
Numerical Simulation on Motion Behavior of Inclusions in the Lab-Scale Electroslag Remelting Process with a Vibrating Electrode


Abstract
:1. Introduction
2. Model Description
- The depth of consumable electrode immersed in the slag layer remains unchanged, and the tip of the electrode keeps flat;
- Only the removal of original inclusions is considered, but not the generation of new inclusions, as well as the chemical reaction and dissolution of inclusions;
- The solidification process of molten metal is not considered;
- The physical parameters of slag and metal are assumed to be constant.
3. Simulation Setup
4. Results
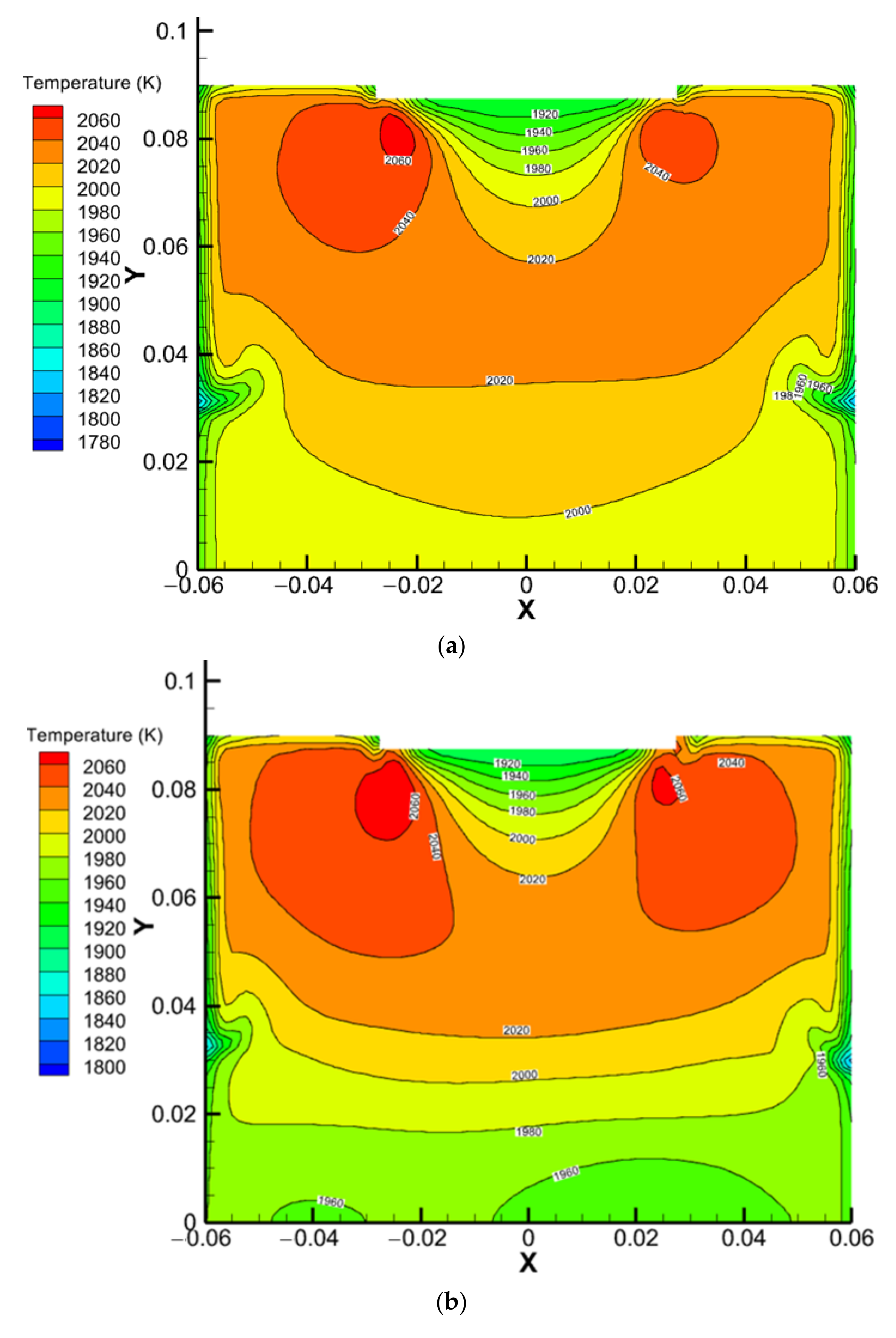
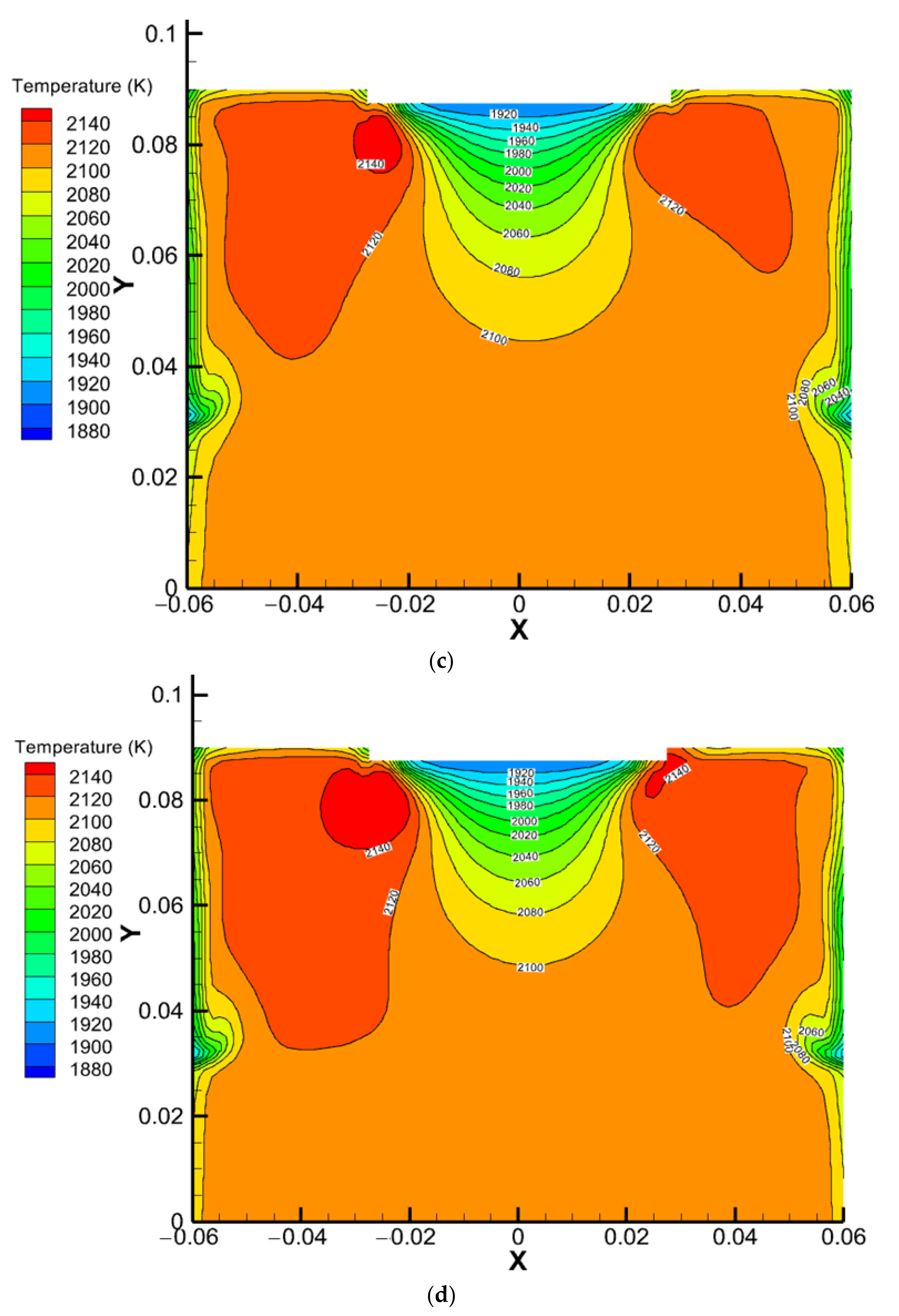
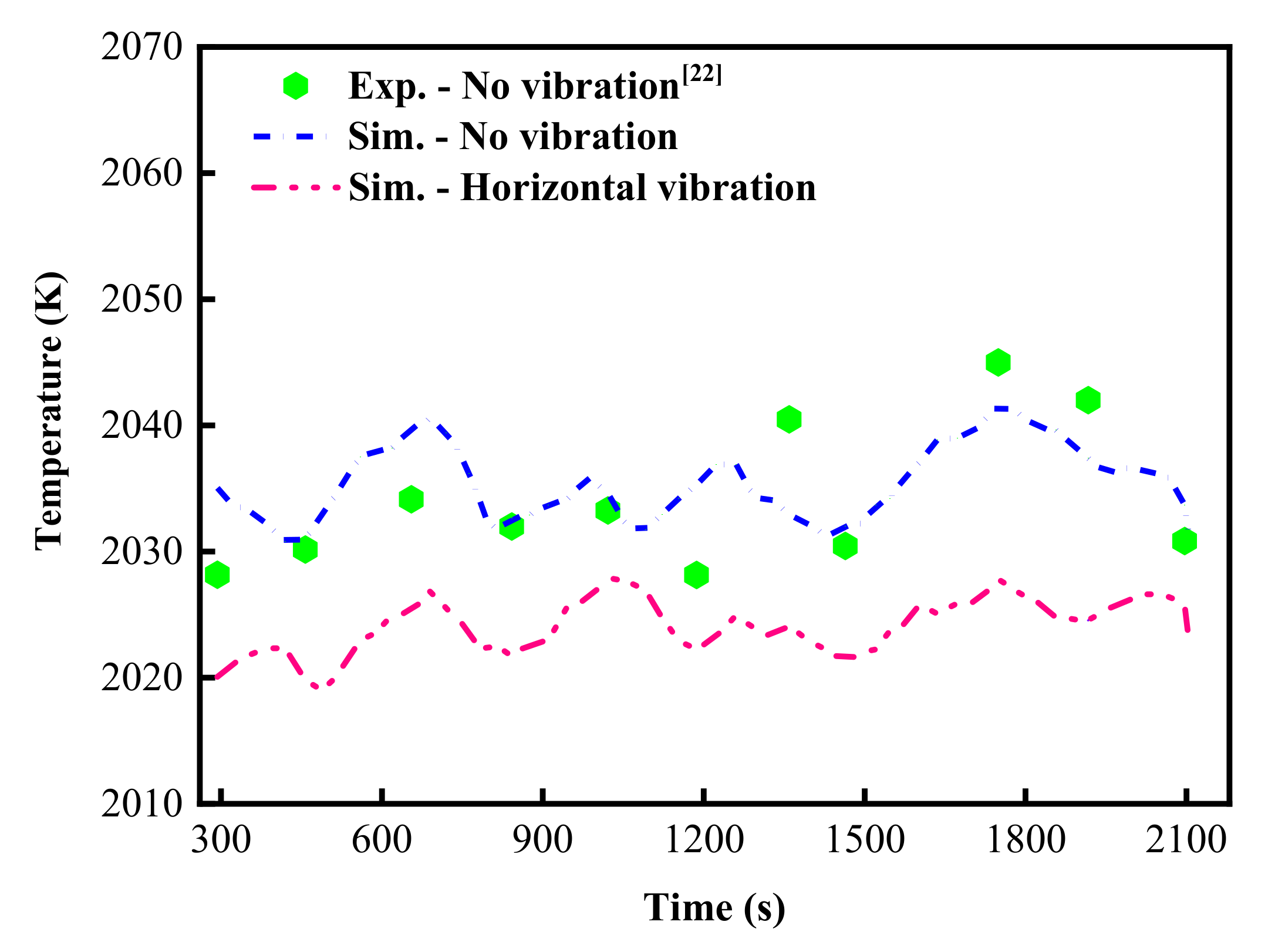
4.1. Temperature-Field Distribution
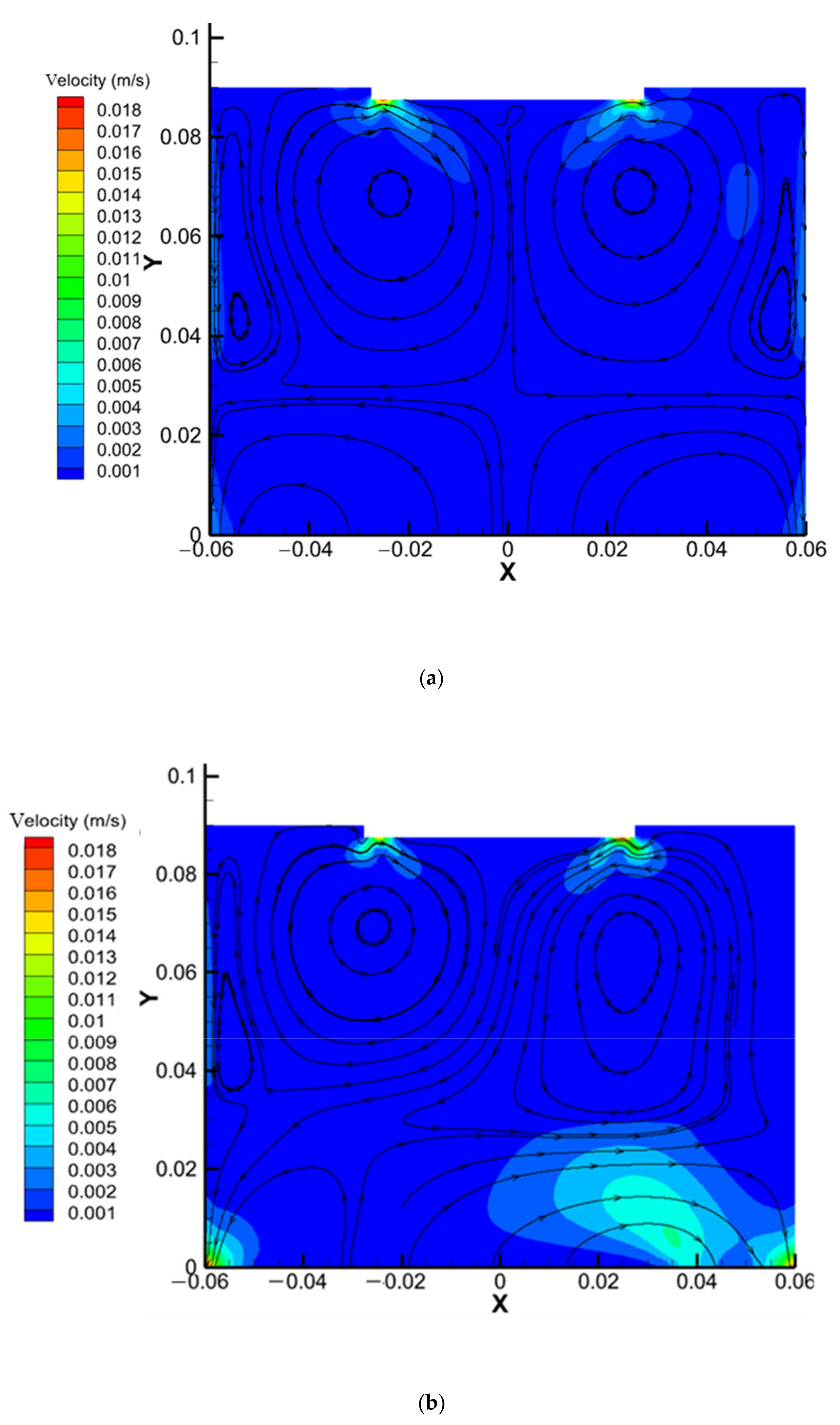
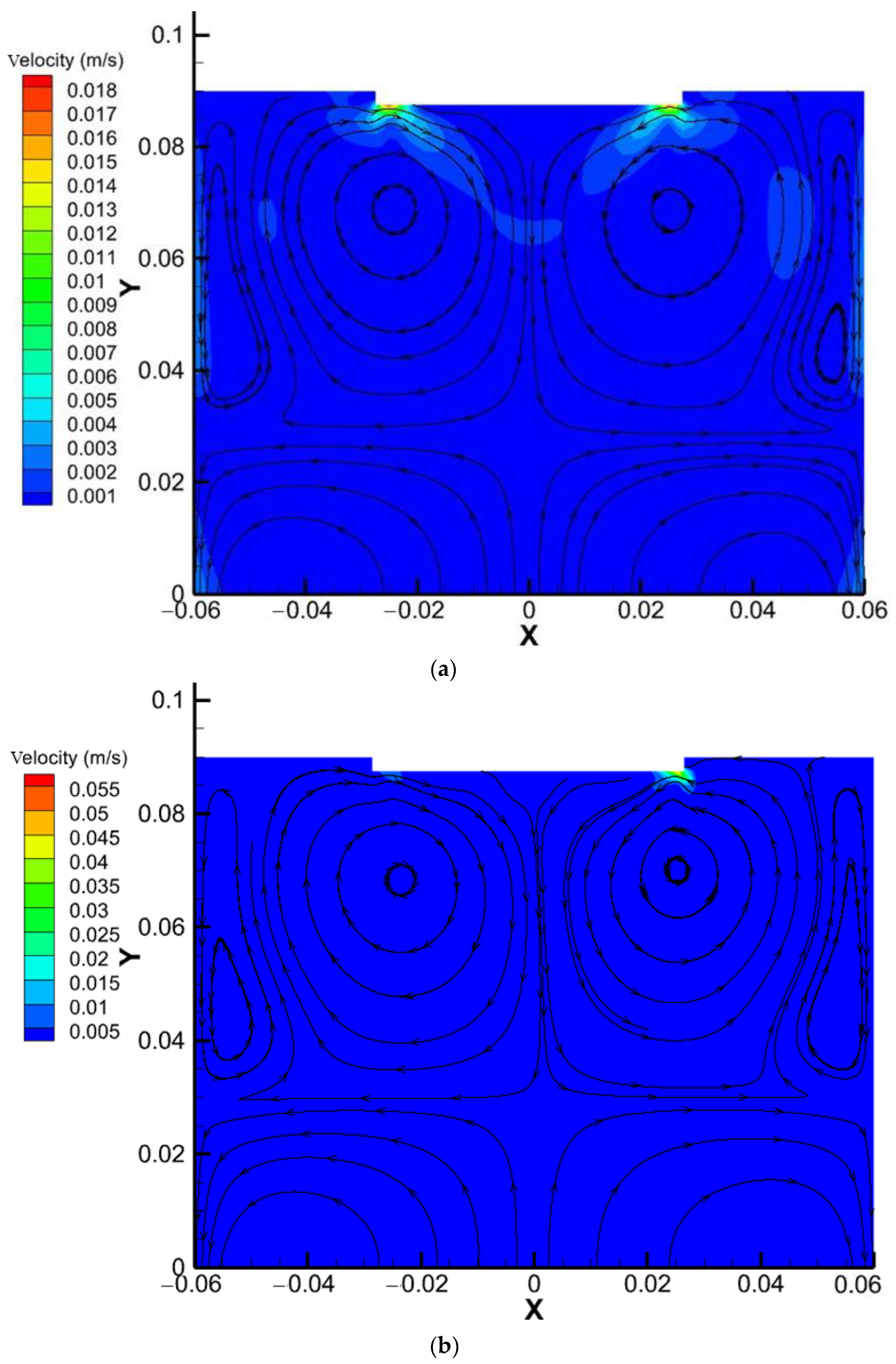
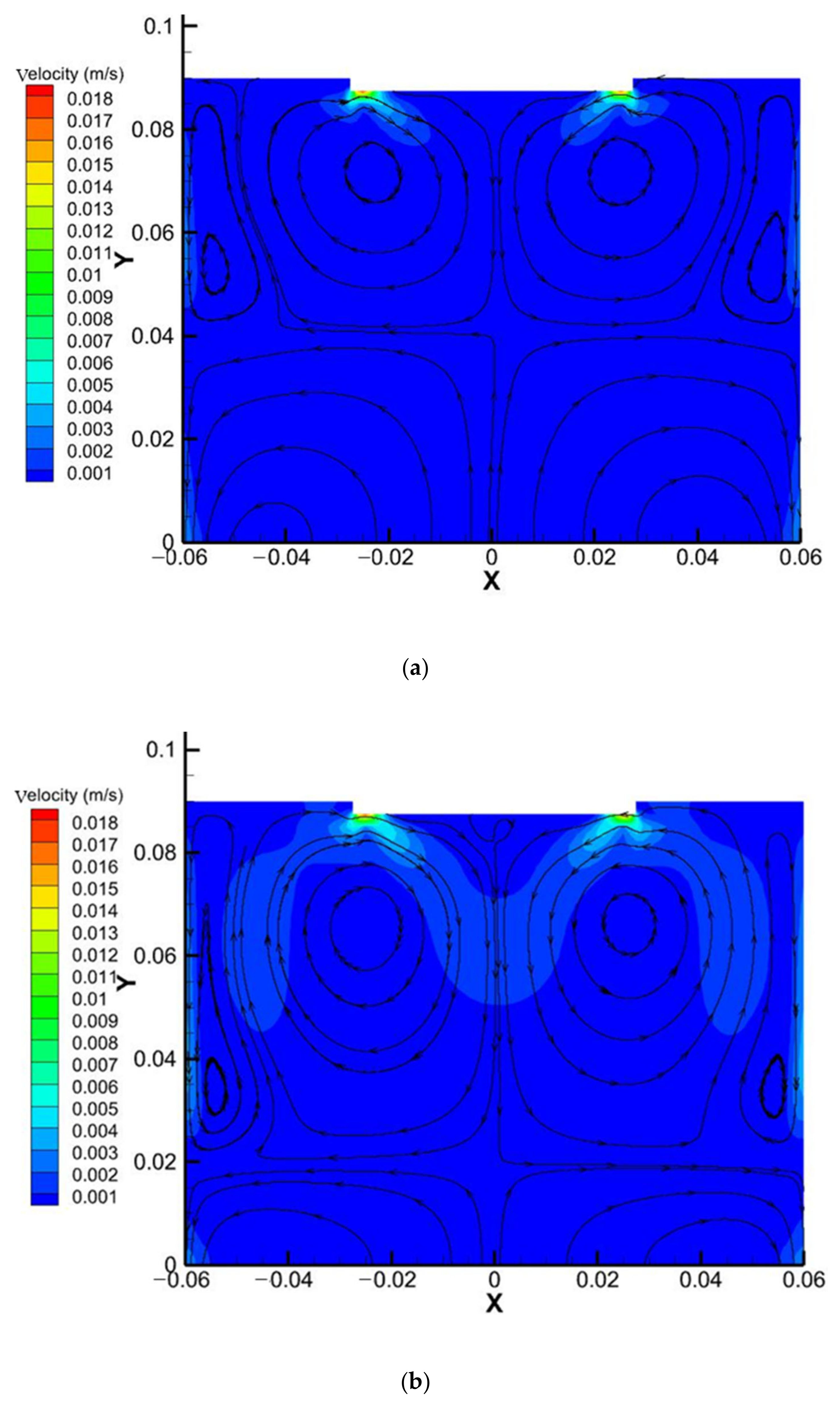
4.2. Flow Field and Streamlines Distribution
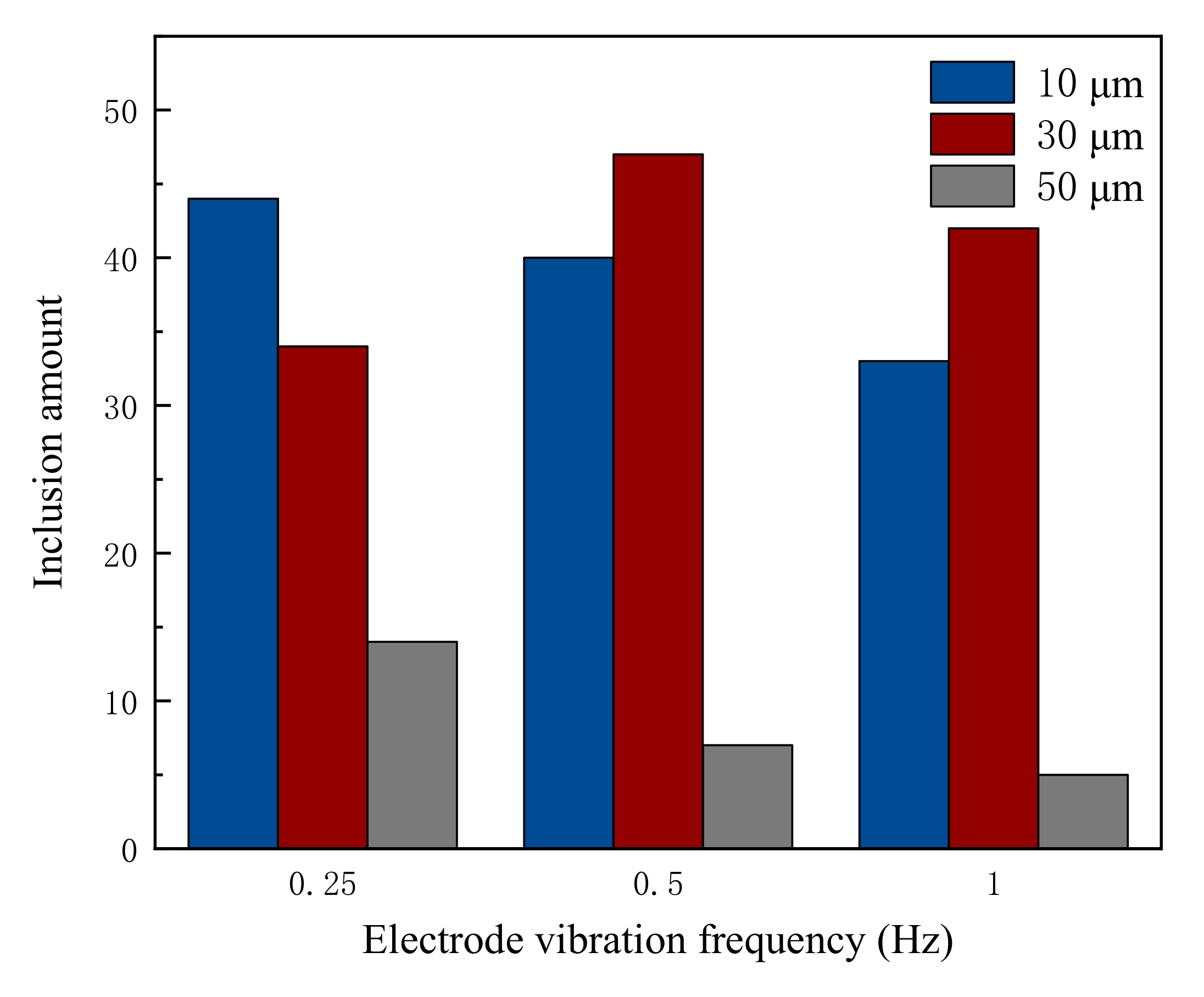
4.3. Effect of Electrode Vibration Frequency on Inclusions Motion Behavior
4.4. Effect of Current on Inclusion Motion Behavior
4.5. Effect of Slag-Layer Thickness on Inclusion Motion Behavior
