
Droplet Transfer Induced Keyhole Fluctuation and Its Influence Regulation on Porosity Rate during Hybrid Laser Arc Welding of Aluminum Alloys




Abstract
:1. Introduction
2. Materials and Methods
2.1. Material Fabrication
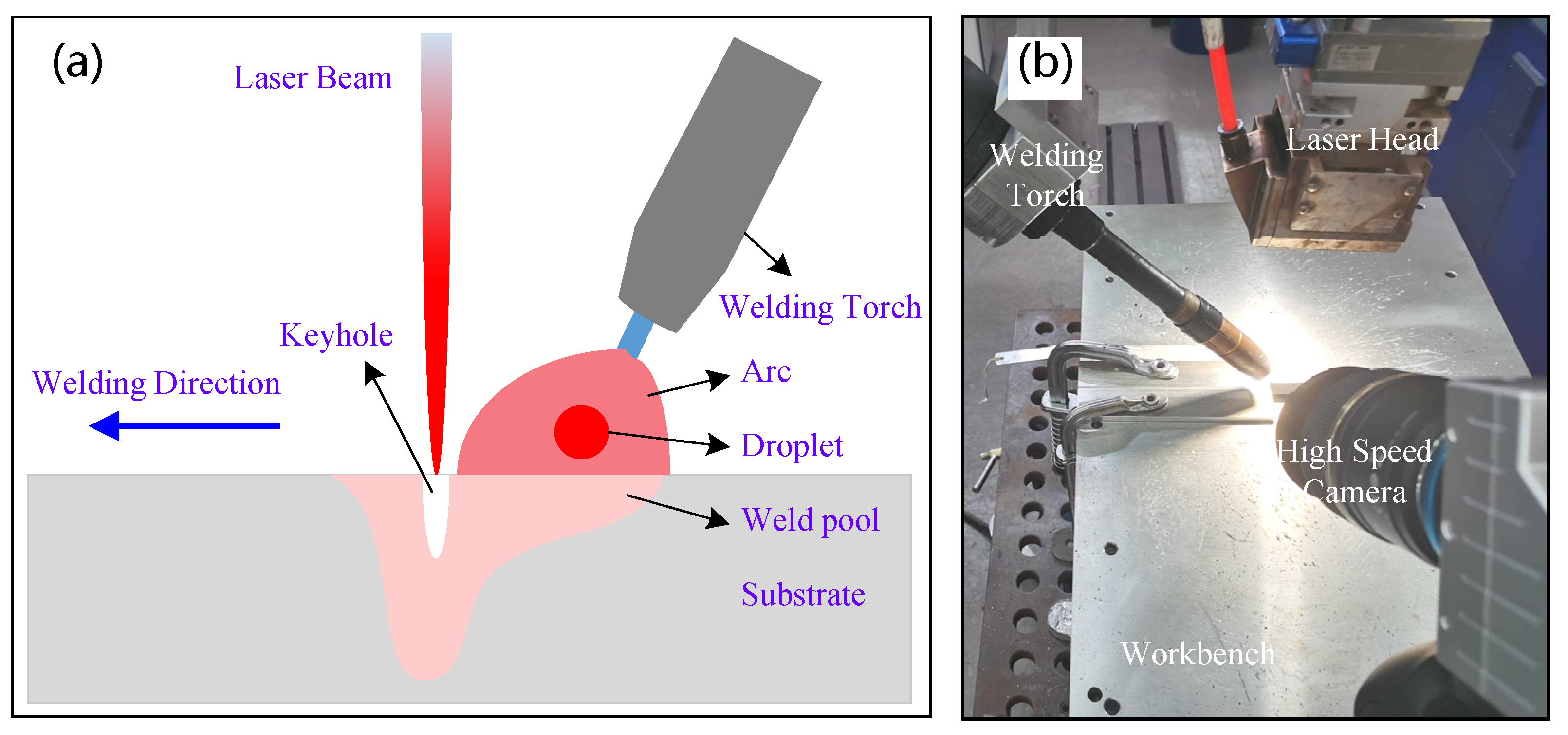
2.2. Characterization of Droplet Transfer and Porosity
3. Numerical Modeling
3.1. Model Simplification and Assumptions
- (1)
- The material is isotropic, and its liquid phase is incompressible Newtonian fluid in laminar flow mode;
- (2)
- The liquid region is assumed to be a porous medium with isotropic permeability;
- (3)
- The influence of shielding gas on the flow of weld pool and keyhole fluctuation is neglected;
- (4)
- The shielding effect and absorption effect of plasma on laser beam is neglected;
- (5)
- The calculation area of the weld pool and the keyhole is the symmetry of the weld;
- (6)
- The free surface of the weld pool is solved by the volume of fluid (VOF) equation in Equation (1).
