
Fatigue Performance of Thin Laser Butt Welds in HSLA Steel

 ,
,  , , and
, , and 
Abstract
1. Introduction
2. Material and Procedures
2.1. Material and Laser Welding
2.2. Fatigue Testing and Analysis
2.3. Measurement of Residual Stresses
3. Results and Discussion
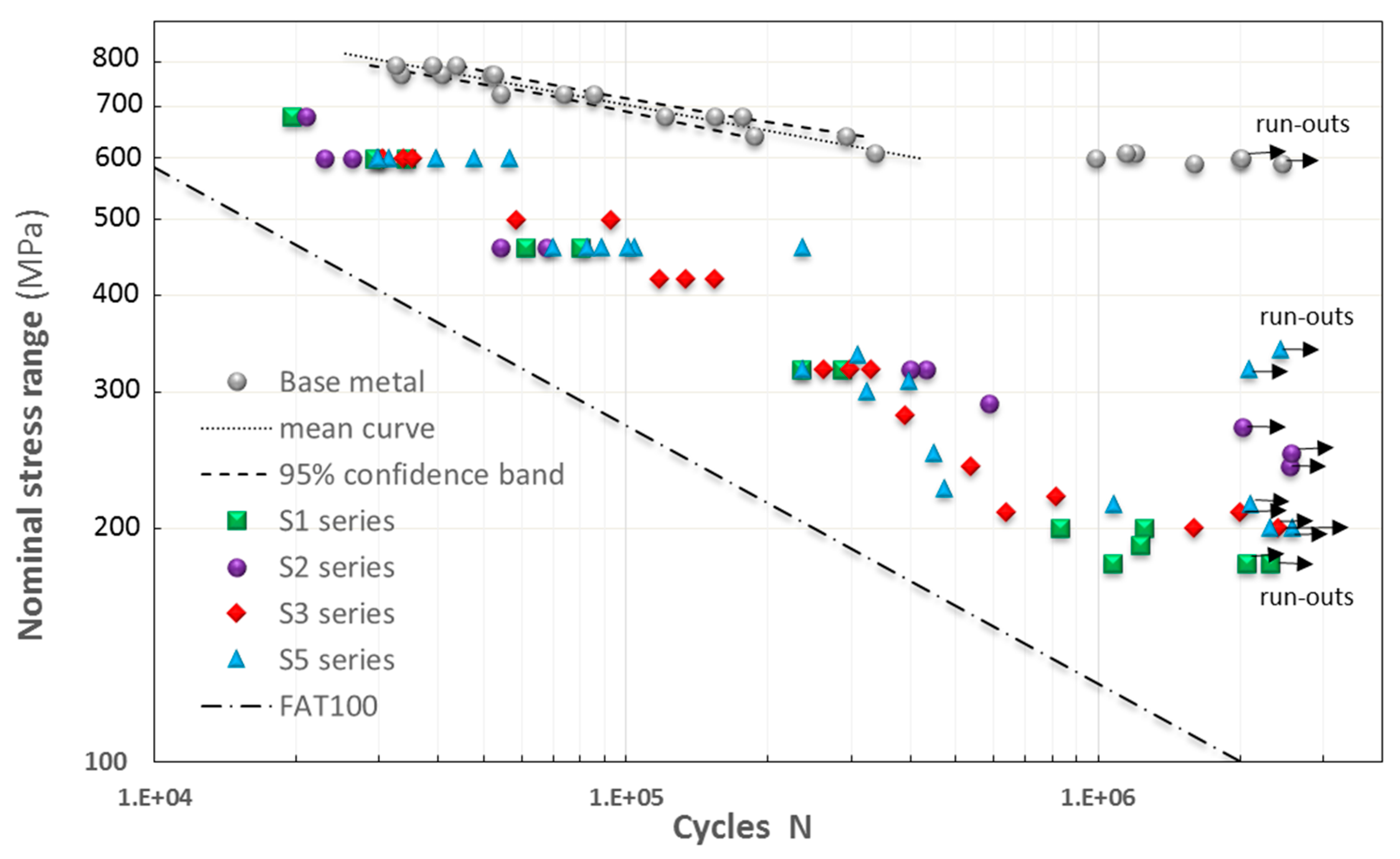
3.1. S-N Curves
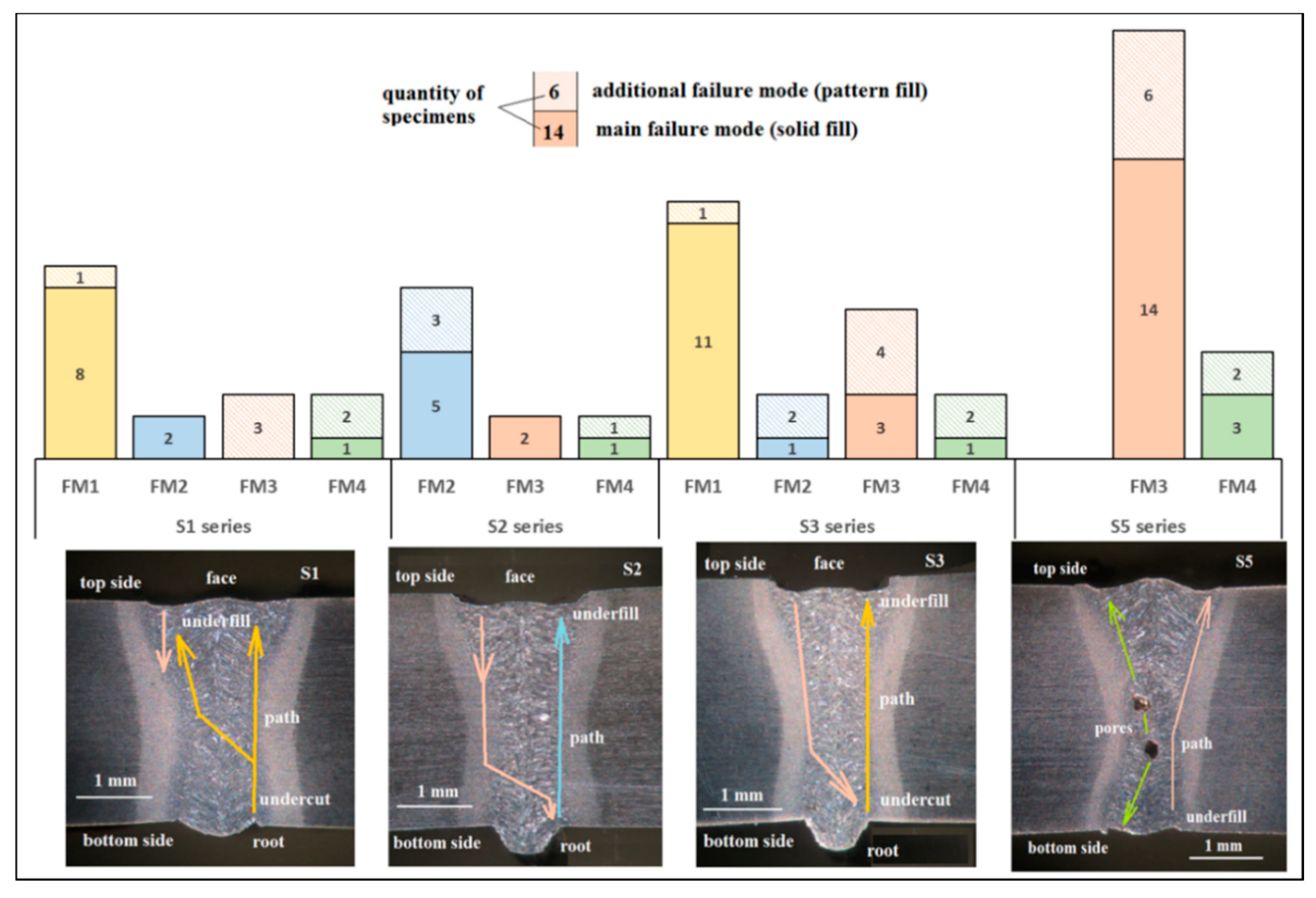
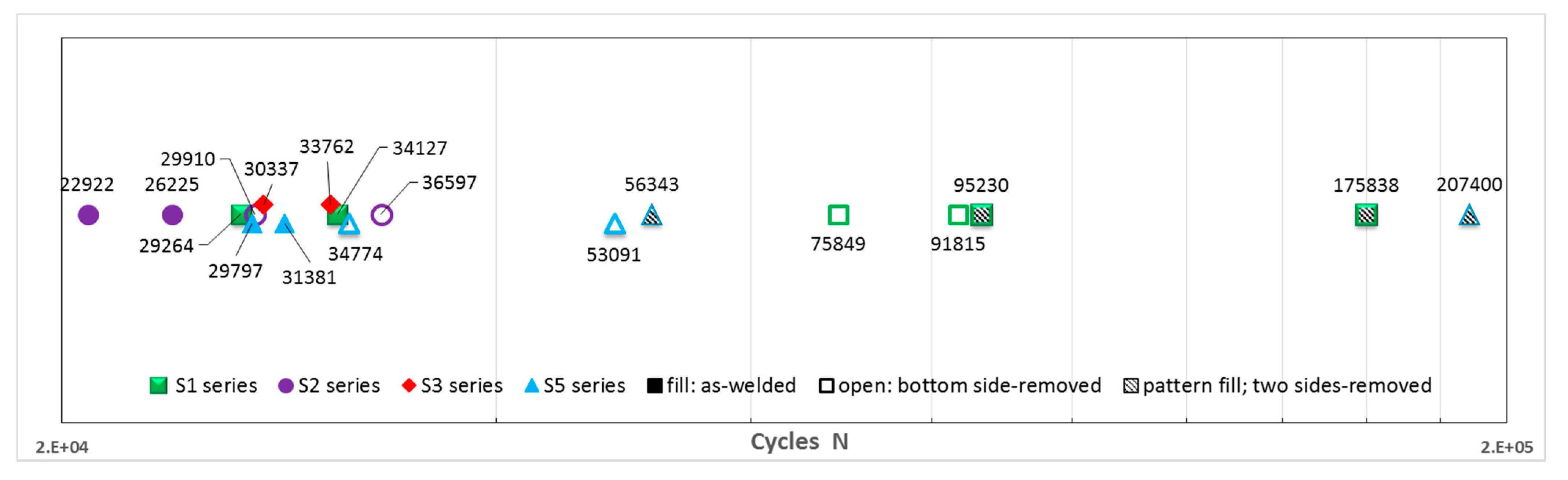
3.2. Fatigue Failure Modes
3.3. Effect of Weld Bead Geometry and Imperfections
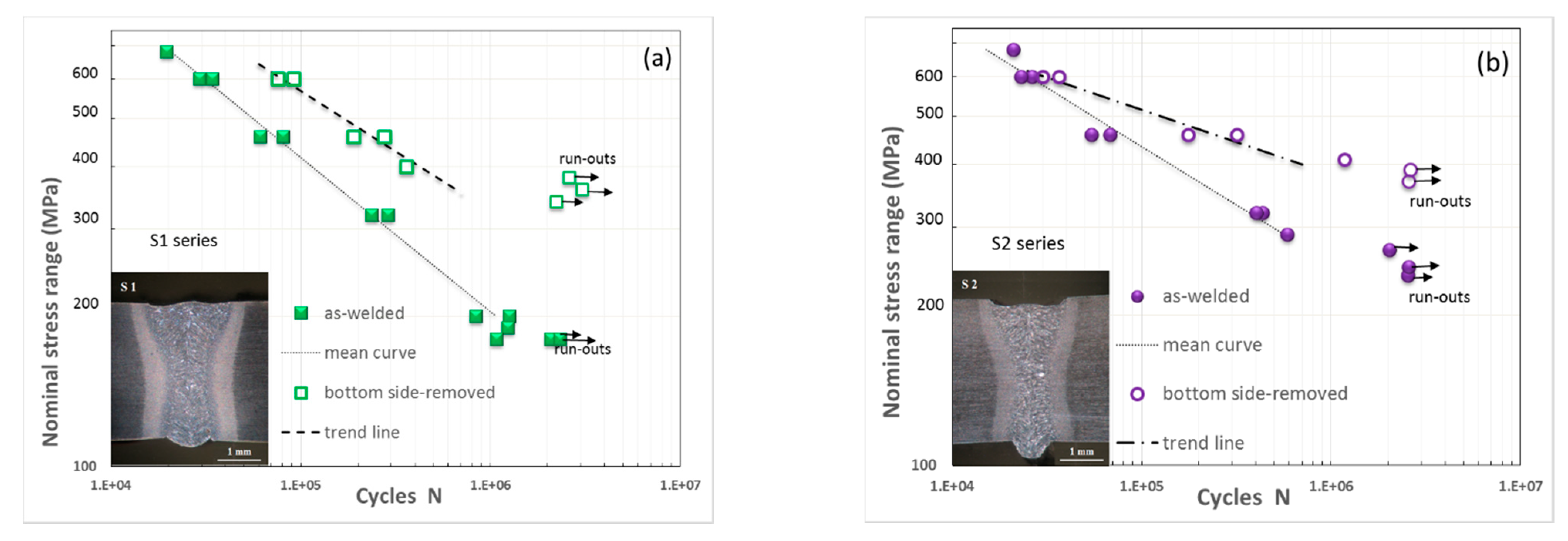
3.4. Effect of Top Side and Bottom Side on the Fatigue Strength
3.5. Fatigue Limit Assessment
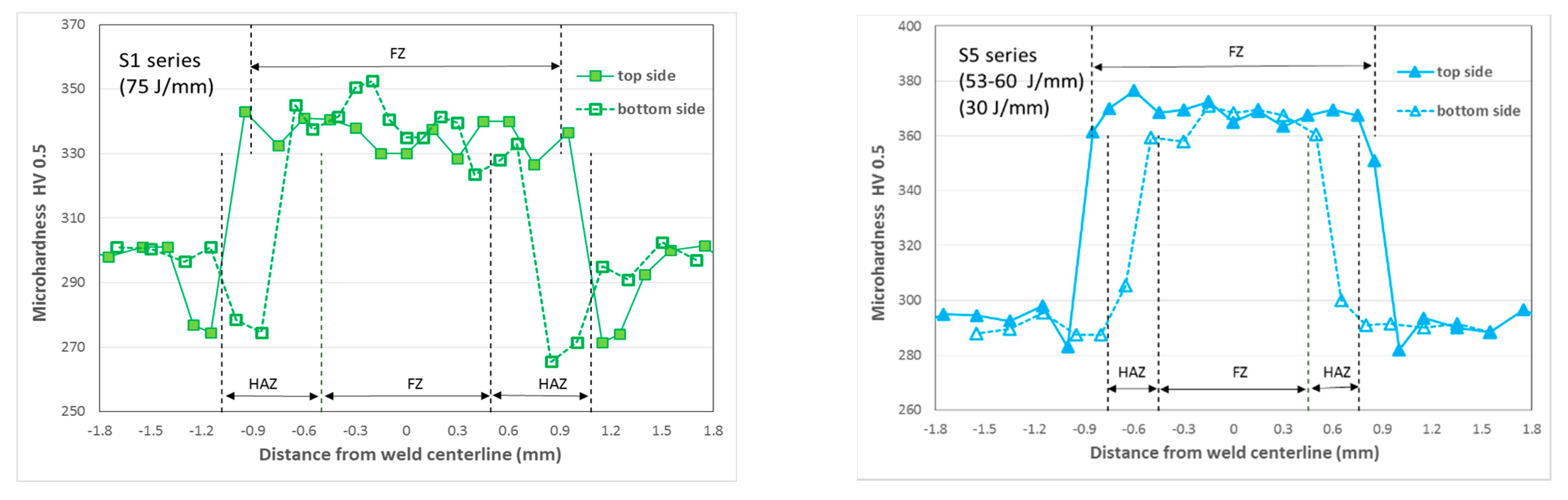
3.5.1. Local Properties
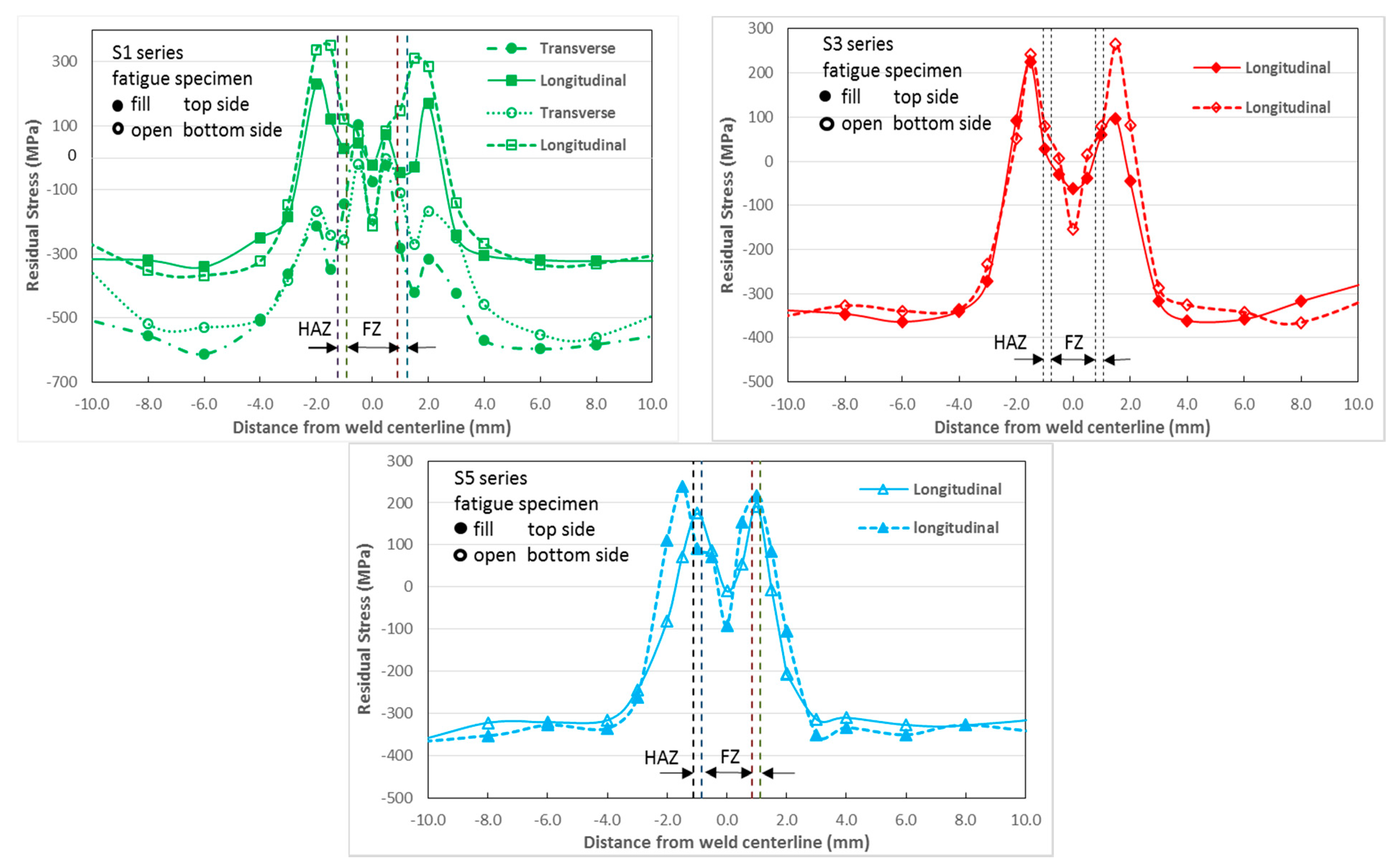
3.5.2. Residual Stresses
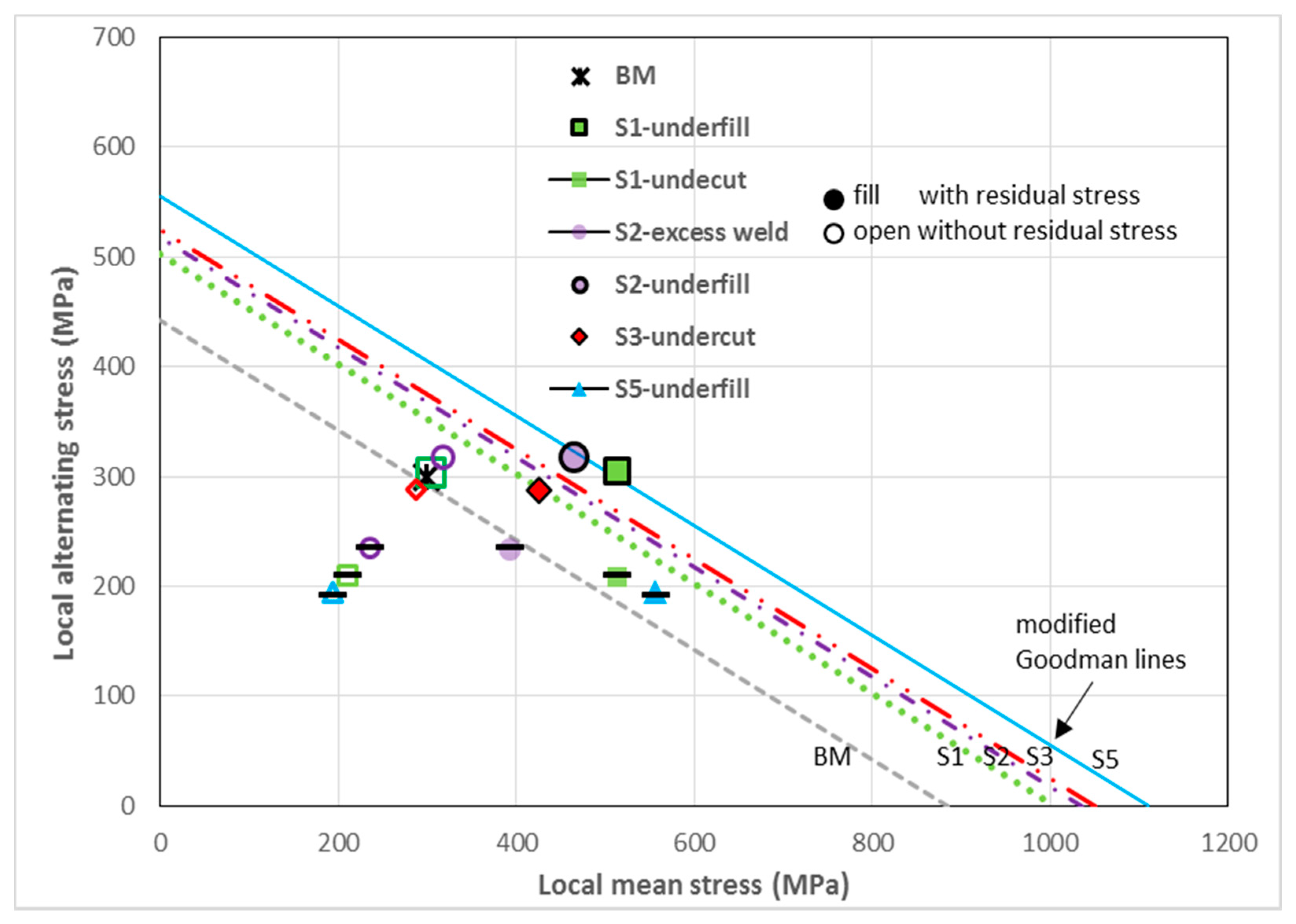
3.5.3. Fatigue Limit Evaluation
3.6. Fatigue Limit Predictions
4. Conclusions
- The fatigue strength of the welded series exceeded the FAT100 reference curve with fatigue limits in the range of 180 to 340 MPa, presenting multiple imperfections as shallow but sharp, and considered as crack-like imperfections and with B and D quality levels according to the ISO13919-1 standard;
- Although each series presented several fatigue failure modes due to the presence of different imperfections in the weld bead, a dominant failure mode strongly related to the imperfection with the highest SCF was observed for each series: 3.29—undercut—S1, 2.25—excess weld—S2; 4.41—undercut—S3; 1.95—underfill—S5;