4.6. Effect of Filling Ratio on Inclusion Motion Behavior
4.7. Effect of Type and Diameter of Inclusion on Its Motion Behavior
5. Discussion
6. Conclusions
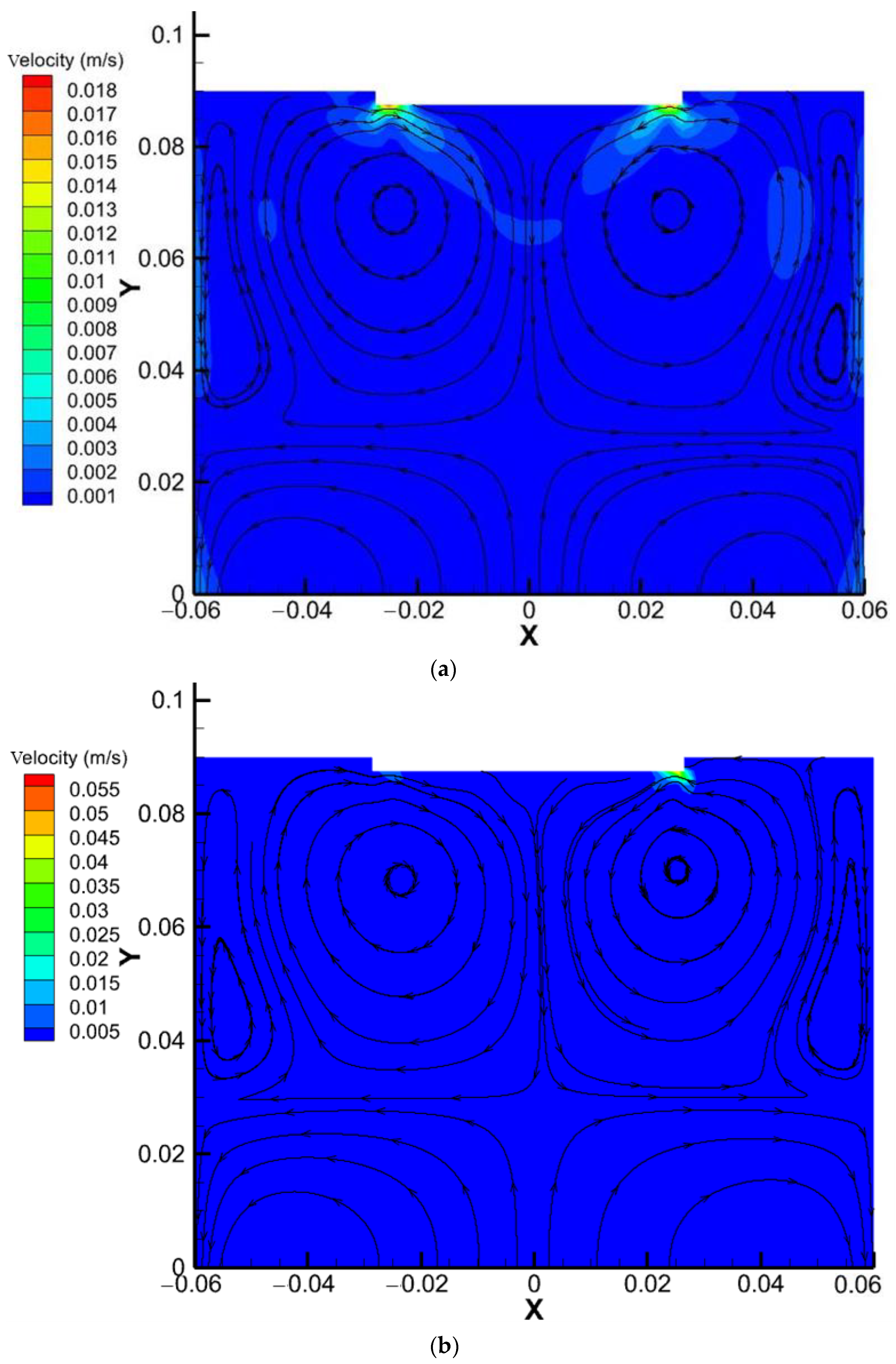
- Compared with a conventional electrode, the temperature distribution in the liquid-metal pool is more uniform, and the average temperature is significantly higher than that with a conventional electrode at the same time. Besides, the streamlines in the slag layer and liquid-metal pool are symmetrical, showing a clear demarcation at the slag/metal interface with a vibrating electrode.
