
Studies of Post-Fabrication Heat Treatment of L-PBF-Inconel 718: Effects of Hold Time on Microstructure, Annealing Twins, and Hardness


Abstract
1. Introduction
2. Materials and Experimental Methods
3. Results and Discussions
3.1. Microstructure
3.1.1. Effects of Solid Solution Heat Treatment
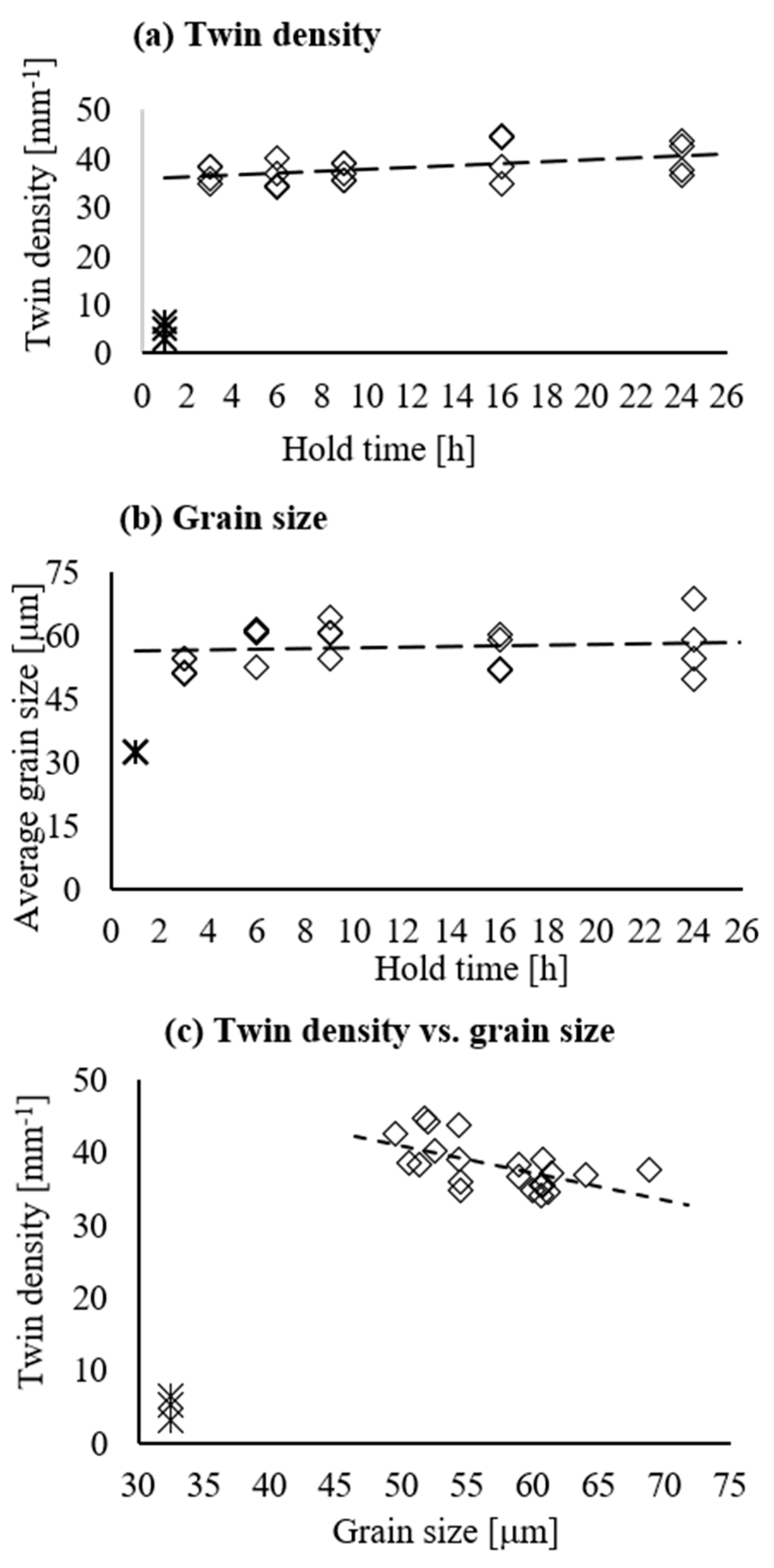
Annealing Twins in STA Samples
