
Effect of Alternating Magnetic Field on Arc Plasma Characteristics and Droplet Transfer during Narrow Gap Laser-MIG Hybrid Welding

Abstract
:1. Introduction
2. Materials and Methods
2.1. Materials
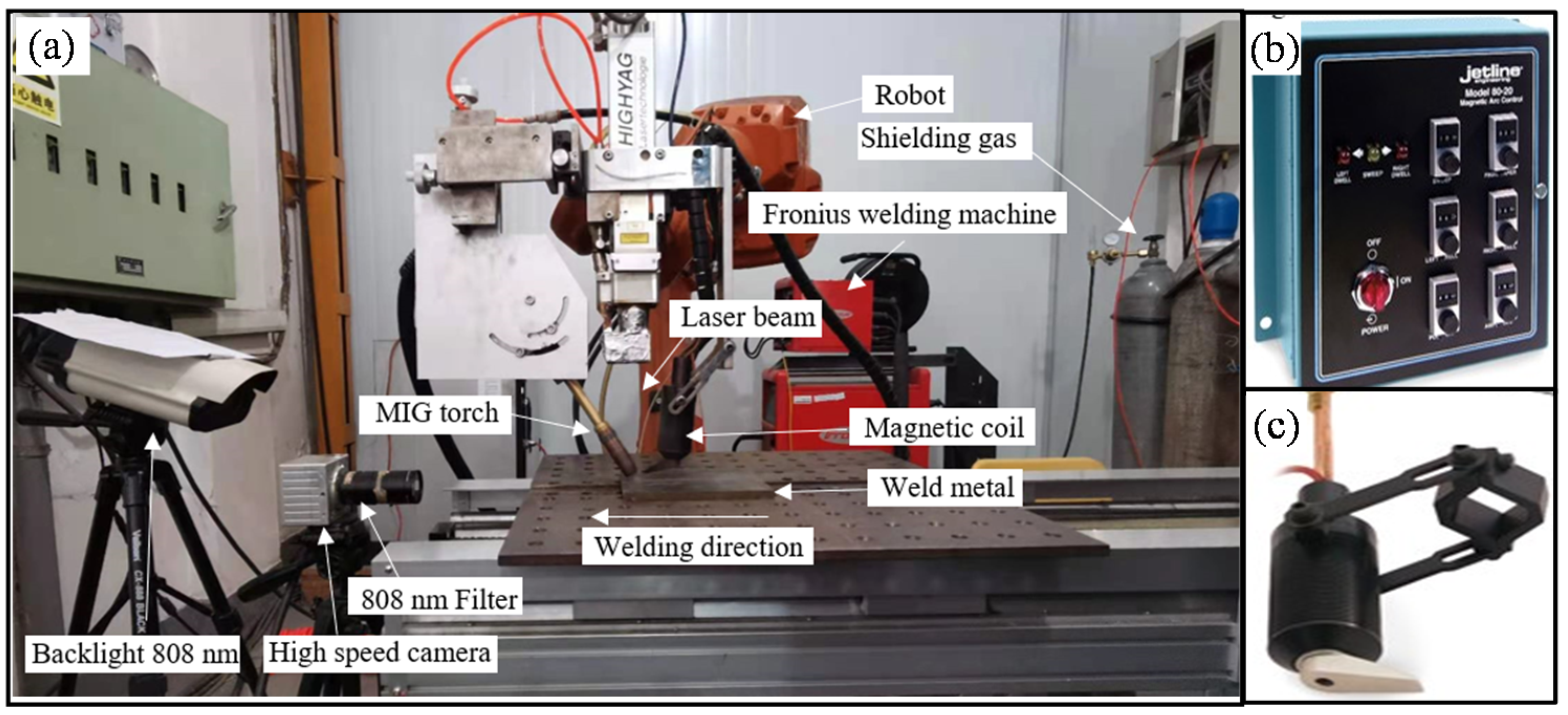
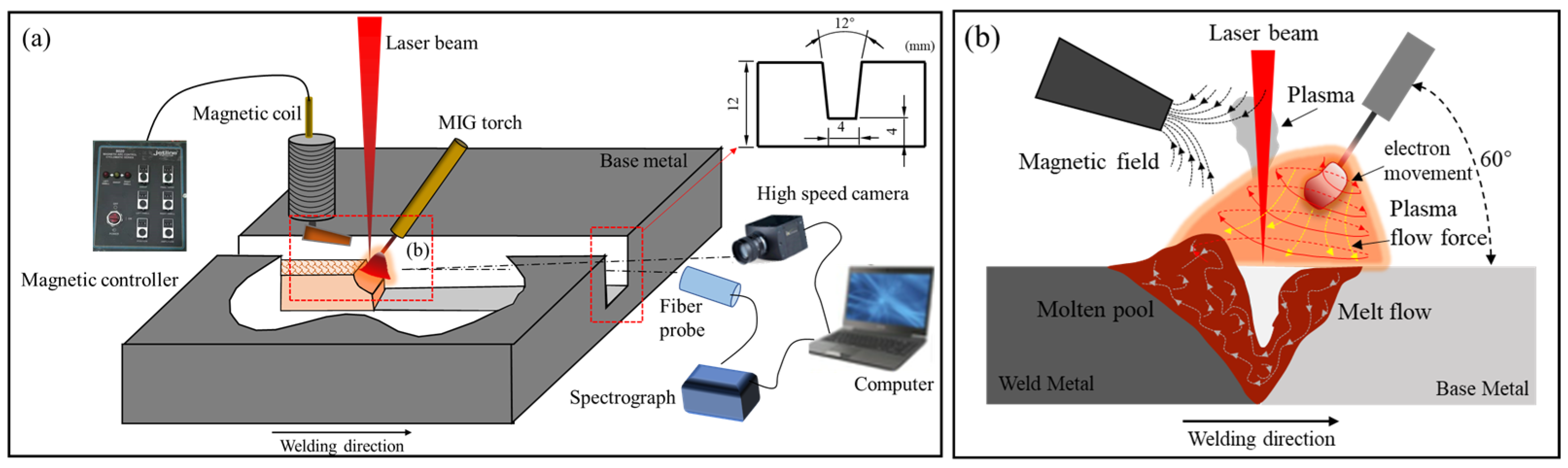
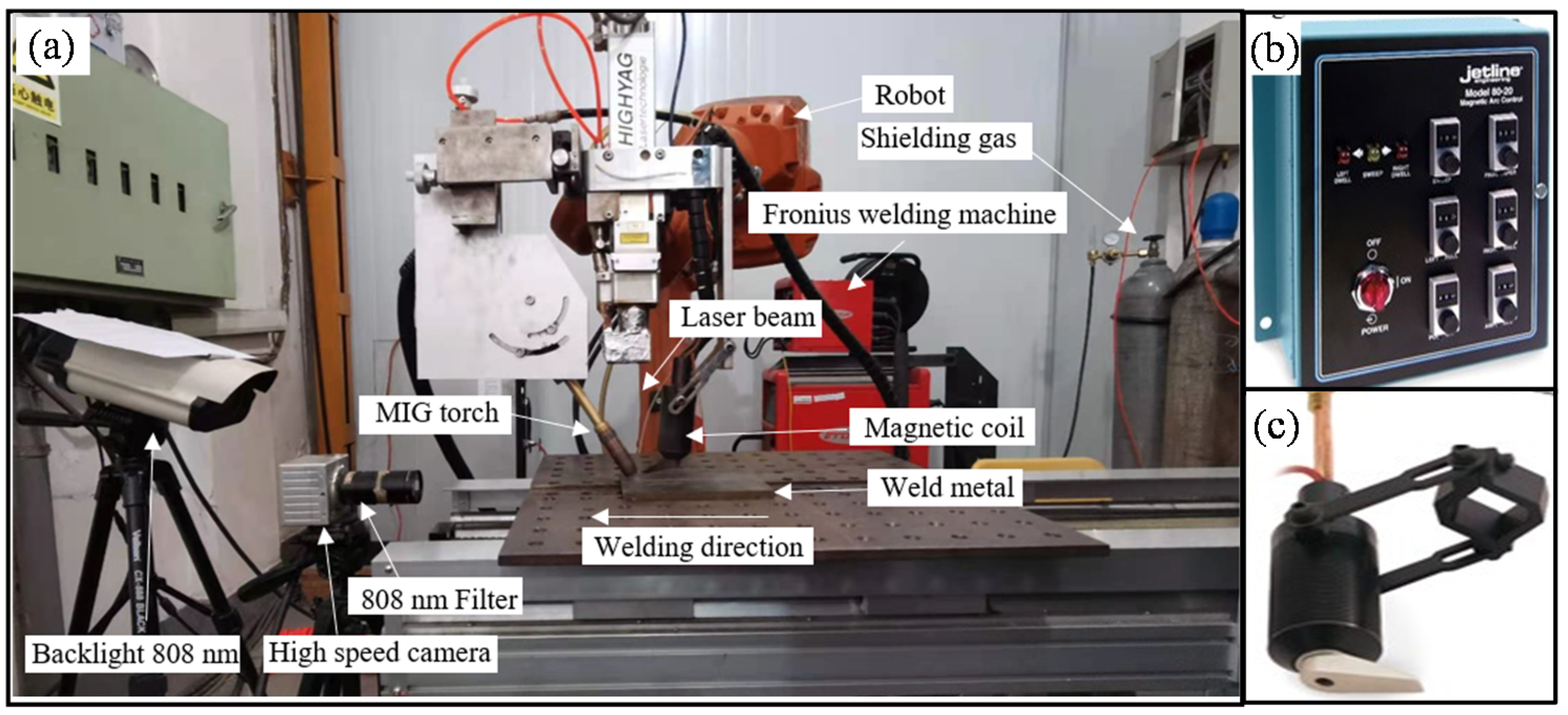
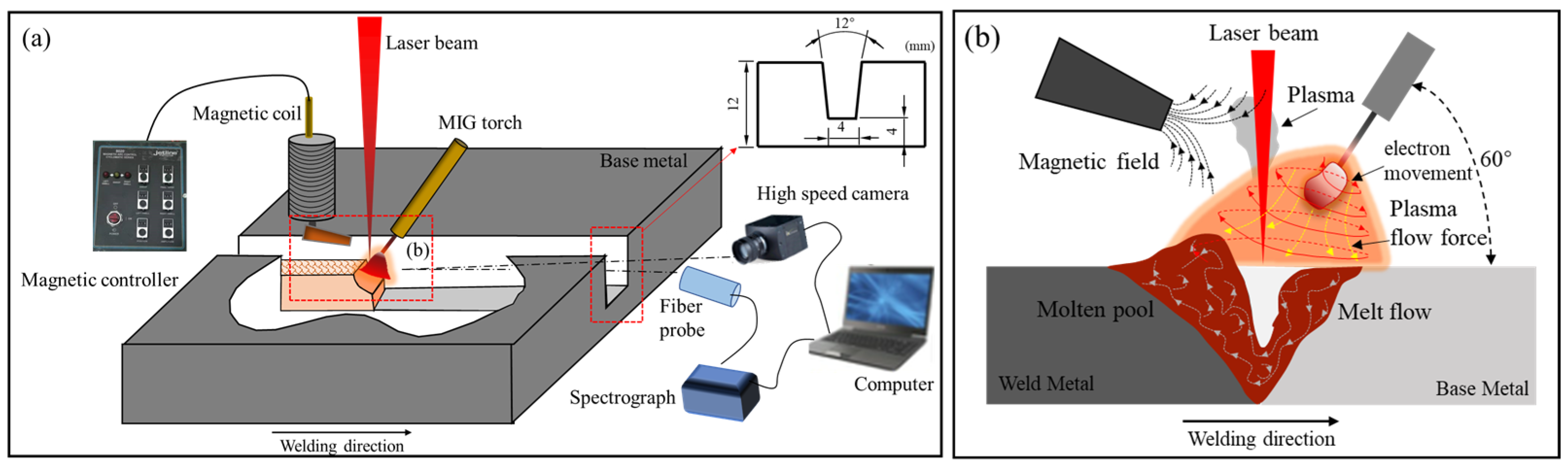
2.2. Experimental Method
3. Results and Discussion
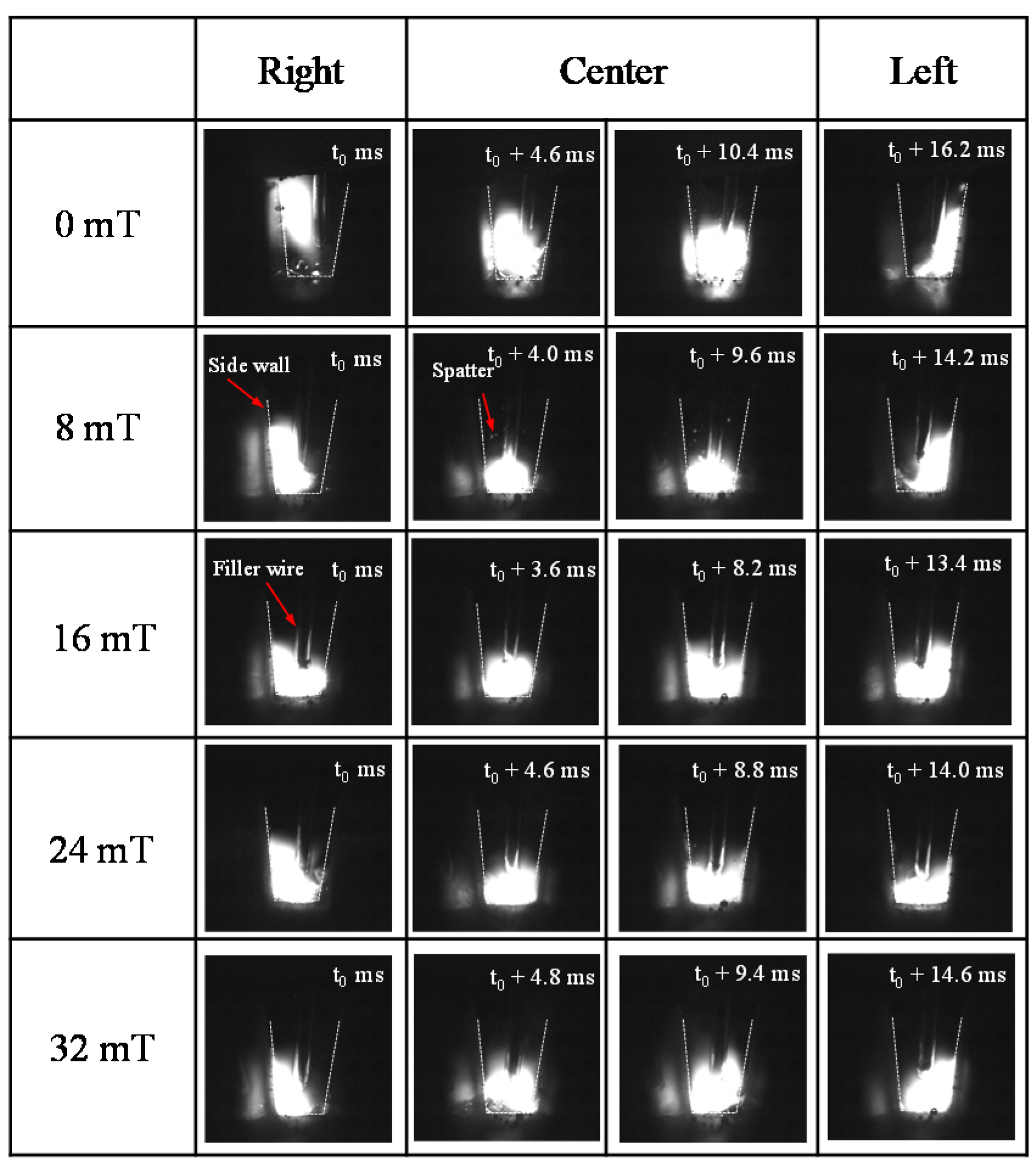
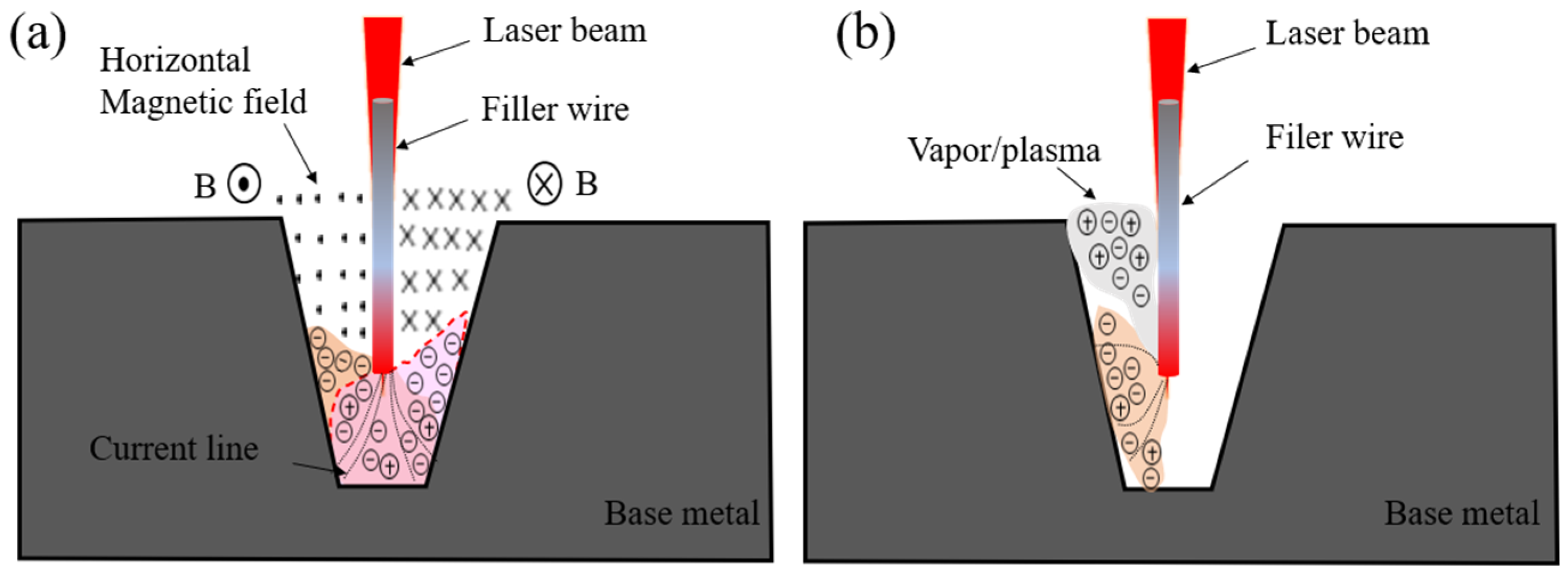
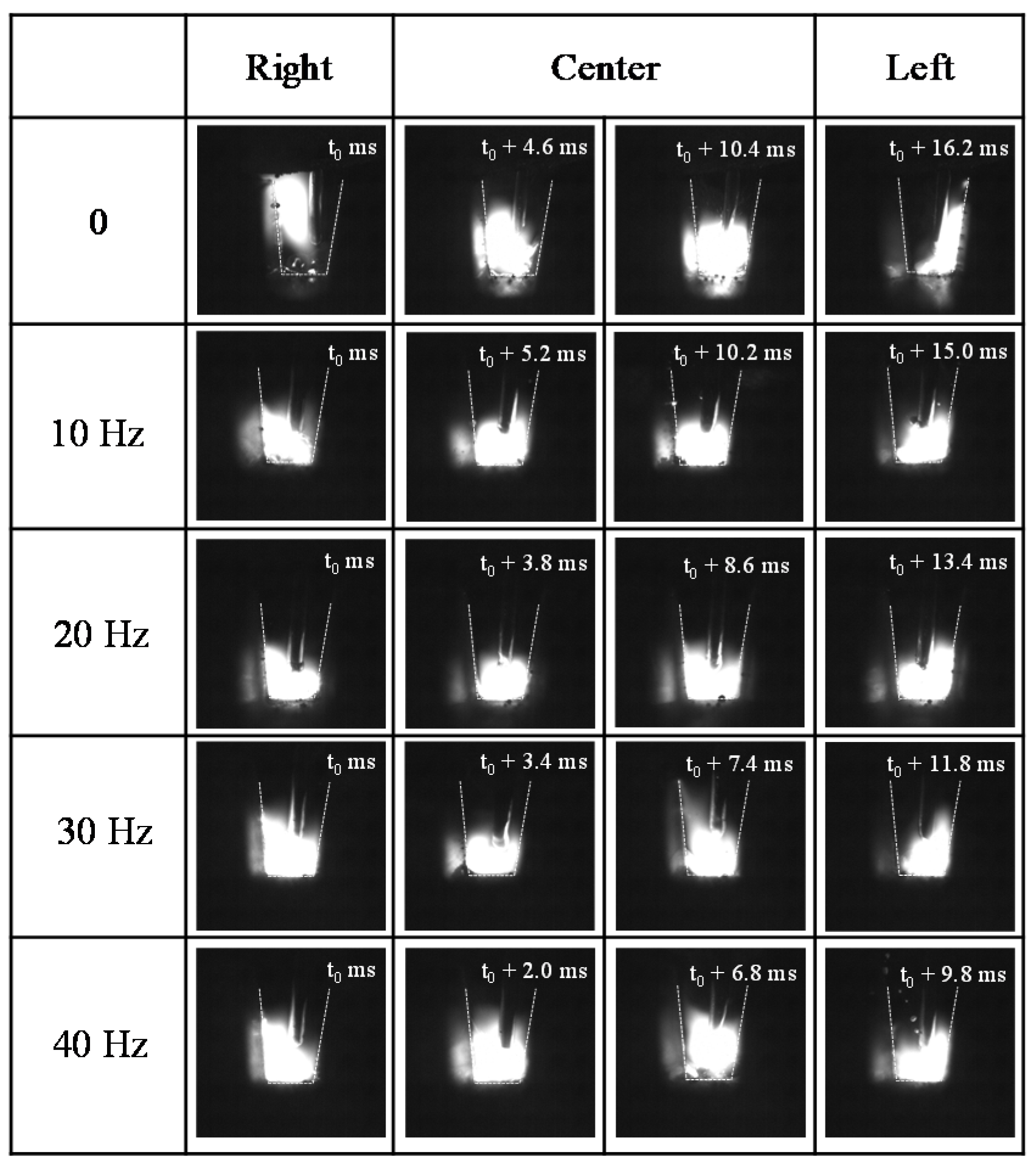
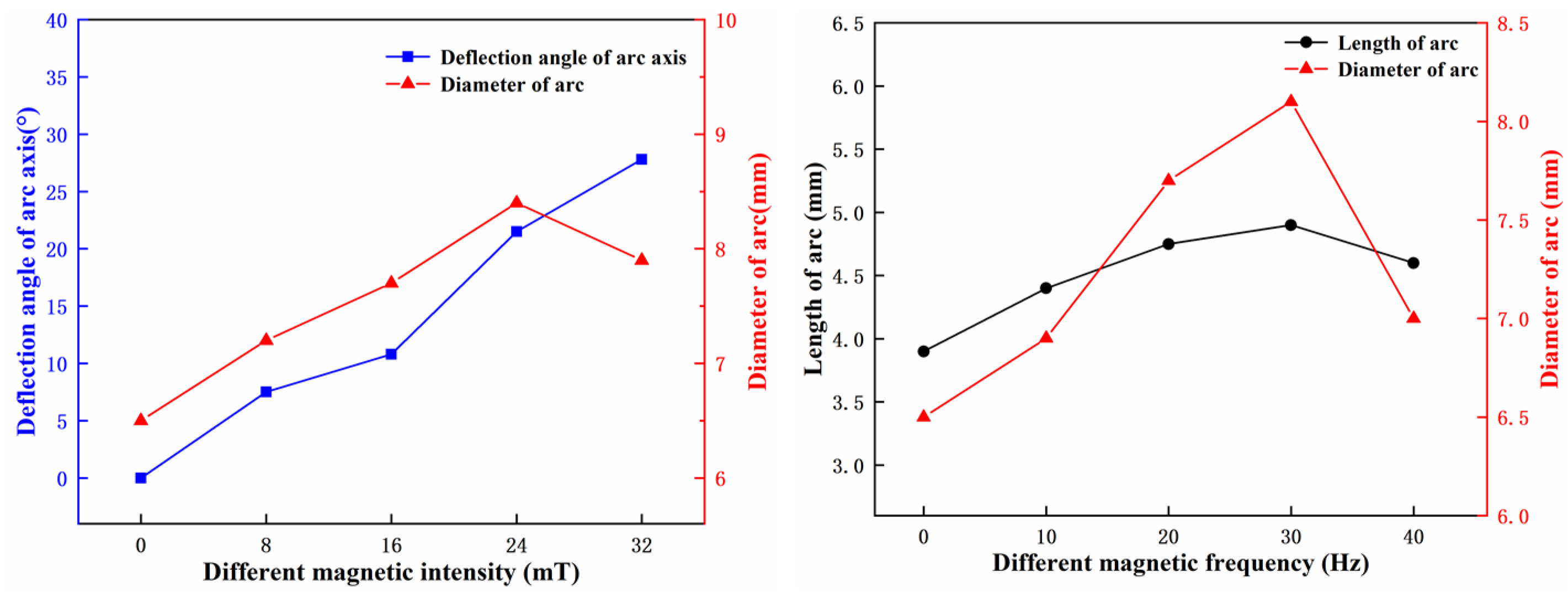
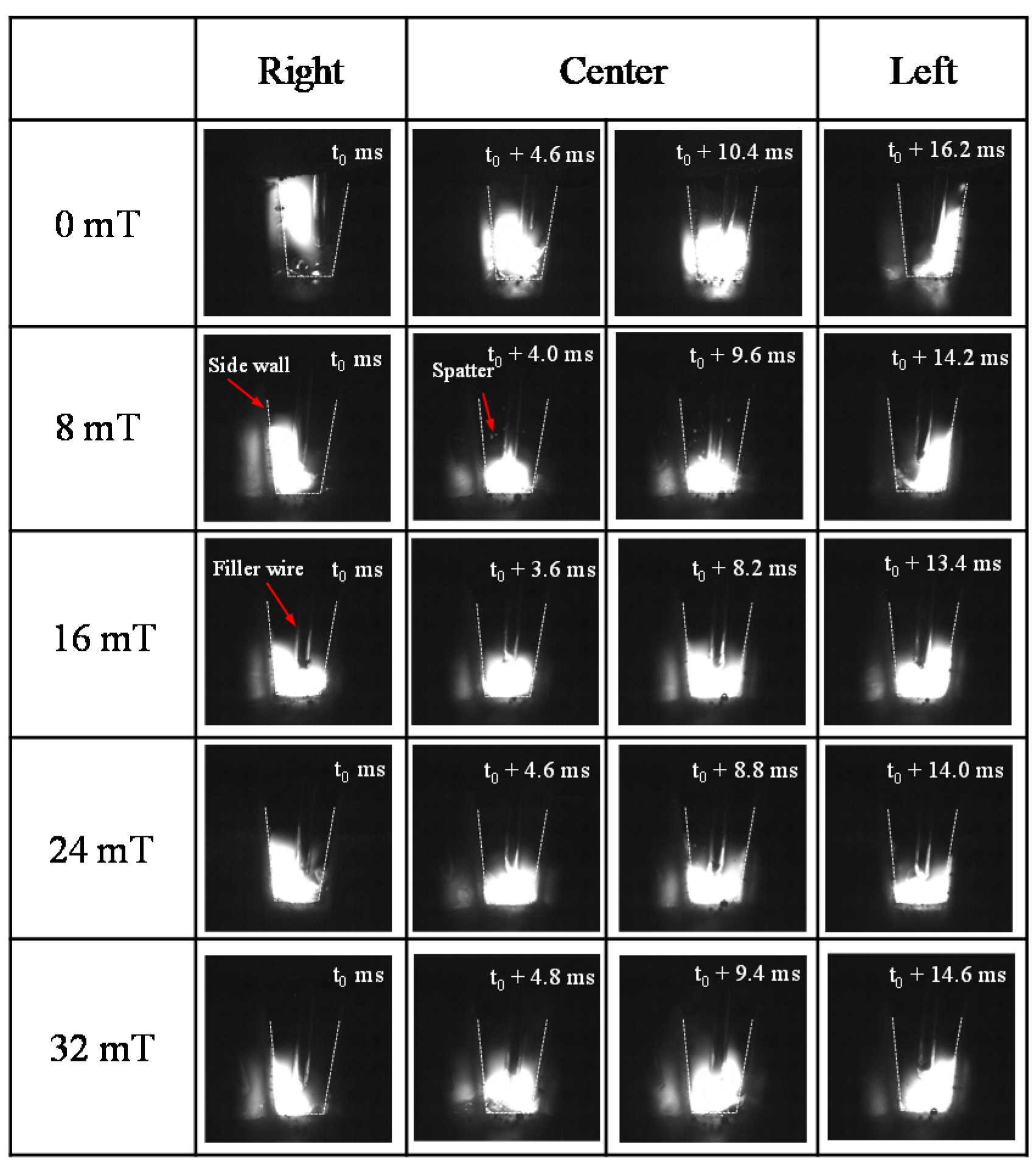
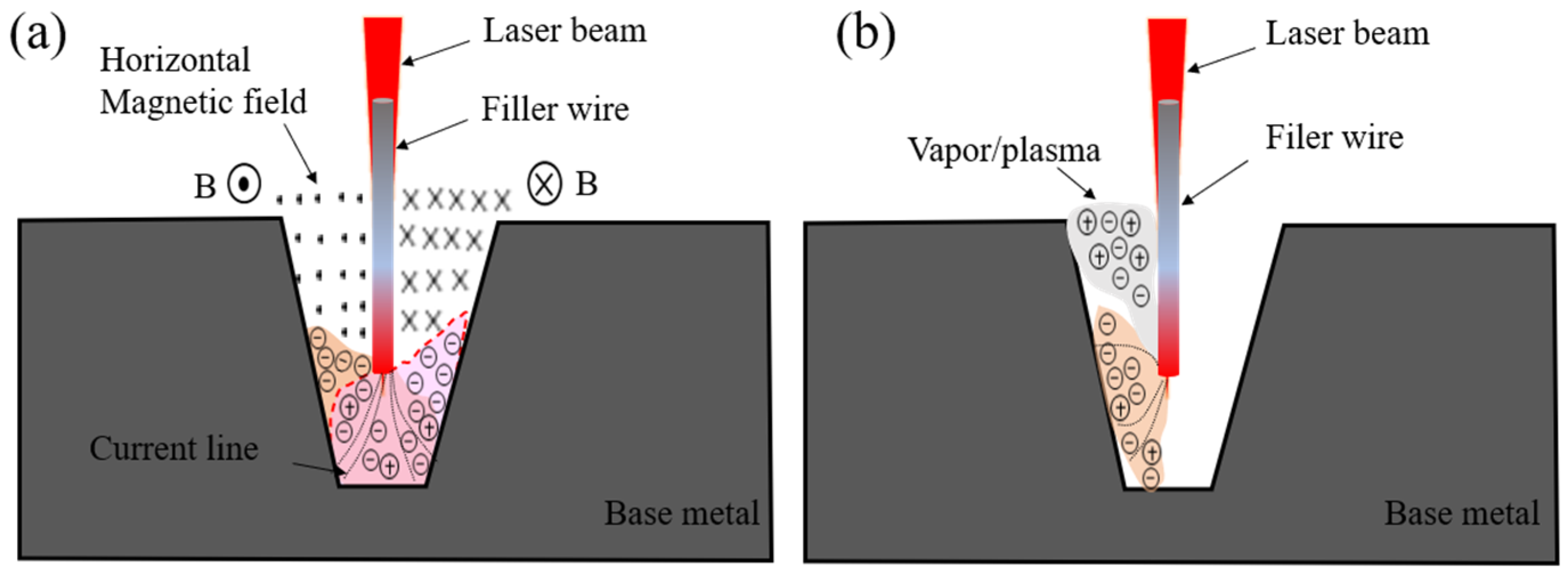
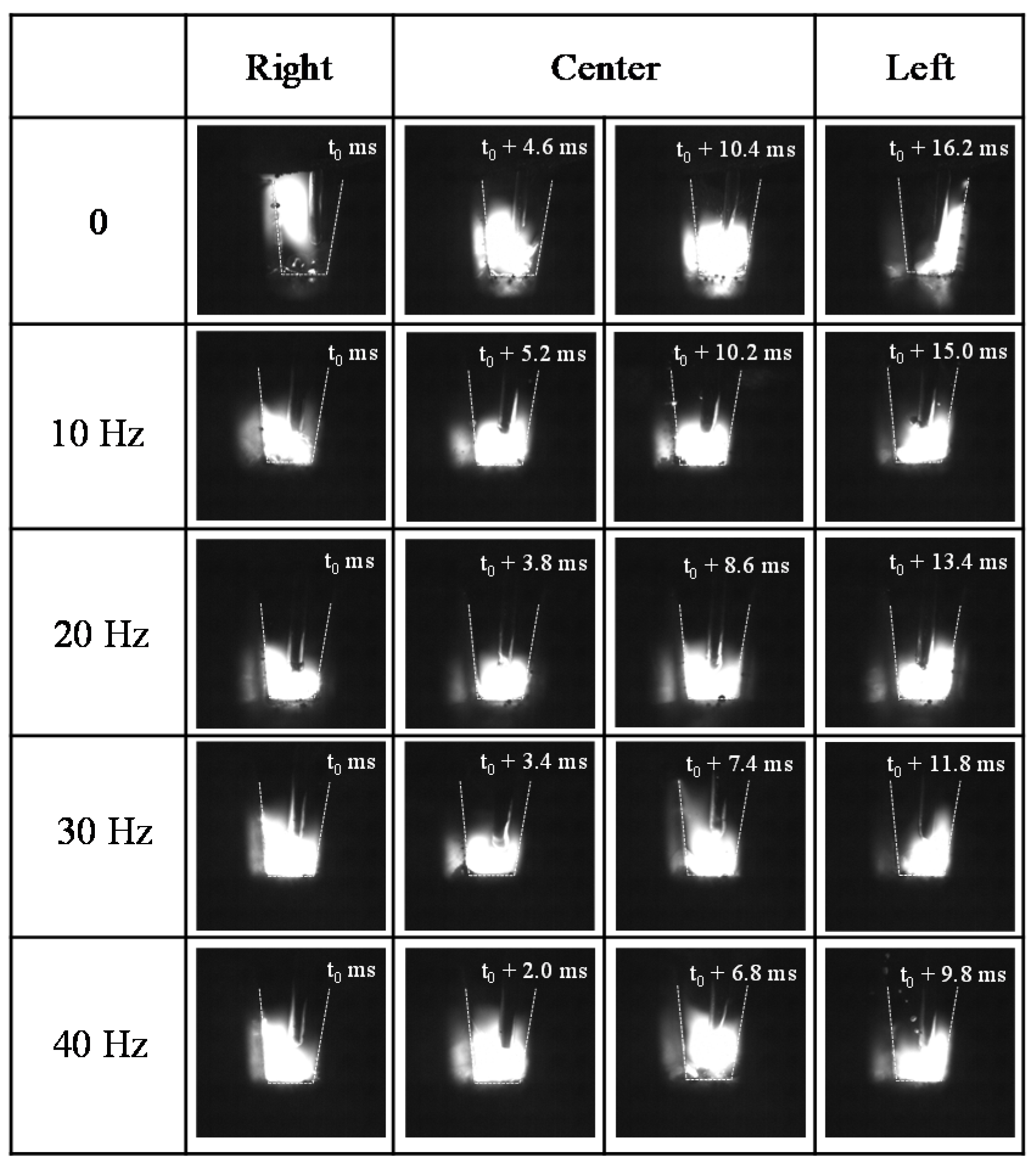
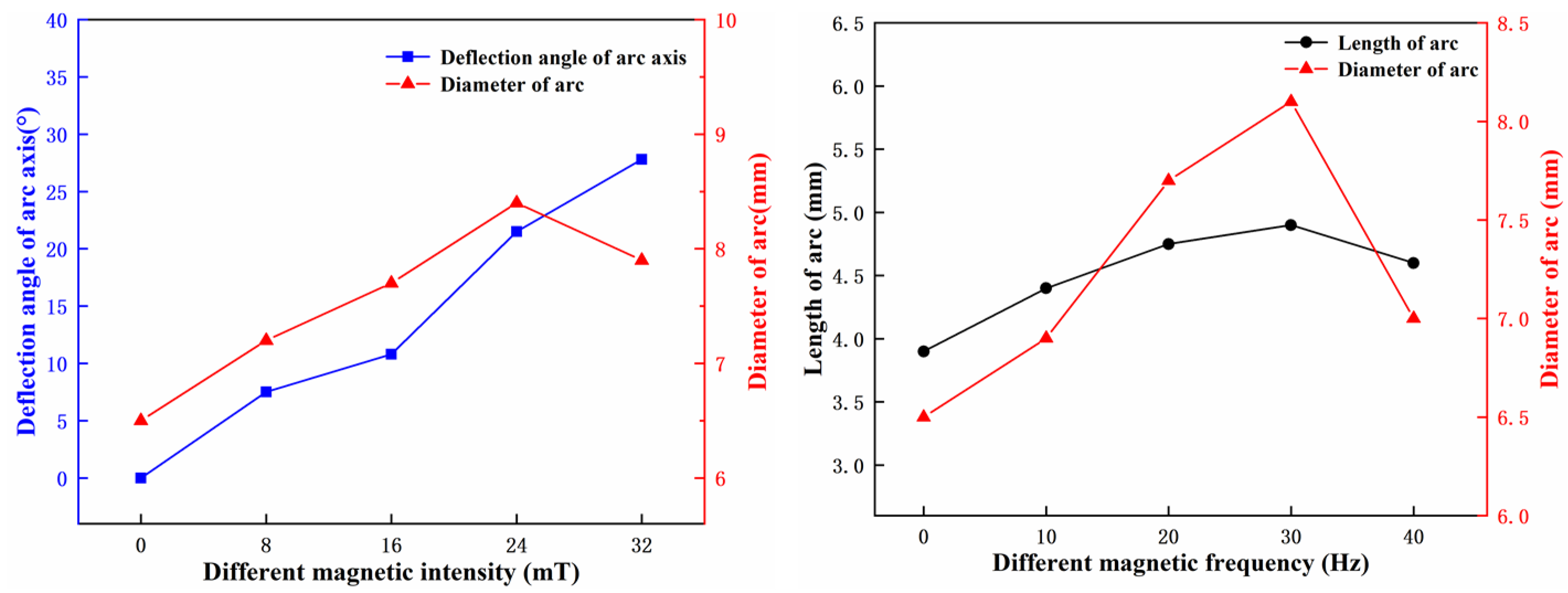
3.1. Behavior of the Arc Plasma
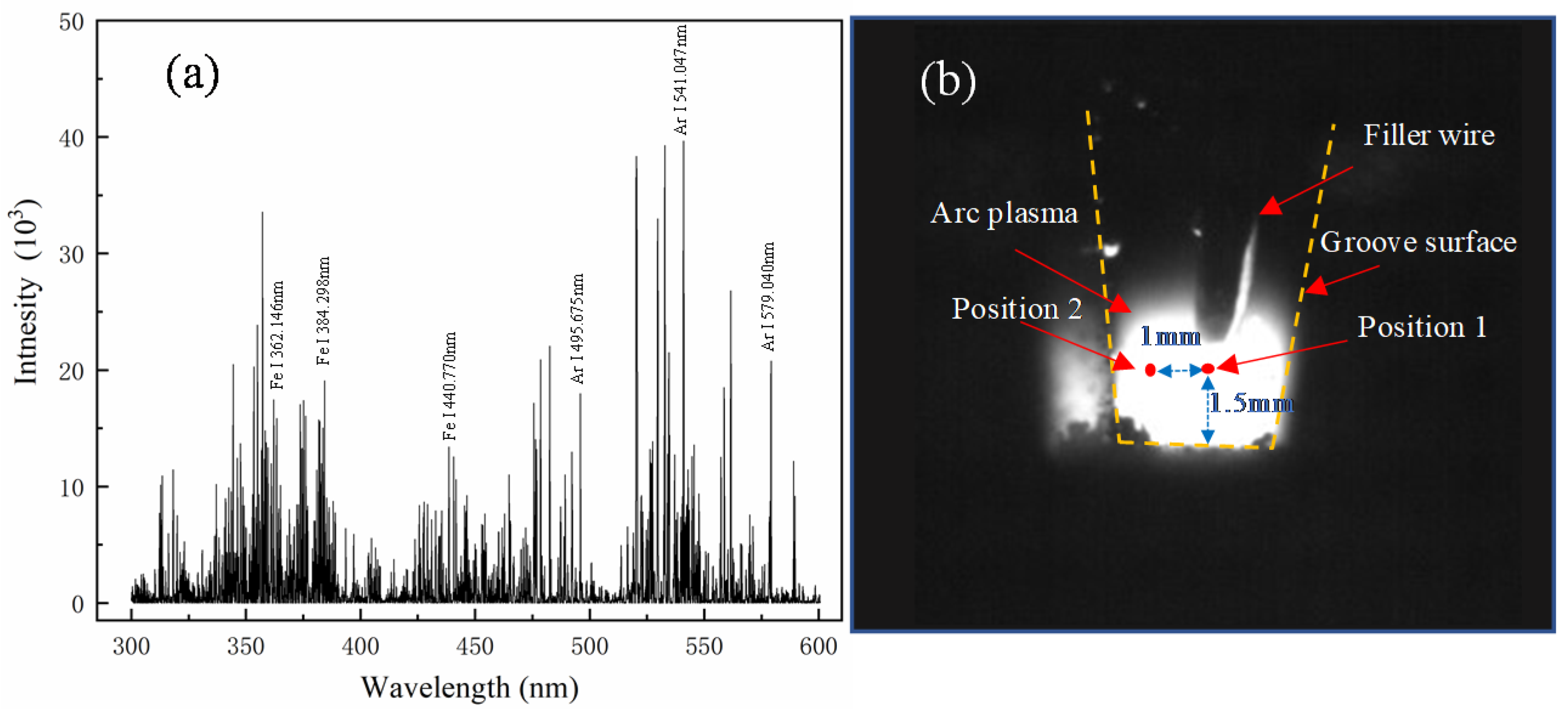
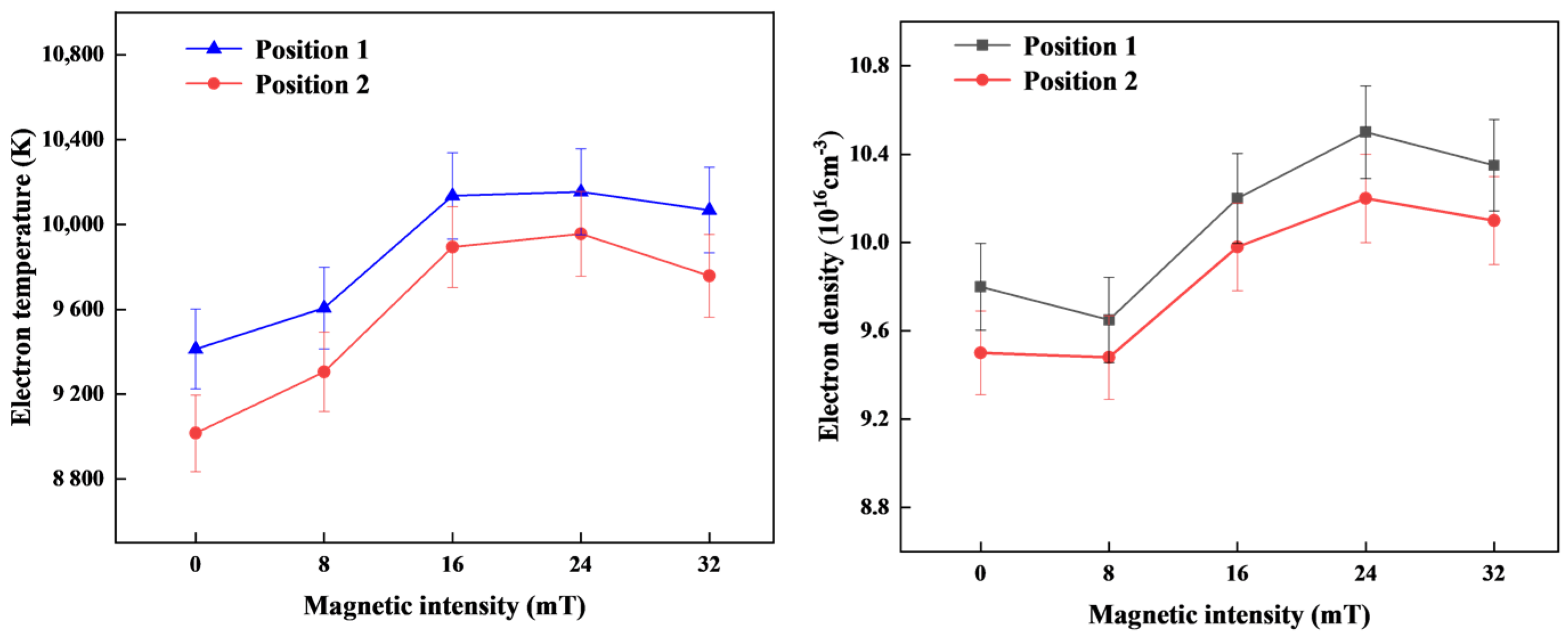
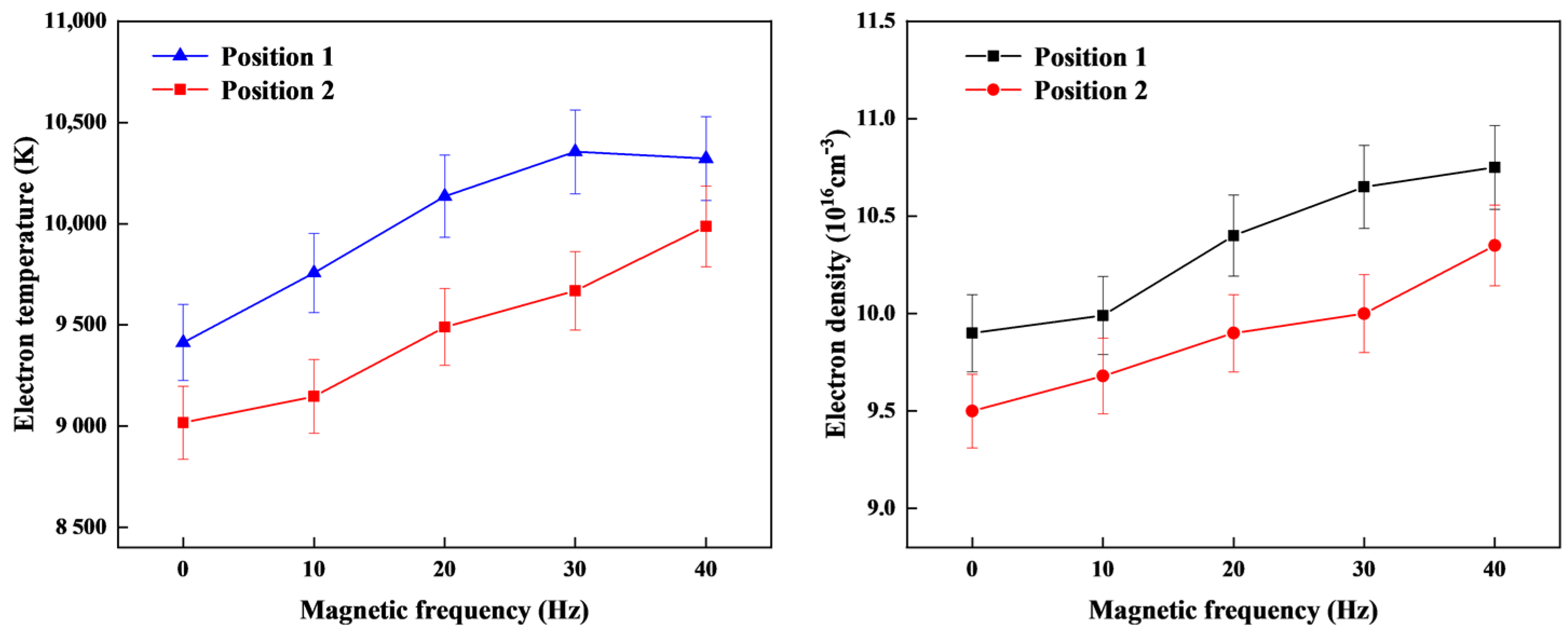
3.2. Electron Temperature and Density of the Arc Plasma
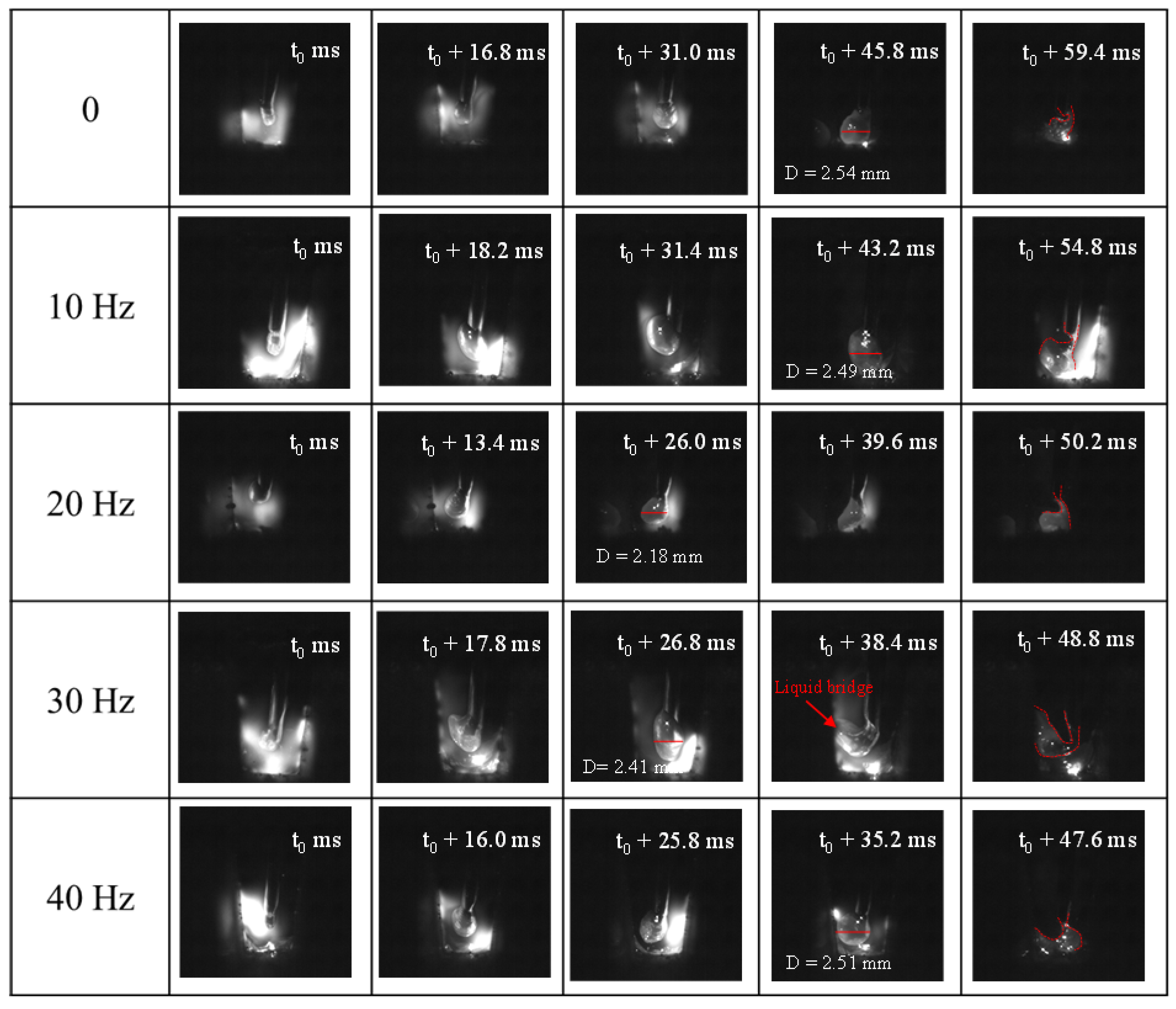
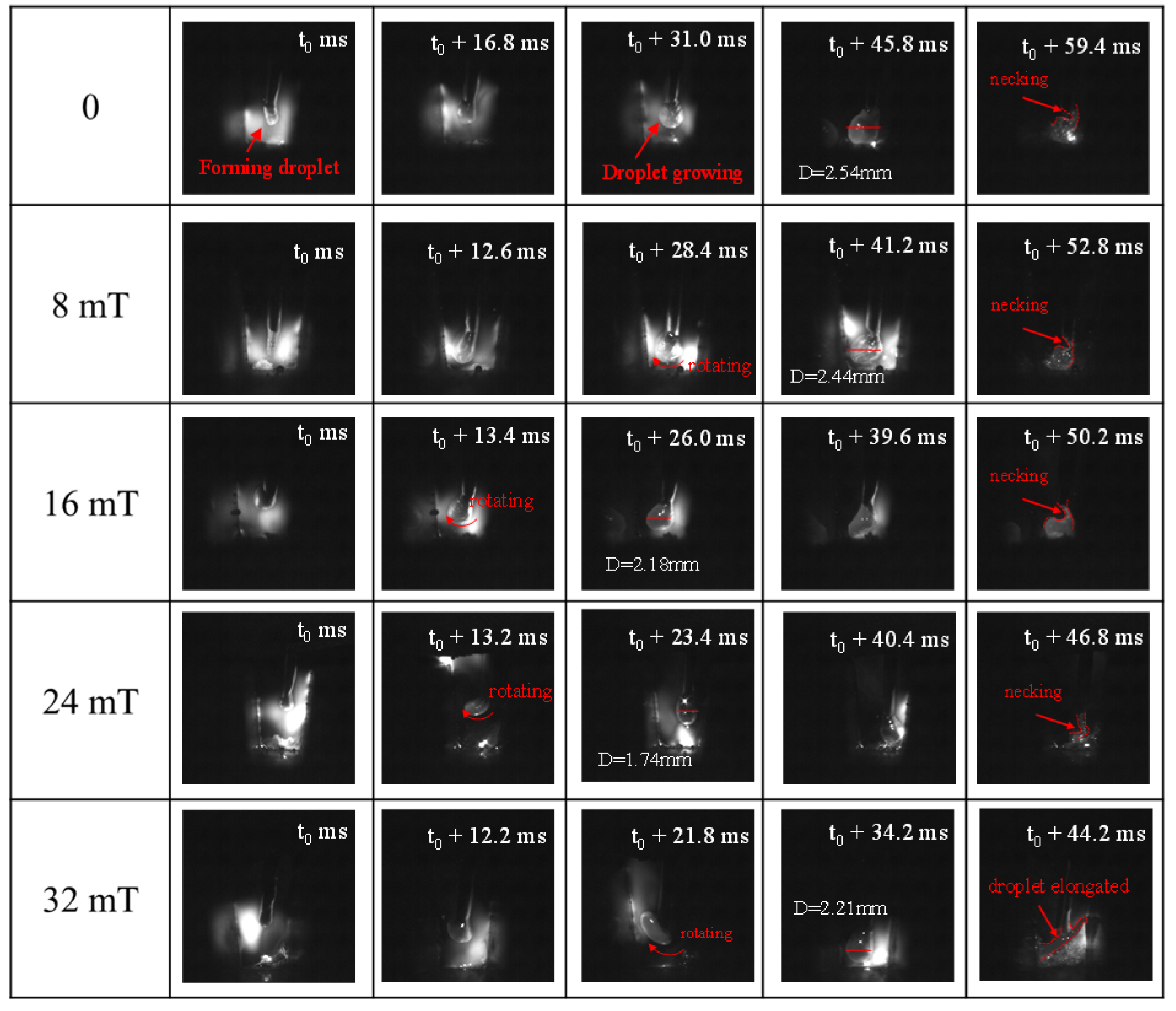
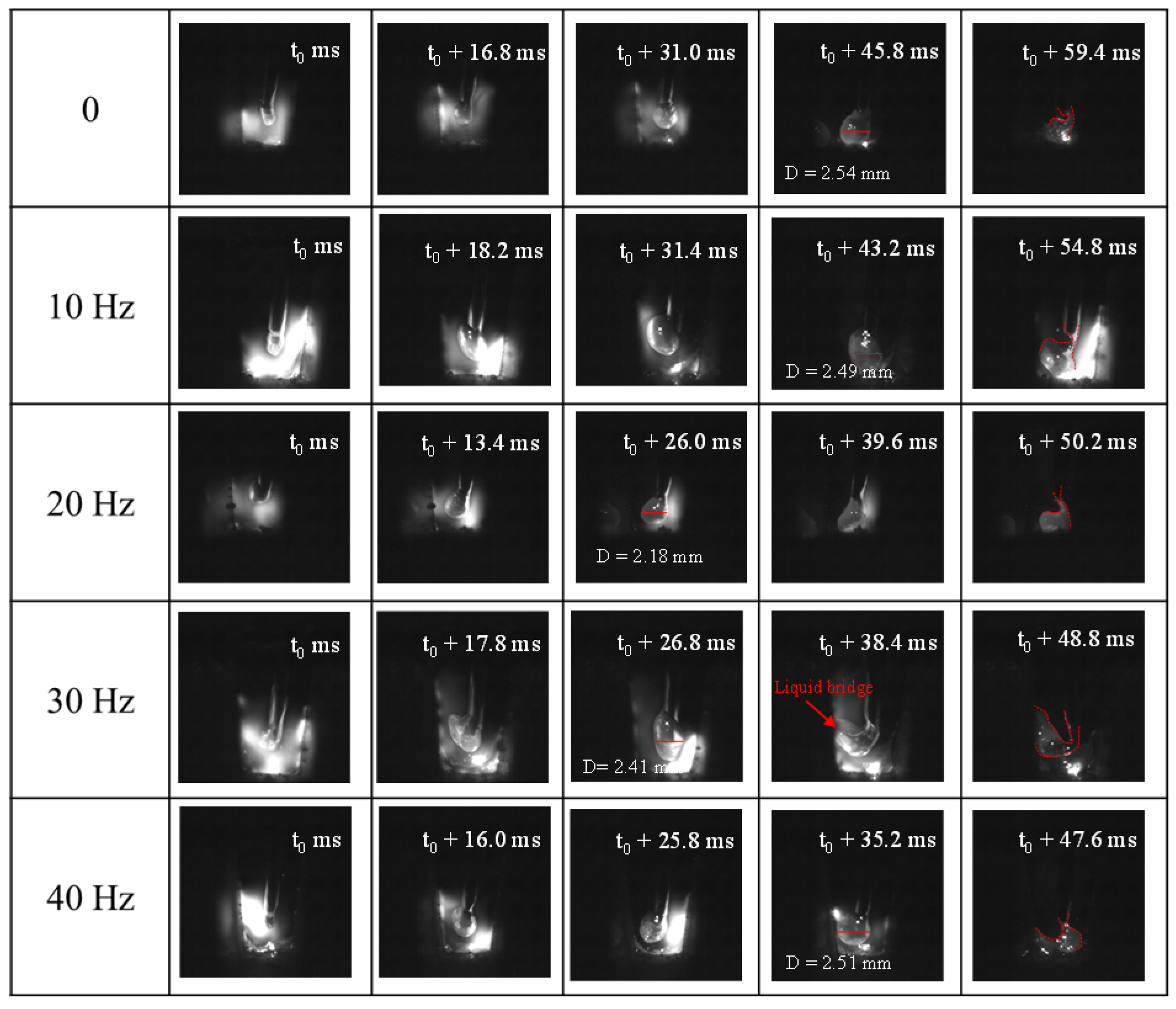
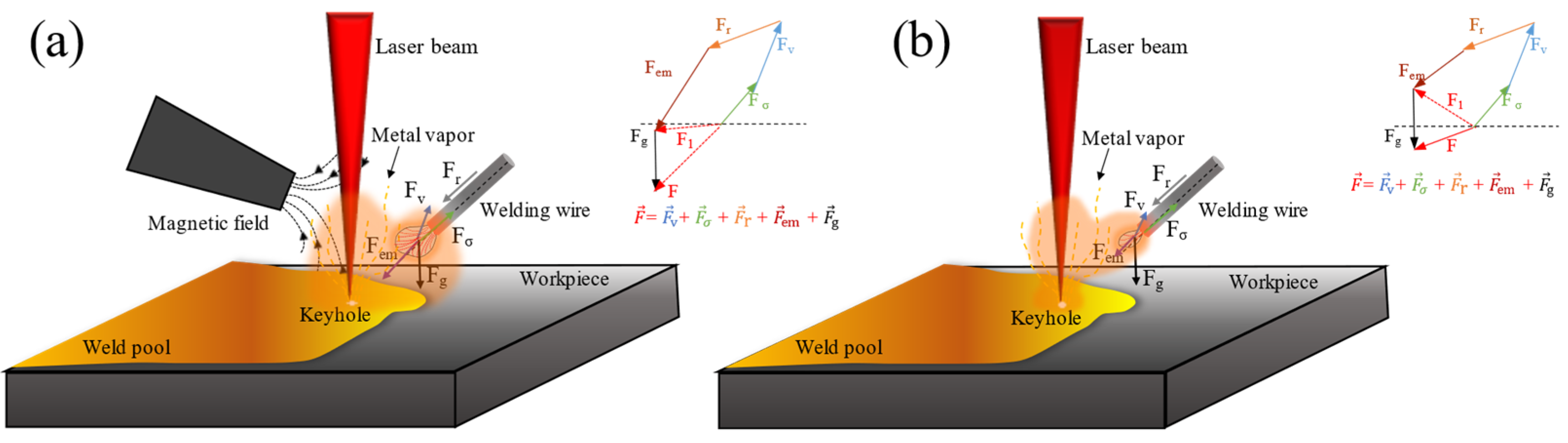
3.3. Droplet Transfer Process of Hybrid Welding Assisted the Alternating Magnetic Field
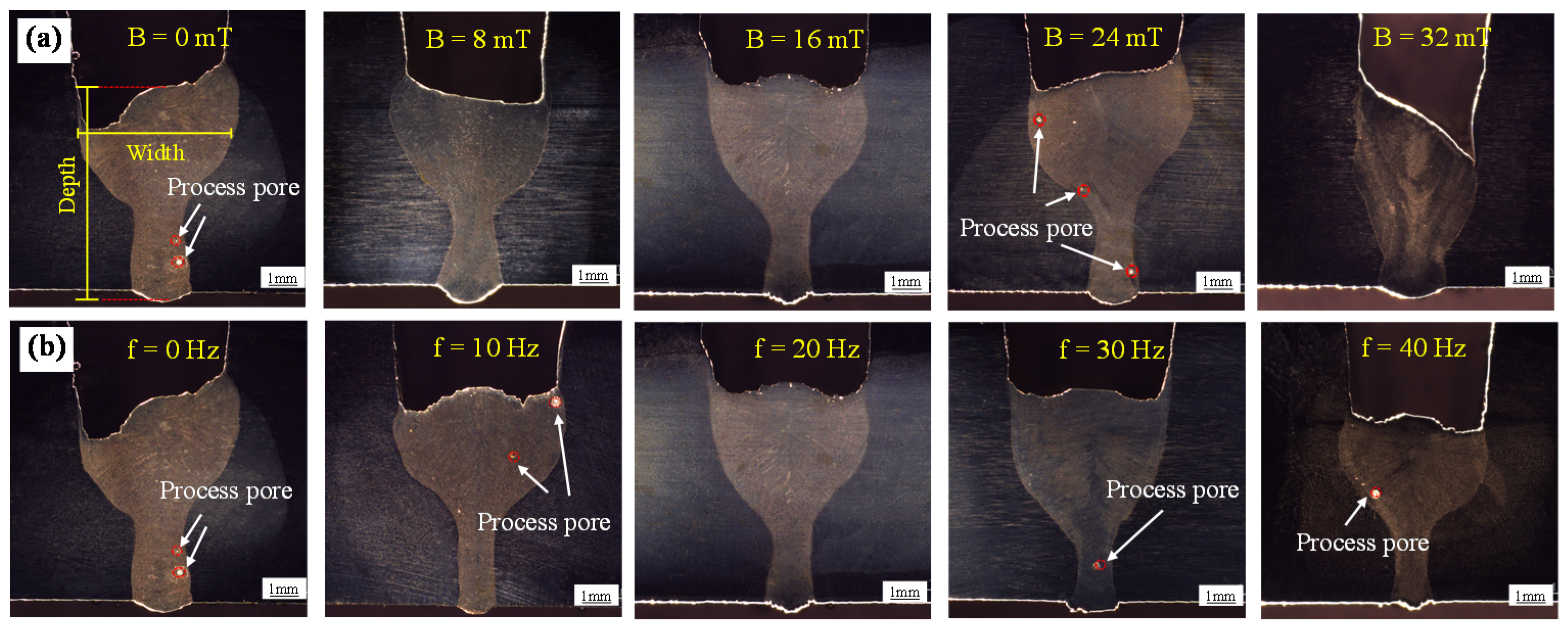
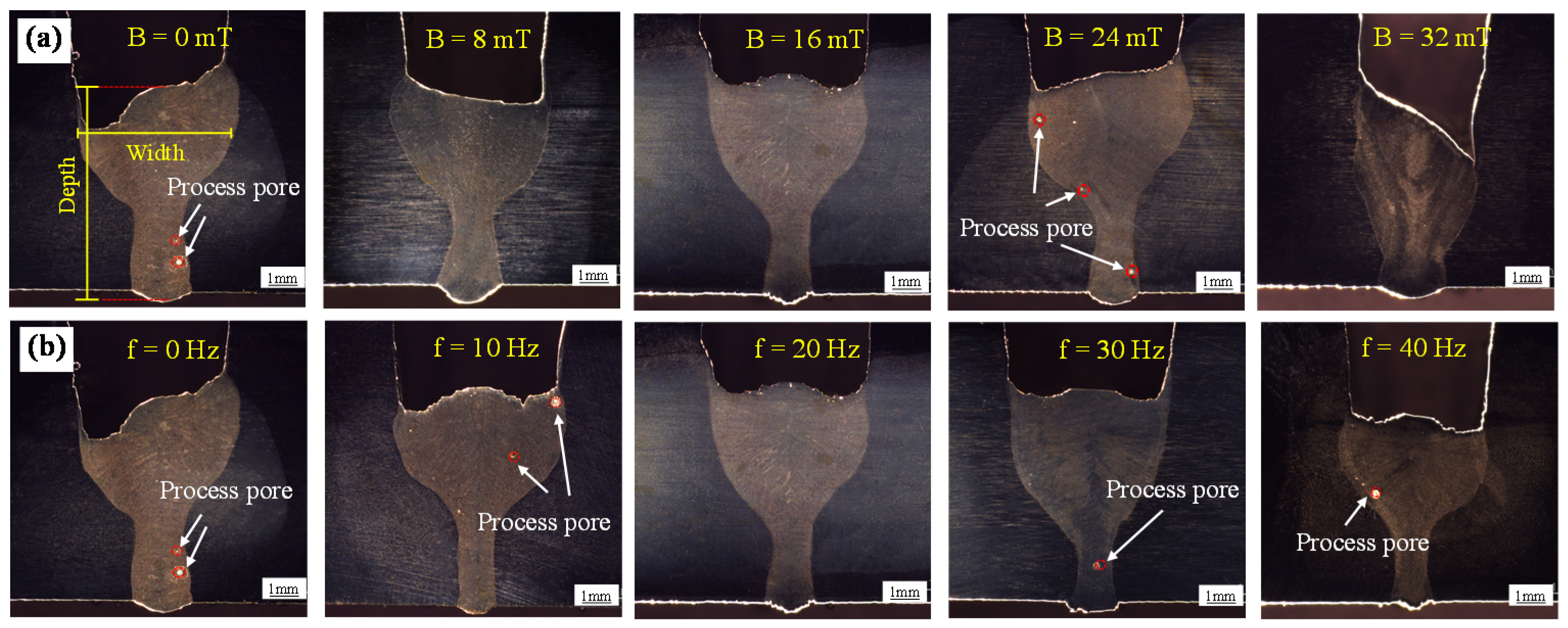
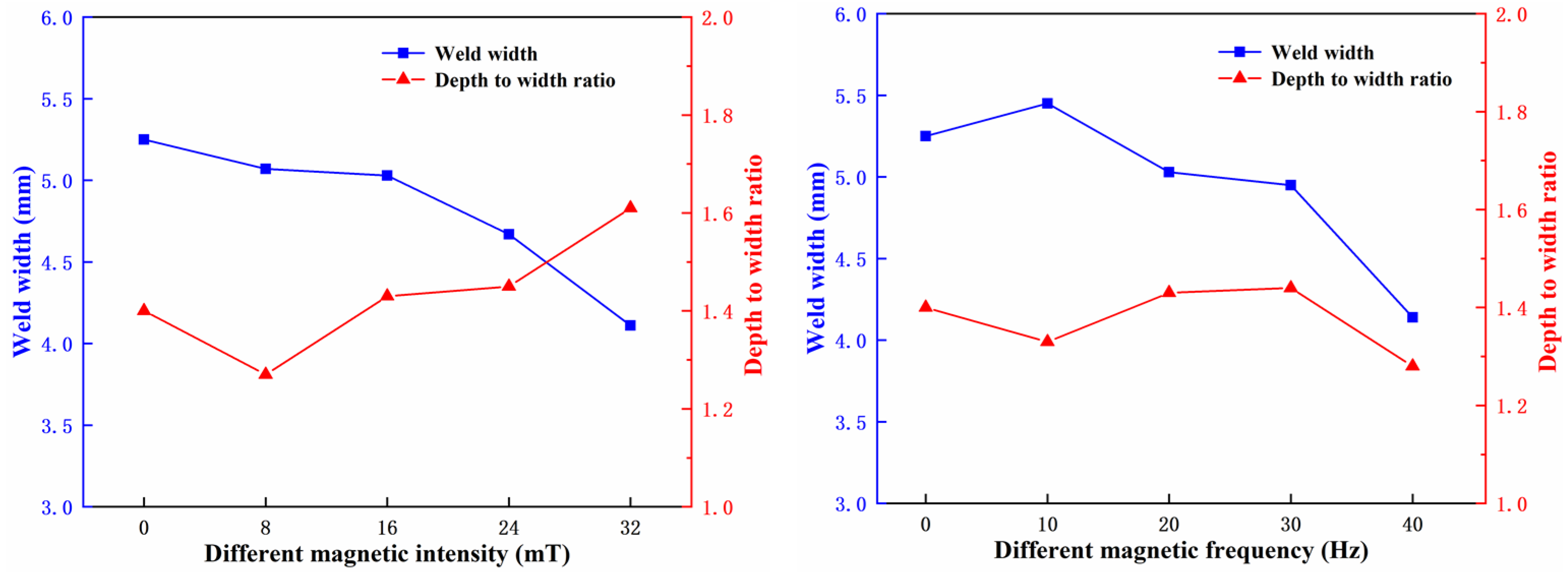
3.4. Effect of Alternating Magnetic on the Appearance of Weld Cross-Section
