
Effects of Laser Peening with a Pulse Energy of 1.7 mJ on the Residual Stress and Fatigue Properties of A7075 Aluminum Alloy

 ,
, 

Abstract
:
1. Introduction
2. Materials and Methods
2.1. Sample Preparation
2.2. LPwC Setup and Conditions
2.3. Measurement of RSs
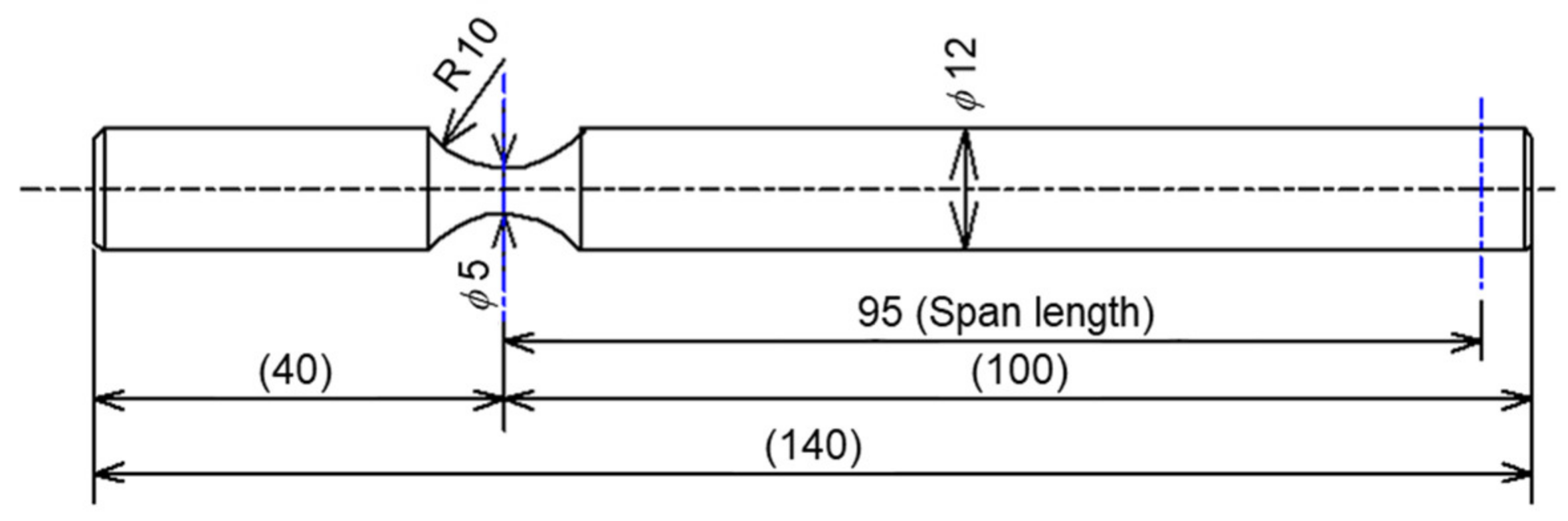
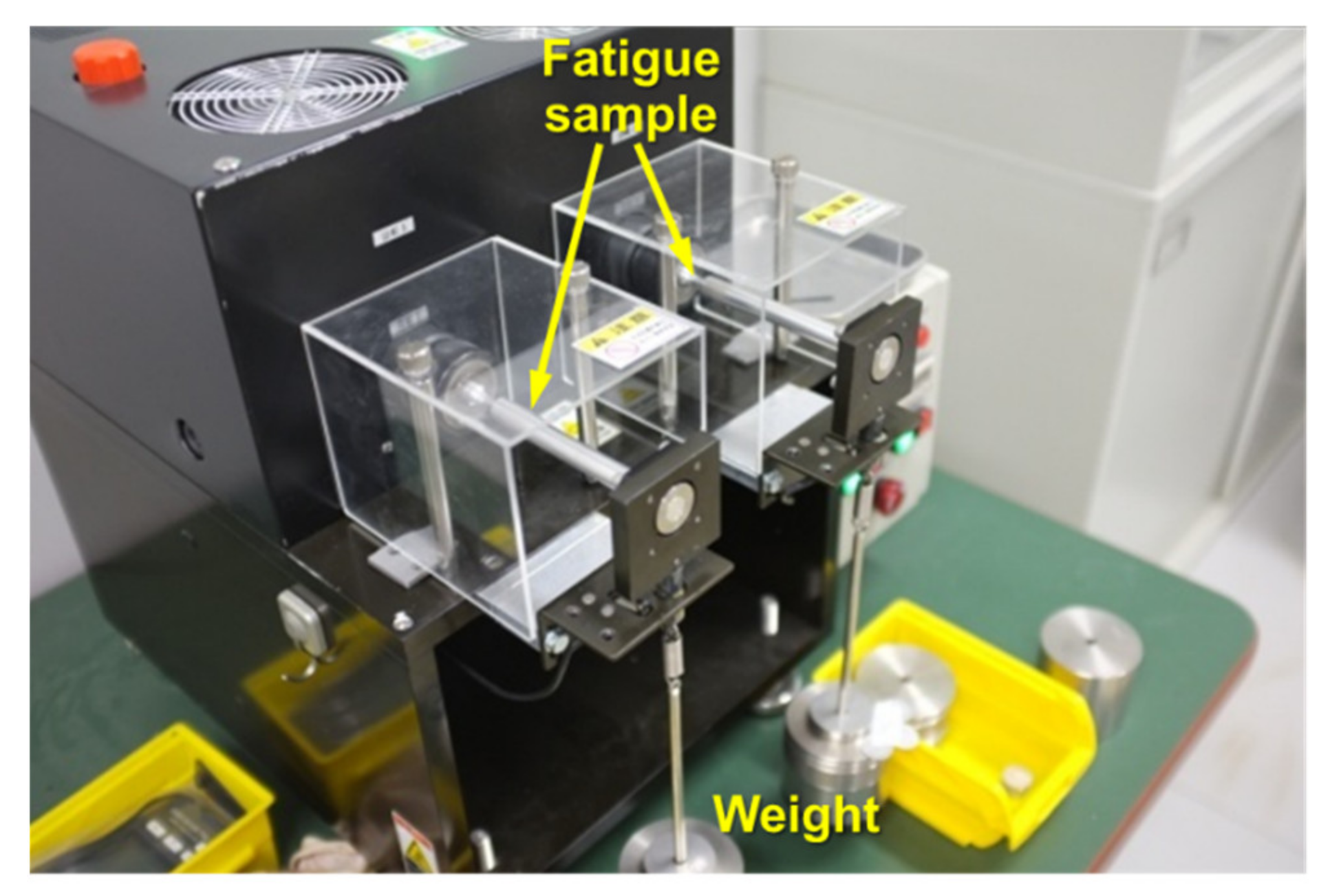
2.4. Fatigue
3. Results and Discussion
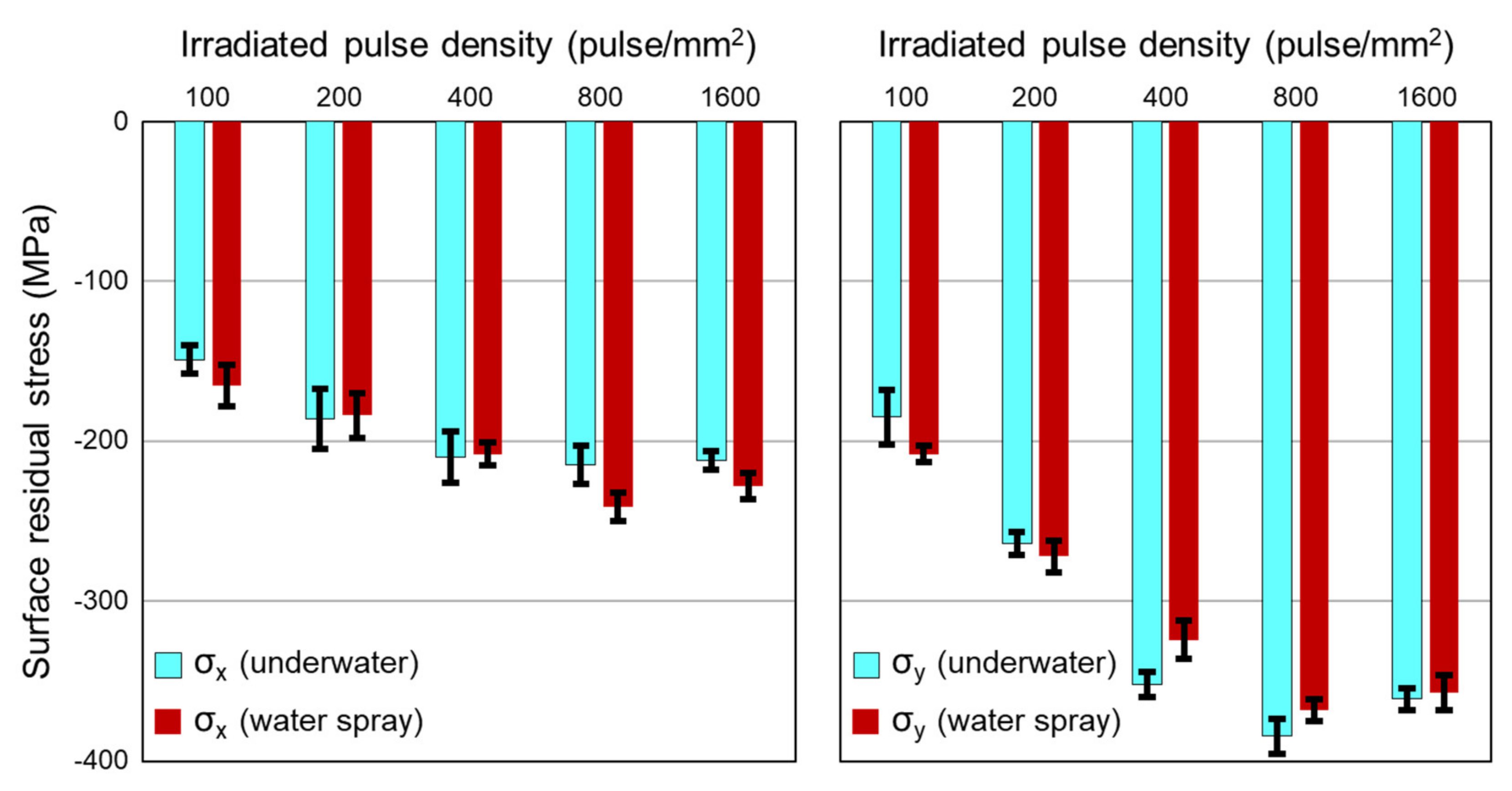
3.1. Surface RSs on A7075-T73
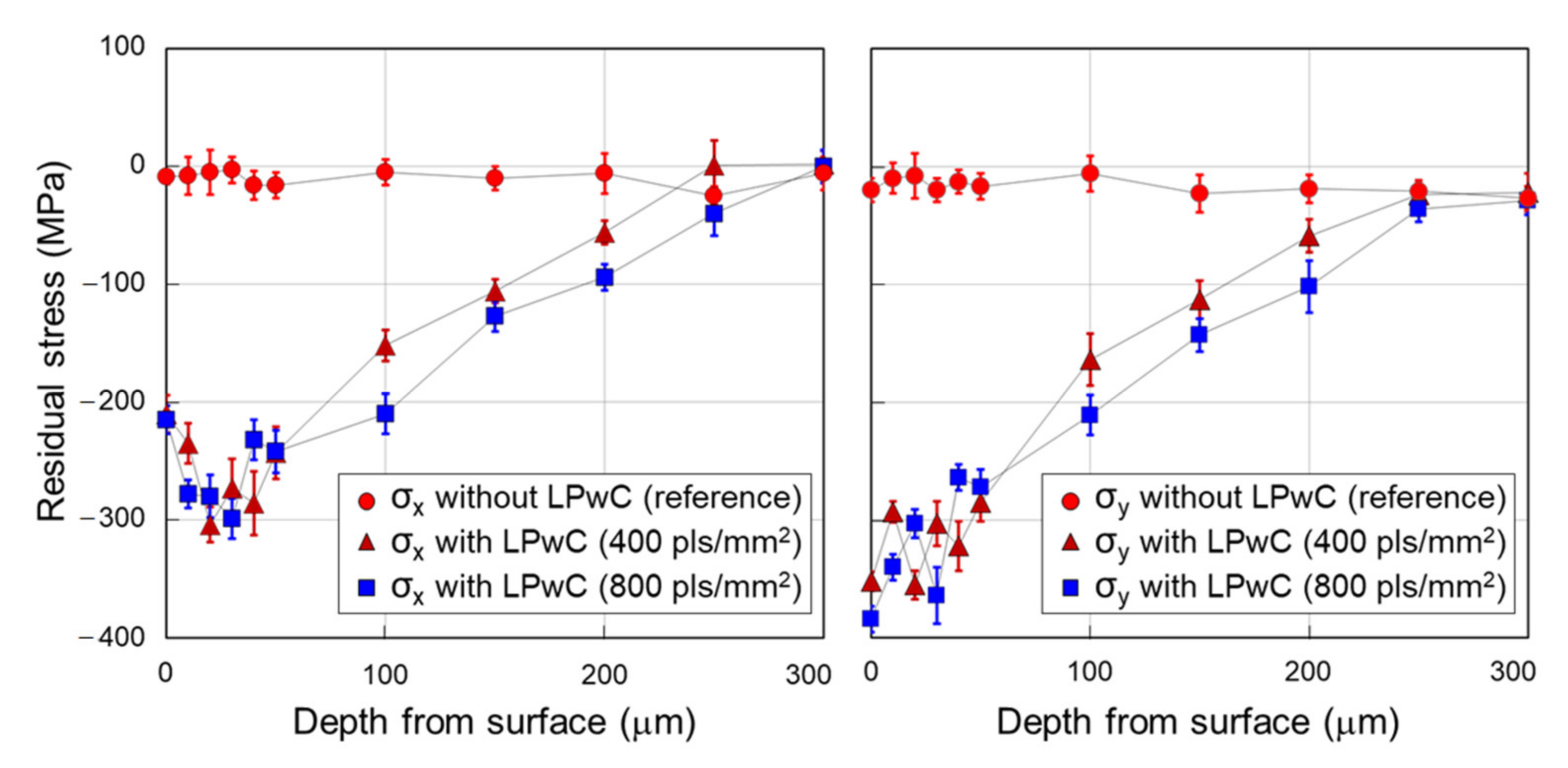
