
Investigation of Factors Influencing the Autoclave Tests Results of Internal Anticorrosive Polymer Coatings


Abstract
:1. Introduction
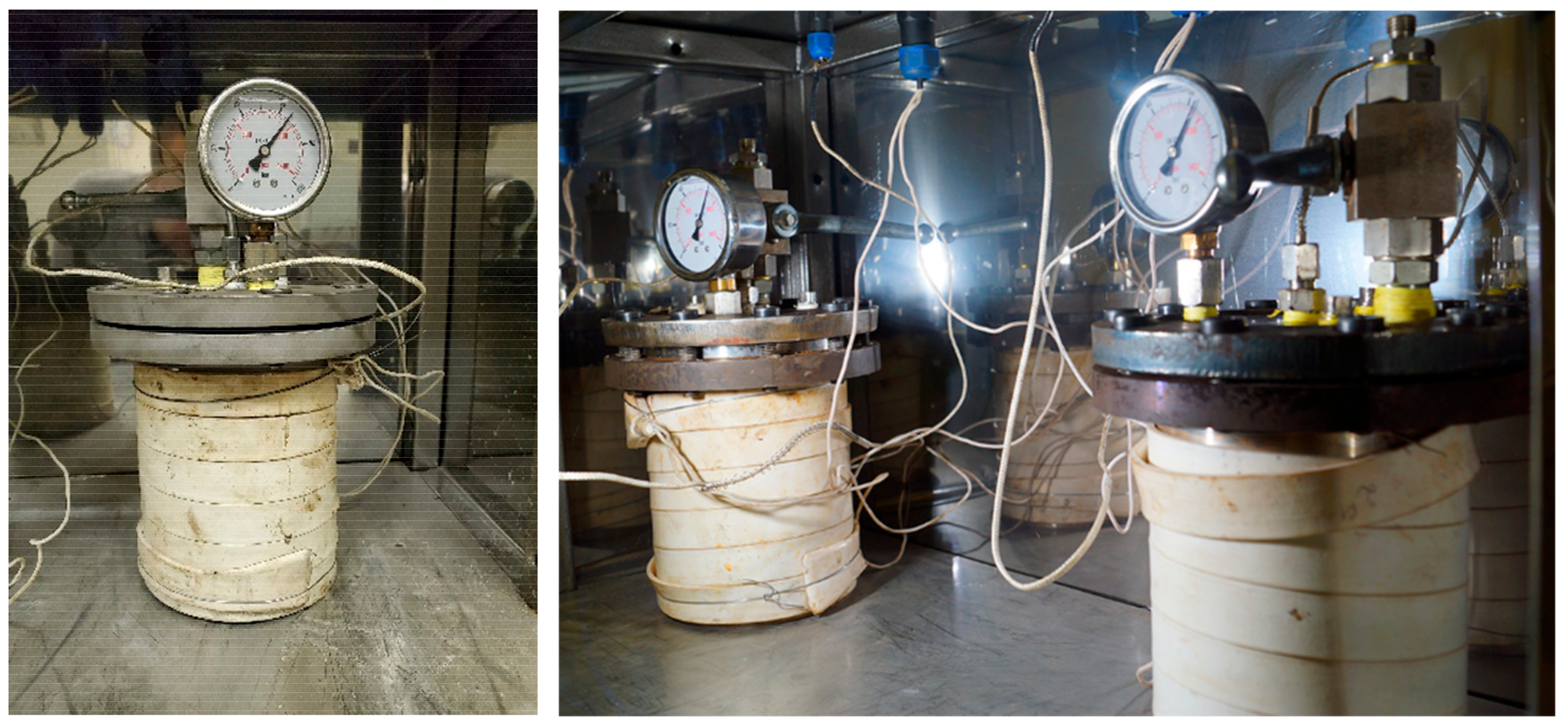
2. Materials and Methods
3. Results
3.1. Decompression Test Results with CO2 Gas Phase
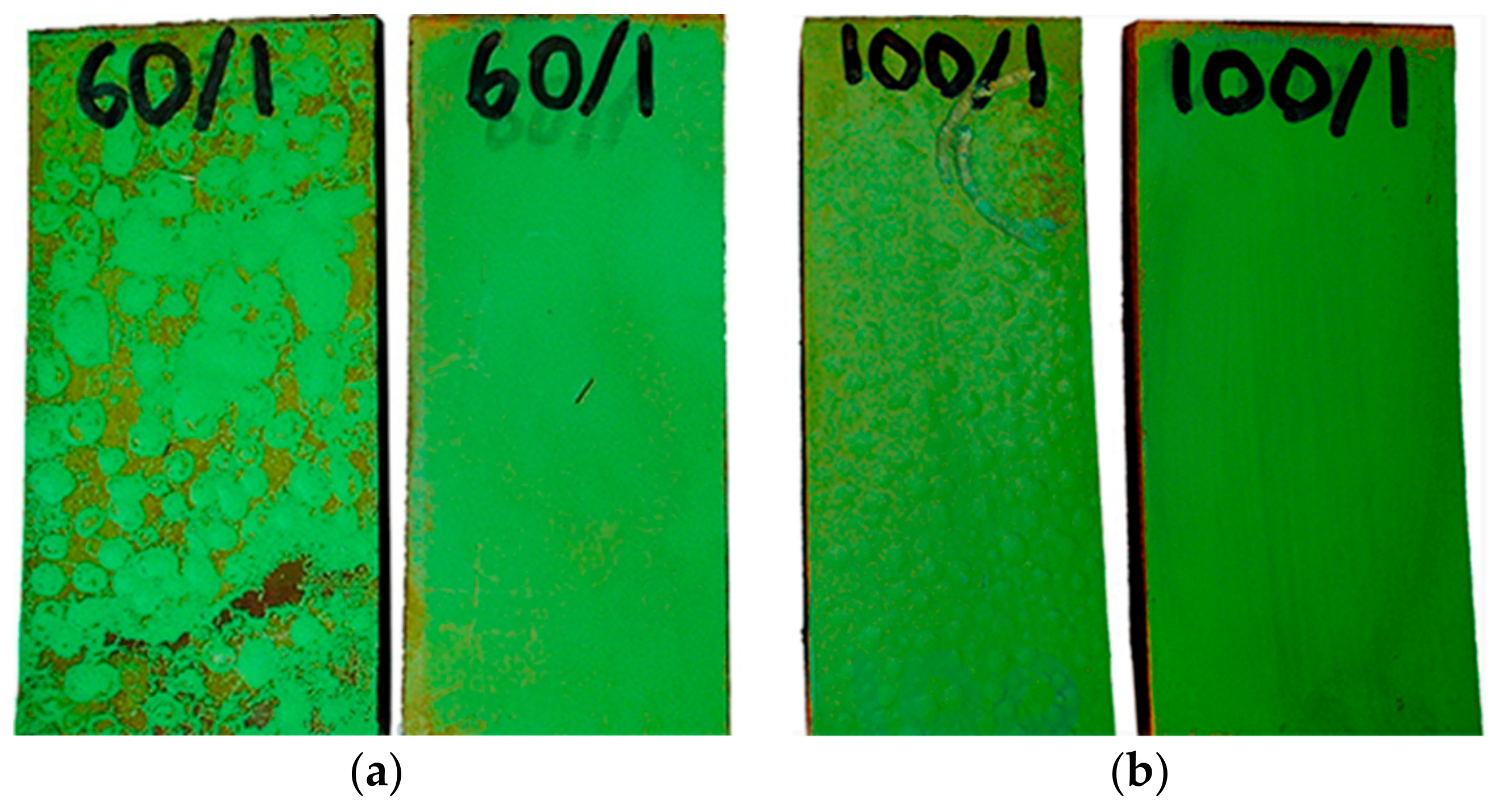
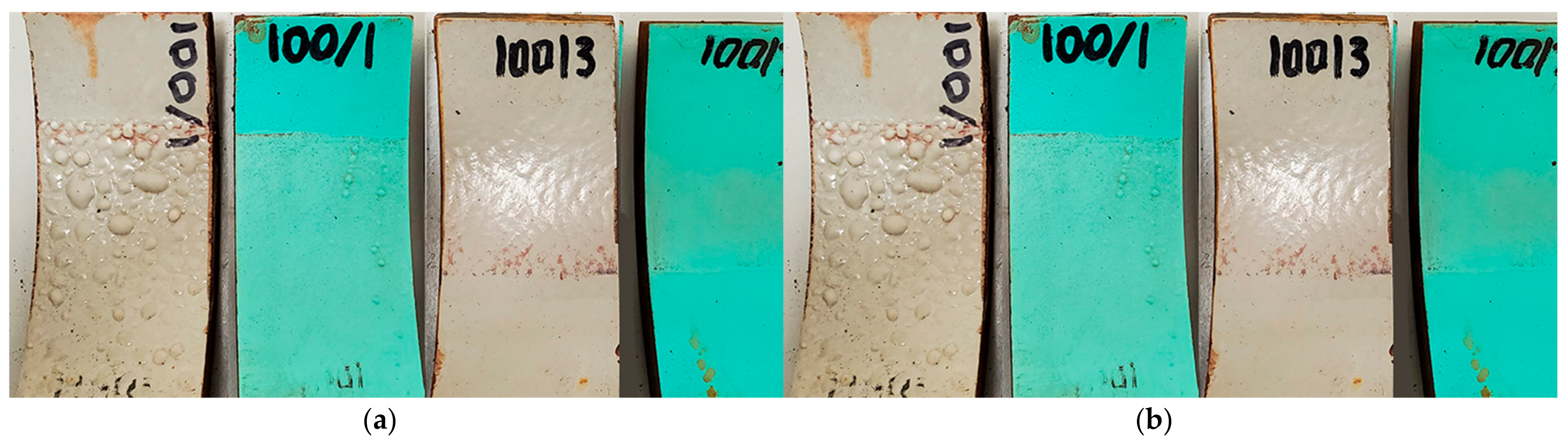
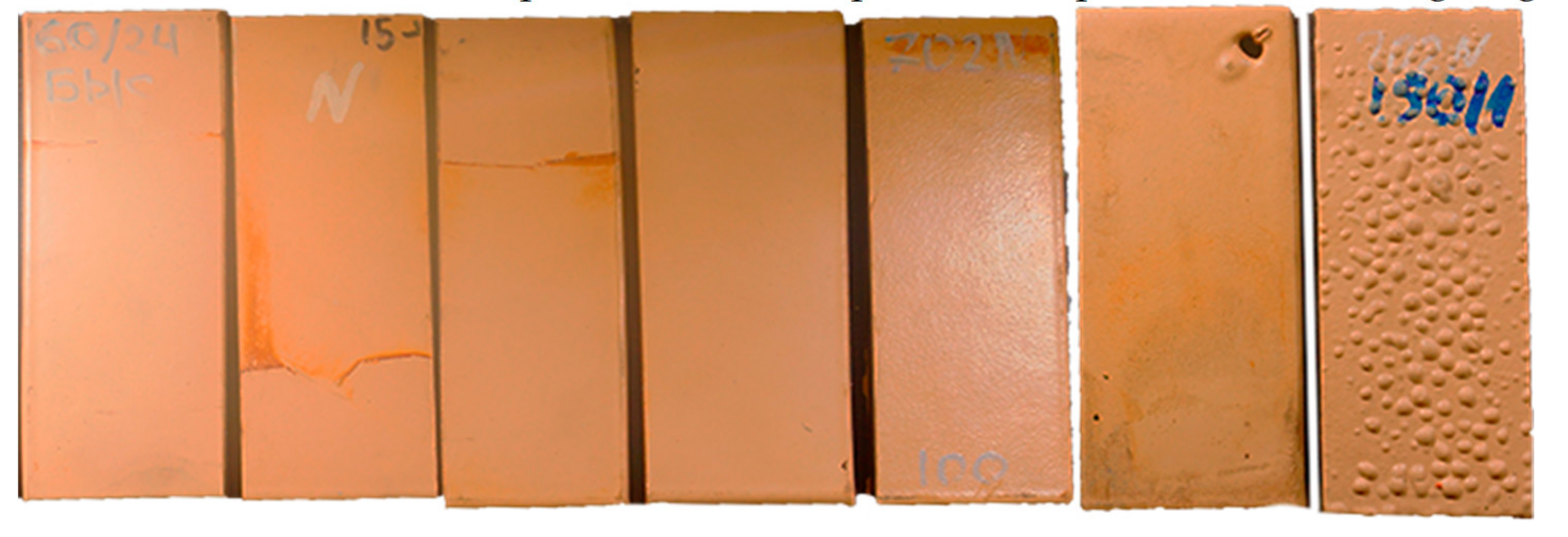
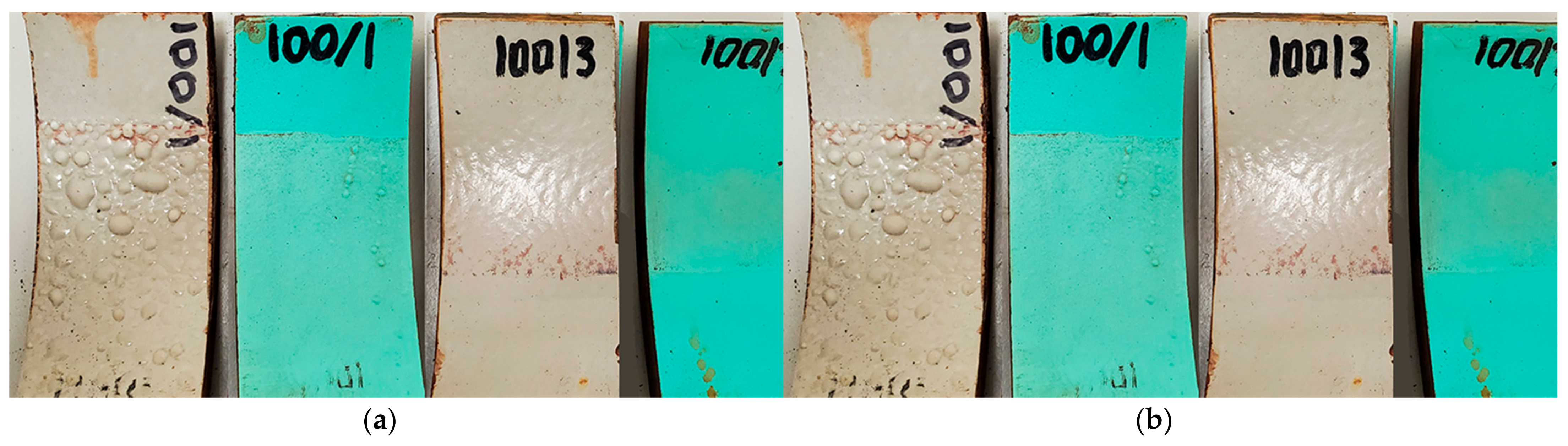
