
FE Analysis of Laser Shock Peening on STS304 and the Effect of Static Damping on the Solution

 , ,
, ,
Abstract
:1. Introduction
2. LSP Process Modeling
2.1. Conservation Equations for Explicit Analysis
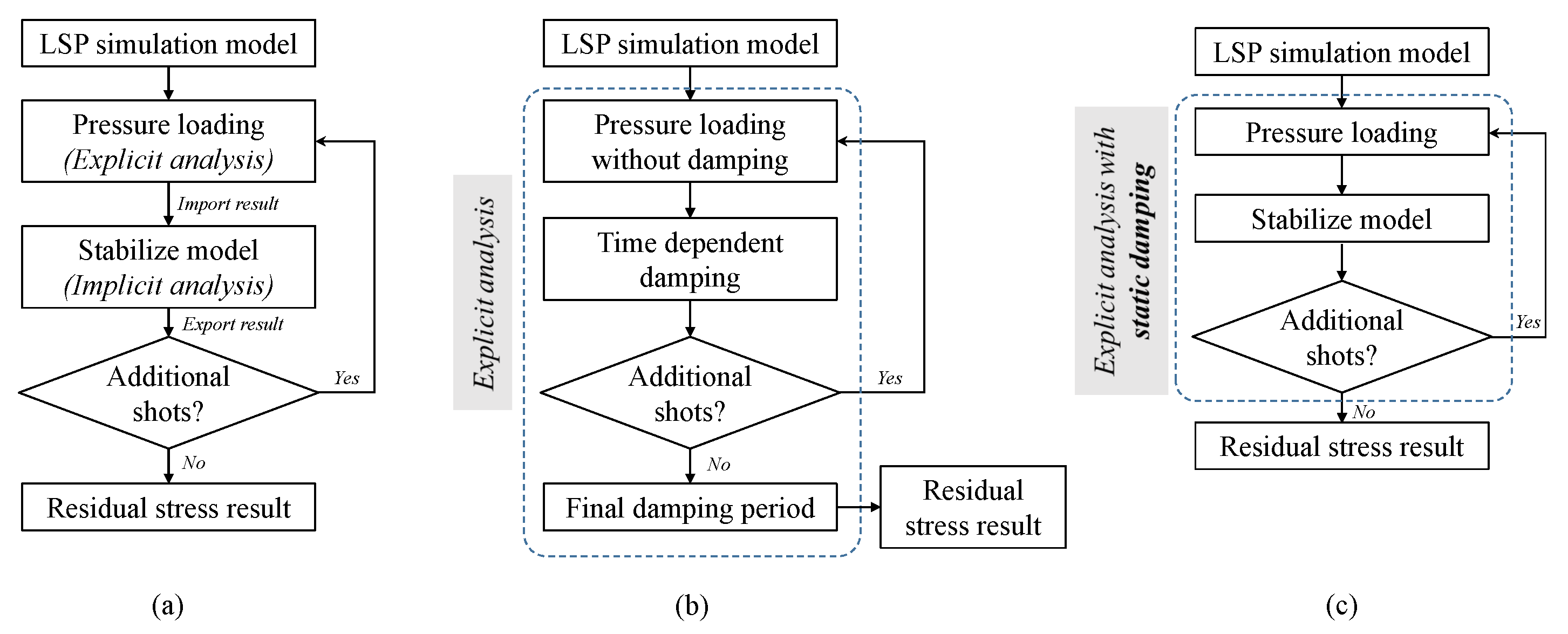
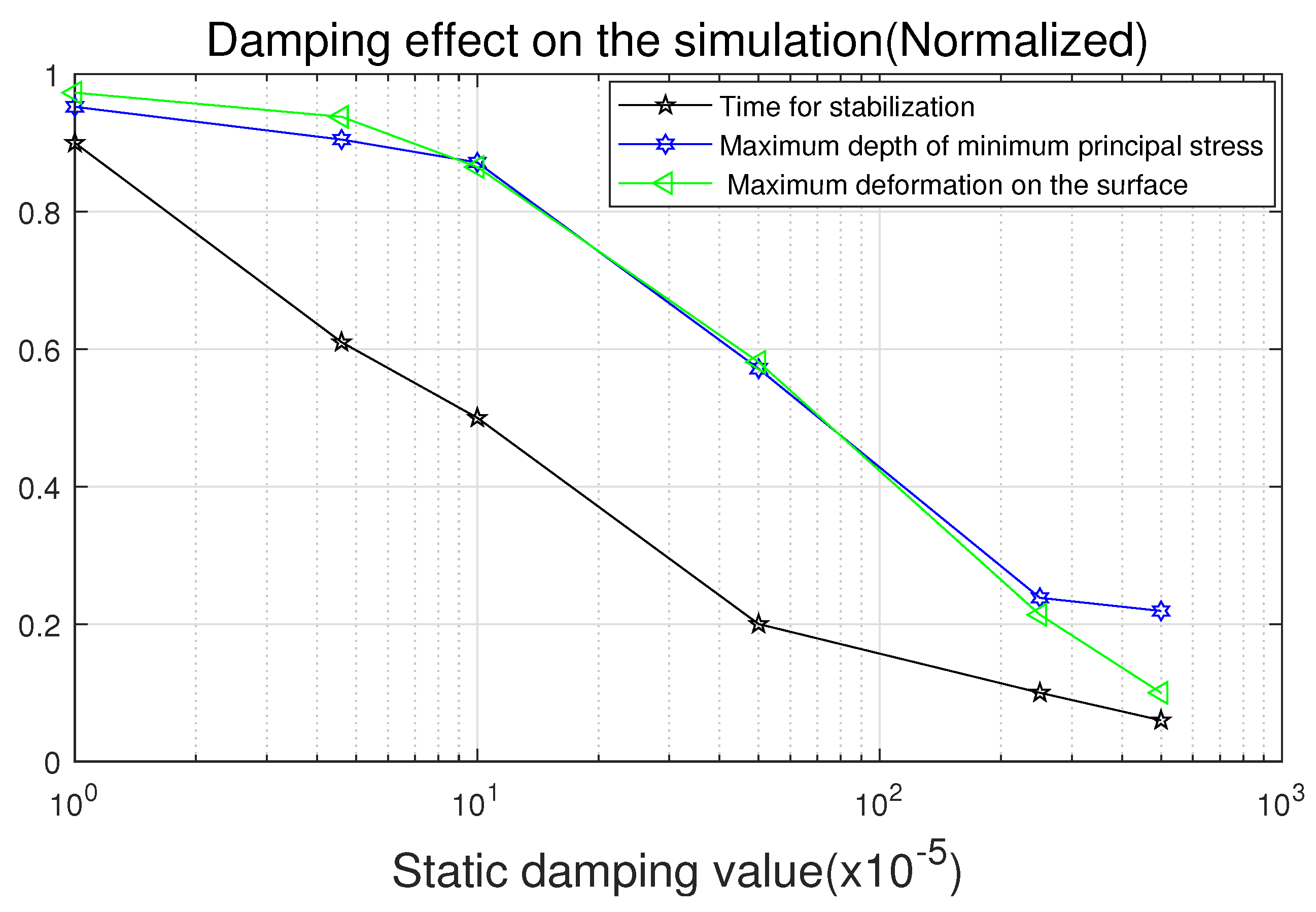
2.2. Static Damping
2.3. Stress–Strain Model
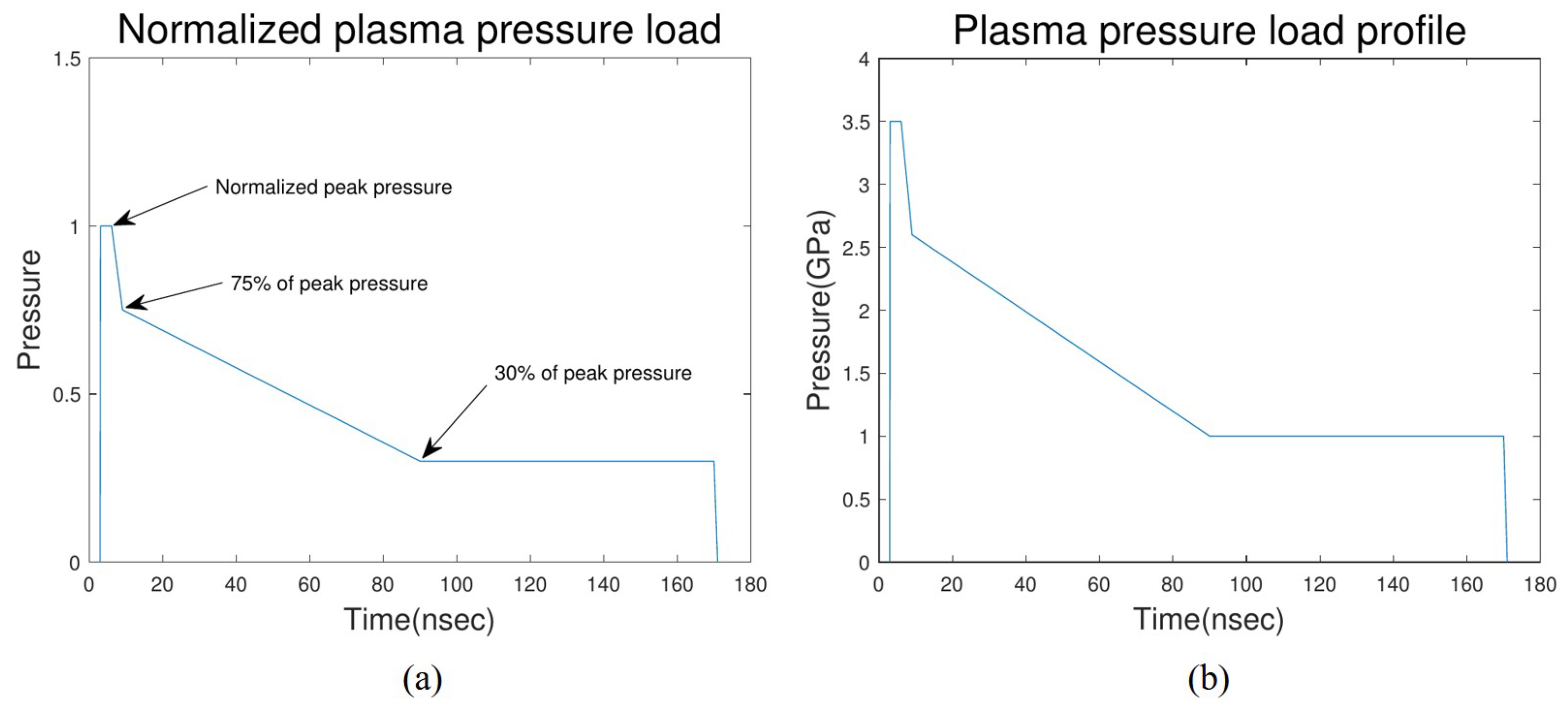
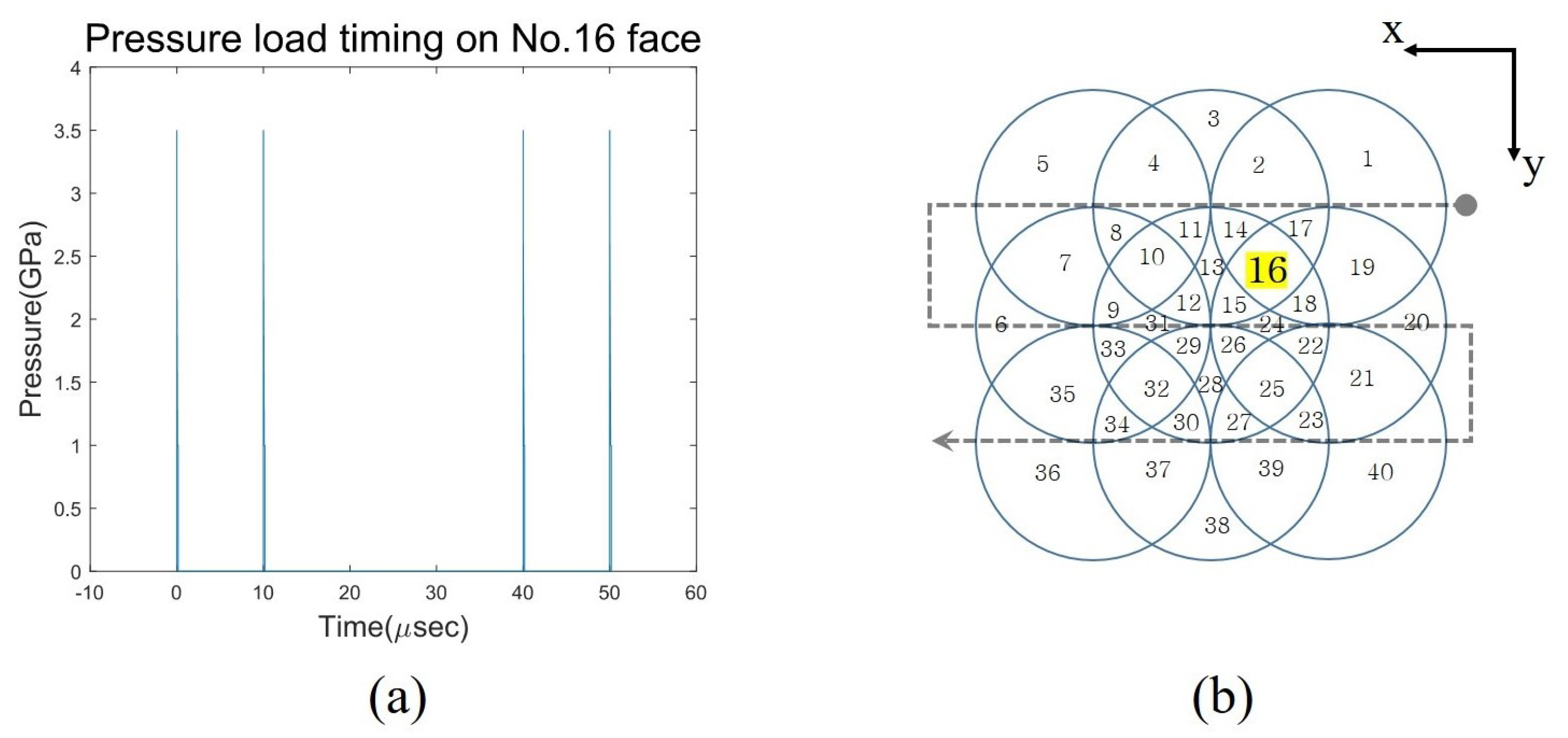
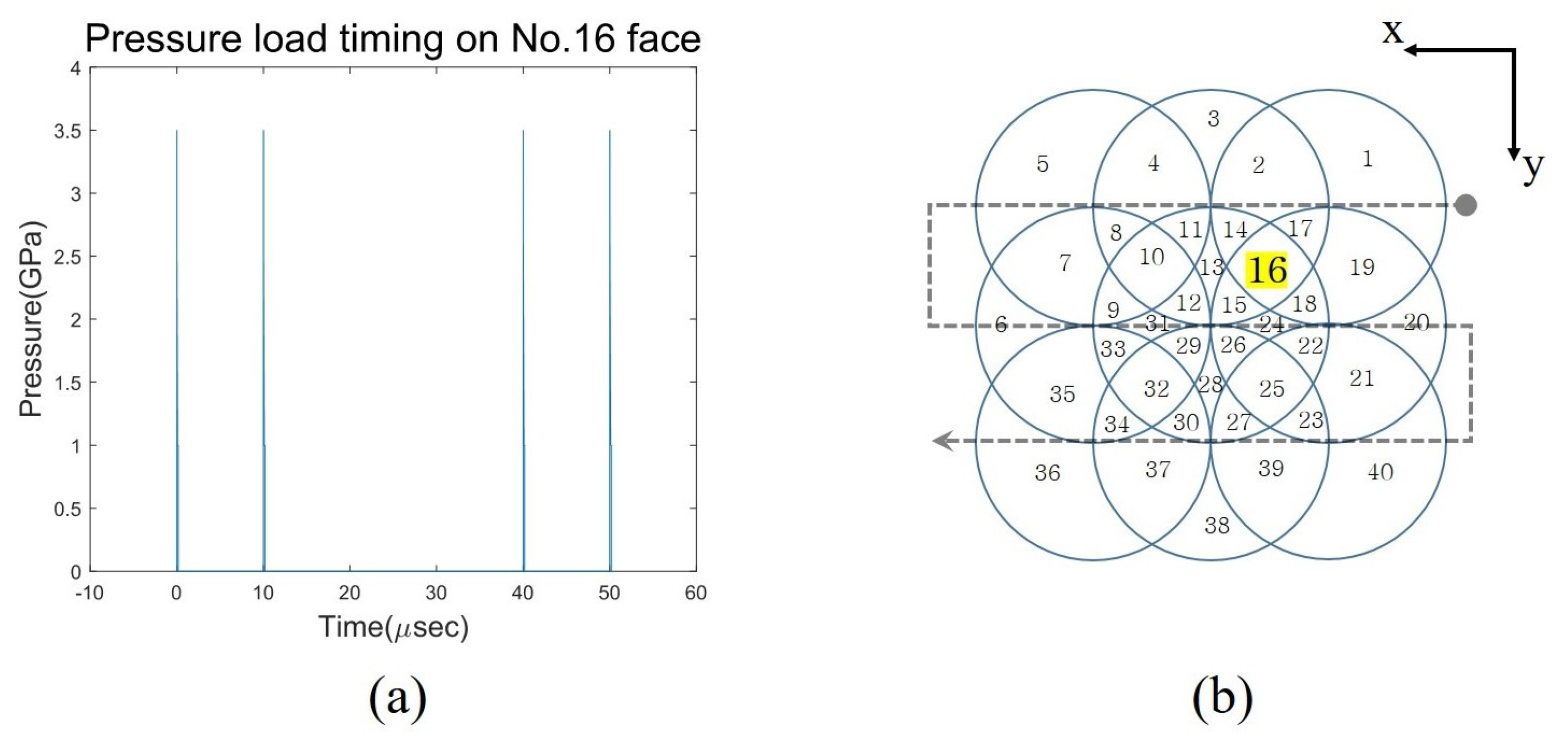
2.4. Pressure Load Model
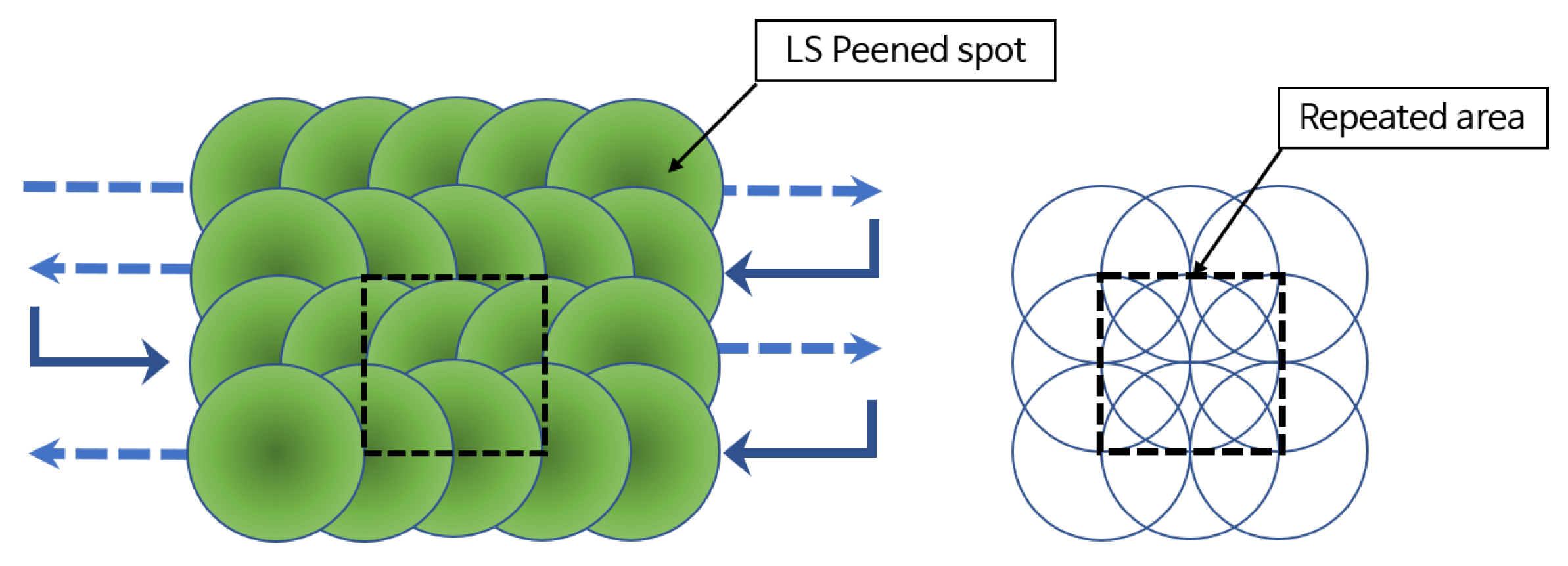
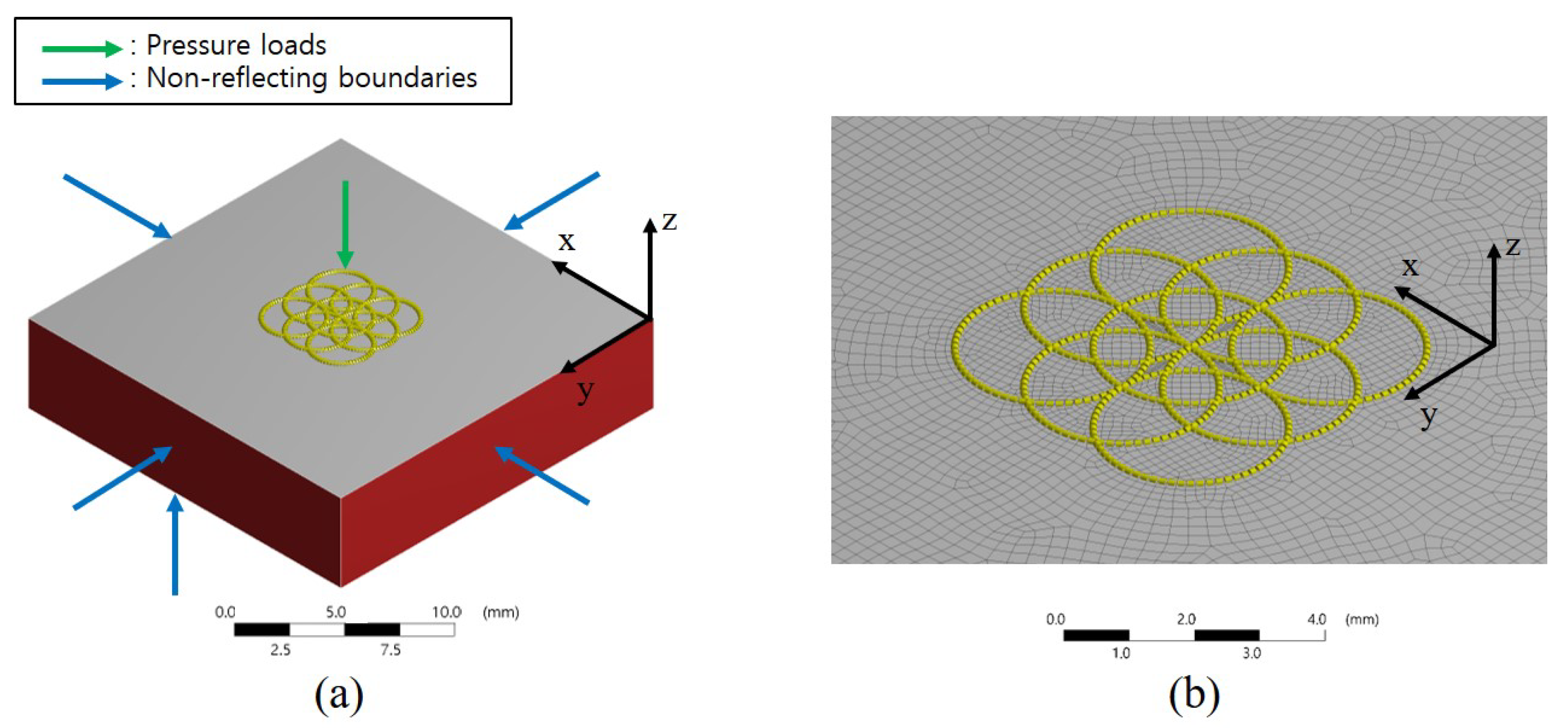
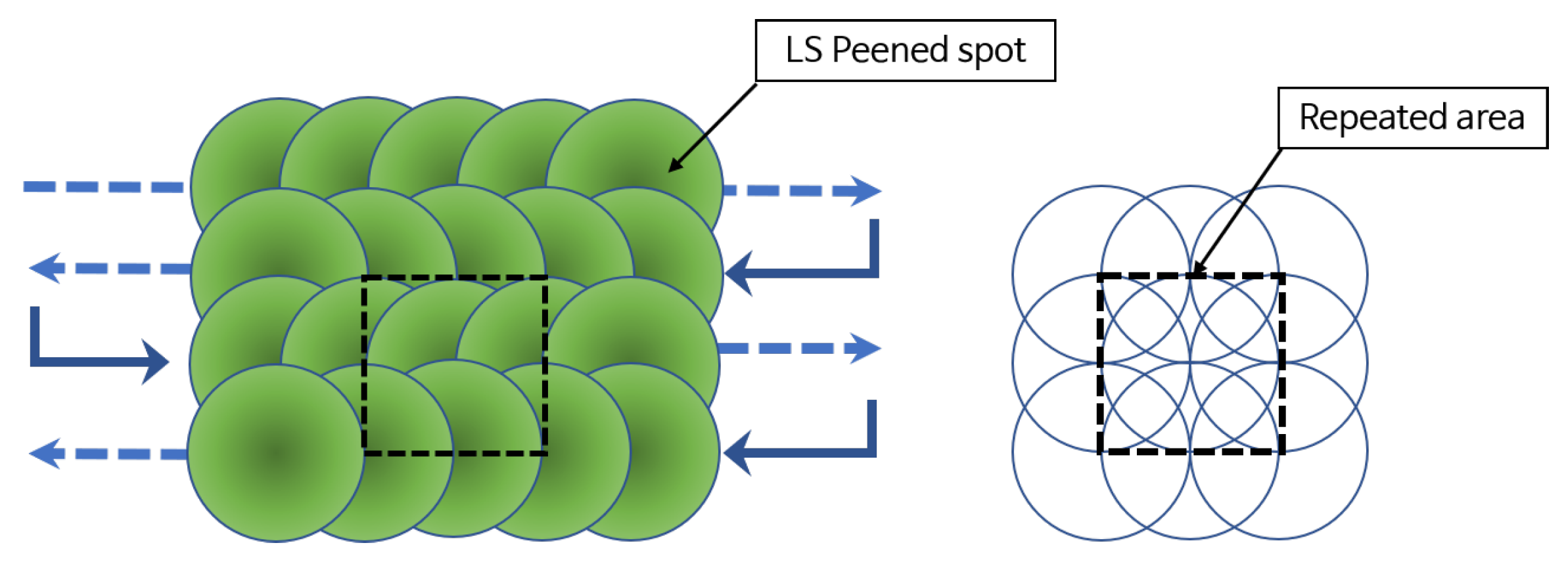
2.5. Overlapped Multiple LSP
3. Experiment and FE Analysis Condition
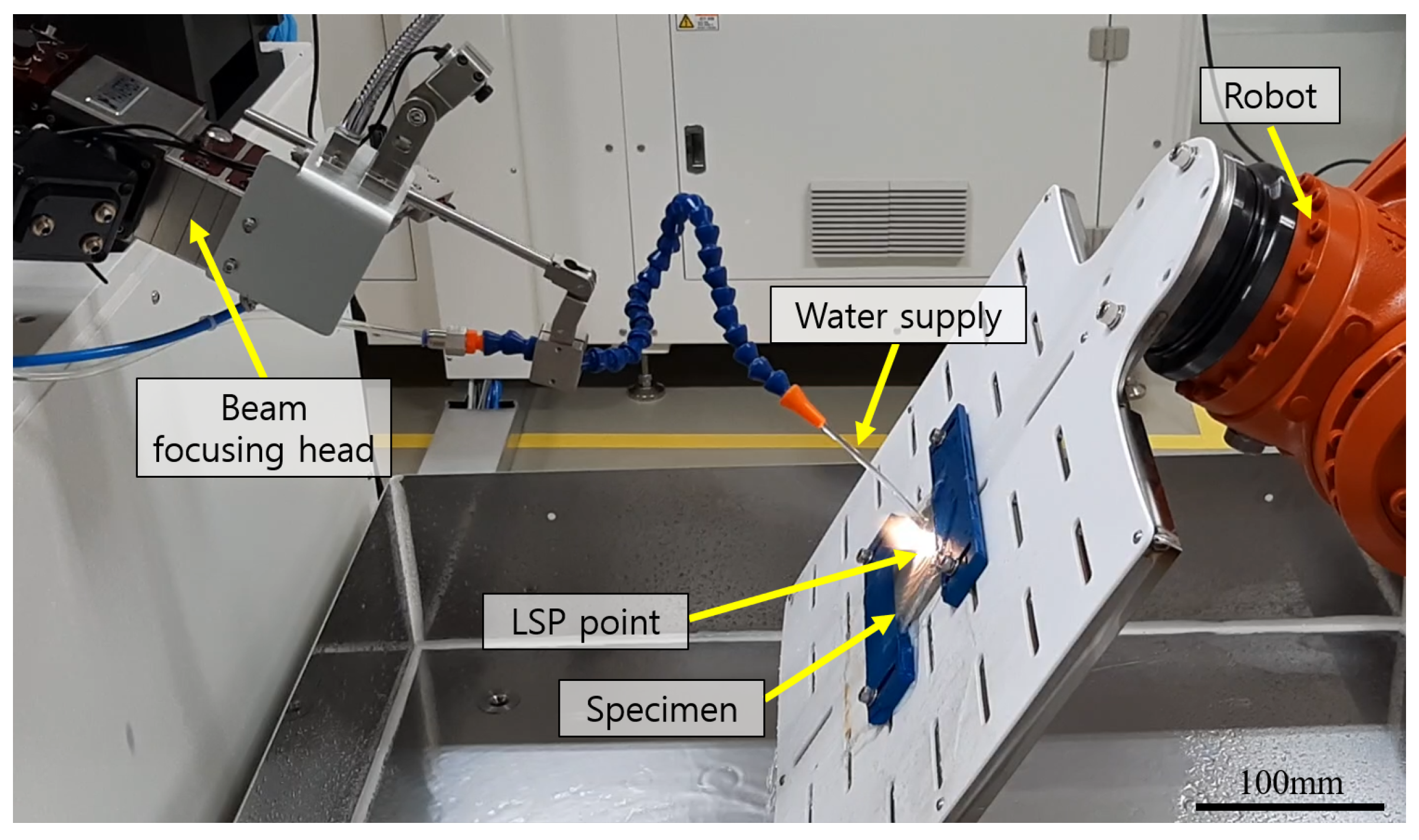
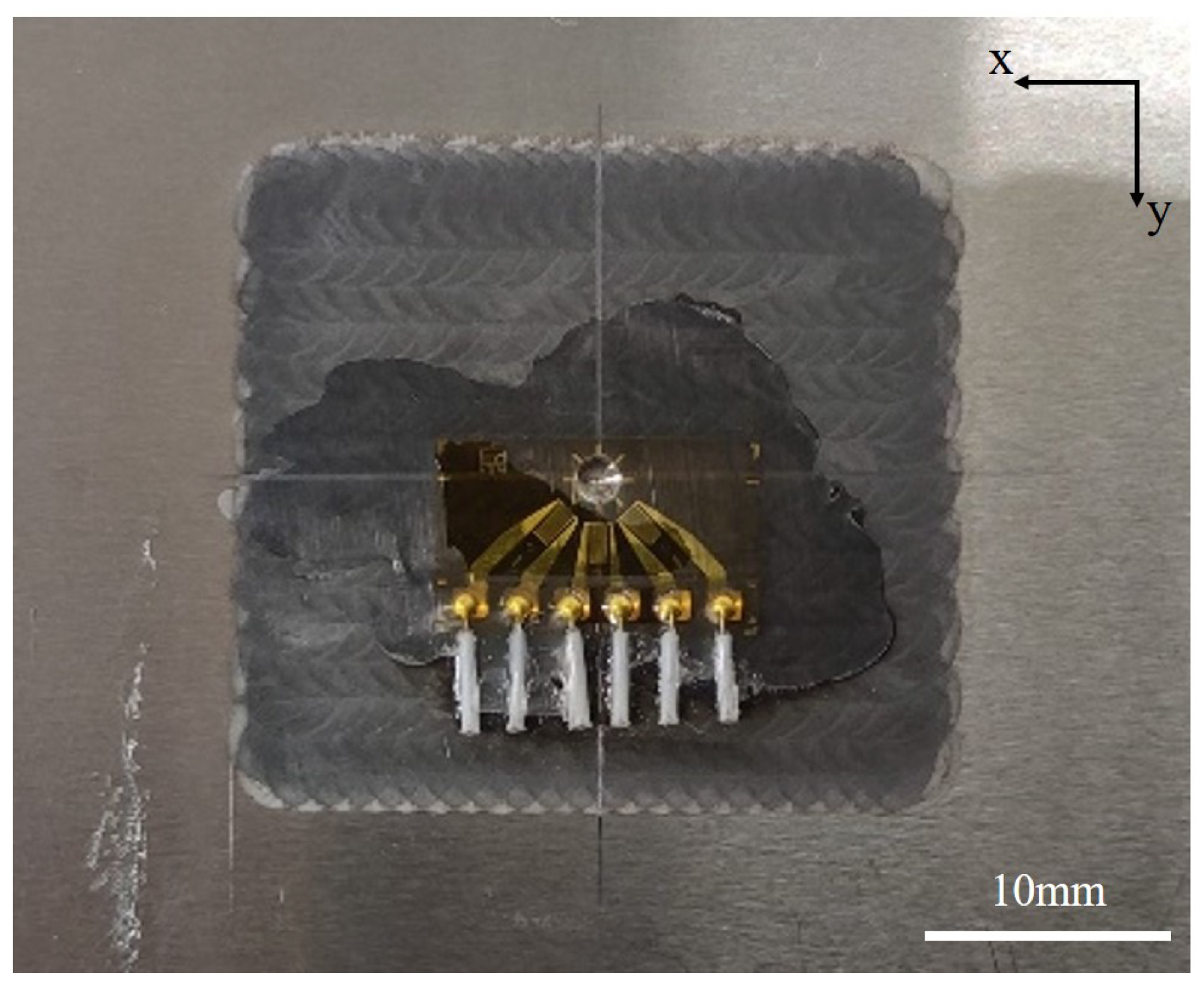
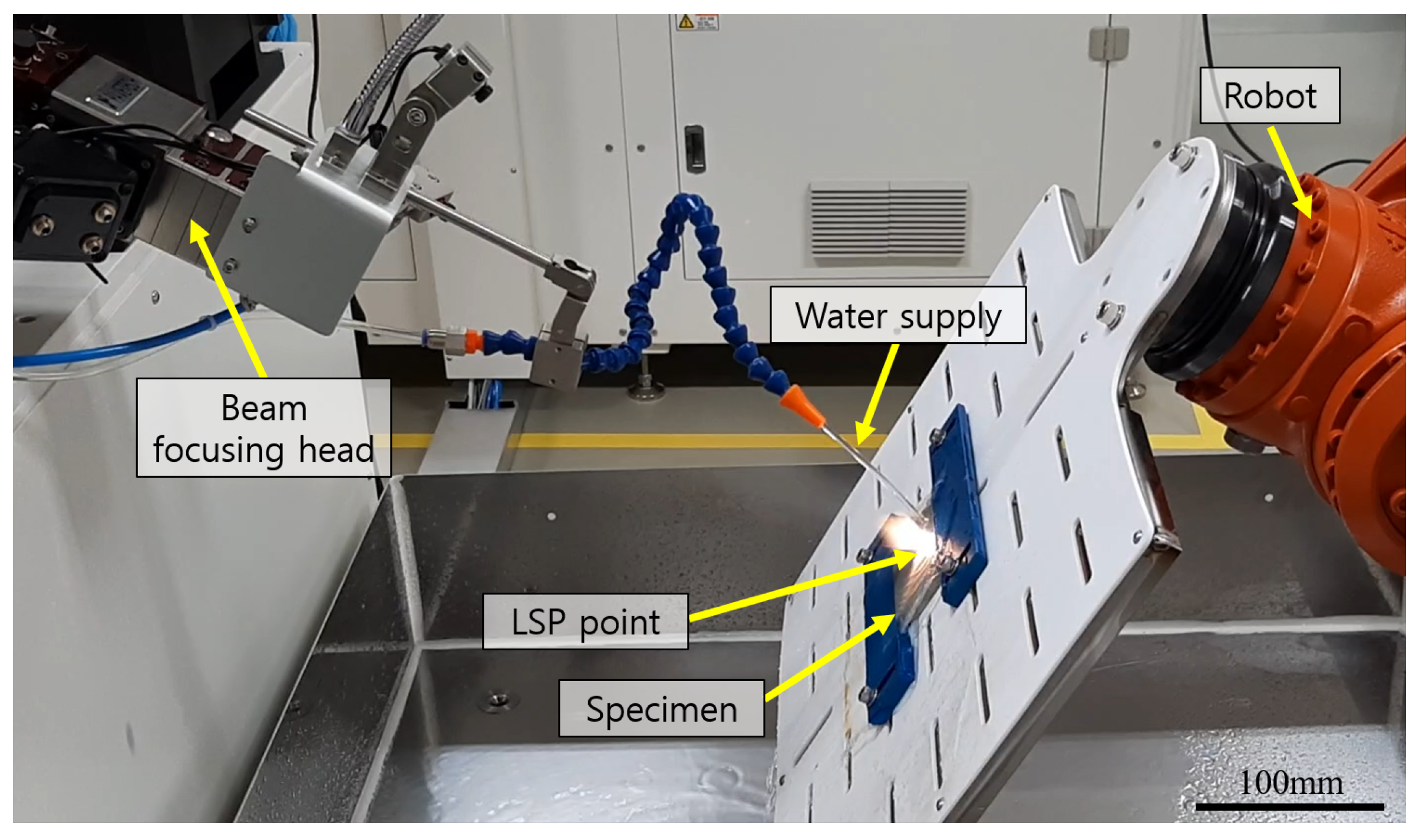
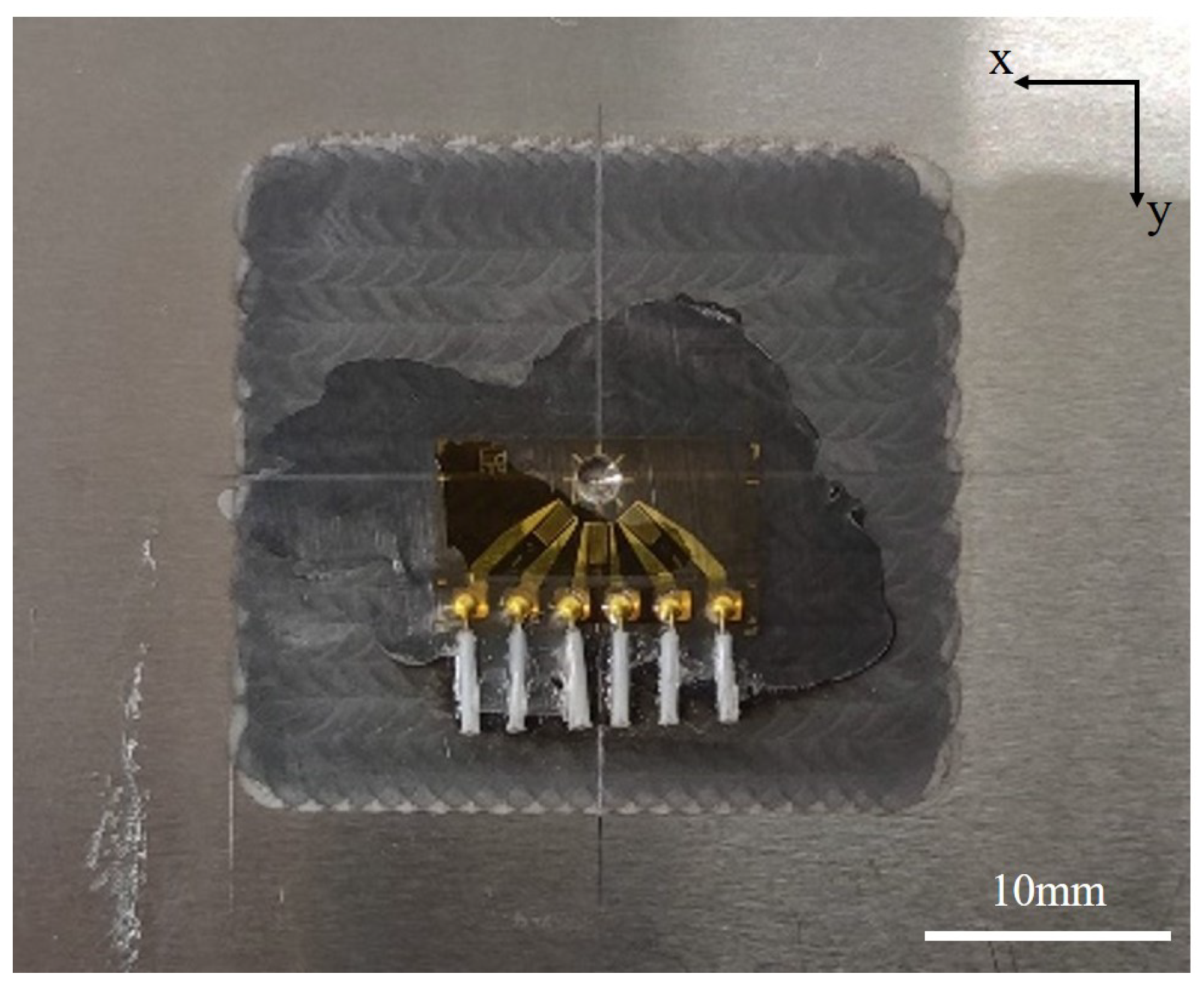
3.1. LSP Experiment Setup
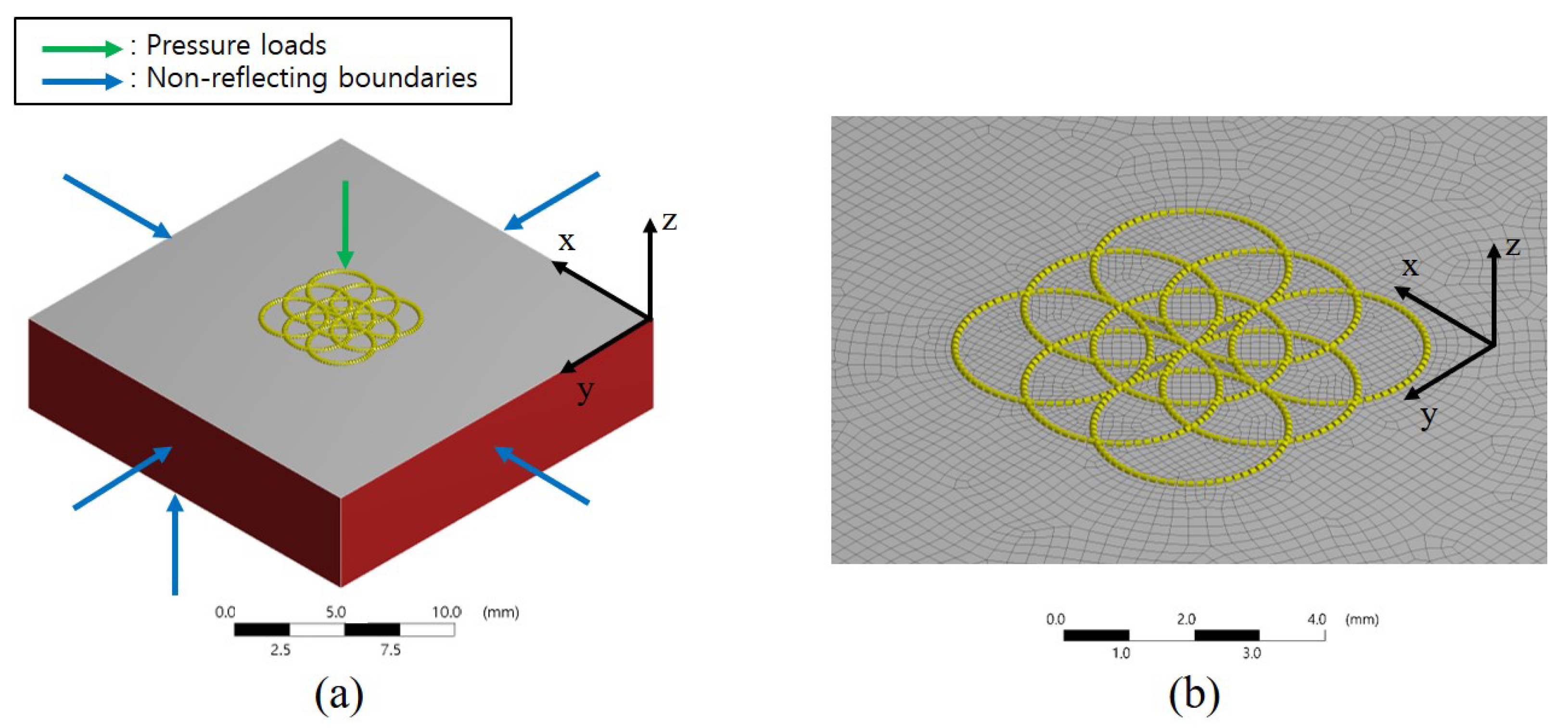
3.2. LSP FE Simulation Setup
4. Results and Discussion
4.1. Single LSP FE Analysis
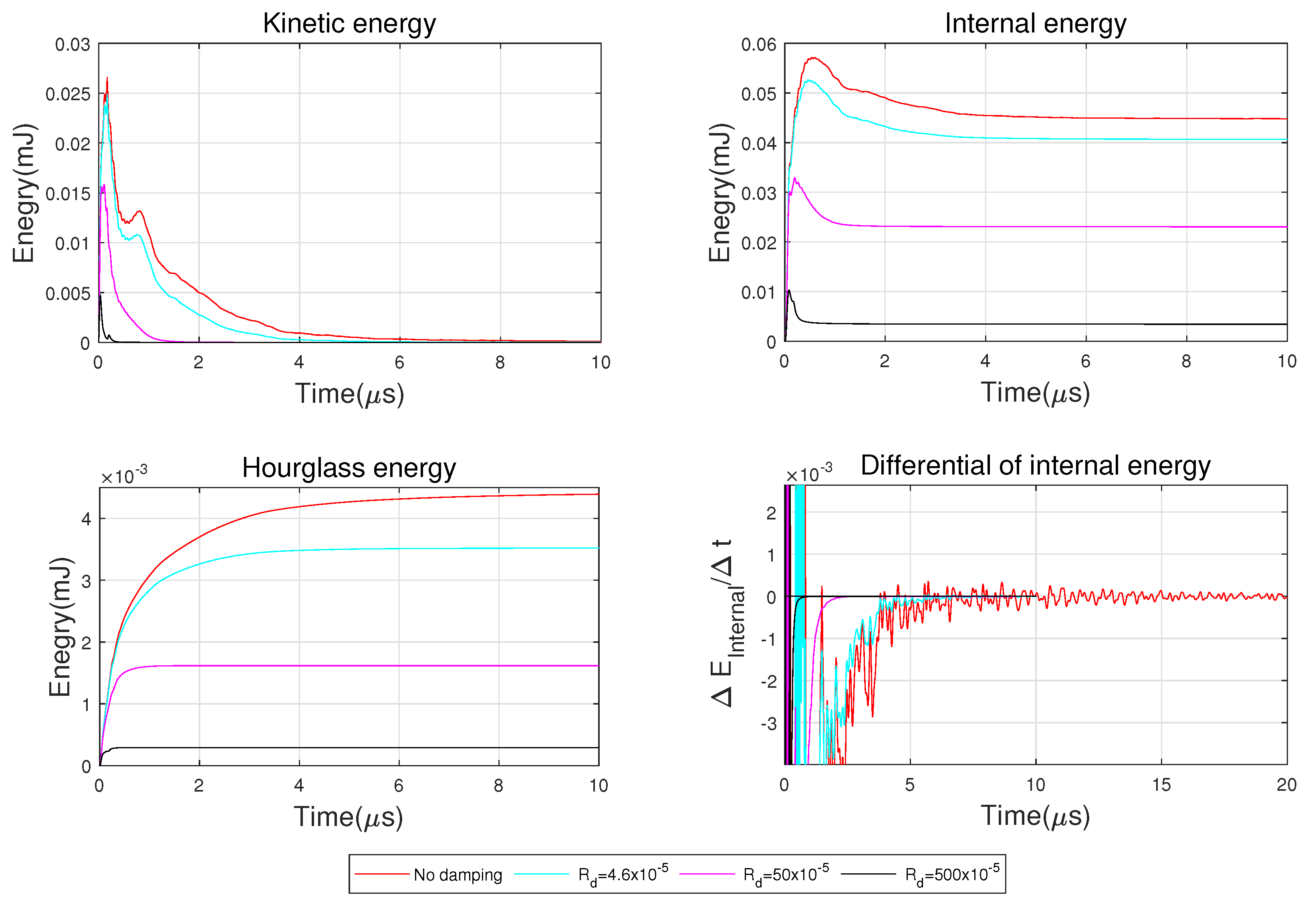
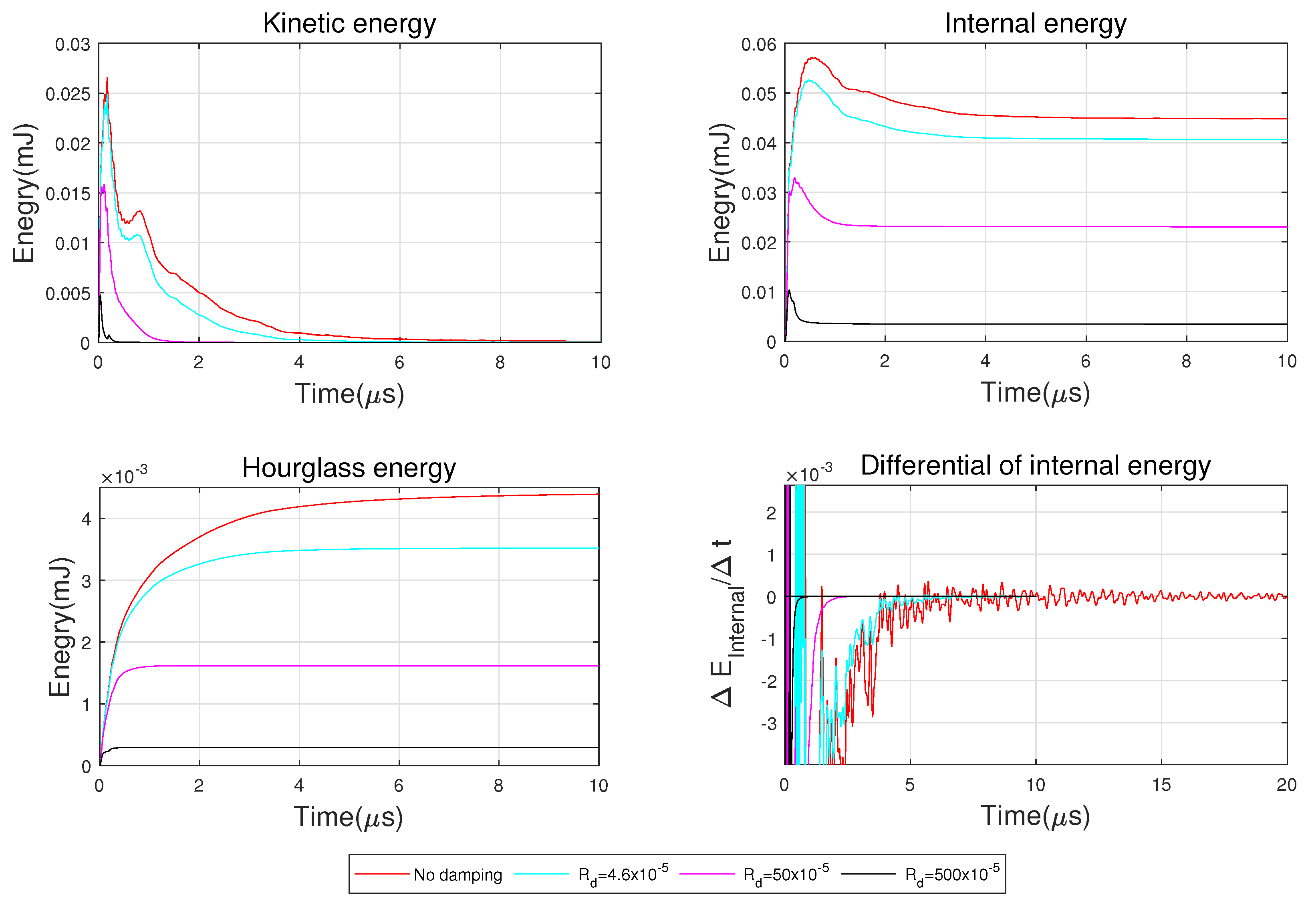
4.1.1. Energy Summary
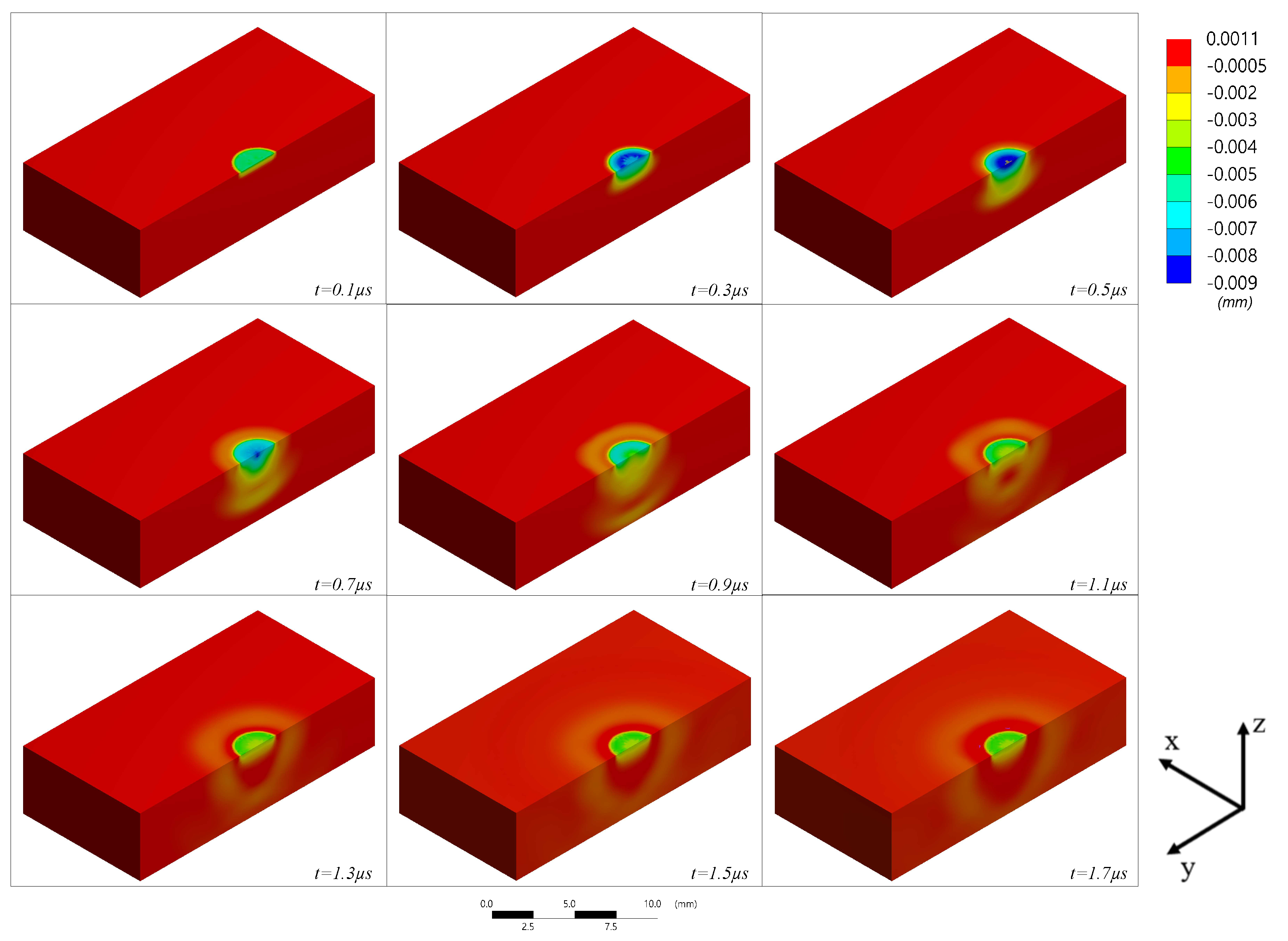
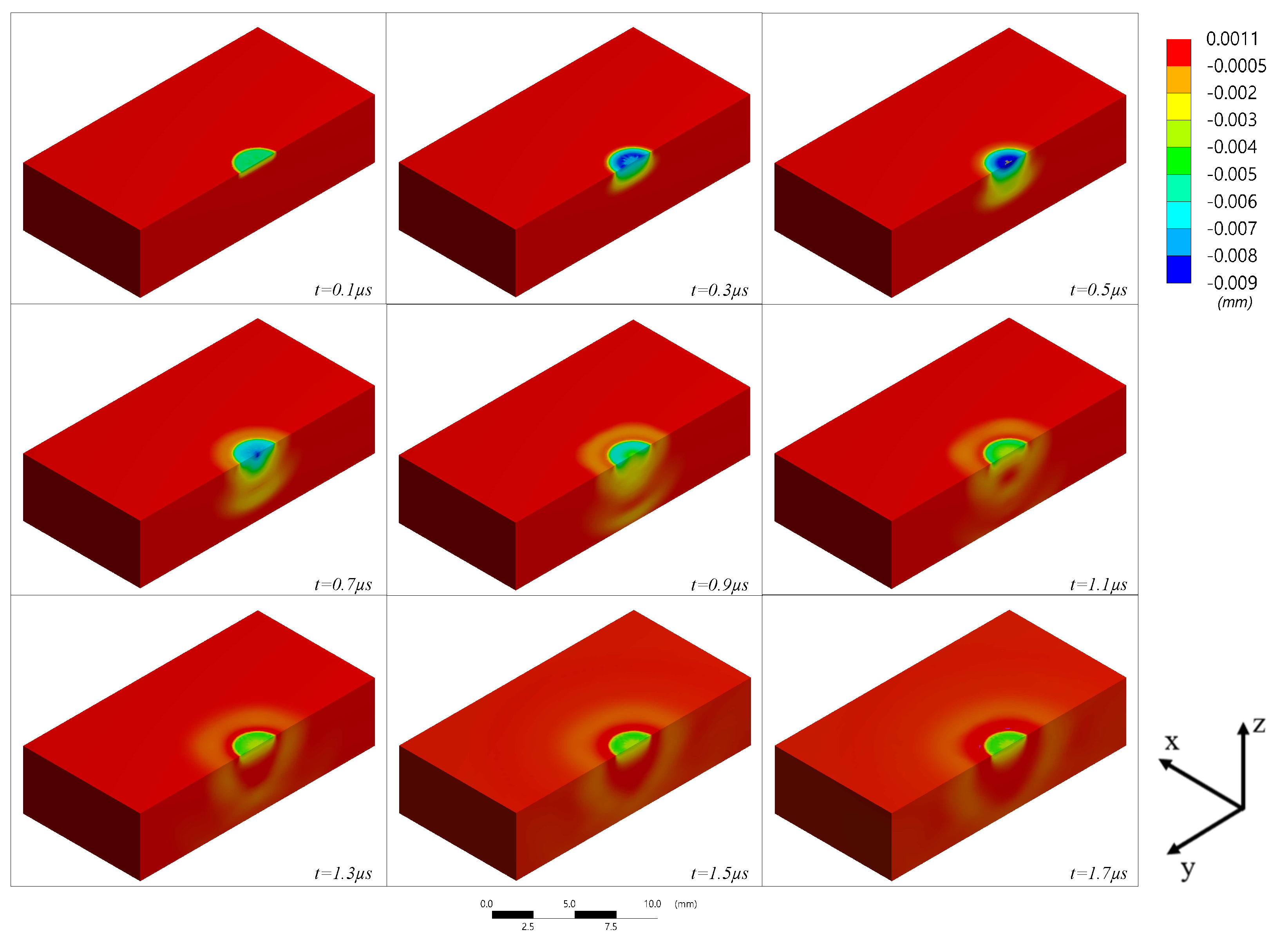
4.1.2. Transient Analysis
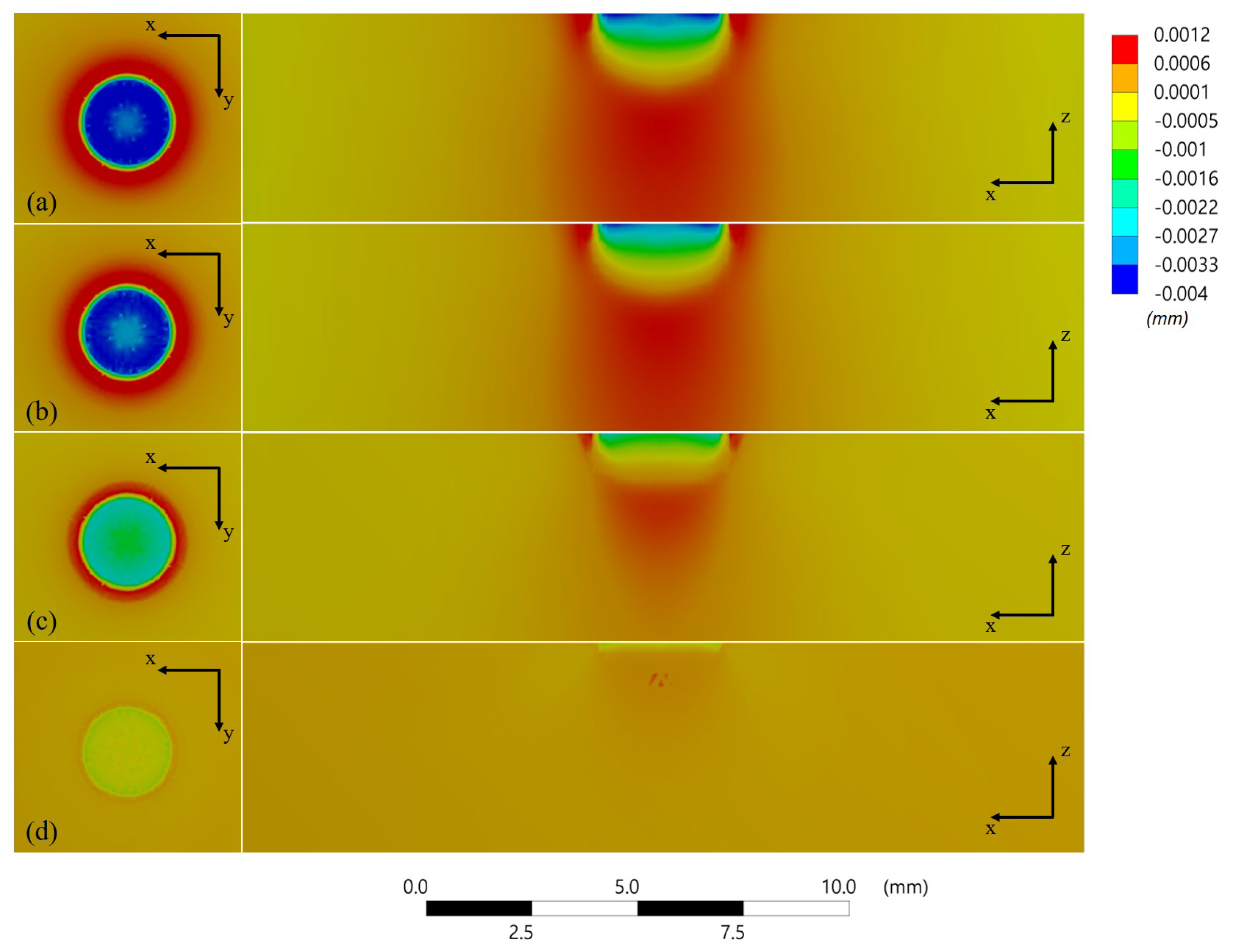
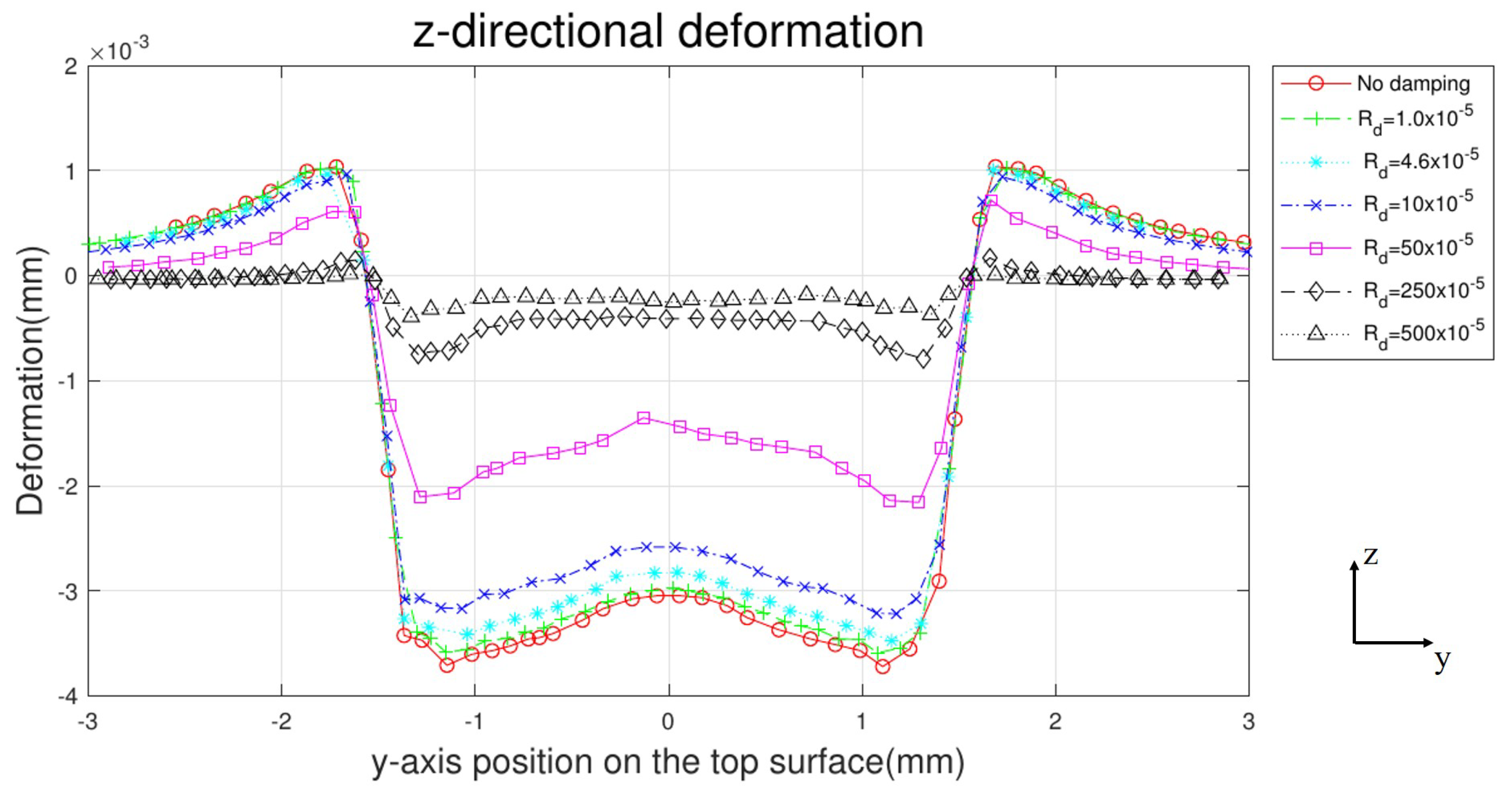
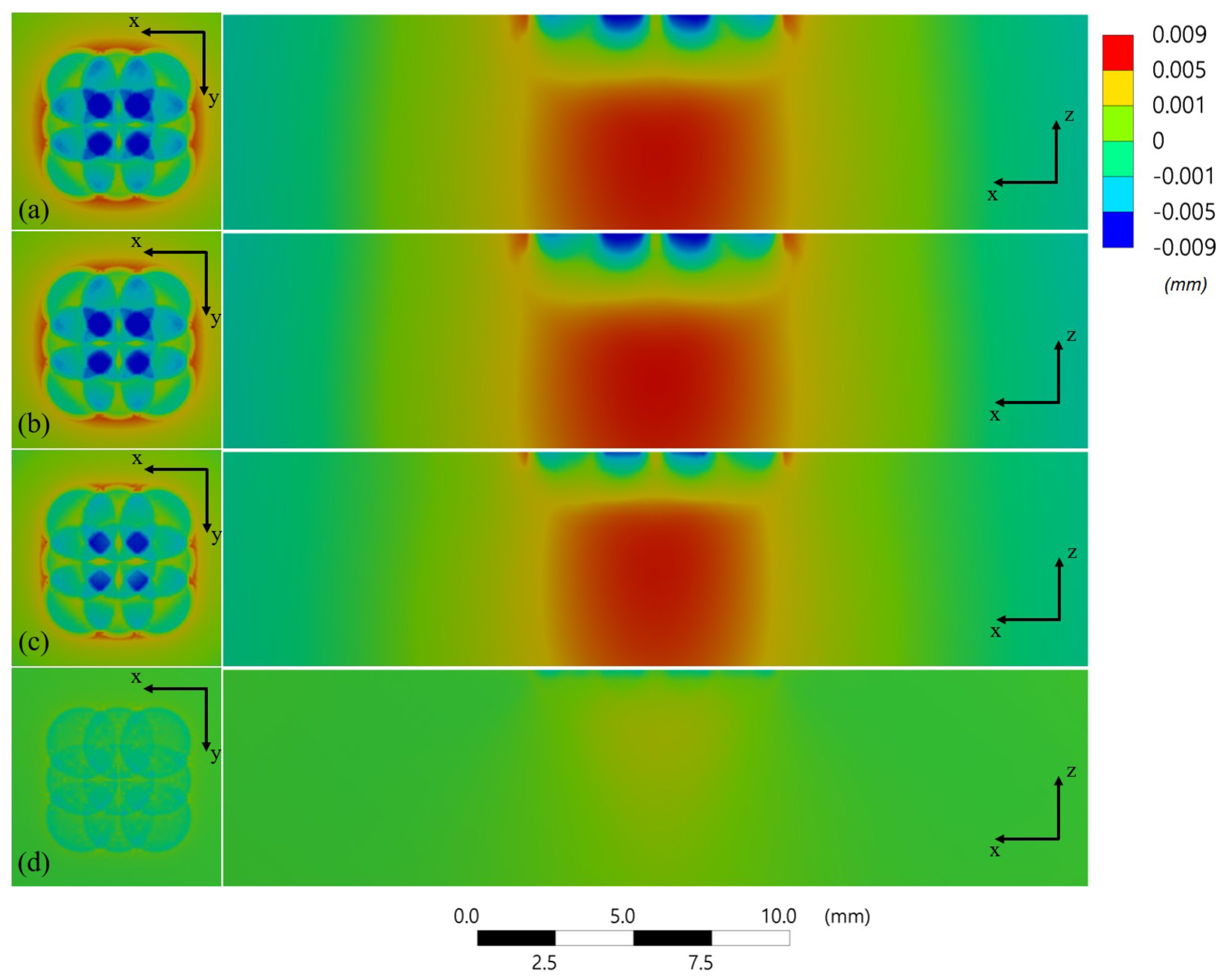
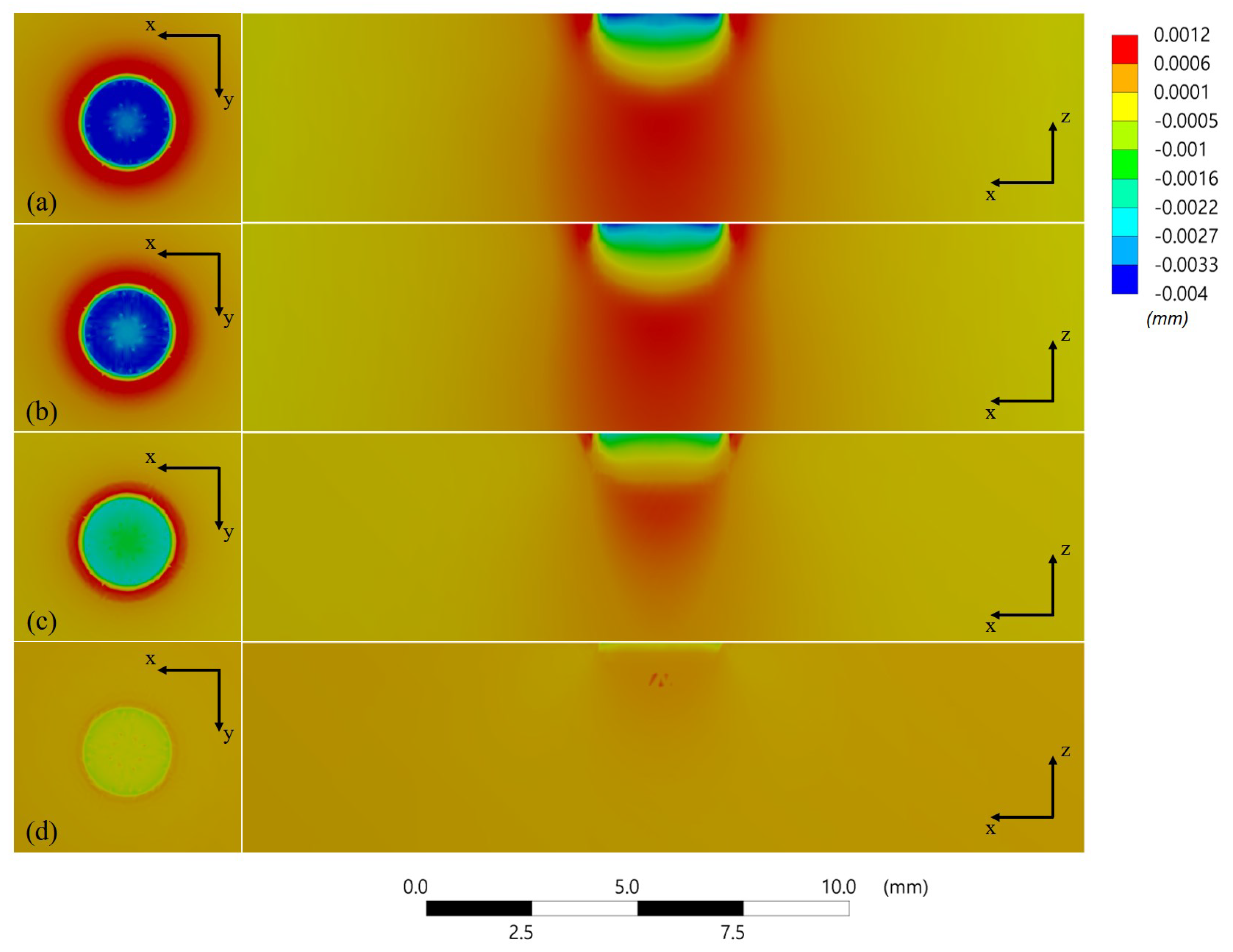
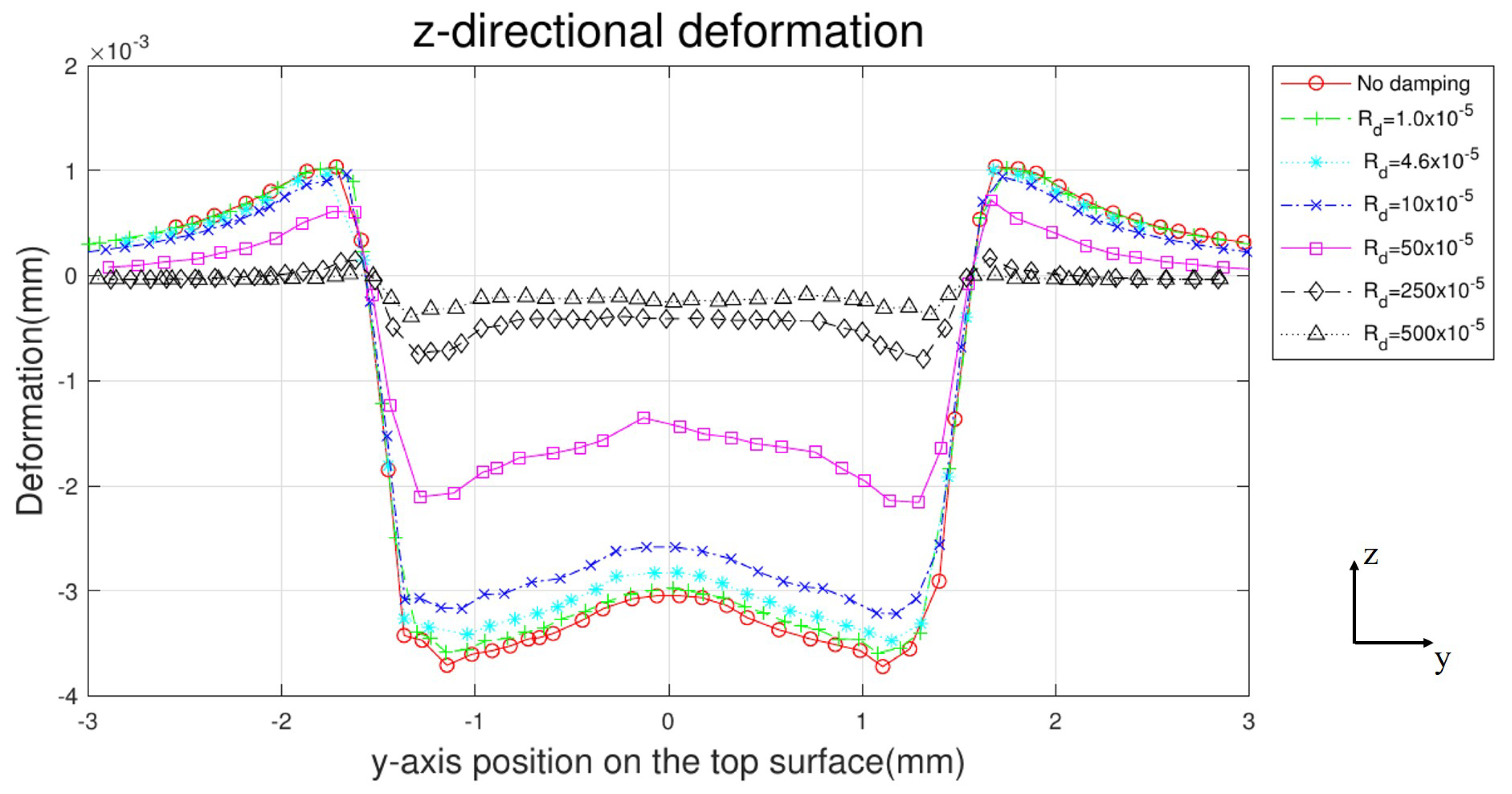
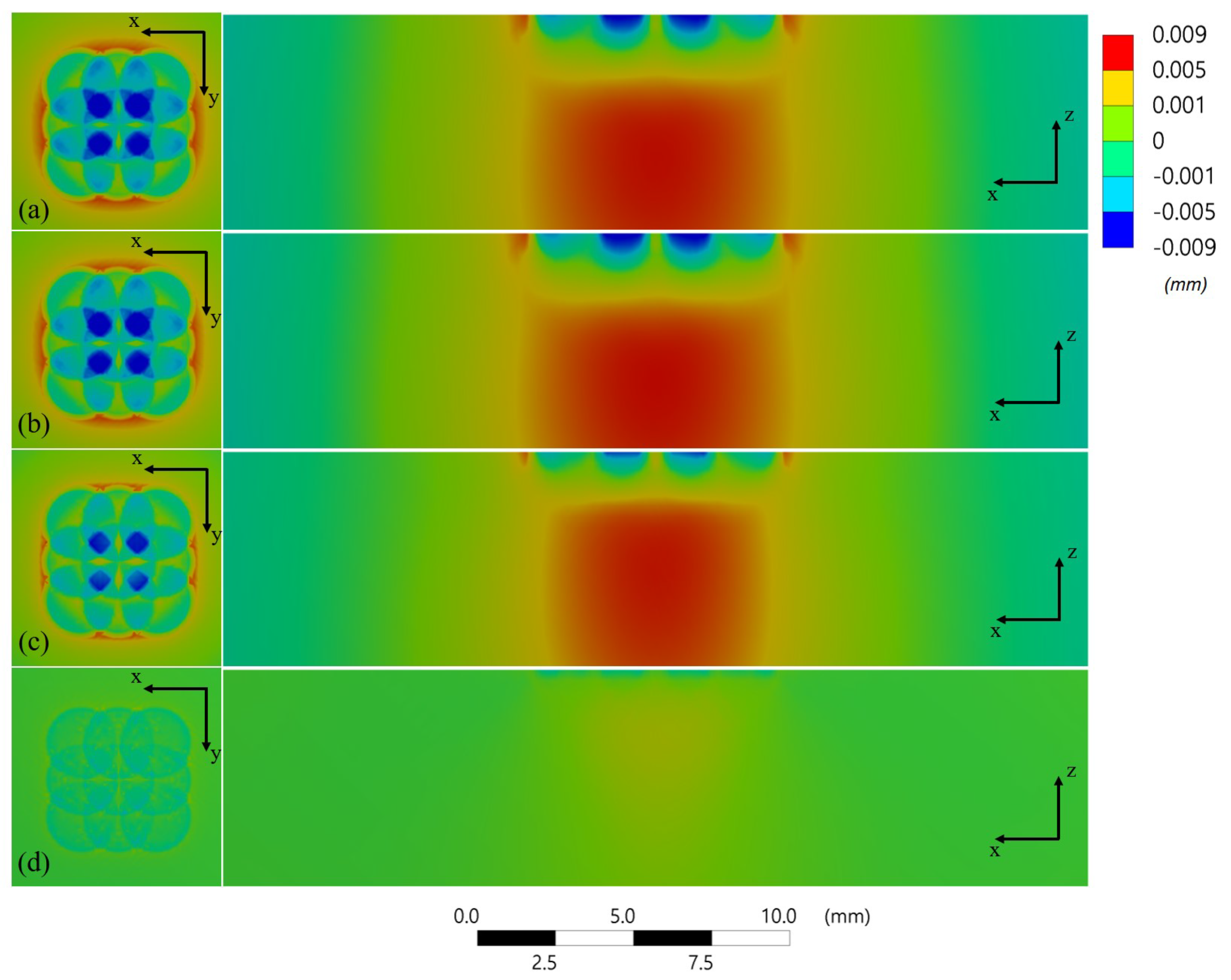
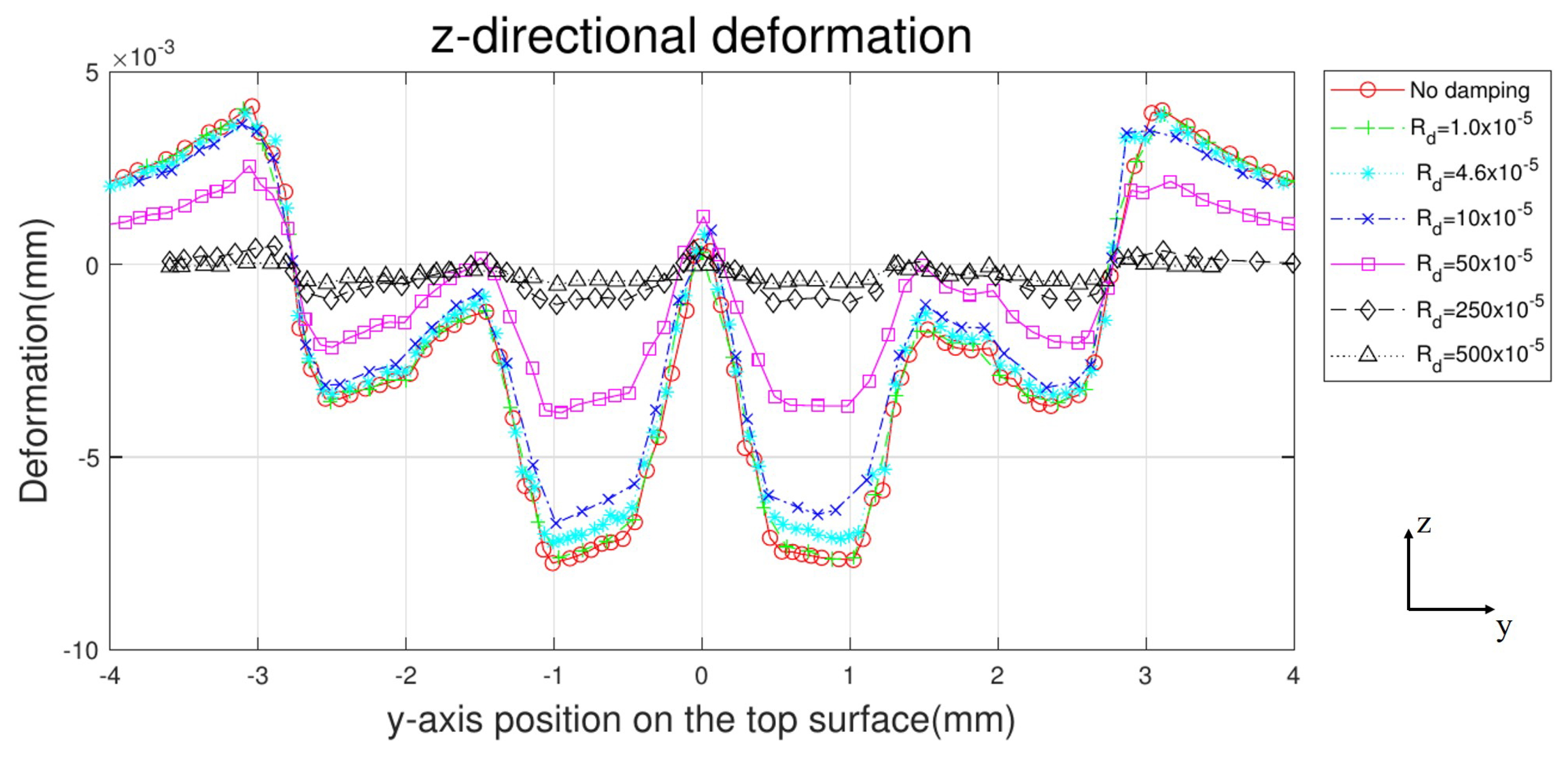
4.1.3. Deformation Distribution
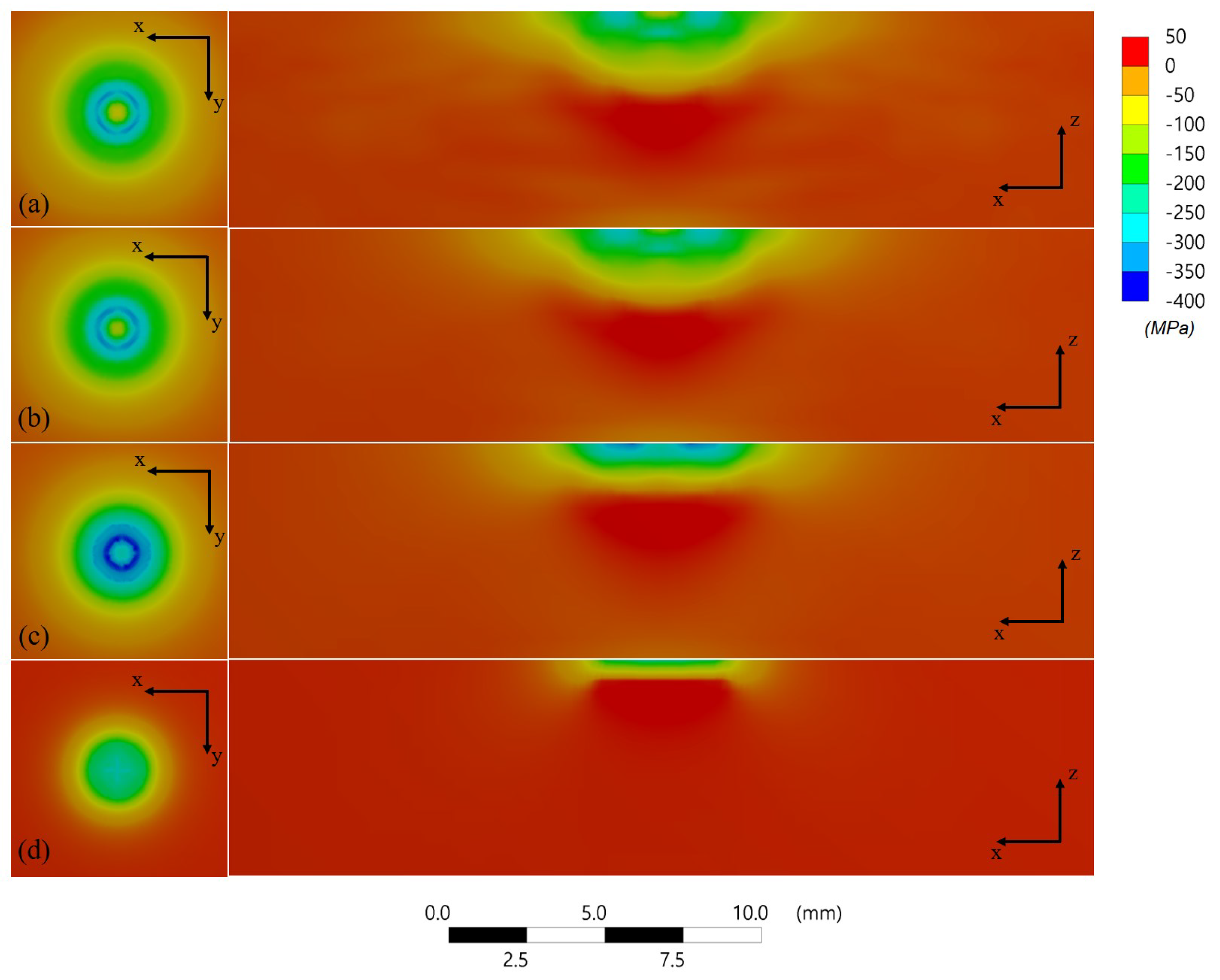
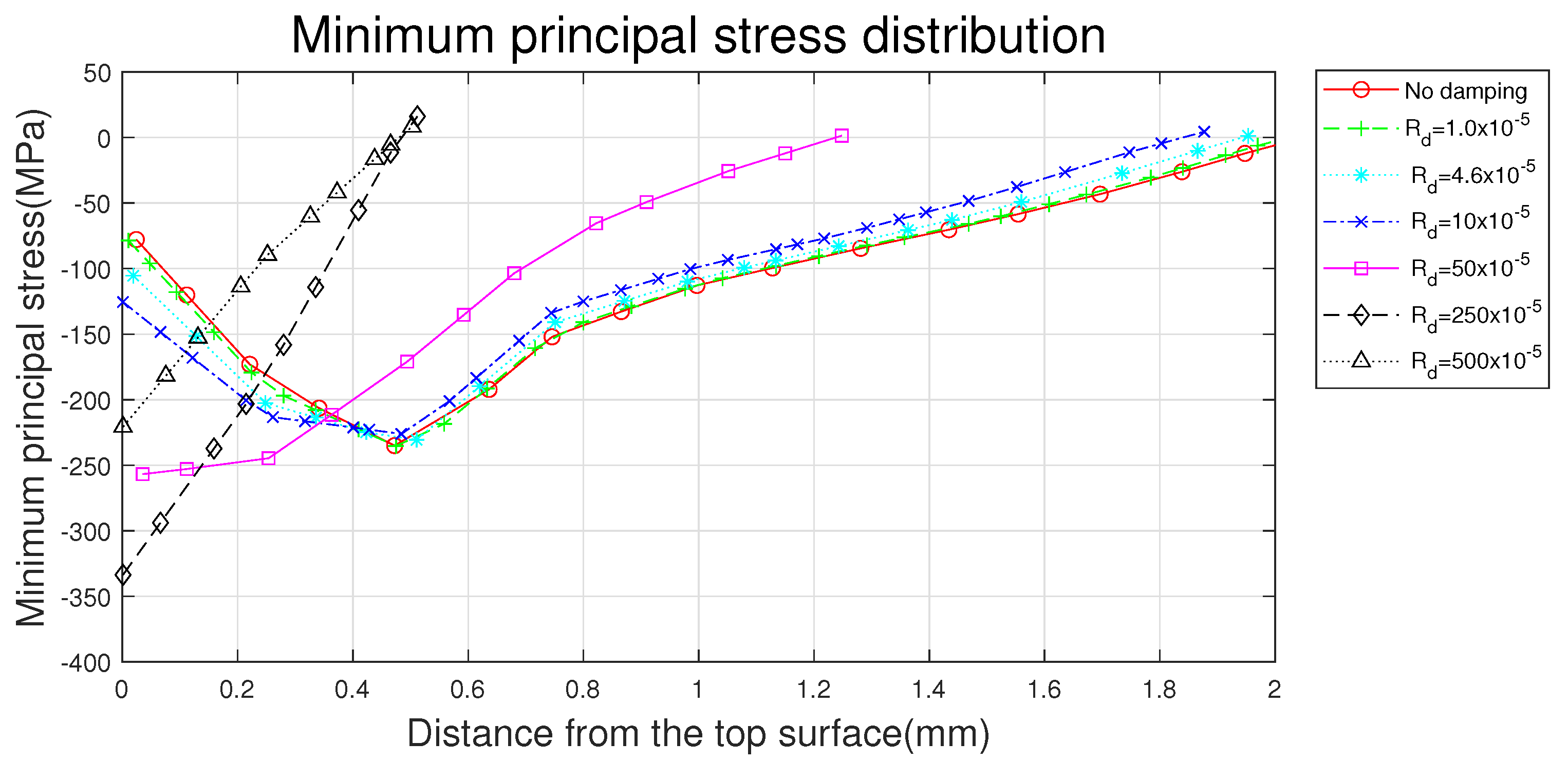