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Li, R.; Wang, T.; Wang, C.; Yan, F.; Shao, X.; Hu, X.; Li, J. A study of narrow gap laser welding for thick plates using the multi-layer and multi-pass method. Opt. Laser Technol. 2014, 64, 172–183. [Google Scholar] [CrossRef]
- Oliveira, J.; Shen, J.; Escobar, J.; Salvador, C.; Schell, N.; Zhou, N.; Benafan, O. Laser welding of H-phase strengthened Ni-rich NiTi-20Zr high temperature shape memory alloy. Mater. Des. 2021, 202, 109533. [Google Scholar] [CrossRef]
- Oliveira, J.; Crispim, B.; Zeng, Z.; Omori, T.; Fernandes, F.B.; Miranda, R. Microstructure and mechanical properties of gas tungsten arc welded Cu-Al-Mn shape memory alloy rods. J. Mater. Process. Technol. 2019, 271, 93–100. [Google Scholar] [CrossRef]
- Oliveira, J.P.; Shen, J.; Zeng, Z.; Park, J.M.; Choi, Y.T.; Schell, N.; Maawad, E.; Zhou, N.; Kim, H.S. Dis-similar laser welding of a CoCrFeMnNi high entropy alloy to 316stainless steel. Scr. Mater. 2022, 206, 114219. [Google Scholar] [CrossRef]
- Liu, F.; Tan, C.; Gong, X.; Wu, L.; Chen, B.; Song, X.; Feng, J. A comparative study on microstructure and mechanical properties of HG785D steel joint produced by hybrid laser-MAG welding and laser welding. Opt. Laser Technol. 2020, 128, 106247. [Google Scholar] [CrossRef]
- Zhan, X.; Zhao, Y.; Liu, Z.; Gao, Q.; Bu, H. Microstructure and porosity characteristics of 5A06 aluminum alloy joints using laser-MIG hybrid welding. J. Manuf. Process. 2018, 35, 437–445. [Google Scholar] [CrossRef]
