Investigation and Minimization of Slag Spot Surface Defects in Continuous Casting of High Carbon Steel Billets through Statistical Evaluation

 ,
,
Abstract
:1. Introduction
2. Surface Observation of Slag Spot Defects on As-Cast Billets
3. Analysis of Influencing Factors of Slag Spots
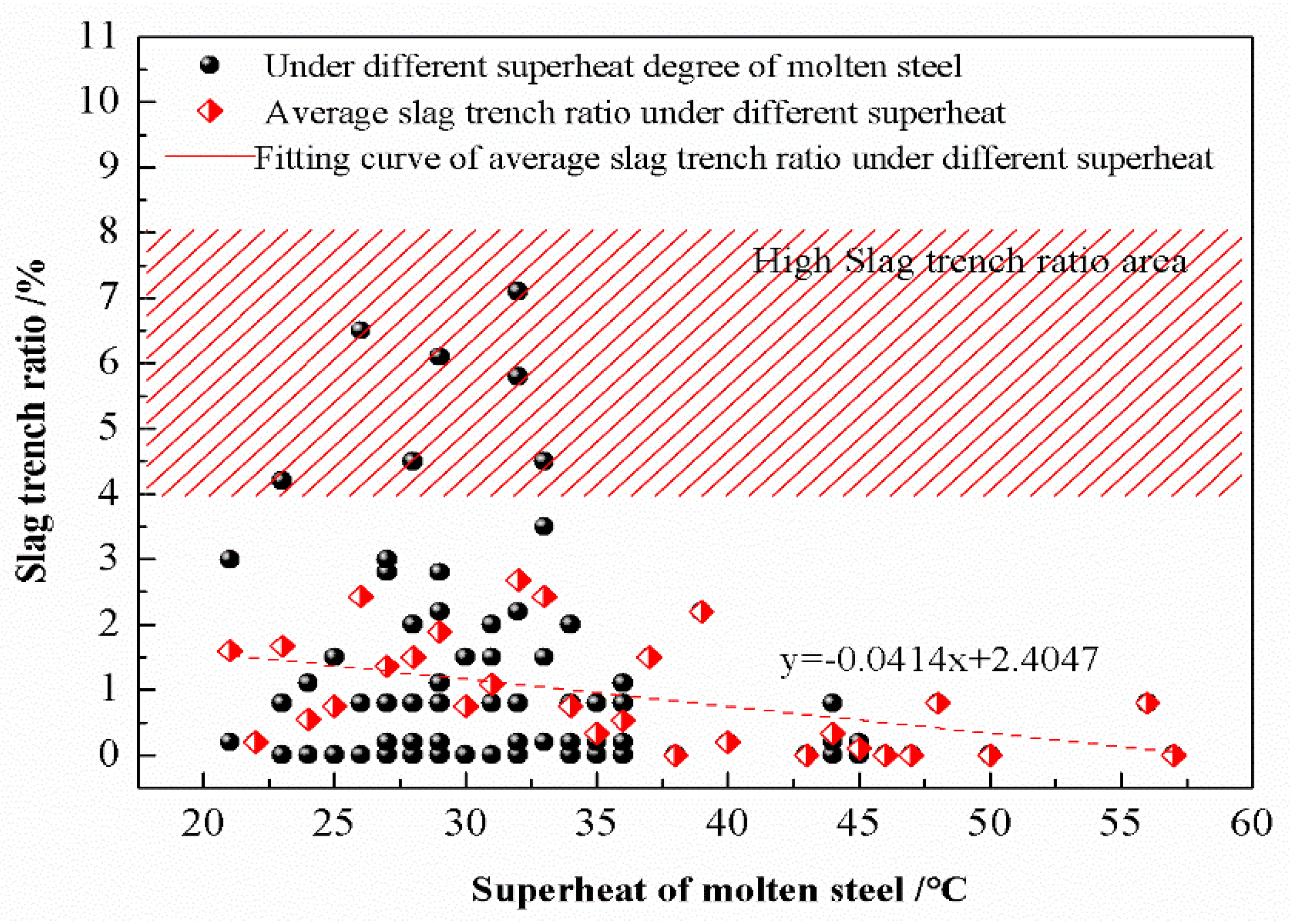
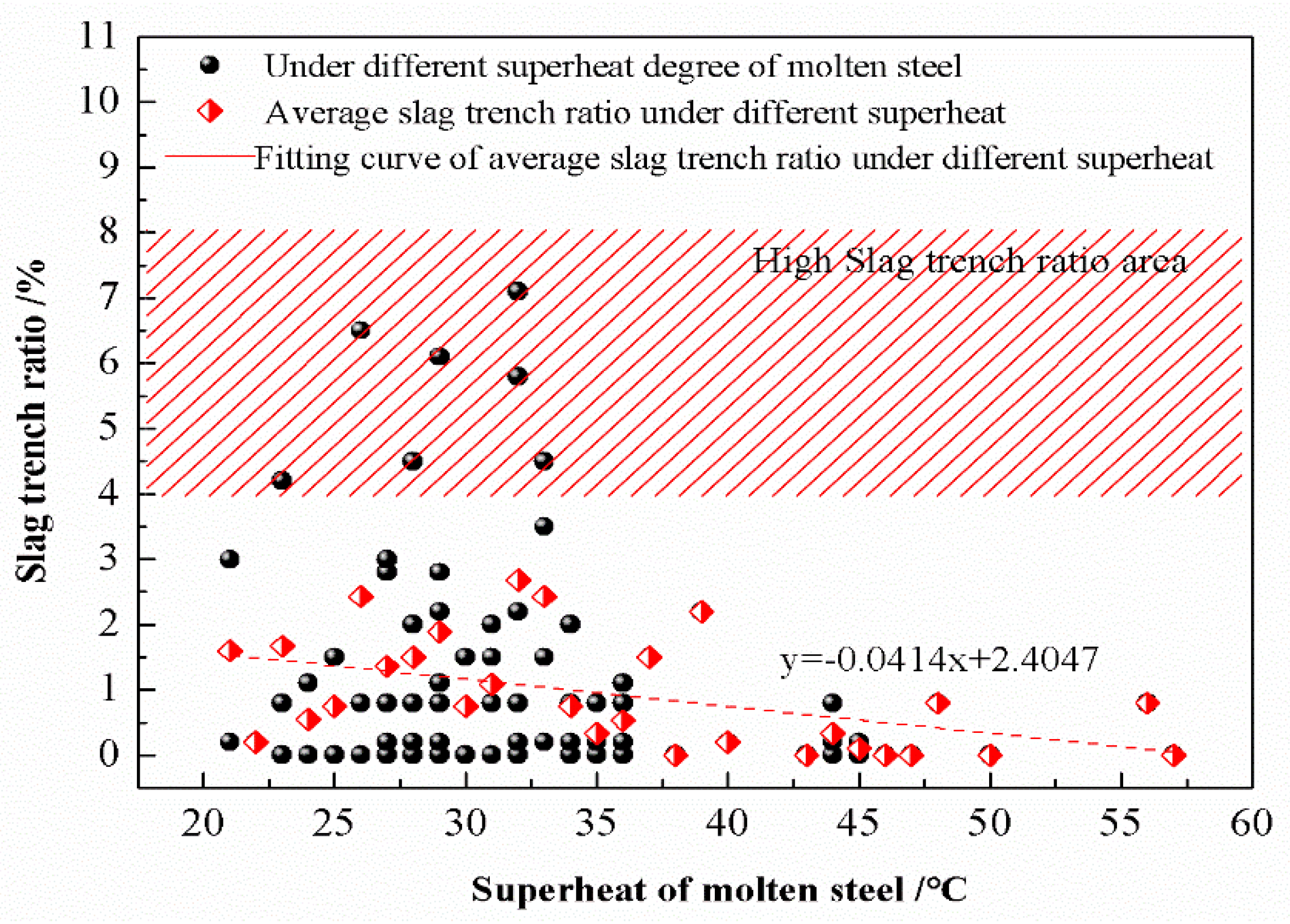
3.1. Molten Steel Superheat
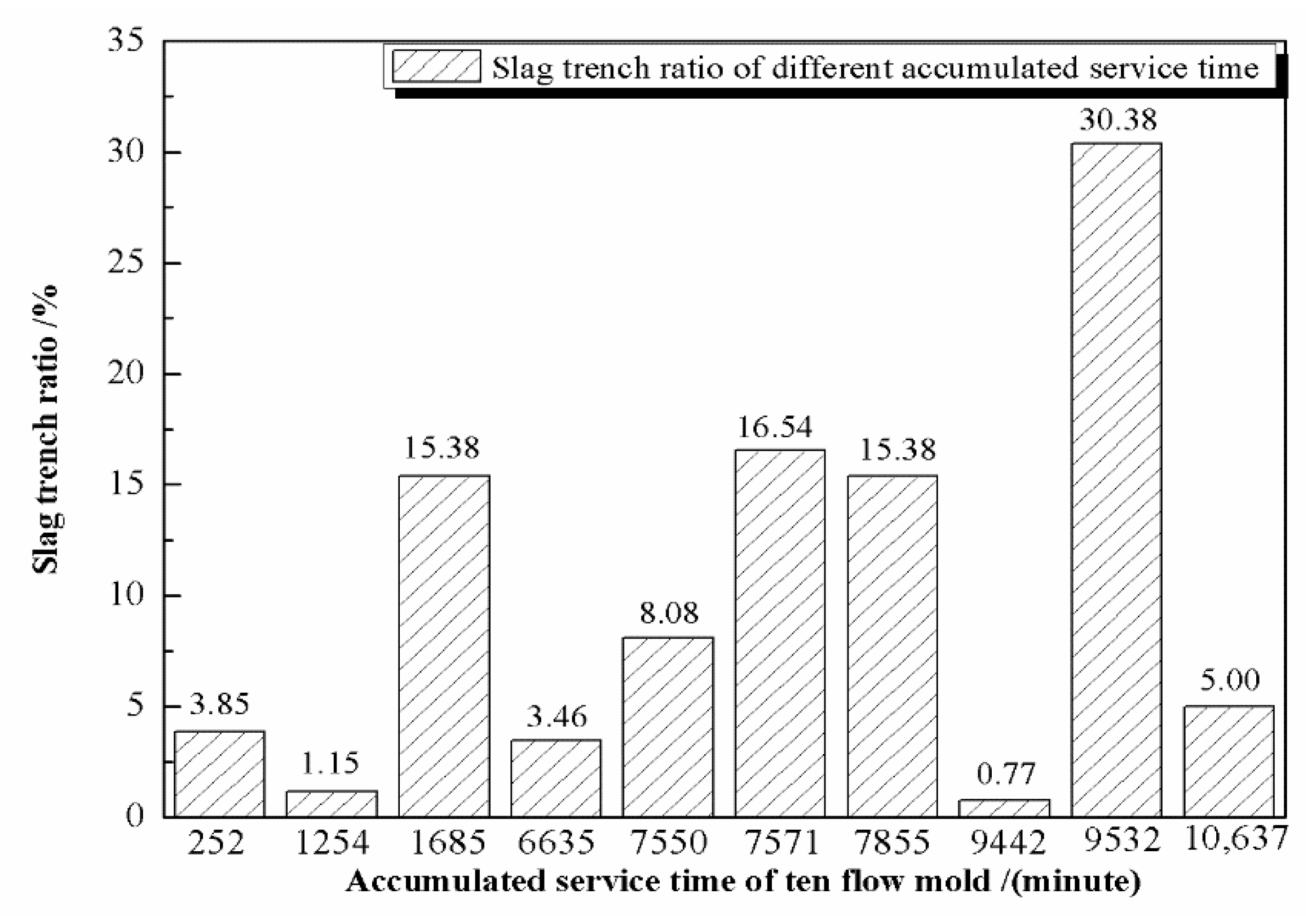
3.2. Accumulated Service Time of the Mold
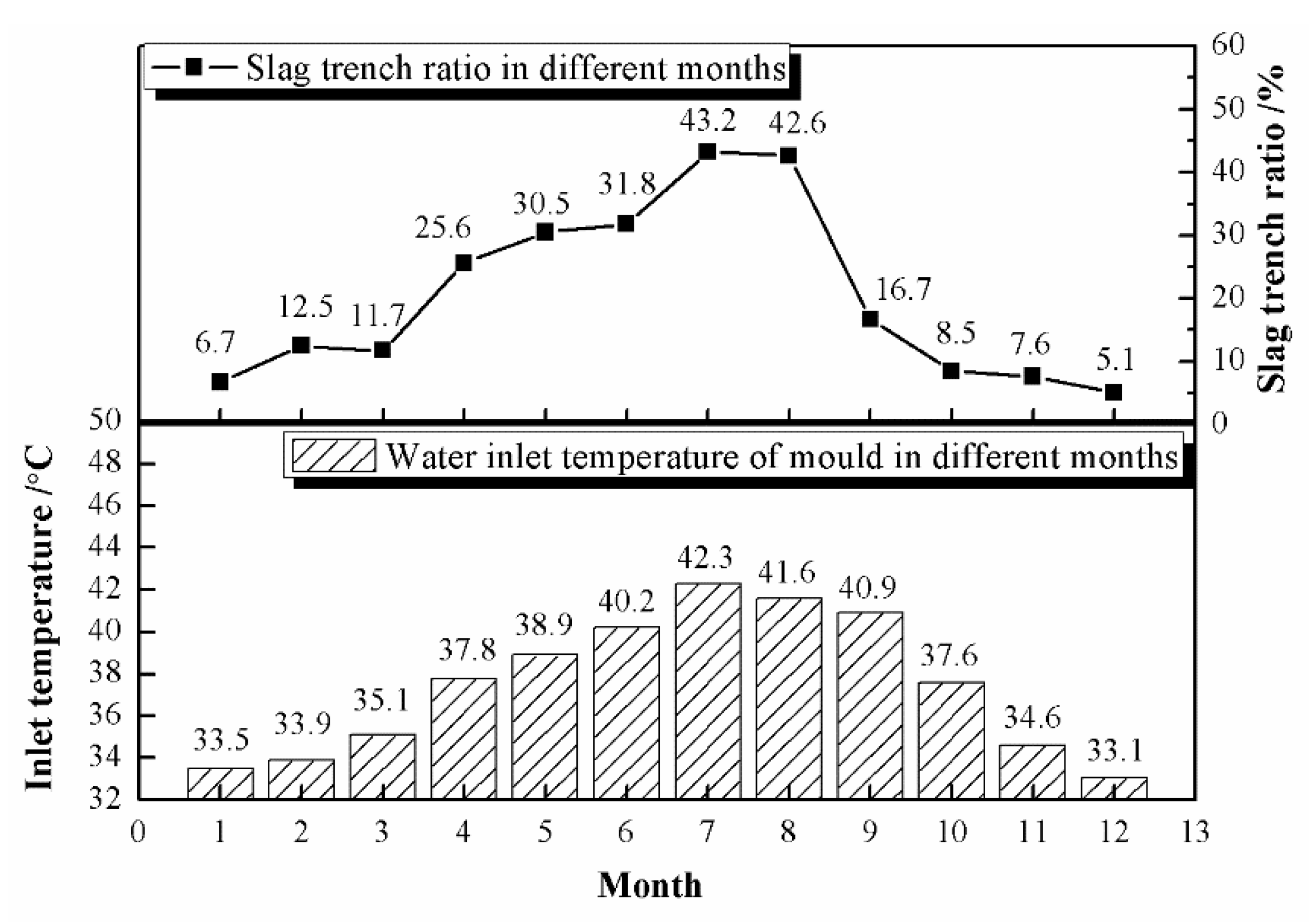
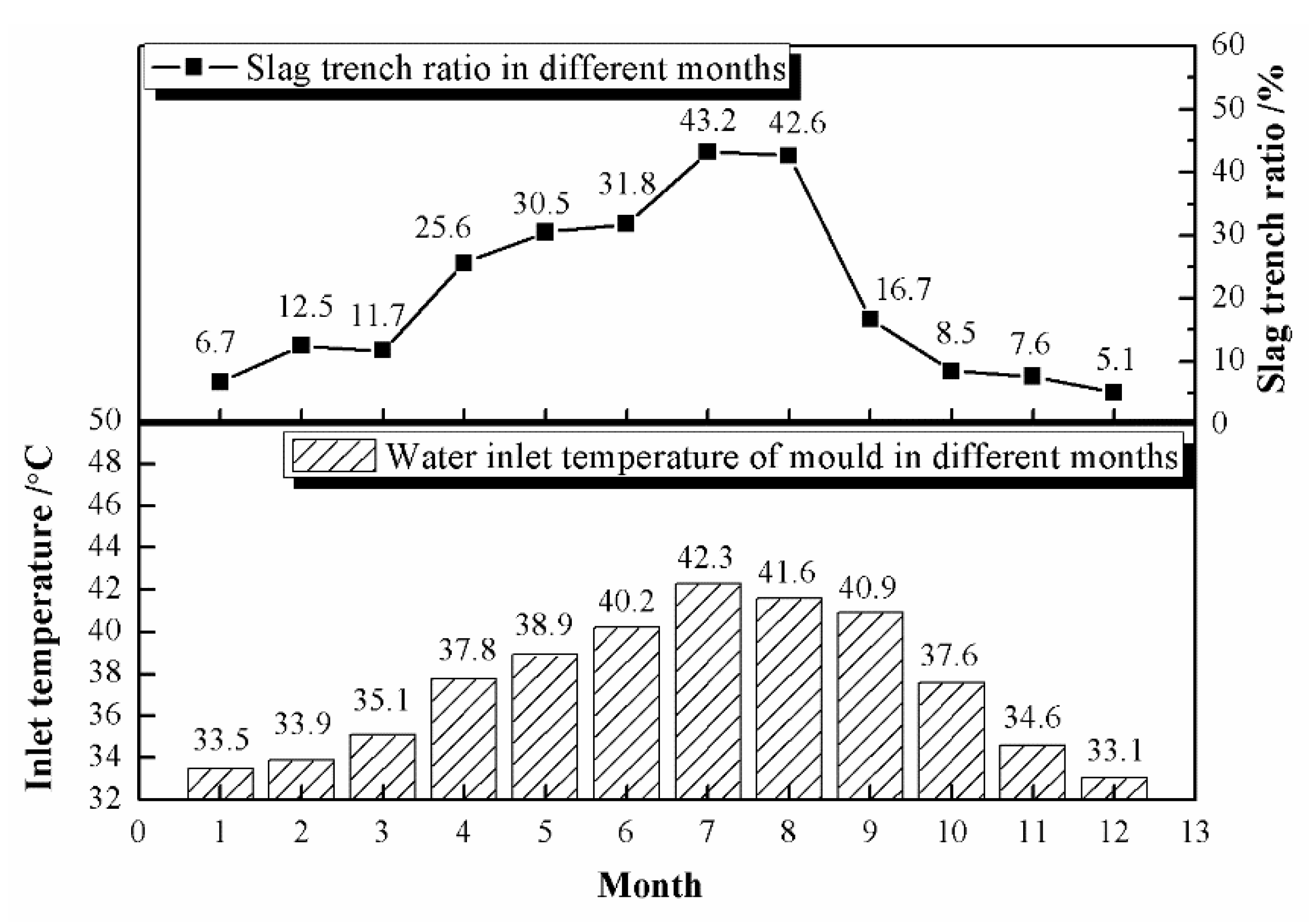
3.3. Inlet Water Temperature of the Mold
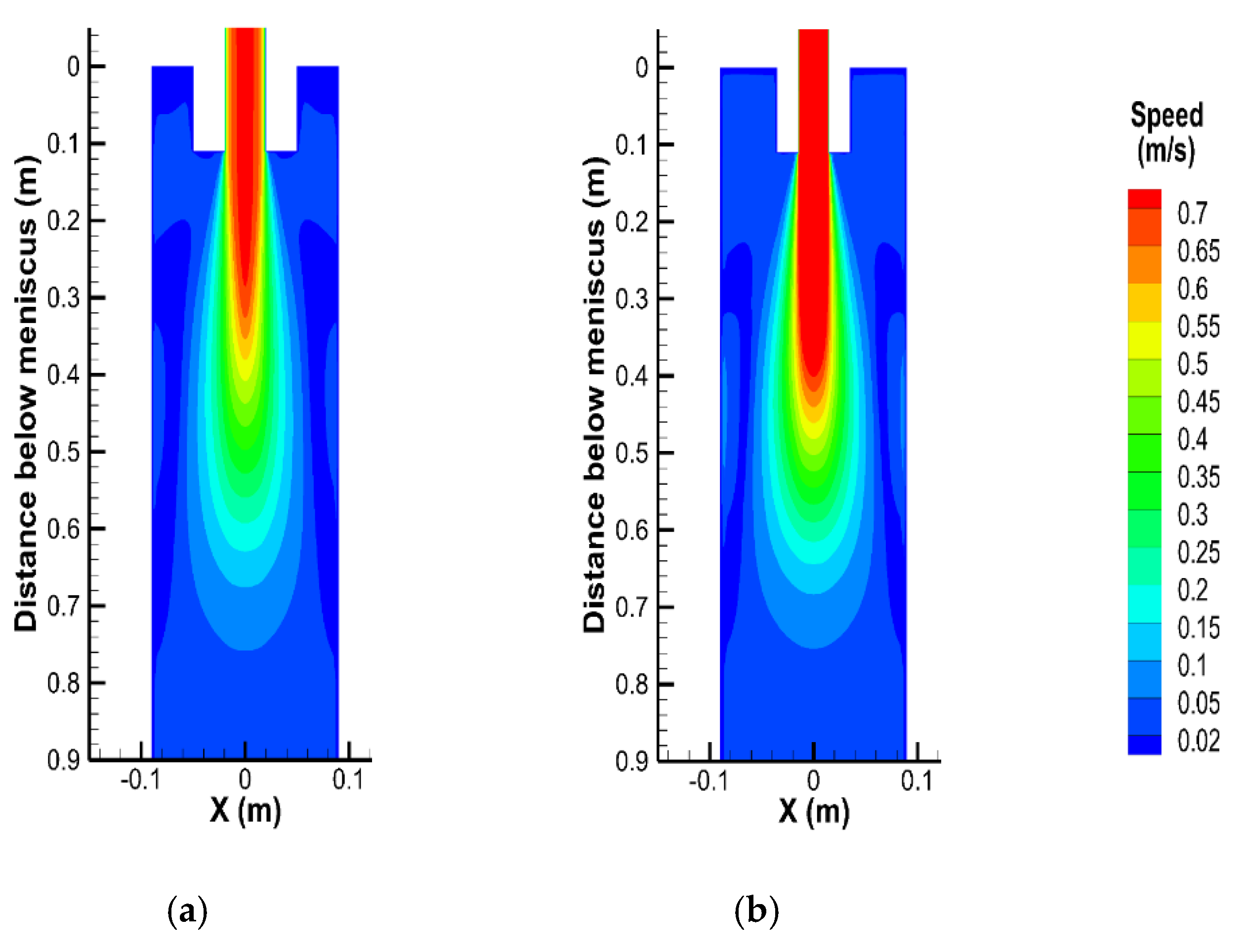
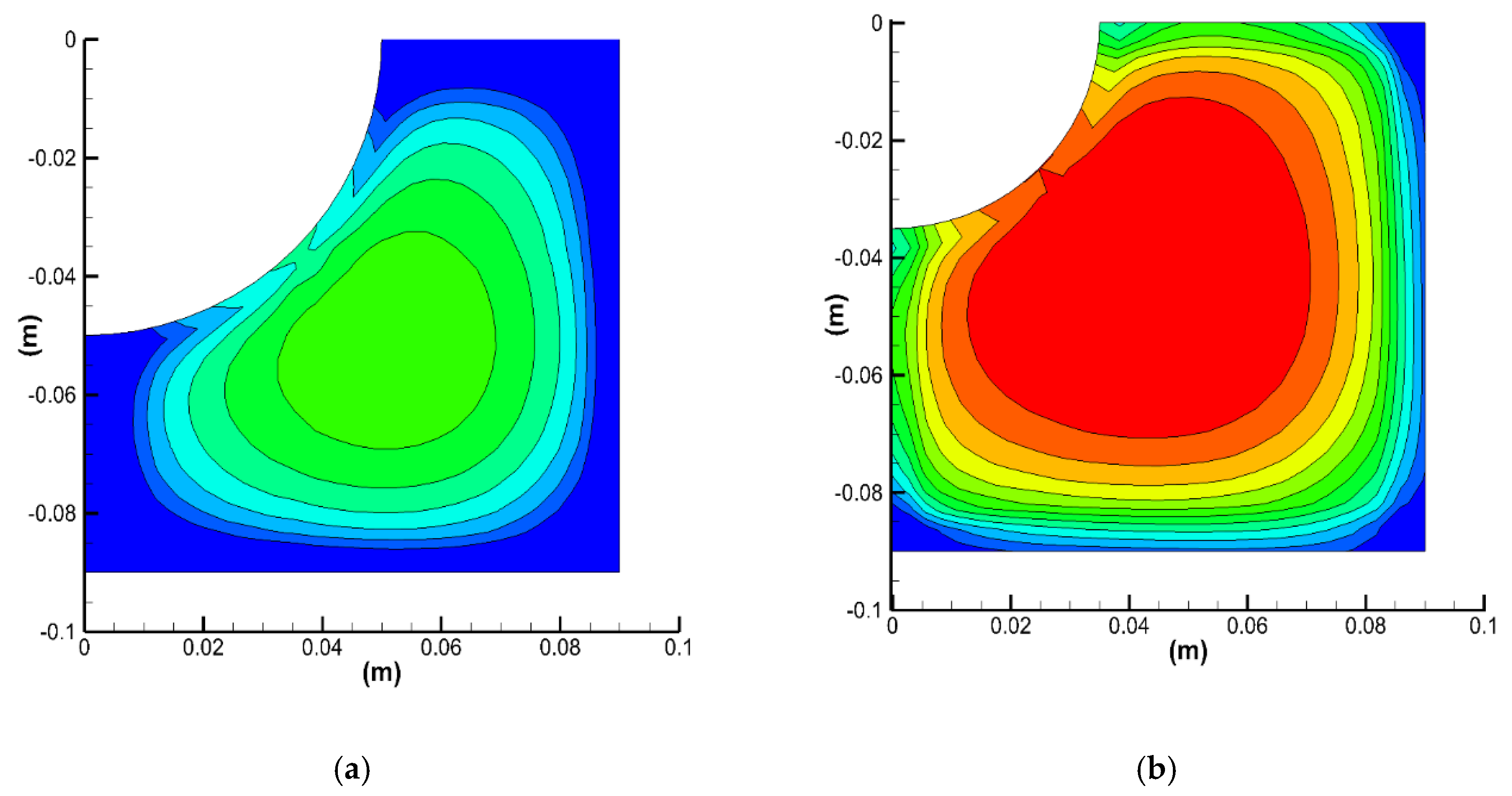
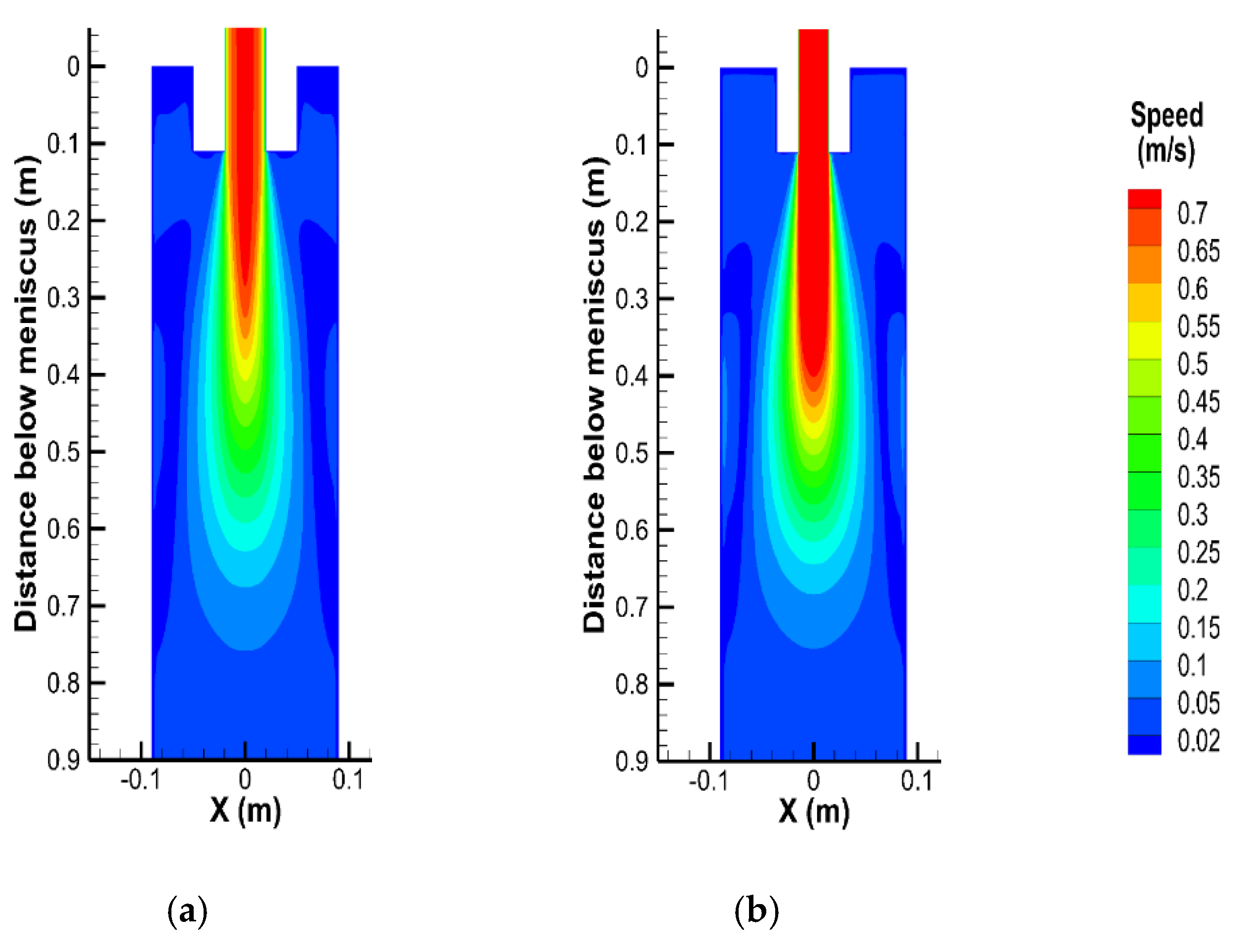
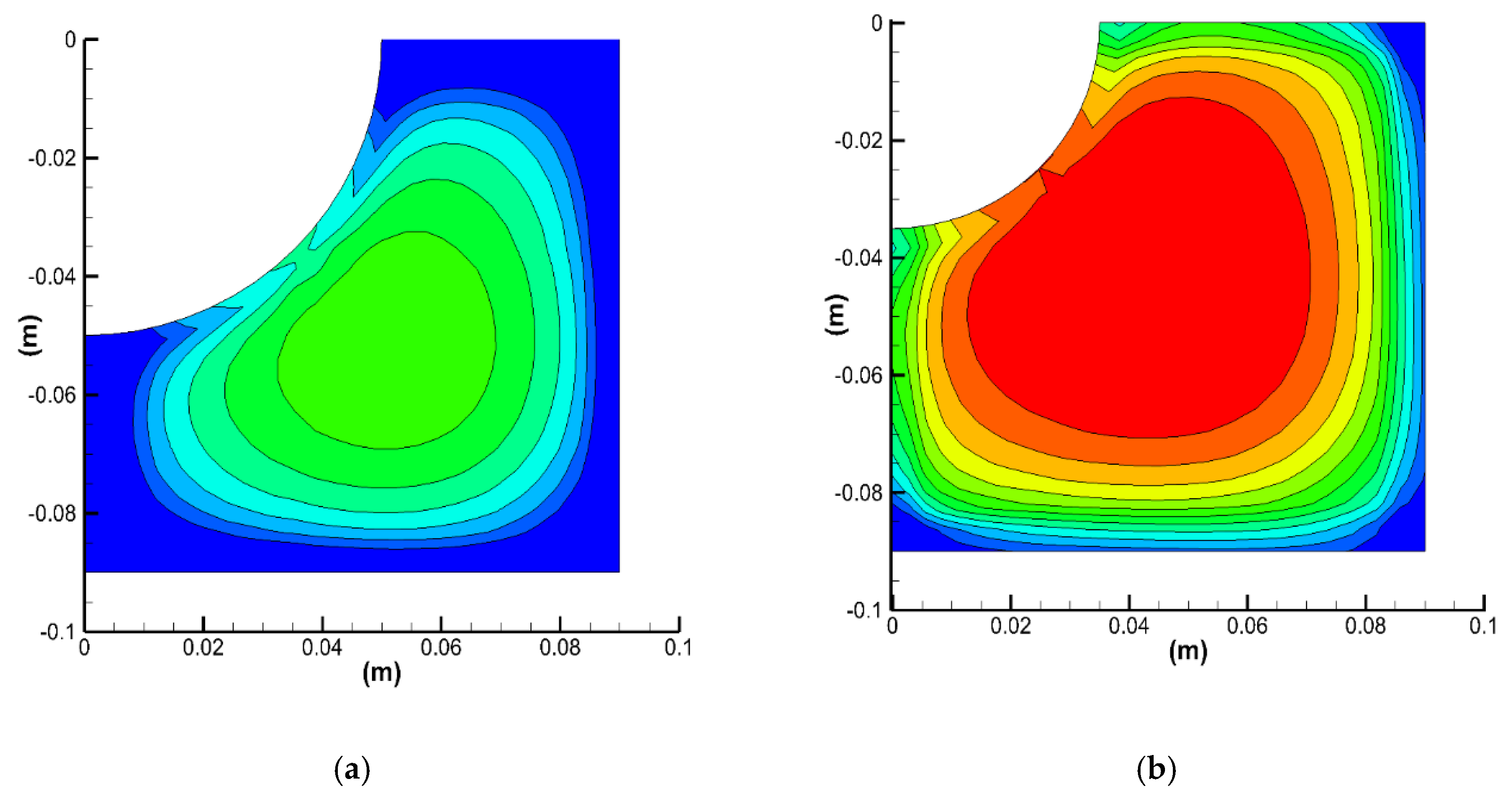
3.4. Size of Submerged Entry Nozzle
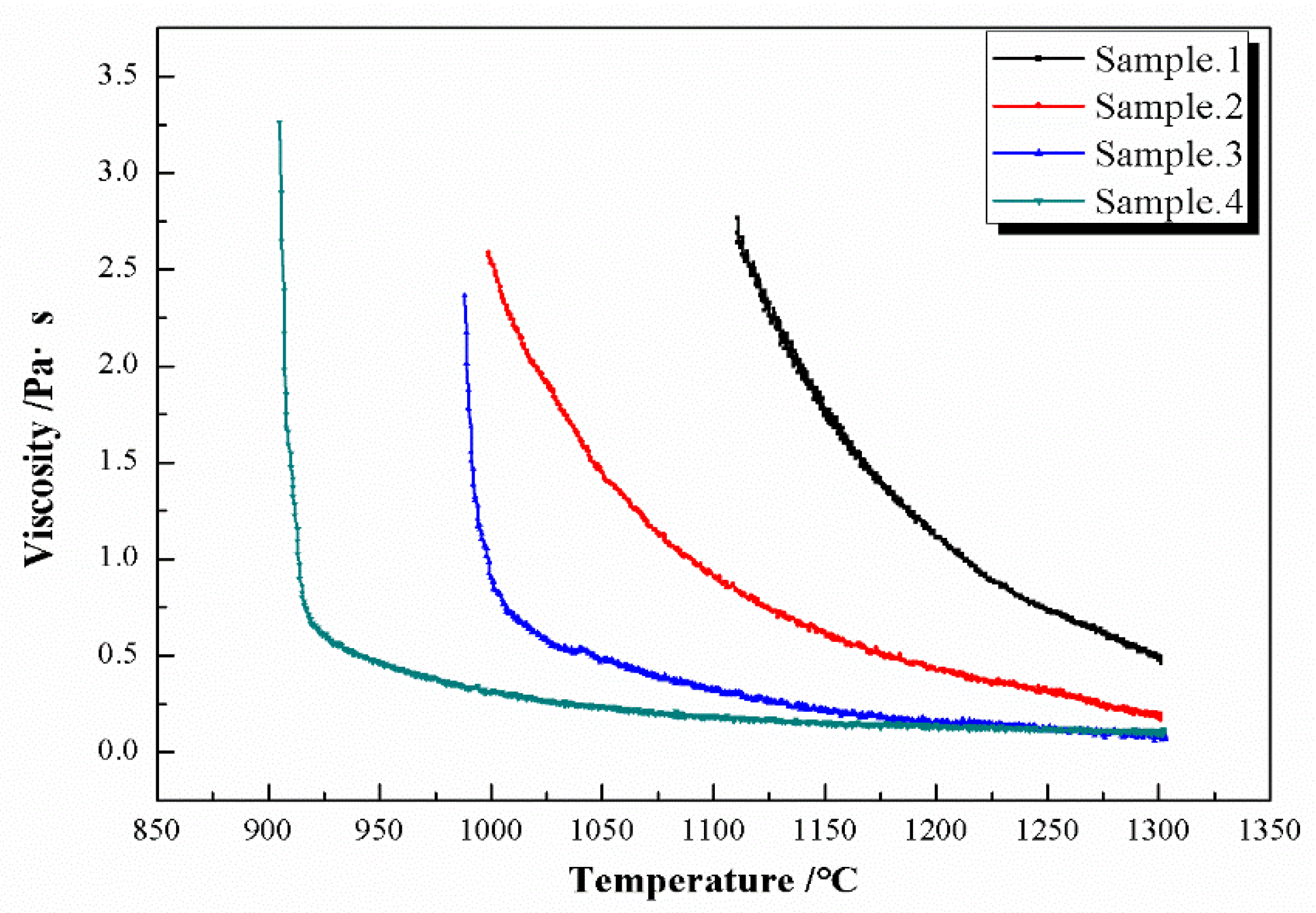
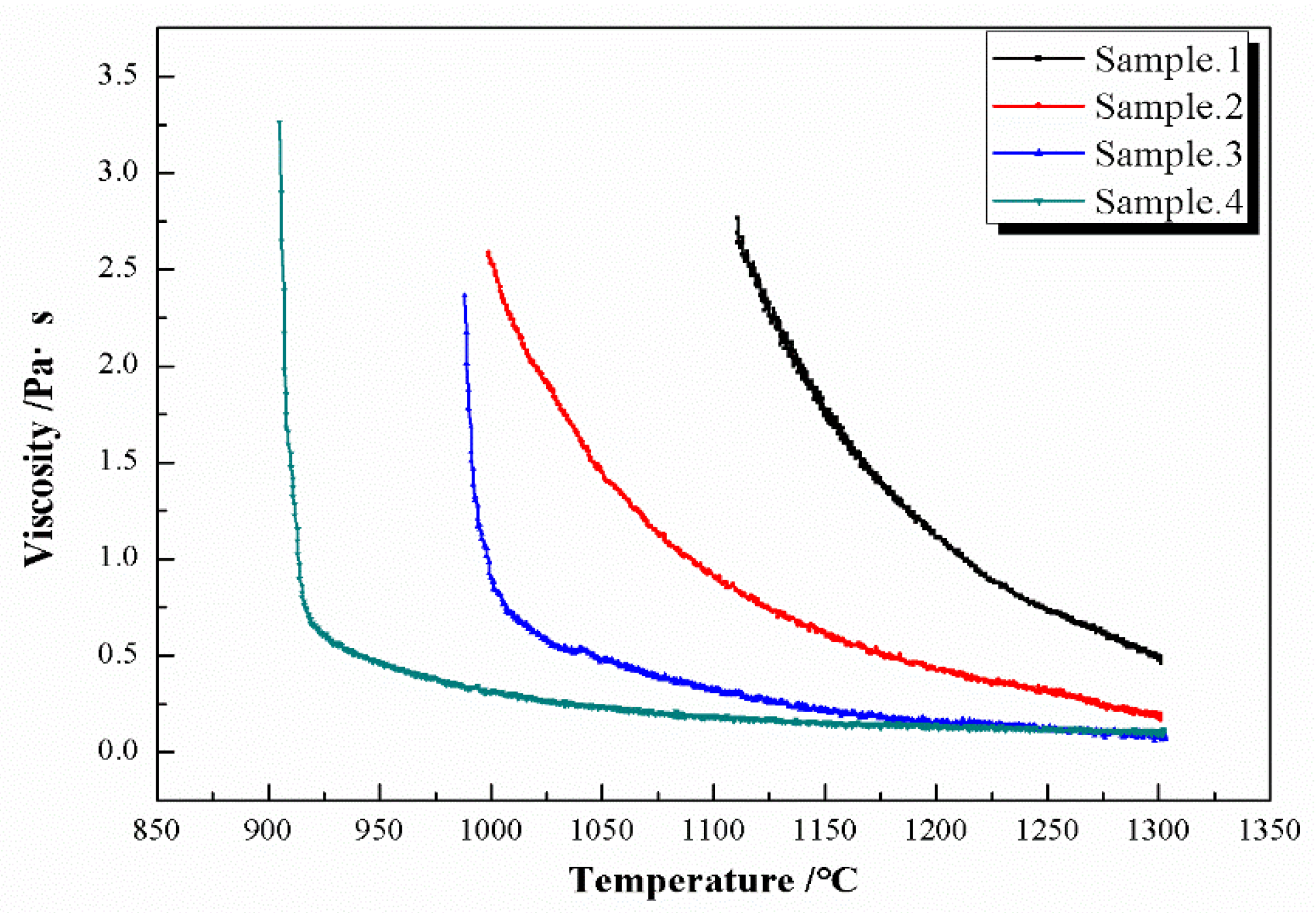
3.5. Physical and Chemical Properties of the Mold Powder
4. Statistical Evaluation and Application Effect
5. Conclusions
- The surface quality of the SWRH82B steel has slag spots. The molten steel superheat, the inlet water temperature of the mold, the structure of the submerged nozzle and the physical and chemical parameters of the mold powder are root causes for the high slag trench ratio;
