
Grain Size Evolution and Mechanical Properties of Nb, V–Nb, and Ti–Nb Boron Type S1100QL Steels



Abstract
1. Introduction
2. Materials and Methods
3. Results and Discussion
3.1. Chemical Analysis

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| C | Si | Mn | S * | Cr | Ni | Cu | Mo | Al | Ti | Nb | V | B * | N * | Fe | |
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| Nb | 0.19 | 0.24 | 0.85 | 30 | 0.52 | 1.30 | 0.38 | 0.42 | 0.06 | / | 0.013 | / | 11 | 29 | bal. |
| V–Nb | 0.17 | 0.23 | 0.88 | 30 | 0.51 | 1.28 | 0.37 | 0.40 | 0.05 | / | 0.013 | 0.02 | 11 | 46 | bal. |
| Ti–Nb | 0.18 | 0.23 | 0.87 | 30 | 0.52 | 1.30 | 0.35 | 0.41 | 0.06 | 0.013 | 0.014 | / | 11 | 31 | bal. |
3.2. Thermodynamic Predictions
3.3. Microstructure
3.4. Non-Metallic Inclusions
3.5. CCT Diagram
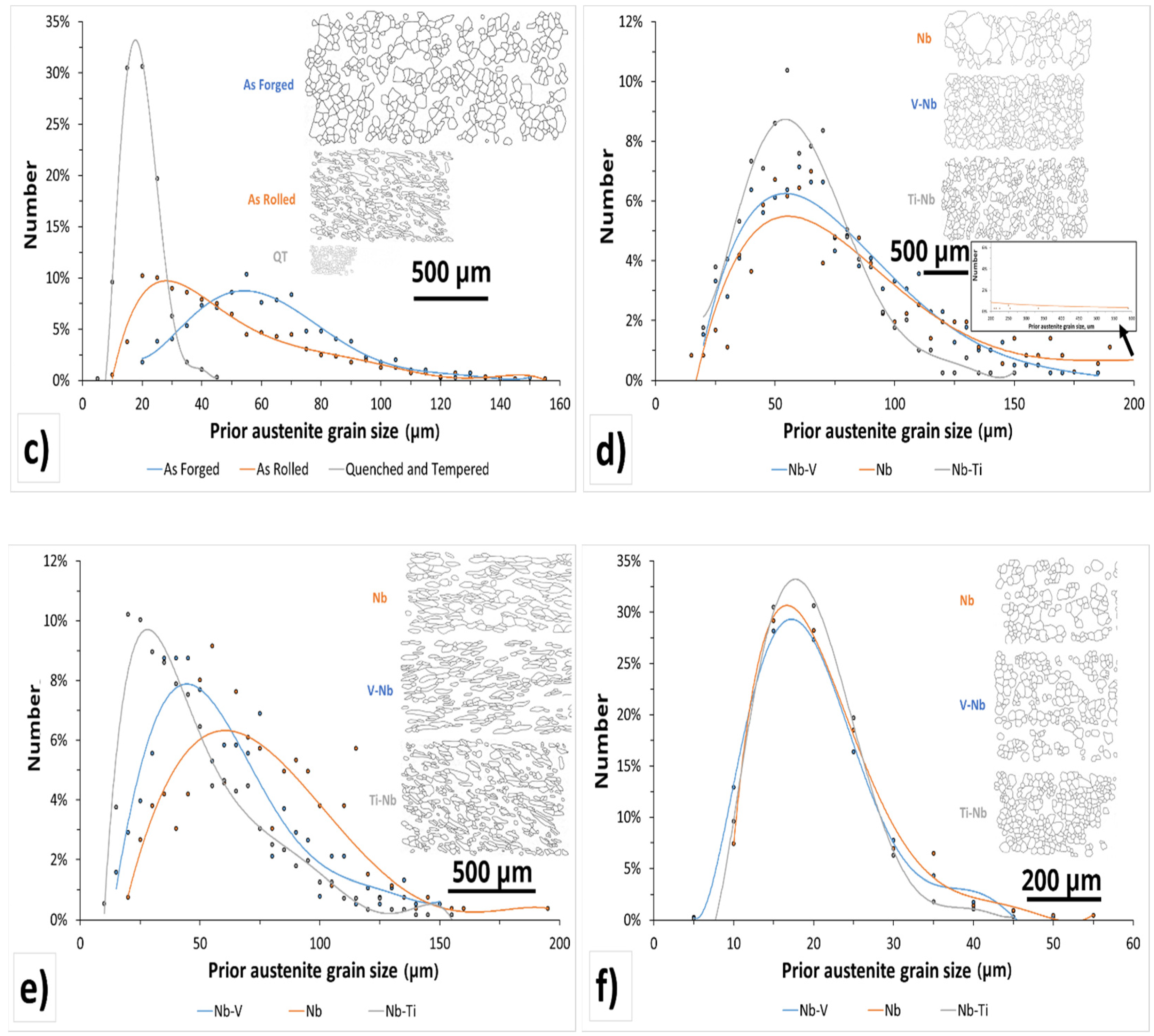
3.6. PAG Size and Distribution
3.7. Mechanical Properties
4. Conclusions
- Microstructures in the hot-forged, hot-rolled, and QT conditions are similar, regardless of the microalloying system used. The microstructures were mostly bainitic after hot forging and hot rolling, followed by air cooling. Fine lath martensite formed after water-quenching.