3.2. RS Depth Profiles
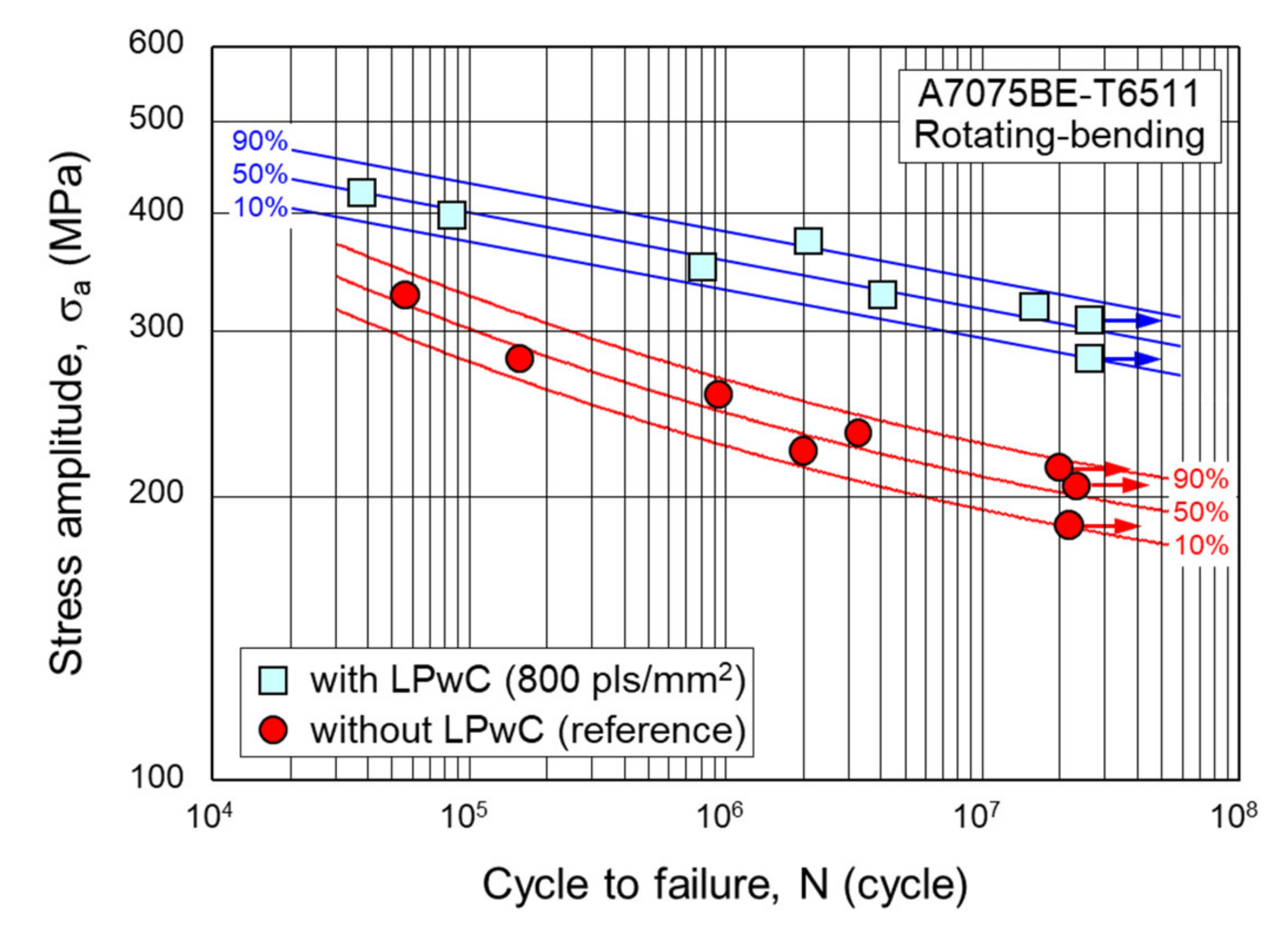
3.3. Fatigue Properties
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Clauer, A.H. Laser shock peening, the path to production. Metals 2019, 9, 626. [Google Scholar] [CrossRef] [Green Version]
- Ding, K.; Ye, L. Laser Shock Peening; Woodhead Publishing in Materials; Woodhead: Cambridge, UK, 2006. [Google Scholar]
- Kruusing, A. Underwater and water-assisted laser processing: Part 1—General features, steam cleaning and shock processing. Opt. Lasers Eng. 2004, 41, 307–327. [Google Scholar] [CrossRef]