- To resolve the problem of slag spots on the SWRH82B steel billet surface, the molten steel superheat was adjusted to 30–35 °C, the inlet water temperature of the mold was stabilized at 33–35 °C, the inner and outer diameters of the submerged nozzle were adjusted to 30–70 mm, the viscosity and melting temperature of the mold powder were adjusted from 0.45–0.55 Pa·s, 1100–1140 °C to 0.15–0.25 Pa·s, 1020–1060 °C;
- After application of the optimized process parameters, the mold powder consumption were relatively flat and regular and the slag trench ratio decreased from 40–50% to less than 1%.
Author Contributions
Funding
Conflicts of Interest
References
- Barrie, M. The influence of composition on the hot ductility of steels and to the problem of transverse cracking. ISIJ Int. 1999, 39, 833–835. [Google Scholar]
- Che, C.R.; Ge, Q.W.; Xu, G.L.; Wang, J.Y. Optimization and application of protective slag for large section high carbon steel round billet of Huaihua steel. Mod. Metall. 2017, 45, 37–40. [Google Scholar]
- Guan, W.B.; Wang, Z.; Zhu, J.; Song, M.M. Analysis and optimization the reason of surface slag-scratch defect of casting billet on No.70 steel. Shanxi Metall. 2019, 181, 21–22. [Google Scholar]
- Chen, L.Y.; Zhang, H.N. Improvement to Surface Slag-scratch defect of casting billet of GCr15 Bearing Steel. Hebei Metall. 2011, 5, 42–43. [Google Scholar]
- Adepu, M.K.; Sahoo, P.P.; Rout, B.K.; Choudhary, S.K. Prevention of scum formation and entrapment in high carbon steel billets. J. Fail. Anal. Prev. 2017, 1, 513–521. [Google Scholar] [CrossRef]
- Sohn, I. Design principles of high carbon steel liquid-solid hybrid mold flux for thin slab casters. In Proceedings of the 6th International Congress on the Science and Technology of Steelmaking, Beijing, China, 12–14 May 2015; pp. 568–571. [Google Scholar]
- Sychkov, A.B.; Zhigarev, M.A.; Perchatkin, A.V.; Berkovskii, V.A.; Krulik, A.I. High-carbon wire rod made of high-chromium steel. Metallurgist 2006, 50, 183–188. [Google Scholar] [CrossRef]
- Zhang, J.Q.; Liang, Y.L.; Xiang, S.; Di Yang, X. Effect of heat treatment process on microstructure and mechanical properties of SWRS82B wire rod. Adv. Mater. Res. 2010, 97, 752–755. [Google Scholar] [CrossRef]