- Distribution of streamlines in the slag layer and liquid-metal pool is chaotic in the ESR process with conventional electrode. However, in the ESR process with a vibrating electrode, the streamlines in the slag layer and the liquid-metal pool are symmetrically distributed, and there is a clear demarcation at the slag/metal interface.
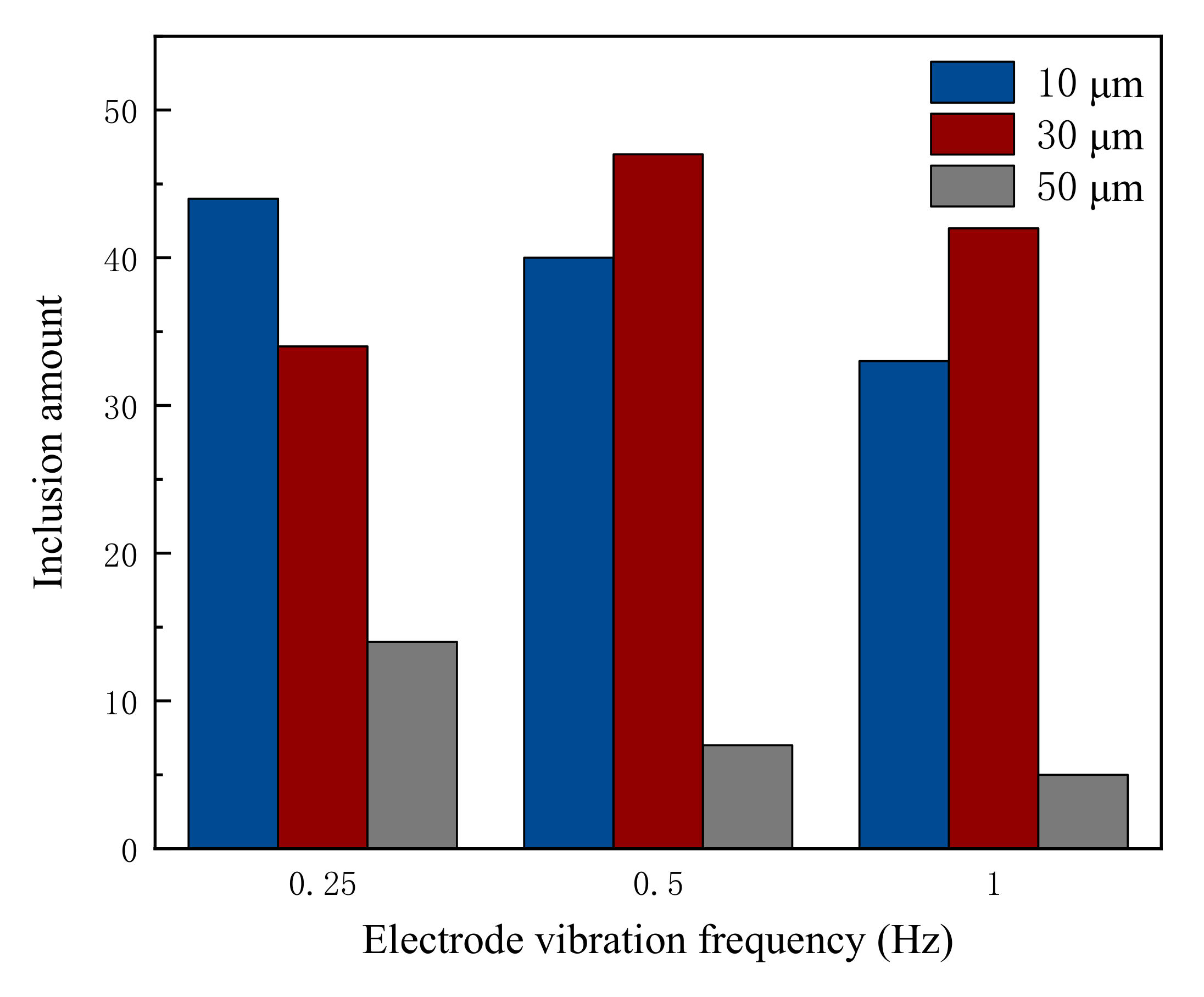
- When the electrode vibration frequency is 0.25 Hz or 1 Hz, inclusions will gather on one side of the slag layer. When the electrode vibration frequency increases from 0.25 Hz to 1 Hz, the removal ratio of 10 μm and 50 μm inclusions increases by 5% and 4.1%, respectively. When