- Chen, X.; Fu, J.; Zhao, Y.; Jiang, Y.; Yan, K.; Jiang, C.; Chen, J. Melting behavior in ultrasonic-assisted narrow-gap laser welding with filler wire. J. Laser Appl. 2021, 33, 012058. [Google Scholar] [CrossRef]
- Elmesalamy, A.S.; Li, L.; Francis, J.A.; Sezer, H.K. Understanding the process parameter interactions in multiple-pass ultra-narrow-gap laser welding of thick-section stainless steels. Int. J. Adv. Manuf. Technol. 2013, 68, 1–17. [Google Scholar] [CrossRef]
- Zhao, Y.; Zhu, K.; Ma, Q.; Shang, Q.; Huang, J.; Yang, D. Plasma behavior and control with small diameter assisting gas nozzle during CO2 laser welding. J. Mater. Process. Technol. 2016, 237, 208–215. [Google Scholar] [CrossRef]
- Liu, S.; Chen, S.; Wang, Q.; Li, Y.; Zhang, H.; Ding, H. Analysis of plasma characteristics and conductive mechanism of laser assisted pulsed arc welding. Opt. Lasers Eng. 2017, 92, 39–47. [Google Scholar] [CrossRef]
- Chen, M.; Xu, J.; Xin, L.; Zhao, Z.; Wu, F. Comparative study on interactions between laser and arc plasma during laser-GTA welding and laser-GMA welding. Opt. Lasers Eng. 2016, 85, 1–8. [Google Scholar] [CrossRef]
- Kim, Y.-C.; Hirohata, M.; Murakami, M.; Inose, K. Effects of heat input ratio of laser–arc hybrid welding on welding distortion and residual stress. Weld. Int. 2014, 29, 245–253. [Google Scholar] [CrossRef]
