
Estimation of Iron Ore Pellet Softening in a Blast Furnace with Computational Thermodynamics



Abstract
:1. Introduction
2. Materials and Methods
2.1. Iron Ore Pellets
2.2. Computational Thermodynamics
3. Results
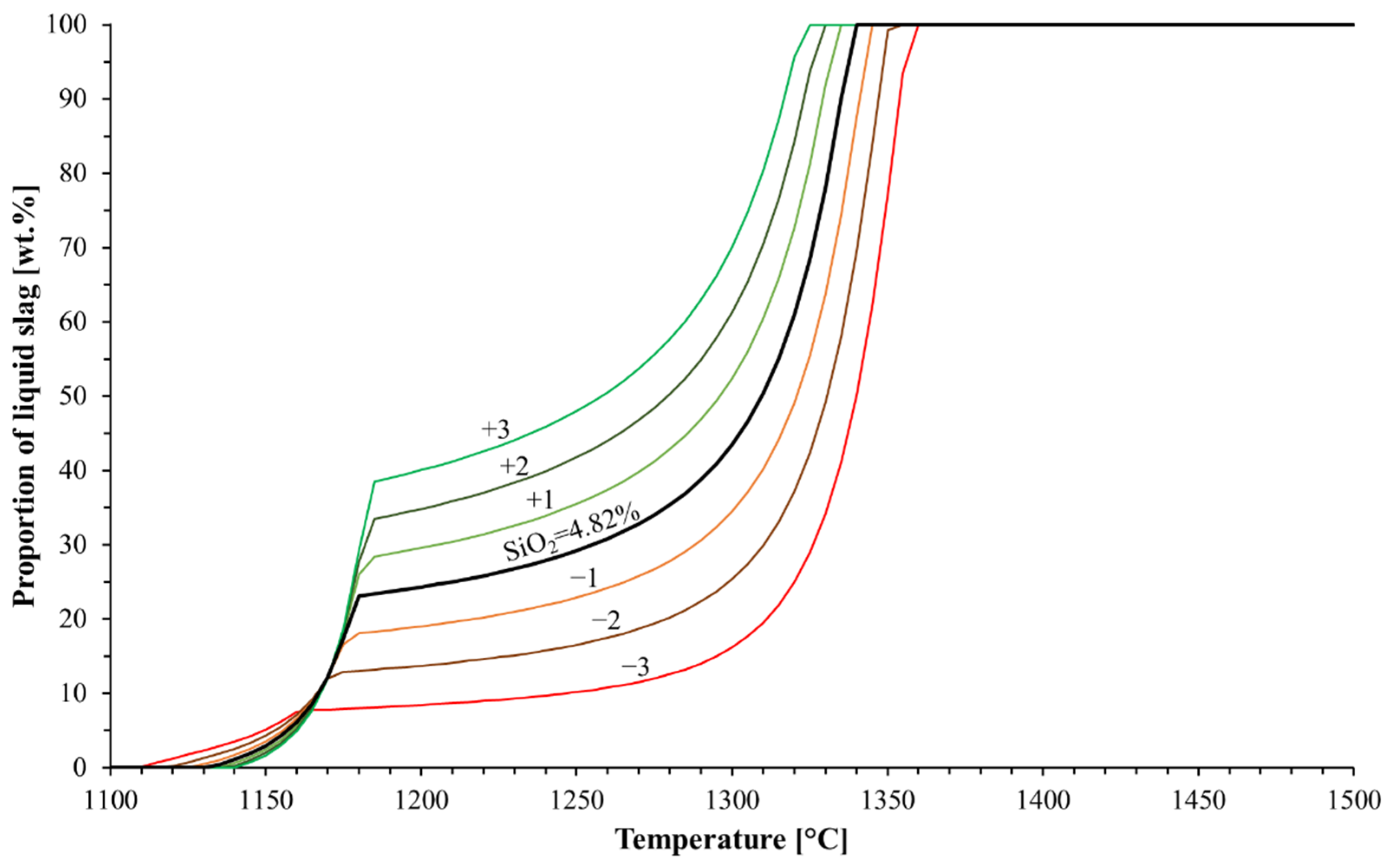
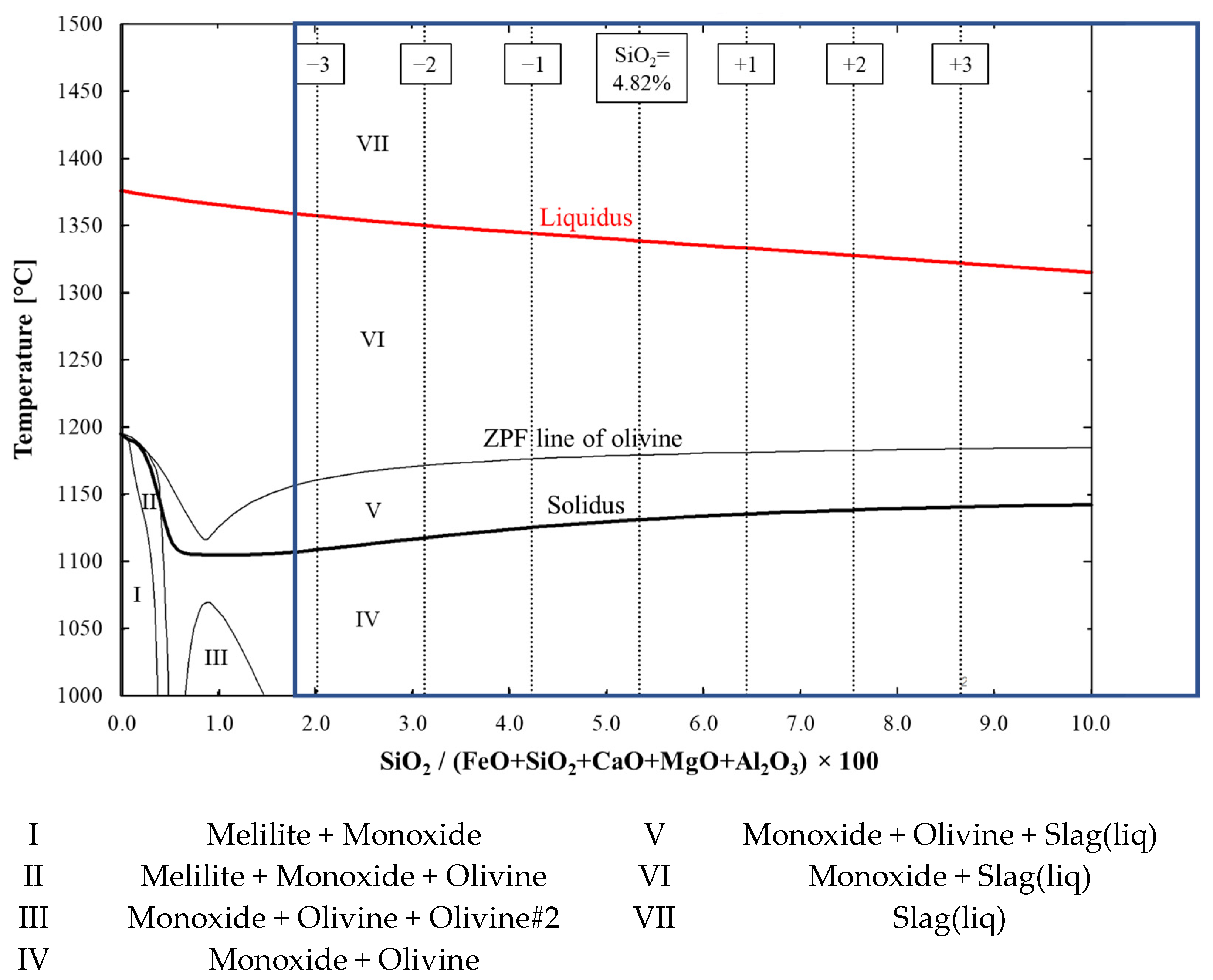