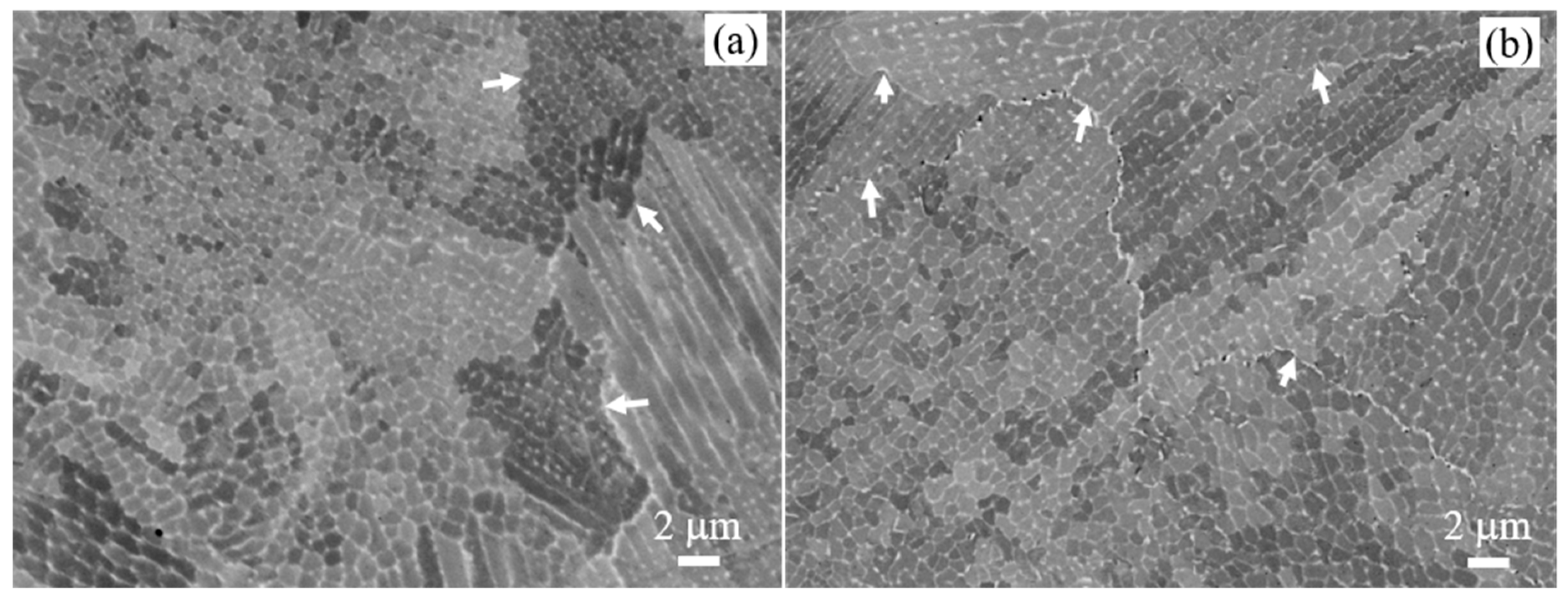
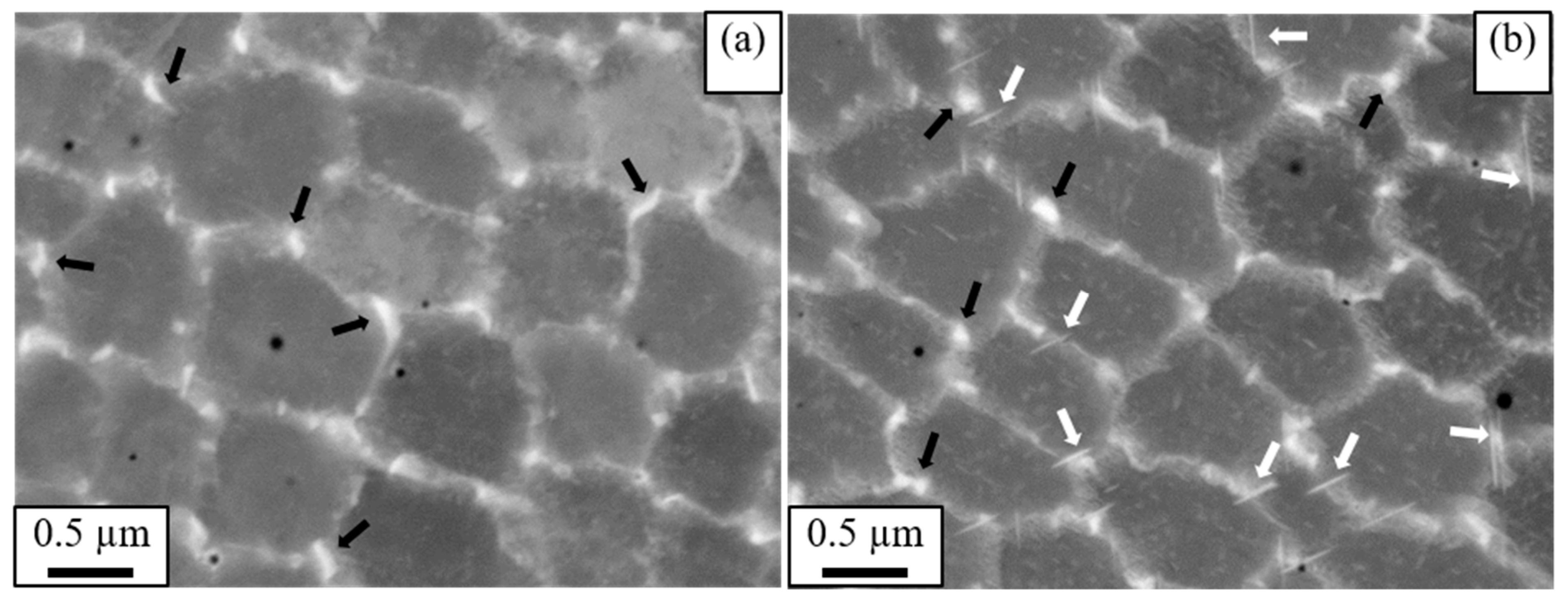
3.1.2. Effects of Aging
Solid Solution and Aging Heat Treatments (STA)
Direct Aging (DA)
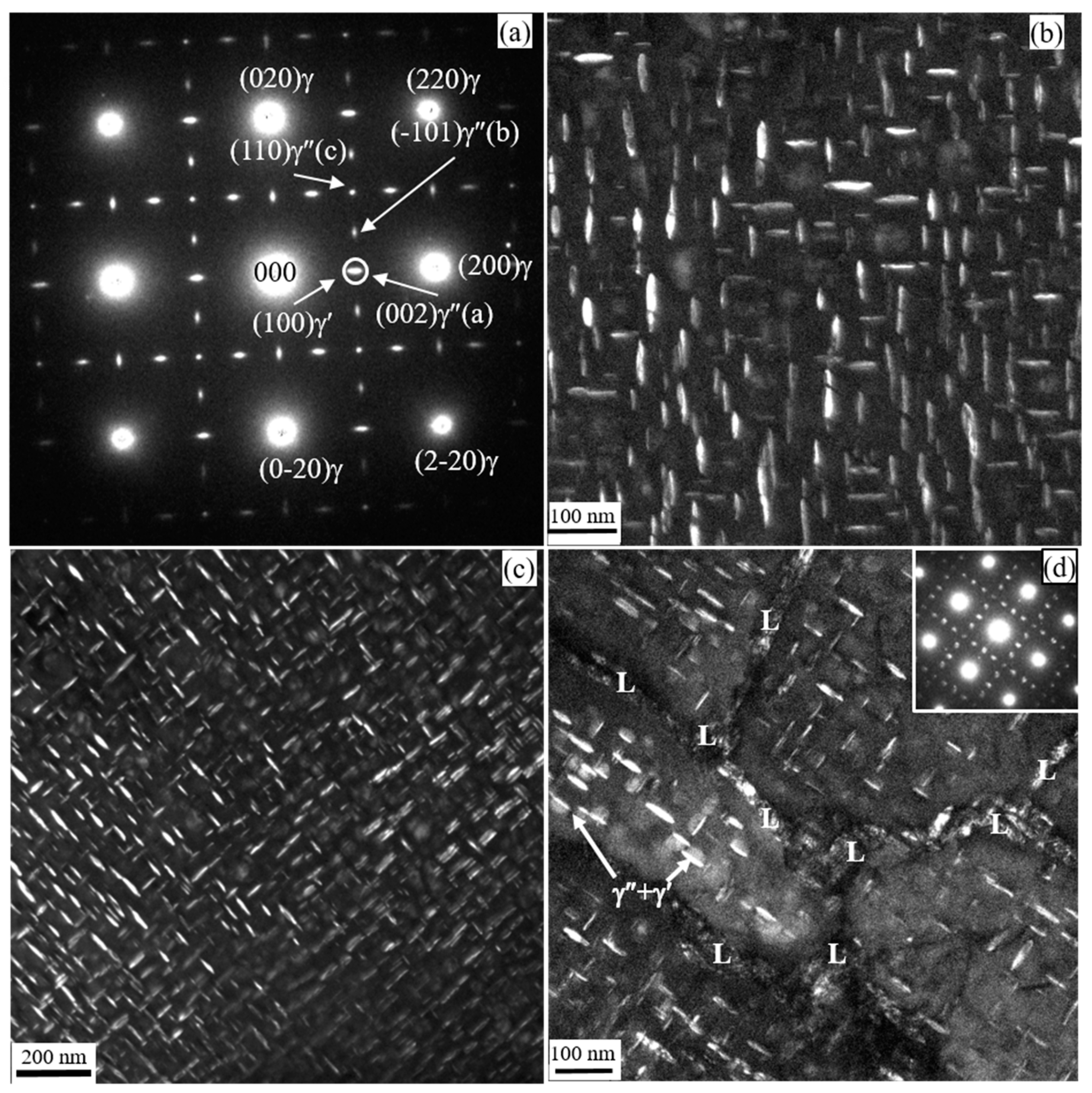
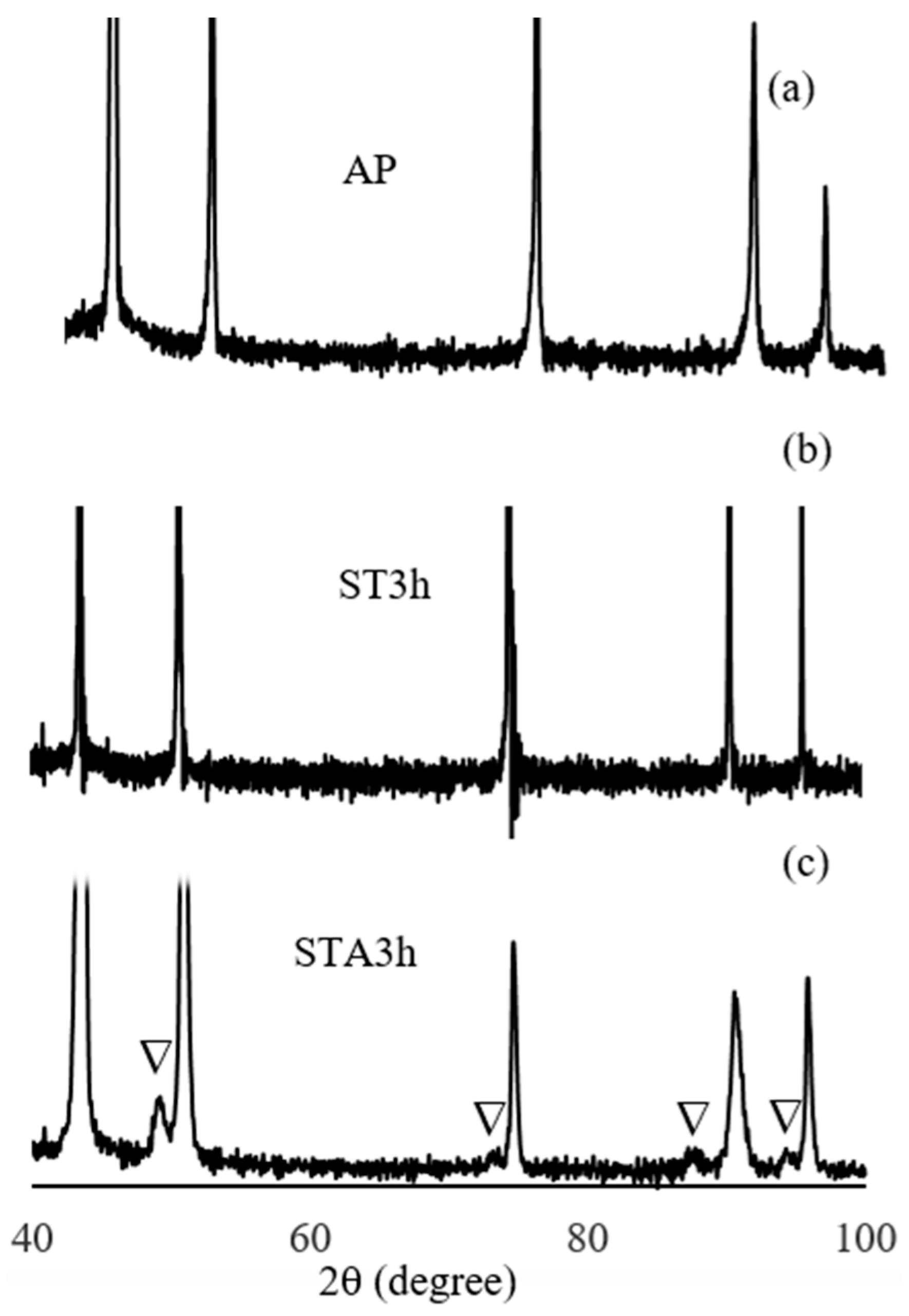
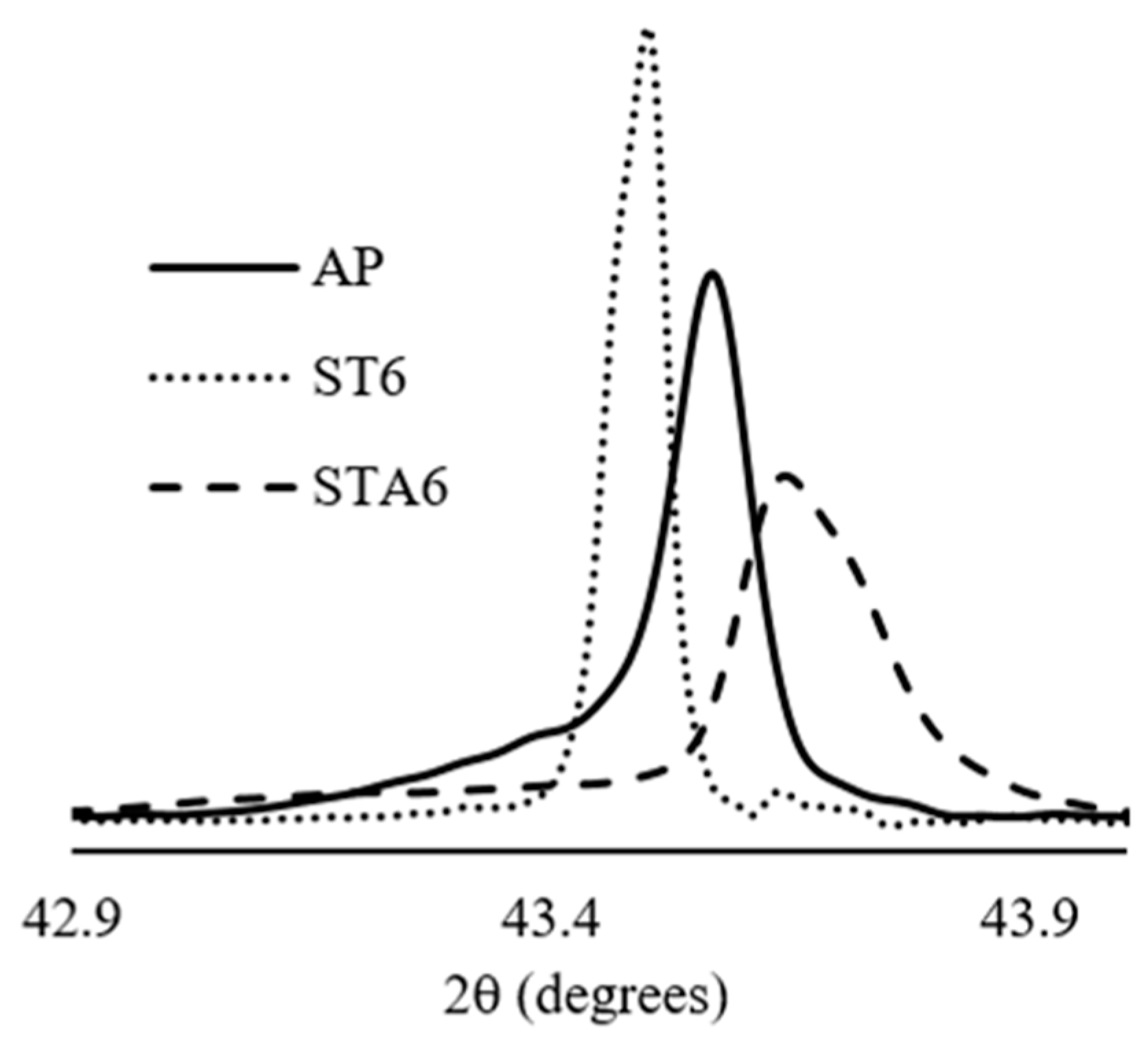
3.2. Phase Identification with X-ray Diffraction