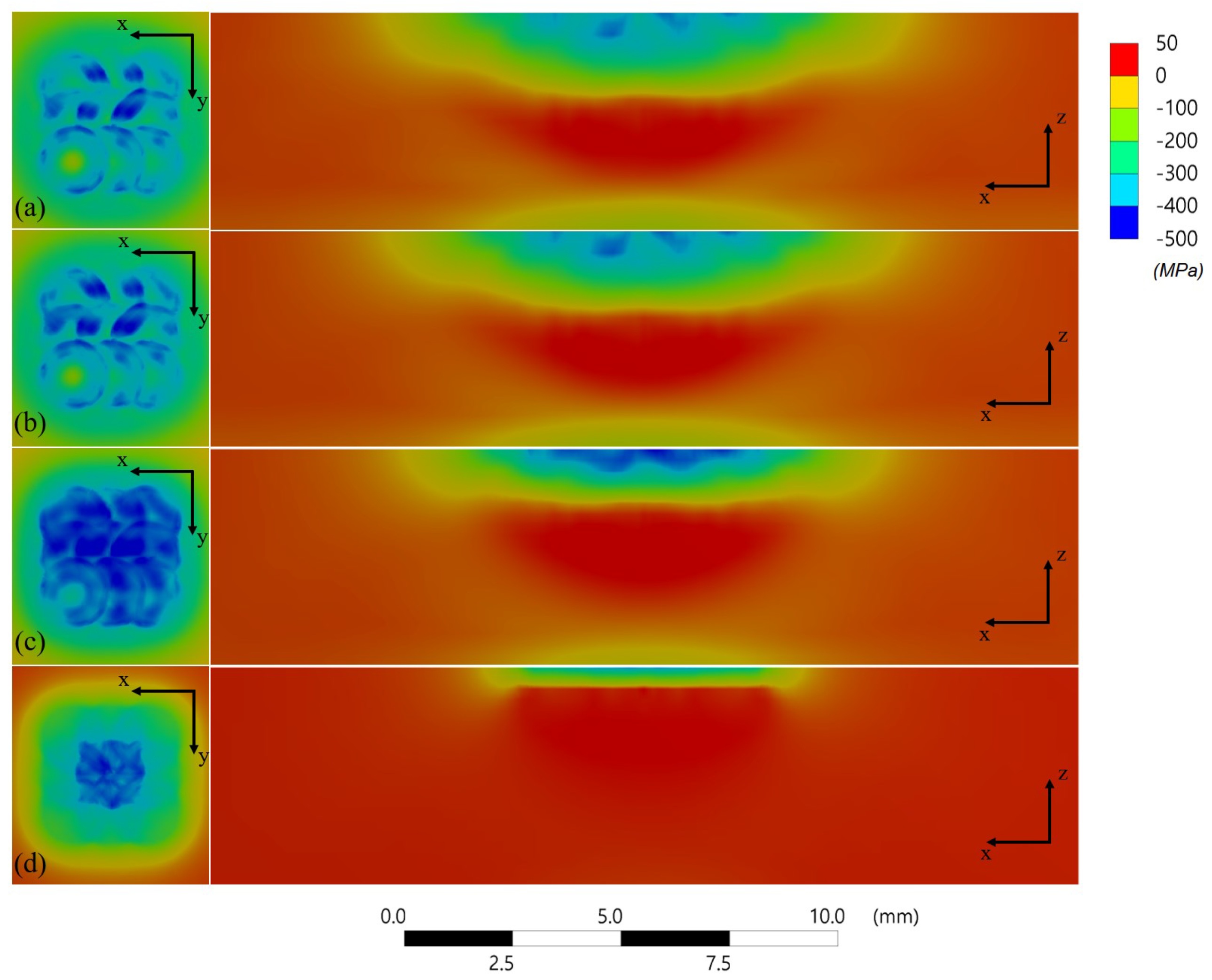
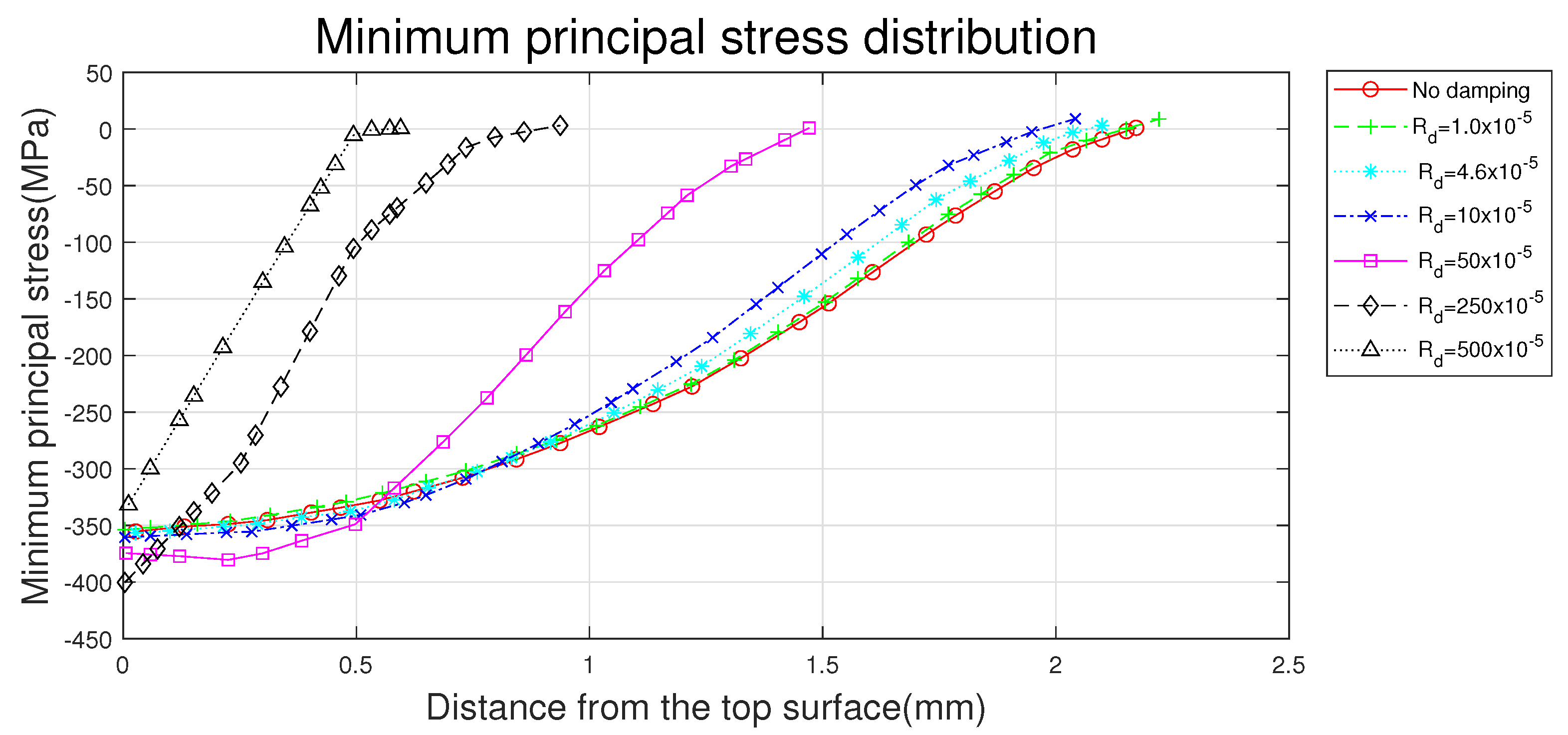
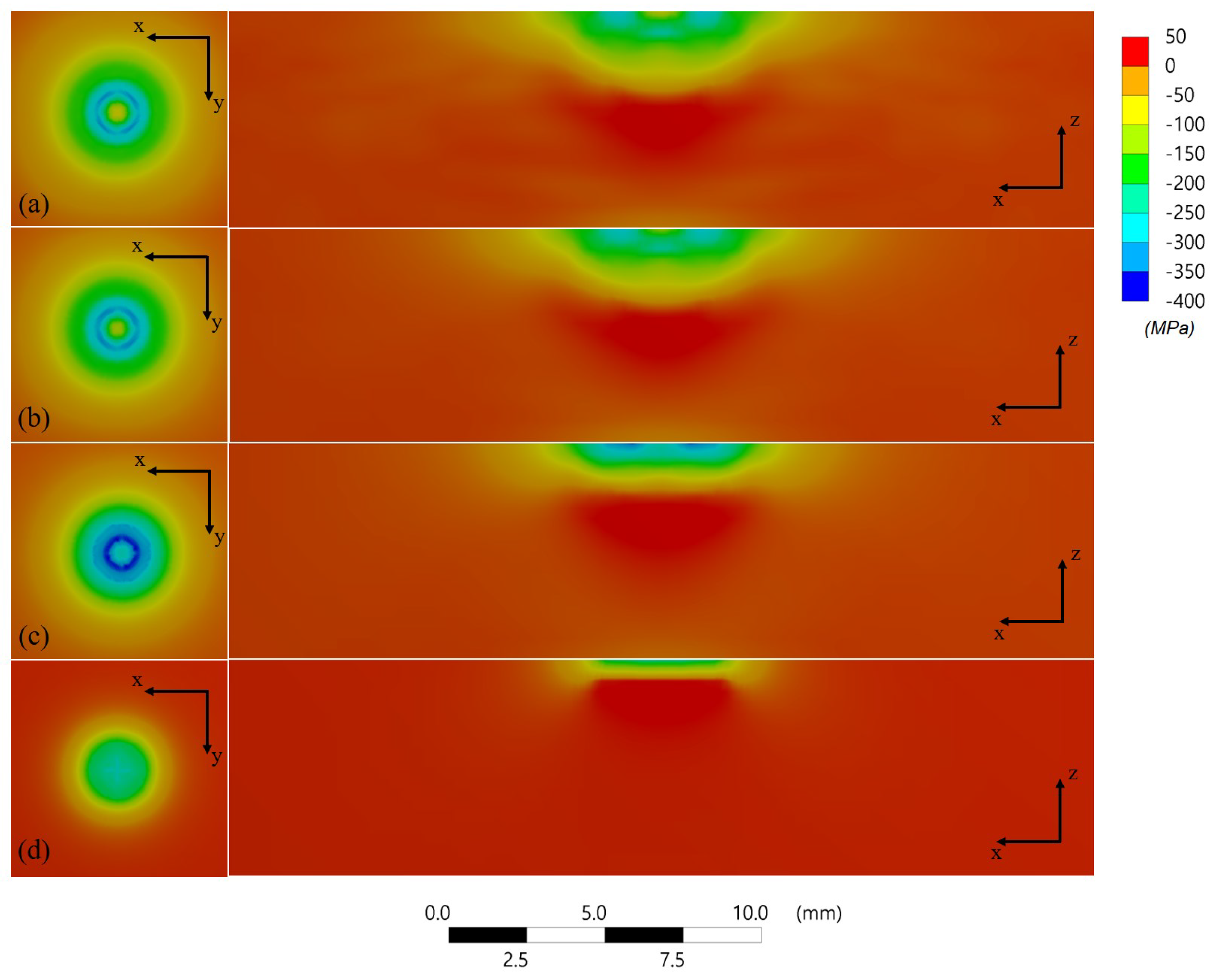
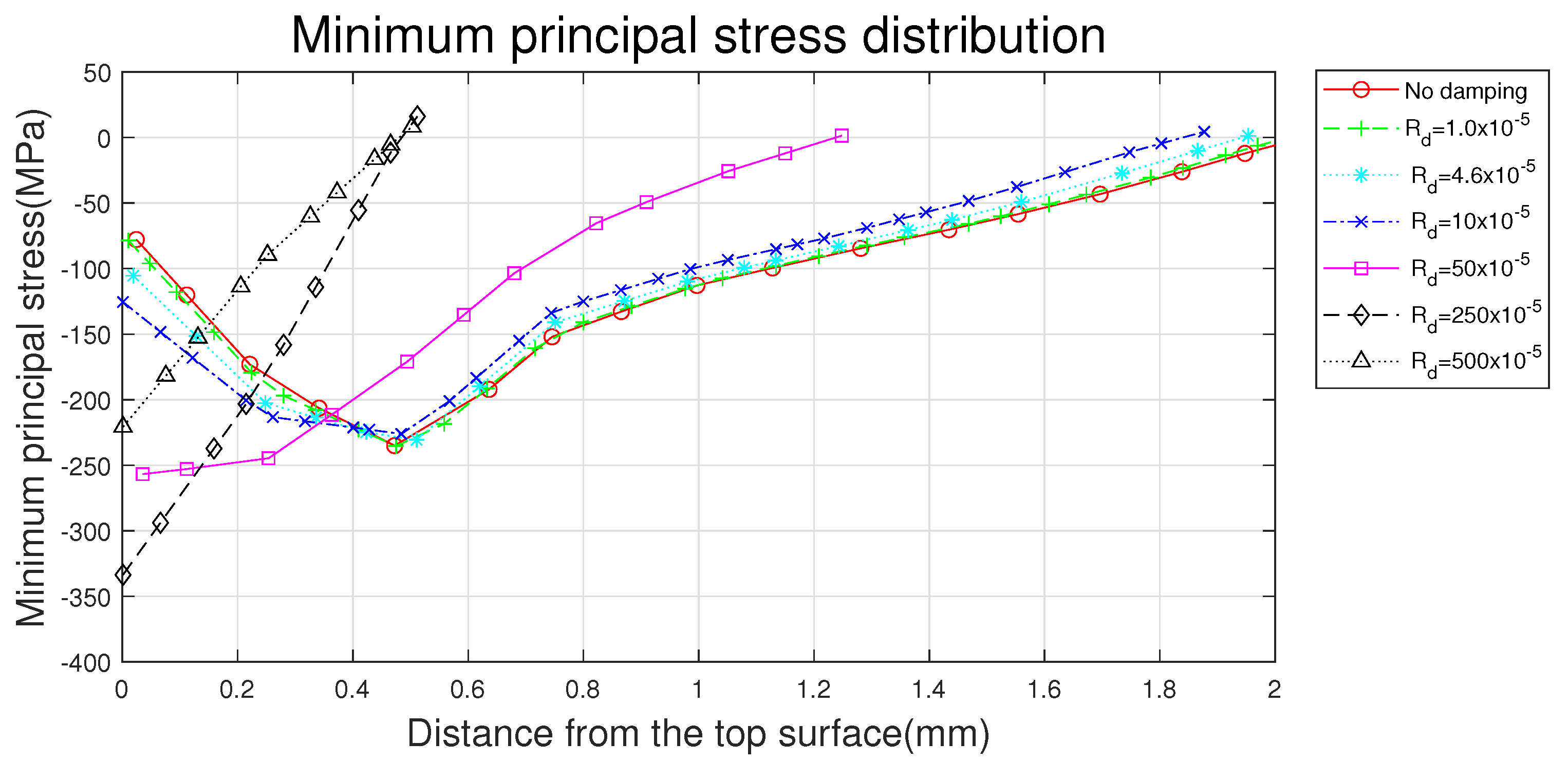
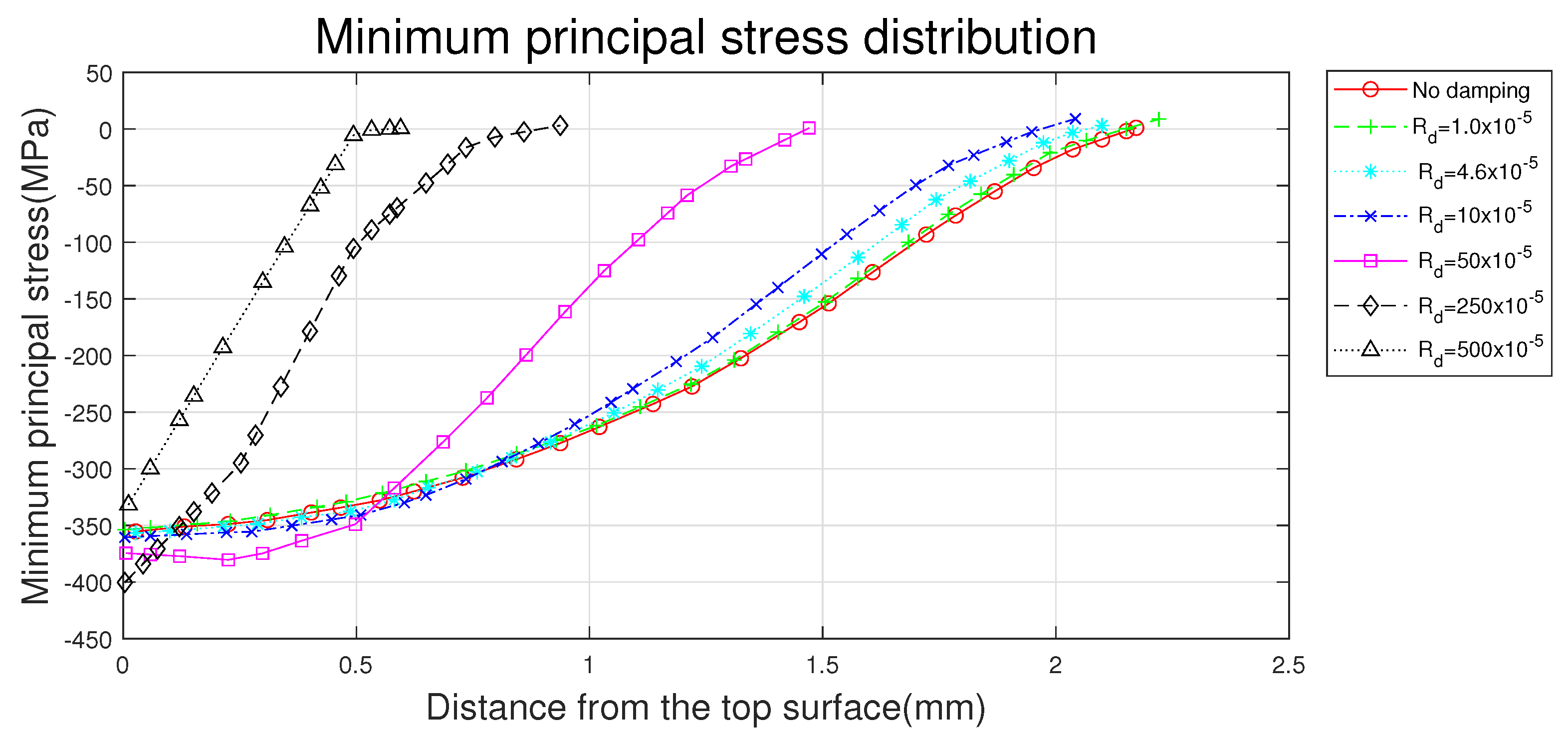
4.1.4. Minimum Principal Stress Distribution
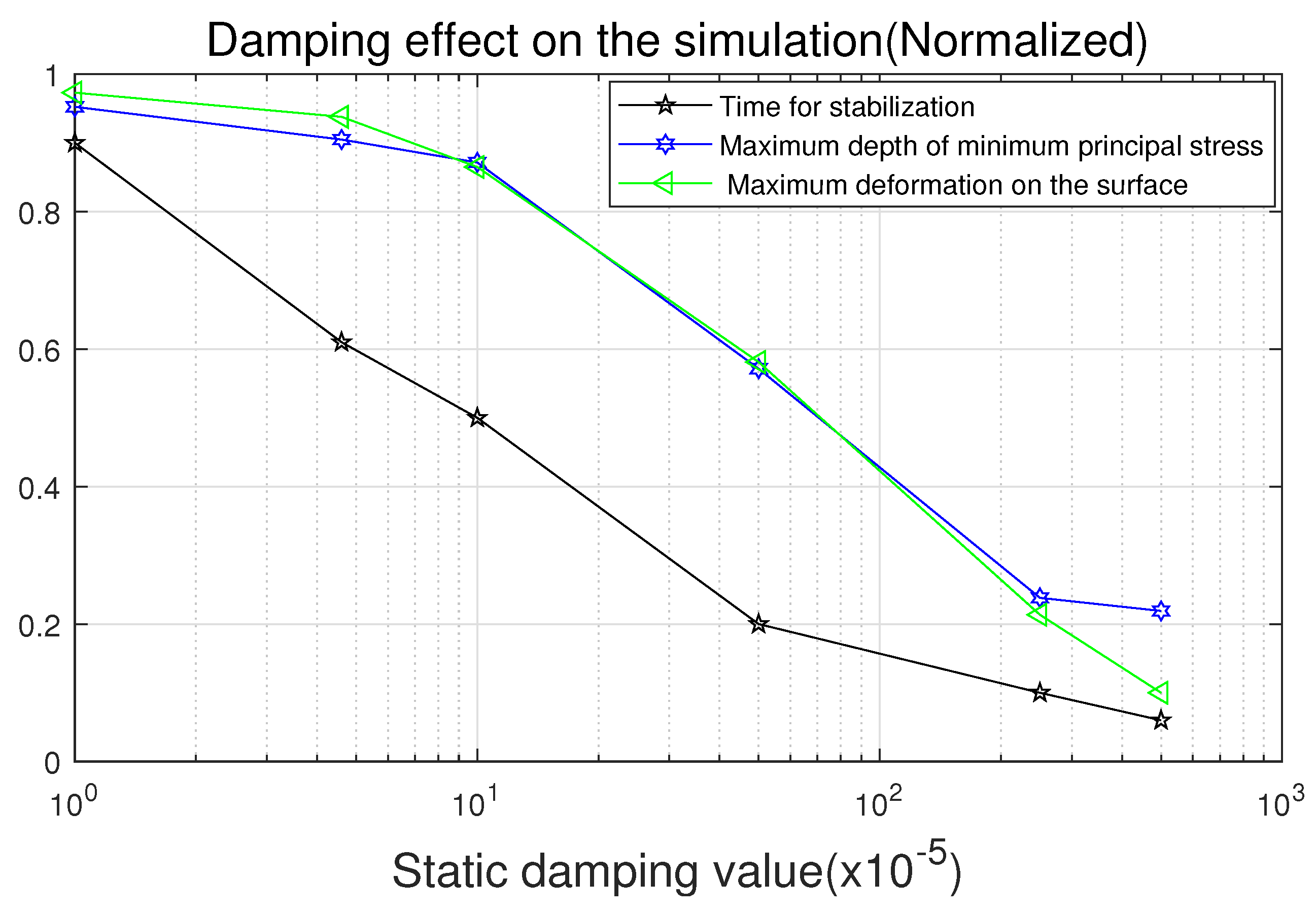
4.1.5. Discussion on Single LSP FE Analysis
4.2. Multiple LSP FE Analysis
4.2.1. Deformation Distribution
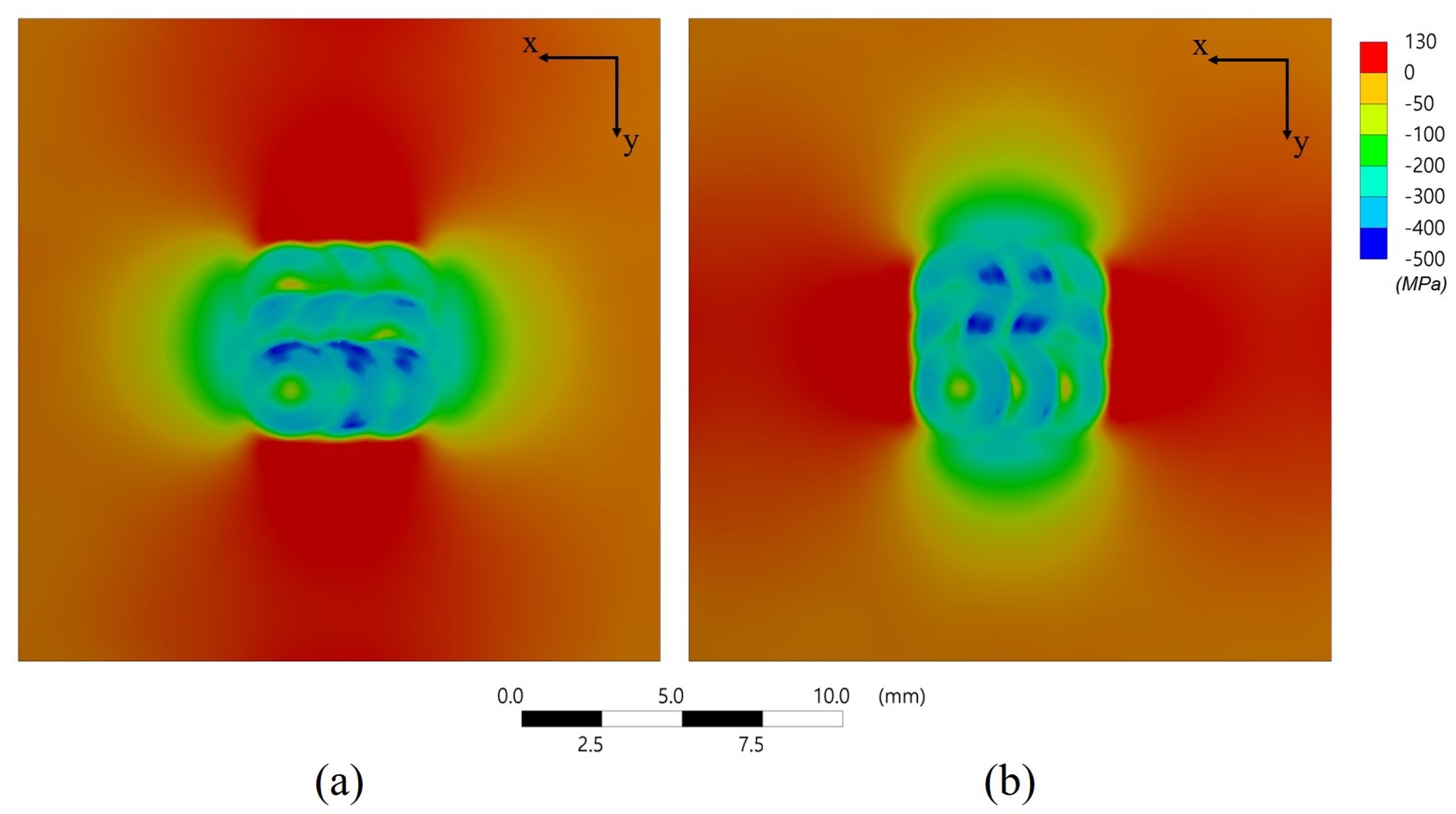
4.2.2. Minimum Principal Stress Distribution
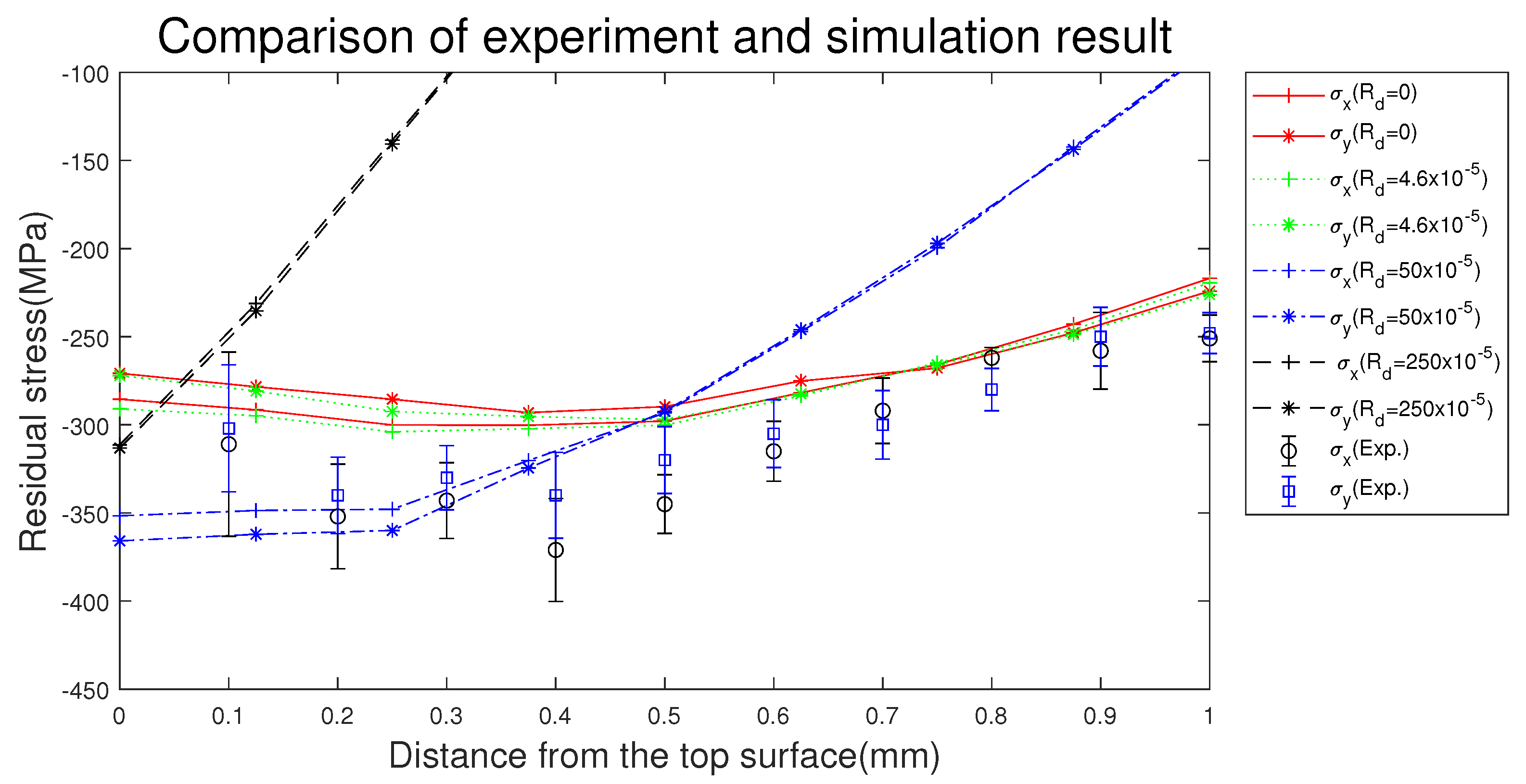
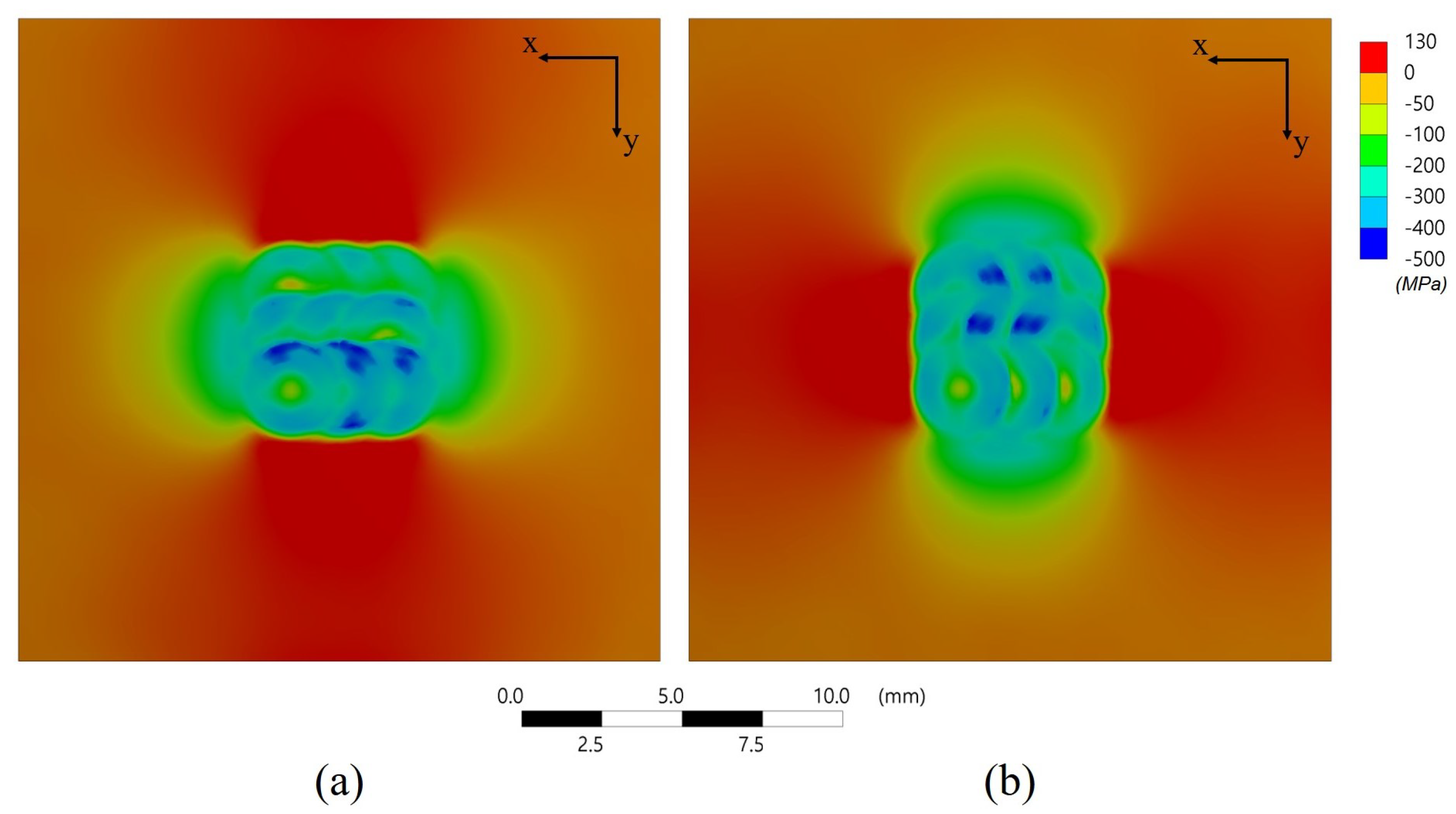
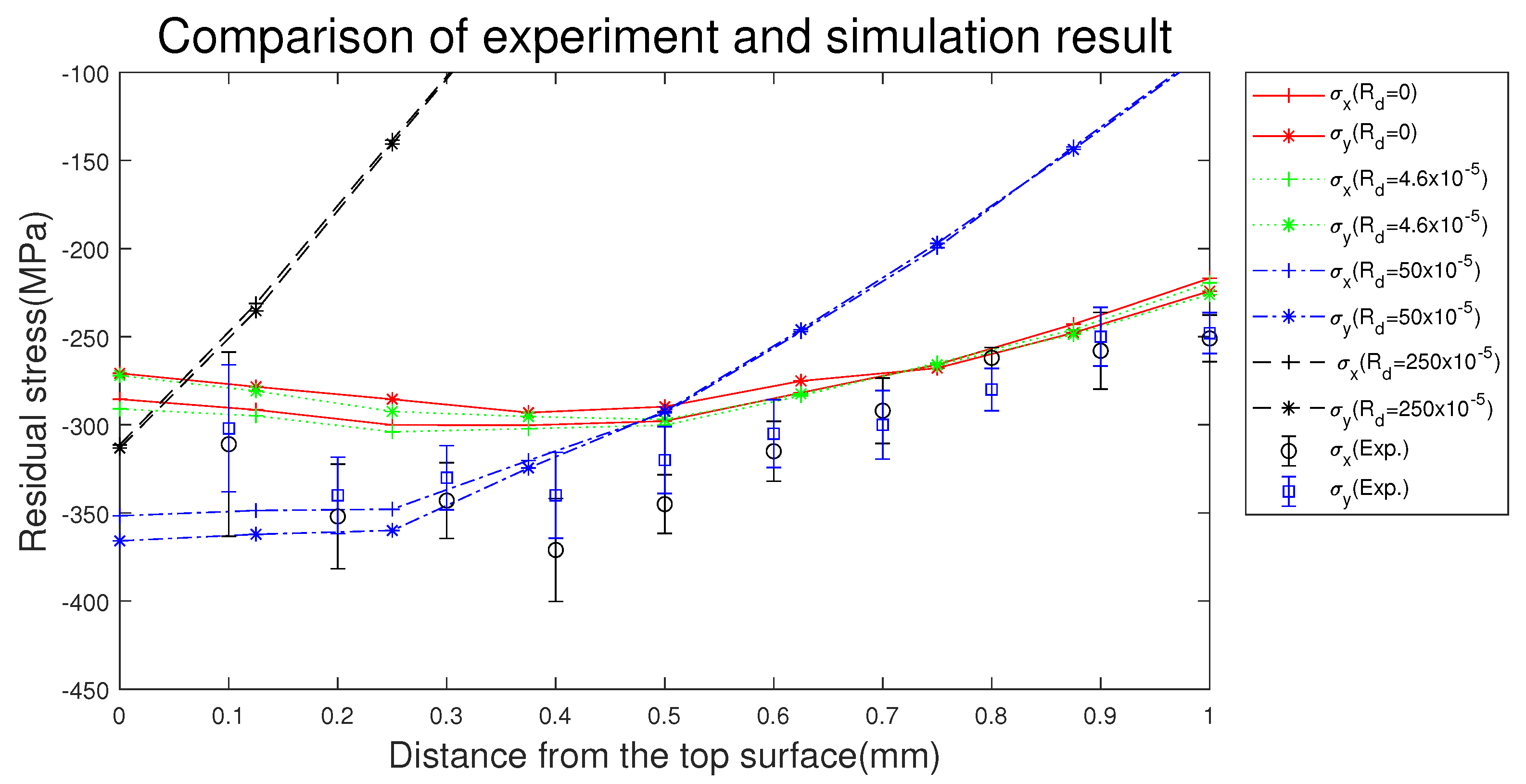
4.3. Residual Stress Distribution of LSP Material
5. Conclusions
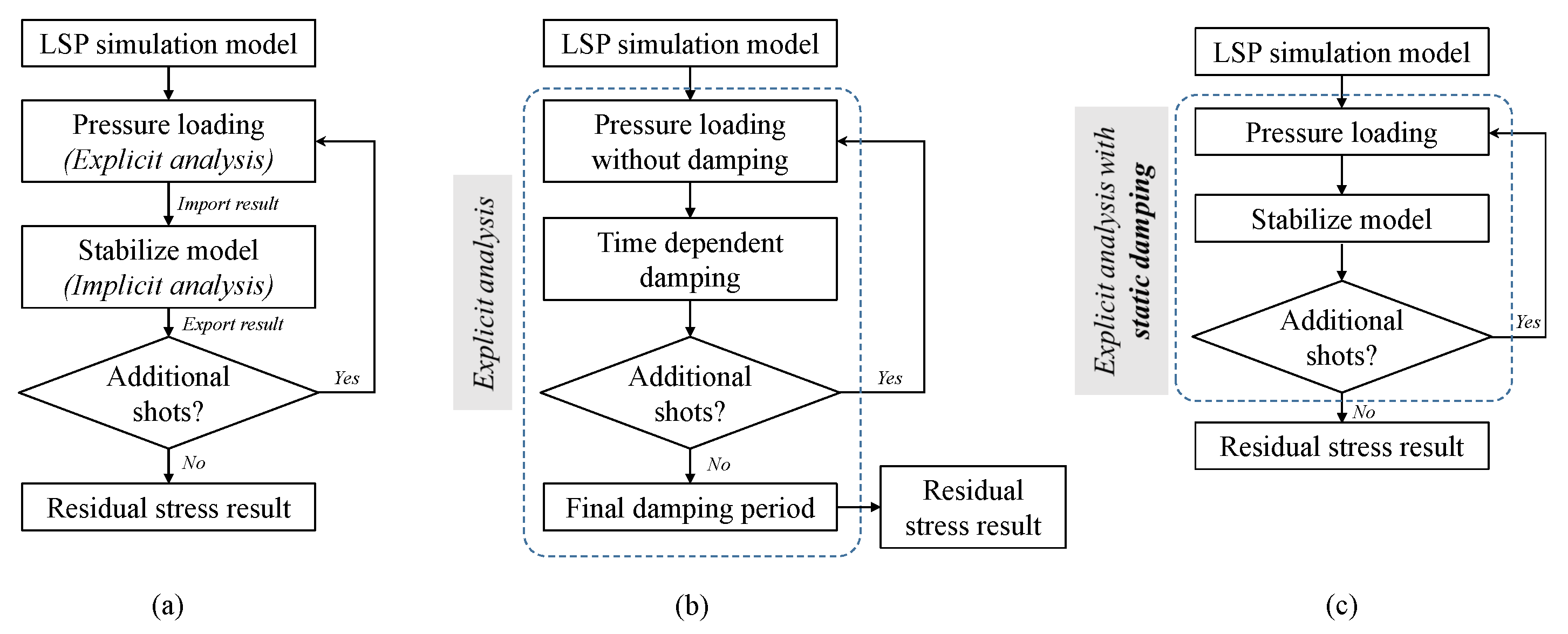
- The single and multi-shot explicit dynamic LSP FE analysis was conducted with the proposed static damping model by ANSYS Autodyn.
- An implicit analysis that involved stabilizing the geometry can be skipped by adding the static damping value.
- The static damping quickly settles the model after shock loading, but with large damping, residual stress is formed near the surface of the geometry, albeit not deeply, and relatively small plastic deformation can be obtained.
- A comparison of residual stress measurement results on the LSP specimen with compressed residual stress obtained from the simulation showed a similar tendency.
- The residual stress of the FE simulation and that measured by hole drilling showed a small anisotropic relationship due to the LSP process parameters.
- By using the proper static damping value in LSP FE simulation, the calculation time can be reduced and there is no significant effect on the simulation result.