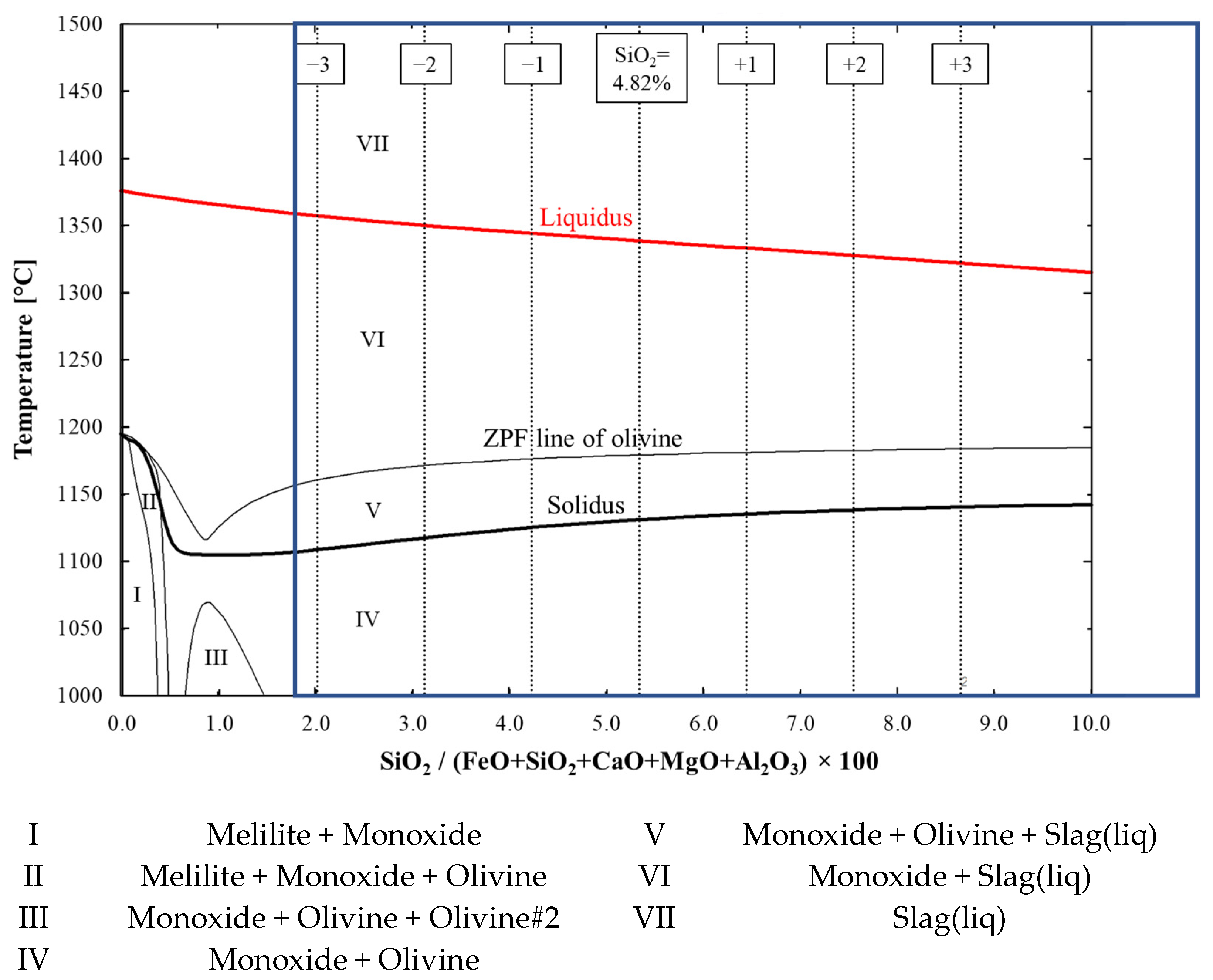
3.1. Effect of SiO2
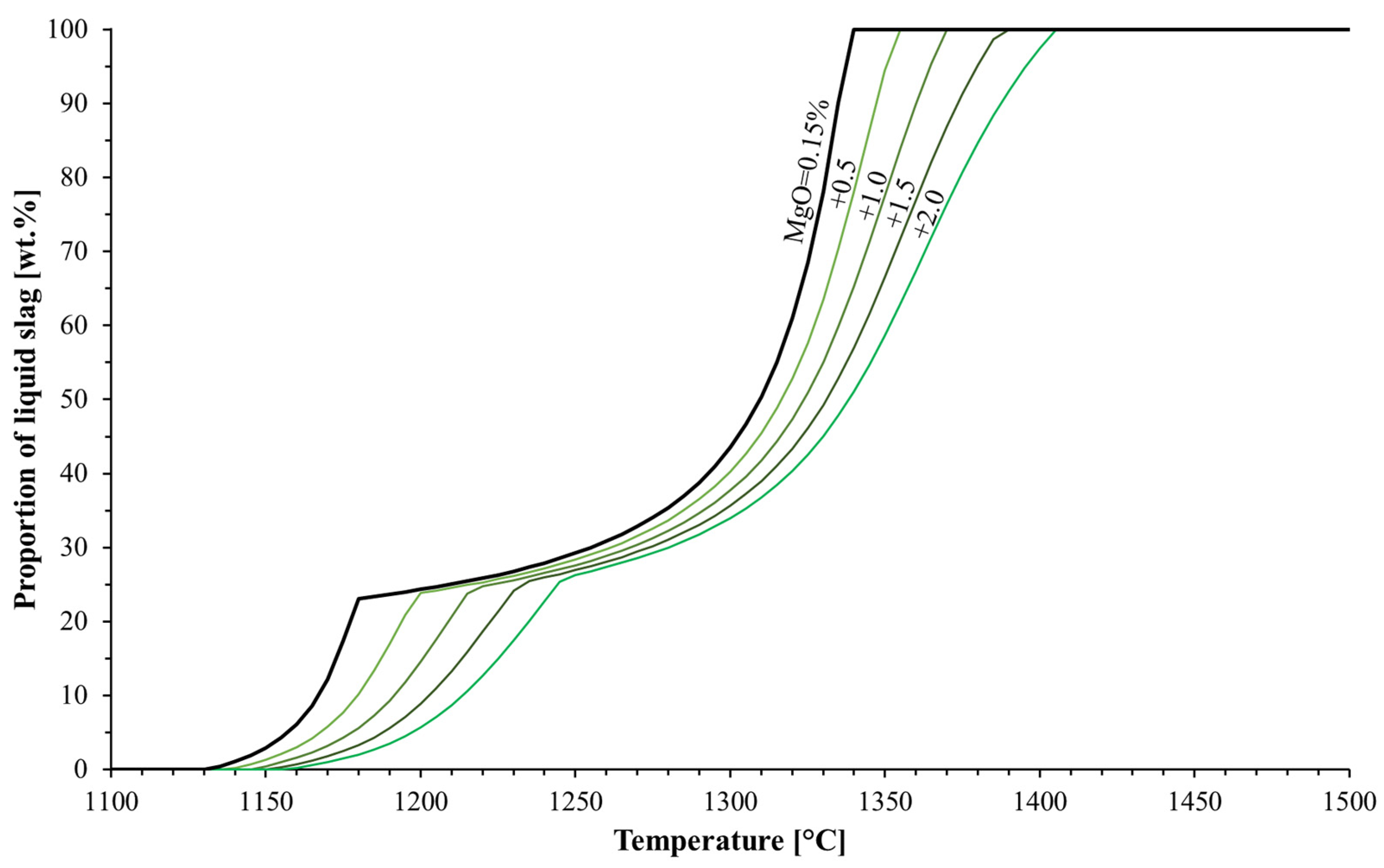
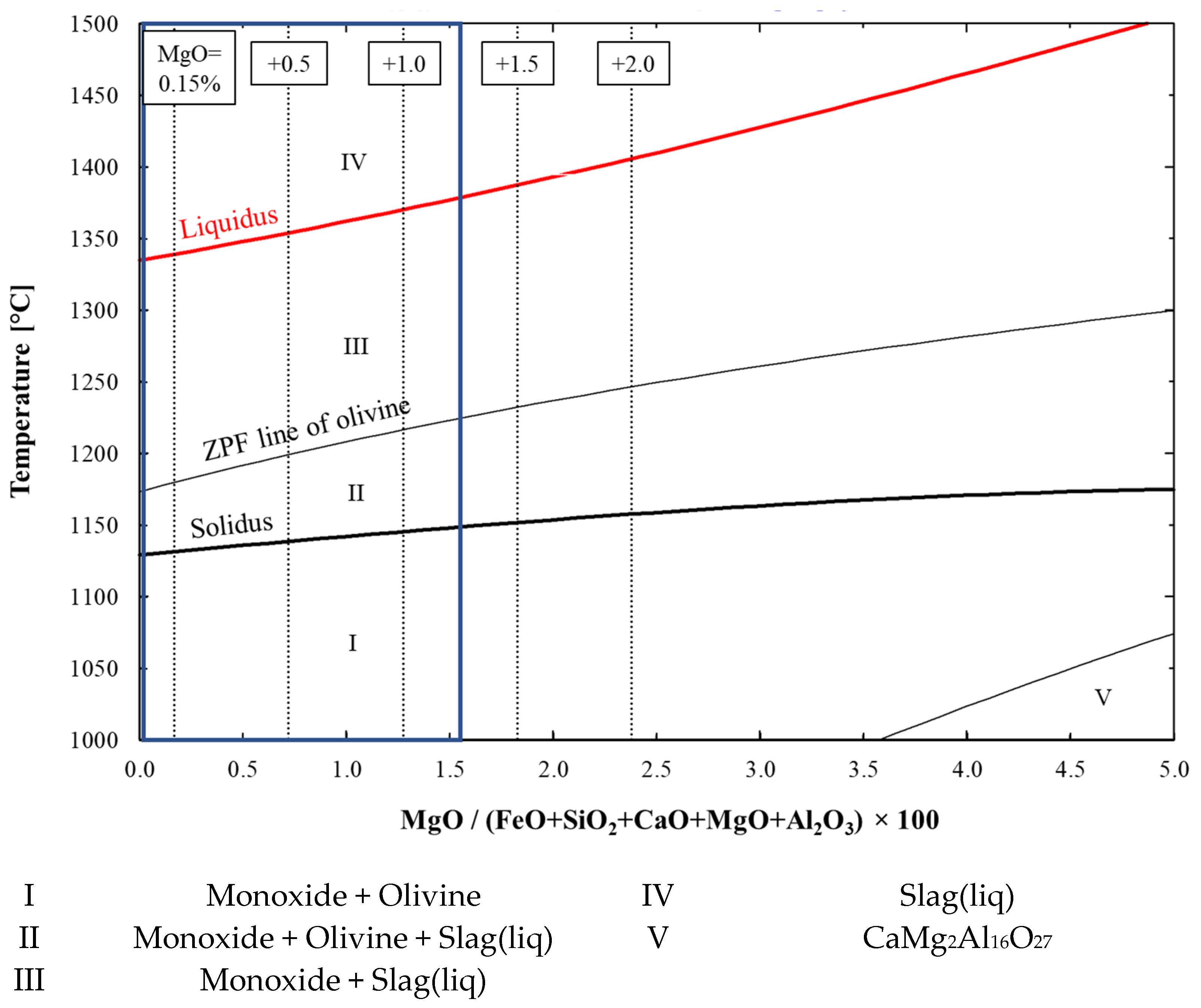
