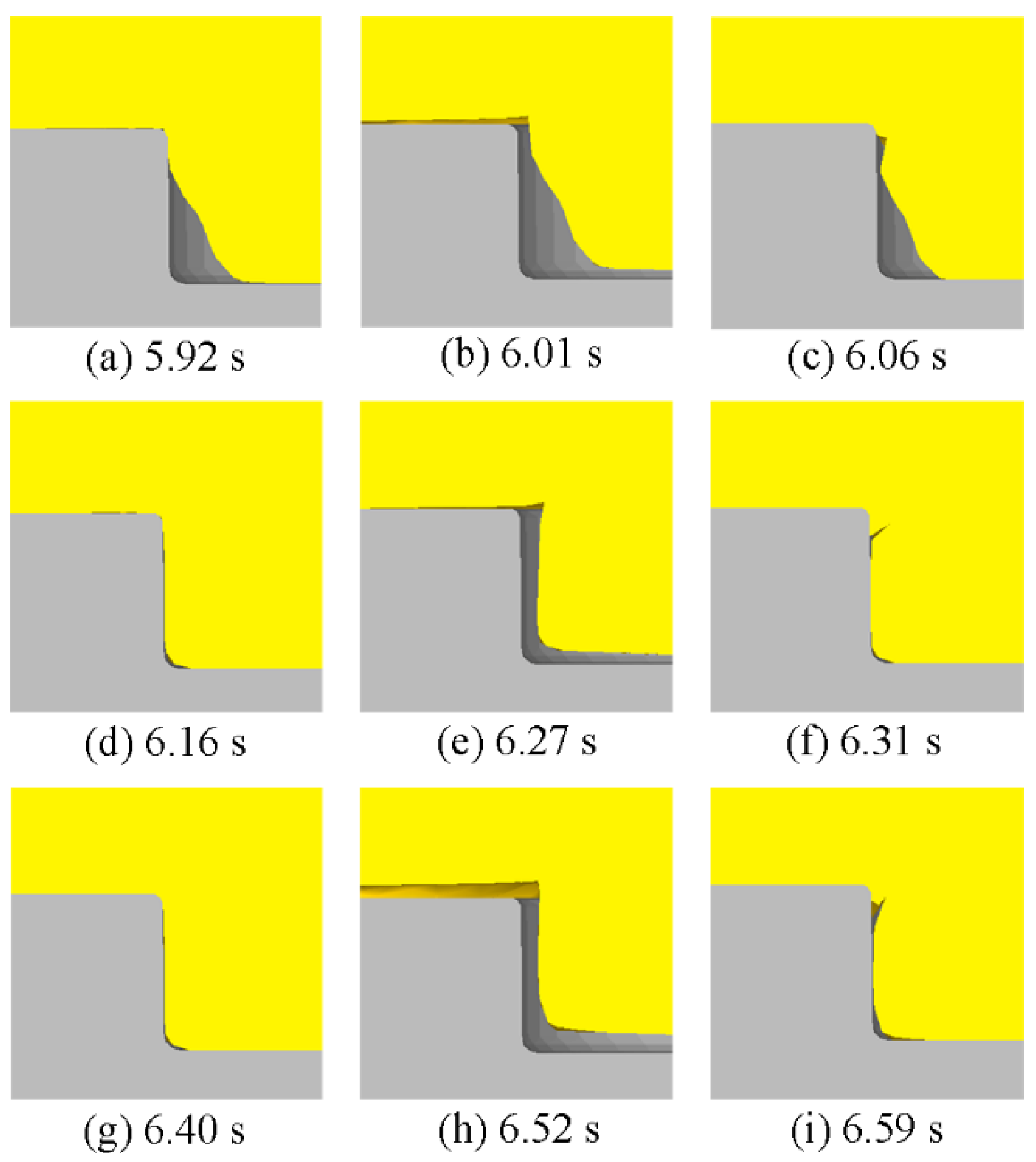
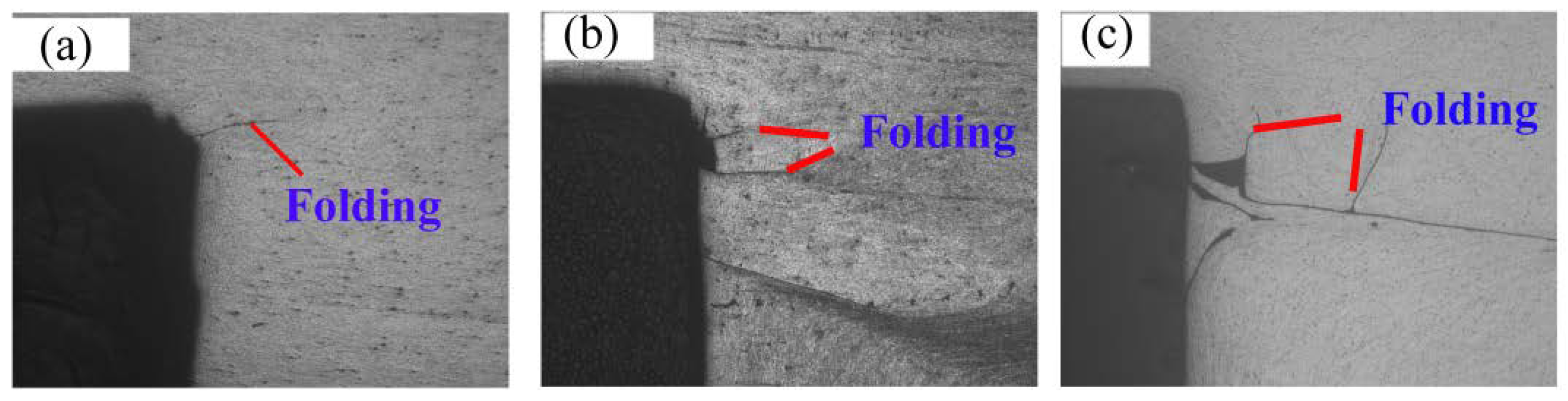
3.1.4. Folding Defect Analysis
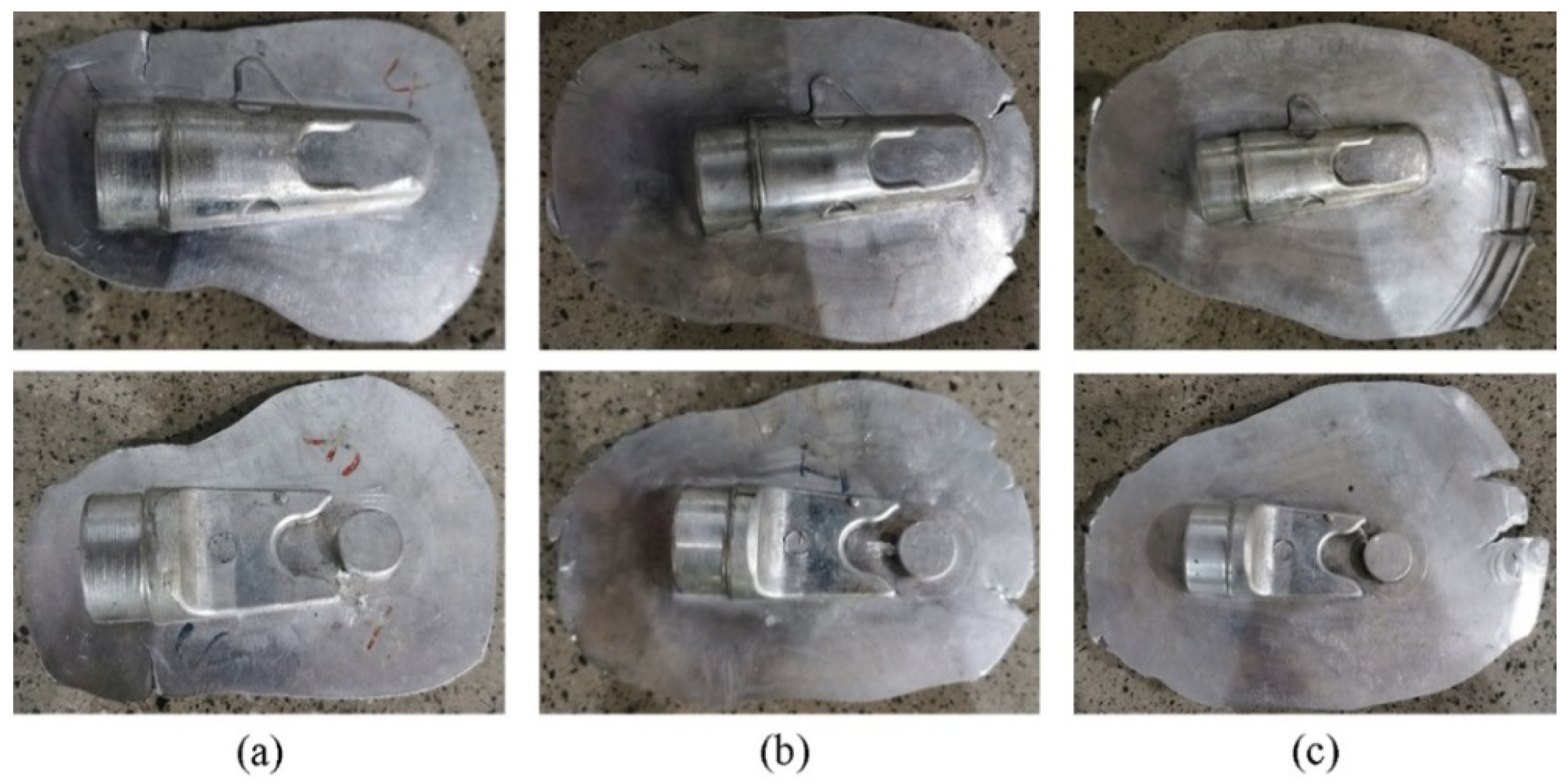
3.2. Experimental Results Analysis
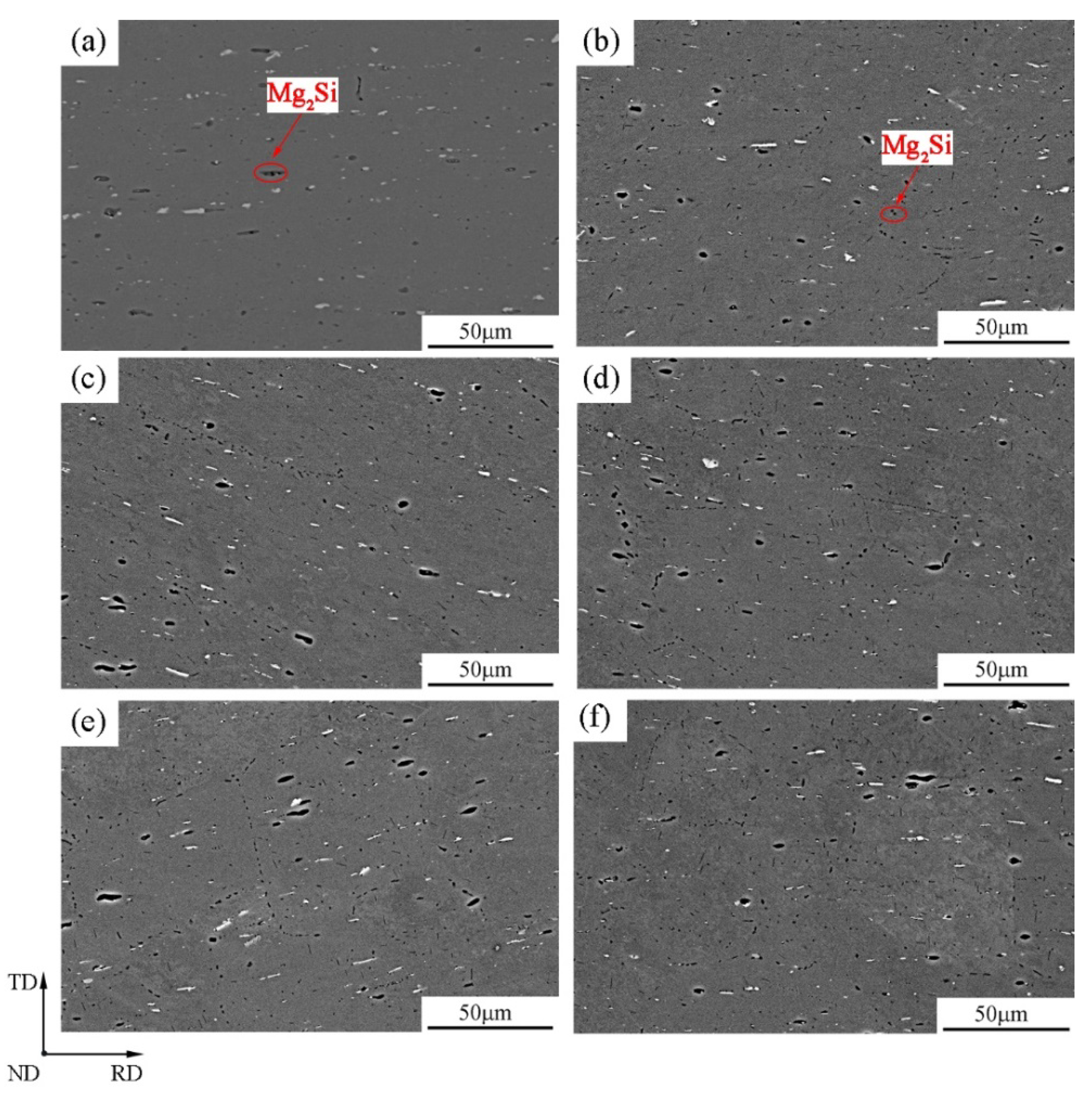
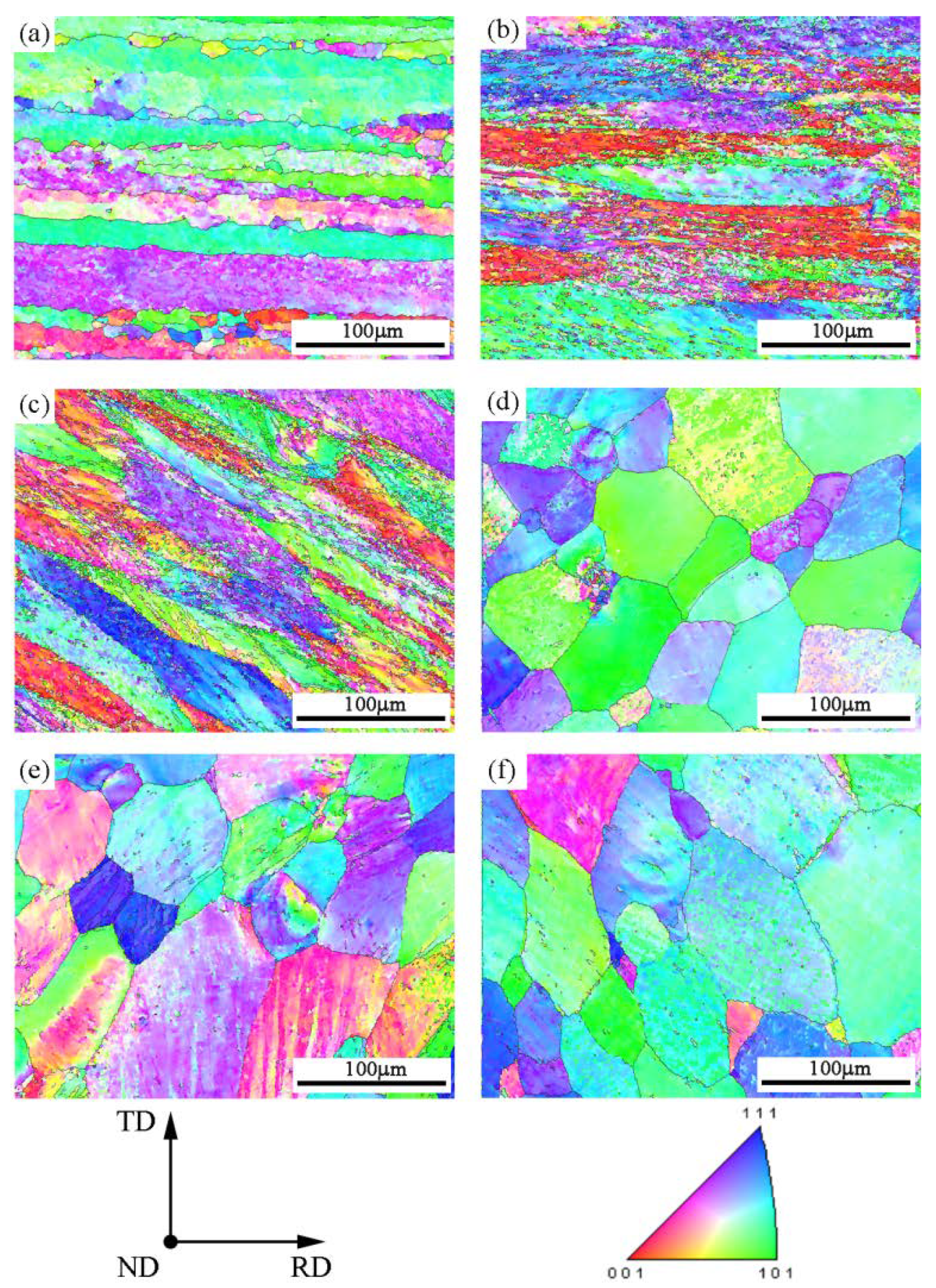
3.3. Microstructure Analysis
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Han, X.H.; Hua, L. Comparison between cold rotary forging and conventional forging. J. Mech. Sci. Technol. 2009, 23, 2668–2678. [Google Scholar] [CrossRef]
- Plettke, R.; Opel, S. Investigations on orbital forming of sheet metals to manufacture tailored blanks with a defined sheet thickness variation. Adv. Mater. Res. 2013, 769, 157–164. [Google Scholar] [CrossRef]
- Standring, P.M. Characteristics of rotary forging as an advanced manufacturing tool. Proc. Inst. Mech. Eng. Part B. 2001, 215, 935–945. [Google Scholar] [CrossRef]
- Gu, Z.Q.; Chen, M.Z.; Wang, C.Y.; Zhuang, W.H. Static and Dynamic Analysis of a 6300 KN Cold Orbital Forging Machine. Processes 2021, 9, 7. [Google Scholar] [CrossRef]
- Feng, W.C.; Yao, W.G.; Jiang, P. Influence of eccentricity on movements of orbital head with double eccentric structure in orbital forging. Procedia Eng. 2014, 81, 2348–2354. [Google Scholar] [CrossRef]