- Li, R.; Yue, J.; Sun, R.; Mi, G.; Wang, C.; Shao, X. A study of droplet transfer behavior in ultra-narrow gap laser arc hybrid welding. Int. J. Adv. Manuf. Technol. 2016, 87, 2997–3008. [Google Scholar] [CrossRef]
- Ming, G.; Xiaoyan, Z.; Qianwu, H. Effects of gas shielding parameters on weld penetration of CO2 laser-TIG hybrid welding. J. Mater. Process. Technol. 2007, 184, 177–183. [Google Scholar] [CrossRef]
- Wang, J.; Wang, C.; Meng, X.; Hu, X.; Yu, Y.; Yu, S. Interaction between laser-induced plasma/vapor and arc plasma during fiber laser-MIG hybrid welding. J. Mech. Sci. Technol. 2011, 25, 1529–1533. [Google Scholar] [CrossRef]
- Huang, A.; Zhang, J.; Gao, C.; Hu, R.; Pang, S. Effects of groove constraint space on plasma characteristics during Laser-MIG hybrid welding of Titanium alloy. J. Manuf. Process. 2019, 48, 137–144. [Google Scholar] [CrossRef]
- Sun, D.; Cai, Y.; Wang, Y.; Wu, Y.; Wu, Y. Effect of He–Ar ratio of side assisting gas on plasma 3D formation during CO2 laser welding. Opt. Lasers Eng. 2014, 56, 41–49. [Google Scholar] [CrossRef]
- Li, G.; Cai, Y.; Wu, Y. Stability information in plasma image of high-power CO2 laser welding. Opt. Lasers Eng. 2009, 47, 990–994. [Google Scholar] [CrossRef]
- Wang, C.-M.; Meng, X.-X.; Huang, W.; Hu, X.-Y.; Duan, A.-Q. Role of side assisting gas on plasma and energy transmission during CO2 laser welding. J. Mater. Process. Technol. 2011, 211, 668–674. [Google Scholar] [CrossRef]