- Filho, C.J.C.; Mansur, M.B.; Modenesi, P.J.; Gonzalez, B.M. The effect of hydrogen release at room temperature on the ductility of steel wire rods for pre-stressed concrete. Mater. Sci. Eng. A 2010, 527, 4947–4952. [Google Scholar] [CrossRef]
- Sychkov, A.B.; Zhigarev, M.A.; Zhukova, S.Y.; Kucherenko, O.L.; Repin, I.V. Production of wire rod for high-strength reinforcing cord. Steel Transl. 2010, 40, 78–81. [Google Scholar] [CrossRef]
- Tarui, T.; Nishida, S.; Yoshie, A. Wire rode for 2000MPa galvanized wire and 2300MPa PC strand. Nippon. Steel Tech. Rep. 1999, 1, 44. [Google Scholar]
- Glitscher, W. Novel sensing techniques in hot metal production. Steelmaking and casting- sustained epochal advancement in steel industry. SEAISI Q. 2006, 35, 38–46. [Google Scholar]
- Sahai, Y. Tundish technology for casting clean steel: A review. Metall. Mater. Trans. B 2016, 47, 2095–2106. [Google Scholar] [CrossRef]
- Heard, R.; Kaell, N. Technological developments for high speed casting of sensitive steel grades. Can. Metall. Q. 1999, 38, 331–335. [Google Scholar] [CrossRef]