- Loyda, A.; Reyes, L.A.; Hernández-Muñoz, G.M.; García-Castillo, F.A.; Zambrano-Robledo, P. Influence of the incremental deformation during rotary forging on the microstructure behaviour of a nickel-based superalloy. Int. J. Adv. Manuf. Technol. 2018, 97, 2383–2396. [Google Scholar] [CrossRef]
- Hetzel, A.; Merklein, M.; Lechner, M. Enhancement of the forming limits for orbital formed tailored blanks by local short-term heat treatment. Procedia Manuf. 2020, 47, 1197–1202. [Google Scholar] [CrossRef]
- Grosman, F.; Madej, Ł.; Ziółkiewicz, S.; Nowak, J. Experimental and numerical investigation on development of new incremental forming process. J. Mater. Process. Technol. 2012, 212, 2200–2209. [Google Scholar] [CrossRef]
- Samolyk, G. Investigation of the cold orbital forging process of an AlMgSi alloy bevel gear. J. Mater. Process. Technol. 2013, 213, 1692–1702. [Google Scholar] [CrossRef]
- Sheu, J.J.; Yu, C.H. The die failure prediction and prevention of the orbital forging process. J. Mater. Process. Technol. 2008, 201, 9–13. [Google Scholar] [CrossRef]
- Qin, X.P. Modelling and simulation of contact force in cold rotary forging. J. Cent. South Univ. 2014, 21, 35–42. [Google Scholar] [CrossRef]