- At low stress levels, the local properties of each welded series: hardness, residual stress, and weld bead geometry, determined the fatigue limits and their trends were in good agreement with the experimental results. Both high SCF and relatively low residual tensile stresses (<200 MPa) affected the fatigue limits; only when SCFs are low (<2.0) can the level (<130 MPa) of residual tensile stresses not be considered, while the local hardness increased the fatigue limits of the welded series although its influence is lower than that of the other two factors;
- The predictions of the fatigue limits were acceptable by the stress-concentrating effect when there were no small imperfections associated with excess weld, undercut, or underfill, while when these were present or for small undercuts, the relationship proposed by Murakami was appropriate.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
Nomenclature
| a | Crack depth |
| Murakami’s area parameter | |
| C | parameter of the S-N curve |
| HV | Vickers hardness |
| m | Slope of S-N curve in log-log scales |
| N | Number of cycles |
| Kt | Stress concentration factor |
| Kf | Effective stress concentration factor |
| R | Stress ratio equal to minimum stress divided by maximum stress |
| nG | Goodman criteria factor |
| Sut | Tensile ultimate strength |
| Se | Fatigue limit |
| Δσ | Nominal stress range |
| ρ | Imperfection radius |
| σa | Nominal alternating stress |
| σm | Nominal mean stress |
| σw | Fatigue limit according Murakami’s expression |
| Murakami’s factor | |
| Abbreviations | |
| ASTM | American Society for Testing and Materials |
| BM | Base metal |