the electrode vibration frequency is 0.5 Hz, inclusions are distributed uniformly on both sides of the slag layer in the ESR process.
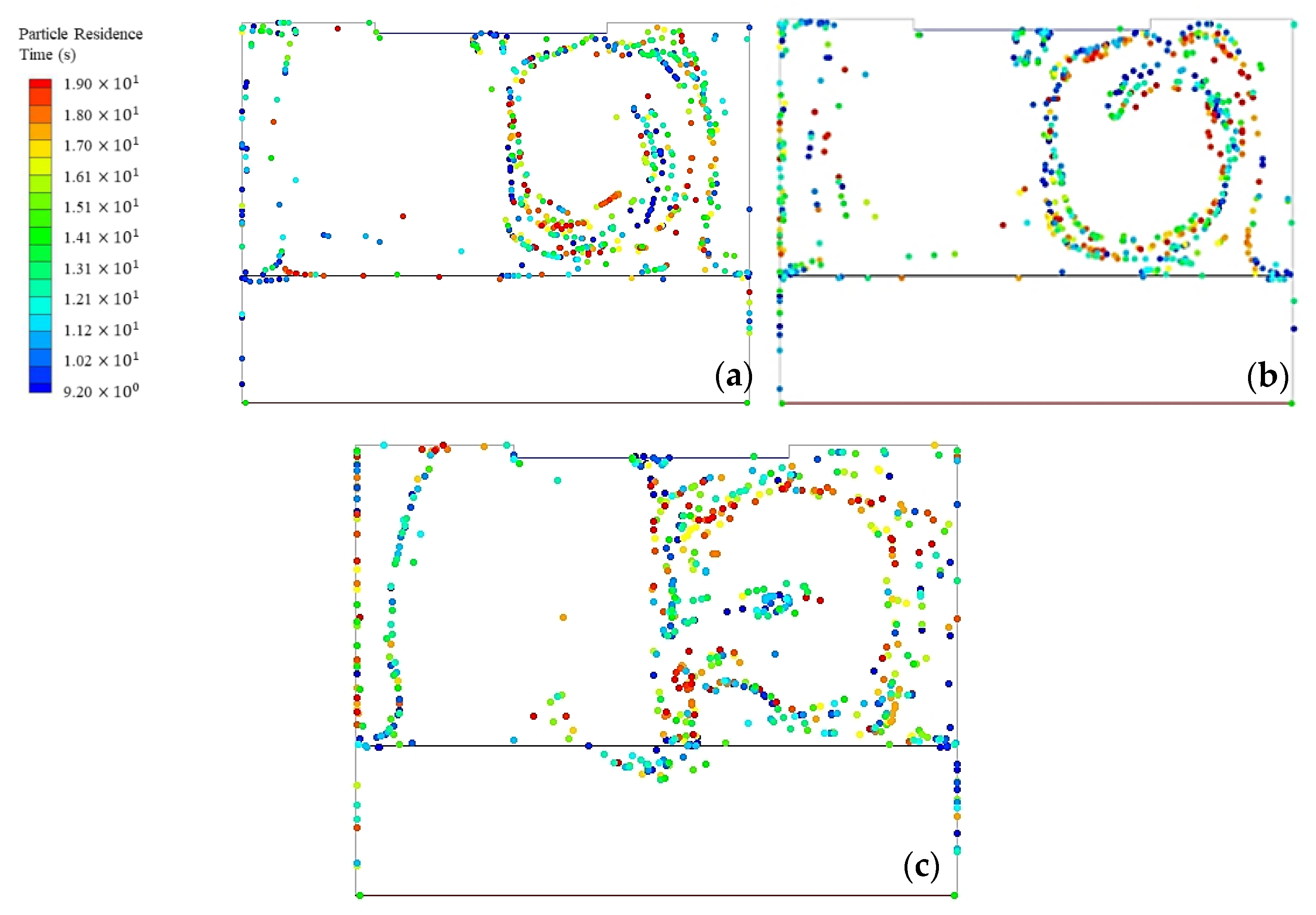
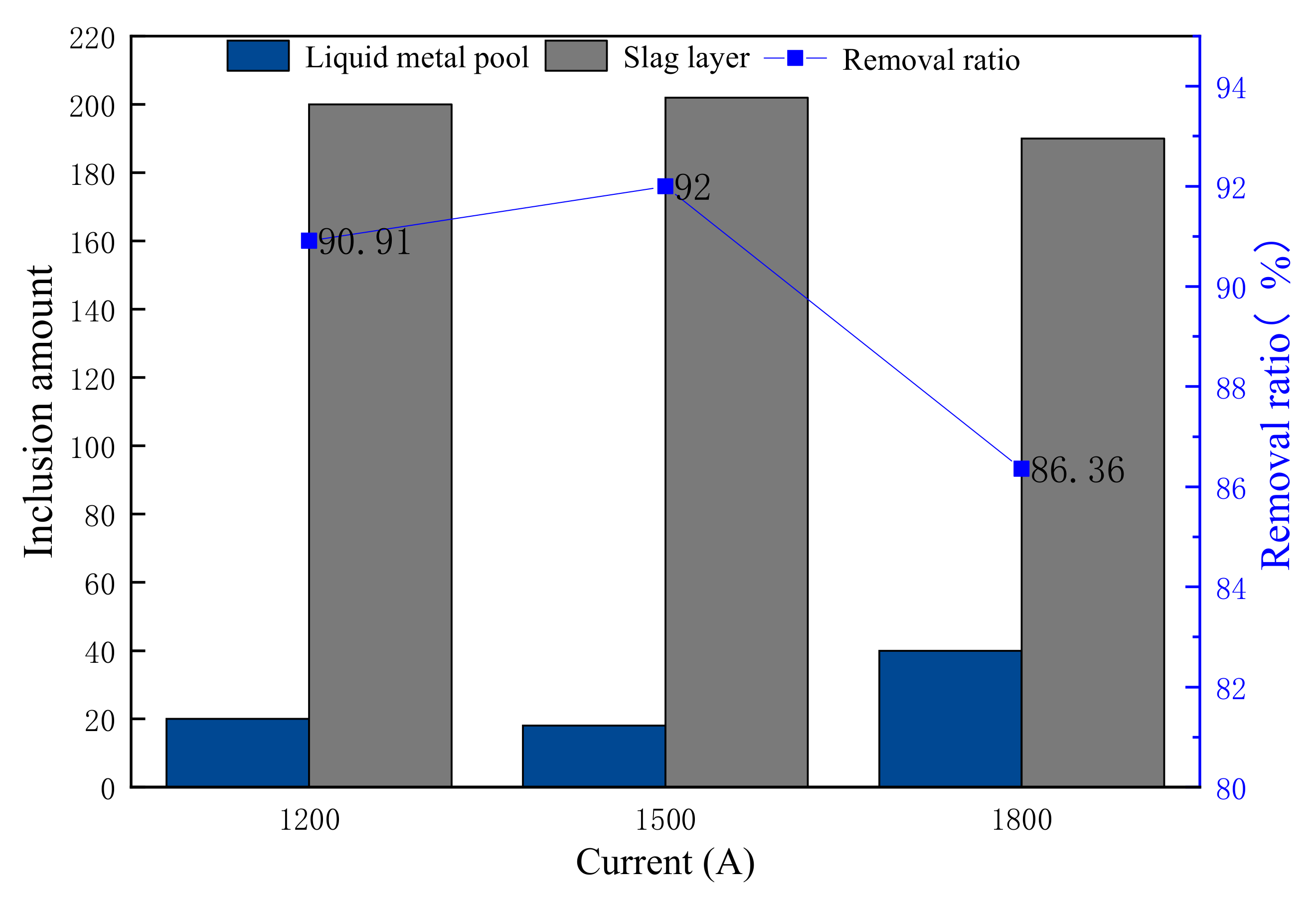
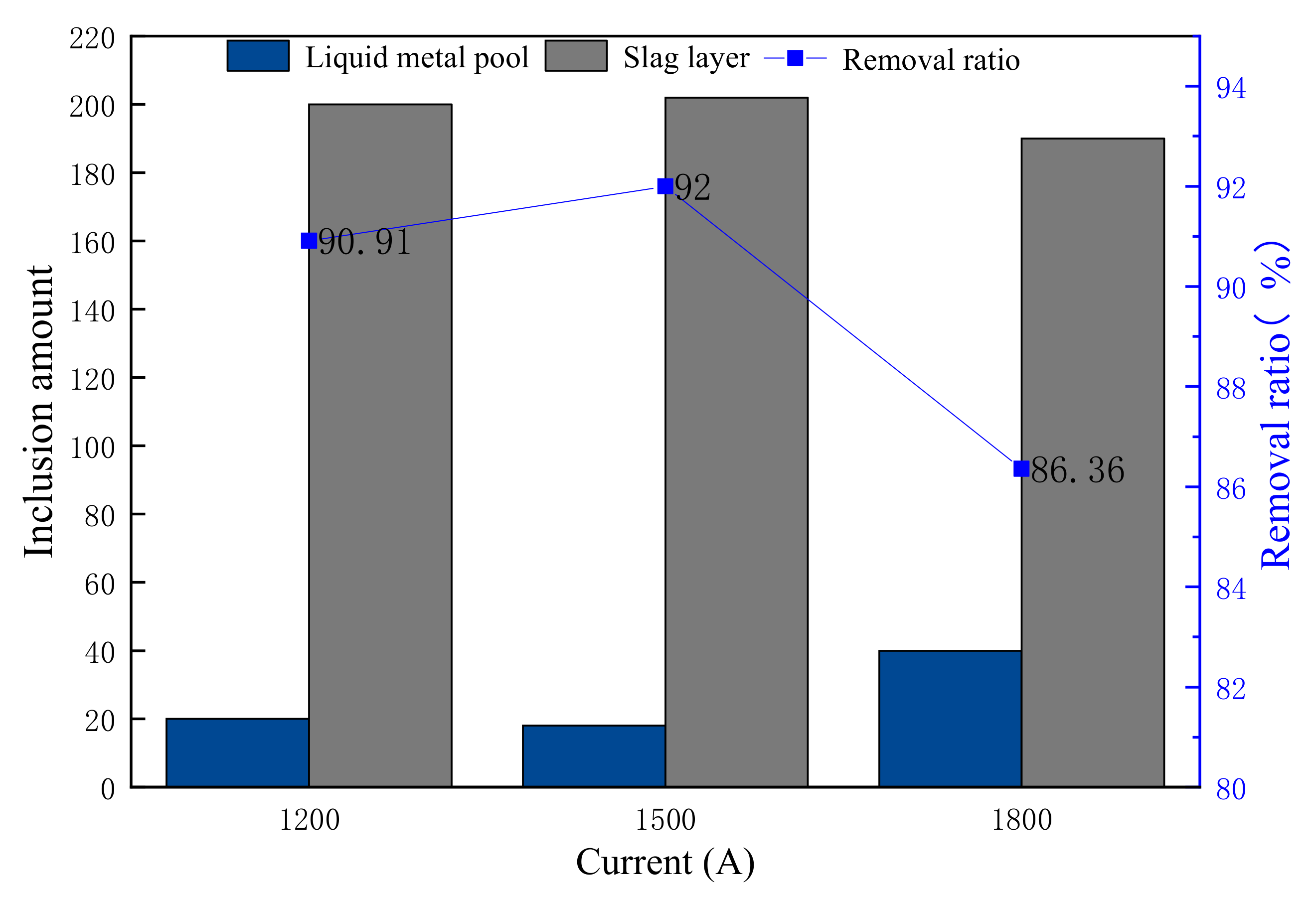
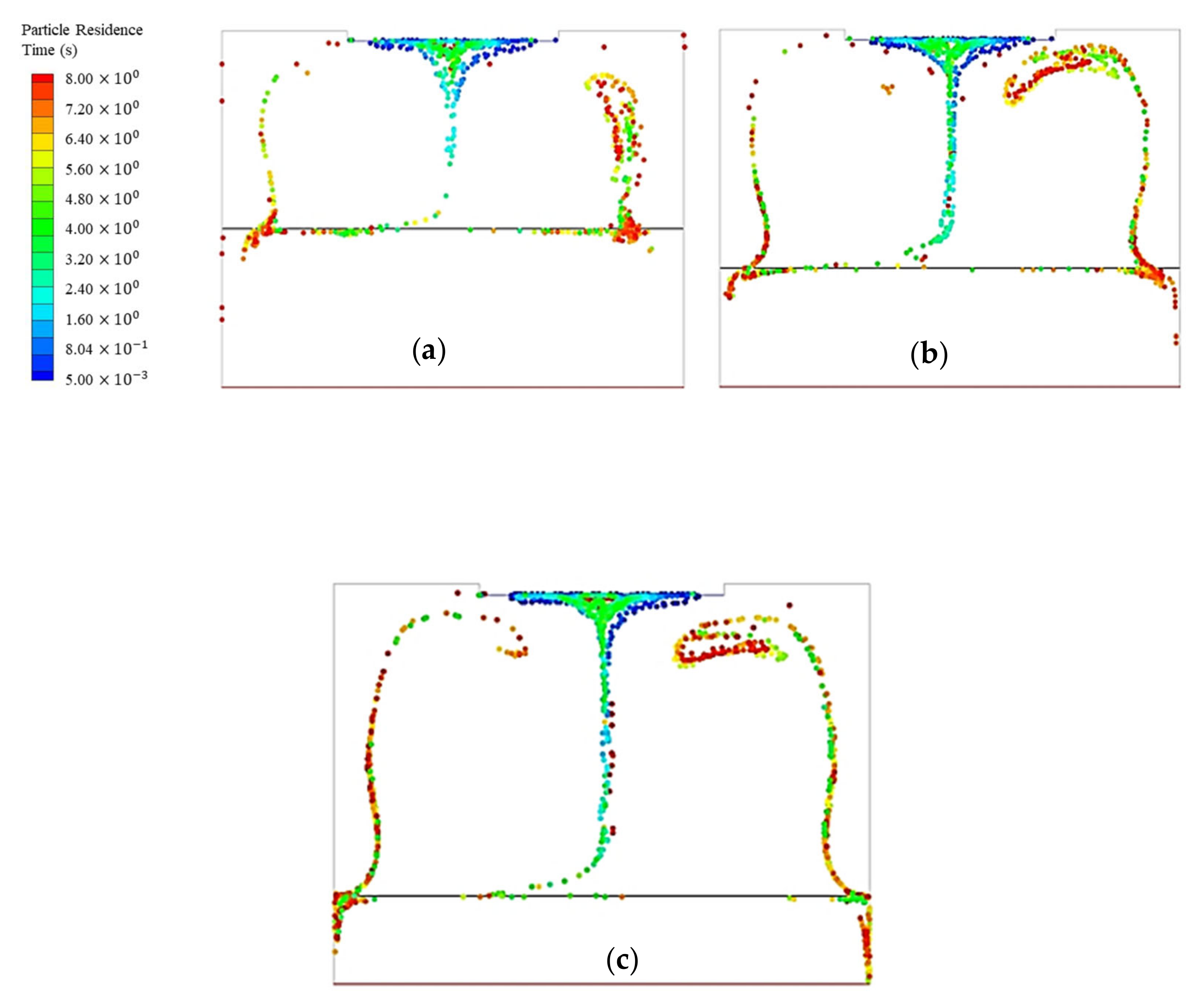
- When the current increases, the flow-following property of inclusions property in the slag layer becomes worse in the ESR process. When the current is 1200 A, it is obvious to see that inclusions flow with the vortex in the center of the slag layer. The removal ratio of inclusions reaches the maximum value, 92%, with a current of 1500 A.
