
Ultra-Fine Centrifugal Concentration of Bastnaesite Ore


Abstract
:1. Introduction
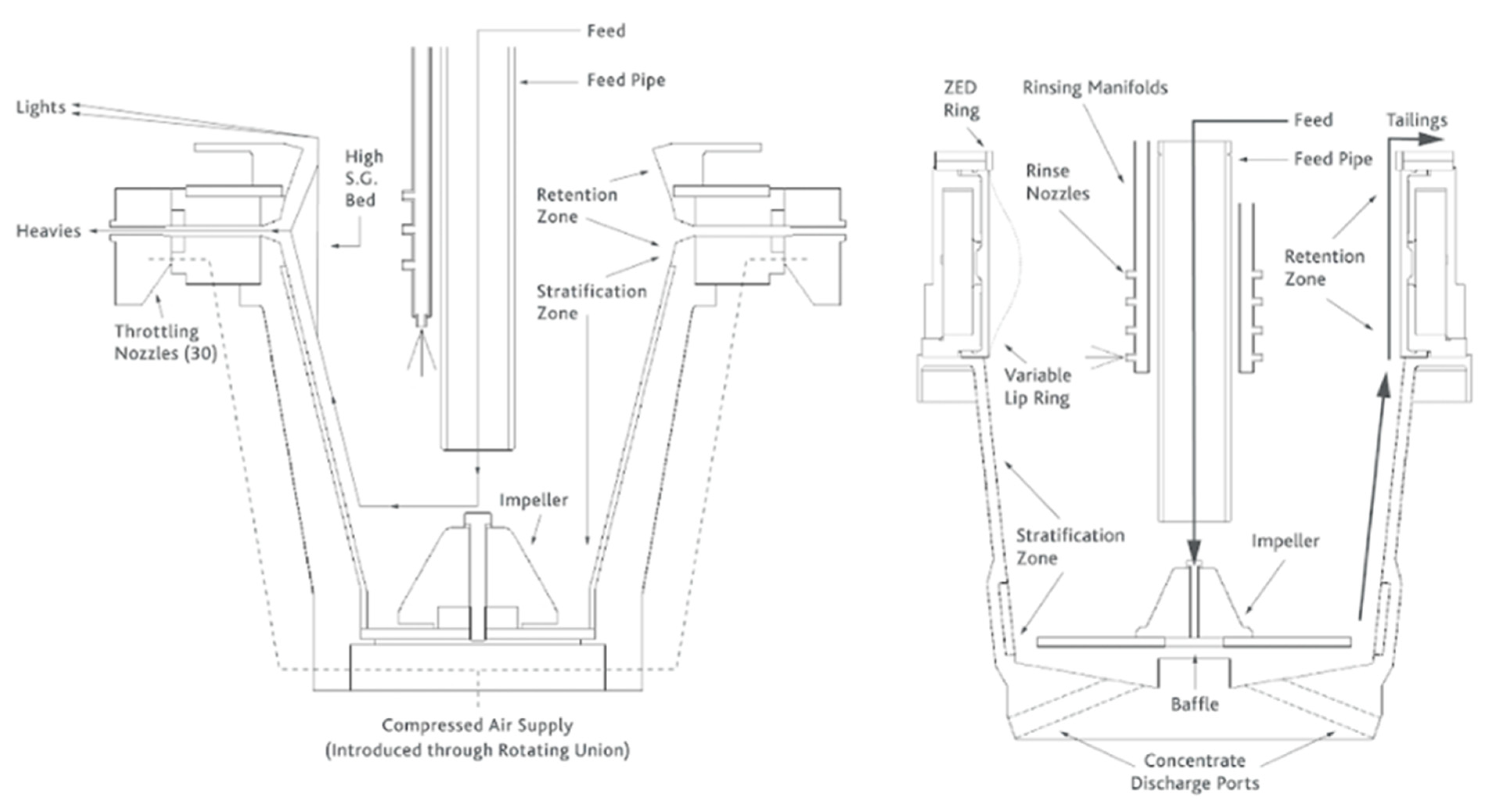
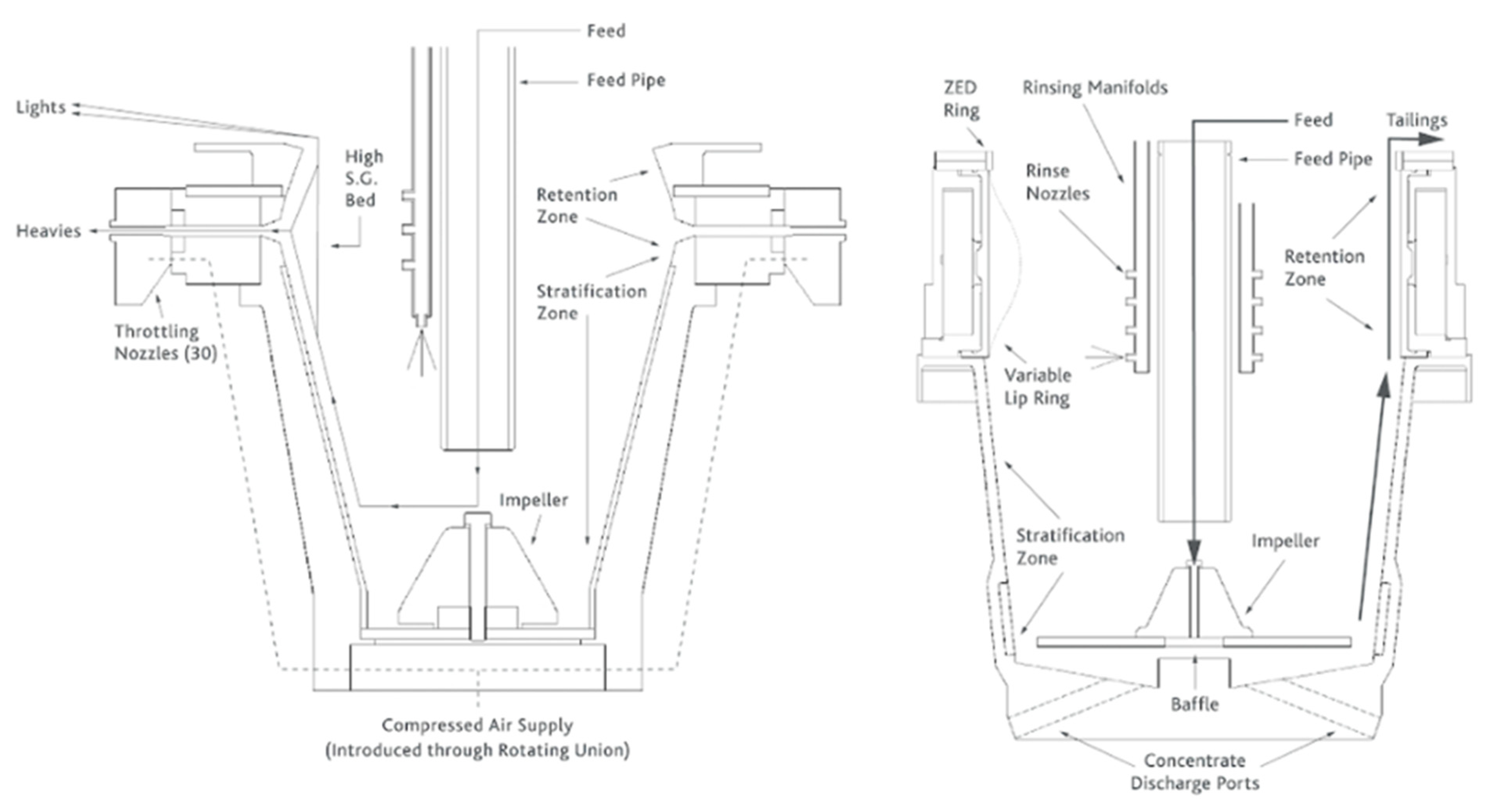
1.1. Ultra-Fine Falcon Concentrators
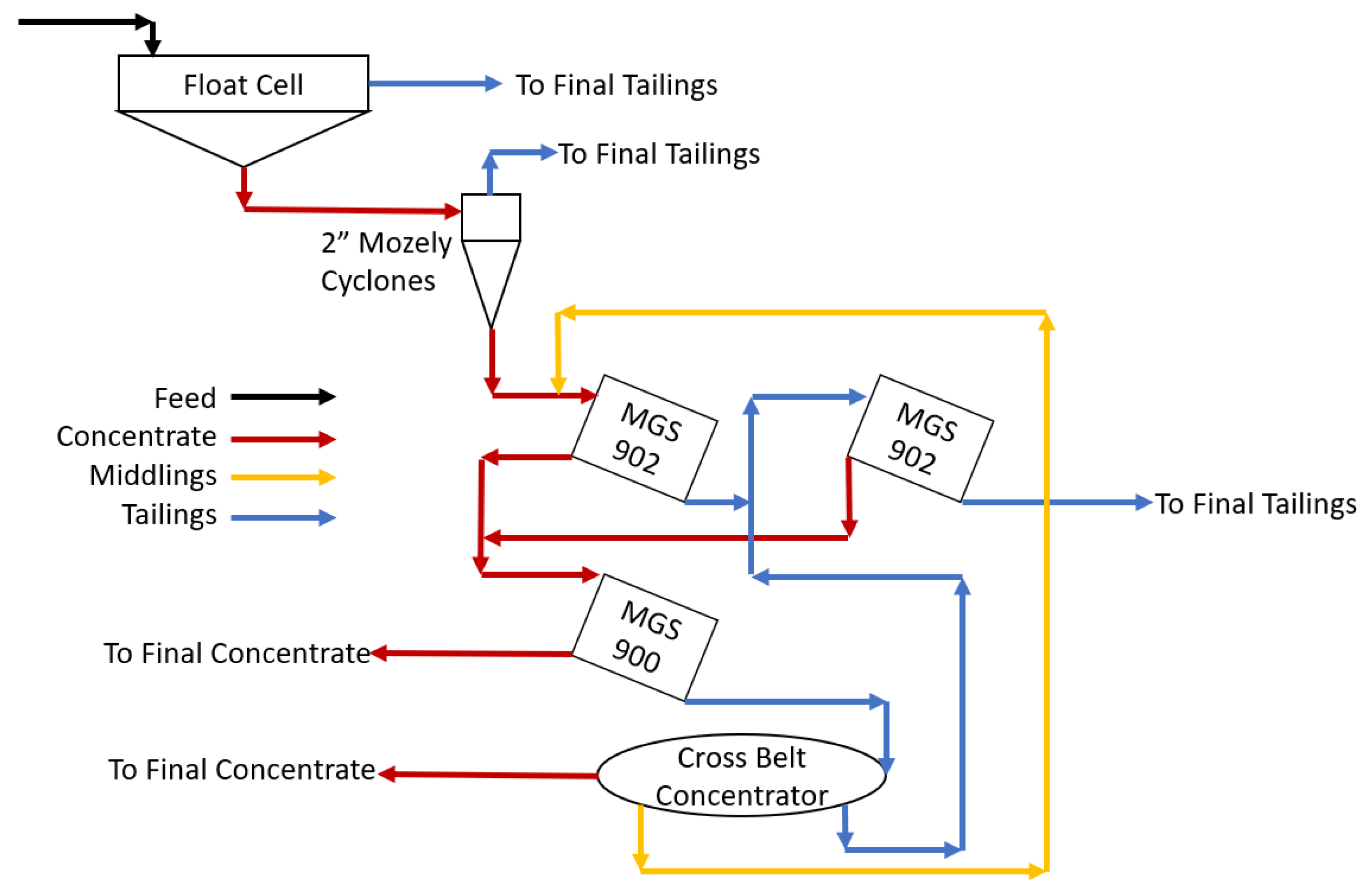
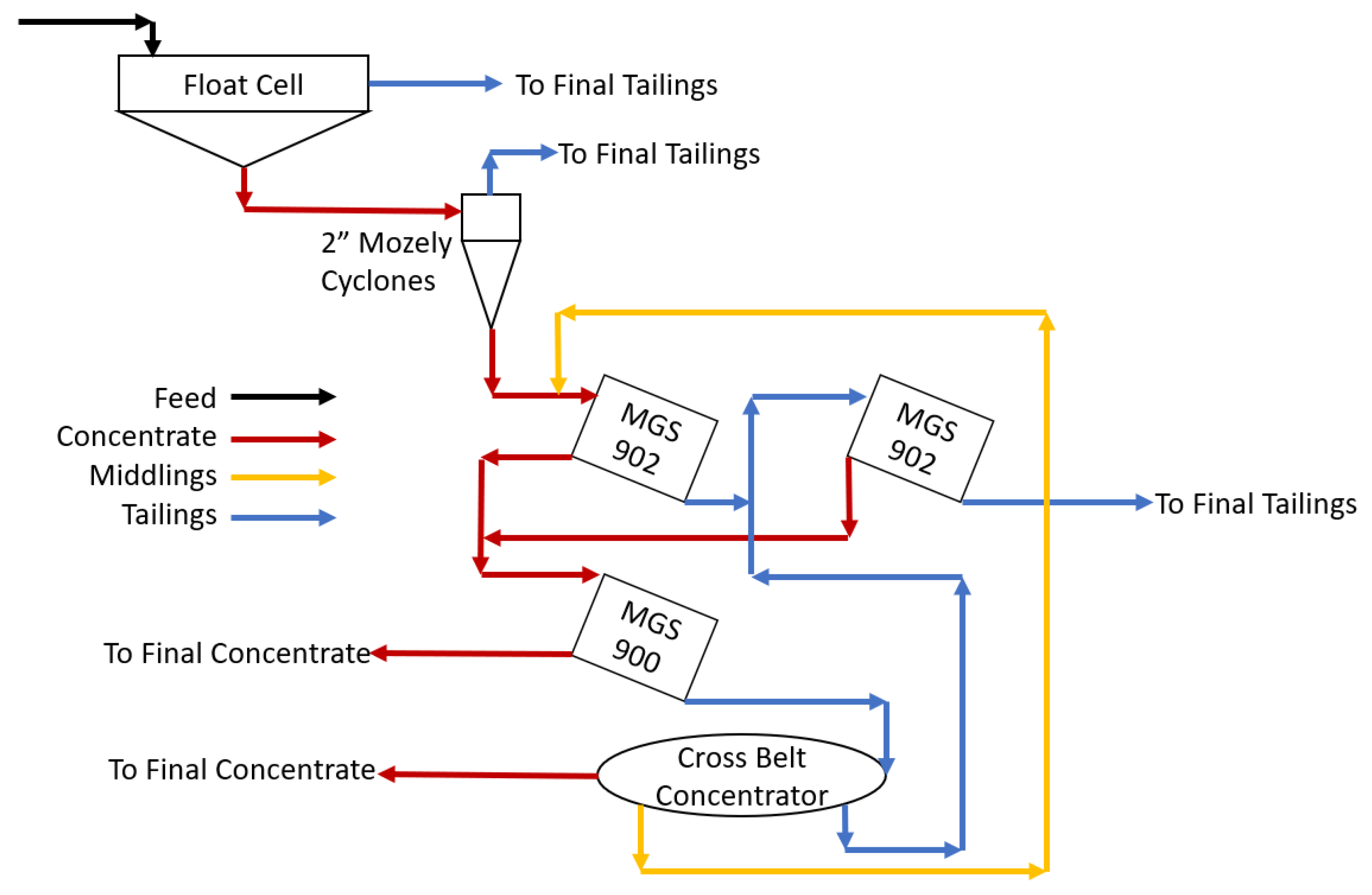