| CG-HAZ | Corse-grain heat-affected zone |
| FAT | Fatigue class curve |
| FEM | Finite element method |
| FG-HAZ | Fine-grain heat-affected zone |
| FCG | Fatigue crack growth |
| FCGR | Fatigue crack growth rate |
| FM | Failure mode |
| FZ | Fusion zone |
| HAZ | Heat-affected zone |
| HSLA | High-strength low-alloy |
| HV | Hardness Vickers |
| IIW | International Institute of Welding |
| ISO | International Organization for Standardization |
| NDT | Nondestructive testing |
| HI | Heat input |
| SCF | Stress concentration factor |
References
- Guo, W.; Wan, Z.; Peng, P.; Jia, Q.; Zou, G.; Peng, Y. Microstructure and mechanical properties of fiber laser welded QP980 steel. J. Mater. Process. Technol. 2018, 256, 229–238. [Google Scholar] [CrossRef]
- Farabi, N.; Chen, D.; Zhou, Y. Fatigue properties of laser welded dual-phase steel joints. Procedia Eng. 2010, 2, 835–843. [Google Scholar] [CrossRef]
- Xu, W.; Westerbaan, D.; Nayak, S.; Chen, D.; Goodwin, F.; Zhou, Y. Tensile and fatigue properties of fiber laser welded high strength low alloy. Mater. Des. 2013, 43, 373–383. [Google Scholar] [CrossRef]
- Gurney, T. Cumulative Damage of Welded Joints; Woodhead Publishing Ltd.: Cambridge, UK, 2006. [Google Scholar]
- Hobbacher, A.F. Recommendations for Fatigue Design of Welded Joints and Components; Springer: London, UK, 2016. [Google Scholar]
- Maddox, S.J. Fatigue Strength of Welded Structures; Abington Publishing: Cambridge, UK, 2002. [Google Scholar]