- Wolf, M.; Kurz, W. The effect of carbon content on solidification of steel in the continuous casting mold. Metall. Mater. Trans. B 1981, 12, 85–93. [Google Scholar] [CrossRef]
- Zhang, C.; Wang, Y.Q.; Cai, D.Y.; Zhu, Z.M.; Wang, W.Z. Quantitative analysis for integrated heat transfer coefficient in continuous casting mould. Steel Res. 2000, 2, 21–24. [Google Scholar]
- Gastón, A.; Sarmiento, G.S.; Begnis, J.S.S. Thermal analysis of a continuous casting tundish by an integrated FEM code. Lat. Am. Appl. Res. 2008, 38, 259–266. [Google Scholar]
- Jormalainen, T.; Louhenkilpi, S. A model for predicting the melt temperature in the ladle and in the tundish as a function of operating parameters during continuous casting. Iron Steel Res. Int. 2006, 77, 472–484. [Google Scholar] [CrossRef]
- Huang, X.; Thomas, B.G.; Najjar, F.M. Modeling superheat removal during continuous casting of steel slabs. Metall. Mater. Trans. B 1992, 23, 339–356. [Google Scholar] [CrossRef]
- Bai, H.; Thomas, B.G. Turbulent flow of liquid steel and argon bubbles in slide-gate tundish nozzles: Part II. Effect of operation conditions and nozzle design. Metall. Mater. Trans. B 2001, 2, 269–284. [Google Scholar] [CrossRef]
