
Effect of Laser Shock Peening Parameters on Residual Stresses and Corrosion Fatigue of AA5083

 ,
,
Abstract
:1. Introduction
2. Materials and Methods
2.1. Material
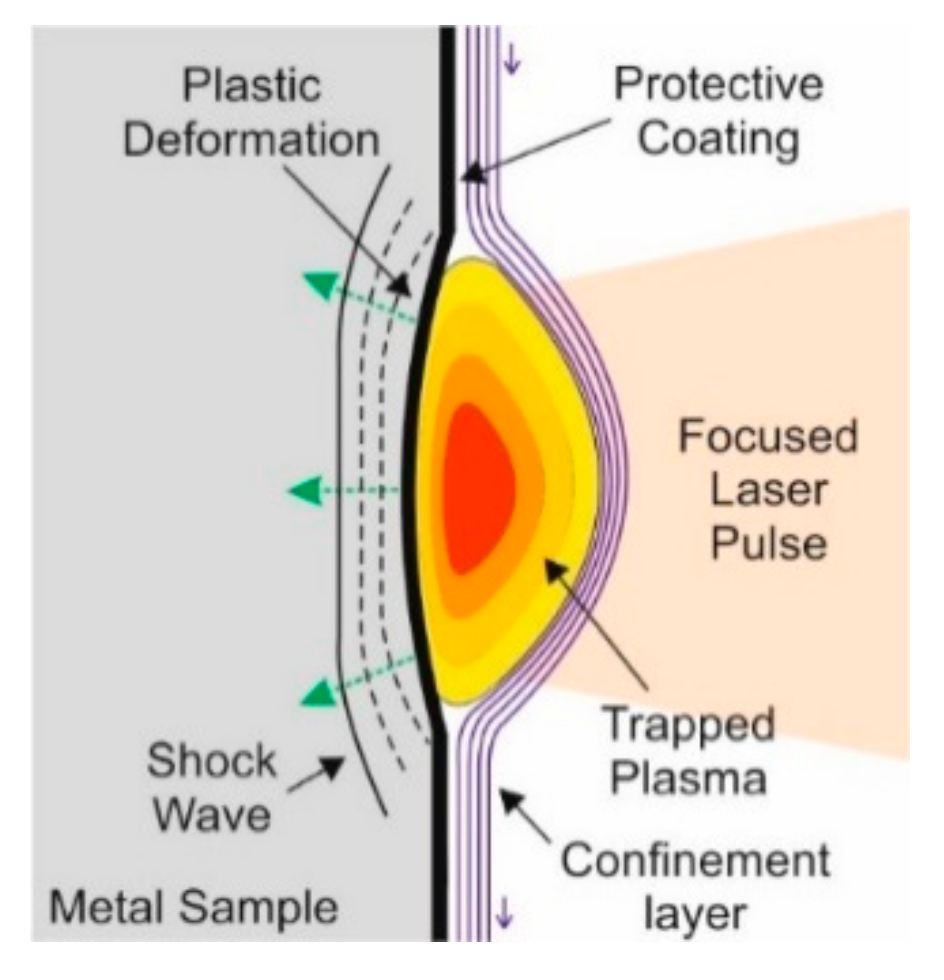
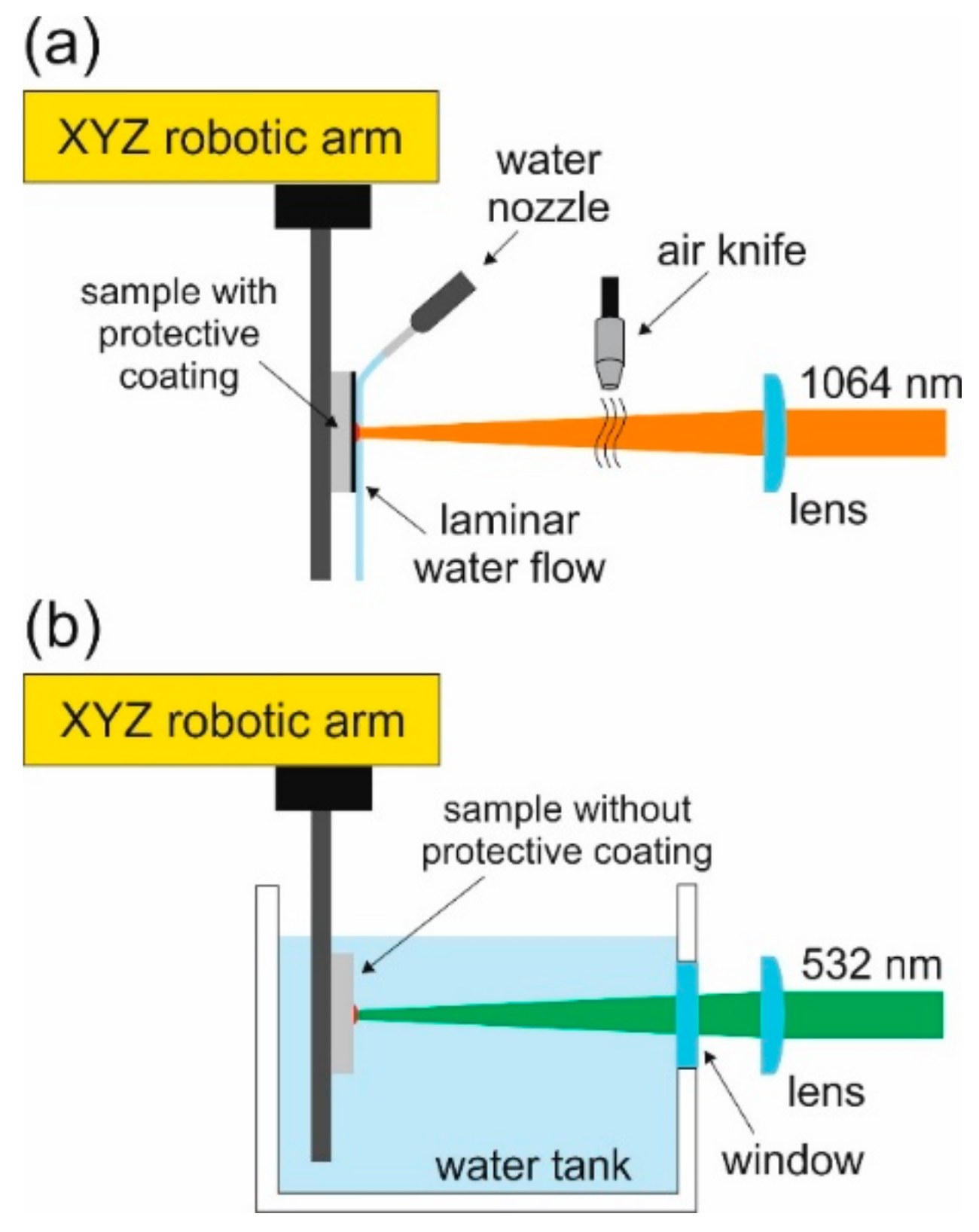
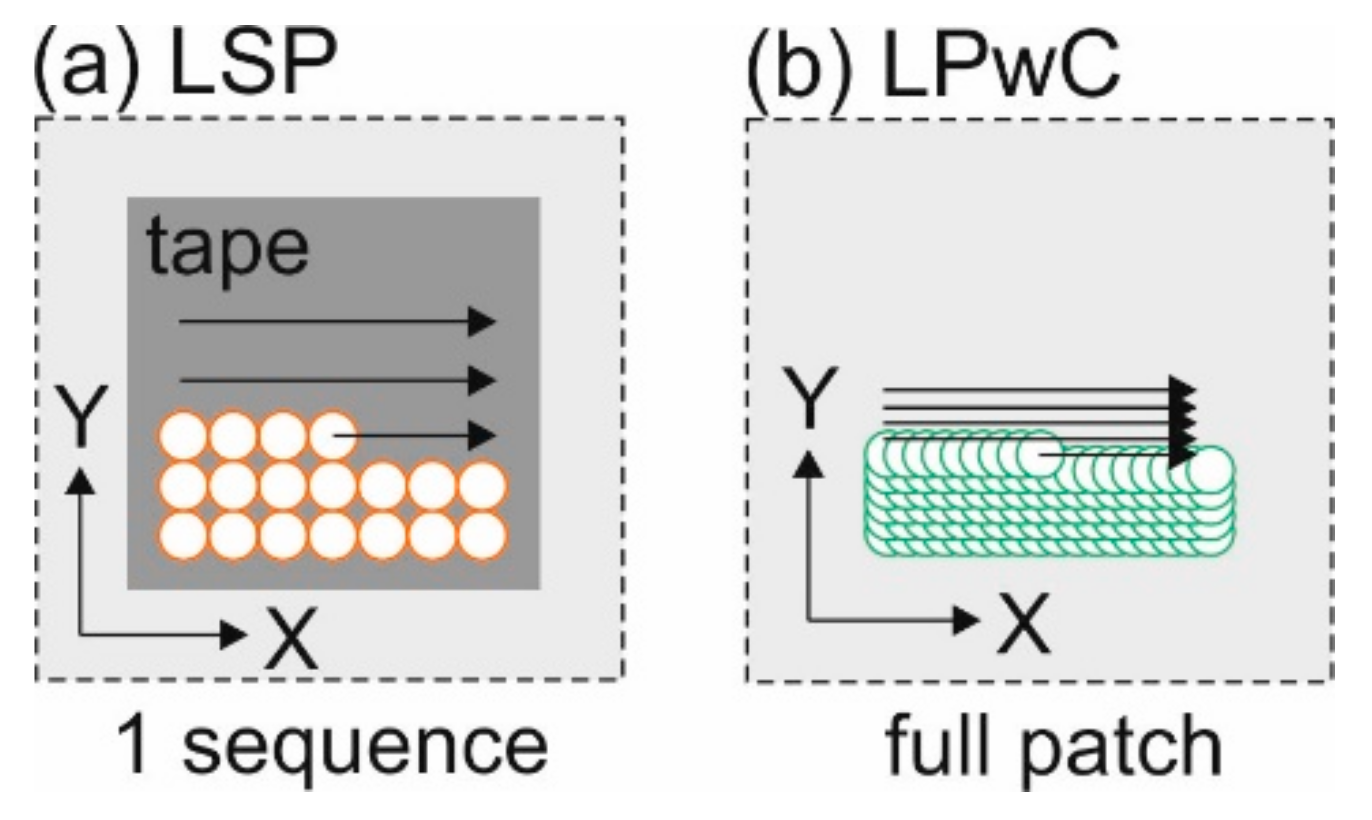
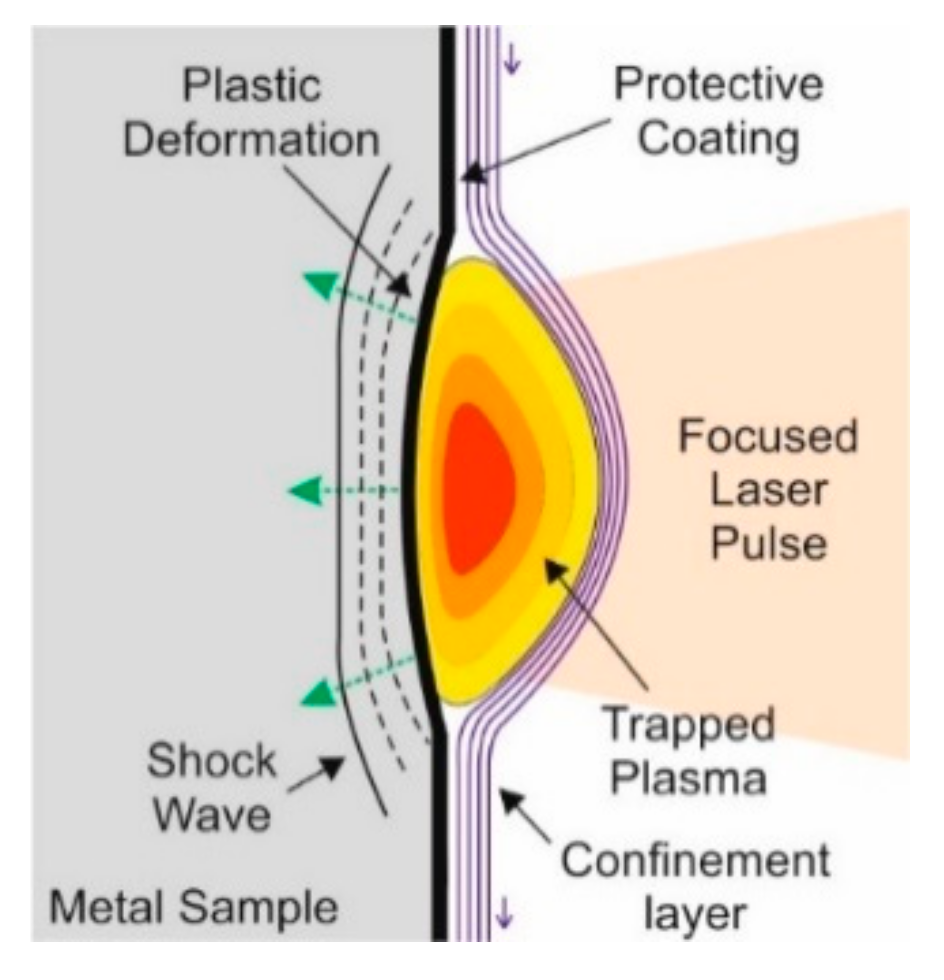
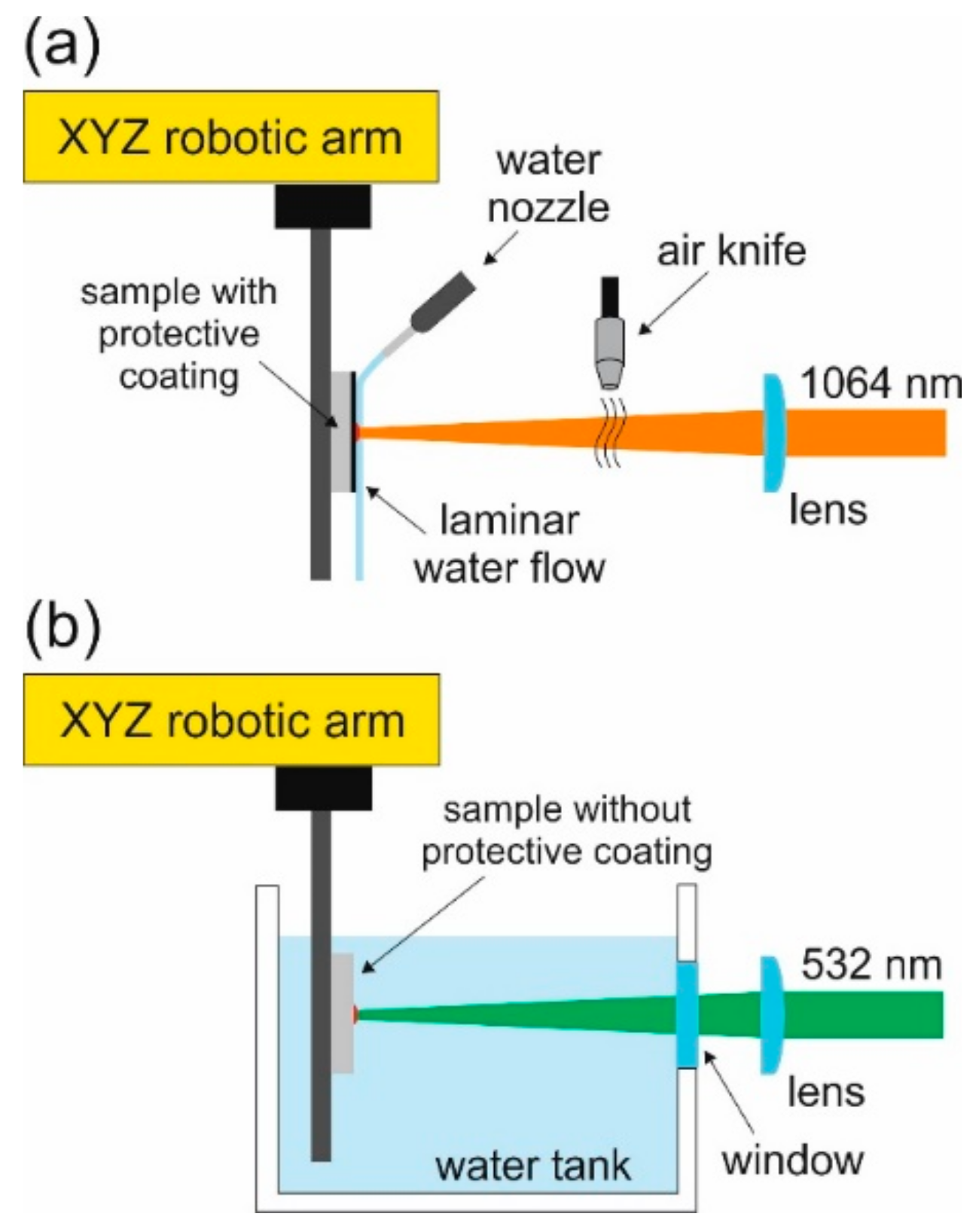