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
Abbreviations
| FEM | Finite Element Method |
| LSP | Laser Shock Peening |
| PDE | Partial Differential Equations |
References
- Ding, K.; Ye, L. Laser Shock Peening: Performance and Process Simulation; Woodhead Publishing: Sawston, UK, 2006. [Google Scholar]
- Lu, J.Z.; Luo, K.Y.; Yang, D.K.; Cheng, X.N.; Hu, J.L.; Dai, F.Z.; Qi, H.; Zhang, L.; Zhong, J.S.; Wang, Q.W.; et al. Effects of laser peening on stress corrosion cracking (SCC) of ANSI 304 austenitic stainless steel. Corros. Sci. 2012, 60, 145–152. [Google Scholar] [CrossRef]
- Telang, A.; Gill, A.S.; Teysseyre, S.; Mannava, S.R.; Qian, D.; Vasudevan, V.K. Effects of laser shock peening on SCC behavior of Alloy 600 in tetrathionate solution. Corros. Sci. 2015, 90, 434–444. [Google Scholar] [CrossRef] [Green Version]
- Grethlein, J.E. Keep Em Flying Laser Peening Keeps Aircraft Turbine Blades in Action. AMPTIAC Q. 2003, 7, 3–7. [Google Scholar]
- Kim, J.D.; SANO, Y. Laser Peening Application for PWR Power Plants. J. Weld. Join. 2016, 34, 13–18. [Google Scholar] [CrossRef]
- Braisted, W.; Brockman, R. Finite element simulation of laser shock peening. Int. J. Fatigue 1999, 21, 719–724. [Google Scholar] [CrossRef]
- Asghar, M.H.; Placido, F.; Naseem, S. P HYSICAL J OURNAL Characterization of reactively evaporated TiO2 thin films as high. Eur. Phys. J. Appl. Phys. 2006, 184, 177–184. [Google Scholar] [CrossRef]
- Peyre, P.; Chaieb, I.; Braham, C. FEM calculation of residual stresses induced by laser shock processing in stainless steels. Model. Simul. Mater. Sci. Eng. 2007, 15, 205–221. [Google Scholar] [CrossRef]
