Effect of Post-Heat Treatment on the AISI M4 Layer Deposited by Directed Energy Deposition

Abstract
:1. Introduction
2. Materials and Methods
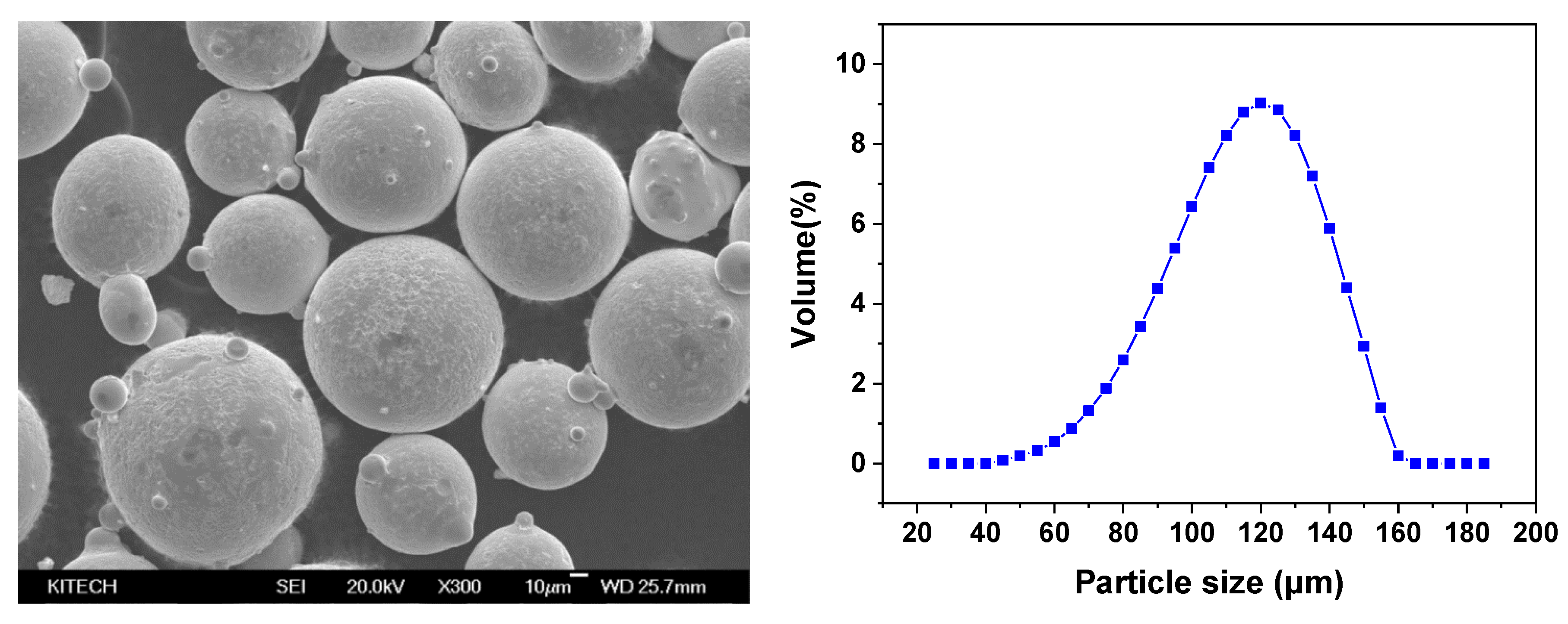