- Due to microalloying, low-density coarse primary Nb(C,N) and (Ti,Nb)(C,N) non-metallic inclusions formed, however, no V-rich inclusions were observed. No harmful clusters of non-metallic inclusions were detected which resulted in optimal toughness and tensile properties.
- The selection of a microalloying system played a major role in PAG size and distribution. When only Nb was micro-alloyed the resulting PAG size was coarsest, and the widest grain size distribution was obtained. The combination of V–Nb resulted in finer grains and a narrower grain size distribution. However, the combination of Ti–Nb had the smallest PAG size and the narrowest grain size distribution, which is attributed to the pinning effect of TiN.
- Results show that the combination of microalloying elements provides the most favorable mechanical characteristics and grain size distribution compared to the addition of sole microalloying elements, Nb in this paper.
- All three microalloying systems can provide the necessary mechanical properties using appropriate rolling schedules with final reductions done under the Tnr resulting in an elongated austenite structure with an increased dislocation density for the nucleation of finely dispersed pinning particles of Nb, V, and Ti, that inhibited the austenite grain growth.
- The V and Nb micro-alloyed steel showed the best response in terms of Rp0.2 increment at low-temperature tempering at 200 °C, while the Ti–Nb steel achieved the best impact toughness, which correlates well to PAG size and distribution results.
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Hot Rolled Products of Structural Steels—Part 6: Technical Delivery Conditions for Flat Products of High Yield Strength Structural Steels in the Quenched and Tempered Condition; EN 10025-6 Standard; European Committee for Standardization: Brussels, Belgium, 2019.
- Kennett, S.C. Strengthening and Toughening Mechanisms in Low-C Microalloyed Martensitic Steel as Influenced by Austenite Conditioning. Ph.D. Thesis, Colorado School of Mines, Golden, CO, USA, 2014. [Google Scholar]
- Zhao, J.; Jiang, Z. Thermomechanical processing of advanced high strength steels. Prog. Mater. Sci. 2018, 94, 174–242. [Google Scholar] [CrossRef]
- Baker, T.N. Titanium microalloyed steels. Ironmak. Steelmak. 2018, 46, 1–55. [Google Scholar] [CrossRef]
- Baker, T.N. Microalloyed steels. Ironmak. Steelmak. 2016, 43, 264–307. [Google Scholar] [CrossRef]
- Blancas-Garcia, V. A New View of the Grain-Coarsening Behavior of Austenite in Ti-Microalloyed Low-Carbon Steels. Master’s Thesis, University of Pittsburgh, Pittsburgh, PA, USA, 2016. [Google Scholar]
- Shen, H.; Hansen, S.S. Effect of the Ti/N ratio on the hardenability and mechanical properties of a QT C-Mn-B steel. Metall. Mater. Trans. A 1997, 28, 2027–2036. [Google Scholar] [CrossRef]
- Yan, W.; Shan, Y.Y.; Yang, K. Effect of TiN inclusions on the impact toughness of low-carbon microalloyed steels. Metall. Mater. Trans. A 2006, 37, 2147–2158. [Google Scholar] [CrossRef]
- Burja, J.; Koležnik, M.; Župerl, Š.; Klančnik, G. Nitrogen and nitride non-metallic inclusions in steel. Mater. Tehnol. 2019, 53, 919–928. [Google Scholar] [CrossRef]
- Zhang, L.P.; Davis, C.L.; Strangwood, M. Dependency of fracture toughness on the inhomogeneity of coarse TiN particle distribution in a low alloy steel. Metall. Mater. Trans. A 2001, 32, 1147–1155. [Google Scholar] [CrossRef]
- Roy, S.; Karmakar, A.; Mukherjee, S.; Kundu, S.; Srivastava, D.; Chakrabarti, D. Effect of starting microstructure on austenite grain sizes developed after reheating of HSLA steel. Mater. Sci. Technol. 2014, 30, 1142–1153. [Google Scholar] [CrossRef]