3.2. Governing Equations
3.2.1. Mass Conservation Equation
3.2.2. Energy Conservation Equation
3.2.3. Momentum Conservation Equation
3.3. Model Validation
4. Results and Discussion
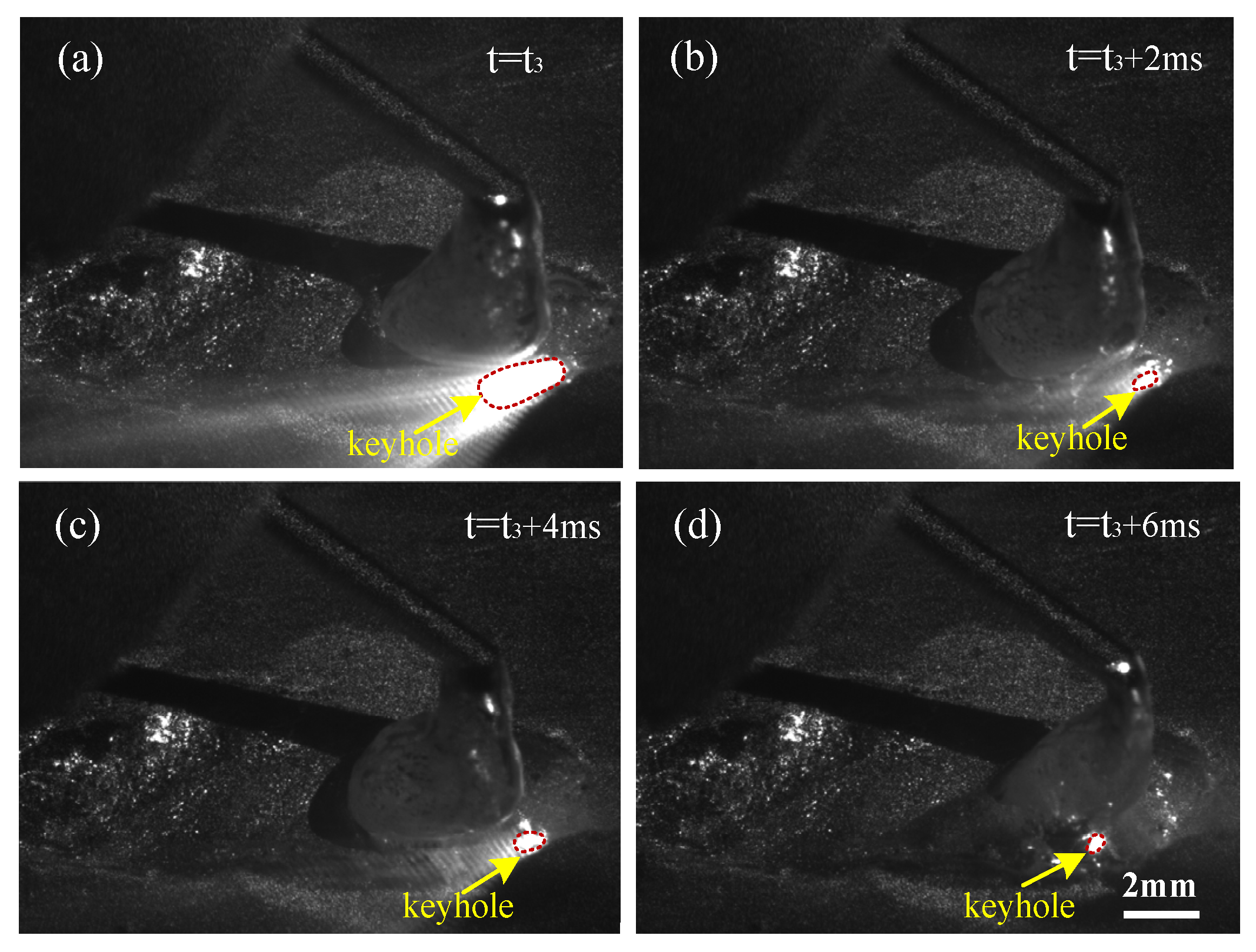
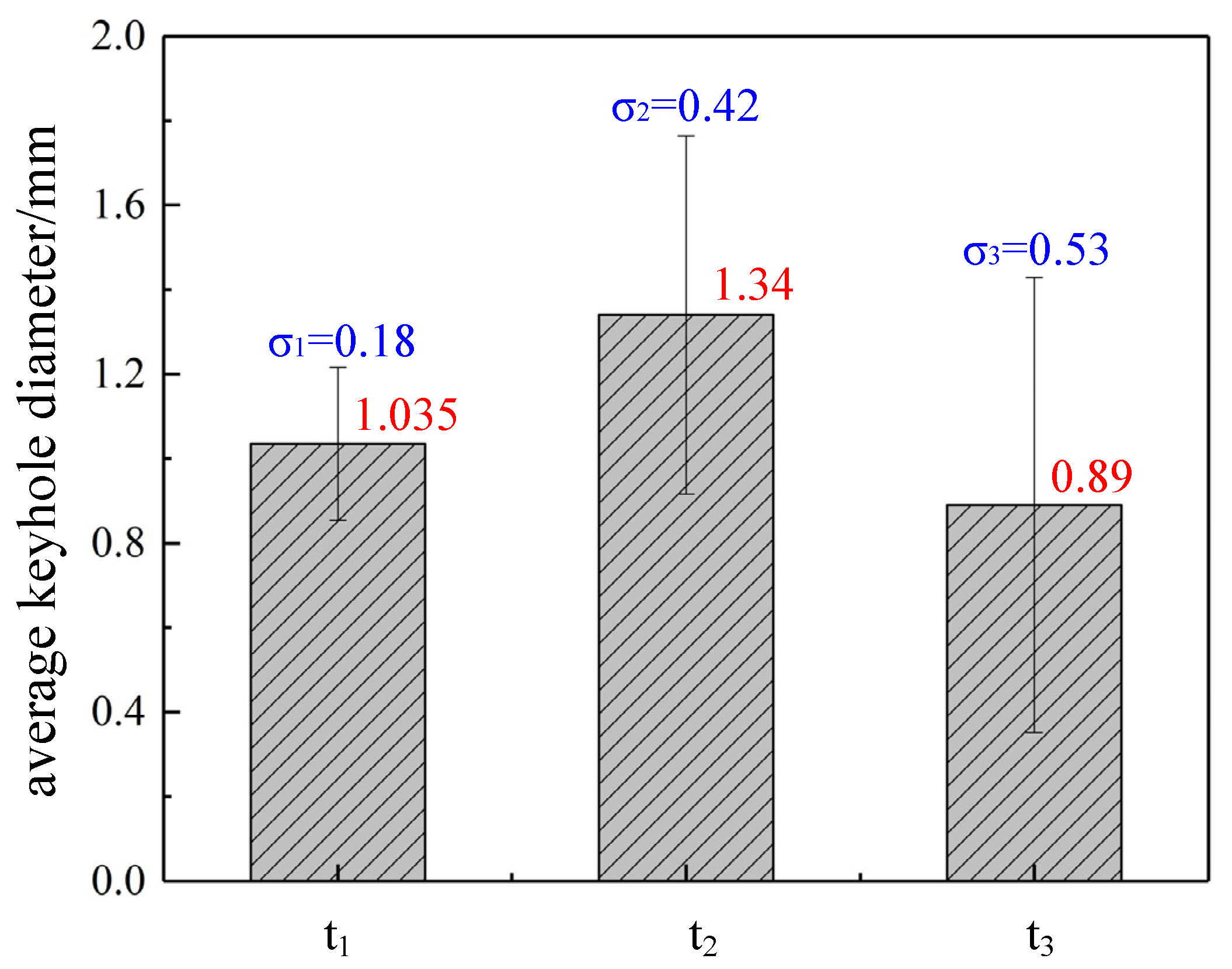
4.1. Experimental Observation of Droplet Transfer and Keyhole Fluctuation Behavior
4.2. Numerical Simulation of Droplet Transfer and Keyhole Fluctuation Behavior
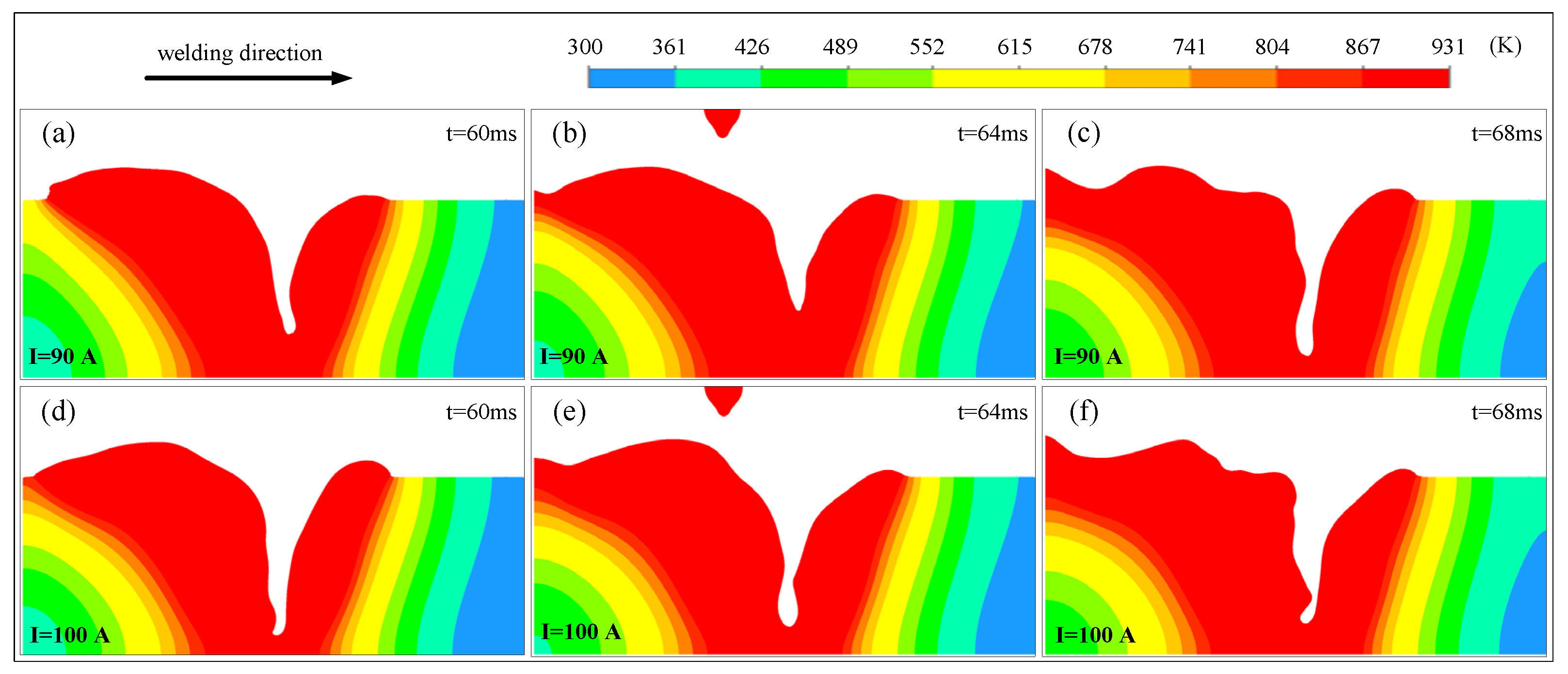
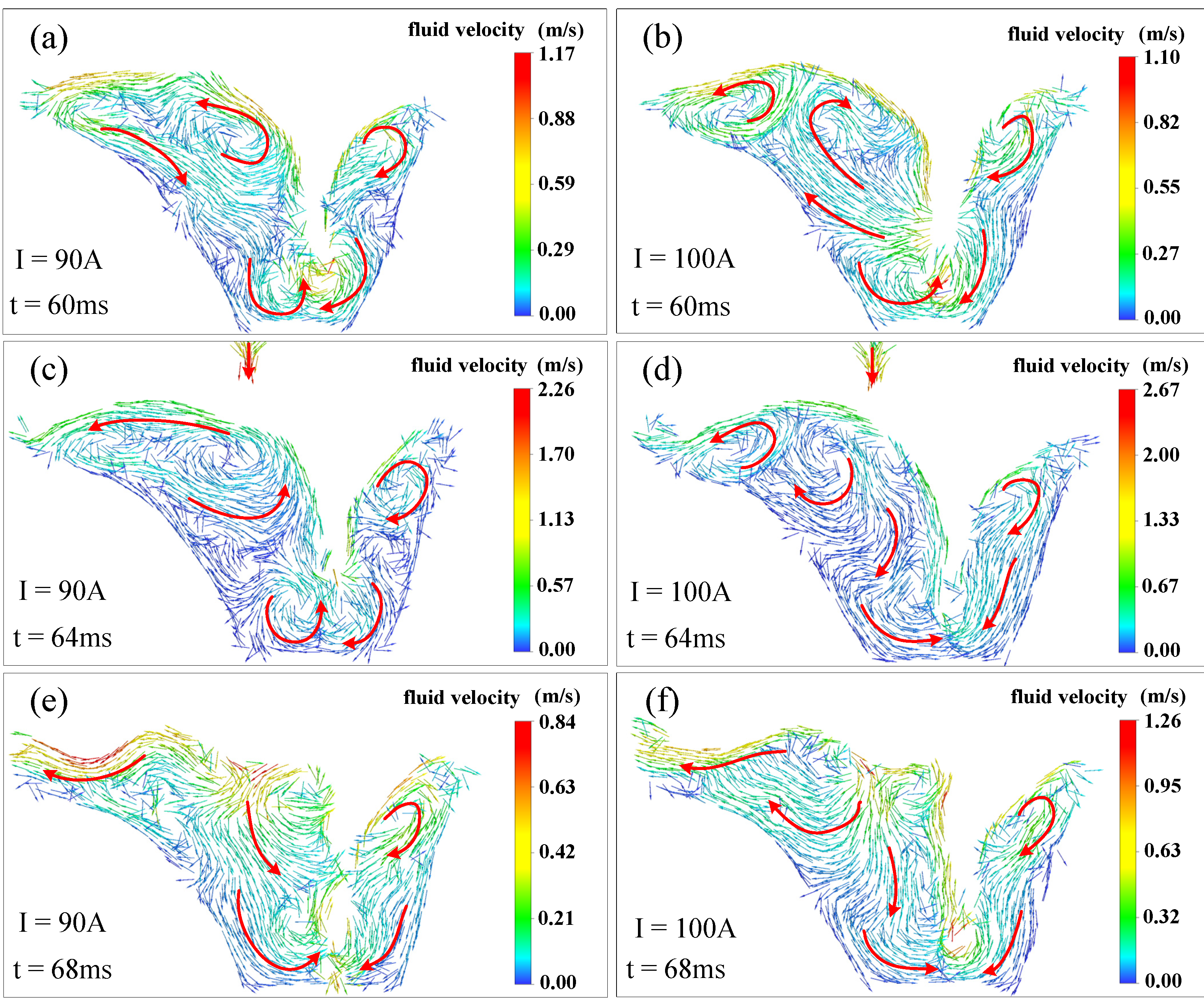
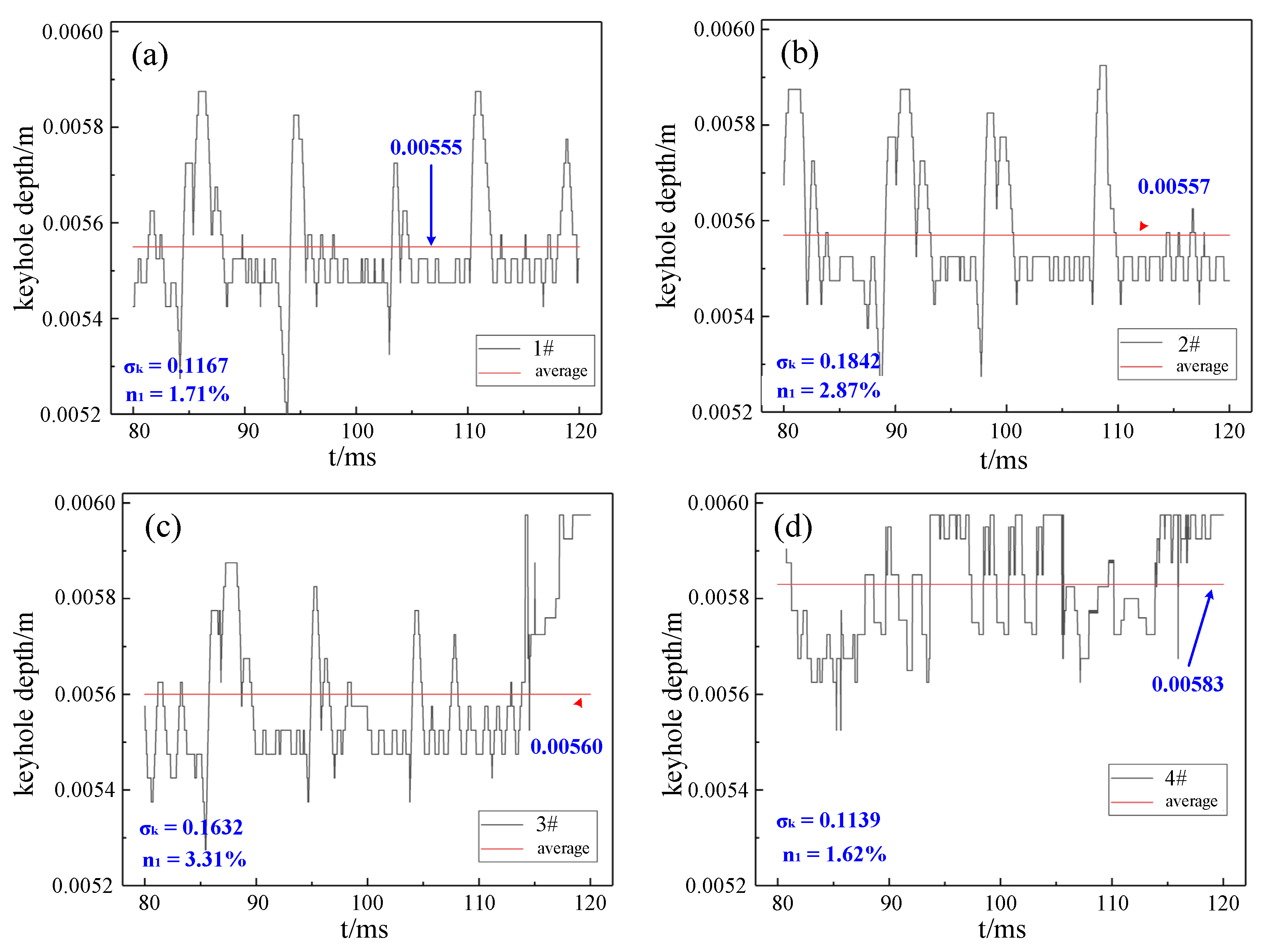