- Chapetti, M.; Jaureguizahar, L. Fatigue behavior prediction of welded joints by using an integrated fracture mechanics approach. Int. J. Fatigue 2012, 43, 43–53. [Google Scholar] [CrossRef]
- Zhang, Y.-H.; Maddox, S. Fatigue life prediction for toe ground welded joints. Int. J. Fatigue 2009, 31, 1124–1136. [Google Scholar] [CrossRef]
- Yamamoto, H.; Danno, Y.; Ito, K.; Mikami, Y.; Fujji, H. Weld toe modification using spherical-tip WC tool FSP in fatigue strength improvement of high-strength low-alloy steel joints. Mater. Des. 2018, 160, 1019–1028. [Google Scholar] [CrossRef]
- Mei, J.; Xiang, S.; Vasu, A.; Chung, J.; Desai, R.; Dong, P. The fatigue limit prediction of notched components—A critical review and modified stress gradient based approach. Int. J. Fatigue 2020, 135, 105531. [Google Scholar] [CrossRef]
- Schijve, J. The significance of fatigue crack initiation for predictions of the fatigue limit of specimens and structures. Int. J. Fatigue 2014, 61, 39–45. [Google Scholar] [CrossRef]
- Murakami, Y. Metal Fatigue: Effects of Small Defects and Nonmetallic Inclusions; Elsevier Science Ltd.: Oxford, UK, 2002. [Google Scholar]
- Åman, M.; Tanaka, Y.; Murakami, Y.; Remes, H.; Marquis, G. Fatigue strength evaluation of small defect at stress concentration. Struct. Integr. Procedia 2017, 7, 351–358. [Google Scholar] [CrossRef]
- Lassen, T.; Récho, N. Fatigue Life Analyses of Welded Structures; ISTE Ltda: London, UK, 2006. [Google Scholar]
- Lieurade, H.P.; Huther, I.; Lefebvre, F. Effect of Weld Quality and Postweld Improvement Techniques on the Fatigue Resistance of Extra High Strength Steels. Weld. World 2008, 52, 106–115. [Google Scholar] [CrossRef]