1.2. Whole Ore Gravity Testing via Methods Other Than UF Falcon
2. Materials and Methods
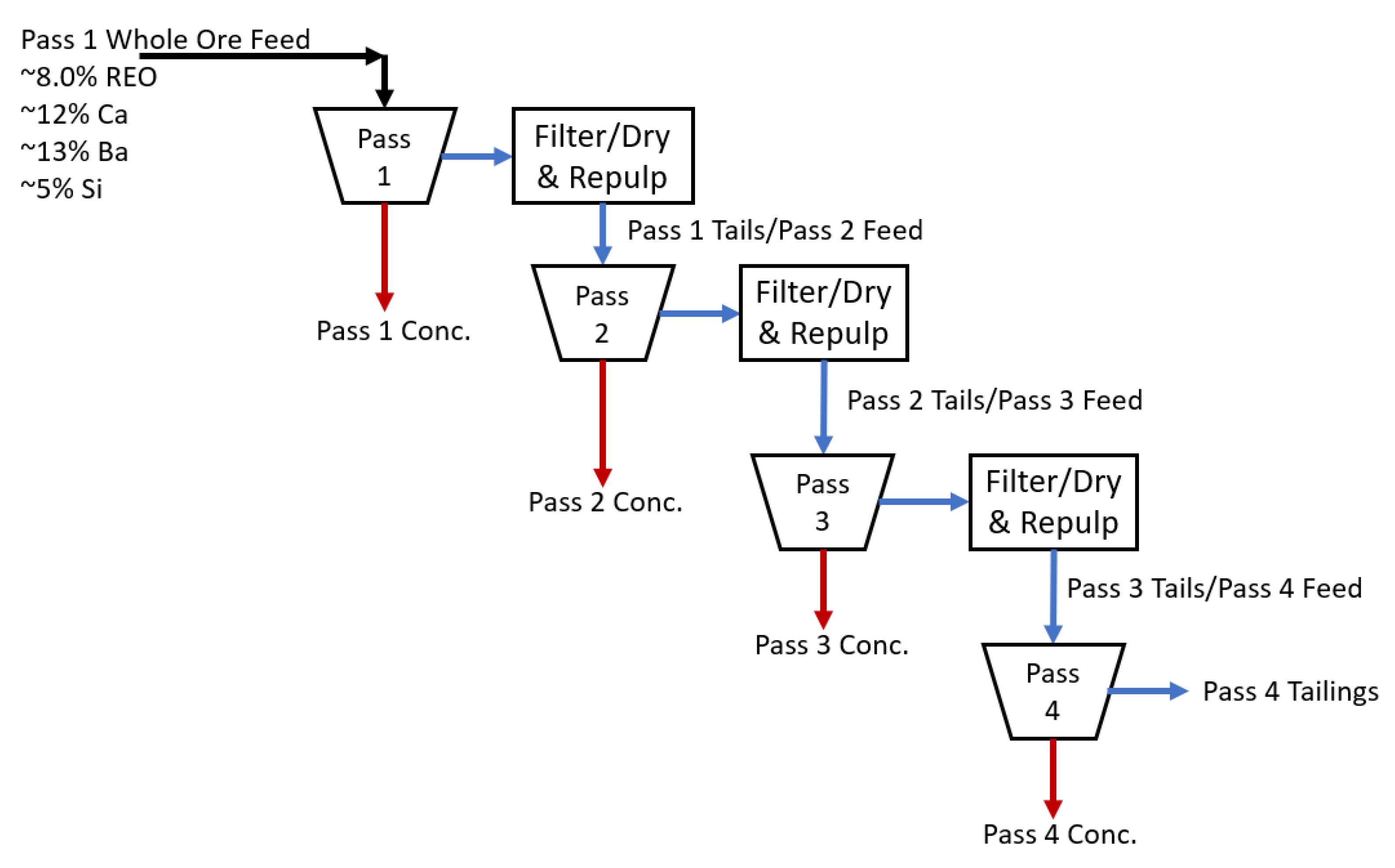
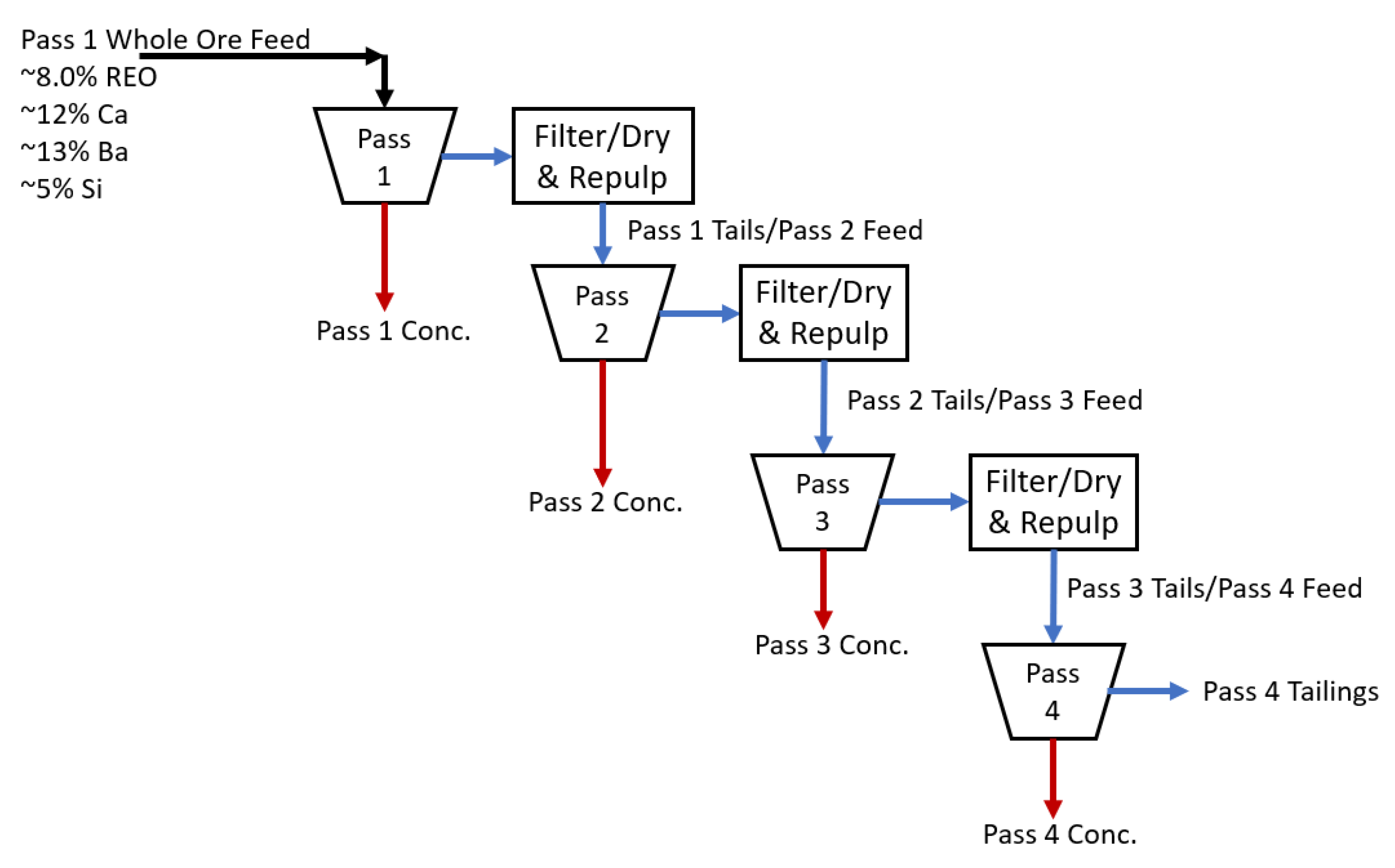
2.1. Materials
2.2. UF Falcon Scoping Testing
2.3. UF Falcon Concentrator DOE Testing
3. Results and Discussion