- Amarchinta, H.K.; Grandhi, R.V.; Langer, K.; Stargel, D.S. Material model validation for laser shock peening process simulation. Model. Simul. Mater. Sci. Eng. 2009, 17, 015010. [Google Scholar] [CrossRef]
- Amarchinta, H.K.; Grandhi, R.V.; Clauer, A.H.; Langer, K.; Stargel, D.S. Simulation of residual stress induced by a laser peening process through inverse optimization of material models. J. Mater. Process. Technol. 2010, 210, 1997–2006. [Google Scholar] [CrossRef]
- Hfaiedh, N.; Peyre, P.; Song, H.; Popa, I.; Ji, V.; Vignal, V. Finite element analysis of laser shock peening of 2050-T8 aluminum alloy. Int. J. Fatigue 2015, 70, 480–489. [Google Scholar] [CrossRef] [Green Version]
- Li, X.; He, W.; Luo, S.; Nie, X.; Tian, L.; Feng, X.; Li, R. Simulation and experimental study on residual stress distribution in titanium alloy treated by laser shock peening with flat-top and Gaussian laser beams. Materials 2019, 12, 1343. [Google Scholar] [CrossRef] [Green Version]
- Hu, Y.; Yao, Z.; Hu, J. 3-D FEM simulation of laser shock processing. Surf. Coat. Technol. 2006, 201, 1426–1435. [Google Scholar] [CrossRef]
- Hu, Y.; Yao, Z. Numerical simulation and experimentation of overlapping laser shock processing with symmetry cell. Int. J. Mach. Tools Manuf. 2008, 48, 152–162. [Google Scholar] [CrossRef]
- Bhamare, S.; Ramakrishnan, G.; Mannava, S.R.; Langer, K.; Vasudevan, V.K.; Qian, D. Simulation-based optimization of laser shock peening process for improved bending fatigue life of Ti-6Al-2Sn-4Zr-2Mo alloy. Surf. Coat. Technol. 2013, 232, 464–474. [Google Scholar] [CrossRef]