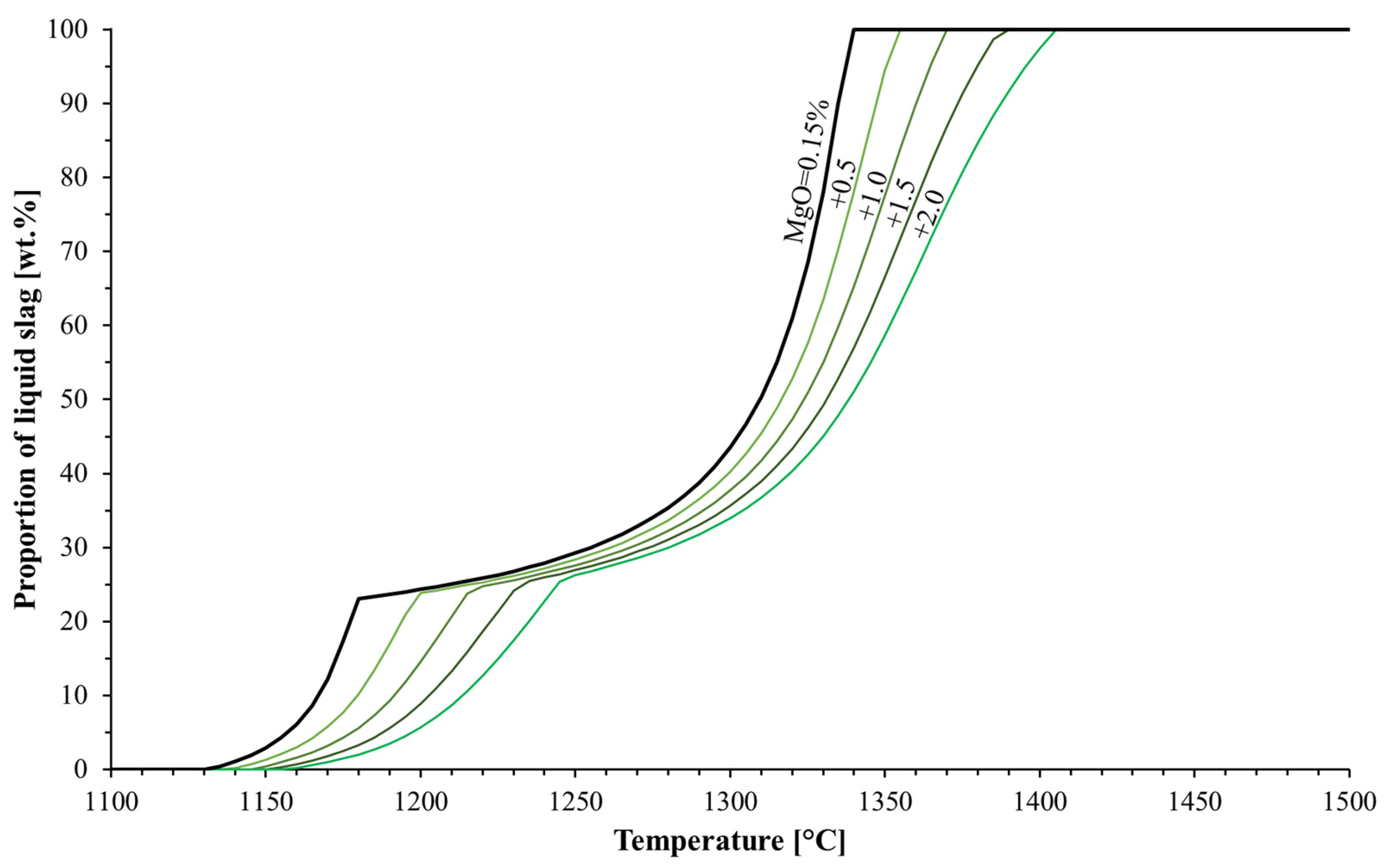
3.2. Effect of MgO
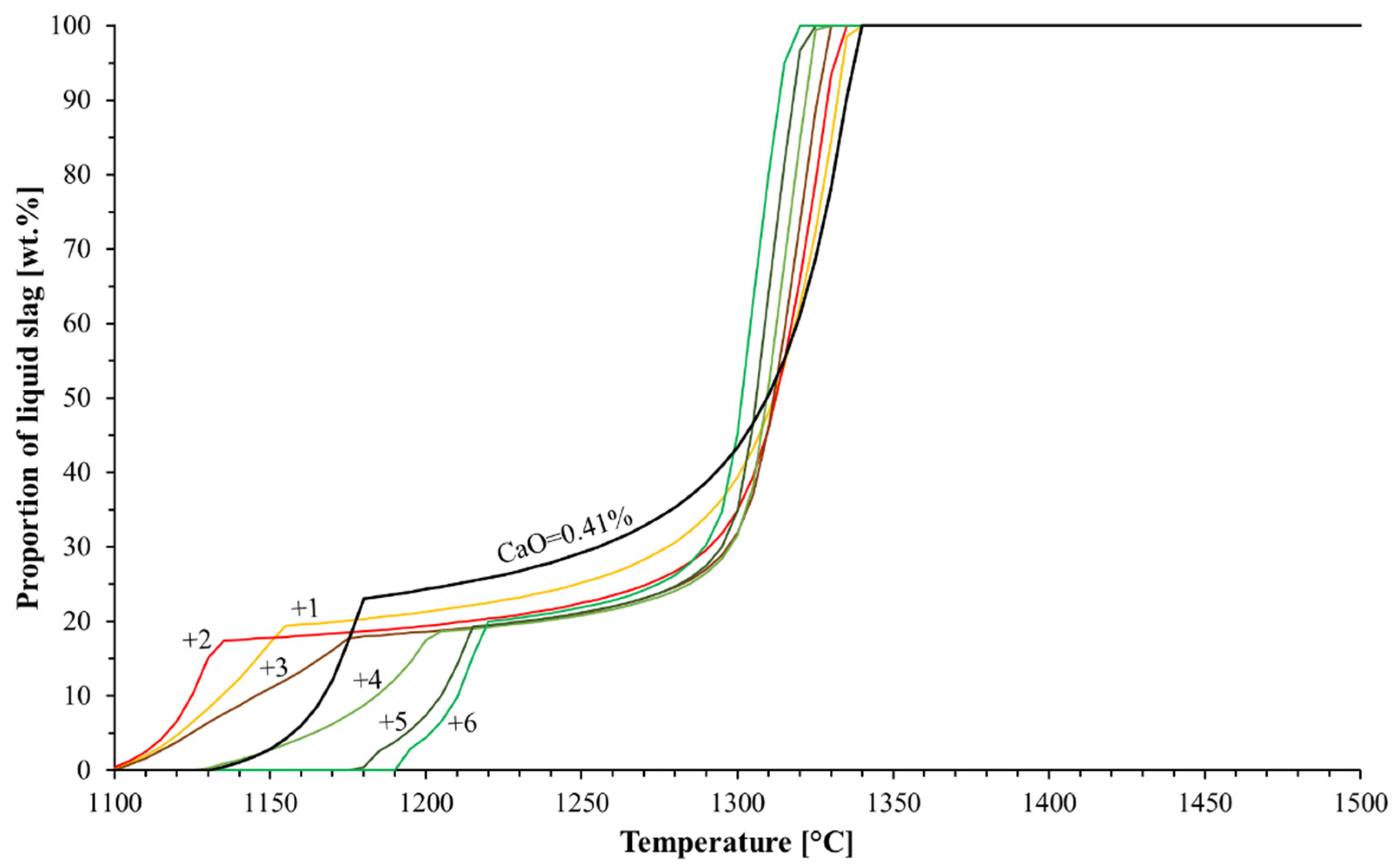
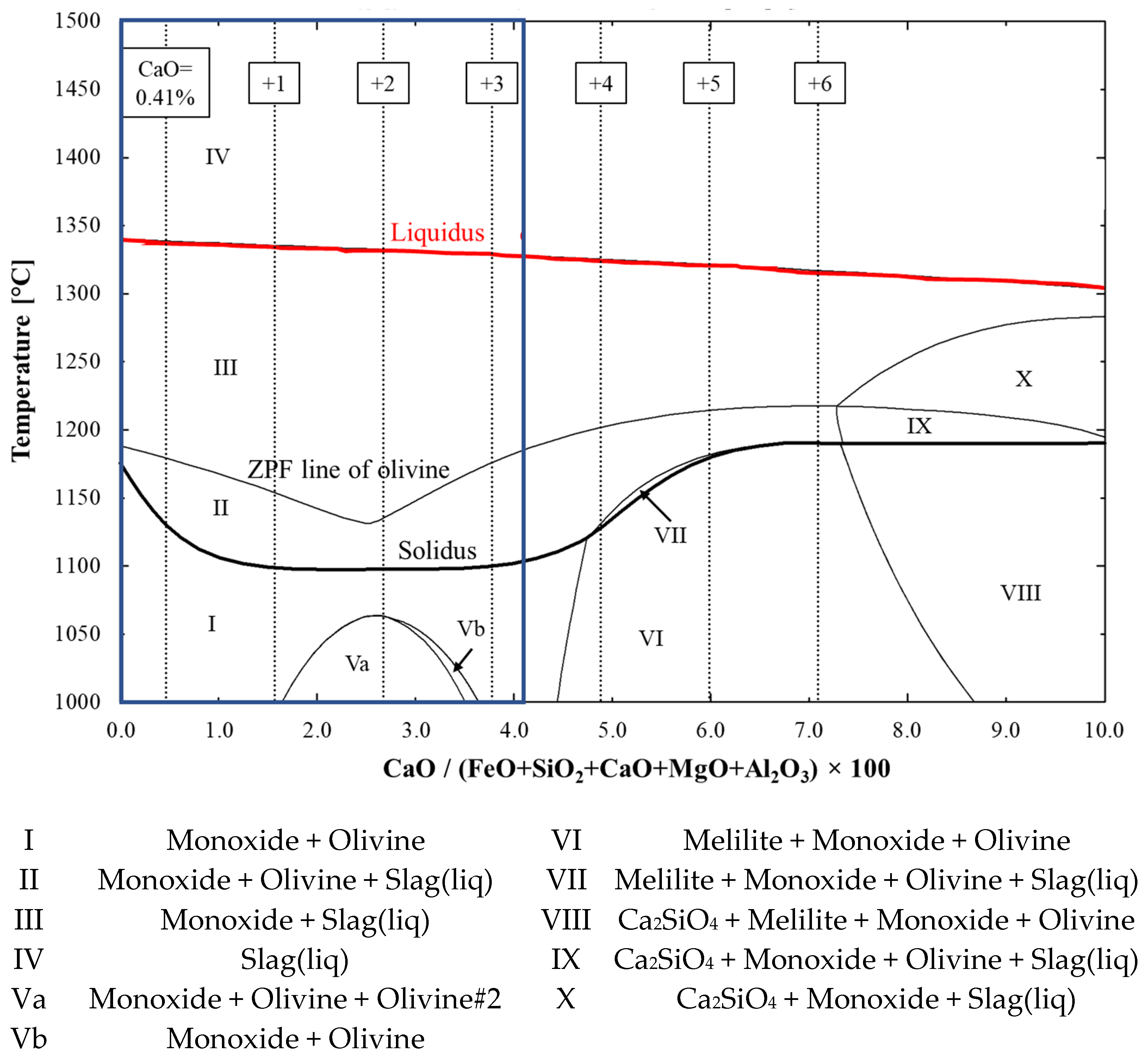
3.3. Effect of CaO
3.4. Effect of Al2O3
4. Discussion
5. Conclusions
- Decreasing the content of SiO2 and/or Al2O3 and simultaneously increasing the pellets’ total iron content.