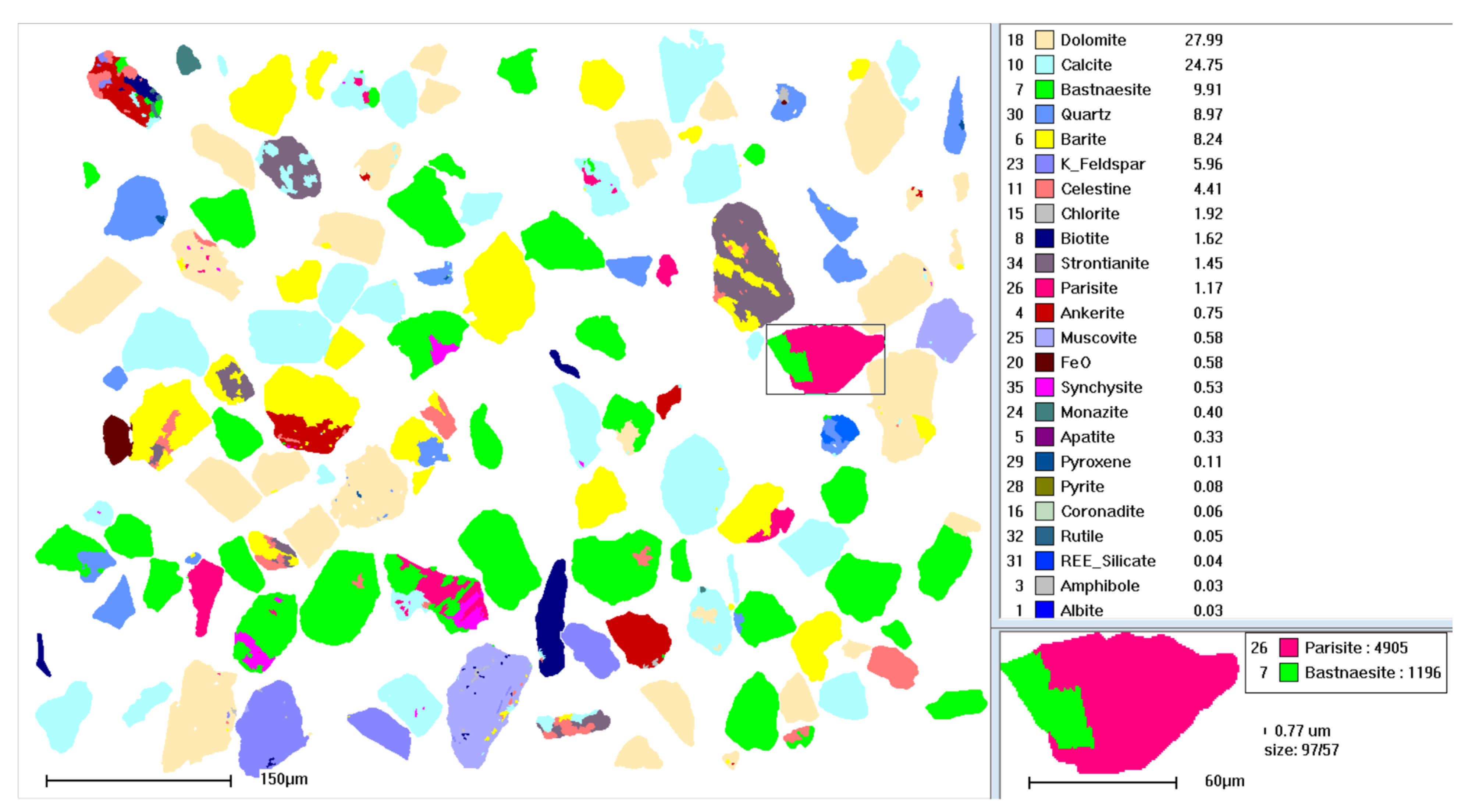
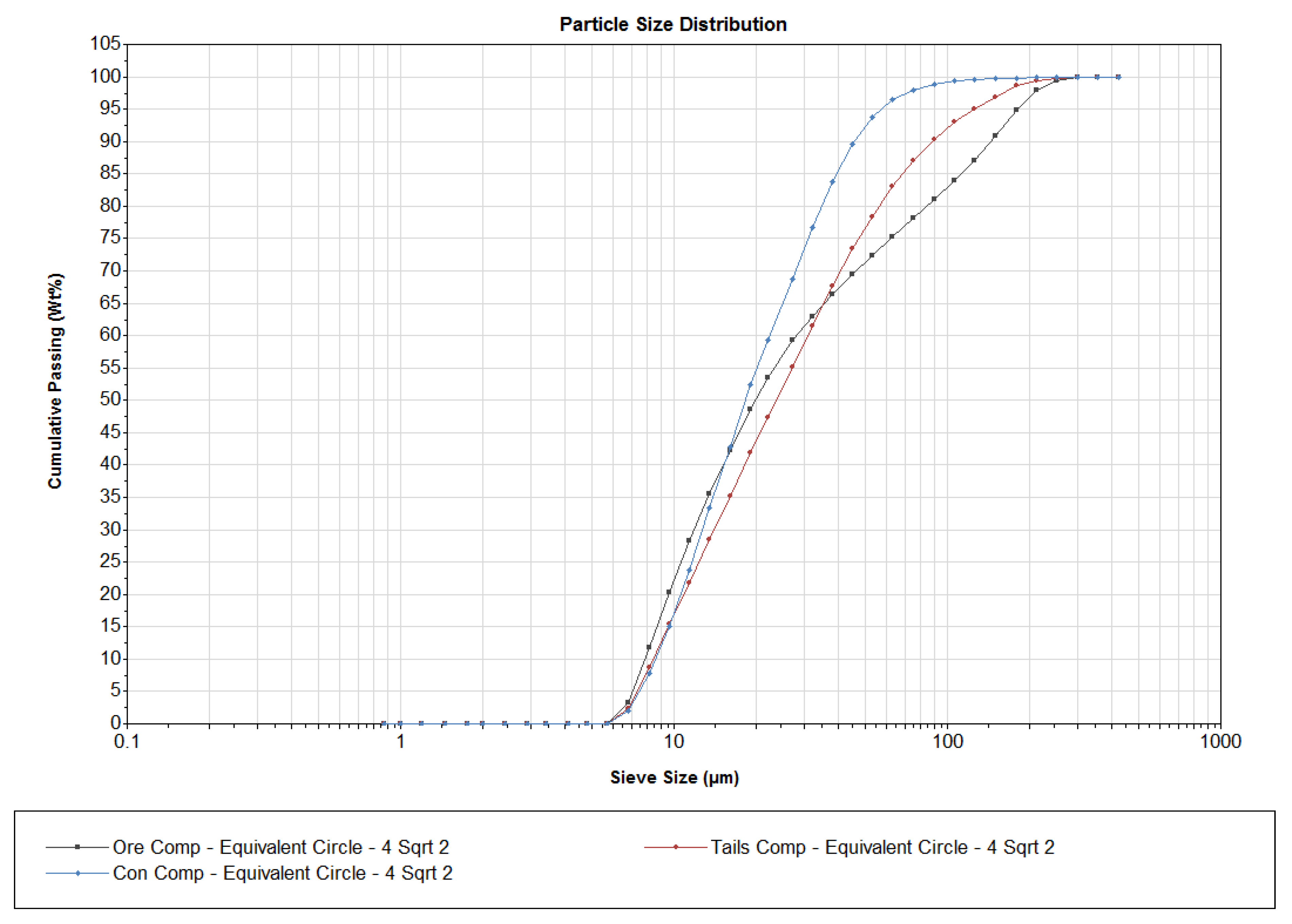
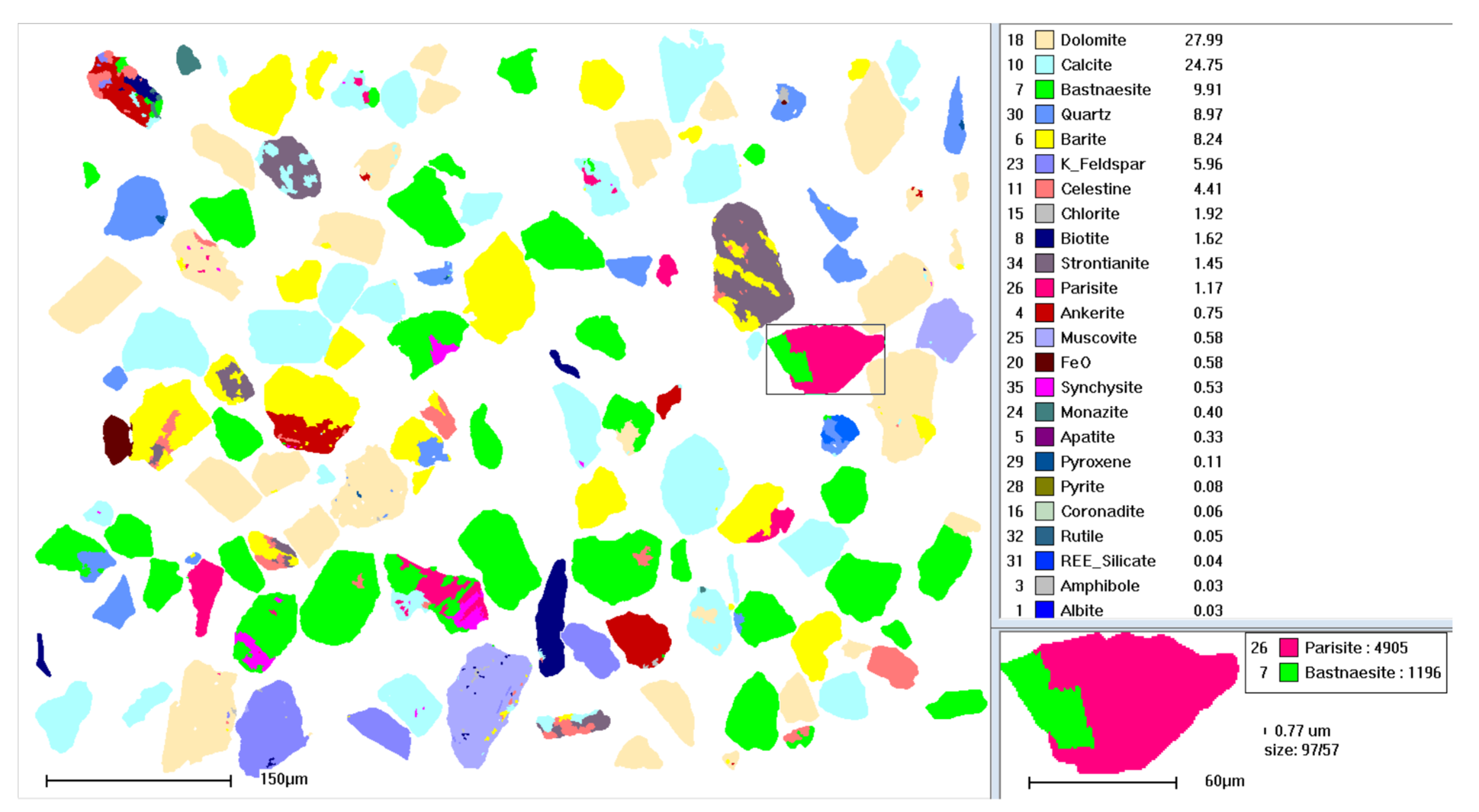
3.1. Characterization and Mineralogy
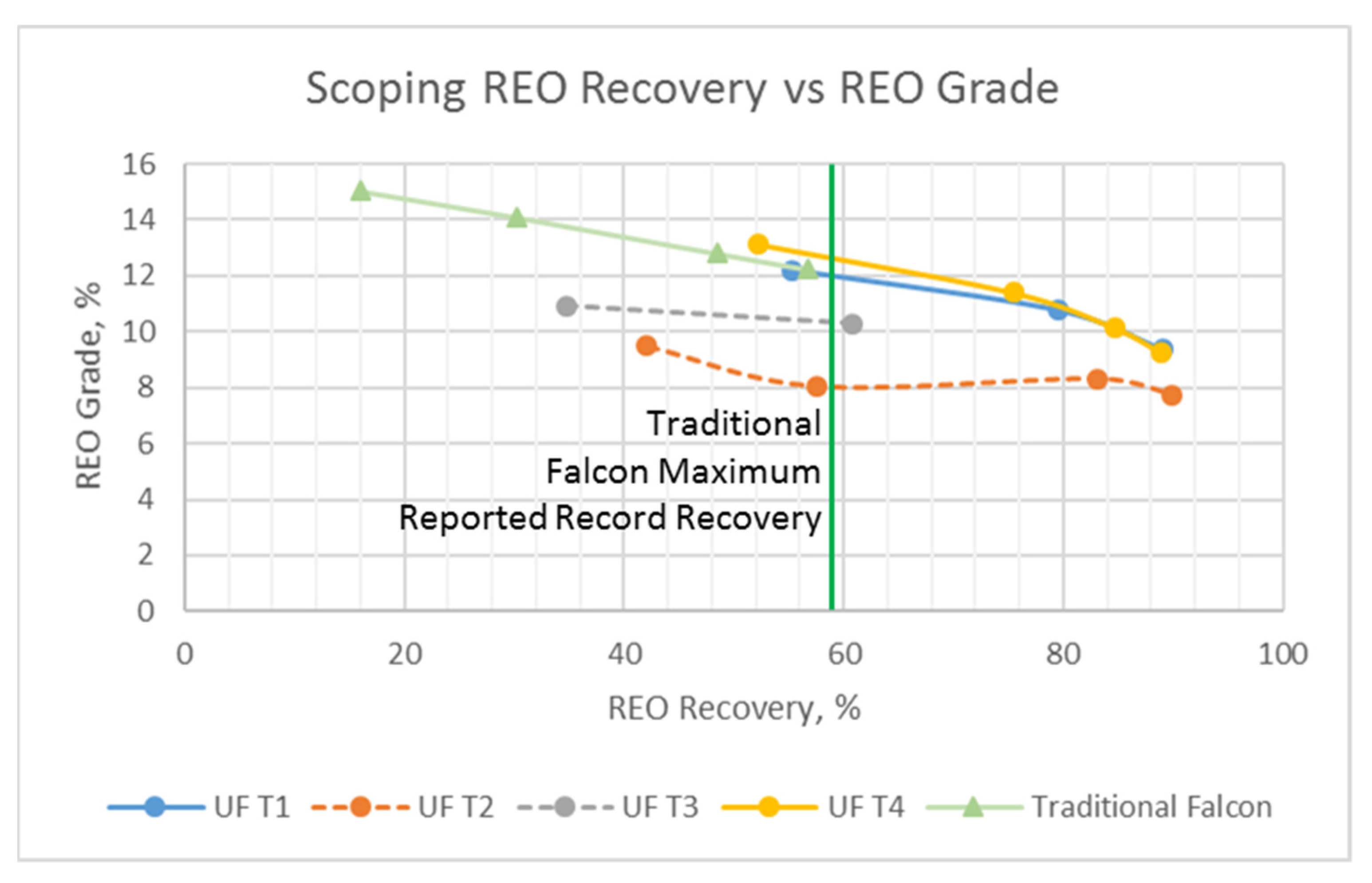
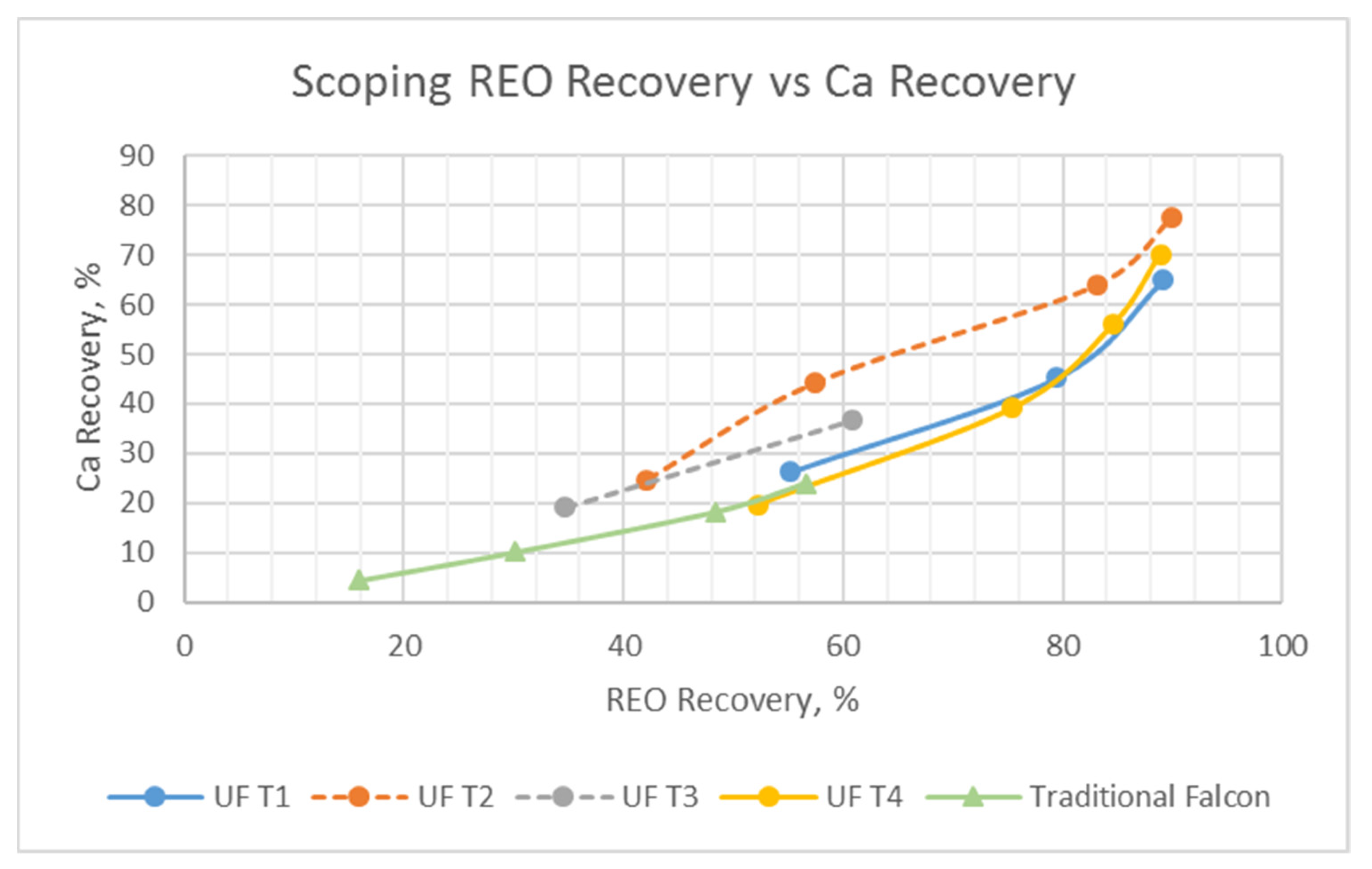
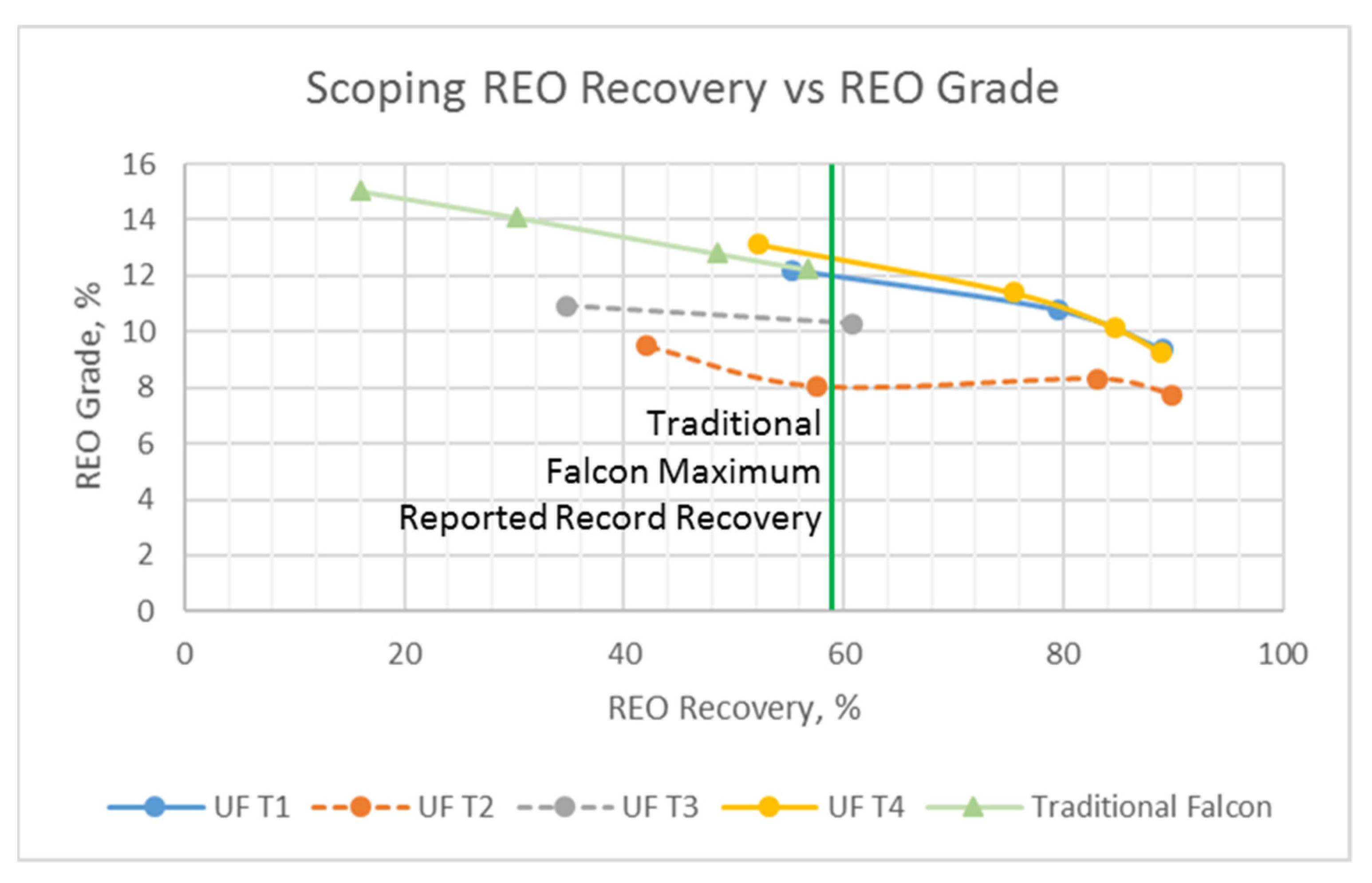
