The Effect of Al-Mg-Si Wire Rod Heat Treatment on Its Electrical Conductivity and Strength


Abstract
1. Introduction
- The variable limit solubility of the components in the solid-state matrix;
- A suitably low phase separation rate, enabling the supercooling of the solid solution;
- Correspondingly higher matrix hardness of the separated phase.
2. Materials and Methods
- The homogenization and supersaturation process of Al-Mg-Si wire rods with different amounts of Mg and Si;
- The artificial aging of Al-Mg-Si wire rods with different amounts of Mg and Si;
- Testing of the mechanical and electrical properties of the wire rods.
3. Results
4. Discussion
5. Conclusions
- The same level of ultimate tensile strength, yield point and resistivity of wire rods can be obtained under different temperatures and aging times.
- A difference in Mg and Si content at the level of 0.15 wt. % results in an increase in the tensile strength by about 25 MPa and a resistivity differentiation of about 1 nΩm.
- The increased presence of Mg and Si in the alloy results in a better effect of artificial aging, which means higher strength and higher electrical conductivity.
- Restricting the amount of Si in the alloy is important because excess Si results in the decreased electrical conductivity of the wire rods. Therefore, the optimum amount of Si depends on the amount of Mg necessary to create Mg2Si.
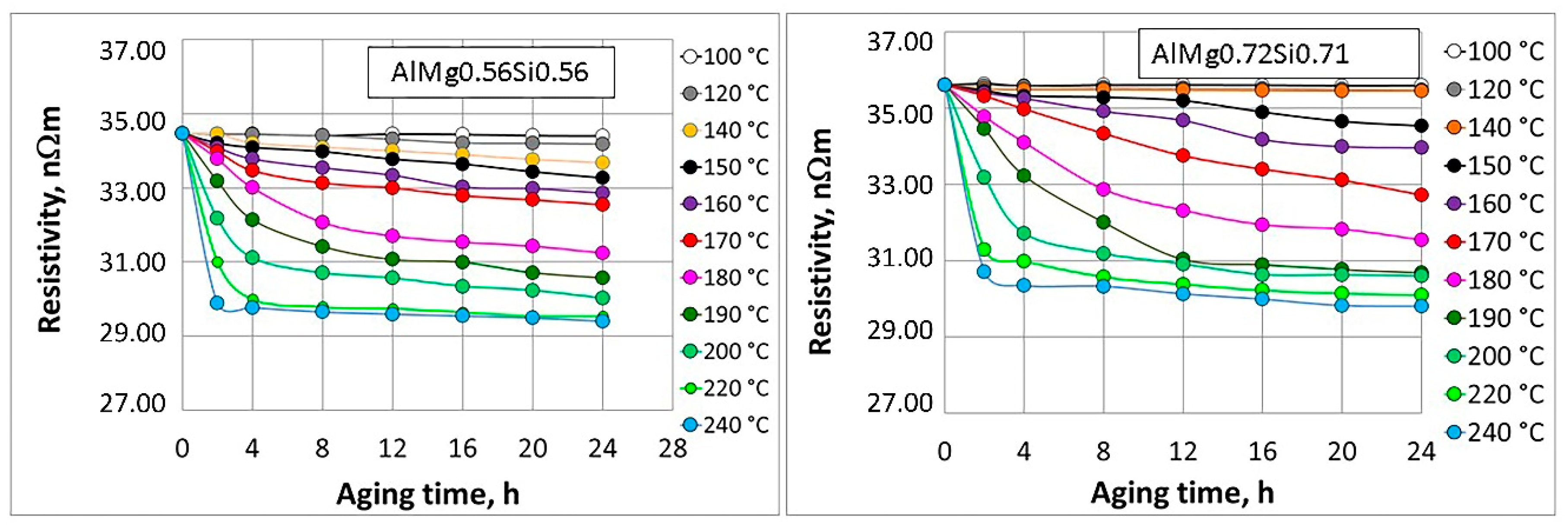
- The optimum parameters in terms of temperature and time for the artificial aging of Al-Mg-Si wire rods are 150 °C and 4–10 h. These parameters result in a tensile strength of 200 MPa and an electrical resistivity of 30 nΩm. These properties are ideal for the drawing process to create wires with high strength and high electrical conductivity.
- The content of Mg and Si has a greater effect on the value of the linear factor K, whereas the value of the hardening factor n has a greater impact on the type of heat treatment.