- Increasing the MgO content.
- Increasing the CaO content to a sufficient level corresponding to a B2 basicity of ~0.9 or higher. The addition of CaO addition is particularly feasible, with the pellets having a low SiO2 content.
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- World Steel in Figures 2021; World Steel Association: Brussels, Belgium, 2021.
- Vogl, V.; Åhman, M.; Nilsson, L.J. Assessment of Hydrogen Direct Reduction for Fossil-Free Steelmaking. J. Clean. Prod. 2018, 203, 736–745. [Google Scholar] [CrossRef]
- Silva, F.R.; Lemos, L.R.; de Freitas Nogueira, P.; Bressan, M. Effect of Ternary Basicity of Iron Ore-Fluxed Pellets on Melting and Softening Properties in a Blast Furnace. Metall. Mater. Trans. B Process Metall. Mater. Process. Sci. 2021, 52, 69–76. [Google Scholar] [CrossRef]
- Geerdes, M.; Chaigneau, R.; Kurunov, I.; Lingiardi, O.; Ricketts, J. Modern Blast Furnace Ironmaking, 3rd ed.; IOS Press BV: Amsterdam, The Netherlands, 2015; ISBN 978-1-61499-498-5. [Google Scholar]
- Bakker, T. Softening in the Blast Furnace Process: Local Melt Formation as the Trigger for Softening of Ironbearing Burden Materials. Ph.D. Thesis, Delft University of Technology, Delft, The Netherlands, 1999. [Google Scholar]
- Matsui, Y.; Sato, A.; Oyama, T.; Matsuo, T.; Kitayama, S.; Ono, R. All Pellets Operation in Kobe No. 3 Blast Furnace under Intensive Coal Injection. ISIJ Int. 2003, 43, 166–174. [Google Scholar] [CrossRef] [Green Version]
- Borinder, T.; Torssell, K. High Temperature Behaviour of Blast Furnace Pellets. In Proceedings of the 45th Ironmaking Conference, Washington, DC, USA, 6–9 April 1986; Iron & Steel Society: Warrendale, PA, USA, 1986; pp. 13–18, ISBN 9780932897107. [Google Scholar]
- Borinder, T.; Bi, X. Softening-Melting Properties of Pellets under Simulated Blast Furnace Conditions. Scand. J. Metall. 1989, 18, 280–287. [Google Scholar]
- Iljana, M.; Kemppainen, A.; Paananen, T.; Mattila, O.; Pisilä, E.; Kondrakov, M.; Fabritius, T. Effect of Adding Limestone on the Metallurgical Properties of Iron Ore Pellets. Int. J. Miner. Process. 2015, 141, 34–43. [Google Scholar] [CrossRef]
- Iljana, M.; Kemppainen, A.; Heikkinen, E.-P.; Fabritius, T.; Paananen, T.; Mattila, O. A New Sophisticated Method for Evaluating the Reduction-Softening Properties of Iron Burden Materials. In Proceedings of the METEC & 2nd European Steel Technology and Application Days (ESTAD), Düsseldorf, Germany, 15–19 June 2015; Steel Institute VDEh: Düsseldorf, Germany, 2015; pp. 1–10. [Google Scholar]
- Iljana, M.; Kemppainen, A.; Paananen, T.; Mattila, O.; Heikkinen, E.-P.; Fabritius, T. Evaluating the Reduction-Softening Behaviour of Blast Furnace Burden with an Advanced Test. ISIJ Int. 2016, 56, 1705–1714. [Google Scholar] [CrossRef] [Green Version]
- Iljana, M. Iron Ore Pellet Properties under Simulated Blast Furnace Conditions. Investigation on Reducibility, Swelling and Softening. Ph.D. Thesis, University of Oulu, Oulu, Finland, 2017. [Google Scholar]
- Kemppainen, A.; Iljana, M.; Heikkinen, E.-P.; Fabritius, T.; Ohno, K.-I.; Maeda, T.; Kunitomo, K.; Mattila, O.; Paananen, T. Softening Behavior of Iron Ore Pellets in the Cohesive Zone of a Blast Furnace. In Proceedings of the METEC & 2nd European Steel Technology and Application Days (ESTAD), Düsseldorf, Germany, 15–19 June 2015; Steel Institute VDEh: Düsseldorf, Germany, 2015; pp. 1–10. [Google Scholar]
- Kemppainen, A.; Ohno, K.-I.; Iljana, M.; Mattila, O.; Paananen, T.; Heikkinen, E.-P.; Maeda, T.; Kunitomo, K.; Fabritius, T. Softening Behaviors of Acid and Olivine Fluxed Iron Ore Pellets in the Cohesive Zone of a Blast Furnace. ISIJ Int. 2015, 55, 2039–2046. [Google Scholar] [CrossRef] [Green Version]
- Kemppainen, A. Limiting Phenomena Related to the Use of Iron Ore Pellets in a Blast Furnace. Ph.D. Thesis, University of Oulu, Oulu, Finland, 2015. [Google Scholar]
- Cheraghi, A.; Yoozbashizadeh, H.; Safarian, J. Gaseous Reduction of Manganese Ores: A Review and Theoretical Insight. Miner. Process. Extract. Metall. Rev. 2020, 41, 198–215. [Google Scholar] [CrossRef]
- Jonckbloedt, R. Pelletizing of Iron Ores. In Proceedings of the International Online Seminar Iron Ores, 20–21 April 2021; Steel Institute VDEh: Düsseldorf, Germany, 2021; pp. 1–46. [Google Scholar]
- Dwarapudi, S.; Ghosh, T.K.; Tathavadkar, V.; Denys, M.B.; Bhattacharjee, D.; Venugopal, R. Effect of MgO in the Form of Magnesite on the Quality and Microstructure of Hematite Pellets. Int. J. Miner. Process. 2012, 112–113, 55–62. [Google Scholar] [CrossRef]
- Nogueira, P.F.; Fruehan, R.J. Blast Furnace Burden Softening and Melting Phenomena—Melting Onset in Acid and Basic Fluxed Pellets. Ironmak. Steelmak. 2003, 30, 29–35. [Google Scholar]
- Umadevi, T.; Kumar, P.; Lobo, N.F.; Prabhu, M.; Mahapatra, P.C.; Ranjan, M. Influence of Pellet Basicity (CaO/SiO2) on Iron Ore Pellet Properties and Microstructure. ISIJ Int. 2011, 51, 14–20. [Google Scholar] [CrossRef] [Green Version]
- Bale, C.W.; Pelton, A.D.; Thompson, W.T.; Eriksson, G.; Hack, K.; Chartrand, P.; Decterov, S.A.; Jung, I.-H.; Melançon, J.; Petersen, S. FactSage v. 7.2; Thermfact/CRCT: Montreal, QC, Canada; GTT-Technologies: Aachen, Germany, 2018. [Google Scholar]
- Jung, I.-H.; Van Ende, M.-A. Computational Thermodynamic Calculations: FactSage from CALPHAD Thermodynamic Database to Virtual Process Simulation. Metall. Mater. Trans. B 2020, 51, 1851–1874. [Google Scholar] [CrossRef]
- FactSage Database Documentation. Available online: https://www.crct.polymtl.ca/fact/documentation/ (accessed on 13 April 2021).