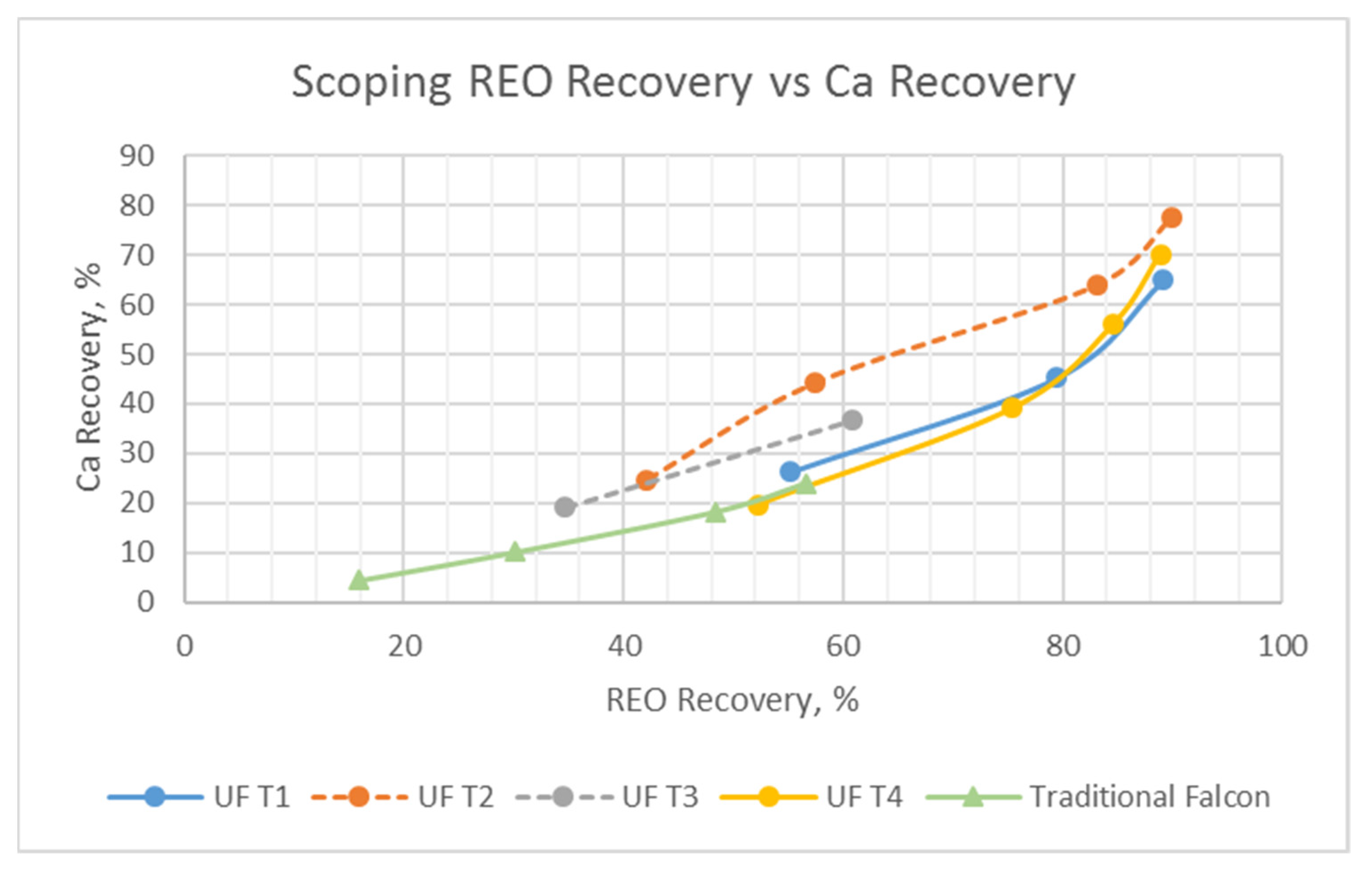
3.2. UF Falcon Scoping Results
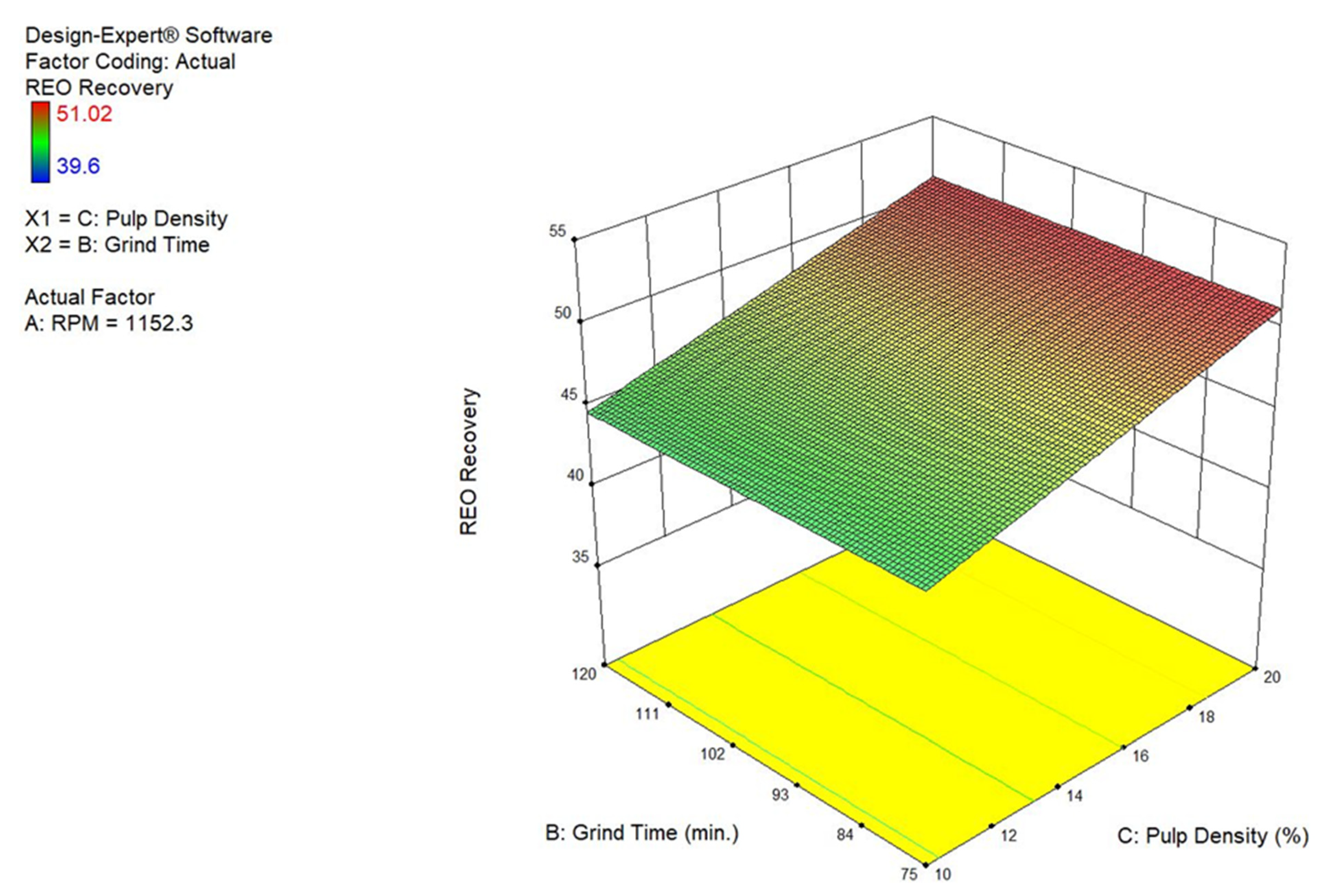
3.3. UF Falcon DOE Matrix Results
3.4. Scoping UF Falcon Scavenger Testing
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Falconer, A. Gravity separation: Old technique/new methods. Phys. Sep. Sci. Eng. 2003, 12, 31–48. [Google Scholar] [CrossRef] [Green Version]
- Knelson, B. The Knelson Concentrator. Metamorphosis from Crude Beginning to Sophisticated World Wide Acceptance. Miner. Eng. 1992, 5, 1091–1097. [Google Scholar] [CrossRef]
- Deveau, C.; Young, S. Pushing the Limits of Gravity Separation. In SME Annual Meeting; SME: Southfield, MI, USA, 2004; Volume 5, pp. 5–84. [Google Scholar]
- Deveau, C. Improving Fine Particle Gravity Recovery through Equipment Behavior Modification. In Proceedings of the 38th Annual Canadian Mineral Processors Conference, Ottawa, ON, Canada, 17–19 January 2006; pp. 501–517. [Google Scholar]
- Sepro UF Falcon Website. Available online: https://seprosystems.com/products/gravity-concentrators/_falcon-uf-gravity-concentrators/ (accessed on 22 July 2018).