- Wang, Y.S.; Gu, W.A.; Wang, X.H.; Wang, W.J. Numerical simulation of steel flow in submerged entry nozzle for slab continuous casting. Steel Res 2008, 8, 16–20. [Google Scholar]
- Shen, J.; Chen, D.; Xie, X.; Zhang, L.; Dong, Z.; Long, M.; Ruan, X. Influences of SEN structures on flow characters, temperature field and shell distribution in 420 mm continuous casting mould. Ironmak. Steelmak. 2013, 40, 263–275. [Google Scholar] [CrossRef]
- Shuai, Y.; Sun, L.F.; Cao, R.H.; Xiao, N.G. Numerical analysis of influence of billet submerged entry nozzle on mold flow field and temperature field. Foundry Technol. 2018, 39, 167–171. [Google Scholar]
- Takeuchi, E.; Brimacombe, J.K. The formation of oscillation marks in the continuous casting of steel slabs. Metall. Mater. Trans. B 1984, 15, 493–509. [Google Scholar] [CrossRef]
- Mcdavid, R.M.; Thomas, B.G. Flow and thermal behavior of the top surface flux/powder layers in continuous casting molds. Metall. Mater. Trans. B 1996, 27, 672–685. [Google Scholar] [CrossRef]
- Mahapatra, R.B.; Brimacombe, J.K.; Samarasekera, I.V. Mold behavior and its influence on quality in the continuous casting of steel slabs: Part I. Industrial trials, mold temperature measurements, and mathematical modeling. Metall. Mater. Trans. B 1991, 22, 875–888. [Google Scholar] [CrossRef]