- Suehiro, M. An analysis of the solute drag effect of Nb on recrystallization of ultra low carbon steel. ISIJ Int. 1998, 38, 547–552. [Google Scholar] [CrossRef]
- Yang, Y.; Zhao, X.M.; Dong, C.Y.; Zhao, X.Y. Influence of hot deformation and precipitates on the recrystallization of Nb-V-Ti free-cutting steel. Metals 2020, 10, 1587. [Google Scholar] [CrossRef]
- Vervynckt, S.; Verbeken, K.; Thibaux, P.; Liebeherr, M.; Houbaert, Y. Austenite recrystallization-precipitation interaction in niobium microalloyed steels. ISIJ Int. 2009, 49, 911–920. [Google Scholar] [CrossRef]
- Rešković, S.; Benić, L.S.; Lovrenić-Jugović, M. The interdependence of the degree of precipitation and dislocation density during the thermomechanical treatment of microalloyed niobium steel. Metals 2020, 10, 294. [Google Scholar] [CrossRef]
- Mohrbacher, H. Property optimization in as-quenched martensitic steel by molybdenum and niobium alloying. Metals 2018, 8, 234. [Google Scholar] [CrossRef]
- Alogab, K.A.; Matlock, D.K.; Speer, J.G.; Kleebe, H.J. The influence of niobium microalloying on austenite grain coarsening behavior of Ti-modified SAE 8620 steel. ISIJ Int. 2007, 47, 307–316. [Google Scholar] [CrossRef]
- Quispe, A.; Medina, S.F.; Gomez, M.; Chaves, J.I. Influence of austenite grain size on recrystallization-precipitation interaction in a V-microalloyed steel. Mater. Sci. Eng. A 2007, 447, 11–18. [Google Scholar] [CrossRef]
- Gomez, M.; Rancel, L.; Medina, S.F. Effects of Nb, V, Ti and Al on recrystallisation/precipitation interaction in microalloyed steels. Mater. Sci. Forum 2010, 638–642, 3388–3393. [Google Scholar] [CrossRef]
- Wang, P.; Li, Z.; Lin, G.; Zhou, S.; Yang, C.; Yong, Q. Influence of vanadium on the microstructure and mechanical properties of medium-carbon steels for wheels. Metals 2018, 8, 978. [Google Scholar] [CrossRef]
- Baker, T.N. Processes, microstructure and properties of vanadium microalloyed steels. Mater. Sci. Technol. 2009, 25, 1083–1107. [Google Scholar] [CrossRef]
- Muckelroy, N.C.; Findley, K.O.; Bodnar, R.I. Microstructure and mechanical properties of direct quenched versus conventional reaustenitized and quenched plate. J. Mater. Eng. Perform. 2013, 22, 512–522. [Google Scholar] [CrossRef]
- Lechuk, S.J. A Study of Austenite Grain Growth in a Ti-Nb HSLA Steel. Master’s Thesis, University of British Columbia, Vancouver, VC, Canada, 1996. [Google Scholar]
- Da Rosa, G.; Maugis, P.; Portavoce, A.; Drillet, J.; Valle, N.; Lentzen, E.; Hoummada, K. Grain-boundary segregation of boron in high-strength steel studied by nano-SIMS and atom probe tomography. Acta Mater. 2020, 182, 226–234. [Google Scholar] [CrossRef]
- Suzuki, S.; Tanino, M.; Waseda, Y. Phosphorus and boron segregation at prior austenite grain boundaries in low-alloyed steel. ISIJ Int. 2002, 42, 676–678. [Google Scholar] [CrossRef][Green Version]
- Sharma, M.; Ortlepp, I.; Bleck, W. Boron in heat treatable steels: A review. Steel Res. Int. 2019, 90, 1900133. [Google Scholar] [CrossRef]
- Hulka, K.; Kern, A.; Schriever, U. Application of niobium in quenched and tempered high-strength steels. Mater. Sci. Forum 2005, 500–501, 519–526. [Google Scholar] [CrossRef]
- Foder, J.; Klančnik, G.; Burja, J.; Kokalj, S.; Bradaškja, B. Mean-flow-stress analysis of laboratory hot rolled S1100QL steel with minor Nb addition. Mater. Tehnol. 2020, 54, 901–908. [Google Scholar] [CrossRef]
- Krauss, G. Tempering of lath martensite in low and medium carbon steels: Assessment and challenges. Steel Res. Int. 2017, 88, 1700038. [Google Scholar] [CrossRef]
- Metallic Materials—Tensile Testing—Part 1: Method of Test at Room Temperature; EN ISO 6892-1 Standard; European Committee for Standardization: Brussels, Belgium, 2019.