Author Contributions
Funding
Conflicts of Interest
References
- Martinova, Z.; Zlateva, G. Microstructure development during thermomechanical treatment of AlMgSi alloy. J. Min. Metall. Sect. B. 2002, 38, 133–162. [Google Scholar] [CrossRef]
- Martinova, Z.; Damagaliev, D.; Hirsh, M. The effect of room temperature pre-aging on tensile and electrical properties of thermomechanical treated AlMgSi alloy. J. Min. Metall. Sect. B. 2002, 38, 61–73. [Google Scholar] [CrossRef]
- Karabay, S.; Güven, E.A.; Ertürk, A.T. Enhancement on Al–Mg–Si alloys against failure due to lightning arc occurred in energy transmission lines. Eng. Fail. Anal. 2013, 31, 153–160. [Google Scholar] [CrossRef]
- Karabay, S. Influence of AlB2 compound on elimination of incoherent precipitation in artificial aging of wires drawn from redraw rod extruded from billets cast of alloy AA-6101 by vertical direct chill casting. Mater. Des. 2008, 29, 1364–1375. [Google Scholar] [CrossRef]
- Karabay, S. Modification of AA-6201 alloy for manufacturing of high conductivity and extra high conductivity wires with property of high tensile stress after artificial aging heat treatment for all-aluminium alloy conductors. Mater. Des. 2006, 27, 821–832. [Google Scholar] [CrossRef]
- Zhou, T.; Jiang, Z.; Wen, J.; Tieu, A.K. On-line aging to improve the tensile strength and conductivity of cold drawing AA6201 wires. Mater. Sci. Forum 2007, 561–565, 349–352. [Google Scholar] [CrossRef]
- Zhou, T.; Jiang, Z.; Wen, J.; Li, H.; Tieu, A.K. Semi-solid continuous casting-extrusion of AA6201 feed rods. Mater. Sci. Eng. A 2008, 458, 108–114. [Google Scholar] [CrossRef]
- Zen, L.; Kang, S.B. The effect of pre-aging on microstructure and tensile properties of AlMgSi alloys. Scr. Mater. 1997, 36, 1089–1094. [Google Scholar] [CrossRef]
- Friis, J.; Holmedal, B.; Ryen, Q.; Nes, E.; Myhr, O.R.; Grong, Q.; Furu, T.; Marthinsen, K. Work hardening behavior of heat treatable AlMgSi alloys. Mater. Sci. Forum 2006, 519–521, 1901–1906. [Google Scholar] [CrossRef]
- Raeisinia, B.; Poole, W.J.; Lloyd, D.J. Examination of precipitation in the aluminium alloy AA6111 using electrical resistivity measurments. Mater. Sci. Eng. A 2006, 420, 245–249. [Google Scholar] [CrossRef]
- Jensrud, O.; Pedersen, K. Cold forging of high strength aluminum alloys and the development of new thermomechanical processing. J. Mater. Process. Technol. 1998, 80–81, 156–160. [Google Scholar] [CrossRef]
- Lacom, W.; Spiradek, K. Assessment of thermal-treatment conditions for age-hardenable particulate-reinforced aluminium alloys by calorimetric methods. Thermochim. Acta 1998, 310, 125–132. [Google Scholar] [CrossRef]
- McQueen, H.J.; Xia, X.; Cui, Y.; Li, B.; Meng, Q. Solution and precipitation effects on hot workability of 6201 alloy. Mater. Sci. Eng. A 2001, 319–321, 420–424. [Google Scholar] [CrossRef]
- Dumitraschkewitz, P.; Uggowitzer, P.J.; Gerstl, S.S.A.; Löffler, J.F.; Pogatscher, S. Size-dependent diffusion controls natural aging in aluminium alloys. Nat. Commun. 2019, 10, 4746. [Google Scholar] [CrossRef] [PubMed]
- Cao, L.; Rometsch, P.A.; Zhong, H.; Mulji, Y.; Gao, S.X.; Muddle, C. Effect of natural ageing on the artificial ageing response of an AlMgSiCu alloy. In Proceedings of the 12th International Conference on Aluminium Alloys, Yokohama, Japan, 5–9 September 2010; pp. 395–399. [Google Scholar]