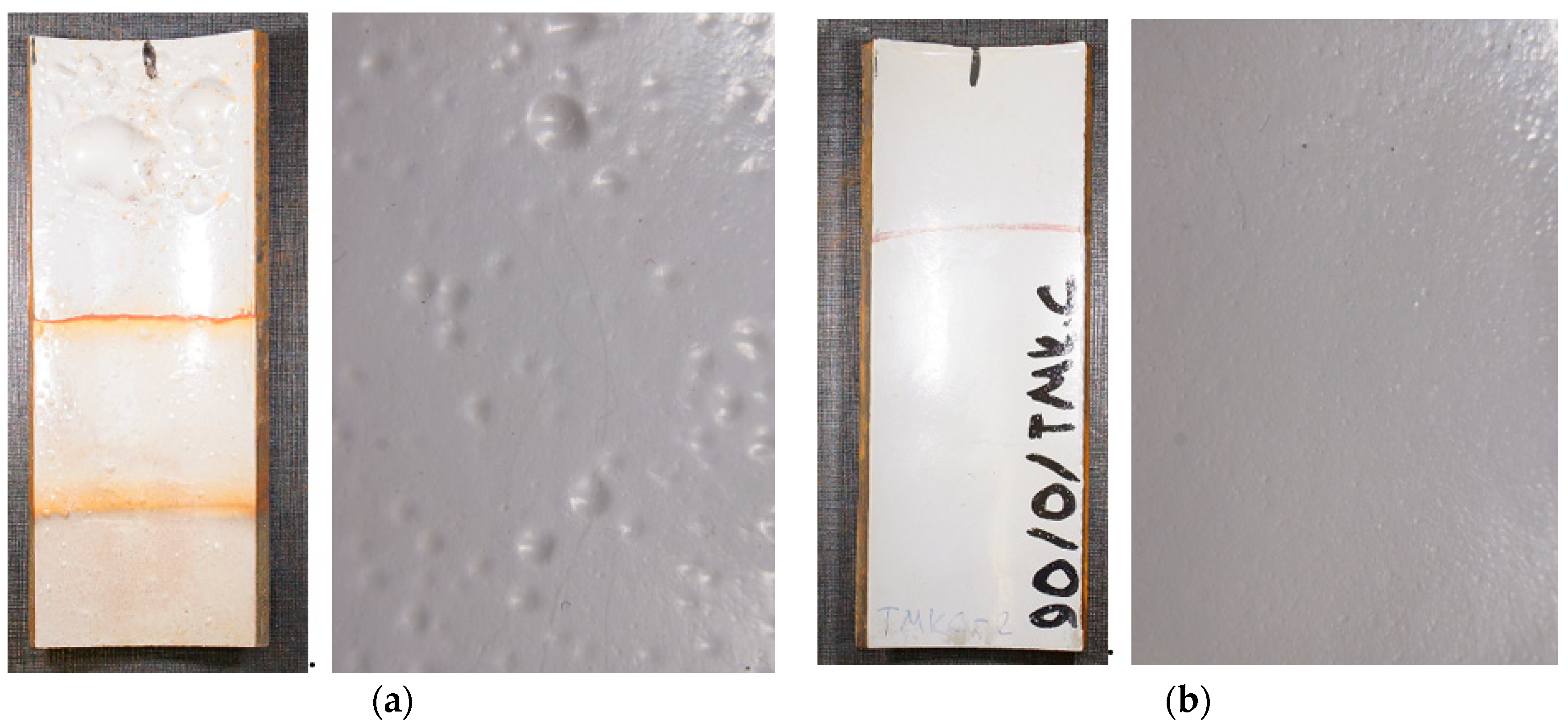
3.2. Results of the Visual Control after Autoclave Tests
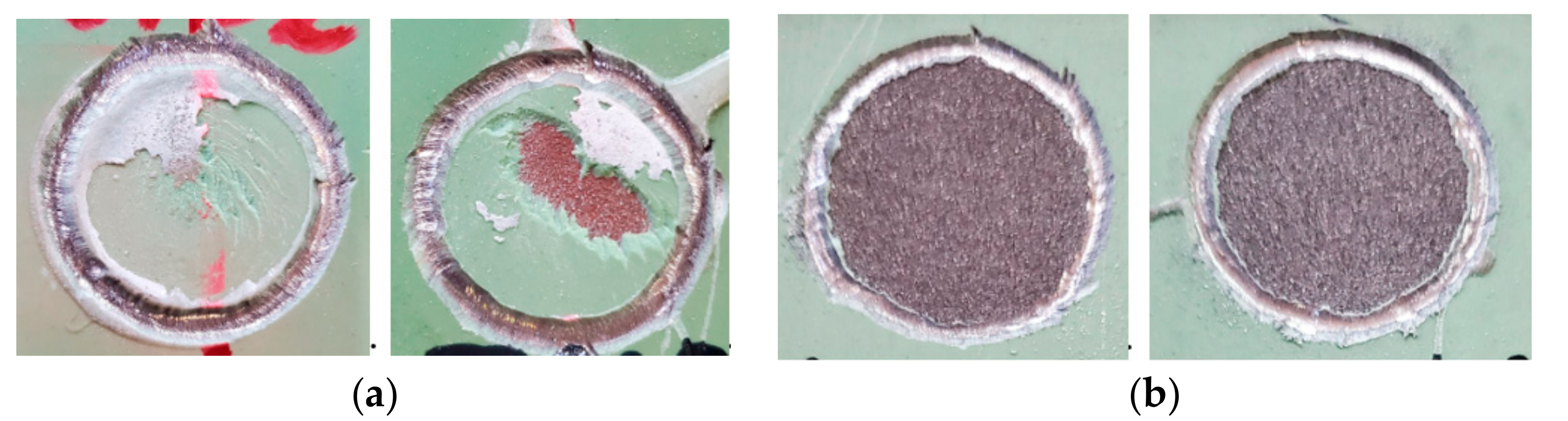
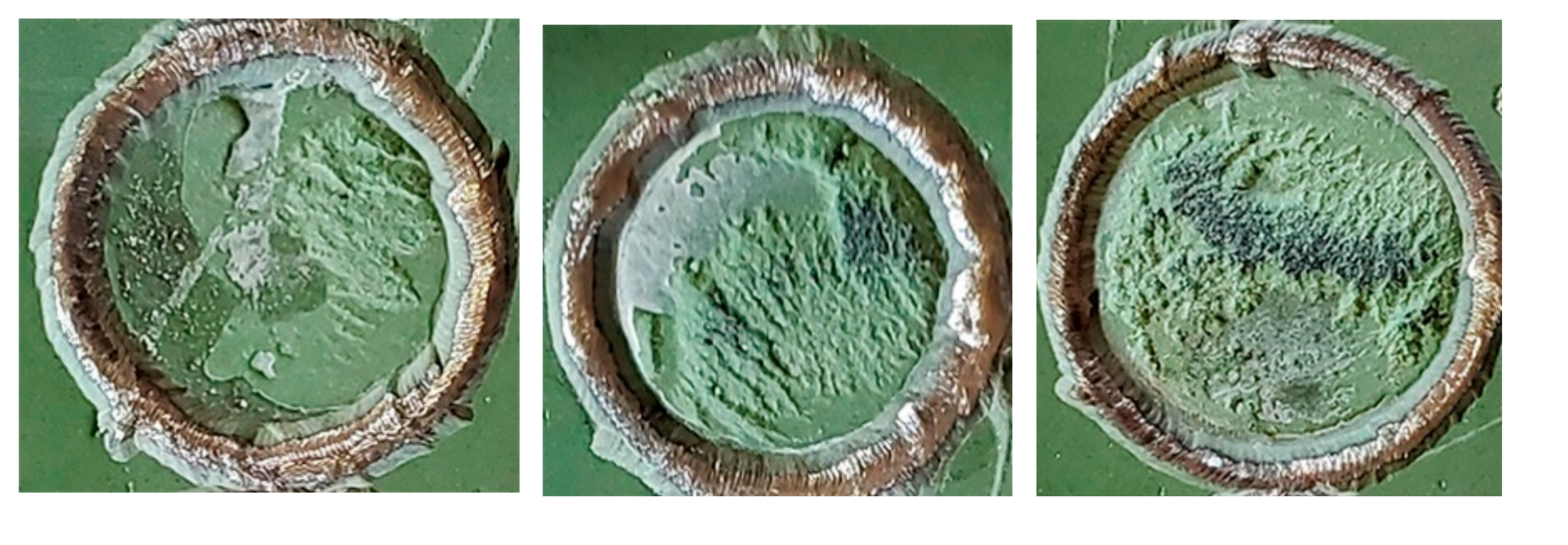
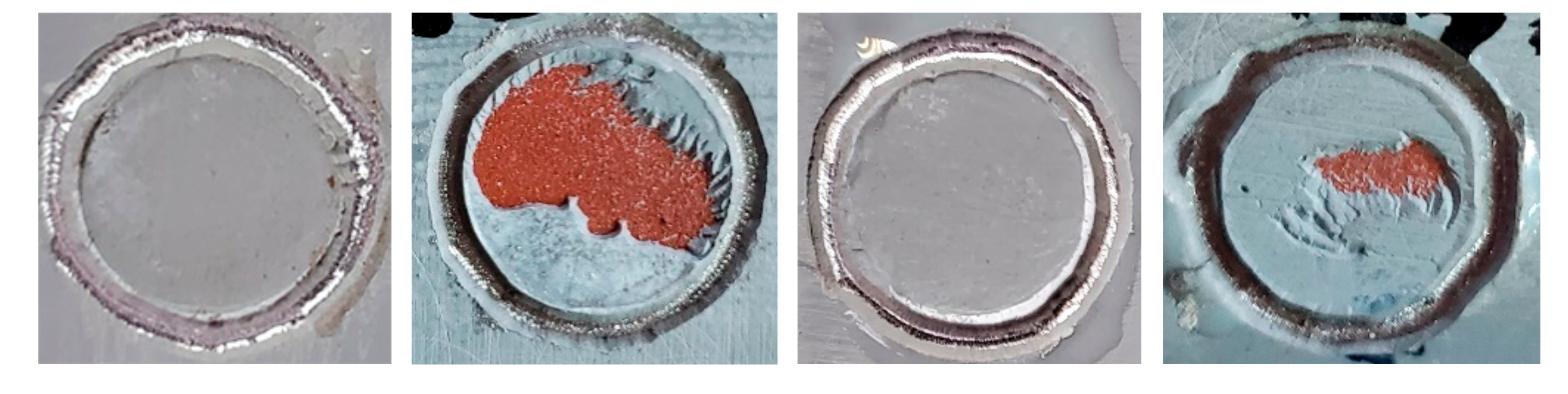
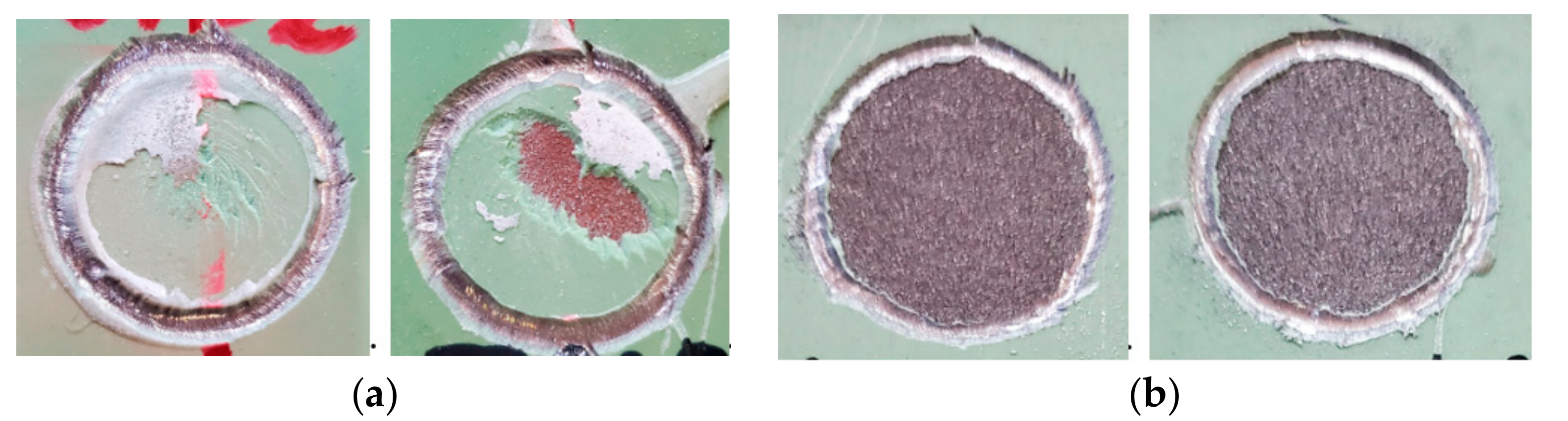
3.3. Adhesion Pull-Off Test Results after Autoclave Decompression
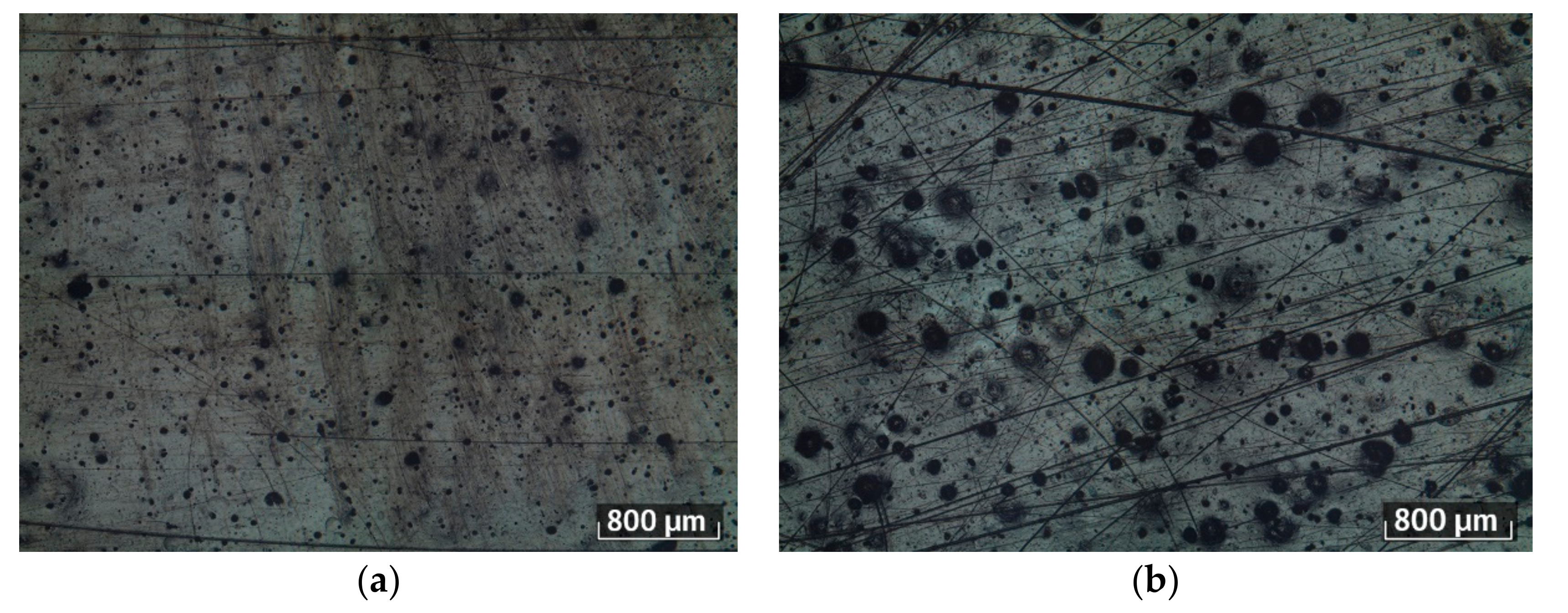
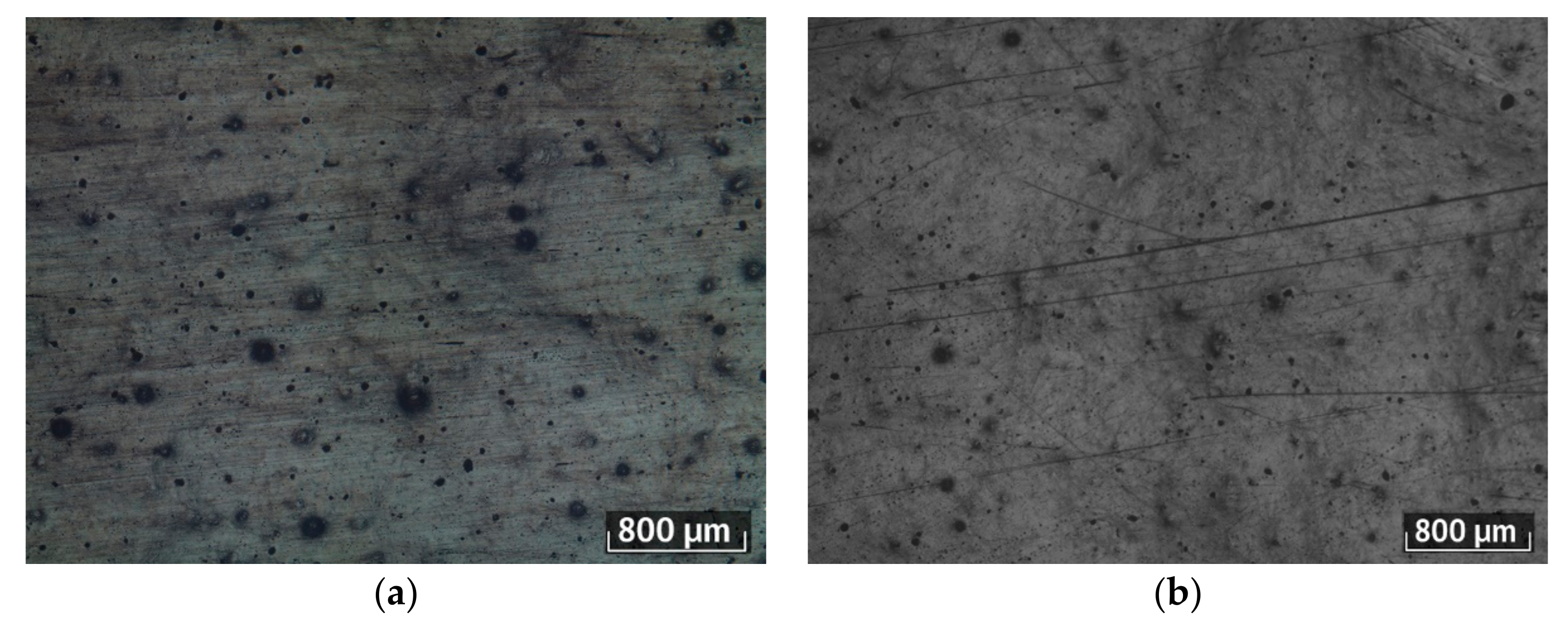
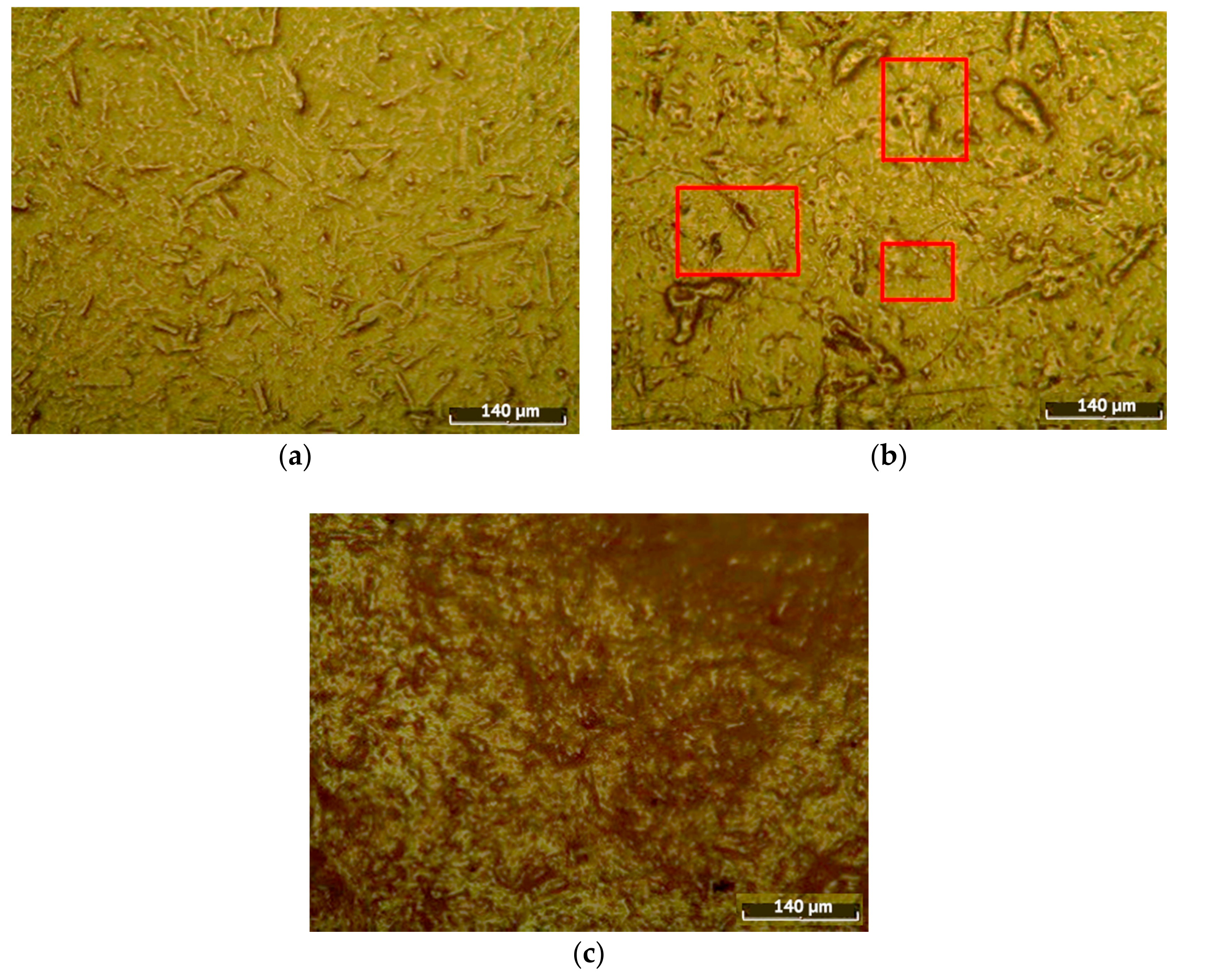