- Zhao, Y.; Ma, S.; Huang, J.; Wu, Y. Narrow-gap laser welding using filler wire of thick steel plates. Int. J. Adv. Manuf. Technol. 2017, 93, 2955–2962. [Google Scholar] [CrossRef]
- Zhao, Y.; Yang, Q.; Huang, J.; Zou, J.; Wu, Y. Droplet transfer and weld geometry in laser welding with filling wire. Int. J. Adv. Manuf. Technol. 2017, 90, 2153–2161. [Google Scholar] [CrossRef]
- Campana, G.; Fortunato, A.; Ascari, A.; Tani, G.; Tomesani, L. The influence of arc transfer mode in hybrid laser-mig welding. J. Mater. Process. Technol. 2007, 191, 111–113. [Google Scholar] [CrossRef]
- Lei, Z. Characteristics of droplet transfer in CO2 laser-MIG hybrid welding with short-circuiting mode. Chin. J. Mech. Eng. 2006, 19, 172–175. [Google Scholar] [CrossRef]
- Li, M.; Xu, J.; Huang, Y.; Rong, Y. Improving Keyhole Stability by External Magnetic Field in Full Penetration Laser Welding. JOM 2018, 70, 1261–1266. [Google Scholar] [CrossRef]
- Wang, L.; Chen, J.; Wu, C. Numerical investigation on the effect of process parameters on arc and metal transfer in magnetically controlled gas metal arc welding. J. Vac. 2020, 177, 109391. [Google Scholar] [CrossRef]
- Yang, B.; Liu, F.; Tan, C.; Wu, L.; Chen, B.; Song, X.; Zhao, H. Influence of alternating magnetic field on microstructure and mechanical properties of laser-MIG hybrid welded HG785D steel joint. J. Mater. Res. Technol. 2020, 9, 13692–13705. [Google Scholar] [CrossRef]