- Metallic Materials—Charpy Pendulum Impact Test—Part 1: Test Method; EN ISO 148-1; European Committee for Standardization: Brussels, Belgium, 2016.
- Asahi, H. Effects of Mo addition and austenitizing temperature on hardenability of low alloy B-added steels. ISIJ Int. 2002, 42, 1150–1155. [Google Scholar] [CrossRef]
- Han, F.; Hwang, B.; Suh, D.W.; Wang, Z.; Lee, D.L.; Kim, S.J. Effect of molybdenum and chromium on hardenability of low-carbon boron-added steels. Met. Mater. Int. 2008, 14, 667–672. [Google Scholar] [CrossRef]
- Zurutuza, I.; Isasti, N.; Detemple, E.; Schwinn, V.; Mohrbacher, H.; Uranga, P. Toughness property control by Nb and Mo additions in high-strength quenched and tempered boron steels. Metals 2021, 11, 95. [Google Scholar] [CrossRef]
- Du, J.; Strangwood, M.; Davis, C.L. Effect of TiN particles and grain size on the charpy impact transition temperature in steels. J. Mater. Sci. Technol. 2012, 28, 878–888. [Google Scholar] [CrossRef]
- Kunze, J.; Beyer, B.; Oswald, S.; Gruner, W. Thermodynamic data of the formation of titanium nitride in iron. Mater. Technol 1995, 66, 161–166. [Google Scholar] [CrossRef]
- Inoue, K.; Ishikawa, N.; Ohnuma, I.; Ohtani, H.; Ishida, K. Calculation of phase equilibria between austenite and (Nb,Ti,V)(C,N) in microalloyed steels. ISIJ Int. 2001, 41, 175–182. [Google Scholar] [CrossRef]
- Klinkenberg, C.; Hulka, K.; Bleck, W. Niobium carbide precipitation in microalloyed steel. Steel Res. Int. 2004, 75, 744–752. [Google Scholar] [CrossRef]
- Irvine, K.J.; Pickering, F.B.; Gladman, T. Grain-refined C-Mn steels. Iron Steel Inst. J. 1967, 205, 161–182. [Google Scholar]
- Ishikawa, K.; Nakamura, H.; Homma, R.; Fujioka, M.; Hoshino, M. Effect of molybdenum content on the combined effect of boron and molybdenum on hardenability of low-cabon bprpm added steels. ISIJ Int. 2018, 58, 551–560. [Google Scholar] [CrossRef]
- Shi, L.; Yan, Z.; Liu, Y.; Yang, X.; Qiao, Z.; Ning, B.; Li, H. Development of ferrite/bainite bands and study of bainite transformation retardation in HSLA steel during continuous cooling. Met. Mater. Int. 2014, 20, 19–25. [Google Scholar] [CrossRef]
- Homsher, C.N. Determination of the Non-Recrystallization Temperature (Tnr) in Multiple Microalloyed Steels. Ph.D. Thesis, Colorado School of Mines, Golden, CO, USA, 2013. [Google Scholar]
- Barbosa, R.; Boratto, F.; Yue, S.; Jonas, J.J. The influence of chemical composition on the recrystallisation behavior of microalloyed steels. In Proceedings of the Processing, Microstructure and Properties of HSLA Steels, Tokyo, Japan, 6–10 June 1988; Volume 1, pp. 383–390. [Google Scholar]
- Costa, P.S.; Reyes-Valdés, F.A.; Saldaña-Garcés, R.; Delgado-Albavera, E.R.; Salinas-Rodríguez, A. Thermal behaviour of a HSLA steel and the impact in phase transformation: SAW process approach to pipelines. In Characterization of Metals and Alloys; Springer International Publishing: Cham, Switzerland, 2017; pp. 85–98. [Google Scholar]
- Standard Test Methods for Determining Average Grain Size; ASTM E112 Standard; ASTM International: West Conshohocken, PA, USA, 2013.