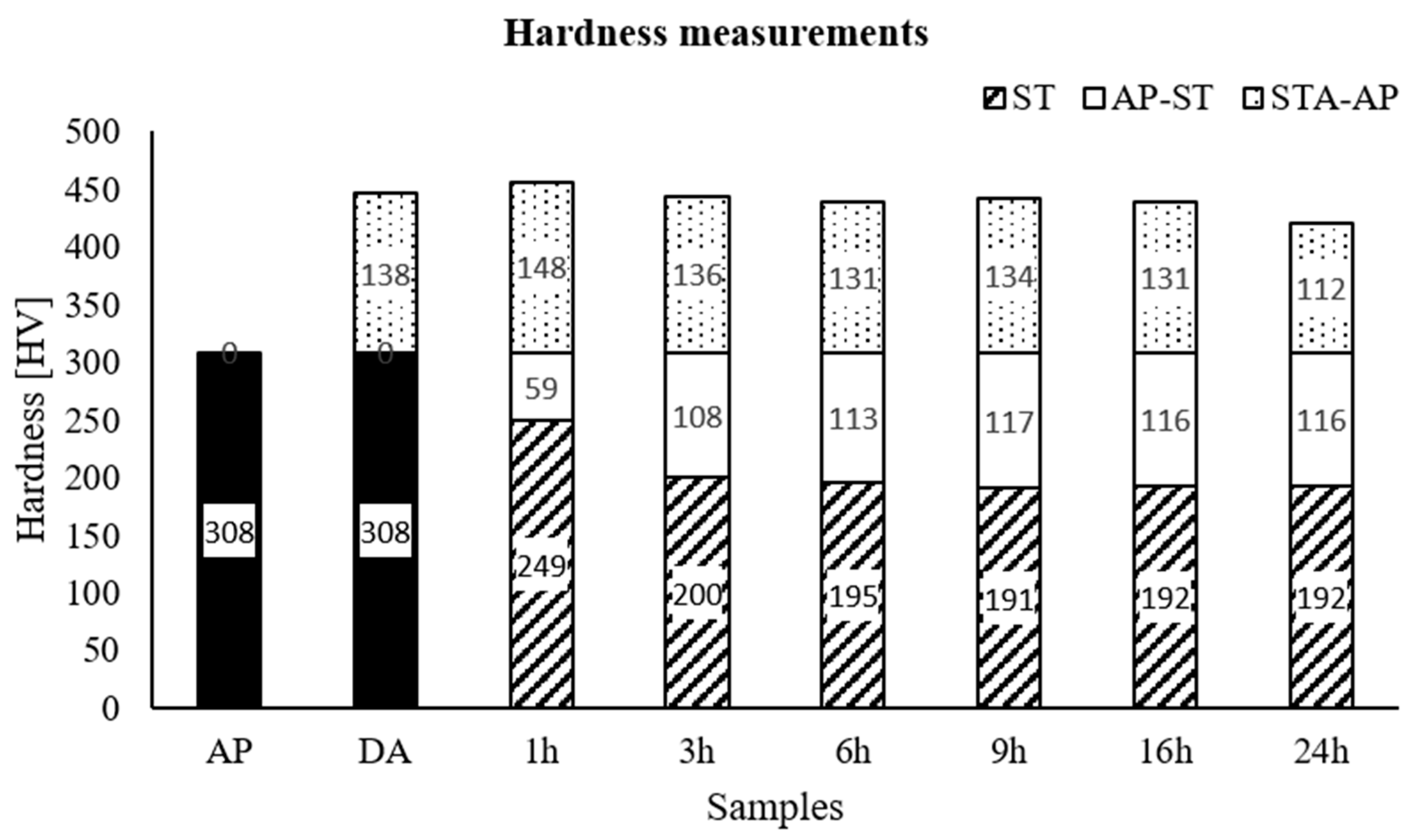
3.3. Vickers Hardness Measurement
4. Conclusions
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- ASTM F3055-14a, Standard Specification for Additive Manufacturing Nickel Alloy (UNS N07718) with Powder Bed Fusion. 2014. Available online: www.astm.org (accessed on 19 December 2019).