- Zhuang, W.H.; Dong, L.Y. Effect of key factors on cold orbital forging of a spur bevel gear. J. Cent. South Univ. 2016, 23, 77–85. [Google Scholar] [CrossRef]
- Jiang, S. Microstructure and texture of Ti-6Al-4V alloy deformed by rotary forging at elevated temperatures. Int. J. Mater. Res. 2020, 10, 807–813. [Google Scholar] [CrossRef]
- Han, X.; Hua, L. 3D FE modelling of contact pressure response in cold rotary forging. Tribol. Int. 2013, 57, 115–123. [Google Scholar] [CrossRef]
- Han, X.; Hua, L.; Zhuang, W.; Zhang, X. Process design and control in cold rotary forging of non-rotary gear parts. J. Mater. Process. Technol. 2014, 214, 2402–2416. [Google Scholar] [CrossRef]
- Han, X.; Hu, Y.; Hua, L. A novel cold rotary forging method of producing multiple racks using one set of punch. J. Manuf. Sci. Eng. 2018, 140, 081006. [Google Scholar] [CrossRef]
- Han, X.; Hu, Y.; Hua, L. Cold orbital forging of gear rack. Int. J. Mech. Sci. 2016, 117, 227–242. [Google Scholar] [CrossRef]
- Han, X.; Zhang, X.; Hua, L. Calculation method for rocking die motion track in cold orbital forging. J. Manuf. Sci. Eng. 2015, 138, 014501. [Google Scholar] [CrossRef]
- Han, X.; Jin, Q.; Hua, L. Research on cold orbital forming of complex sheet metal of aluminum alloy. J. Manuf. Sci. Eng. 2017, 139, 1–9. [Google Scholar] [CrossRef]