- Verein Deutscher Eisenhüttenleute (VDEh) (Ed.) Slag Atlas, 2nd ed.; Verlag Stahleisen GmbH: Düsseldorf, Germany, 1995; ISBN 3-514-00457-9. [Google Scholar]
- Nogueira, P.F.; Fruehan, R.J. Blast Furnace Burden Softening and Melting Phenomena: Part III. Melt Onset and Initial Microstructural Transformations in Pellets. Metall. Mater. Trans. B 2006, 37, 551–558. [Google Scholar] [CrossRef]
- Li, T.; Sun, C.; Liu, X.; Song, S.; Wang, Q. The Effects of MgO and Al2O3 Behaviours on Softening–Melting Properties of High Basicity Sinter. Ironmak. Steelmak. 2018, 45, 755–763. [Google Scholar] [CrossRef]




{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Component | Fetot | SiO2 | MgO | CaO | Al2O3 | B2 |
|---|---|---|---|---|---|---|
| Min | 61 | 1.6 | 0 | 0 | 0.2 | 0 |
| Max | 67 | 10 | 1.4 | 3.7 | 3 | 1 |
| Component | Fetot | SiO2 | MgO | CaO | Al2O3 | B2 | B3 | B4 | |
|---|---|---|---|---|---|---|---|---|---|
| Original | 65.8 | 4.82 | 0.15 | 0.41 | 0.33 | 0.09 | 0.12 | 0.11 | |
| Effect of SiO2 | −3 | 68.13 | 1.82 | 0.23 | 0.31 | 0.26 | |||
| −2 | 67.35 | 2.82 | 0.15 | 0.20 | 0.18 | ||||
| −1 | 66.58 | 3.82 | 0.11 | 0.15 | 0.13 | ||||
| +1 | 65.02 | 5.82 | 0.07 | 0.10 | 0.09 | ||||
| +2 | 64.25 | 6.82 | 0.06 | 0.08 | 0.08 | ||||
| +3 | 63.47 | 7.82 | 0.05 | 0.07 | 0.07 | ||||
| Effect of MgO | +0.5 | 65.41 | 0.65 | 0.22 | 0.21 | ||||
| +1.5 | 64.63 | 1.65 | 0.43 | 0.40 | |||||
| +2.5 | 63.86 | 2.65 | 0.63 | 0.59 | |||||
| +3.5 | 63.08 | 3.65 | 0.84 | 0.79 | |||||
| Effect of CaO | +1 | 65.02 | 1.41 | 0.29 | 0.32 | 0.30 | |||
| +2 | 64.25 | 2.41 | 0.50 | 0.53 | 0.50 | ||||
| +3 | 63.47 | 3.41 | 0.71 | 0.74 | 0.69 | ||||
| +4 | 62.69 | 4.41 | 0.91 | 0.95 | 0.89 | ||||
| +5 | 61.91 | 5.41 | 1.12 | 1.15 | 1.08 | ||||
| +6 | 61.14 | 6.41 | 1.33 | 1.36 | 1.27 | ||||
| Effect of Al2O3 | −0.2 | 65.96 | 0.13 | 0.11 | |||||
| +0.2 | 65.64 | 0.53 | 0.10 | ||||||
| +0.6 | 65.33 | 0.93 | 0.10 | ||||||
| +1.0 | 65.02 | 1.33 | 0.09 | ||||||
| +1.4 | 64.71 | 1.73 | 0.09 |
| Phase | Monoxide | Olivine | Melilite |
|---|---|---|---|
| Formula | Fe(II)O, CaO, MgO 1 | (Ca,Fe(II),Mg)2SiO4 | Ca2(Mg,Fe(II),Al)(Al,Si)2O7 |
| +Al 2 | |||
| Mineralogical names | Wüstite, FexO | Forsterite, Mg2SiO4 | Åkermanite, Ca2MgSi2O7 |
| Lime, CaO | Fayalite, Fe2SiO4 | Iron-åkermanite, Ca2FeSi2O7 | |
| Periclase, MgO | Monticellite, CaMgSiO4 | Gehlenite, Ca2Al2SiO7 | |