- Montross, C.S.; Wei, T.; Ye, L.; Clark, G.; Mai, Y.W. Laser shock processing and its effects on microstructure and properties of metal alloys: A review. Int. J. Fatigue 2002, 24, 1021–1036. [Google Scholar] [CrossRef]
- Fabbro, R.; Peyre, P.; Berthe, L.; Scherpereel, X. Physics and applications of laser-shock processing. J. Laser Appl. 1998, 10, 265–279. [Google Scholar] [CrossRef]
- Sano, Y. Quarter century development of laser peening without coating. Metals 2020, 10, 152. [Google Scholar] [CrossRef] [Green Version]
- Altenberger, I.; Nalla, R.K.; Sano, Y.; Wagner, L.; Ritchie, R.O. On the effect of deep-rolling and laser-peening on the stress-controlled low- and high-cycle fatigue behavior of Ti-6Al-4V at elevated temperatures up to 550 °C. Int. J. Fatigue 2012, 44, 292–302. [Google Scholar] [CrossRef]
- Spanrad, S.; Tong, J. Characterisation of foreign object damage (FOD) and early fatigue crack growth in laser shock peened Ti-6Al-4V aerofoil specimens. Mater. Sci. Eng. A 2011, 528, 2128–2136. [Google Scholar] [CrossRef]
- See, D.W.; Dulaney, J.L.; Clauer, A.H.; Tenaglia, R.D. The air force manufacturing technology laser peening initiative. Surf. Eng. 2002, 18, 32–36. [Google Scholar] [CrossRef]
- Curtiss-Wright Surface Technologies. Available online: https://cwst.com/ (accessed on 10 September 2021).
- LSP Technologies. Available online: https://www.lsptechnologies.com/ (accessed on 10 September 2021).