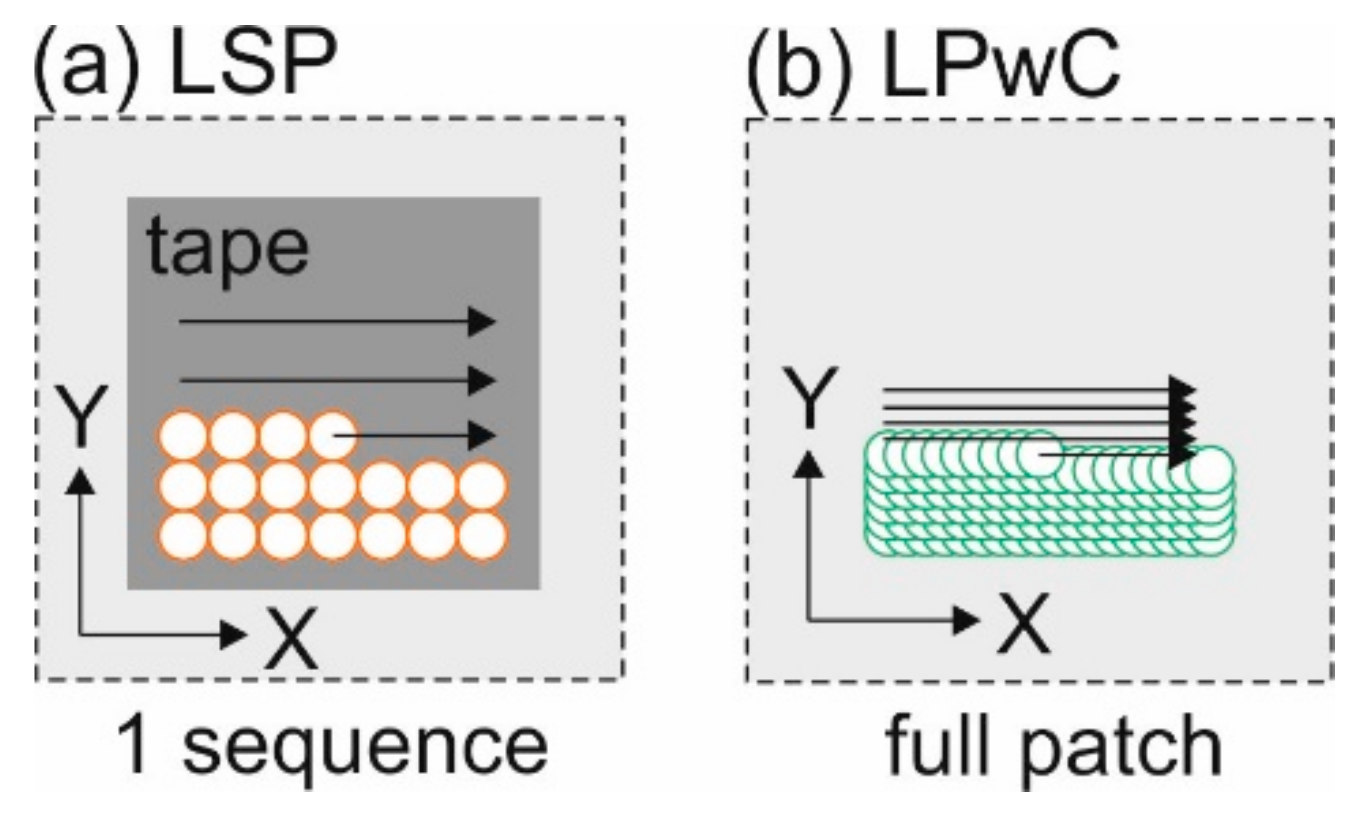
2.2. Laser Shock Peening with and without Coating
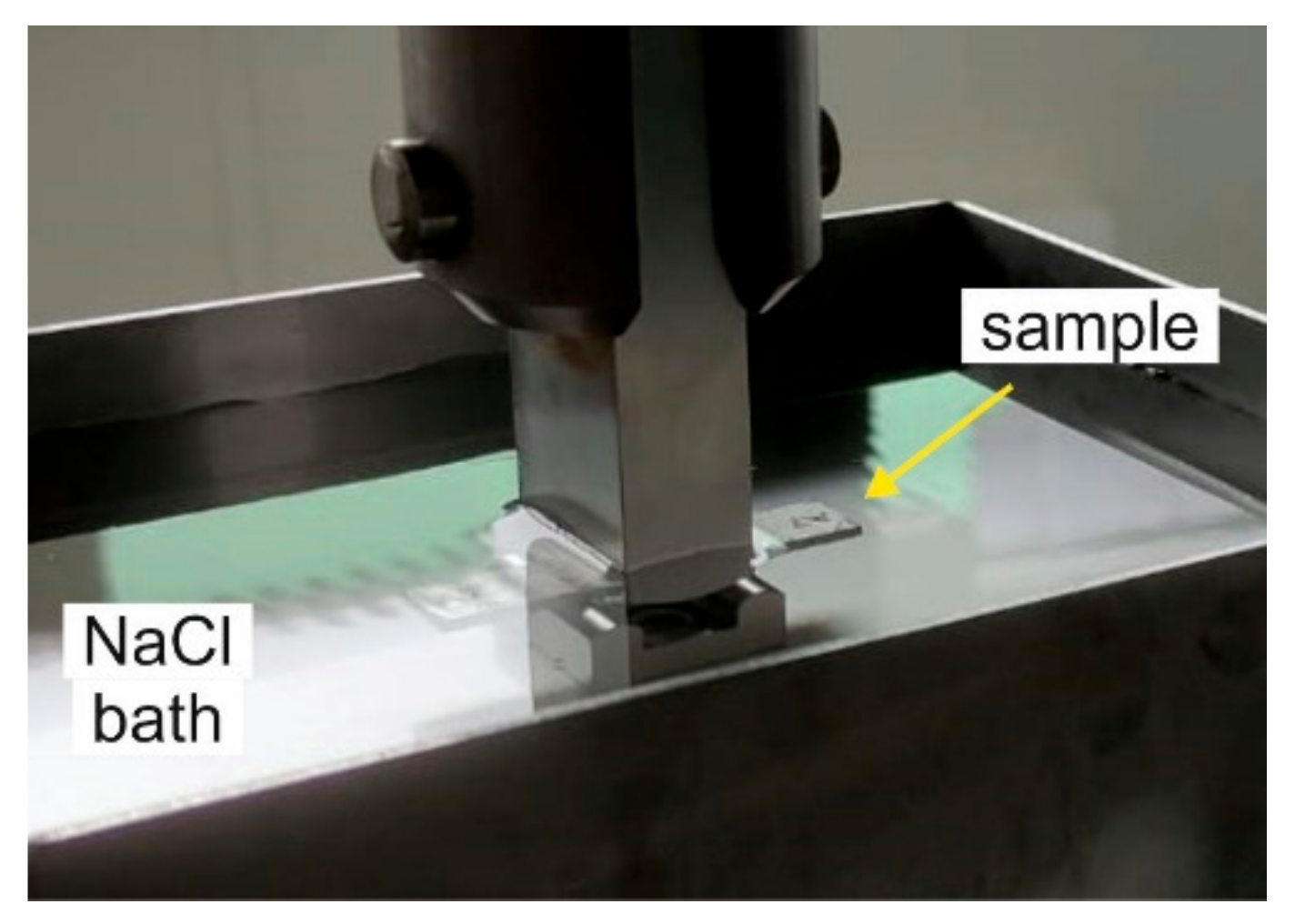
2.3. Residual Stress and 3-Point Bend Testing
3. Results and Discussion
3.1. Residual Stresses
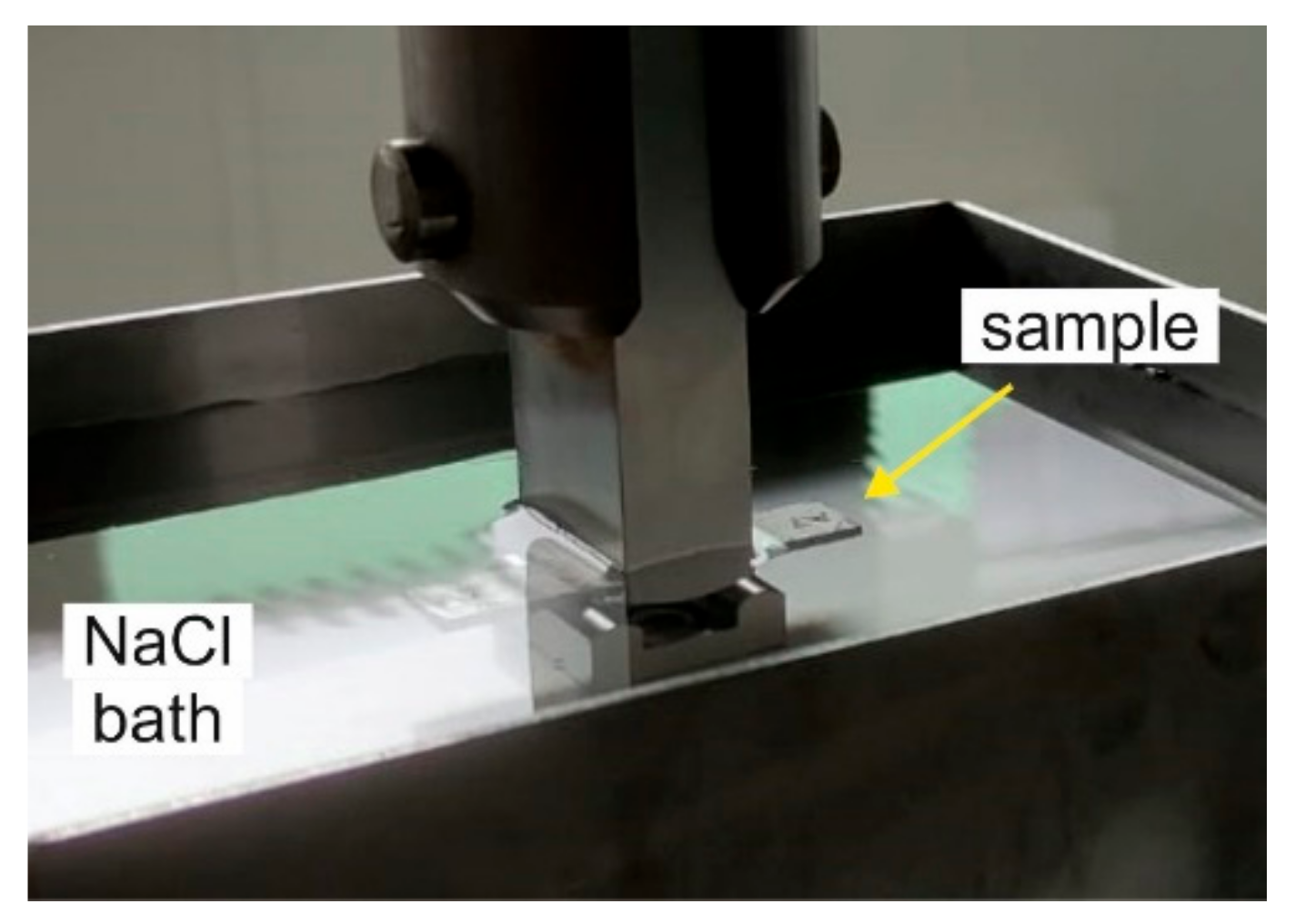
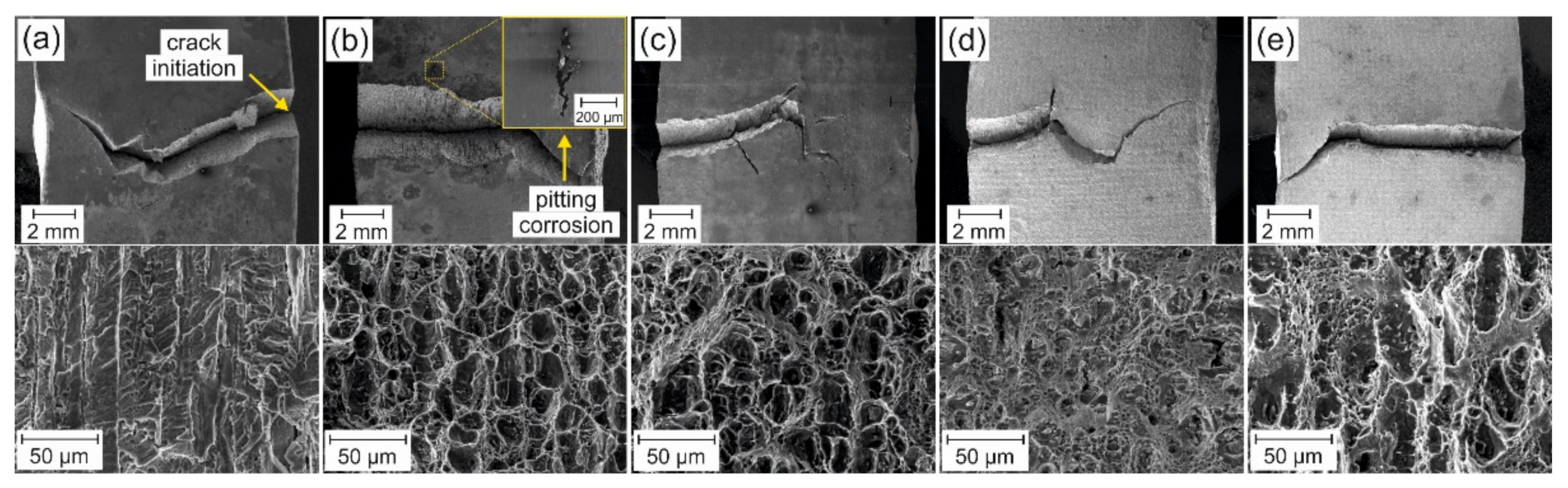
3.2. Corrosion Fatigue
4. Conclusions
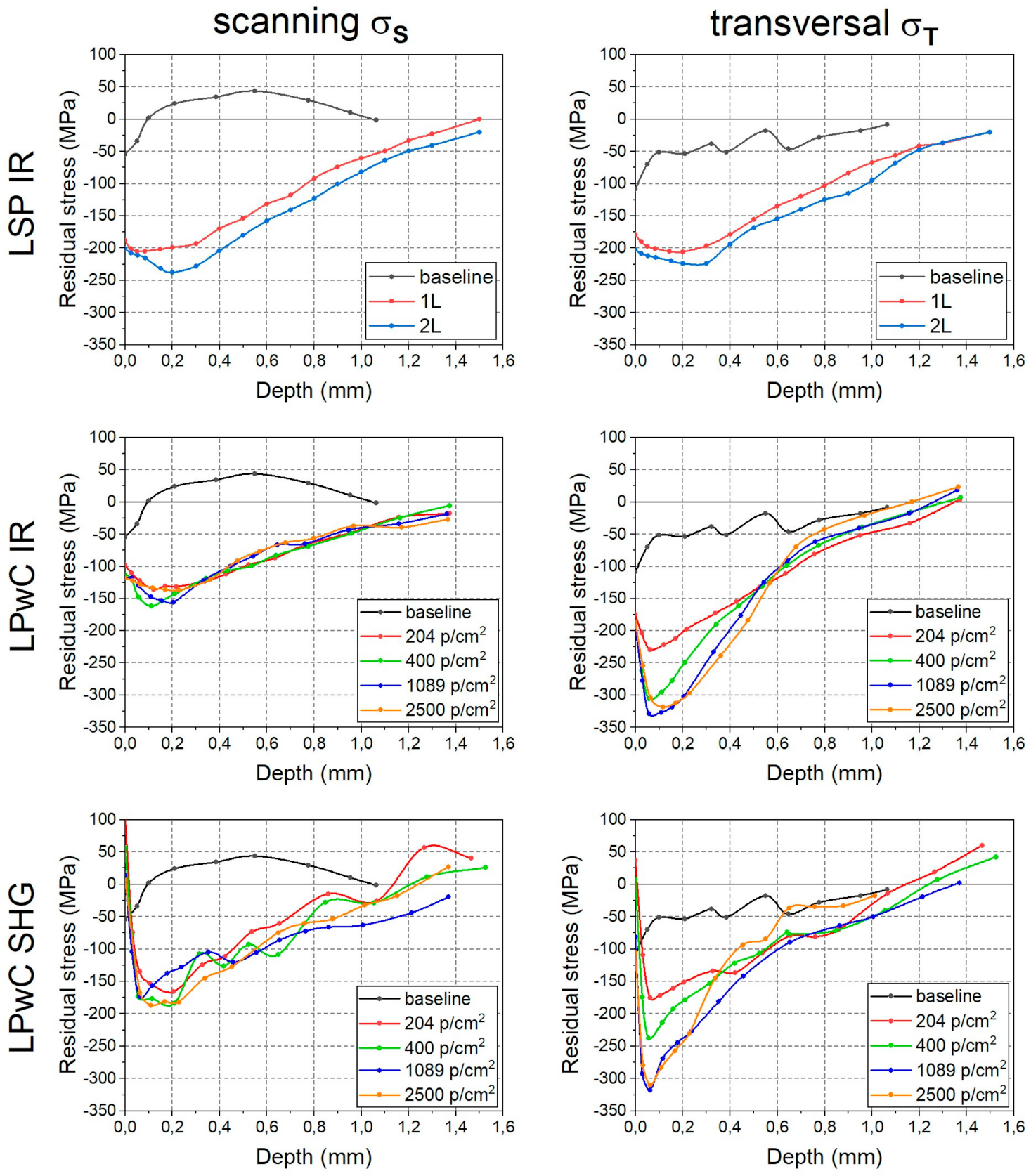