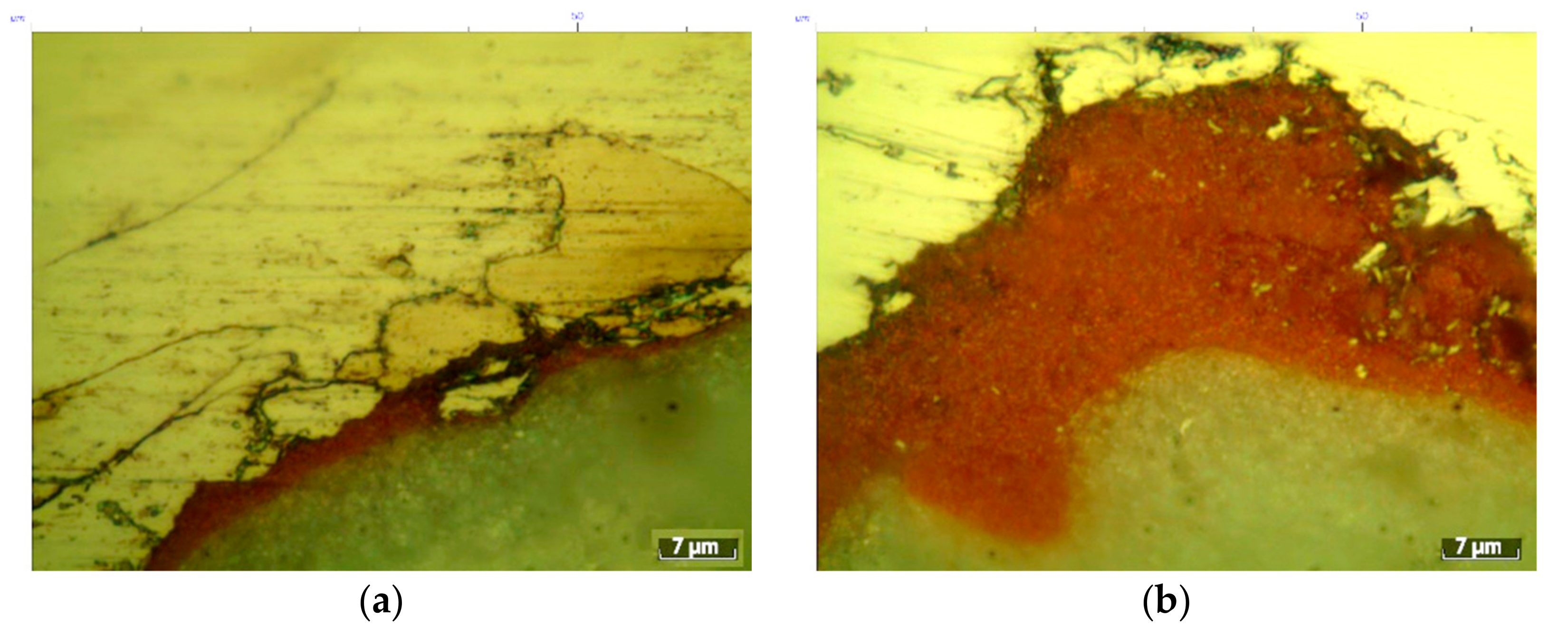
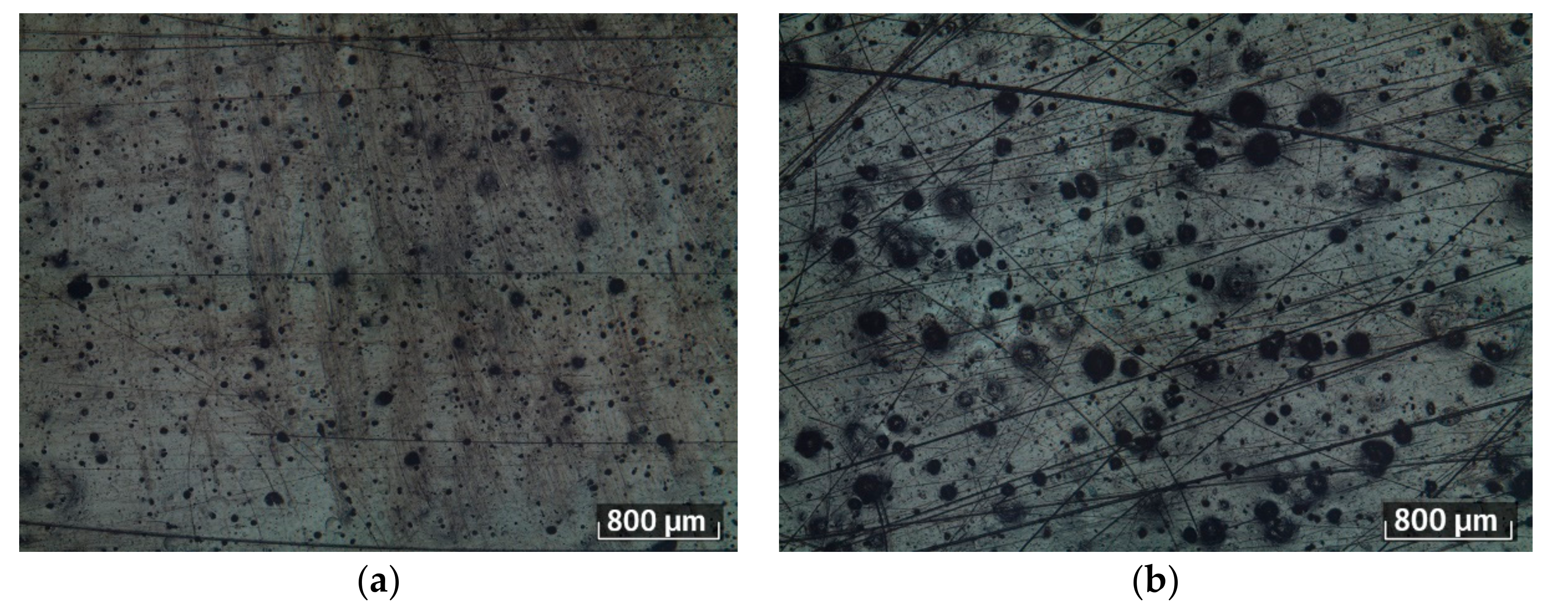
3.4. Changing the Surface Condition after Testing
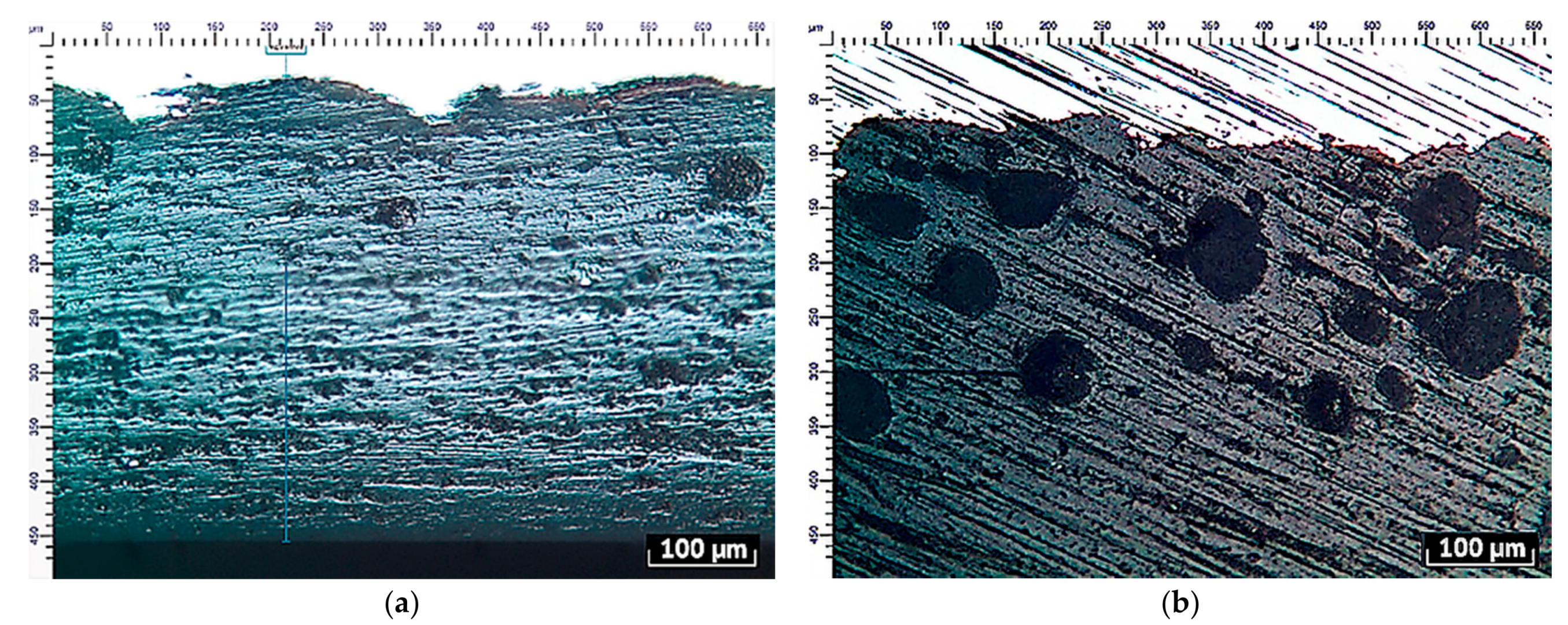
3.5. Assessment Coatings Degradation Using Microhardness
3.6. Decompression Test Results with H2S Gas Phase
4. Discussion
5. Conclusions
- The quality of the polymer coating application may differ on flat surfaces, and especially on the final product. It is justified to conduct a series of tests on at least five samples taken from different zones. In the work, opposite results were obtained on one type of polymer coating; an increase in the number of samples will allow us to assess the convergence of the results and the reason for the discrepancy: the quality of application or differences in the method of conducting;
- The ratio of the solution volume to the area of the coating surface under study, as well as the method of placing samples, affects the test results. The studied surfaces should not be in contact, and the recommended number of samples based on the tests performed is five samples with a size of 100 × 50 mm per 1500 mL of the working volume of the autoclave;
- The results of studies of one coating system on flat samples and samples taken from products may differ, and therefore it is recommended to follow both types. Autoclave decompression tests are an effective method of assessing the quality of application, which was shown by the results of tests of the same type of coating applied by different manufacturers as the final product;
- The effect of the pressure relief rate within the recommended interval of 5 s was also shown. The results after pressure relief in 1.5 s and in 4.8 s differed in the formation of blisters in the first variant;
- Existing methods for assessing the degradation of coatings can sometimes give contradictory data; therefore, methods related to the study of the structure and microhardness of coatings before and after testing were proposed in the work. The methods allow us to register changes in the size and number of pores, and the microhardness values were correlated with the data obtained by the adhesion values by the separation method.