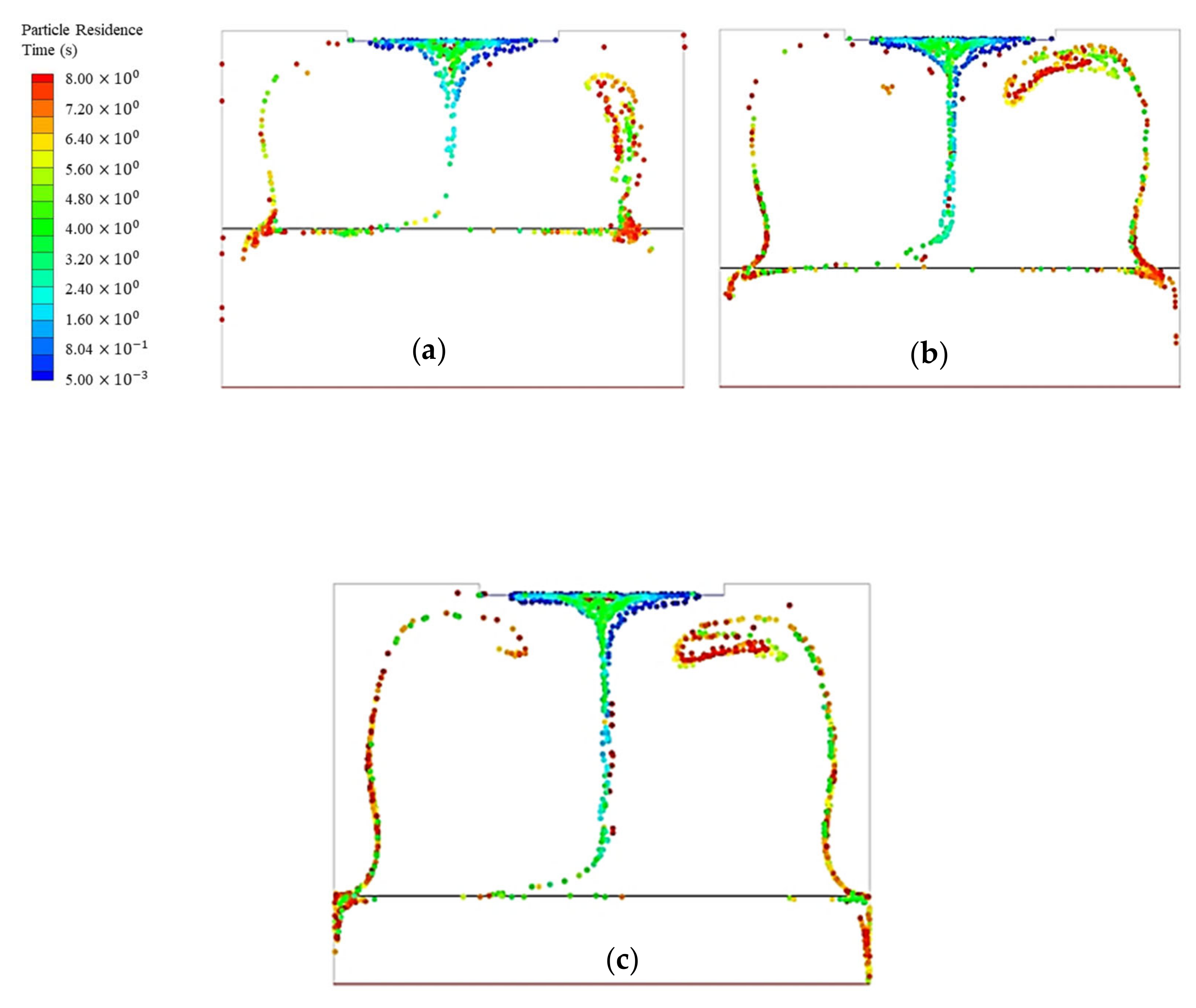
- As the thickness of the slag layer increases, the inclusions removal ratio increases gradually. the number of inclusions entering the liquid-metal pool at a certain angleunder the influence of the vortex in the center of the slag layer gradually decreases, while the number of inclusions entering the liquid-metal pool near the left and right side walls gradually increases under the influence of the falling flow near the mold wall. The maximum is 85.91%.
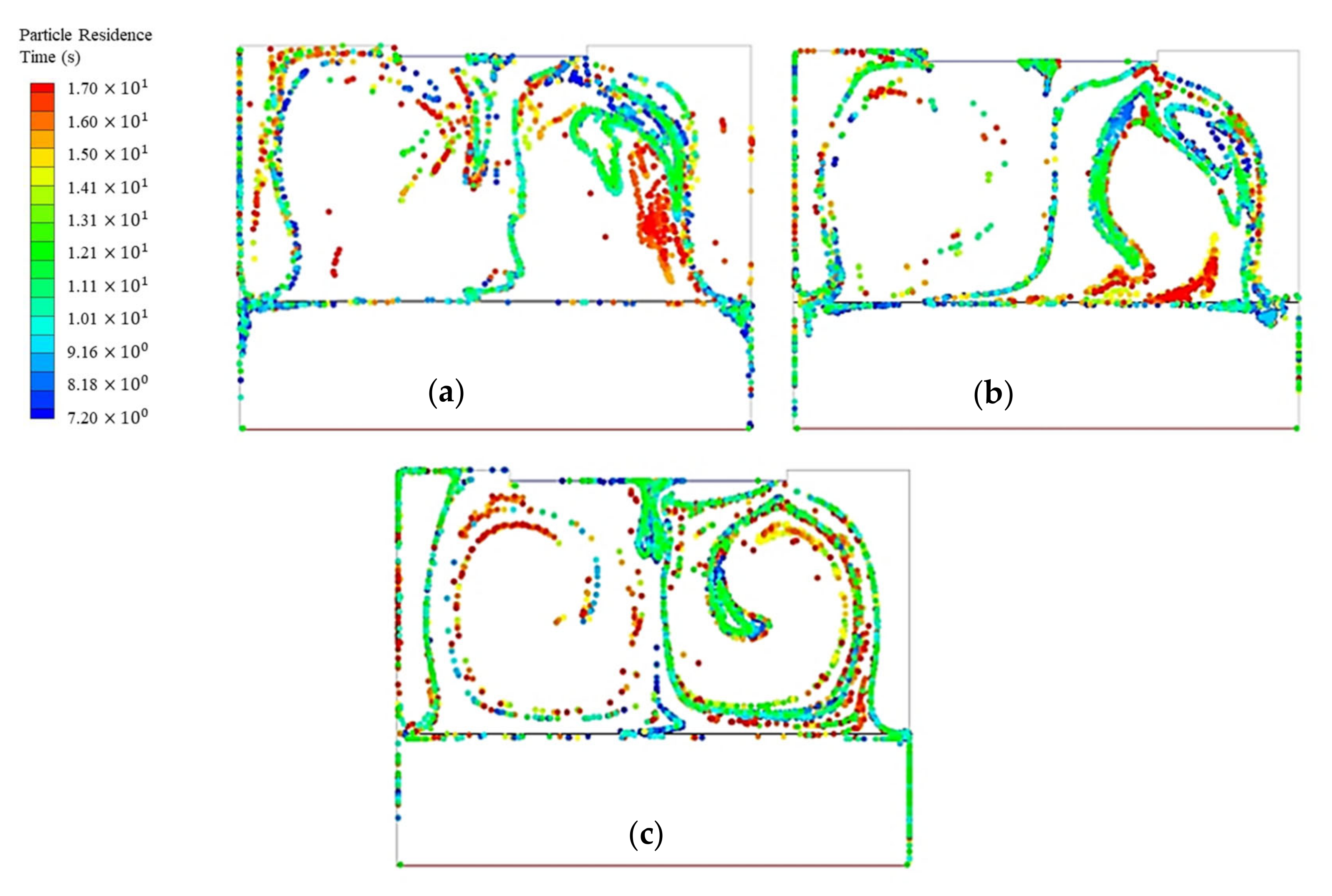
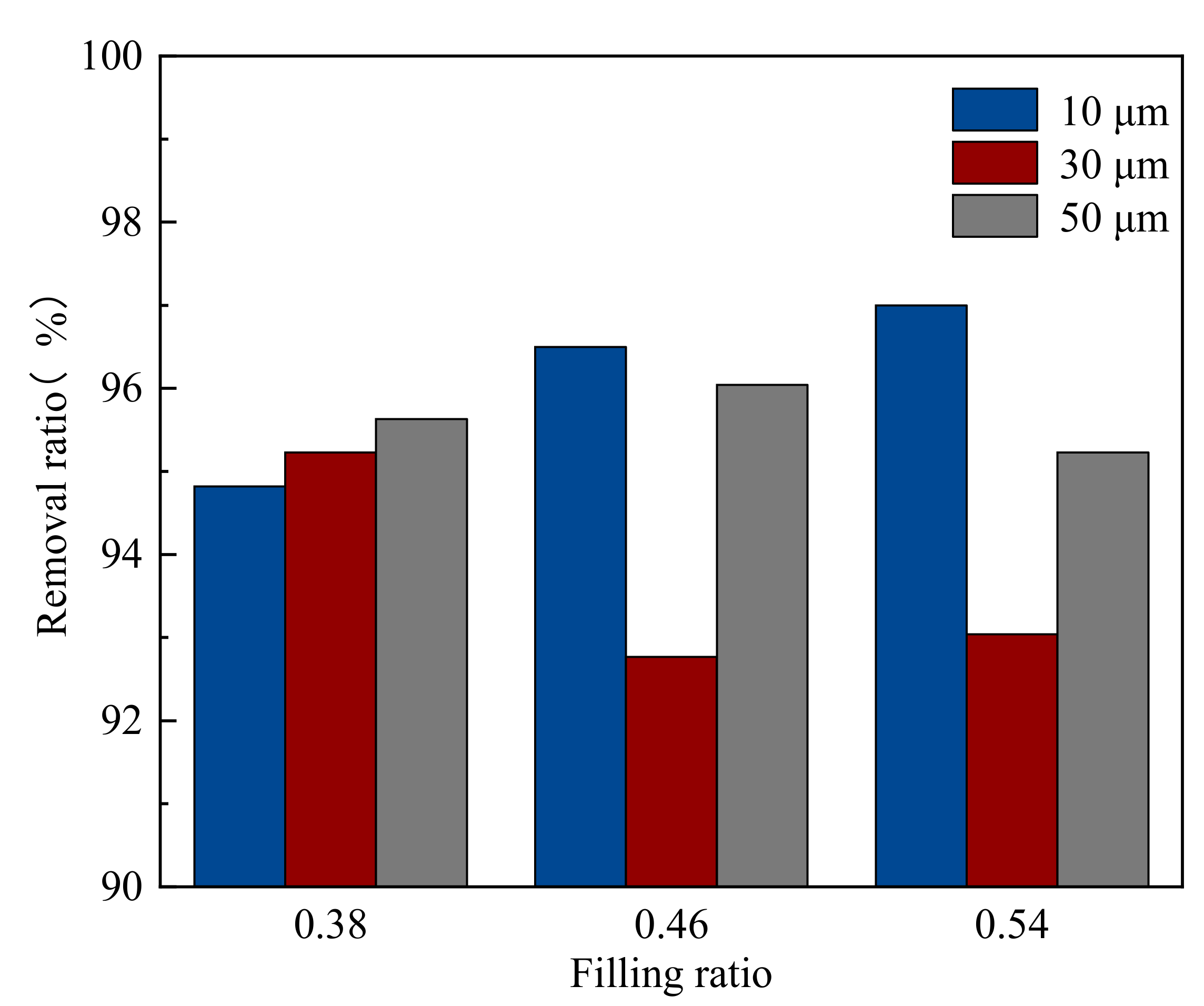
- With the filling ratio increasing, the flow-following property of inclusions in the slag layer enhances. The maximum removal ratio of 10 μm inclusions is 97%. However, the maximum removal ratio of 50 μm inclusions is 96.04% when the electrode filling ratio is 0.46.