4.2.1. Influence of Welding Current on Keyhole Fluctuation Behavior
4.2.2. Influence of Welding Speed on Keyhole Fluctuation Behavior
4.3. Relationship between Keyhole Fluctuation and Weld Porosity
5. Conclusions
- (1)
- Droplet transfer has an important influence on keyhole morphology. Droplet transfer changes the temperature field and fluid flow of the weld pool due to its external mass, heat, and momentum. Keyhole fluctuation and keyhole diameter presents different features during different stages of droplet transfer. Keyhole caliber becomes minimum and sometimes collapses when the droplet contacts the weld pool. Keyhole size is small with slight fluctuation during the droplet growth stage; keyhole size is larger with significant fluctuation before the droplet transfer stage; keyhole fluctuation becomes severe during the droplet transfer stage.
- (2)
- During the droplet transfer stage, liquid metal on the top surface of the weld pool flows toward the keyhole originated by globular transfer, keyhole fluctuates and decreases significantly, which has a higher tendency to form a bubble in the weld pool. The bubble evolves into porosity once trapped in the mush-zone near the trailing edge of the weld pool.
- (3)
- Welding current has a significant influence on keyhole stability fluctuation and weld porosity. Droplet transfer frequency, keyhole fluctuation, and porosity rate increase with higher welding current under the globular transfer mode. The keyhole depth fluctuation results in fluctuation of aspect ratio, which further leads to worse keyhole stability. The porosity rate shows a nearly positive correlation with the standard deviation of keyhole fluctuation.
