
Cadmium Recovery from Spent Ni-Cd Batteries: A Brief Review

 , and
, and 
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Abstract
:1. Introduction
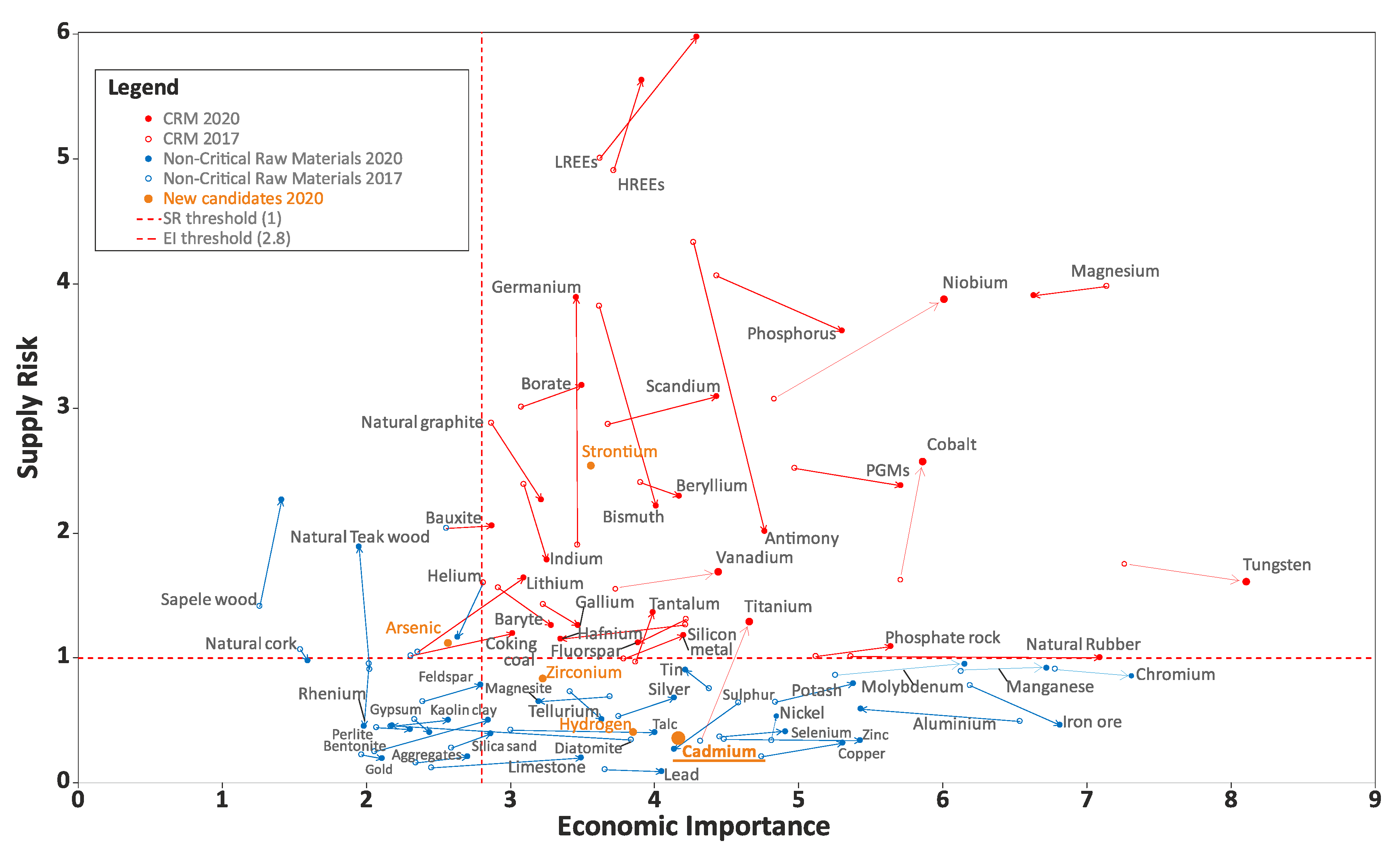
1.1. Critical Raw Materials (CRMs)
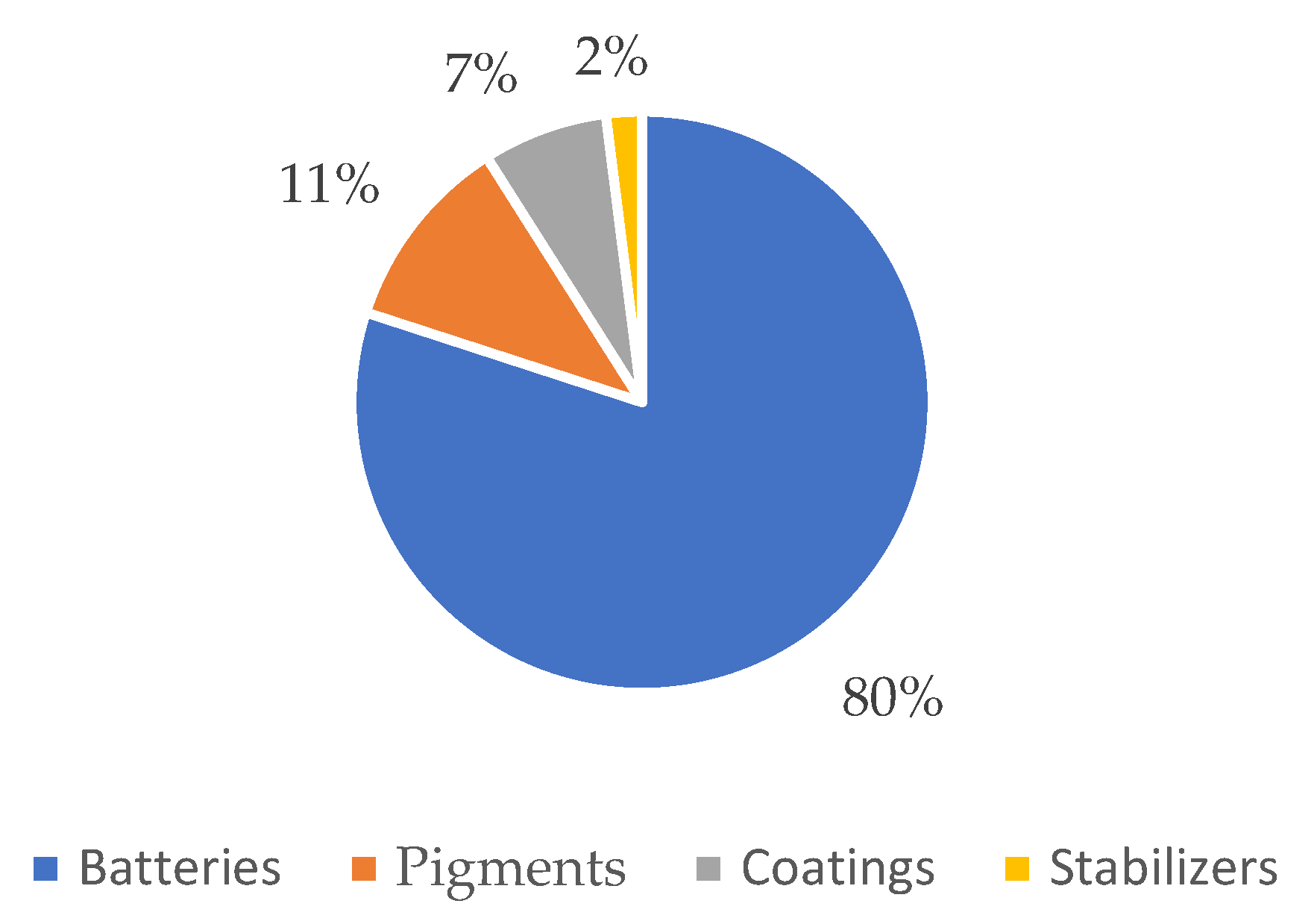