- Amato, K.; Gaytan, S.; Murr, L.; Martinez, E.C.; Shindo, P.; Hernandez, J.; Collins, S.F.; Medina, F.S. Microstructures and mechanical behavior of Inconel 718 fabricated by selective laser melting. Acta Mater. 2012, 60, 2229–2239. [Google Scholar] [CrossRef]
- Popovich, A.A.; Borisov, E.; Sufiiarov, V.; Masaylo, D.; Alzina, L. Impact of heat treatment on mechanical behaviour of Inconel 718 processed with tailored microstructure by selective laser melting. Mater. Des. 2017, 131, 12–22. [Google Scholar] [CrossRef]
- Chlebus, E.; Gruber, K.; Kuźnicka, B.; Kurzac, J.; Kurzynowski, T. Effect of heat treatment on the microstructure and mechanical properties of Inconel 718 processed by selective laser melting. Mater. Sci. Eng. A 2015, 639, 647–655. [Google Scholar] [CrossRef]
- Paulonis, D.F.; Oblak, J.M.; Duvall, D.S. Pricipitation in Nickel-Base Alooy 718; Defense Technical Information Center: Fort Belvoir, VA, USA, 1969. [Google Scholar]
- Metals, S. Inconel Alloy 718. 2007. Available online: https://www.specialmetals.com/assets/smc/documents/inconel_alloy_718.pdf. (accessed on 19 January 2021).