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Oliveira, J.P.; Shen, J.; Zeng, Z.; Park, J.M.; Choi, Y.T.; Schell, N.; Maawad, E.; Zhou, N.; Kim, H.S. Dissimilar laser welding of a CoCrFeMnNi high entropy alloy to 316 stainless steel. Scr. Mater. 2022, 206, 114219. [Google Scholar] [CrossRef]
- Oliveira, J.P.; Shen, J.; Escobar, J.D.; Salvador, C.A.F.; Schell, N.; Zhou, N.; Benafan, O. Laser welding of H-phase strengthened Ni-rich NiTi-20Zr high temperature shape memory alloy. Mater. Des. 2021, 202, 109533. [Google Scholar] [CrossRef]
- Oliveira, J.P.; Crispim, B.; Zeng, Z.; Omori, T.; Braz Fernandes, F.M.; Miranda, R.M. Microstructure and mechanical properties of gas tungsten arc welded Cu-Al-Mn shape memory alloy rods. J. Mater. Process. Technol. 2019, 271, 93–100. [Google Scholar] [CrossRef]
- Cunningham, R.; Zhao, C.; Parab, N.; Kantzos, C.; Pauza, J.; Fezzaa, K.; Sun, T.; Rollett, A.D. Keyhole threshold and morphology in laser melting revealed by ultrahigh-speed x-ray imaging. Science 2019, 363, 849. [Google Scholar] [CrossRef]
- Geng, S.; Jiang, P.; Shao, X.; Guo, L.; Gao, X. Heat transfer and fluid flow and their effects on the solidification microstructure in full-penetration laser welding of aluminum sheet. J. Mater. Sci. Technol. 2020, 46, 50–63. [Google Scholar] [CrossRef]
- Wang, L.; Xue, J.; Wang, Q. Correlation between arc mode, microstructure, and mechanical properties during wire arc additive manufacturing of 316L stainless steel. Mater. Sci. Eng. A 2019, 751, 183–190. [Google Scholar] [CrossRef]
- Chen, X.; Yu, G.; He, X.; Li, S. Investigation of thermal dynamics for different leading configuration in hybrid laser-MIG welding. Opt. Laser Technol. 2021, 134, 106567. [Google Scholar] [CrossRef]
- Xu, X.; Song, G.; Zhao, S.; Liu, L. Effect of distance between the heat sources on energy transfer behavior in keyhole during laser-GTA welding titanium alloy. J. Manuf. Process. 2020, 55, 317–325. [Google Scholar] [CrossRef]
- Ragavendran, M.; Vasudevan, M. Laser and hybrid laser welding of type 316L(N) austenitic stainless steel plates. Mater. Manuf. Process. 2020, 35, 922–934. [Google Scholar] [CrossRef]
- Gao, Z. Numerical modeling to understand liquation cracking propensity during laser and laser hybrid welding (I). Int. J. Adv. Manuf. Technol. 2012, 63, 291–303. [Google Scholar] [CrossRef]
- Chen, Y.; Feng, J.; Li, L.; Chang, S.; Ma, G. Microstructure and mechanical properties of a thick-section high-strength steel welded joint by novel double-sided hybrid fibre Laser arc welding. Mater. Sci. Eng. A 2013, 582, 284–293. [Google Scholar] [CrossRef]
- Zhang, C.; Gao, M.; Li, G.; Chen, C.; Zeng, X.Y. Strength improving mechanism of laser arc hybrid welding of wrought AA 2219 aluminium alloy using AlMg5 wire. Sci. Technol. Weld. Join. 2013, 18, 703–710. [Google Scholar] [CrossRef]
- Tang, G.; Zhao, X.; Li, R.; Liang, Y.; Jiang, Y.; Chen, H. Microstructure and properties of Laser arc hybrid welding thick bainitic steel joints with different arc position. Mater. Res. Express 2019, 6, 076547. [Google Scholar] [CrossRef]
- Russo Spena, P.; Angelastro, A.; Casalino, G. Hybrid laser arc welding of dissimilar TWIP and DP high strength steel weld. J. Manuf. Process. 2019, 39, 233–240. [Google Scholar] [CrossRef]
- Hammad, A.; Churiaque, C.; Sánchez-Amaya, J.M.; Abdel-Nasser, Y. Experimental and numerical investigation of hybrid laser arc welding process and the influence of welding sequence on the manufacture of stiffened flat panels. J. Manuf. Process. 2021, 61, 527–538. [Google Scholar] [CrossRef]
- Subashini, L.; Prabhakar, K.V.P.; Ravi, C.G.; Swati, G.; Padmanabham, G. Single Pass Laser Arc Hybrid Welding of Maraging Steel Thick Sections. Mater. Manuf. Process. 2016, 31, 2186–2198. [Google Scholar] [CrossRef]
- Kang, K.; Kawahito, Y.; Gao, M.; Zeng, X. Effects of Laser arc distance on corrosion behavior of single-pass hybrid welded stainless clad steel plate. Mater. Des. 2017, 123, 80–88. [Google Scholar] [CrossRef]
- Blecher, J.J.; Palmer, T.A.; DebRoy, T. Mitigation of Root Defect in Laser and Hybrid Laser Arc Welding. Weld. J. 2015, 94, 73S–82S. [Google Scholar]