- Gerritsen, C.; Vanrostenberghe, S.; Doré, M. Diode laser weld toe re-melting as a means of fatigue strength improvement in high strength steels. Procedia Eng. 2013, 66, 171–180. [Google Scholar] [CrossRef][Green Version]
- Cheng, X.; Fisher, J.; Prask, H.; Yen, B.; Graunapel-Herold, T.; Roy, S. Residual stress modification by post-weld treatment and its beneficial effect on fatigue strength of welded structures. Int. J. Fatigue 2003, 25, 1259–1269. [Google Scholar] [CrossRef]
- Lefebvre, F.; Peyrac, C.; Elbel, G.; Revilla-Gomez, C.; Verdu, C.; Buffière, J. Understanding of fatigue strength improvement of steel structures by hammer peening treatment. Procedia Eng. 2015, 133, 454–464. [Google Scholar] [CrossRef][Green Version]
- Marquis, G.; Barsoum, Z. A guideline for fatigue strength improvement of high strength steel welded structures using high frequency mechanical impact treatment. Procedia Eng. 2013, 66, 98–107. [Google Scholar] [CrossRef]
- Maddox, S. Fatigue Design Rules for Welded Structures. In Fracture and Fatigue of Welded Joints and Structures; Woodhead Publishing: Cambridge, UK, 2011; pp. 168–207. [Google Scholar]
- Lillemäe, I.; Remes, H.; Liinalampi, S.; Itävuo, A. Influence of weld quality on the fatigue strength of thin normal and high strength steel butt joints. Weld. Word 2016, 60, 731–740. [Google Scholar] [CrossRef]
- Kucharczyk, P.; Madia, M.; Zerbst, U.; Schork, B.; Gerwien, P.; Münstermann, S. Fracture-mechanics based prediction of the fatigue strength of weldments. Material aspects. Eng. Fract. Mech. 2018, 198, 79–102. [Google Scholar] [CrossRef]