- Ballard, P.; Fournier, J.; Fabbro, R.; Frelat, J. Residual Stresses Induced by Laser-Shocks. J. Phys. IV 1991, 1, C3-487–C3-494. [Google Scholar] [CrossRef]
- Hasser, P.J.; Malik, A.S.; Langer, K.; Spradlin, T.J.; Hatamleh, M.I. An Efficient Reliability-Based Simulation Method for Optimum Laser Peening Treatment. J. Manuf. Sci. Eng. Trans. ASME 2016, 138, 111001. [Google Scholar] [CrossRef]
- Brockman, R.A.; Braisted, W.R.; Olson, S.E.; Tenaglia, R.D.; Clauer, A.H.; Langer, K.; Shepard, M.J. Prediction and characterization of residual stresses from laser shock peening. Int. J. Fatigue 2012, 36, 96–108. [Google Scholar] [CrossRef]
- Fameso, F.; Desai, D.; Kok, S.; Newby, M.; Glaser, D.; Fameso, F. Coupled explicit-damping simulation of laser shock peening on x12Cr steam turbine blades. J. Phys. Conf. Ser. 2021, 1780, 012002. [Google Scholar] [CrossRef]
- ANSYS. Chapter 6, Explicit Dynamics Theory Guide; ANSYS, Inc.: Canonsburg, PA, USA, 2009. [Google Scholar]
- ANSYS. Chapter 8, Explicit Dynamics Analysis Settings; ANSYS, Inc.: Canonsburg, PA, USA, 2009. [Google Scholar]
- ANSYS. ANSYS Explicit Dynamics Analysis Guide; ANSYS, Inc.: Canonsburg, PA, USA, 2020; p. 394. [Google Scholar]
- Johnson, G.R.; Cook, W. A constitutive model and data for metals subjected to large strains, high strain rates and high temperatures. In Proceedings of the 7th International Symposium on Ballistics, Hague, The Netherlands, 19–21 April 1983; pp. 541–547. [Google Scholar]