- Nakamura, J.; Matsuda, K.; Kawabata, T.; Sato, T.; Nakamura, Y.; Ikeno, S. Effect of silver addition on the b’ phase in AlMgSi Alloy. Mater. Trans. 2010, 51, 310–316. [Google Scholar] [CrossRef]
- Bruggemean, T.; Bollman, C.; Mohles, V.; Gottstein, G.; Hirsh, J.; Myhr, O.R. Yield stress development during age -hardening of AA6xxx: Comparison of two model predictions with experimental findings. In Proceedings of the 12th International Conference on Aluminium Alloys, Yokohama, Japan, 5–9 September 2010; pp. 296–299. [Google Scholar]
- Huynh, K. Effects of the heat treatment on the mechanical properties of 6201 aluminium alloy wire. Vietnam J. Sci. Technol. 2019, 57, 11–20. [Google Scholar] [CrossRef][Green Version]
- Bunte, C.; Glassel, M. Proposed Solution for Random Characteristics of Aluminium Alloy Wire Rods Due to the Natural Aging. Procedia Mater. Sci. 2015, 9, 97–104. [Google Scholar] [CrossRef]









{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Alloy | Elements’ Amount, wt. % | |||||||||
|---|---|---|---|---|---|---|---|---|---|---|
| Fe | Si | Cu | Zn | Ti | V | Cr | Mn | Mg | Al | |
| A | 0.21 | 0.56 | 0.001 | 0.004 | 0.004 | 0.009 | 0.001 | 0.002 | 0.56 | 98.64 |
| B | 0.21 | 0.71 | 0.002 | 0.007 | 0.001 | 0.006 | 0.001 | 0.004 | 0.72 | 98.34 |
| Alloy | Amount, wt. % | Mechanical Properties | Resistivity | |||
|---|---|---|---|---|---|---|
| Mg | Si | Yield Point, MPa | Ultimate Tensile Strength, [MPa] | Elongation A100, (%) | nΩm | |
| A | 0.56 | 0.56 | 140 | 186 | 20 | 34.54 |
| B | 0.72 | 0.71 | 180 | 207 | 19 | 35.62 |
| Process | Temperature/Time |
|---|---|
| Homogenization, °C/h | 550/12 |
| Supersaturation, °C/h | 550/12–water |
| Natural aging, °C/h | 20/24 |
| Artificial aging temperature, °C | 100, 120, 140, 150, 160, 170, 180, 190, 200, 220, 240 |
| Artificial aging time, h | 2, 4, 8, 12, 16, 20, 24 |
| Test | Parameters |
|---|---|
| Tensile test | Measuring base: 100 mm, speed: 50 m/min |
| Electrical conductivity test | Measuring base: 1000 mm, temperature coefficient: 4000 1/K |
| Temper | AlMg0.56Si0.56 | AlMg0.72.Si0.71 | ||
|---|---|---|---|---|
| K | n | K | n | |
| After homogenization | 208 | 0.291 | 238 | 0.338 |
| After supersaturation | 303 | 0.374 | 372 | 0.326 |
| After natural aging | 279 | 0.148 | 358 | 0.182 |
| After artificial aging: 140 °C/10 h | 322 | 0.121 | 381 | 0.128 |
| After artificial aging: 160 °C/10 h | 311 | 0.083 | 348 | 0.087 |
| After artificial aging: 240 °C/10 h | 190 | 0.081 | 205 | 0.082 |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Smyrak, B.; Jurkiewicz, B.; Zasadzińska, M.; Gniełczyk, M.; Jałowy, P. The Effect of Al-Mg-Si Wire Rod Heat Treatment on Its Electrical Conductivity and Strength. Metals 2020, 10, 1027. https://doi.org/10.3390/met10081027
Smyrak B, Jurkiewicz B, Zasadzińska M, Gniełczyk M, Jałowy P. The Effect of Al-Mg-Si Wire Rod Heat Treatment on Its Electrical Conductivity and Strength. Metals. 2020; 10(8):1027. https://doi.org/10.3390/met10081027
Chicago/Turabian StyleSmyrak, Beata, Bartosz Jurkiewicz, Małgorzata Zasadzińska, Marek Gniełczyk, and Patryk Jałowy. 2020. "The Effect of Al-Mg-Si Wire Rod Heat Treatment on Its Electrical Conductivity and Strength" Metals 10, no. 8: 1027. https://doi.org/10.3390/met10081027
APA StyleSmyrak, B., Jurkiewicz, B., Zasadzińska, M., Gniełczyk, M., & Jałowy, P. (2020). The Effect of Al-Mg-Si Wire Rod Heat Treatment on Its Electrical Conductivity and Strength. Metals, 10(8), 1027. https://doi.org/10.3390/met10081027