Author Contributions
Funding
Conflicts of Interest
References
- Popoola, L.T.; Grema, A.S.; Latinwo, G.K.; Gutti, B.; Balogun, A.S. Corrosion problems during oil and gas production and its mitigation. Int. J. Ind. Chem. 2013, 4, 1–15. [Google Scholar] [CrossRef] [Green Version]
- Ermakov, B.S.; Alkhimenko, A.A.; Shaposhnikov, N.O.; Ermakov, S.B.; Shatsky, T.E.; Igolkin, A.F. The use of sprayed powders to create coatings in the welds of oilfield pipelines. In Proceedings of the IOP Conference Series: Materials Science and Engineering, 9th International Conference “Refrigeration and Food Technologies in the 21st Century”, St Petersburg, Russia, 13–15 November 2019; IOP Publishing: Bristol, UK, 2000; Volume 826, p. 012008. [Google Scholar]
- Papavinasam, S. Corrosion Control in the Oil and Gas Industry; Elsevier: Amsterdam, The Netherlands, 2013. [Google Scholar]
- Yudin, P.; Petrov, S.; Maximuk, A.; Knyazeva, Z. Destruction mechanisms and methods of laboratory autoclave tests of internal coatings of oil pipes. In E3S Web of Conferences; EDP Sciences: Les Ulis, France, 2019; Volume 121, p. 01009. [Google Scholar] [CrossRef]
- Khar’Kov, A.A.; Shakhmatov, A.V.; Gyulikhandanov, E.L.; Alekseeva, E.L. Comparative analysis of corrosion-resistant alloys inconel 718 and ÉP718. Chem. Pet. Eng. 2019, 54, 771–778. [Google Scholar] [CrossRef]
- Crolet, J.L.; Bonis, M.R. How to pressurize autoclaves for corrosion testing under carbon dioxide and hydrogen sulfide pressure. Corrosion 2000, 56, 167–182. [Google Scholar] [CrossRef]
- TM0185. In Evaluation of Internal Plastic Coatings for Corrosion Control of Tubular Goods by Autoclave Testing; NACE: Houston, TX, USA, 2000.
- API RP 5L2, Recommended Practice for Internal Coating of Line Pipe for Non-Corrosive Gas Transmission Service; American Petroleum Institute: Washington, DC, USA, 2002.
- GOST R 58346-2019. Steel Pipes and Fittings for Oil Industry. Inner Surface Protective Paint Coatings. General Technical Requirements. 2019.
- ISO 4624:2016. In Paints and Varnishes—Pull-Off Test for Adhesion; ISO: Geneva, Switzerland, 2016.








{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| № | Liquid Phase | Gas Phase | Operating Pressure, MPa | Operating Temperature, °C | Pressure Relief Time, Sec | Total Test Time, Hour | Number of Pressure Relief Cycles, Times |
|---|---|---|---|---|---|---|---|
| 1 | 5% NaCl | 5 MPa CO2 | 5 | depending on the type of coating | 4.8 | 24 | 1 |
| 2 | 5 MPa CO2 | 1.5 | 24 | 1 | |||
| 3 | 1 MPa H2S + 4 MPa N2 | 4.8 | 24 | 1 | |||
| 4 | 5 MPa CO2 | 4.8 | 72 | 1 | |||
| 5 | 10 MPa CO2 | 10 | 4.8 | 48 | 2 |
| Samples before testing | ||||||
| Sample № | Value 1, MPa | Value 2, MPa | Value 3, MPa | Value 4, MPa | Value 5, MPa | Average Value |
| 1 | 10 | 18 | 17 | 16 | 18 | 16 |
| 2 | 18 | 21 | 19 | 20 | 18 | 19 |
| 3 | 19 | 14 | 19 | 18 | 20 | 18 |
| Samples after testing | ||||||
| Sample № | Value 1, MPa | Value 2, MPa | Value 3, MPa | Value 4, MPa | Value 5, MPa | Average Value |
| 1 | 15 | 15 | 19 | 17 | 18 | 17 |
| 2 | 15 | 19 | 16 | 16 | 17 | 17 |
| 3 | 12 | 23 | 11 | 19 | 20 | 17 |
| Samples after Testing | ||||||
|---|---|---|---|---|---|---|
| Sample № | Value 1, MPa | Value 2, MPa | Value 3, MPa | Value 4, MPa | Value5, MPa | Average Value |
| 1 | 17 | 8 | 25 | 12 | 14 | 15 |
| 2 | 10 | 17 | 8 | 14 | 18 | 13 |
| 3 | 20 | 12 | 15 | 18 | 13 | 16 |
| Sample № | Samples before Test | Samples after Test | Average before Test | Average after Test | Microhardness Change, % | ||||
|---|---|---|---|---|---|---|---|---|---|
| 1 | 16 | 17.3 | 17.4 | 12.1 | 12.9 | 10.4 | 16.9 | 11.8 | 30 |
| 2 | 17.4 | 15.8 | 14.8 | 13.9 | 12.5 | 12.5 | 16 | 13 | 19 |
| 3 | 20 | 21 | 19.5 | 18 | 13.4 | 11.5 | 20.2 | 14.3 | 29 |
| 4 | 27 | 24 | 20 | 15 | 12.8 | 12.7 | 23.7 | 13.5 | 43 |
| Samples before Test | ||||
|---|---|---|---|---|
| Sample №. | Adhesion test results, MPa | Average | ||
| 3 | 25 | 20 | 22 | 22 |
| 4 | 18 | 19 | 23 | 20 |
| Microhardness, HV | ||||
| 3 | 20 | 21 | 19.5 | 20.2 |
| 4 | 27 | 24 | 20 | 23.7 |
| Samples after test | ||||
| Sample №. | Adhesion test results, MPa | |||
| 3 | 5 | 6 | 6 | 6 |
| 4 | 6 | 6 | 6 | 6 |
| Microhardness, HV | ||||
| 3 | 18 | 13.4 | 11.5 | 14.3 |
| 4 | 15 | 12.8 | 12.7 | 13.5 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Kovalev, M.; Alekseeva, E.; Shaposhnikov, N.; Lyashenko, D.; Tokarev, V. Investigation of Factors Influencing the Autoclave Tests Results of Internal Anticorrosive Polymer Coatings. Metals 2021, 11, 1713. https://doi.org/10.3390/met11111713
Kovalev M, Alekseeva E, Shaposhnikov N, Lyashenko D, Tokarev V. Investigation of Factors Influencing the Autoclave Tests Results of Internal Anticorrosive Polymer Coatings. Metals. 2021; 11(11):1713. https://doi.org/10.3390/met11111713
Chicago/Turabian StyleKovalev, Mark, Ekaterina Alekseeva, Nikita Shaposhnikov, Daniil Lyashenko, and Vasiliy Tokarev. 2021. "Investigation of Factors Influencing the Autoclave Tests Results of Internal Anticorrosive Polymer Coatings" Metals 11, no. 11: 1713. https://doi.org/10.3390/met11111713
APA StyleKovalev, M., Alekseeva, E., Shaposhnikov, N., Lyashenko, D., & Tokarev, V. (2021). Investigation of Factors Influencing the Autoclave Tests Results of Internal Anticorrosive Polymer Coatings. Metals, 11(11), 1713. https://doi.org/10.3390/met11111713