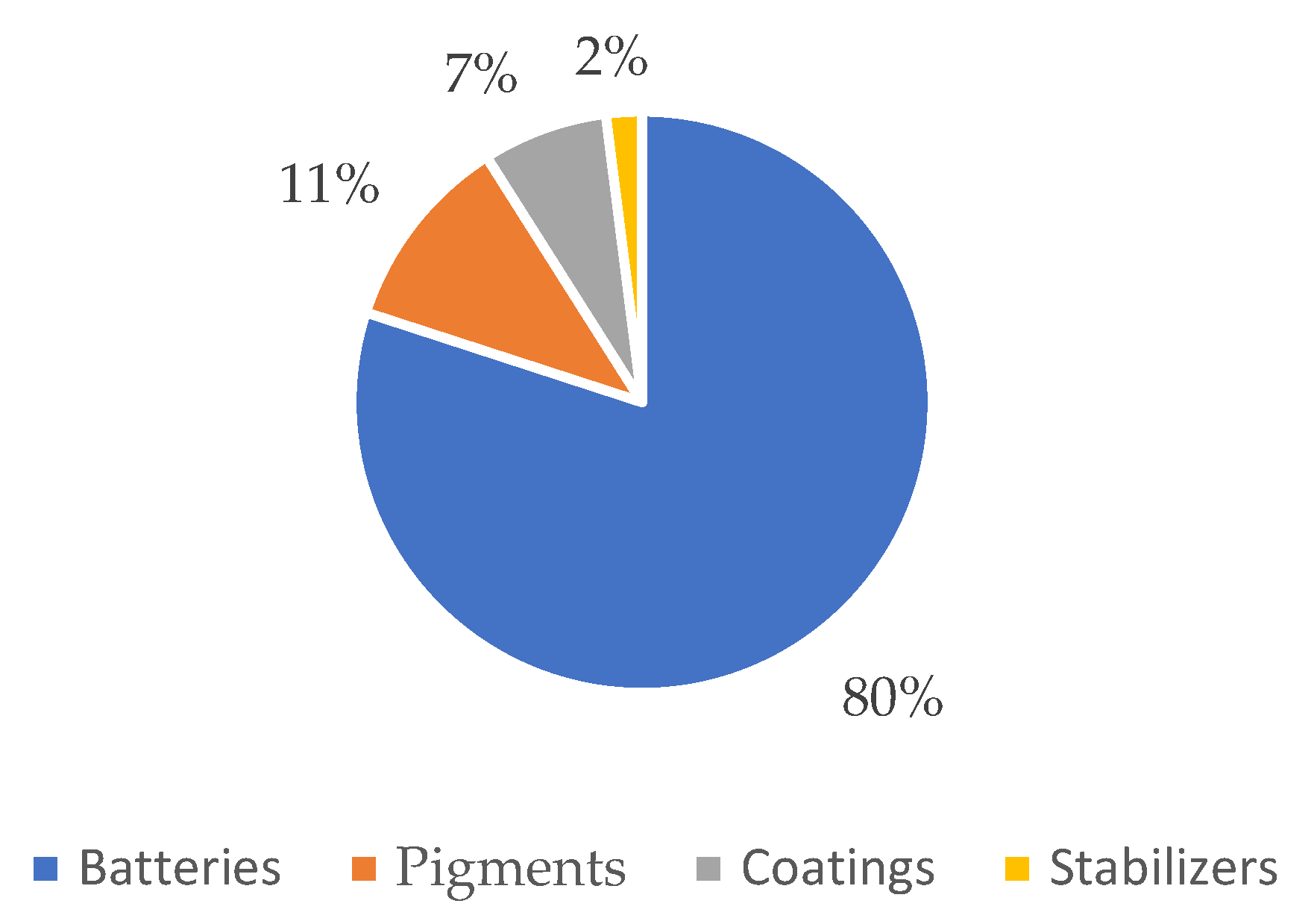
1.2. Application of Cadmium
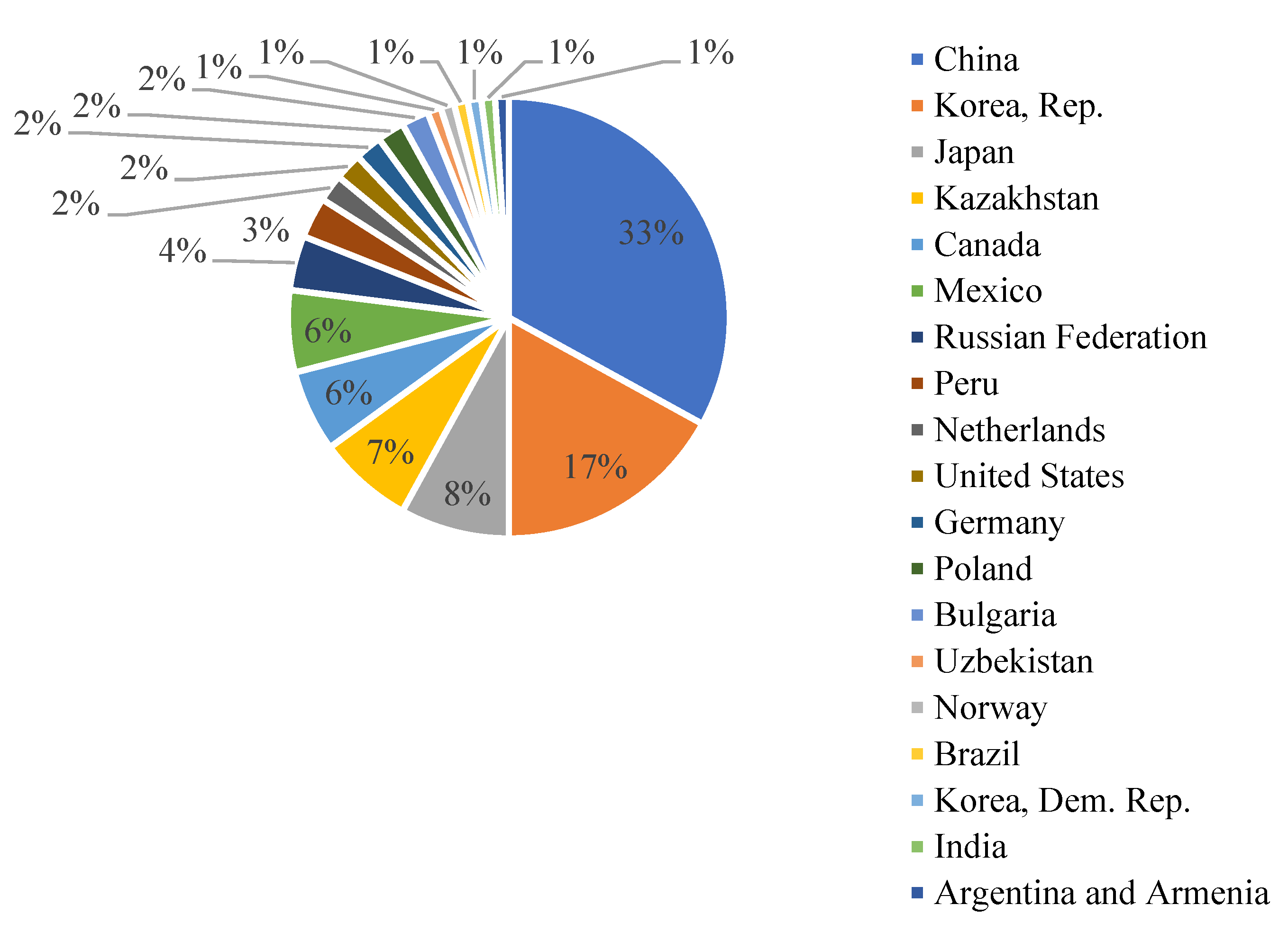
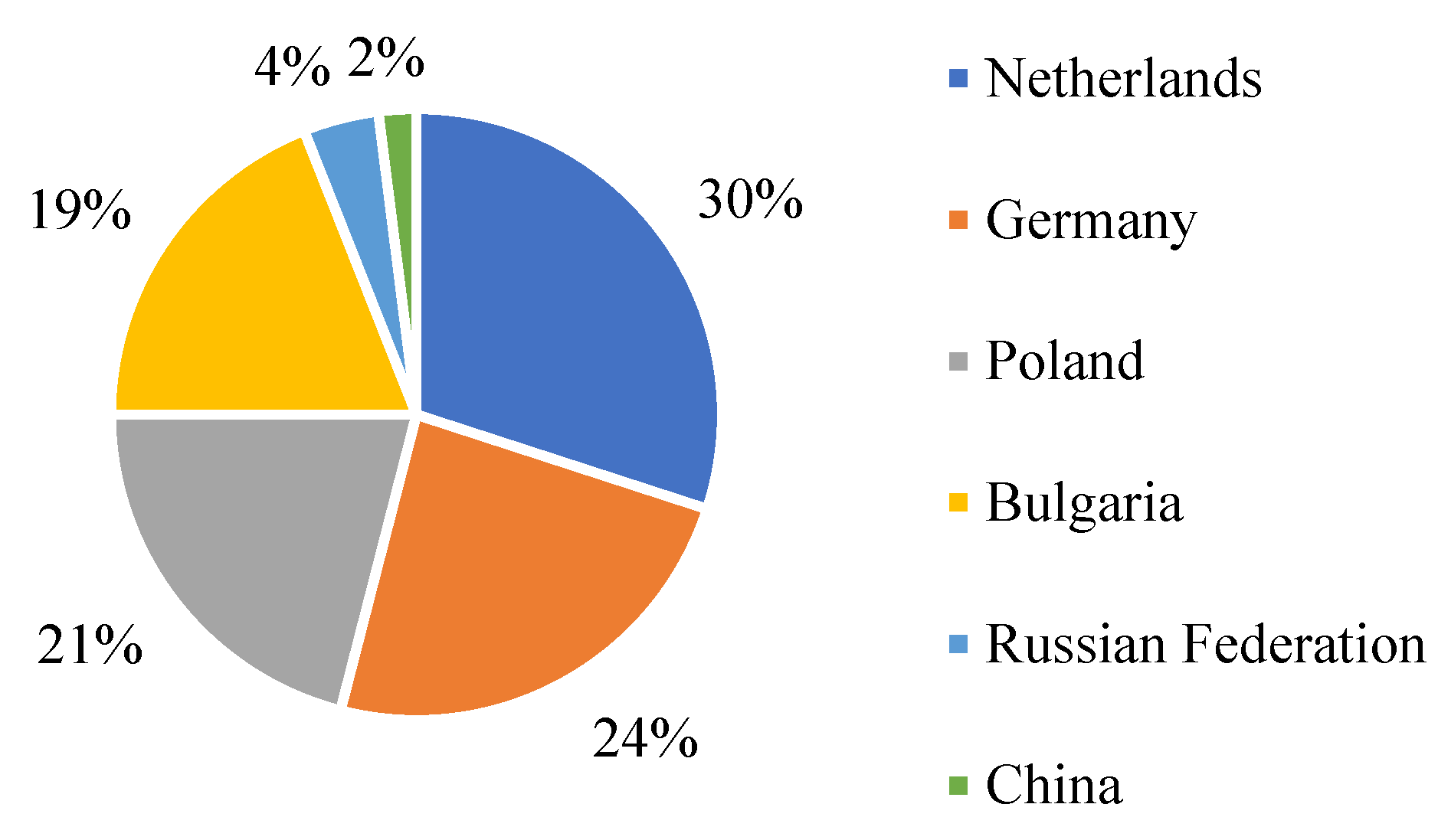
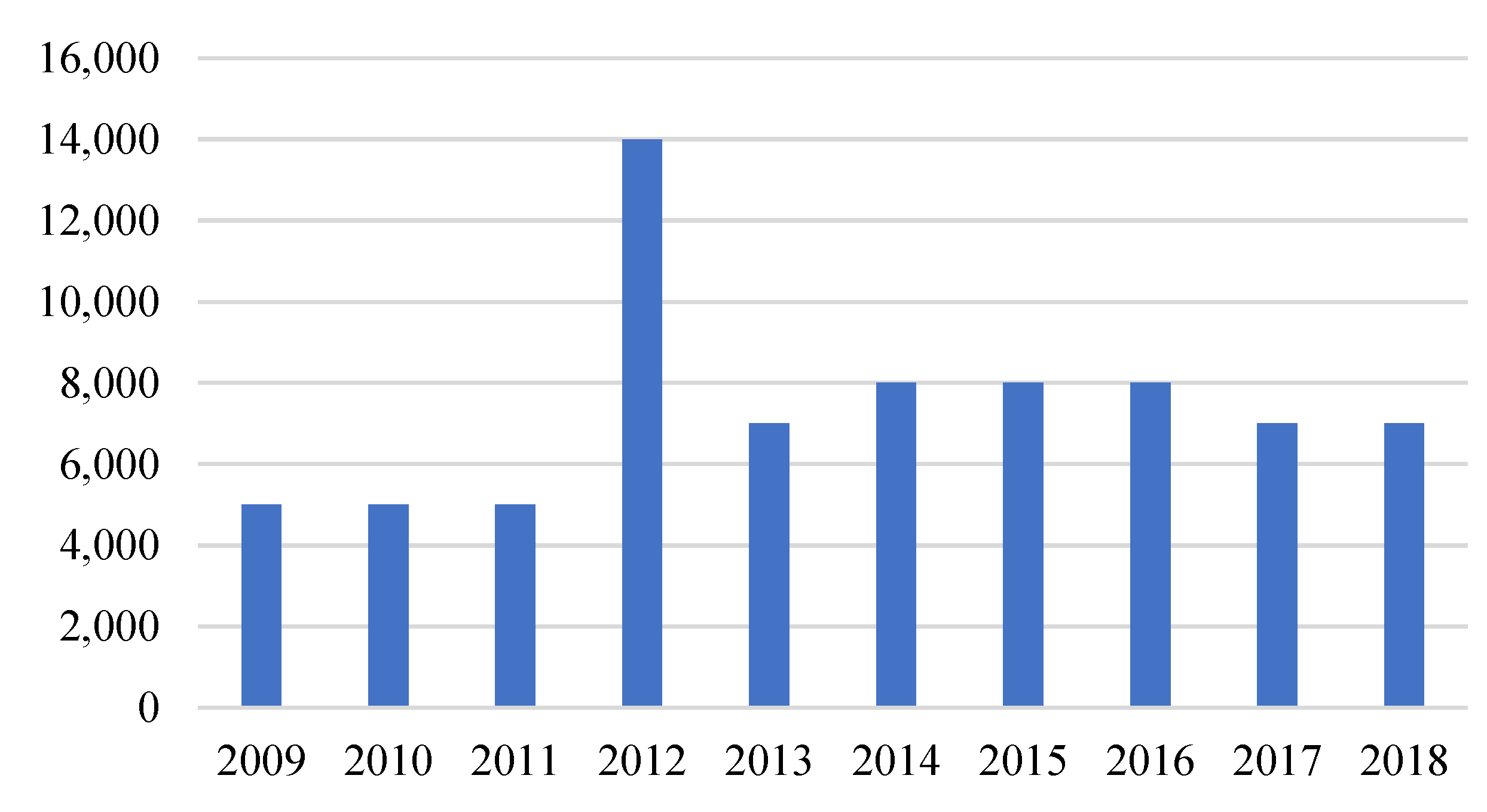
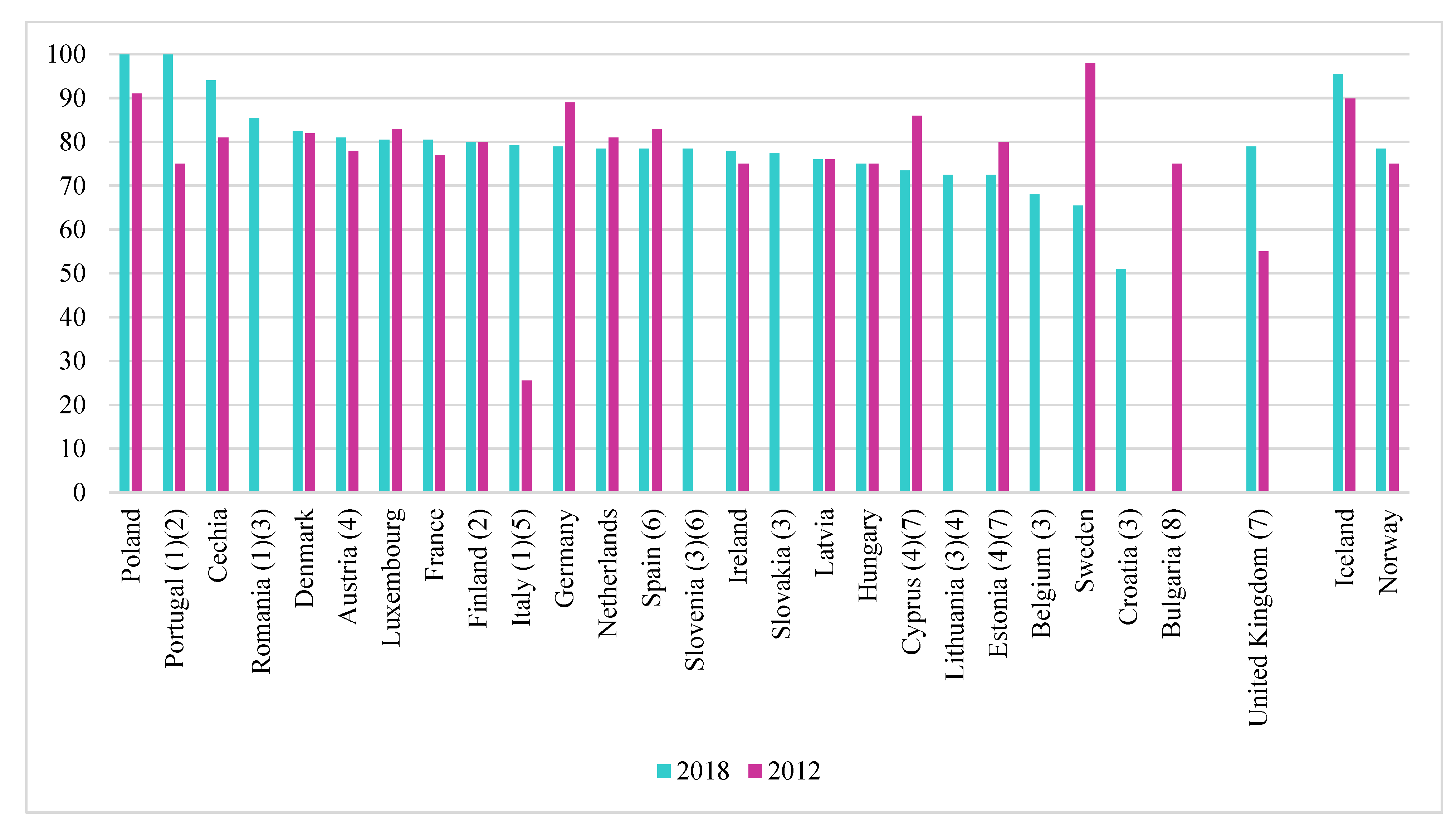
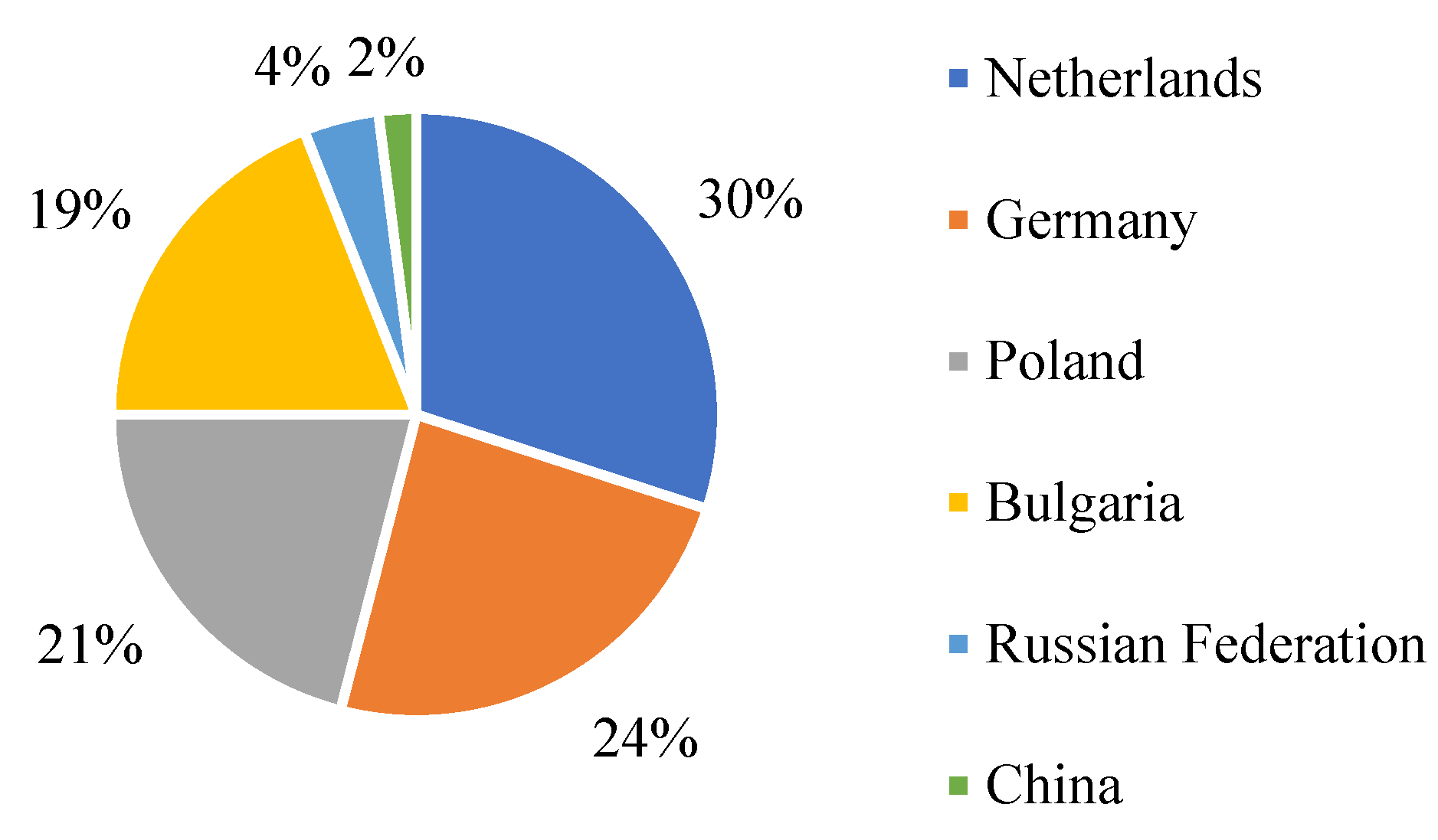
1.3. Statistics of the Recycling of Ni-Cd Batteries and Accumulators
2. Cadmium Recovery from Ni-Cd Batteries
2.1. Main Electrical Characteristics, Structure, and Composition of Ni-Cd Batteries
- Al—0.019 wt.%
- Cd—15–20 wt.%
- Ce—0.43–5.5 wt.%
- Co—0.600 wt.%
- Cr—0.017 wt.%
- Fe—29–40 wt.%
- Mn—0.083 wt.%
- Ni—15–20 wt.%
- and Zn—0.060 wt.%.
2.2. Pyro- and Hydro-Metallurgical Methods of Metal Production
2.3. Pyrometallurgical Method of Cd Recovery from Ni-Cd Batteries
- heat treatment of cadmium oxide in an open furnace and subsequent condensation in the form of cadmium oxide powder;
- distillation in the atmosphere of a closed furnace with metal cadmium powder and iron-nickel alloy;
- chlorination of batteries under a gaseous chlorine atmosphere or hydrochloric acid with cadmium chloride at 960 °C.