- Zerilli, F.J.; Armstrong, R.W. Dislocation-mechanics-based constitutive relations for material dynamics calculations. J. Appl. Phys. 1998, 61, 1816. [Google Scholar] [CrossRef] [Green Version]
- Khan, A.S.; Suh, Y.S.; Kazmi, R. Quasi-static and dynamic loading responses and constitutive modeling of titanium alloys. Int. J. Plast. 2004, 20, 2233–2248. [Google Scholar] [CrossRef]
- Karkalos, N.E.; Markopoulos, A.P. Determination of Johnson-Cook material model parameters by an optimization approach using the fireworks algorithm. Procedia Manuf. 2018, 22, 107–113. [Google Scholar] [CrossRef]
- Langer, K.; Spradlin, T.J.; Fitzpatrick, M.E. Finite element analysis of laser peening of thin aluminum structures. Metals 2020, 10, 93. [Google Scholar] [CrossRef] [Green Version]
- Nam, T. Finite Element Analysis of Residual Stress Field Induced by Laser Shock Peening. Ph.D. Thesis, Ohio State University, Columbus, OH, USA, 2002. [Google Scholar]
- Kim, J.S.; Nam, H.S.; Kim, Y.J.; Kim, J.H. Numerical Study of Laser Shock Peening Effects on Alloy 600 Nozzles with Initial Residual Stresses. J. Press. Vessel Technol. Trans. ASME 2017, 139, 1–8. [Google Scholar] [CrossRef]
- Berthe, L.; Fabbro, R.; Peyre, P.; Tollier, L.; Bartnicki, E. Shock waves from a water-confined laser-generated plasma. J. Appl. Phys. 1997, 82, 2826–2832. [Google Scholar] [CrossRef]
- Sun, B.; Qiao, H.; Zhao, J. Accurate numerical modeling of residual stress fields induced by laser shock peening. AIP Adv. 2018, 8, 095203. [Google Scholar] [CrossRef] [Green Version]
- Espinosa, H.D.; Lee, S.; Moldovan, N. A novel fluid structure interaction experiment to investigate deformation of structural elements subjected to impulsive loading. Exp. Mech. 2006, 46, 805–824. [Google Scholar] [CrossRef]