- Mills, K.C.; Fox, A.B. The role of mould fluxes in continuous casting-so simple yet so complex. ISIJ Int. 2003, 43, 1479–1486. [Google Scholar] [CrossRef]




{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| C | Si | Mn | P | S |
|---|---|---|---|---|
| 0.79–0.86 | 0.10–0.30 | 0.60–0.90 | ≤0.025 | ≤0.005 |
| Sample No | Viscosity/(Pa·s) 1300 °C | Melting temperature/°C | Binary Basicity | Average Slag Consumption/(kg·t−1) | Liquid Slag Layer Thickness/mm | Crack Defect | Slag Trench Ratio/% |
|---|---|---|---|---|---|---|---|
| 1 | 0.45–0.55 | 1100–1140 | 0.72–0.77 | 0.189 | 6–7 | No crack defect was found | 10.82 |
| 2 | 0.25–0.35 | 1060–1100 | 0.69–0.74 | 0.271 | 8–10 | No crack defect was found | 5.63 |
| 3 | 0.15–0.25 | 1020–1060 | 0.84–0.89 | 0.308 | 10–12 | No crack defect was found | 0.51 |
| 4 | 0.05–0.15 | 940–980 | 0.84–0.89 | 0.341 | 12–14 | Corner and subcutaneous cracks found | 0.47 |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Chen, Y.-f.; Zhao, L.; Zuo, X.-t.; Tao, Q.-n.; Zhang, H.