- Mazar Atabaki, M.; Ma, J.; Liu, W.; Kovacevic, R. Pore formation and its mitigation during hybrid laser/arc welding of advanced high strength steel. Mater. Des. 2015, 67, 509–521. [Google Scholar] [CrossRef]
- Zhang, L.-J.; Bai, Q.-L.; Ning, J.; Wang, A.; Yang, J.-N.; Yin, X.-Q.; Zhang, J.-X. A comparative study on the microstructure and properties of copper joint between MIG welding and laser-MIG hybrid welding. Mater. Des. 2016, 110, 35–50. [Google Scholar] [CrossRef]
- He, C.; Huang, C.; Liu, Y.; Li, J.; Wang, Q. Effects of mechanical heterogeneity on the tensile and fatigue behaviours in a Laser arc hybrid welded aluminium alloy joint. Mater. Des. 2015, 65, 289–296. [Google Scholar] [CrossRef]
- Wang, P.; Chen, X.; Pan, Q.; Madigan, B.; Long, J. Laser welding dissimilar materials of aluminum to steel: An overview. Int. J. Adv. Manuf. Technol. 2016, 87, 3081–3090. [Google Scholar] [CrossRef]
- You, D.; Gao, X.; Katayama, S. Monitoring of high-power laser welding using high-speed photographing and image processing. Mech. Syst. Signal Proc. 2014, 49, 39–52. [Google Scholar] [CrossRef]
- Ribic, B.; Rai, R.; DebRoy, T. Numerical simulation of heat transfer and fluid flow in GTA/Laser hybrid welding. Sci. Technol. Weld. Join. 2008, 13, 683–693. [Google Scholar] [CrossRef]
- Ribic, B.; Palmer, T.A.; DebRoy, T. Problems and issues in Laser arc hybrid welding. Int. Mater. Rev. 2009, 54, 223–244. [Google Scholar] [CrossRef]
- Blecher, J.J.; Palmer, T.A.; Debroy, T. Porosity in thick section alloy 690 welds–experiments, modeling, mechanism, and remedy. Weld. J. 2016, 95, 17–26. [Google Scholar]
- Wang, C.M.; Mi, G.Y.; Zhang, X. Welding stability and fatigue performance of laser welded low alloy high strength steel with 20 mm thickness. Opt. Laser Technol. 2021, 139, 106941. [Google Scholar] [CrossRef]
- Cai, W.; Wang, J.Z.; Cao, L.C.; Mi, G.Y.; Shu, L.S.; Zhou, Q.; Jiang, P. Predicting the weld width from high-speed successive images of the weld zone using different machine learning algorithms during laser welding. Math. Biosci. Eng. 2019, 16, 5595–5612. [Google Scholar] [CrossRef] [PubMed]
- Bunaziv, I.; Akselsen, O.M.; Salminen, A.; Unt, A. Fiber laser-MIG hybrid welding of 5mm 5083 aluminum alloy. J. Mater. Process. Technol. 2016, 233, 107–114. [Google Scholar] [CrossRef]
- Zhan, X.; Zhao, Y.; Liu, Z.; Gao, Q.; Bu, H. Microstructure and porosity characteristics of 5A06 aluminum alloy joints using laser-MIG hybrid welding. J. Manuf. Process. 2018, 35, 437–445. [Google Scholar] [CrossRef]
- Zhao, Y.; Zhan, X.; Gao, Q.; Chen, S.; Kang, Y. Research on the Microstructure Characteristic and Tensile Property of Laser-MIG Hybrid Welded Joint for 5A06 Aluminum Alloy. Met. Mater. Int. 2020, 26, 346–359. [Google Scholar] [CrossRef]
- Ke, W.; Bu, X.; Oliveira, J.P.; Xu, W.; Wang, Z.; Zeng, Z. Modeling and numerical study of keyhole-induced porosity formation in laser beam oscillating welding of 5A06 aluminum alloy. Opt. Laser Technol. 2021, 133, 106540. [Google Scholar] [CrossRef]
- Lu, F.; Li, X.; Li, Z.; Tang, X.; Cui, H. Formation and influence mechanism of keyhole-induced porosity in deep-penetration laser welding based on 3D transient modeling. Int. J. Heat Mass Transf. 2015, 90, 1143–1152. [Google Scholar] [CrossRef]
- Zhang, D.; Wei, Y.H.; Zhan, X.H.; Chen, J.; Li, H.; Wang, Y.H. Numerical simulation of keyhole behaviors and droplet transfer in laser-MIG hybrid welding of Invar alloy. Int. J. Numer. Methods Heat Fluid Flow 2018, 28, 1974–1993. [Google Scholar] [CrossRef]
- Xu, G.; Li, L.; Wang, H.; Li, P.; Guo, Q.; Hu, Q.; Du, B. Simulation and experimental studies of keyhole induced porosity in laser-MIG hybrid fillet welding of aluminum alloy in the horizontal position. Opt. Laser Technol. 2019, 119, 105667. [Google Scholar] [CrossRef]
- Gan, Z.; Kafka, O.L.; Parab, N.; Zhao, C.; Fang, L.; Heinonen, O.; Sun, T.; Liu, W.K. Universal scaling laws of keyhole stability and porosity in 3D printing of metals. Nat. Commun. 2021, 12, 2379. [Google Scholar] [CrossRef] [PubMed]
- Chongbunwatana, K. Simulation of vapour keyhole and weld pool dynamics during laser beam welding. Prod. Eng. 2014, 8, 499–511. [Google Scholar] [CrossRef]