- Milutinović, M.; Baloš, S.; Plančak, M.; Movrin, D. Comparison of some mechanical properties and micro-topography of a.component with non-axisymmetric geometry manufactured by cold orbital and hot forging. J. Mater. Process. Technol. 2017, 249, 179–192. [Google Scholar] [CrossRef]
- Cho, H.J.; Koo, J.S. Orbital forming simulation of automotive hub bearing using the explicit finite element method. Int. J. Mod. Phys. B 2008, 22, 1626–1633. [Google Scholar] [CrossRef]
- Xiong, W.; Wang, Y.; Li, X.P.; Mei, S.; Tian, Z.X. Study on the forming process and deformation behavior of inner ring in the wheel hub bearing based on riveting assembly. J. Mater. 2019, 12, 3785. [Google Scholar] [CrossRef] [PubMed]
- Di Bella, G.; Borsellino, C.; Calabrese, L.; Proverbio, E. Durability of orbital riveted steel/aluminium joints in salt spray environment. J. Manuf. Process. 2018, 35, 254–260. [Google Scholar] [CrossRef]
- Presz, W. Ultrasonic orbital microforming—A new possibility in the forming of microparts. Metals 2018, 8, 889. [Google Scholar] [CrossRef]
- Presz, W. Material flow in ultrasonic orbital microforming. Metals 2019, 9, 475. [Google Scholar] [CrossRef]