- Both LSP and LPwC imparts deep compressive residual stresses into the studied material. The magnitude of the stresses rises with the number of laser pulse impacts until a saturation point is reached. Slightly deeper stresses were obtained with LSP treatment where larger spot size was used.
- Residual stress anisotropy was observed in cases of LPwC treatments, where larger compressive stresses up to a point of material saturation, were measured in the laser advancing direction with respect to the peening pattern. The anisotropy is explained by stress field interaction during pulse overlapping, and is completely absent in the LSP case, where 0% pulse overlap within individual sequences was used.
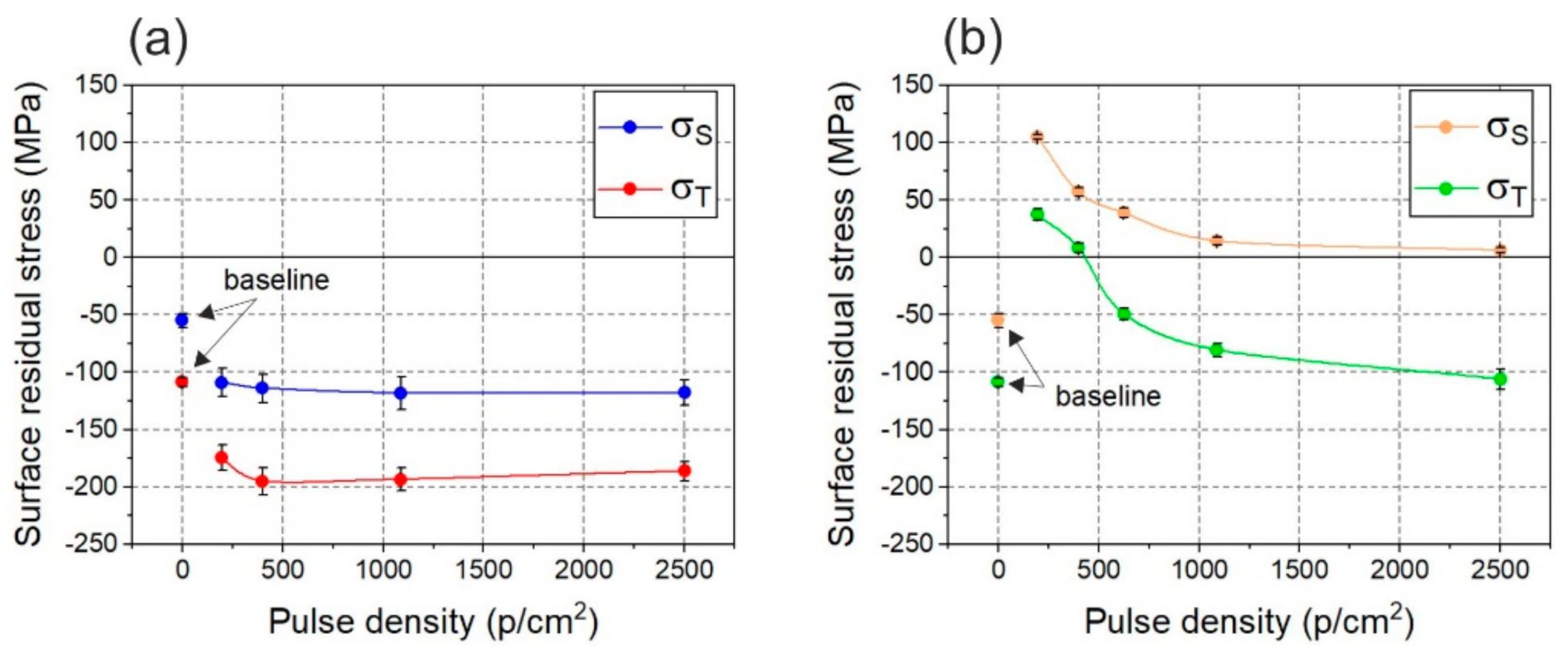
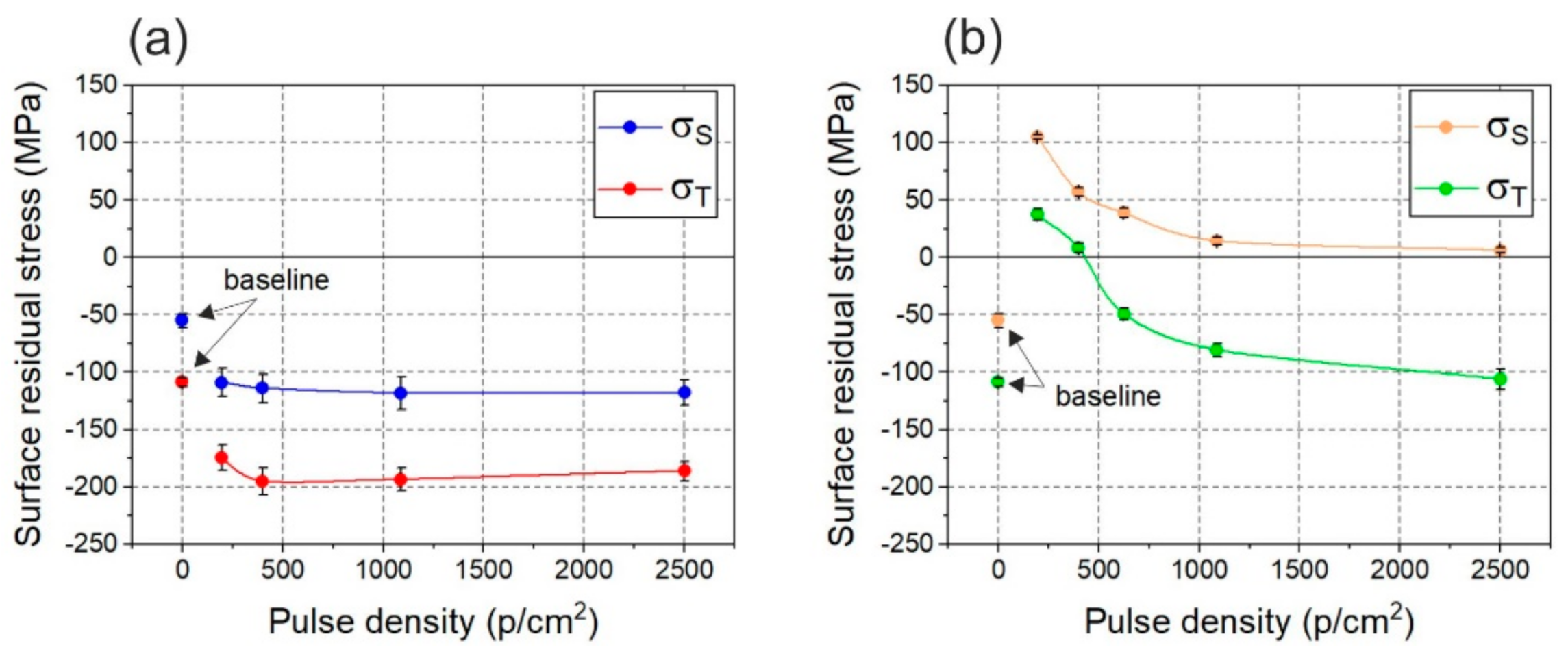
- Comparable compressive residual stresses were found on surface of both LSP and LPwC conditions with thin water film confinement. In both cases, the surface stress magnitude was mostly independent on the number of laser impacts. In cases where LPwC was performed under water, tensile surface stresses were measured which turned into compressive in the transversal direction for higher pulse densities.