- Li, S.; Khan, Y.; Kuang, S. Effects of microstructure on fatigue crack growth behavior in cold-rolled dual phase steels. Mater. Sci. Eng. A 2014, 612, 153–161. [Google Scholar] [CrossRef]
- Watanabe, O.; Matsumoto, S.; Nakano, Y.; Saito, Y. Fatigue strength of welded joints in high strength steel Effects of stress concentration factor and welding residual stress. Weld. Int. 1996, 10, 201–206. [Google Scholar] [CrossRef]
- Harati, E.; Karlsson, L.; Svensson, L.-E.; Dalaei, K. The relative effects of residual stresses and weld toe geometry on fatigue life of weldments. Int. J. Fatigue 2015, 77, 160–165. [Google Scholar] [CrossRef]
- Nguyen, N.; Wahab, M. The Effect of Undercut and Residual Stresses on Fatigue Behaviour of Misaligned Butt Joints. Eng. Fract. Mech. 1996, 55, 453–469. [Google Scholar] [CrossRef]
- Shiozaki, T.; Yamaguchi, N.; Tamai, Y.; Hiramoto, J.; Ogawa, K. Effect of weld toe geometry on fatigue life of lap fillet welded ultra-high strength steels joints. Int. J. Fatigue 2018, 116, 409–420. [Google Scholar] [CrossRef]
- Riofrío, P.; Capela, C.; Ferreira, J. Imperfections and Modelling of the Weld Bead Profile of Laser Butt Joints in HSLA Steel Thin Plate. Metals 2021, 11, 151. [Google Scholar] [CrossRef]
- ISO. Welding—Electron and Laser-Beam Welded Joints—Guidance on Quality Levels for Imperfections. Part 1: Steel; ISO 13919-1(1996); ISO: Geneva, Switzerland, 1996. [Google Scholar]
- Data Sheet S700MC. 2017. Available online: http://www.ssab.com (accessed on 1 February 2019).