- Peyre, P.; Berthe, L.; Scherpereel, X.; Fabbro, R. Laser-shock processing of aluminium-coated 55C1 steel in water-confinement regime, characterization and application to high-cycle fatigue behavior. J. Mater. Sci. 1998, 33, 1421–1429. [Google Scholar] [CrossRef]
- Peyre, P.; Chaieb, I.; Braham, C. FEM calculation of residual stresses induced by laser shock processing in stainless steels. Model. Simul. Mater. Sci. Eng. 2007, 15, 205–221. [Google Scholar] [CrossRef]
- Mukai, N.; Aoki, N.; Obata, M.; Ito, A.; Sano, Y.; Konagai, C. Laser processing for underwater maintenance in nuclear plants. In Proceedings of the 3rd JSME/ASME International Conference on Nuclear Engineering (ICONE-3), Kyoto, Japan, 23–27 April 1995; p. 534. [Google Scholar]
- Sano, Y.; Mukai, N.; Okazaki, K.; Obata, M. Residual stress improvement in metal surface by underwater laser irradiation. Nucl. Instrum. Methods Phys. Res. B 1997, 121, 432–436. [Google Scholar] [CrossRef]
- Sano, Y.; Kimura, M.; Sato, K.; Obata, M.; Sudo, A.; Hamamoto, Y.; Shima, S.; Ichikawa, Y.; Yamazaki, H.; Naruse, M.; et al. Development and application of laser peening system to prevent stress corrosion cracking of reactor core shroud. In Proceedings of the 8th International Conference on Nuclear Engineering (ICONE-8), Baltimore, MD, USA, 2–6 April 2000. [Google Scholar]
- Yoda, M.; Chida, I.; Okada, S.; Ochiai, M.; Sano, Y.; Mukai, N.; Komotori, G.; Saeki, R.; Takagi, T.; Sugihara, M.; et al. Development and application of laser peening system for PWR power plants. In Proceedings of the 14th International Conference on Nuclear Engineering (ICONE-14), Miami, FL, USA, 17–20 July 2006. [Google Scholar]
- Sims, W.; Elias, V. Laser peening for long term operation. Nucl. Plant J. 2018, 4, 54–56. [Google Scholar]
- Sano, Y.; Akita, K.; Sano, T. A mechanism for inducing compressive residual stresses on a surface by laser peening without coating. Metals 2020, 10, 816. [Google Scholar] [CrossRef]
- Sano, Y.; Obata, M.; Kubo, T.; Mukai, N.; Yoda, M.; Masaki, K.; Ochi, Y. Retardation of crack initiation and growth in austenitic stainless steels by laser peening without protective coating. Mater. Sci. Eng. A 2006, 417, 334–340. [Google Scholar] [CrossRef]
- Masaki, K.; Ochi, Y.; Matsumura, T.; Ikarashi, T.; Sano, Y. Effects of laser peening treatment on high cycle fatigue and crack propagation behaviors in austenitic stainless steel. J. Power Energy Syst. 2010, 4, 94–104. [Google Scholar] [CrossRef] [Green Version]
- Sakino, Y.; Sano, Y.; Kim, Y.-C. Application of laser peening without coating on steel welded joints. Int. J. Struct. Integr. 2011, 2, 332–344. [Google Scholar] [CrossRef]
- Sano, Y.; Masaki, K.; Gushi, T.; Sano, T. Improvement in fatigue performance of friction stir welded A6061-T6 aluminum alloy by laser peening without coating. Mater. Des. 2012, 36, 809–814. [Google Scholar] [CrossRef]
- Maawad, E.; Sano, Y.; Wagner, L.; Brokmeier, H.-G.; Genzel, C. Investigation of laser shock peening effects on residual stress state and fatigue performance of titanium alloys. Mater. Sci. Eng. A 2012, 536, 82–91. [Google Scholar] [CrossRef]
- Sakino, Y.; Sano, Y.; Sumiya, R.; Kim, Y.-C. Major factor causing improvement in fatigue strength of butt welded steel joints after laser peening without coating. Sci. Technol. Weld. Join. 2012, 17, 402–407. [Google Scholar] [CrossRef]
- Taira, T. Domain-controlled laser ceramics toward Giant Micro-photonics. Opt. Mater. Express 2011, 1, 1040–1050. [Google Scholar] [CrossRef]
- Sato, Y.; Akiyama, J.; Taira, T. Process design of microdomains with quantum mechanics for giant pulse lasers. Sci. Rep. 2017, 7, 10732. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Zheng, L.; Kausas, A.; Taira, T. Drastic thermal effects reduction through distributed face cooling in a high power giant-pulse tiny laser. Opt. Mater. Express 2017, 7, 3214–3221. [Google Scholar] [CrossRef]
- Zheng, L.; Kausas, A.; Taira, T. >30 MW peak power from distributed face cooling tiny integrated laser. Opt. Express 2019, 27, 30219–30224. [Google Scholar] [CrossRef] [PubMed]
- Unitac Co., Ltd. Available online: https://unitac.net/micro-01/ (accessed on 10 September 2021).