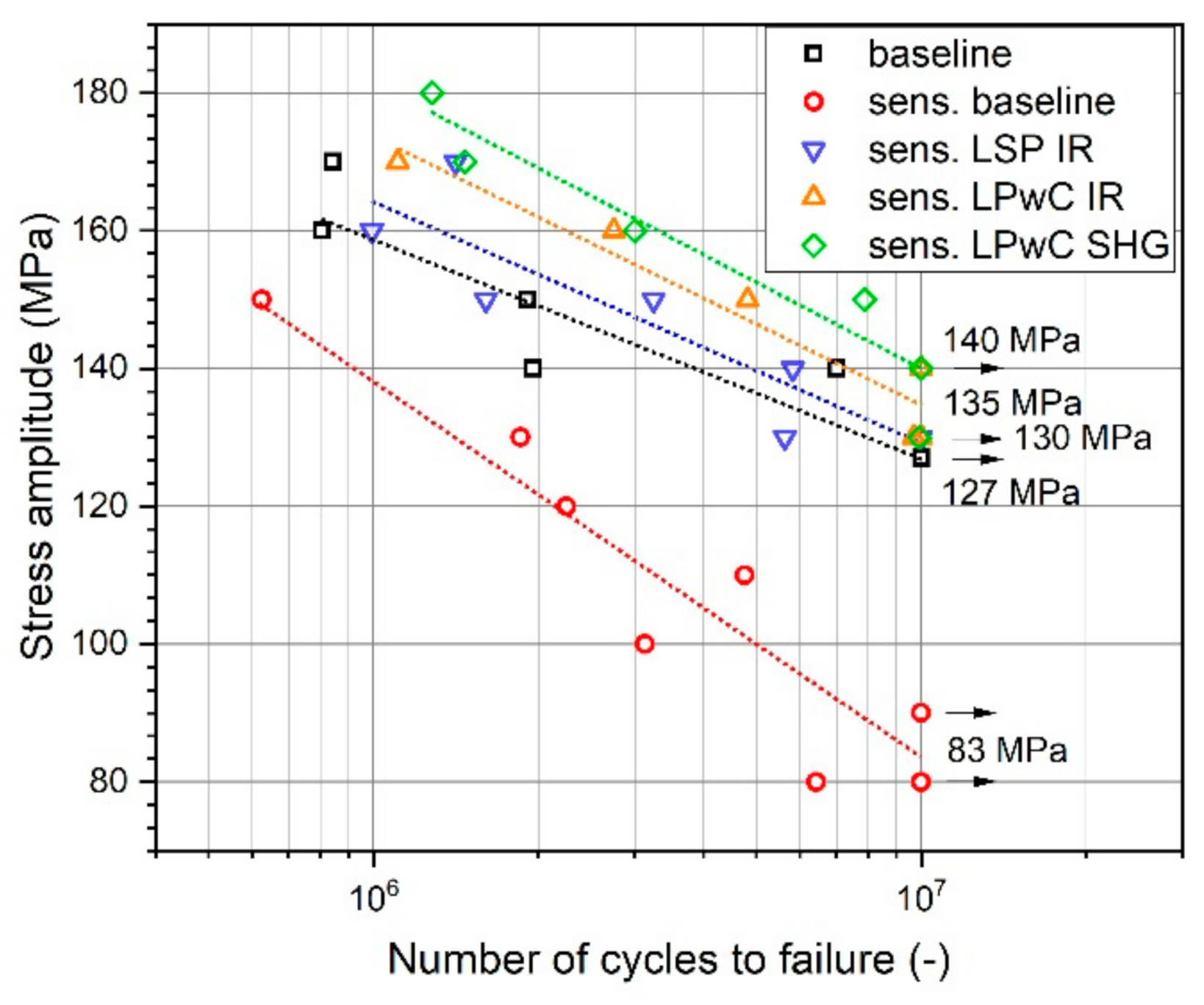
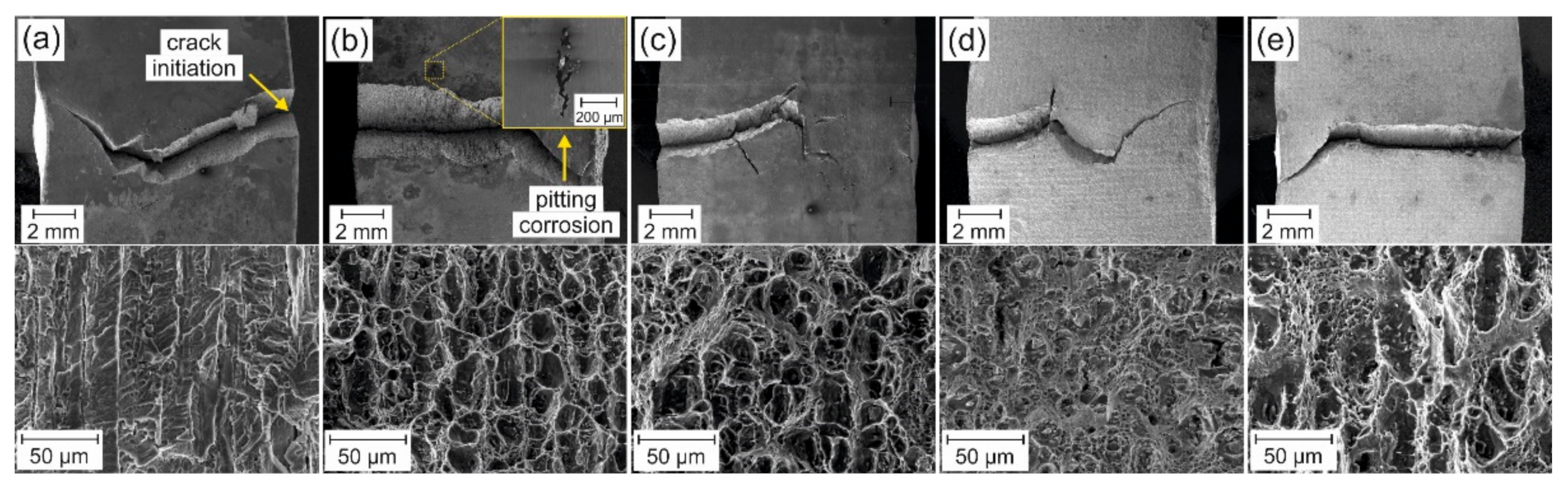
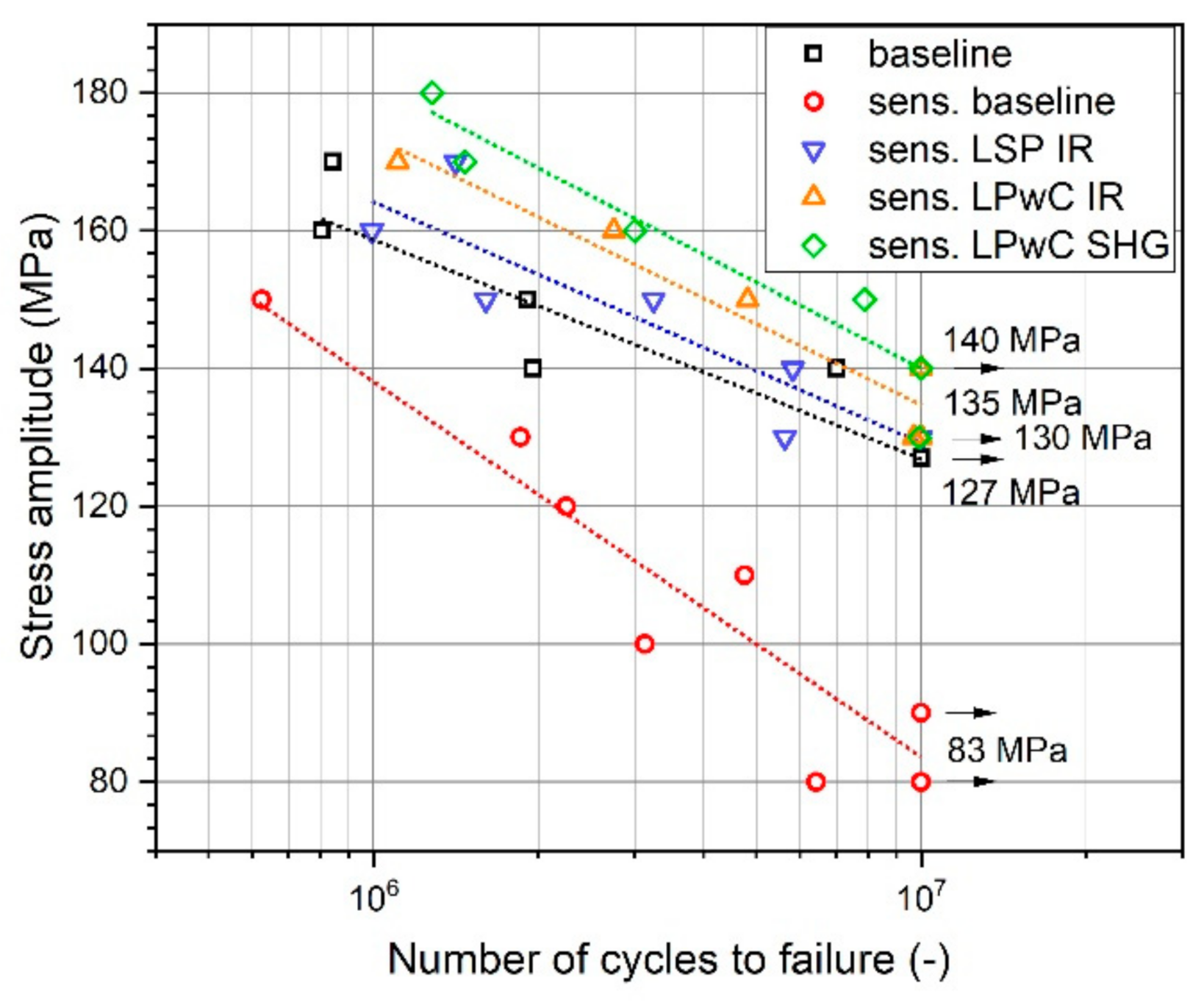
- Sensitization has a negative impact on corrosion fatigue of the material which manifests as a 35% drop in fatigue strength. LSP and LPwC treatment restored and even possibly improved the original fatigue resistance of the non-sensitized samples. The improvement over the sensitized material appears to be over 60%, especially with the LPwC underwater treatment, although more data points would be required for higher statistical certainty.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Golumbfskie, W.J.; Tran, K.T.; Noland, J.M.; Park, R.; Stiles, D.J.; Grogan, G.; Wong, C. Survey of detection, mitigation, and repair technologies to address problems caused by sensitization of Al-Mg alloys on navy ships. Corrosion 2016, 72, 314–328. [Google Scholar] [CrossRef]
- Huskins, E.L.; Cao, B.; Ramesh, K.T. Strengthening mechanisms in an Al-Mg alloy. Mater. Sci. Eng. A 2010, 527, 1292–1298. [Google Scholar] [CrossRef]
- Bovard, F.S. Sensitization and environmental cracking of 5xxx aluminum marine sheet and plate alloys. In Corrosion in Marine and Saltwater Environments II: Proceedings of the International Symposium; The Electrochemical Society: Pennington, NJ, USA, 2005; pp. 232–243. [Google Scholar]
- Holtz, R.L.; Goswami, R.; Pao, P.S. Sensitization of Naturally Aged Aluminum 5083 Armor Plate; Naval Research Lab: Washington, DC, USA, 2015. [Google Scholar]
- Zhang, R.; Knight, S.P.; Holtz, R.L.; Goswami, R.; Davies, C.H.J.; Birbilis, N. A survey of sensitization in 5xxx series aluminum alloys. Corrosion 2016, 72, 144–159. [Google Scholar] [CrossRef]
- Lim, M.L.C.; Kelly, R.G.; Scully, J.R. Overview of intergranular corrosion mechanisms, phenomenological observations, and modeling of AA5083. Corrosion 2016, 72, 198–220. [Google Scholar] [CrossRef]
- Sridharan, K.; Allen, T.R.; Yang, Y.K.; Maier, B.R.; Hauch, B.J. Mitigation of Corrosion in 5xxx Series Al-Mg Alloys in Marine Environments: Grain Boundary Engineering and Cold Spray Coating Approaches; Defencee Technical Intionation Center: Fort Belvoir, WV, USA, 2014. [Google Scholar]
- Crane, C.B.; Gangloff, R.P. Stress corrosion cracking of Al-Mg alloy 5083 sensitized at low temperature. Corrosion 2016, 72, 221–241. [Google Scholar] [CrossRef]
- Searles, J.L.; Gouma, P.I.; Buchheit, R.G. Stress corrosion cracking of sensitized AA5083 (Al-4.5 Mg-1.0 Mn). Metall. Mater. Trans. A 2001, 32, 2859–2867. [Google Scholar] [CrossRef]
- Abdulstaar, M.; Mhaede, M.; Wollmann, M.; Wagner, L. Investigating the effects of bulk and surface severe plastic deformation on the fatigue, corrosion behaviour and corrosion fatigue of AA5083. Surf. Coat. Technol. 2014, 254, 244–251. [Google Scholar] [CrossRef]
- Holtz, R.L.; Pao, P.S.; Bayles, R.A.; Longazel, T.M.; Goswami, R. Corrosion fatigue of Al 5083-H131 sensitized at 70, 100, and 175 C relation to microstructure and degree of sensitization. In DoD Corrosion Conference; NACE/DoD: Houston, TX, USA, 2011. [Google Scholar]
- Benedictus-deVries, S.; Bakker, A.; Janssen, G.C.A.M.; de Wit, H. Fatigue crack initiation behavior of welded AA5083 in a seawater environment. J. Eng. Mater. Technol. 2004, 126, 199–203. [Google Scholar] [CrossRef]