- Riofrío, P.; Capela, C.; Ferreira, J.; Ramalho, A. Interactions of the process parameters and mechanical properties of laser butt welds in thin high strength low alloy steel plates. J. Mater. Des. Appl. 2020, 234, 665–680. [Google Scholar] [CrossRef]
- ASTM International. Standard Practice for Conducting Force Controlled Constant Amplitude Axial Fatigue Tests of Metallic Materials; E466-15; ASTM International: West Conshohocken, PA, USA, 2015. [Google Scholar]
- ASTM International. Standard Practice for Statistical Analysis of Linear or Linearized Stress-Life (S-N) and Strain-Life (ε-N) Fatigue Data; E739-10; ASTM International: West Conshohocken, PA, USA, 2015. [Google Scholar]
- Remes, H.; Varsta, P. Statistics of weld geometry for laser-hybrid welded joints and its application within notch stress approach. Weld. World 2010, 54, R189–R207. [Google Scholar] [CrossRef]
- Fricke, W. IIW Recommendations for the Fatigue Assessment of Welded Structures by Notch Stress Analysis; Woodhead Publishing Limited: Oxford, UK, 2012. [Google Scholar]
- Alam, M.; Barsoum, Z.; Jonsén, P.; Kaplan, A.; Haggblad, H. The influence of surface geometry and topography on the fatigue cracking behaviour of laser hybrid welded eccentric fillet joints. Appl. Surf. Sci. 2010, 256, 1936–1945. [Google Scholar] [CrossRef]
- Pilkey, W. Peterson’s Stress Concentration Factors; John Wiley & Sons: New York, NY, USA, 1997. [Google Scholar]
- Schork, B.; Zersbt, U.; Kiyak, Y.; Kaffenberger, M.; Madia, M.; Oechsner, M. Effect of the parameters of weld toe geometry on the FAT class as obtained by means of fracture mechanics-based simulations. Weld. Word 2020, 64, 925–936. [Google Scholar] [CrossRef]
- Otegui, J.; Kerr, H.; Burns, D.; Mohaupt, U. Fatigue Crack Initiation from Defects at Weld Toes in Steel. Int. J. Press. Vessel. Pip. 1989, 38, 385–417. [Google Scholar] [CrossRef]













{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| C | Mn | Si | P | S | Cr | V | Nb | Ni | Cu | Al | Mo | Ti | Co | Fe |
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| 0.07 | 1.69 | 0.01 | 0.012 | 0.006 | 0.03 | 0.02 | 0.046 | 0.04 | 0.011 | 0.044 | 0.016 | 0.117 | 0.016 | balance |
| Yield Strength (MPa) | Tensile Strength (MPa) | Elongation (%) |
|---|---|---|
| 808 | 838 | 15.0 |
| Series | Laser Power (kW) | Welding Speed (m/min) | Heat Input (J/mm) |
|---|---|---|---|
| S1 | 2.00 | 1.60 | 75.0 |
| S2 | 1.75 | 1.60 | 65.6 |
| S3 | 2.00 | 2.00 | 60.0 |
| S4 | 1.75 | 2.00 | 52.5 |
| top side weld pass | |||
| 1.75 | 1.75–2.00 | 52.5–60.0 | |
| S5 | bottom side weld pass | ||
| 1.25 | 2.50 | 30.0 |
| Series | Linear Model F Test F0.95 Fcalculated | log C | m | Fatigue Limits (MPa) |
|---|---|---|---|---|
| S1 | 6.59 0.27 (not rejected) | 13.46 | 3.23 | 180 |
| S2 | 9.28 7.86 (not rejected) | 16.21 | 4.25 | 270 |
| S3 | 3.97 1.62 (not rejected) | 13.25 | 3.12 | 210 |
| S5 | 3.69 1.57 (not rejected) | 13.47 | 3.21 | 215 (340) 1 |
| BM | 3.70 0.44 (not rejected) | 30.64 | 9.00 | 600 |
| Failure Mode (Series) | Fatigue Start Site-Imperfection (Side) | Details | Approximate Shape of Fractured Surface | Remarks |
|---|---|---|---|---|
| FM1 (S1, S3) | root-undercuts (bottom side) |
|
| in some cases, microdefects close to undercuts |
 | ||||
 | ||||
| FM2 (S2, S1, S3) | root-excess weld (bottom side) | multiple starts in micro-imperfections (pores, cavities, shallow crack-like) across the width | tending to a rectangular stripe across the width | semi-elliptical forms were not observed in weld root |
 | ||||
 | ||||
| FM3 (S5) (S1, S2, S3) | face-underfill (bottom side) (top side) | multiple starts in waves and sharp ripples with microdefects | small semi-ellipses or tending to a big semi-ellipse by coalescence | in many cases, underfill at border |
 | ||||
 | ||||