- Wang, L.; Chen, J.; Wu, C.; Gao, J. Backward flowing molten metal in weld pool and its influence on humping bead in high-speed GMAW. J. Mater. Process. Technol. 2016, 237, 342–350. [Google Scholar] [CrossRef]
- Wang, J.; Sun, Q.; Feng, J.; Wang, S.; Zhao, H. Characteristics of welding and arc pressure in TIG narrow gap welding using novel magnetic arc oscillation. Int. J. Adv. Manuf. Technol. 2017, 90, 413–420. [Google Scholar] [CrossRef]
- National Institute of Standards and Technology Database. 2019. Available online: https://physics.nist.gov/PhysRefData/ASD/lines_form.html (accessed on 25 December 2019).
- Griem, H. Spectral Line Broadening by Plasma; New York Academic: New York, NY, USA, 1974. [Google Scholar]
- Liu, L.; Chen, M. Interactions between laser and arc plasma during laser–arc hybrid welding of magnesium alloy. Opt. Lasers Eng. 2011, 49, 1224–1231. [Google Scholar] [CrossRef]
- Griem, H.R. Principles of Plasma Spectroscopy; Cambridge University Press (CUP): Cambridge, UK, 1997; pp. 187–212. [Google Scholar]
- Zhang, Y.; Li, L.; Zhang, G. Spectroscopic measurements of plasma inside the keyhole in deep penetration laser welding. J. Phys. D Appl. Phys. 2005, 38, 703–710. [Google Scholar] [CrossRef]
- Lacroix, D.; Jeandel, G.; Boudot, C. Spectroscopic characterization of laser-induced plasma created during welding with a pulsed Nd:YAG laser. J. Appl. Phys. 1997, 81, 6599–6606. [Google Scholar] [CrossRef]