- Wirsching, P.H.; Chen, Y.-N. Considerations of probability-based fatigue design for marine structures. Mar. Struct. 1988, 1, 23–45. [Google Scholar] [CrossRef] [Green Version]
- Cui, W. A state-of-the-art review on fatigue life prediction methods for metal structures. J. Mar. Sci. Technol. 2002, 7, 43–56. [Google Scholar] [CrossRef]
- Sano, Y.; Obata, M.; Kubo, T.; Mukai, N.; Yoda, M.; Masaki, K.; Ochi, Y. Retardation of crack initiation and growth in austenitic stainless steels by laser peening without protective coating. Mater. Sci. Eng. A 2006, 417, 334–340. [Google Scholar] [CrossRef]
- Peyre, P.; Berthe, L.; Fabbro, R.; Braham, C.; Lédion, J. Corrosion reactivity of laser-peened steel surfaces. J. Mater. Eng. Perform. 2000, 9, 656–662. [Google Scholar] [CrossRef]
- Wang, J.T.; Zhang, Y.K.; Chen, J.F.; Zhou, J.Y.; Ge, M.Z.; Lu, Y.L.; Li, X.L. Effects of laser shock peening on stress corrosion behavior of 7075 aluminum alloy laser welded joints. Mater. Sci. Eng. A 2015, 647, 7–14. [Google Scholar] [CrossRef]
- Zhang, Y.; You, J.; Lu, J.; Cui, C.; Jiang, Y.; Ren, X. Effects of laser shock processing on stress corrosion cracking susceptibility of AZ31B magnesium alloy. Surf. Coat. Technol. 2010, 204, 3947–3953. [Google Scholar] [CrossRef]
- Sano, Y.; Akita, K.; Masaki, K.; Ochi, Y.; Altenberger, I.; Scholtes, B. Laser peening without coating as a surface enhancement technology. Pulse 2006, 100, 250mJ. [Google Scholar] [CrossRef] [Green Version]
- Sano, Y.; Masaki, K.; Gushi, T.; Sano, T. Improvement in fatigue performance of friction stir welded A6061-T6 aluminum alloy by laser peening without coating. Mater. Des. (1980–2015) 2012, 36, 809–814. [Google Scholar] [CrossRef]
- American Society for Testing and Materials. Standard Test Method for Determining the Susceptibility to Intergranular Corrosion of 5XXX Series Aluminum Alloys by Mass Loss after Exposure to Nitric Acid (NAMLT Test); ASTM Int: West Conshohocken, PA, USA, 2004. [Google Scholar]
- Fabbro, R.; Peyre, P.; Berthe, L.; Scherpereel, X. Physics and applications of laser-shock processing. J. Laser Appl. 1998, 10, 265–279. [Google Scholar] [CrossRef]
- Sollier, A.; Berthe, L.; Peyre, P.; Bartnicki, E.; Fabbro, R. Laser-matter interaction in laser shock processing. In First International Symposium on High-Power Laser Macroprocessing; International Society for Optics and Photonics: Bellingham, WA, USA, 2003; Volume 4831, pp. 463–467. [Google Scholar] [CrossRef]
- Warren, A.W.; Guo, Y.B.; Chen, S.C. Massive parallel laser shock peening: Simulation, analysis, and validation. Int. J. Fatigue 2008, 30, 188–197. [Google Scholar] [CrossRef]
- Kalentics, N.; Boillat, E.; Peyre, P.; Ćirić-Kostić, S.; Bogojević, N.; Logé, R.E. Tailoring residual stress profile of selective laser melted parts by laser shock peening. Addit. Manuf. 2017, 16, 90–97. [Google Scholar] [CrossRef] [Green Version]
- Hirano, K.; Sugihashi, A.; Imai, H.; Hamada, N. Mechanism of anisotropic stress generation in laser peening process. Int. Congr. Appl. Lasers Electro-Opt. 2006, 2006, P511. [Google Scholar] [CrossRef]
- Hfaiedh, N.; Peyre, P.; Song, H.; Popa, I.; Ji, V.; Vignal, V. Finite element analysis of laser shock peening of 2050-T8 aluminum alloy. Int. J. Fatigue 2015, 70, 480–489. [Google Scholar] [CrossRef] [Green Version]