- Radavich, J.F. The physical metallurgy of cast and wrought alloy 718. Superalloy 1989, 718, 229–240. [Google Scholar]
- Slama, C.; Servant, C.; Cizeron, G. Aging of the Inconel 718 alloy between 500 and 750 °C. J. Mater. Res. 1997, 12, 2298–2316. [Google Scholar] [CrossRef]
- Sui, S.; Tan, H.; Chen, J.; Zhong, C.; Li, Z.; Fan, W.; Gasser, A.; Huang, W. The influence of Laves phases on the room temperature tensile properties of Inconel 718 fabricated by powder feeding laser additive manufacturing. Acta Mater. 2019, 164, 413–427. [Google Scholar] [CrossRef]
- Tucho, W.M.; Cuvillier, P.; Sjolyst-Kverneland, A.; Hansen, V. Microstructure and hardness studies of Inconel 718 manufactured by selective laser melting before and after solution heat treatment. Mater. Sci. Eng. A 2017, 689, 220–232. [Google Scholar] [CrossRef]
- Verhoeven, J.D. Fundamentals of Physical Metallurgy; John Wiley & Sons: New York, NY, USA, 1975. [Google Scholar]
- Tucho, W.M.; Hansen, V. Characterization of SLM-fabricated Inconel 718 after solid solution and precipitation hardening heat treatments. J. Mater. Sci. 2019, 54, 823–839. [Google Scholar] [CrossRef]
- Cao, Y.; Bai, P.; Liu, F.; Hou, X.; Guo, Y. Effect of the Solution Temperature on the Precipitates and Grain Evolution of IN718 Fabricated by Laser Additive Manufacturing. Materials 2020, 13, 340. [Google Scholar] [CrossRef]
- Li, C.-S.; Ma, B.; Song, Y.; Li, K.; Dong, J. The Annealing Twins of Fe-20Mn-4Al-0.3C Austenitic Steels during Symmetric and Asymmetric Hot Rolling. Metals 2018, 8, 882. [Google Scholar] [CrossRef]
- Chuang, T.H.; Tsai, C.H.; Wang, H.C.; Chang, C.C.; Chuang, C.H.; Lee, J.D.; Tsai, H.H. Effects of Annealing Twins on the Grain Growth and Mechanical Properties of Ag-8Au-3Pd Bonding Wires. J. Electron. Mater. 2012, 41, 3215–3222. [Google Scholar] [CrossRef]
- Miao, J.; Pollock, T.M.; Jones, J.W. Crystallographic fatigue crack initiation in nickel-based superalloy René 88DT at elevated temperature. Acta Mater. 2009, 57, 5964–5974. [Google Scholar] [CrossRef]
- Stein, C.; Cerrone, A.; Ozturk, T.; Lee, S.B.; Kenesei, P.; Tucker, H.; Pokharel, R.; Lind, J.; Hefferan, C.; Suter, R.M.; et al. Fatigue crack initiation, slip localization and twin boundaries in a nickel-based superalloy. Curr. Opin. Solid State Mater. Sci. 2014, 18, 244–252. [Google Scholar] [CrossRef]
- Bozzolo, N.; Bernacki, M. Viewpoint on the Formation and Evolution of Annealing Twins during Thermomechanical Processing of FCC Metals and Alloys. Met. Mater. Trans. A 2020, 51, 2665–2684. [Google Scholar] [CrossRef]
- Kumar, P.; Farah, J.; Akram, J.; Teng, C.; Ginn, J.; Misra, M. Influence of laser processing parameters on porosity in Inconel 718 during additive manufacturing. Int. J. Adv. Manuf. Technol. 2019, 103, 1497–1507. [Google Scholar] [CrossRef]
- Mercelis, P.; Kruth, J. Residual stresses in selective laser sintering and selective laser melting. Rapid Prototyp. J. 2006, 12, 254–265. [Google Scholar] [CrossRef]
- Brandon, D. The structure of high-angle grain boundaries. Acta Met. 1966, 14, 1479–1484. [Google Scholar] [CrossRef]
- Bozzolo, N.; Souaï, N.; Logé, R.E. Evolution of microstructure and twin density during thermomechanical processing in a γ-γ’ nickel-based superalloy. Acta Mater. 2012, 60, 5056–5066. [Google Scholar] [CrossRef]
- Jin, Y.; Lin, B.; Rollett, A.D.; Rohrer, G.S.; Bernacki, M.; Bozzolo, N. Thermo-mechanical factors influencing annealing twin development in nickel during recrystallization. J. Mater. Sci. 2015, 50, 5191–5203. [Google Scholar] [CrossRef]