- Jiang, M.; Tao, W.; Wang, S.; Li, L.; Chen, Y. Effect of ambient pressure on interaction between laser radiation and plasma plume in fiber laser welding. Vacuum 2017, 138, 70–79. [Google Scholar] [CrossRef]
- Griem, H.R.; Barr, W.L. Spectral Line Broadening by Plasmas. IEEE Trans. Plasma Sci. 1975, 3, 227. [Google Scholar] [CrossRef]
- Liu, S.; Zhang, F.; Dong, S.; Zhang, H.; Liu, F. Characteristics analysis of droplet transfer in laser-MAG hybrid welding process. Int. J. Heat Mass Transf. 2018, 121, 805–811. [Google Scholar] [CrossRef]
- Zhang, X.; Zhao, Z.; Mi, G.; Wang, C.; Li, R.; Hu, X. Effect of external longitudinal magnetic field on arc plasma characteristics and droplet transfer during laser-MIG hybrid welding. Int. J. Adv. Manuf. Technol. 2017, 92, 2185–2195. [Google Scholar] [CrossRef]
- Meng, X.; Artinov, A.; Bachmann, M.; Rethmeier, M. Theoretical study of influence of electromagnetic stirring on transport phenomena in wire feed laser beam welding. J. Laser Appl. 2020, 32, 022026. [Google Scholar] [CrossRef]







{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Materials | C | Cr | Ni | Mo | Mn | Si | N | P | S |
|---|---|---|---|---|---|---|---|---|---|
| 2205 | 0.016 | 22.50 | 5.60 | 3.20 | 1.20 | 0.50 | 0.17 | 0.021 | 0.001 |
| ER2209 | 0.02 | 23.00 | 9.00 | 1.20 | 3.30 | 0.55 | 0.160 | 0.013 | 0.008 |
| Welding Parameters | Value |