- Chakrabarti, D.; Davis, C.; Strangwood, M. Characterisation of bimodal grain structures in HSLA steels. Mater. Charact. 2007, 58, 423–438. [Google Scholar] [CrossRef]
- Firrao, D.; Matteis, P.; De Sario, A. Exploring the low temperature tempering range of low alloy quenched and tempered steels. Procedia Struct. Integr. 2019, 18, 703–710. [Google Scholar] [CrossRef]
- Haiko, O.; Kaijalainen, A.; Pallaspuro, S.; Hannula, J.; Porter, D.; Liimatainen, T.; Kömi, J. The effect of tempering on the microstructure and mechanical properties of a novel 0.4C press-hardening steel. Appl. Sci. 2019, 9, 4231. [Google Scholar] [CrossRef]
- Białobrzeska, B.; Konat, Ł.; Jasiński, R. The influence of austenite grain size on the mechanical properties of low-alloy steel with boron. Metals 2017, 7, 26. [Google Scholar] [CrossRef]
- Bhadeshia, H.K.D.H.; Honeycombe, R. The Tempering of Martensite. In Steels: Microstructure and Properties, 4th ed.; Butterworth-Heinemann: Oxford, UK, 2006; pp. 183–208. [Google Scholar]








| Steel | Condition | davg (µm) | dmax (µm) | St. dev. | G |
|---|---|---|---|---|---|
| Nb | Hot-forged | 88.3 | 585.9 | 62 | 0.15 |
| Nb | Hot-rolled | 71.1 | 212.7 | 31.4 | 0.33 |
| Nb | QT | 18.8 | 51.1 | 7.6 | 0.37 |
| V–Nb | Hot-forged | 71 | 181.5 | 32.6 | 0.39 |
| V–Nb | Hot-rolled | 58 | 164.9 | 29.2 | 0.35 |
| V–Nb | QT | 17.8 | 48.4 | 7.3 | 0.37 |
| Ti–Nb | Hot-forged | 58.9 | 147.2 | 23.8 | 0.40 |
| Ti–Nb | Hot-rolled | 46.3 | 150.1 | 26.9 | 0.31 |
| Ti–Nb | QT | 17.1 | 42.4 | 6.1 | 0.40 |
| Steel | Rp0.2 (MPa) | Rm (MPa) | KV2 (J) | A5 (%) | ||||
|---|---|---|---|---|---|---|---|---|
| Q | QT | Q | QT | Q | QT | Q | QT | |
| Nb | 1144 ± 25 | 1196 ± 26 | 1474 ± 30 | 1395 ± 29 | 40 ± 0.7 | 38 ± 0.7 | 13.0 ± 0.4 | 11.0 ± 0.3 |
| V–Nb | 1074 ± 23 | 1186 ± 26 | 1400 ± 29 | 1384 ± 29 | 39 ± 1.0 | 40 ± 0.6 | 13.0 ± 0.4 | 12.0 ± 0.4 |
| Ti–Nb | 1093 ± 24 | 1160 ± 25 | 1426 ± 30 | 1377 ± 29 | 43 ± 1.4 | 45 ± 1.2 | 12.5 ± 0.4 | 13.5 ± 0.4 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Foder, J.; Burja, J.; Klančnik, G. Grain Size Evolution and Mechanical Properties of Nb, V–Nb, and Ti–Nb Boron Type S1100QL Steels. Metals 2021, 11, 492. https://doi.org/10.3390/met11030492
Foder J, Burja J, Klančnik G. Grain Size Evolution and Mechanical Properties of Nb, V–Nb, and Ti–Nb Boron Type S1100QL Steels. Metals. 2021; 11(3):492. https://doi.org/10.3390/met11030492
Chicago/Turabian StyleFoder, Jan, Jaka Burja, and Grega Klančnik. 2021. "Grain Size Evolution and Mechanical Properties of Nb, V–Nb, and Ti–Nb Boron Type S1100QL Steels" Metals 11, no. 3: 492. https://doi.org/10.3390/met11030492
APA StyleFoder, J., Burja, J., & Klančnik, G. (2021). Grain Size Evolution and Mechanical Properties of Nb, V–Nb, and Ti–Nb Boron Type S1100QL Steels. Metals, 11(3), 492. https://doi.org/10.3390/met11030492