- Wang, W.; Lartiguekorinek, S.; Brisset, F.; Helbert, A.L.; Bourgon, J.; Baudin, T. Formation of annealing twins during primary recrystallization of two low stacking fault energy Ni-based alloys. J. Mater. Sci. 2015, 50, 2167–2177. [Google Scholar] [CrossRef]
- Jin, Y.; Bernacki, M.; Agnoli, A.; Lin, B.; Rohrer, G.S.; Rollett, A.D.; Bozzolo, N. Evolution of the Annealing Twin Density during δ-Supersolvus Grain Growth in the Nickel-Based Superalloy Inconel™ 718. Metals 2015, 6, 5. [Google Scholar] [CrossRef]
- Hong, S.J.; Chen, W.P.; Wang, T.W. A diffraction study of the γ″ phase in INCONEL 718 superalloy. Metall. Mater. Trans. A 2001, 32, 1887–1901. [Google Scholar] [CrossRef]
- Cozar, R.; Pineau, A. Morphology of y’ and y” precipitates and thermal stability of inconel 718 type alloys. Metall. Trans. 1973, 4, 47–59. [Google Scholar] [CrossRef]
- Sundararaman, M.; Mukhopadhyay, P.; Banerjee, S. Some aspects of the precipitation of metastable intermetallic phases in INCONEL 718. Met. Mater. Trans. A 1992, 23, 2015–2028. [Google Scholar] [CrossRef]
- Qi, H.; Azer, M.; Ritter, A. Studies of Standard Heat Treatment Effects on Microstructure and Mechanical Properties of Laser Net Shape Manufactured INCONEL 718. Met. Mater. Trans. A 2009, 40, 2410–2422. [Google Scholar] [CrossRef]
- Kuo, Y.-L.; Nagahari, T.; Kakehi, K. The Effect of Post-Processes on the Microstructure and Creep Properties of Alloy 718 Built up by Selective Laser Melting. Materials 2018, 11, 996. [Google Scholar] [CrossRef]












{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Element | Ni | Cr | Fe | Nb | Mo | Ti | Al | Co | Mn | Si | Cu | |
|---|---|---|---|---|---|---|---|---|---|---|---|---|
| wt. % | Min | 50 | 17 | 11 | 4.8 | 2.8 | 0.7 | 0.2 | - | - | - | - |
| Max | 55 | 21 | 22.4 | 5.5 | 3.3 | 1.2 | 0.8 | 1 | 0.4 | 0.4 | 0.3 | |
| Specimen | Solid Solution Heat Treatment | Precipitation Hardening | ||||||
|---|---|---|---|---|---|---|---|---|
| T (°C) | Hold Time (h) | Cooling | 1st Aging | 2nd Aging | Cooling | |||
| T (°C) | Time (h) | T (°C) | Time (h) | |||||
| ST1 | 1100 | 1 | quenched in cold water (16–18 °C) | |||||
| ST3 | 3 | |||||||
| ST6 | 6 | |||||||
| ST9 | 9 | |||||||
| ST16 | 16 | |||||||
| ST24 | 24 | |||||||
| STA1 | 1 | 760 | 10 | 650 | 10 | air cooled | ||
| STA3 | 3 | |||||||
| STA6 | 6 | |||||||
| STA9 | 9 | |||||||
| STA16 | 16 | |||||||
| STA24 | 24 | |||||||
| DA | Direct aged | |||||||
| AP | As-printed (not heat treated) | |||||||
| Scheme | Hardness [HV] | |||
|---|---|---|---|---|
| AP | ST | STA | %ΔHV | |
| AP | 308 ± 5 | |||
| DA | 446 ± 4 | 45 | ||
| 1 h | 249 ± 4 | 456 ± 4 | 49 | |
| 3 h | 200 ± 3 | 444 ± 5 | 45 | |
| 6 h | 195 ± 3 | 439 ± 3 | 43 | |
| 9 h | 191 ± 3 | 442 ± 6 | 44 | |
| 16 h | 192 ± 3 | 439 ± 3 | 43 | |
| 24 h | 192 ± 5 | 420 ± 5 | 36 | |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Tucho, W.M.; Hansen, V. Studies of Post-Fabrication Heat Treatment of L-PBF-Inconel 718: Effects of Hold Time on Microstructure, Annealing Twins, and Hardness. Metals 2021, 11, 266. https://doi.org/10.3390/met11020266
Tucho WM, Hansen V. Studies of Post-Fabrication Heat Treatment of L-PBF-Inconel 718: Effects of Hold Time on Microstructure, Annealing Twins, and Hardness. Metals. 2021; 11(2):266. https://doi.org/10.3390/met11020266
Chicago/Turabian StyleTucho, Wakshum M., and Vidar Hansen. 2021. "Studies of Post-Fabrication Heat Treatment of L-PBF-Inconel 718: Effects of Hold Time on Microstructure, Annealing Twins, and Hardness" Metals 11, no. 2: 266. https://doi.org/10.3390/met11020266
APA StyleTucho, W. M., & Hansen, V. (2021). Studies of Post-Fabrication Heat Treatment of L-PBF-Inconel 718: Effects of Hold Time on Microstructure, Annealing Twins, and Hardness. Metals, 11(2), 266. https://doi.org/10.3390/met11020266