- Optoquest Co., Ltd. Available online: https://www.optoquest.co.jp/t-info/?p=280/ (accessed on 10 September 2021).
- Optoquest Co., Ltd. Available online: https://www.optoquest.co.jp/t-info/?p=395/ (accessed on 10 September 2021).
- Sakino, Y.; Yoshikawa, K.; Sano, Y.; Sumiya, R.; Kim, Y.-C. A basic study for application of laser peening to large-scale steel structure. Q. J. Jpn. Weld. Soc. 2013, 31, 231–237. [Google Scholar] [CrossRef] [Green Version]
- Pulstec Industrial Co., Ltd. Available online: https://www.pulstec.co.jp/en/product/x-ray/ (accessed on 10 September 2021).
- Tanaka, K. The cos method for X-ray residual stress measurement using two-dimensional detector. Mech. Eng. Rev. 2019, 6, 18-00378. [Google Scholar] [CrossRef] [Green Version]
- Sano, Y.; Masaki, K.; Akita, K.; Kajiwara, K.; Sano, T. Effect of laser peening on the mechanical properties of aluminum alloys probed by synchrotron radiation and X-ray free electron laser. Metals 2020, 10, 1490. [Google Scholar] [CrossRef]
- Ubiquitous Power Laser for Achieving a Safe, Secure and Longevity Society under ImPACT Program. Available online: https://www.jst.go.jp/impact/sano/index.html/ (accessed on 10 September 2021).
- Ubiquitous Power Laser for Achieving a Safe, Secure and Longevity Society under ImPACT Program. Available online: https://www.youtube.com/watch?v=nMsOkkEPK5I/ (accessed on 10 September 2021).



{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Material | Si | Fe | Cu | Mn | Mg | Cr | Zn | Ti | Al |
|---|---|---|---|---|---|---|---|---|---|
| A7075-T73 | 0.07 | 0.17 | 1.5 | 0.02 | 2.5 | 0.19 | 5.7 | 0.03 | Bal. |
| A7075BE-T6511 | 0.08 | 0.19 | 1.8 | 0.04 | 2.6 | 0.20 | 5.8 | 0.01 | Bal. |
| Material | 0.2% Proof Stress | Tensile Strength | Elongation |
|---|---|---|---|
| A7075-T73 | 425 MPa | 497 MPa | 12.0% |
| A7075BE-T6511 | 627 MPa | 660 MPa | 9.2% |
| Parameter | RS Sample | Fatigue Sample |
|---|---|---|
| Laser wavelength (μm) | 1.06 | 1.06 |
| Pulse energy (mJ) | 1.7 | 1.7 |
| Pulse duration (ns) | 1.3 | 1.3 |
| Spot diameter (mm) | 0.30 | 0.30 |
| Peak power density (GW/cm2) | 1.9 | 1.9 |
| Pulse repetition rate (Hz) | 50 | 50 |
| Pulse density (pulse/mm2) | 100–1600 | 800 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Sano, Y.; Masaki, K.; Mizuta, Y.; Tamaki, S.; Hosokai, T.; Taira, T. Effects of Laser Peening with a Pulse Energy of 1.7 mJ on the Residual Stress and Fatigue Properties of A7075 Aluminum Alloy. Metals 2021, 11, 1716. https://doi.org/10.3390/met11111716
Sano Y, Masaki K, Mizuta Y, Tamaki S, Hosokai T, Taira T. Effects of Laser Peening with a Pulse Energy of 1.7 mJ on the Residual Stress and Fatigue Properties of A7075 Aluminum Alloy. Metals. 2021; 11(11):1716. https://doi.org/10.3390/met11111716
Chicago/Turabian StyleSano, Yuji, Kiyotaka Masaki, Yoshio Mizuta, Satoshi Tamaki, Tomonao Hosokai, and Takunori Taira. 2021. "Effects of Laser Peening with a Pulse Energy of 1.7 mJ on the Residual Stress and Fatigue Properties of A7075 Aluminum Alloy" Metals 11, no. 11: 1716. https://doi.org/10.3390/met11111716