- Xin, X.; Gabriela, V.; Pereira, A.B.; Pan, J.Y.; Liao, J. Assessment of Metal Flow Balance in Multi-Output Porthole Hot Extrusion of AA6060 Thin-Walled Profile. Metals 2018, 8, 462. [Google Scholar] [CrossRef]
- Chu, G.; Sun, L.; Wang, G.; Fan, Z.G.; Li, H. Axial hydro-forging sequence for variable-diameter tube of 6063 aluminum alloy. J. Mater. Process. Technol. 2019, 272, 87–99. [Google Scholar] [CrossRef]
- Feng, X.Y.; Hu, L.X.; Sun, Y.; Liu, Z.Y. Numerical simulation for isothermal forging of cup-shaped component of 6A02 Aluminum alloy. Procedia Manuf. 2019, 37, 478–485. [Google Scholar] [CrossRef]
- Shan, D.B.; Zhang, Y.Q.; Wang, Y.; Xu, F.C.; Xu, W.C.; Lv, Y. Defect analysis of complex-shape aluminum alloy forging. Trans. Nonferrous Met. Soc. China 2006, 16, 1574–1579. [Google Scholar]
- Chakrabarti, D.J.; Laughlin, D.E. Phase relations and precipitation in Al-Mg-Si alloys with Cu additions. Prog. Mater. Sci. 2004, 49, 389–410. [Google Scholar] [CrossRef]
- Zupanič, F.; Steinacher, M.; Žist, S.; Bončina, T. Microstructure and Properties of a Novel Al-Mg-Si Alloy AA 6086. Metals 2021, 11, 368. [Google Scholar] [CrossRef]



















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Parameters | Values |
|---|---|
| Diameter of blank (mm) | 30 |