- Keller, S.; Chupakhin, S.; Staron, P.; Maawad, E.; Kashaev, N.; Klusemann, B. Experimental and numerical investigation of residual stresses in laser shock peened AA2198. J. Mater. Process. Technol. 2018, 255, 294–307. [Google Scholar] [CrossRef]
- Kallien, Z.; Keller, S.; Ventzke, V.; Kashaev, N.; Klusemann, B. Effect of Laser Peening Process Parameters and Sequences on Residual Stress Profiles. Metals 2019, 9, 655. [Google Scholar] [CrossRef] [Green Version]
- Hirano, K.; Sugihashi, A.; Imai, H.; Hamada, N. Mechanism of anisotropic stress generation in laser peening process. Int. Congr. Appl. Lasers Electro-Opt. 2006, 2006, P511. [Google Scholar] [CrossRef]
- Mukai, N.; Aoki, N.; Obata, M.; Ito, A.; Sano, Y.; Konagai, C. Laser processing for underwater maintenance in nuclear plants. In Proceedings of the 3rd JSME/ASME Joint International Conference on Nuclear Engineering, Kyoto, Japan, 23–27 April 1995; Volume 3, pp. 1489–1494. [Google Scholar]


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Laser Pulse Energy | Laser Pulse Width | Beam Diameter | Overlap | Repetition Rate | Laser Type & Wavelength | Beam Shape | Overlay |
|---|---|---|---|---|---|---|---|
| (J) | (ns) | (mm) | (%) | (Hz) | (nm) | ||
| 4.2 | 10 | 3 | 50 | 1 | Nd:YAG, 1064 | Flat-top | Water |
| Material | Density | Poisson’s Ratio | Young’s Modulus | A | B | C | n | |
|---|---|---|---|---|---|---|---|---|
| (Kg/m) | (GPa) | (MPa) | (MPa) | (MPa) | () | |||
| STS304 | 7750 | 0.31 | 207 | 310 | 100 | 0.07 | 0.65 | 1 |