- require high temperatures (~1200 °C) and high capital costs [36];
- the process cannot reduce Al and Fe since they are oxidized and pass into slag;
- during the process, vapors are released together with heavy metals with a low melting point (Cd, Pb, Hg);
- a long in time process, and it is difficult to extract precious metals [37].
2.4. Hydrometallurgy Method of Cd Recovery from Ni-Cd Batteries
2.4.1. Leaching
2.4.2. Solvent Extraction
2.4.3. Ion Exchange, Precipitation, Electrodeposition
- the more costly management of residues in the case of slurries compared to slags [33];
- the duration and low efficiency of leaching due to the high valence state of the active cathode material and the strong binding force of organic binders;
- the high consumption of reducing agents and concentrated acid [34];
- the need to treat wastewater from hydrometallurgical processes (using coagulation and filtration) to avoid the spread of nanoparticles and toxic soluble compounds [35].
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Daosan, M.; Novoderezhkin, V.V.; Tomashevskij, F.F. Production of Electrolytic Accumulators (Прoизвoдствo Электрических Аккумулятoрoв in Russian); Visshaja Shkola: Moscow, Russia, 1977. [Google Scholar]
- Assefi, M.; Maroufi, S.; Yamauchi, Y.; Sahajwalla, V. Pyrometallurgical recycling of Li-ion, Ni–Cd and Ni–MH batteries: A minireview. Curr. Opin. Green Sustain. Chem. 2020, 24, 26–31. [Google Scholar] [CrossRef]
- Fernandes, A.; Afonso, J.C.; Bourdot Dutra, A.J. Hydrometallurgical route to recover nickel, cobalt and cadmium from spent Ni–Cd batteries. J. Power Sources 2012, 220, 286–291. [Google Scholar] [CrossRef]
- European Commission. Study on the Review of the List of Critical Raw Materials-Final Report; European Commission: Brussels, Belgium, 2020; p. 158. ISBN 978-92-79-72119-9. Available online: http://hytechcycling.eu/wp-content/uploads/Study-on-the-review-of-the-list-of-Critical-Raw-Materials.pdf (accessed on 5 September 2021).
- Blengini, G.A.; Latunussa, C.; Eynard, U.; Torres de Matos, C.; Wittmer, D. Study on the EU’s List of Critical Raw Materials. 2020. Available online: https://www.lifeplasplus.eu/wp-content/uploads/2020/09/CRM_2020_Report_Final.pdf (accessed on 5 September 2021).
- European Commission. Waste Statistics-Recycling of Batteries and Accumulators. Eurostat 2021, 1–12. Available online: https://ec.europa.eu/eurostat/statistics-explained/index.php?title=Waste_statistics_-_recycling_of_batteries_and_accumulators#Recycling_of_batteries_and_accumulators (accessed on 5 September 2021).
- Rudnik, E.; Nikiel, M. Hydrometallurgical recovery of cadmium and nickel from spent Ni–Cd batteries. Hydrometallurgy 2007, 89, 61–71. [Google Scholar] [CrossRef]
- Rydh, C.J.; Karlström, M. Life cycle inventory of recycling portable nickel–cadmium batteries. Resour. Conserv. Recycl. 2002, 34, 289–309. [Google Scholar] [CrossRef]
- Bernardes, A.M.; Espinosa, D.C.R.; Tenório, J.A.S. Recycling of batteries: A review of current processes and technologies. J. Power Sources 2004, 130, 291–298. [Google Scholar] [CrossRef]
- Ilankoon, I.M.S.K.; Ghorbani, Y.; Chong, M.N.; Herath, G.; Moyo, T.; Petersen, J. E-waste in the international context–A review of trade flows, regulations, hazards, waste management strategies and technologies for value recovery. Waste Manag. 2018, 82, 258–275. [Google Scholar] [CrossRef]
- Hrustalev, D.A. Accomulators (Аккумулятoры in Russian); Izumrud (Изумруд in Russian): Moscow, Russia, 2003; ISBN 5981310014. [Google Scholar]
- Kiehne, H. (Ed.) Battery Technology Handbook, 2nd ed.; CRC Press: Boca Raton, FL, USA, 2003; ISBN 9780824742492. [Google Scholar]
- Zhan, L.; Xu, Z. State-of-the-art of recycling E-wastes by vacuum metallurgy separation. Environ. Sci. Technol. 2014, 48, 14092–14102. [Google Scholar] [CrossRef]
- Besenhard, J.O. (Ed.) Handbook of Battery Materials, 1st ed.; Wiley: New York, NY, USA, 1998; ISBN 9783527294695. [Google Scholar]
- EPBA (European Portable Battery Association). Product Information, Primary and Rechargeable Batteries; European Portable Battery Association: Brussels, Belgium, 2013. [Google Scholar]
- Veloso, L.R.S.; Rodrigues, L.E.O.C.; Ferreira, D.A.; Magalhães, F.S.; Mansur, M.B. Development of a hydrometallurgical route for the recovery of zinc and manganese from spent alkaline batteries. J. Power Sources 2005, 152, 295–302. [Google Scholar] [CrossRef]
- Espinosa, D.C.R.; Mansur, M.B. Recycling batteries. In Waste Electrical and Electronic Equipment (WEEE) Handbook; Elsevier: Amsterdam, The Netherlands, 2019; pp. 371–391. [Google Scholar]
- Espinosa, D.C.R.; Tenório, J.A.S. Fundamental aspects of recycling of nickel–cadmium batteries through vacuum distillation. J. Power Sources 2004, 135, 320–326. [Google Scholar] [CrossRef]
- Espinosa, D.C.R.; Tenório, J.A.S. Recycling of nickel–Cadmium batteries using coal as reducing agent. J. Power Sources 2006, 157, 600–604. [Google Scholar] [CrossRef]
- Huang, K.; Li, J.; Xu, Z. Characterization and recycling of cadmium from waste nickel–cadmium batteries. Waste Manag. 2010, 30, 2292–2298. [Google Scholar] [CrossRef] [PubMed]