| FM4 (S5, S1, S2, S3) | center-porosity (lateral side) | single pore or several on or near the surface | approaching the middle of a semi-elliptical | in some cases influenced by underfill close to corner |
 | ||||
| Welded Series | ||||||
|---|---|---|---|---|---|---|
| S1 | S2 | S3 | S5 | |||
| Excess weld | radius | (mm) | 0.16 | 0.06 | 0.07 | 0.54 |
| (toe) | width | (mm) | 1.02 | 0.93 | 0.84 | 1.73 |
| high | (mm) | 0.20 | 0.36 | 0.31 | 0.14 | |
| flank angle | (degrees) | 34 | 50 | 50 | 14 | |
| SCF analytical | 1.54 | 1.95 | 1.83 | 1.30 | ||
| SCF by FEM | 1.71 | 2.25 | 1.98 | 1.36 | ||
| Undercut | depth | (mm) | 0.04 | - | 0.05 | - |
| radius | (mm) | 0.06 | - | 0.03 | - | |
| SCF analytical | 3.56 | - | 4.89 | - | ||
| SCF by FEM | 3.29 | - | 4.41 | - | ||
| Underfill | depth | (mm) | 0.08 | 0.12 | 0.15 | 0.06 |
| radius | (mm) | 0.53 | 0.60 | 0.50 | 0.27 | |
| SCF analytical | 1.72 | 1.84 | 2.05 | 1.91 | ||
| SCF by FEM | 1.75 | 1.77 | 1.94 | 1.95 | ||
| Series | Fatigue Limits (MPa) (Imperfection) | SCFs (Imperfection) | Ratios | ||||
|---|---|---|---|---|---|---|---|
| as-Welded | Bottom Side-Removed | as-Welded | Bottom Side-Removed | Strength | SCF | Strengh/SCF | |
| S1 | 180 (undercut) | 380 (underfill) | 3.29 (undercut) | 1.75 (underfill) | 2.11 | 1.88 | 1.12 |
| S2 | 270 (excess weld) | 390 (underfill) | 2.25 (excess weld) | 1.77 (underfill) | 1.44 | 1.27 | 1.13 |
| Case | Condition | Series Imperfection | Kt | ρ | Kf | Hardness | Residual Stress | Fatigue Limits | nG Factor | |
|---|---|---|---|---|---|---|---|---|---|---|
| (mm) | (HV) | (MPa) | (MPa) | RS 1 | no RS | |||||
| 1 | as-welded | S1-undercut | 3.29 | 0.06 | 2.33 | 335 | 130 | 180 | 1.08 | 1.60 |
| 2 | bottom side-removed | S1-underfill | 1.75 | 0.53 | 1.60 | 335 | 130 | 380 | 0.90 | 1.10 |
| 3 | as-welded | S2-excess weld | 2.25 | 0.06 | 1.74 | 345 | 90 | 270 | 1.20 | 1.47 |
| 4 | bottom side-removed | S2-underfill | 1.77 | 0.60 | 1.63 | 345 | 90 | 390 | 0.94 | 1.09 |
| 5 | as-welded | S3-undercut | 4.41 | 0.03 | 2.74 | 350 | 50 | 210 | 1.05 | 1.22 |
| 6 | as-welded | S5-underfill | 1.95 | 0.27 | 1.74 | 370 | 200 | 215 | 1.17 | 1.90 |
| 7 | no-welded | Base metal | --- | --- | --- | 295 | --- | 600 | --- | 0.98 |
| Series-Imperfection | Condition | Fatigue Limits | ||
|---|---|---|---|---|
| Experimental | Predicted | Ratio | ||
| S1-undercut | As-welded | 180 | 201 | 0.90 |
| S1-underfill | Bottom side-removed | 380 | 332 | 1.14 |
| S2-excess weld | As-welded | 270 | 336 | 0.80 |
| S2-underfill | Bottom side-removed | 390 | 363 | 1.07 |
| S3-undercut | As-welded | 210 | 222 | 0.95 |
| S5-underfill | As-welded | 215 | 292 | 0.74 |
| Series Imperfection | Crack Sizes Length, Depth | Fatigue Limits | |||
|---|---|---|---|---|---|
| (mm, μm) | (μm) | Experimental (MPa) | Predicted (MPa) | Ratio | |
| S1-undercut | 1.11, 40 | 126 | 180 | 214 | 0.84 |
| S2-shallow crack | >0.23, 22 | 70 | 270 | 254 | 1.06 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Riofrío, P.G.; Antunes, F.; Ferreira, J.; Batista, A.C.; Capela, C. Fatigue Performance of Thin Laser Butt Welds in HSLA Steel. Metals 2021, 11, 1499. https://doi.org/10.3390/met11101499
Riofrío PG, Antunes F, Ferreira J, Batista AC, Capela C. Fatigue Performance of Thin Laser Butt Welds in HSLA Steel. Metals. 2021; 11(10):1499. https://doi.org/10.3390/met11101499
Chicago/Turabian StyleRiofrío, Patricio G., Fernando Antunes, José Ferreira, António Castanhola Batista, and Carlos Capela. 2021. "Fatigue Performance of Thin Laser Butt Welds in HSLA Steel" Metals 11, no. 10: 1499. https://doi.org/10.3390/met11101499
APA StyleRiofrío, P. G., Antunes, F., Ferreira, J., Batista, A. C., & Capela, C. (2021). Fatigue Performance of Thin Laser Butt Welds in HSLA Steel. Metals, 11(10), 1499. https://doi.org/10.3390/met11101499