| Static Damping Value () | Time for Stabilization | Maximum Depth of Minimum Principal Stress | Maximum Deformation on the Surface |
|---|---|---|---|
| 0 | 1.00 | 1.00 | 1.00 |
| 1 | 0.90 | 0.95 | 0.97 |
| 4.6 | 0.61 | 0.90 | 0.94 |
| 10 | 0.50 | 0.87 | 0.86 |
| 50 | 0.20 | 0.57 | 0.58 |
| 250 | 0.10 | 0.24 | 0.21 |
| 500 | 0.06 | 0.22 | 0.10 |
| Material | Analysis Method | Hole Step | Step Method | Hole Depth (mm) | Analysis Step | Analysis Step Method | Analysis Depth (mm) | Drill dia. (mm) |
|---|---|---|---|---|---|---|---|---|
| STS304 | ASTM E837-13 | 24 | Linear | 1.2 | 20 | Linear | 1 | 1.6 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Kim, R.; Suh, J.; Shin, D.; Lee, K.-H.; Bae, S.-H.; Cho, D.-W.; Yi, W.-G. FE Analysis of Laser Shock Peening on STS304 and the Effect of Static Damping on the Solution. Metals 2021, 11, 1516. https://doi.org/10.3390/met11101516
Kim R, Suh J, Shin D, Lee K-H, Bae S-H, Cho D-W, Yi W-G. FE Analysis of Laser Shock Peening on STS304 and the Effect of Static Damping on the Solution. Metals. 2021; 11(10):1516. https://doi.org/10.3390/met11101516
Chicago/Turabian StyleKim, Ryoonhan, Jeong Suh, Dongsig Shin, Kwang-Hyeon Lee, Seung-Hoon Bae, Dae-Won Cho, and Won-Geun Yi. 2021. "FE Analysis of Laser Shock Peening on STS304 and the Effect of Static Damping on the Solution" Metals 11, no. 10: 1516. https://doi.org/10.3390/met11101516
APA StyleKim, R., Suh, J., Shin, D., Lee, K.-H., Bae, S.-H., Cho, D.-W., & Yi, W.-G. (2021). FE Analysis of Laser Shock Peening on STS304 and the Effect of Static Damping on the Solution. Metals, 11(10), 1516. https://doi.org/10.3390/met11101516