- Peyre, P.; Hfaiedh, N.; Song, H.; Ji, V.; Vignal, V.; Seiler, W.; Branly, S. Laser shock processing with two different laser sources on 2050-T8 aluminum alloy. Int. J. Struct. Integr. 2011. [Google Scholar] [CrossRef]
- Dorman, M.; Toparli, M.B.; Smyth, N.; Cini, A.; Fitzpatrick, M.E.; Irving, P.E. Effect of laser shock peening on residual stress and fatigue life of clad 2024 aluminium sheet containing scribe defects. Mater. Sci. Eng. A 2012, 548, 142–151. [Google Scholar] [CrossRef] [Green Version]
- Maawad, E.; Sano, Y.; Wagner, L.; Brokmeier, H.G.; Genzel, C. Investigation of laser shock peening effects on residual stress state and fatigue performance of titanium alloys. Mater. Sci. Eng. A 2012, 536, 82–91. [Google Scholar] [CrossRef]
- Correa, C.; Peral, D.; Porro, J.A.; Díaz, M.; de Lara, L.R.; García-Beltrán, A.; Ocaña, J.L. Random-type scanning patterns in laser shock peening without absorbing coating in 2024-T351 Al alloy: A solution to reduce residual stress anisotropy. Opt. Laser Technol. 2015, 73, 179–187. [Google Scholar] [CrossRef]
- Peyre, P.; Berthe, L.; Scherpereel, X.; Fabbro, R. Laser-shock processing of aluminium-coated 55C1 steel in water-confinement regime, characterization and application to high-cycle fatigue behaviour. J. Mater. Sci. 1998, 33, 1421–1429. [Google Scholar] [CrossRef]
- Kalainathan, S.; Sathyajith, S.; Swaroop, S. Effect of laser shot peening without coating on the surface properties and corrosion behavior of 316L steel. Opt. Lasers Eng. 2012, 50, 1740–1745. [Google Scholar] [CrossRef]
- Trdan, U.; Grum, J. Evaluation of corrosion resistance of AA6082-T651 aluminium alloy after laser shock peening by means of cyclic polarisation and ElS methods. Corros. Sci. 2012, 59, 324–333. [Google Scholar] [CrossRef]
- Trdan, U.; Grum, J. SEM/EDS characterization of laser shock peening effect on localized corrosion of Al alloy in a near natural chloride environment. Corros. Sci. 2014, 82, 328–338. [Google Scholar] [CrossRef]


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Alloy Element | Mg | Si | Mn | Fe | Other (Zn, Cr, Ti, Cu) | Al |
|---|---|---|---|---|---|---|
| Composition in wt% | 4.0–4.9 | 0.4 | 0.4–1.0 | 0.4 | 0.65 | balance |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Kaufman, J.; Špirit, Z.; Vasudevan, V.K.; Steiner, M.A.; Mannava, S.R.; Brajer, J.; Pína, L.; Mocek, T. Effect of Laser Shock Peening Parameters on Residual Stresses and Corrosion Fatigue of AA5083. Metals 2021, 11, 1635. https://doi.org/10.3390/met11101635
Kaufman J, Špirit Z, Vasudevan VK, Steiner MA, Mannava SR, Brajer J, Pína L, Mocek T. Effect of Laser Shock Peening Parameters on Residual Stresses and Corrosion Fatigue of AA5083. Metals. 2021; 11(10):1635. https://doi.org/10.3390/met11101635
Chicago/Turabian StyleKaufman, Jan, Zbyněk Špirit, Vijay Krishnaswami Vasudevan, Matthew Alan Steiner, Seetha Ramaiah Mannava, Jan Brajer, Ladislav Pína, and Tomáš Mocek. 2021. "Effect of Laser Shock Peening Parameters on Residual Stresses and Corrosion Fatigue of AA5083" Metals 11, no. 10: 1635. https://doi.org/10.3390/met11101635
APA StyleKaufman, J., Špirit, Z., Vasudevan, V. K., Steiner, M. A., Mannava, S. R., Brajer, J., Pína, L., & Mocek, T. (2021). Effect of Laser Shock Peening Parameters on Residual Stresses and Corrosion Fatigue of AA5083. Metals, 11(10), 1635. https://doi.org/10.3390/met11101635