- Espinosa, D.C.R.; Bernardes, A.M.; Tenório, J.A.S. An overview on the current processes for the recycling of batteries. J. Power Sources 2004, 135, 311–319. [Google Scholar] [CrossRef]
- Cox, A.; Fray, D.J. Recycling of cadmium from domestic, sealed NiCd battery waste by use of chlorination. Trans. Inst. Min. Metall. 1999, 108, C153–C158. [Google Scholar]
- Schweers, M.E.; Onuska, J.C.; Hanewald, R.H. A pyrometallurgical process for recycling cadmium-containing batteries. In Proceedings of the HMC-South ’92 Exhibitor Conference and Exhibition, New Orleans, LA, USA, 26–28 February 1992; Hazardous Materials Control Research Institute: Washington, DC, USA, 1992; pp. 333–335. [Google Scholar]
- Anulf, T. SAB-NIFE recycling concept for nickel-cadmium batteries—An industrialised and environmentally safe process. In Proceedings of the Sixth International Cadmium Conference, Capri, Italy, 10–12 April 1990; pp. 161–163. [Google Scholar]
- Hanewald, R.H.; Schweyer, L.; Hoffman, M.D. High temperature recovery and reuse of specialty steel pickling materials and refractors at INMETCO. In Proceedings of the International Conference on Electric Furnace, San Diego, CA, USA, 5–7 November 1991; pp. 141–146. [Google Scholar]
- INMETCO. High Temperature Metal Recovery Process; INMETCO: Ellwood City, PA, USA, 1995. [Google Scholar]
- Liotta, J.J.; Onuska, J.C.; Hanewald, R.H. Nickel-Cadmium Battery Recycling through the INMETCO High Temperature Metals Recovery Process. In Proceedings of the 10th Annual Battery Conference on Applications and Advances, Long Beach, CA, USA, 10–13 January 1995; p. 333. [Google Scholar]
- Espinosa, D.C.R.; Tenório, J.A.S. Use of nitrogen in the recycling of nickel cadmium batteries. J. Power Sources 2004, 136, 186–190. [Google Scholar] [CrossRef]
- Huang, K.; Li, J.; Xu, Z. Enhancement of the recycling of waste Ni-Cd and Ni-MH batteries by mechanical treatment. Waste Manag. 2011, 31, 1292–1299. [Google Scholar] [CrossRef] [PubMed]
- Hung, Y.Y.; Yin, L.T.; Wang, J.W.; Wang, C.T.; Tsai, C.H.; Kuo, Y.M. Recycling of spent nickel–cadmium battery using a thermal separation process. Environ. Prog. Sustain. Energy 2018, 37, 645–654. [Google Scholar] [CrossRef]
- Assefi, M.; Maroufi, S.; Mayyas, M.; Sahajwalla, V. Recycling of Ni-Cd batteries by selective isolation and hydrothermal synthesis of porous NiO nanocuboid. J. Environ. Chem. Eng. 2018, 6, 4671–4675. [Google Scholar] [CrossRef]
- Xu, Y.F.; Gao, M.R.; Zheng, Y.R.; Jiang, J.; Yu, S.H. Nickel/nickel(II) oxide nanoparticles anchored onto cobalt(IV) diselenide nanobelts for the electrochemical production of hydrogen. Angew. Chemie Int. Ed. 2013, 52, 8546–8550. [Google Scholar] [CrossRef]
- Brückner, L.; Frank, J.; Elwert, T. Industrial recycling of lithium-ion batteries—A critical review of metallurgical process routes. Met. Basel. 2020, 10, 1107. [Google Scholar] [CrossRef]
- Makuza, B.; Tian, Q.; Guo, X.; Chattopadhyay, K.; Yu, D. Pyrometallurgical options for recycling spent lithium-ion batteries: A comprehensive review. J. Power Sources 2021, 491, 229622. [Google Scholar] [CrossRef]
- Larouche, F.; Tedjar, F.; Amouzegar, K.; Houlachi, G.; Bouchard, P.; Demopoulos, G.P.; Zaghib, K. Progress and status of hydrometallurgical and direct recycling of Li-Ion batteries and beyond. Mater. Basel. 2020, 13, 801. [Google Scholar] [CrossRef] [Green Version]
- Dominguez-Benetton, X.; Varia, J.C.; Pozo, G.; Modin, O.; Ter Heijne, A.; Fransaer, J.; Rabaey, K. Metal recovery by microbial electro-metallurgy. Prog. Mater. Sci. 2018, 94, 435–461. [Google Scholar] [CrossRef]
- Ramanayaka, S.; Keerthanan, S.; Vithanage, M. Urban Mining of E-Waste: Treasure Hunting for Precious Nanometals; INC: New York, NY, USA, 2019; ISBN 9780128170304. [Google Scholar]
- Nogueira, C.A.; Margarido, F. Recycling of spent Ni-Cd batteries by physical-chemical processing. In Proceedings of the 2006 TMS Fall Extraction and Processing Division: Sohn International Symposium, San Diego, CA, USA, 27–31 August 2006; Volume 5, pp. 305–312. [Google Scholar]
- Krishnan, S.; Zulkapli, N.S.; Kamyab, H.; Taib, S.M.; Din, M.F.B.M.; Majid, Z.A.; Chaiprapat, S.; Kenzo, I.; Ichikawa, Y.; Nasrullah, M.; et al. Current technologies for recovery of metals from industrial wastes: An overview. Environ. Technol. Innov. 2021, 22, 101525. [Google Scholar] [CrossRef]
- Van Erkel, J. Recovery of Cd and Ni from Batteries. U.S. Patent 5,407,463, 18 April 1995. [Google Scholar]
- Randhawa, N.S.; Gharami, K.; Kumar, M. Leaching kinetics of spent nickel–cadmium battery in sulphuric acid. Hydrometallurgy 2016, 165, 191–198. [Google Scholar] [CrossRef]
- Lindermann, W.; Dombrowsky, C.H.; Sewing, D.; Muller, M.; Engel, S.; Joppien, R. The Batenus process for recycling battery waste. In Proceedings of the International Symposium on Impurity Control and Disposal in Hydrometallurgical Processes, Toronto, ON, Canada, 21–24 August 1994; pp. 197–204. [Google Scholar]
- Tanong, K.; Coudert, L.; Mercier, G.; Blais, J.-F. Recovery of metals from a mixture of various spent batteries by a hydrometallurgical process. J. Environ. Manag. 2016, 181, 95–107. [Google Scholar] [CrossRef]