-b.; Li, H.; Wang, Q.-q.; He, S.-p. Investigation and Minimization of Slag Spot Surface Defects in Continuous Casting of High Carbon Steel Billets through Statistical Evaluation. Metals 2020, 10, 878. https://doi.org/10.3390/met10070878
Chen Y-f, Zhao L, Zuo X-t, Tao Q-n, Zhang H-b, Li H, Wang Q-q, He S-p. Investigation and Minimization of Slag Spot Surface Defects in Continuous Casting of High Carbon Steel Billets through Statistical Evaluation. Metals. 2020; 10(7):878. https://doi.org/10.3390/met10070878
Chicago/Turabian StyleChen, Yong-feng, Li Zhao, Xiao-tan Zuo, Qun-nan Tao, Hong-biao Zhang, Hai Li, Qiang-qiang Wang, and Sheng-ping He. 2020. "Investigation and Minimization of Slag Spot Surface Defects in Continuous Casting of High Carbon Steel Billets through Statistical Evaluation" Metals 10, no. 7: 878. https://doi.org/10.3390/met10070878
APA StyleChen, Y.-f., Zhao, L., Zuo, X.-t., Tao, Q.-n., Zhang, H.-b., Li, H., Wang, Q.-q., & He, S.-p. (2020). Investigation and Minimization of Slag Spot Surface Defects in Continuous Casting of High Carbon Steel Billets through Statistical Evaluation. Metals, 10(7), 878. https://doi.org/10.3390/met10070878