|---|---|
| Laser power P (kW) | 3.5 |
| Weld current I (A) | 200 |
| Welding speed v (m/min) | 1.0 |
| Defocusing distance (mm) | 0 |
| Distance between laser and arc DLA (mm) | 2 |
| Shielding gas flow rate (L/min) | 15 |
| Magnetic intensity (mT) | 8, 16, 24, 32 |
| Magnetic frequency (Hz) | 10, 20, 30, 40 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Cai, B.; Fu, J.; Zhao, Y.; Chen, F.; Qin, Y.; Song, S. Effect of Alternating Magnetic Field on Arc Plasma Characteristics and Droplet Transfer during Narrow Gap Laser-MIG Hybrid Welding. Metals 2021, 11, 1712. https://doi.org/10.3390/met11111712
Cai B, Fu J, Zhao Y, Chen F, Qin Y, Song S. Effect of Alternating Magnetic Field on Arc Plasma Characteristics and Droplet Transfer during Narrow Gap Laser-MIG Hybrid Welding. Metals. 2021; 11(11):1712. https://doi.org/10.3390/met11111712
Chicago/Turabian StyleCai, Baihao, Juan Fu, Yong Zhao, Fugang Chen, Yonghui Qin, and Shuming Song. 2021. "Effect of Alternating Magnetic Field on Arc Plasma Characteristics and Droplet Transfer during Narrow Gap Laser-MIG Hybrid Welding" Metals 11, no. 11: 1712. https://doi.org/10.3390/met11111712
APA StyleCai, B., Fu, J., Zhao, Y., Chen, F., Qin, Y., & Song, S. (2021). Effect of Alternating Magnetic Field on Arc Plasma Characteristics and Droplet Transfer during Narrow Gap Laser-MIG Hybrid Welding. Metals, 11(11), 1712. https://doi.org/10.3390/met11111712