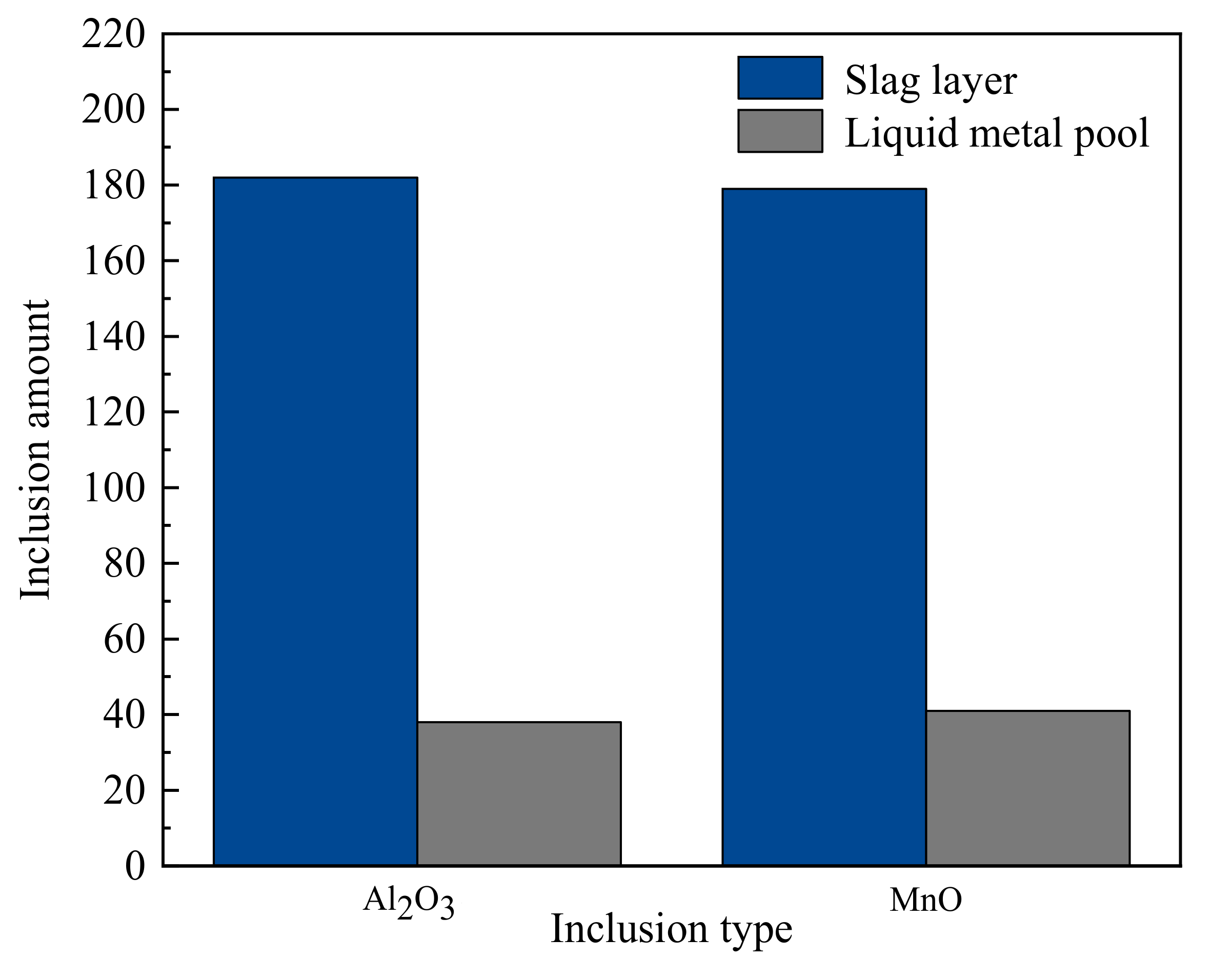
- Most of the 50 μm inclusions congregate at the electrode entrance and the top of the slag layer, while inclusions uniformly distributes in the slag layer. However, the distribution of inclusions and inclusions with a diameter of 10 μm in slag layer are similar. Due to the influence of the vibrating electrode, 10 μm inclusions and inclusions have a similar inclusions ratio of 81.33% and 82.81%, respectively.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
Appendix A
Appendix A.1. Electromagnetic Field
Appendix A.2. Fluid Flow and Heat Transfer
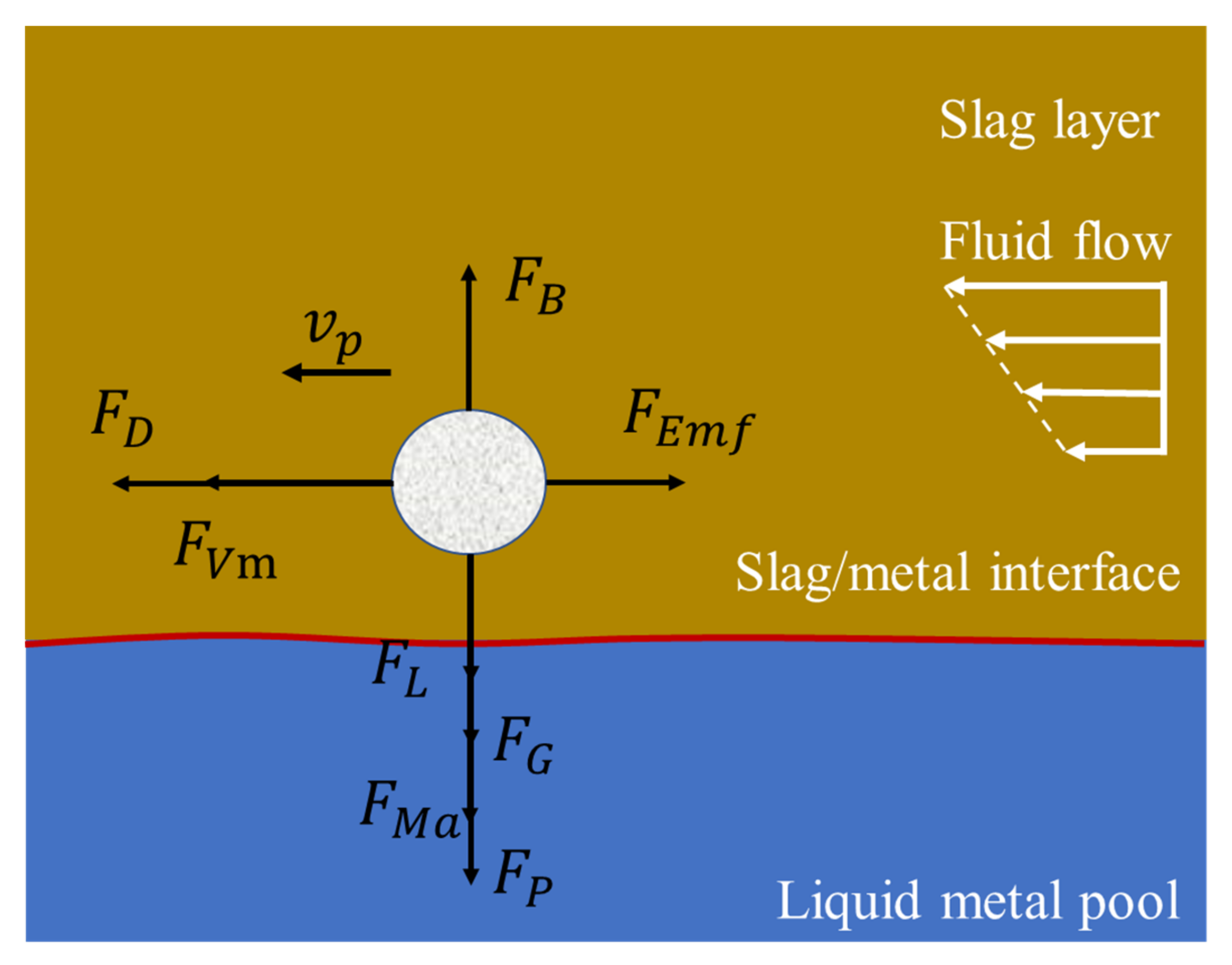
Appendix A.3. Inclusions Motion
Appendix A.4. Boundary Conditions
References
- Hernandez-Morales, B.; Mitchell, A. Review of mathematical models of fluid flow, heat transfer, and mass transfer in electroslag remelting process. Ironmak. Steelmak. 1999, 26, 423–438. [Google Scholar]
- Wang, F.; Wang, Q.; Li, B.K. Comparison of Thermo-electromagnetic-hydrodynamic Multi-physical Fields in ESR Furnace with Vibrating and Traditional Electrodes. ISIJ Int. 2017, 57, 91–99. [Google Scholar] [CrossRef] [Green Version]
- Zhang, A.M. Effect of non-metallic inclusion on property of steel. Phys. Exam. Test. 2006, 4, 42–44. [Google Scholar]
- Dong, Y.W.; Jiang, Z.H.; Cao, Y.L.; Yu, A.; Hou, D. Effect of slag on inclusions during electroslag remelting process of die steel. Metall. Mater. Trans. B 2014, 45, 1315–1324. [Google Scholar] [CrossRef]
- Mehrabi, K.; Rahimipour, M.R.; Shokuhfar, A. The effect of slag types and melting rate on electro-slag remelting processing. Int. J. Iron Steel Soc. Iran 2005, 2, 37–42. [Google Scholar]
- Chen, X.C.; Shi, C.B.; Guo, H.J. Investigation of oxide inclusions and primary carbonitrides in inconel 718 superalloy refined through electroslag remelting process. Metall. Mater. Trans. B 2012, 43, 1596–1607. [Google Scholar]
- Shi, X.; Chang, L.Z.; Zhu, Z. Effect of noncontact ultrasonic technology on solidification quality of electroslag steel. J. Iron Steel Res. Int. 2016, 23, 1168–1176. [Google Scholar] [CrossRef]
- Kharicha, A.; Sibaki, E.K.; Wu, M. Review on modeling and simulation of electroslag remelting. Steel Res. Int. 2017, 89, 201700100. [Google Scholar] [CrossRef]
- Kelkar, M.; Patankar, S.V.; Srivatsa, S.K.; Minisandram, R.S.; Evans, D.G.; de Barbadillo, J.J.; Smith, R.H.; Helmink, R.C.; Mitchell, A.; Sizek, H.A. Computational modeling of electroslag remelting process used for the production of high performance alloys. In Proceedings of the International Symposium on Liquid Metal Processing and Casting, Austin, TX, USA, 22–25 September 2013; pp. 3–12. [Google Scholar]
- Du, G.; Li, J.; Wang, J.B. Effect of operating conditions on inclusion of die steel during electroslag remelting. ISIJ Int. 2017, 58, 78–87. [Google Scholar] [CrossRef] [Green Version]
- Huang, X.C.; Li, B.K.; Liu, Z.Q. Numerical study on the removal and distribution of non-metallic inclusion in electroslag remelting process. Int. J. Heat Mass Transf. 2019, 135, 1300–1311. [Google Scholar] [CrossRef]
- Hugo, M.; Dussoubs, B.; Jardy, A.; Escaffre, J.; Poisson, H. Influence of the mold current on the electroslag remelting process. Metall. Mater. Trans. B 2016, 47, 2607–2622. [Google Scholar] [CrossRef]
- Hirt, C.W.; Nichols, B.D. Volume of fluid (VOF) method for the dynamics of free boundaries. Comput. Phys. 1981, 39, 201–225. [Google Scholar] [CrossRef]
- Huang, X.C.; Li, B.K.; Liu, Z.Q. A coupled mathematical model of oxygen transfer in electroslag remelting process. Int. J. Heat Mass Transf. 2018, 120, 458–470. [Google Scholar] [CrossRef]
- Singh, A.K.; Basu, B.; Ghosh, A. Role of appropriate permeability model on numerical prediction of macrosegregation. Metall. Mater. Trans. B 2006, 37, 799–809. [Google Scholar]
- Wang, H.; Li, J.; Shi, C.; Qi, Y.; Dai, Y. Formation and evolution of non-metallic inclusion in calcium treatment H13 steel during electroslag remelting process. ISIJ Int. 2019, 59, 828–838. [Google Scholar]
- Wen, T.; Ren, Q.; Zhang, L.; Wang, J.; Ren, Y.; Zhang, J.; Yang, W.; Wu, A. Evolution of non-metallic inclusion during the electroslag remelting process. Steel Res. Int. 2021, 92, 2000629. [Google Scholar] [CrossRef]
- Wang, Q.; Wang, R.T.; He, Z.; Li, G.Q.; Li, B.K.; Li, H.B. Numerical analysis of inclusion motion behavior in electroslag remelting process. Int. J. Heat Mass Transf. 2018, 125, 1333–1344. [Google Scholar] [CrossRef]
- Huang, X.C.; Li, B.; Liu, Z. Numerical investigation and experimental validation of motion and distribution of nonmetallic inclusions in Argon protection electroslag remelting Process. Metals 2018, 8, 392. [Google Scholar] [CrossRef] [Green Version]