- Reza Khayati, G.; Dalvand, H.; Darezereshki, E.; Irannejad, A. A facile method to synthesis of CdO nanoparticles from spent Ni–Cd batteries. Mater. Lett. 2014, 115, 272–274. [Google Scholar] [CrossRef]
- Tanong, K.; Tran, L.-H.; Mercier, G.; Blais, J.-F. Recovery of Zn (II), Mn (II), Cd (II) and Ni (II) from the unsorted spent batteries using solvent extraction, electrodeposition and precipitation methods. J. Clean. Prod. 2017, 148, 233–244. [Google Scholar] [CrossRef] [Green Version]
- Reddy, B.R.; Priya, D.N.; Park, K.H. Separation and recovery of cadmium(II), cobalt(II) and nickel(II) from sulphate leach liquors of spent Ni–Cd batteries using phosphorus based extractants. Sep. Purif. Technol. 2006, 50, 161–166. [Google Scholar] [CrossRef]
- Nogueira, C.A.; Margarido, F. Nickel–Cadmium batteries: Effect of electrode phase composition on acid leaching process. Environ. Technol. 2012, 33, 359–366. [Google Scholar] [CrossRef]
- Singh, R.; Mahandra, H.; Gupta, B. Recovery of zinc and cadmium from spent batteries using Cyphos IL 102 via solvent extraction route and synthesis of Zn and Cd oxide nanoparticles. Waste Manag. 2017, 67, 240–252. [Google Scholar] [CrossRef] [PubMed]
- Reddy, B.R.; Priya, D.N. Chloride leaching and solvent extraction of cadmium, cobalt and nickel from spent nickel–Cadmium, batteries using Cyanex 923 and 272. J. Power Sources 2006, 161, 1428–1434. [Google Scholar] [CrossRef]
- Kim, Y.J.; Kim, J.H.; Thi, L.D.; Qureshi, T.I. Recycling of NiCd batteries by hydrometallurgical process on small scale. J. Chem. Soc. Pak. 2011, 33, 853–857. [Google Scholar]
- Барашев, А.Р.; Карелoв, С.В.; Мамяченкoв, С.В.; Анисимoва, О. Сoвременнoе сoстoяние кoмплекснoй перерабoтки кадмийсoдержащегo втoричнoгo сырья. Металлург 2013, 3, 85–97. [Google Scholar]
- Jadhav, U.U.; Hocheng, H. Removal of nickel and cadmium from battery waste by a chemical method using ferric sulphate. Environ. Technol. 2014, 35, 1263–1268. [Google Scholar] [CrossRef]
- Barashev, A.R.; Karelov, S.V.; Anisimova, O.S.; Mamyachenkov, S.V. Innovative technology for recycling the negative segments of alkaline batteries using recoverable solvent. Metallurgist 2011, 55, 381–385. [Google Scholar] [CrossRef]
- Freitas, M.B.J.G.; Penha, T.R.; Sirtoli, S. Chemical and electrochemical recycling of the negative electrodes from spent Ni–Cd batteries. J. Power Sources 2007, 163, 1114–1119. [Google Scholar] [CrossRef]
- Zhao, L.; Yang, D.; Zhu, N.-W. Bioleaching of spent Ni–Cd batteries by continuous flow system: Effect of hydraulic retention time and process load. J. Hazard. Mater. 2008, 160, 648–654. [Google Scholar] [CrossRef]
- Ritcey, G.M.; Ashbrook, A.W. Solvent Extraction–Principles and Applications to Process Metallurgy; Elsevier: Amsterdam, The Netherlands, 1984; ISBN 0444417702. [Google Scholar]
- Zagorodni, A. Ion Exchange Materials: Properties and Applications, 1st ed.; Elsevier Science: New York, NY, USA, 2006; ISBN 9780080445526. [Google Scholar]
- Bartolozzi, M.; Braccini, G.; Bonvini, S.; Marconi, P.F. Hydrometallurgical recovery process for nickel-cadmium spent batteries. J. Power Sources 1995, 55, 247–250. [Google Scholar] [CrossRef]
- Dolati, A.; Afshar, A.; Ghasemi, H. A kinetic study on the electrodeposition of cadmium with the presence of organic agents in sulfate solutions. Mater. Chem. Phys. 2005, 94, 23–28. [Google Scholar] [CrossRef]
- Mayén-Mondragón, R.; Ibanez, J.G.; Vasquez, R.C.; Baeza, A.; Oropeza, M.T. Electrochemical Recovery of Cadmium from Simulated Waste Nickel–Cadmium Battery Solutions. Water Air Soil Pollut. 2008, 194, 45–55. [Google Scholar] [CrossRef]
- Hazotte, C.; Leclerc, N.; Meux, E.; Lapicque, F. Direct recovery of cadmium and nickel from Ni-Cd spent batteries by electroassisted leaching and electrodeposition in a single-cell process. Hydrometallurgy 2016, 162, 94–103. [Google Scholar] [CrossRef]
- Ribeiro, J.S.; Moreira, T.F.M.; Santana, I.L.; Ferreira, S.A.D.; Lelis, M.F.F.; Freitas, M.B.J.G. Sol-gel synthesis, characterization, and catalytic properties of Ni, Cd, Co, and Fe oxides recycled from spent Ni-Cd batteries using citric acid as a leaching agent. Mater. Chem. Phys. 2018, 205, 186–194. [Google Scholar] [CrossRef]
- Varipaev, V.N.; Dasojan, M.A.; Nikolskij, V.A. Chemical Sources of Current (Химические Истoчники Тoка in Russian); Visshaja Shkola (Высшая шкoла in Russian): Moscow, Russia, 1990. [Google Scholar]



Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Blumbergs, E.; Serga, V.; Platacis, E.; Maiorov, M.; Shishkin, A. Cadmium Recovery from Spent Ni-Cd Batteries: A Brief Review. Metals 2021, 11, 1714. https://doi.org/10.3390/met11111714
Blumbergs E, Serga V, Platacis E, Maiorov M, Shishkin A. Cadmium Recovery from Spent Ni-Cd Batteries: A Brief Review. Metals. 2021; 11(11):1714. https://doi.org/10.3390/met11111714
Chicago/Turabian StyleBlumbergs, Ervins, Vera Serga, Ernests Platacis, Michail Maiorov, and Andrei Shishkin. 2021. "Cadmium Recovery from Spent Ni-Cd Batteries: A Brief Review" Metals 11, no. 11: 1714. https://doi.org/10.3390/met11111714
APA StyleBlumbergs, E., Serga, V., Platacis, E., Maiorov, M., & Shishkin, A. (2021). Cadmium Recovery from Spent Ni-Cd Batteries: A Brief Review. Metals, 11(11), 1714. https://doi.org/10.3390/met11111714