- Gu, X.; Li, H.; Jiang, X.; Sheng, H.; Wan, X. Effect of laser on droplet transfer and welding process stability in hybrid laser + double arc welding. Int. J. Adv. Manuf. Technol. 2016, 89, 2981–2991. [Google Scholar] [CrossRef]
- Li, Y.; Zhao, Y.; Zhou, X.; Zhan, X. Effect of Droplet Transition on the Dynamic Behavior of the Keyhole during 6061 Aluminum Alloy Laser-MIG Hybrid Welding. Int. J. Adv. Manuf. Technol. 2021. [Google Scholar] [CrossRef]
- Wang, L.L.; Wei, H.L.; Xue, J.X.; DebRoy, T. A pathway to microstructural refinement through double pulsed gas metal arc welding. Scr. Mater. 2017, 134, 61–65. [Google Scholar] [CrossRef]
- Rao, Z.H.; Liu, J.W.; Wang, P.C.; Li, Y.X.; Liao, S.M. Modeling of Cold Metal Transfer Spot Welding of AA6061-T6 Aluminum Alloy and Galvanized Mild Steel. J. Manuf. Sci. Eng. 2014, 136, 051001. [Google Scholar] [CrossRef]
- Guoxiang, X.; Wu, C.; Ma, X.; Wang, X. Numerical Analysis of Welding Residual Stress and Distortion in Laser+GMAW Hybrid Welding of Aluminum Alloy T-Joint. Acta Metall. Sin.-Engl. Lett. 2013, 26, 352–360. [Google Scholar]
- Wang, L.L.; Wei, H.L.; Xue, J.X.; DebRoy, T. Special features of double pulsed gas metal arc welding. J. Mater. Process. Technol. 2018, 251, 369–375. [Google Scholar] [CrossRef]









{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Materials | Si | Fe | Cu | Mn | Mg | Zn | Ti | Cr | Al |
|---|---|---|---|---|---|---|---|---|---|
| AA6061 | 0.4–0.8 | 0.7 | 0.15–0.4 | 0.15 | 0.8–1.2 | 0.25 | 0.15 | 0.04–0.35 | Bal. |
| ER4047 | 12 | 0.8 | 0.03 | 0.15 | 0.1 | 0.2 | 0.0025 | 0.05 | Bal. |
| Case | Laser Power (kW) | Welding Speed (m/min) | Welding Current (A) | Arc Voltage (V) | Wire Feeding Rate (m/min) |
|---|---|---|---|---|---|
| 1 | 4.5 | 1.2 | 90 | 12.6 | 5.3 |
| 2 | 4.5 | 1.2 | 100 | 12.9 | 5.7 |
| 3 | 4.0 | 1.5 | 90 | 12.6 | 5.3 |
| 4 | 4.0 | 1.2 | 90 | 12.6 | 5.3 |
| Physical Property | Symbol | Value | Unit |
|---|---|---|---|
| Mass density | ρ | 2630 | Kg/m3 |
| Thermal expansion coefficient | β | 3.02 × 10−5 | 1/K |
| Heat conductivity | λ | 204 | W/(m·K) |
| Solid temperature | Tm | 858.13 | K |
| Liquid temperature | Tl | 923.15 | K |
| Evaporation temperature | Tb | 2790 | K |
| Latent heat of fusion | Lm | 5.03 × 105 | J/kg |
| Latent heat of evaporation | Lv | 1.07 × 107 | J/kg |
| Specific heat capacity of solid | Cp | 900 | J/(kg·K) |
| Specific heat capacity of liquid | Cl | 1200 | J/(kg·K) |
| Surface tension | σ | 0.99 | N/m |
| Temperature coefficient of surface tension | Aσ | −1.3 × 10−4 | N/(m·K) |
| Dynamic viscosity | η | 0.0045 | Pa·s |
| Surface emissivity | ε | 0.1 | N/A |
| Ambient temperature | Tref | 300 | K |
| Magnetic permeability | μ | 1.26 × 10−6 | H/m |
| Case | Laser Power (kW) | Welding Current (A) | Welding Speed (m/min) | Average Keyhole Depth (mm) | Standard Deviation | Porosity Rate (%) | Range of Keyhole Depth (mm) |
|---|---|---|---|---|---|---|---|
| 1 | 4.0 | 90 | 1.5 | 5.46 | 0.1167 | 1.71 | 0.90 |
| 2 | 4.0 | 90 | 1.2 | 5.57 | 0.1842 | 2.87 | 0.84 |
| 3 | 4.0 | 100 | 1.2 | 5.60 | 0.1632 | 3.31 | 0.91 |
| 4 | 4.0 | 100 | 1.0 | 5.83 | 0.1139 | 1.62 | 0.40 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Wang, L.; Zhao, Y.; Li, Y.; Zhan, X. Droplet Transfer Induced Keyhole Fluctuation and Its Influence Regulation on Porosity Rate during Hybrid Laser Arc Welding of Aluminum Alloys. Metals 2021, 11, 1510. https://doi.org/10.3390/met11101510
Wang L, Zhao Y, Li Y, Zhan X. Droplet Transfer Induced Keyhole Fluctuation and Its Influence Regulation on Porosity Rate during Hybrid Laser Arc Welding of Aluminum Alloys. Metals. 2021; 11(10):1510. https://doi.org/10.3390/met11101510
Chicago/Turabian StyleWang, Leilei, Yanqiu Zhao, Yue Li, and Xiaohong Zhan. 2021. "Droplet Transfer Induced Keyhole Fluctuation and Its Influence Regulation on Porosity Rate during Hybrid Laser Arc Welding of Aluminum Alloys" Metals 11, no. 10: 1510. https://doi.org/10.3390/met11101510
APA StyleWang, L., Zhao, Y., Li, Y., & Zhan, X. (2021). Droplet Transfer Induced Keyhole Fluctuation and Its Influence Regulation on Porosity Rate during Hybrid Laser Arc Welding of Aluminum Alloys. Metals, 11(10), 1510. https://doi.org/10.3390/met11101510