- Thompson, W.; Lombard, A.; Santiago, E.; Sing, A. Mineralogical Studies in Assisting Beneficiation of Rare Earth Element Minerals from Carbonatite Deposits. In Proceedings of the 10th International Congress for Applied Mineralogy (ICAM), Trondheim, Norway, 1–5 August 2011; Springer: Berlin/Heidelberg, Germany, 2012; pp. 665–672. [Google Scholar]
- Schriner, D.; Anderson, C. Centrifugal Concentration of Rare Earth Minerals from Calcite Gangue. J. Metall. Eng. 2015, 4, 69. [Google Scholar] [CrossRef]
- Schriner, D. Advanced Beneficiation of Bastnaesite Ore Through Centrifugal Concentration and Froth Flotation. Master’s Thesis, Colorado School of Mines, Golden, CO, USA, 2015. [Google Scholar]
- Williams, N. Bastnaesite Beneficiation by Froth Flotation and Gravity Separation. Master’s Thesis, Colorado School of Mines, Golden, CO, USA, 2018. [Google Scholar]
- Kroll-Rabotin, J.S.; Bourgeois, F.; Climent, E. Physical Analysis and Modeling of the Falcon Concentrator for Beneficiation of Ultrafine Particles. Int. J. Miner. Process. 2013, 121, 39–50. [Google Scholar] [CrossRef] [Green Version]
- Everly, D. Surface Chemistry of Novel Collectors and Their Application to Froth Flotation of Rare Earth Minerals. Master’s Thesis, Colorado School of Mines, Golden, CO, USA, 2018. [Google Scholar]
- Chapleski, R.C., Jr.; Chowdhury, A.U.; Wanhala, A.K.; Bocharova, V.; Roy, S.; Keller, P.C.; Bryantsev, V.S. A Molecular-Scale Approach to Rare-Earth Beneficiation: Thinking Small to Avoid Large Losses. iScience 2020, 23, 101435. [Google Scholar] [CrossRef] [PubMed]



{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Mineral | Formula | 100 | 100 × 200 | 200 × 400 | 400 × 500 | −500 | Modal |
|---|---|---|---|---|---|---|---|
| Bastnaesite | (Ce0.5La0.4Nd0.1)(CO3)F | 11 | 14.2 | 15.3 | 13.3 | 12.5 | 12.9 |
| Parisite | Ca(Ce0.4La0.3Nd0.3)2(CO3)3F2 | 2.28 | 2.04 | 1.57 | 1.59 | 1.74 | 1.81 |
| Monazite | (La,Ce)PO4 | 0.78 | 0.67 | 0.63 | 0.7 | 0.94 | 0.84 |
| Synchysite | Ca(Ce0.5La0.4Nd0.1)(CO3)2F | 0.69 | 0.66 | 0.64 | 0.53 | 0.7 | 0.67 |
| Total REE minerals | - | 14.75 | 17.57 | 18.14 | 16.12 | 15.88 | 16.22 |
| Calcite | CaCO3 | 20.4 | 21.1 | 20.7 | 22.4 | 21.6 | 21.3 |
| Dolomite | CaMg(CO3)2 | 18.6 | 22.6 | 24.6 | 23.2 | 12.1 | 16.2 |
| Barite | BaSO4 | 6.01 | 7.26 | 11.2 | 14.7 | 29.4 | 20.9 |
| Quartz | SiO2 | 14 | 10.3 | 7.33 | 5.66 | 3.11 | 5.97 |
| Celestine | SrSO4 | 3.77 | 4.24 | 5.44 | 6.95 | 11.3 | 8.59 |
| Strontianite | SrCO3 | 1.45 | 1.49 | 1.68 | 1.72 | 1.58 | 1.57 |
| Other | - | 21.02 | 15.44 | 10.91 | 9.25 | 5.03 | 9.25 |
| Test | Conditions | Grade, % | Recovery, % | ||||
|---|---|---|---|---|---|---|---|
| Rotational Speed, RPM | Grinding Time, min | Pulp, wt% | Ca | REO | Ca | REO | |
| 1 | 930 | 75 | 20 | 8.15 | 12.50 | 21.44 | 50.72 |
| 2 | 930 | 120 | 20 | 7.63 | 12.36 | 20.17 | 50.80 |
| 3 | 930 | 120 | 10 | 7.42 | 13.74 | 17.52 | 49.09 |
| 4 | 930 | 75 | 10 | 8.75 | 11.04 | 21.65 | 44.00 |
| 5 | 1320 | 75 | 10 | 8.44 | 11.63 | 17.93 | 39.60 |
| 6 | 1320 | 120 | 20 | 7.57 | 13.80 | 18.75 | 49.86 |
| 7 | 1320 | 75 | 20 | 7.99 | 12.77 | 21.54 | 48.88 |
| 8 | 1320 | 120 | 10 | 7.70 | 13.49 | 15.87 | 41.30 |
| 9 | 1141 | 90 | 15 | 7.67 | 12.97 | 18.32 | 47.20 |
| 10 | 1141 | 90 | 15 | 7.19 | 13.72 | 17.58 | 52.01 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Norgren, A.; Anderson, C. Ultra-Fine Centrifugal Concentration of Bastnaesite Ore. Metals 2021, 11, 1501. https://doi.org/10.3390/met11101501
Norgren A, Anderson C. Ultra-Fine Centrifugal Concentration of Bastnaesite Ore. Metals. 2021; 11(10):1501. https://doi.org/10.3390/met11101501
Chicago/Turabian StyleNorgren, Alex, and Corby Anderson. 2021. "Ultra-Fine Centrifugal Concentration of Bastnaesite Ore" Metals 11, no. 10: 1501. https://doi.org/10.3390/met11101501
APA StyleNorgren, A., & Anderson, C. (2021). Ultra-Fine Centrifugal Concentration of Bastnaesite Ore. Metals, 11(10), 1501. https://doi.org/10.3390/met11101501