| Length of blank (mm) | 55, 58, 60 |
| Tilted angle of rocking punch (deg) | 1.5 |
| Rotational speed of rocking punch (rad/s) | 25.12 |
| Feed rate of the lower die (mm/s) | 4 |
| Friction coefficient between punches and blank | 0.2 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Feng, W.; Jin, C.; Deng, J.; Zhuang, W. Deformation Characteristics and Microstructure Analysis of Aluminum Alloy Component with Complex Shape by Cold Orbital Forming. Metals 2021, 11, 808. https://doi.org/10.3390/met11050808
Feng W, Jin C, Deng J, Zhuang W. Deformation Characteristics and Microstructure Analysis of Aluminum Alloy Component with Complex Shape by Cold Orbital Forming. Metals. 2021; 11(5):808. https://doi.org/10.3390/met11050808
Chicago/Turabian StyleFeng, Wei, Chaoyi Jin, Jiadong Deng, and Wuhao Zhuang. 2021. "Deformation Characteristics and Microstructure Analysis of Aluminum Alloy Component with Complex Shape by Cold Orbital Forming" Metals 11, no. 5: 808. https://doi.org/10.3390/met11050808
APA StyleFeng, W., Jin, C., Deng, J., & Zhuang, W. (2021). Deformation Characteristics and Microstructure Analysis of Aluminum Alloy Component with Complex Shape by Cold Orbital Forming. Metals, 11(5), 808. https://doi.org/10.3390/met11050808