- Wang, R.T.; Li, G.Q.; Wang, Q.; Wang, Q. Numerical simulation of inclusion movement in electroslag remelting process. J. Iron Steel Res. 2018, 2, 104–112. [Google Scholar]
- Wang, F.; Xiong, Y.L.; Li, B.K. Impact of fill ratio on temperature profile and metal bath configuration in electroslag remelting process with vibrating electrode. Steel Res. Int. 2019, 90, 1800092. [Google Scholar] [CrossRef]
- Wang, Q.; He, Z.; Li, G.; Li, B.; Zhu, C.; Chen, P. Numerical investigation of desulfurization behavior in electroslag remelting process. Int. J. Heat Mass Transf. 2017, 104, 943–951. [Google Scholar] [CrossRef]
- Song, Z.W.; Chen, R.; Xiong, Y.L. Effects of electrode vibration on inclusion of ZG04Cr13Ni14Mo stainless steel during Electrode Remelting. Foundry 2015, 64, 1108–1112. [Google Scholar]
- Wang, F.; Wang, Q.; Baleta, J.; Li, B.K. A dynamic mesh-based approach for simulation of the electromagnetically-controlled vibrating electrode electroslag-remelting furnace. JOM 2019, 71, 4198–4205. [Google Scholar]
- Wang, Q.; Li, B.K. Numerical investigation on the effect of slag thickness on metal pool profile in electroslag remelting process. ISIJ Int. 2016, 56, 282–287. [Google Scholar]
- Huang, X.C.; Duan, Y.R.; Liu, Z.Q.; Li, B.K.; Wang, F. Role of eleetrode rotating on improvement of metal pool profile in electroslag remetling process. Metals 2021, 11, 1675–1689. [Google Scholar]
- Jardy, A.; Ablitzer, D.; Wadier, J.F. Study on sulfur transfer behavior during refining of rejected electrolytic manganese metal. Metals 2019, 9, 751–770. [Google Scholar]
- Zhang, L.F.; Aoki, J.; Thomas, B.G. Inclusion removal by bubble flotation in a continuous casting mold. Metall. Mater. Trans. B 2006, 37, 361–379. [Google Scholar] [CrossRef]
- Sun, X.S.; Sakai, M. Three-dimensional simulation of gas-solid-liquid flows using the DEM-VOF method. Chem. Eng. Sci. 2015, 134, 531–548. [Google Scholar]
- Liu, Z.Q.; Niu, R.; Wu, Y.D.; Li, B.K.; Gan, Y.; Wu, M.H. Physical and numerical simulation of mixed columnar-equiaxed solidification during cold strip feeding in continuous casting. Int. J. Heat Mass Transf. 2021, 173, 121237. [Google Scholar] [CrossRef]
- Wang, Q.; Squires, K.D.; Chen, M.; Mclaughlin, J.B. On the role of the lift force in turbulence simulations of particle deposition. Int. J. Multiph. Flow 1997, 23, 749–763. [Google Scholar] [CrossRef]
- Pudasaini, S.P. A fully analytical model for virtual mass force in mixture flows. Int. J. Multiph. Flow 2019, 113, 142–152. [Google Scholar] [CrossRef]






{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Parameter | Value |
|---|---|
| Physical properties of liquid metal | |
| Density | ) |
| Viscosity | 0.006 (kg/m·s) |
| Specific heat | 866 (J/kg·K) |
| Thermal conductivity | 30.5 (W/m·K) |
| Electric conductivity | (S/m) |
| Liquidus/solidus temperature | 1798/1768 (K) |
| Latent heat of fusion | 270 (kJ/kg) |
| Physical properties of slag layer | |
| Density | |
| Viscosity | 0.03 kg/(m·s) |
| Specific heat | 1255 J/(kg·K) |
| Thermal conductivity | 10.5 W/(m·K) |
| Electric conductivity | (S/m) |
| Liquidus/solidus temperature | 1610/1590 (K) |
| Dimension of geometry model | |
| Length | 120 (mm) |
| Height | 90 (mm) |
| Electrode filling ratio | 0.46/0.38/0.54 |
| slag layer thickness | 60/50/70 (mm) |
| Electrode immersing depth | 5.0 (mm) |
| Operating condition | |
| Electrode vibration frequency | 0.50/0.25/1 (Hz) |
| Current | 1500/1200/1800 (A) |
| Inclusions density | ) |
| Inclusions diameter | 10/30/50 (μm) |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Wang, F.; Sun, B.; Liu, Z.; Li, B.; Huang, S.; Zhang, B. Numerical Simulation on Motion Behavior of Inclusions in the Lab-Scale Electroslag Remelting Process with a Vibrating Electrode. Metals 2021, 11, 1784. https://doi.org/10.3390/met11111784
Wang F, Sun B, Liu Z, Li B, Huang S, Zhang B. Numerical Simulation on Motion Behavior of Inclusions in the Lab-Scale Electroslag Remelting Process with a Vibrating Electrode. Metals. 2021; 11(11):1784. https://doi.org/10.3390/met11111784
Chicago/Turabian StyleWang, Fang, Boyang Sun, Zhongqiu Liu, Baokuan Li, Shuo Huang, and Beijiang Zhang. 2021. "Numerical Simulation on Motion Behavior of Inclusions in the Lab-Scale Electroslag Remelting Process with a Vibrating Electrode" Metals 11, no. 11: 1784. https://doi.org/10.3390/met11111784
APA StyleWang, F., Sun, B., Liu, Z., Li, B., Huang, S., & Zhang, B. (2021). Numerical Simulation on Motion Behavior of Inclusions in the Lab-Scale Electroslag Remelting Process with a Vibrating Electrode. Metals, 11(11), 1784. https://doi.org/10.3390/met11111784