| Magnesiowüstite, MgO-FexO | Kirschsteinite, CaFeSiO4 | Iron-gehlenite, Ca2Fe2SiO7 | |
| Larnite, Ca2SiO4 |
| Component | SiO2 | MgO | CaO | Al2O3 | FeO | Total | |
|---|---|---|---|---|---|---|---|
| Original | 5.334 | 0.166 | 0.454 | 0.365 | 93.681 | 100.000 | |
| Effect of SiO2 | −3 | 2.014 | 97.001 | ||||
| −2 | 3.121 | 95.894 | |||||
| −1 | 4.227 | 94.788 | |||||
| +1 | 6.441 | 92.574 | |||||
| +2 | 7.547 | 91.468 | |||||
| +3 | 8.654 | 90.361 | |||||
| Effect of MgO | +0.5 | 0.719 | 93.128 | ||||
| +1.0 | 1.273 | 92.574 | |||||
| +1.5 | 1.826 | 92.021 | |||||
| +2.0 | 2.379 | 91.468 | |||||
| Effect of CaO | +1 | 1.560 | 92.574 | ||||
| +2 | 2.667 | 91.468 | |||||
| +3 | 3.774 | 90.361 | |||||
| +4 | 4.880 | 89.254 | |||||
| +5 | 5.987 | 88.148 | |||||
| +6 | 7.094 | 87.041 | |||||
| Effect of Al2O3 | −0.2 | 0.144 | 93.902 | ||||
| +0.2 | 0.587 | 93.460 | |||||
| +0.6 | 1.029 | 93.017 | |||||
| +1.0 | 1.472 | 92.574 | |||||
| +1.4 | 1.915 | 92.132 |
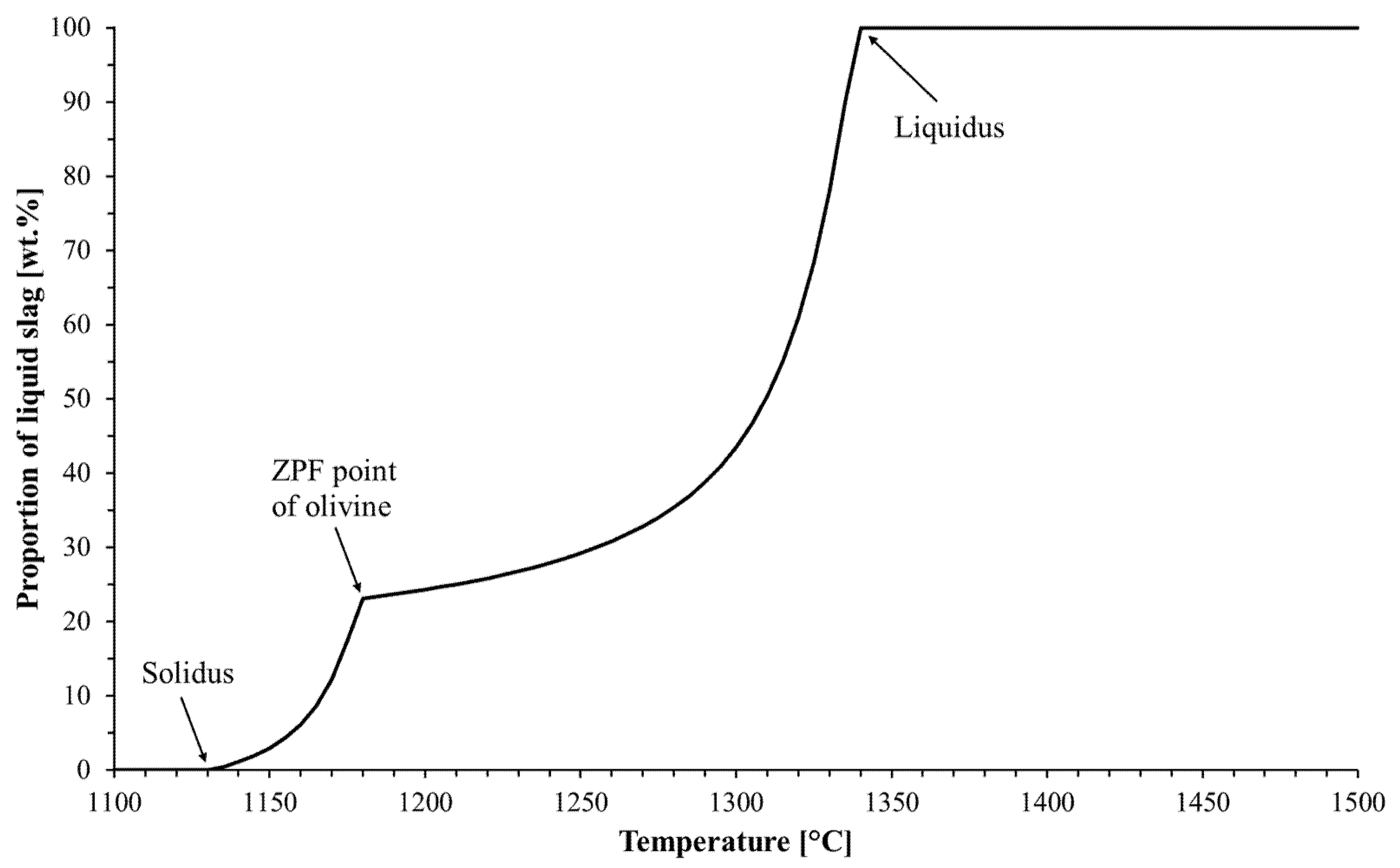
| Examination Area | For Acid Pellet with Original Chemical Composition | Predominant Phases |
|---|---|---|
| Below solidus | <1130 °C | Monoxide |
| Olivine | ||
| Between solidus and ZPF point of olivine | 1130−1180 °C | Monoxide |
| Olivine | ||
| Slag(liq) | ||
| Between ZPF point of olivine and liquidus | 1180−1340 °C | Monoxide |
| Slag(liq) | ||
| Above liquidus | >1340 °C | Slag(liq) |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Iljana, M.; Heikkinen, E.-P.; Fabritius, T. Estimation of Iron Ore Pellet Softening in a Blast Furnace with Computational Thermodynamics. Metals 2021, 11, 1515. https://doi.org/10.3390/met11101515
Iljana M, Heikkinen E-P, Fabritius T. Estimation of Iron Ore Pellet Softening in a Blast Furnace with Computational Thermodynamics. Metals. 2021; 11(10):1515. https://doi.org/10.3390/met11101515
Chicago/Turabian StyleIljana, Mikko, Eetu-Pekka Heikkinen, and Timo Fabritius. 2021. "Estimation of Iron Ore Pellet Softening in a Blast Furnace with Computational Thermodynamics" Metals 11, no. 10: 1515. https://doi.org/10.3390/met11101515
APA StyleIljana, M., Heikkinen, E.-P., & Fabritius, T. (2021). Estimation of Iron Ore Pellet Softening in a Blast Furnace with Computational Thermodynamics. Metals, 11(10), 1515. https://doi.org/10.3390/met11101515