2.1. Materials
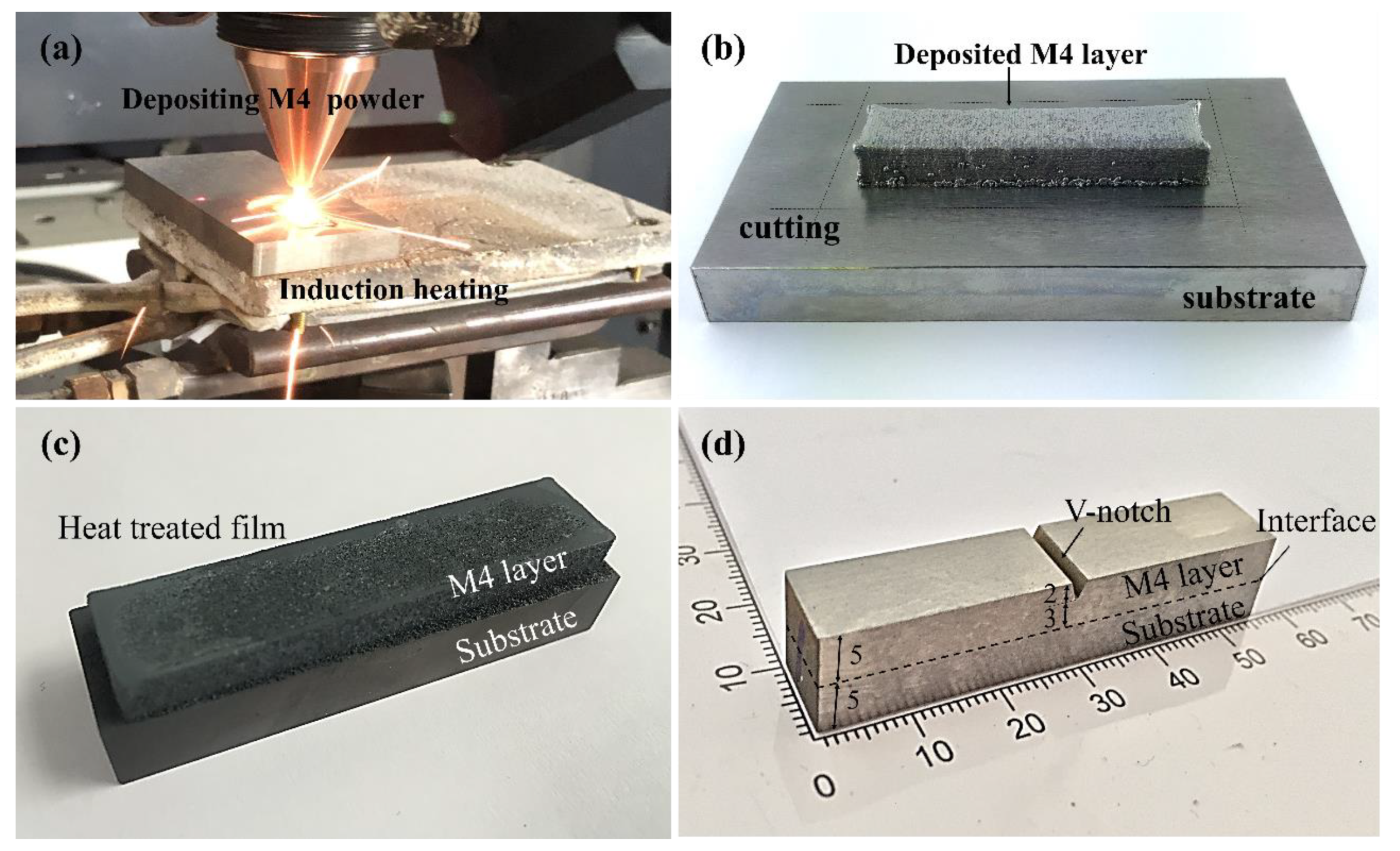
2.2. Preparation of the Specimens
2.3. Post-Heat Treatment Conditions
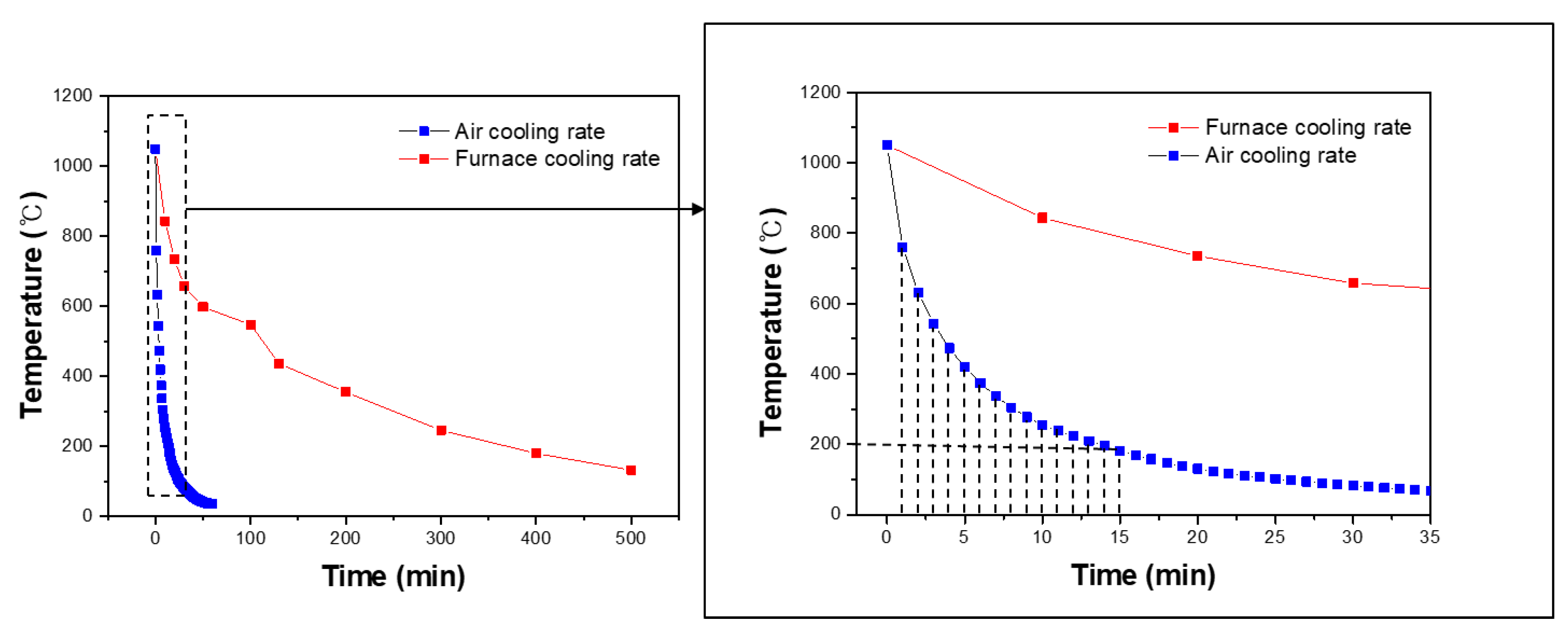
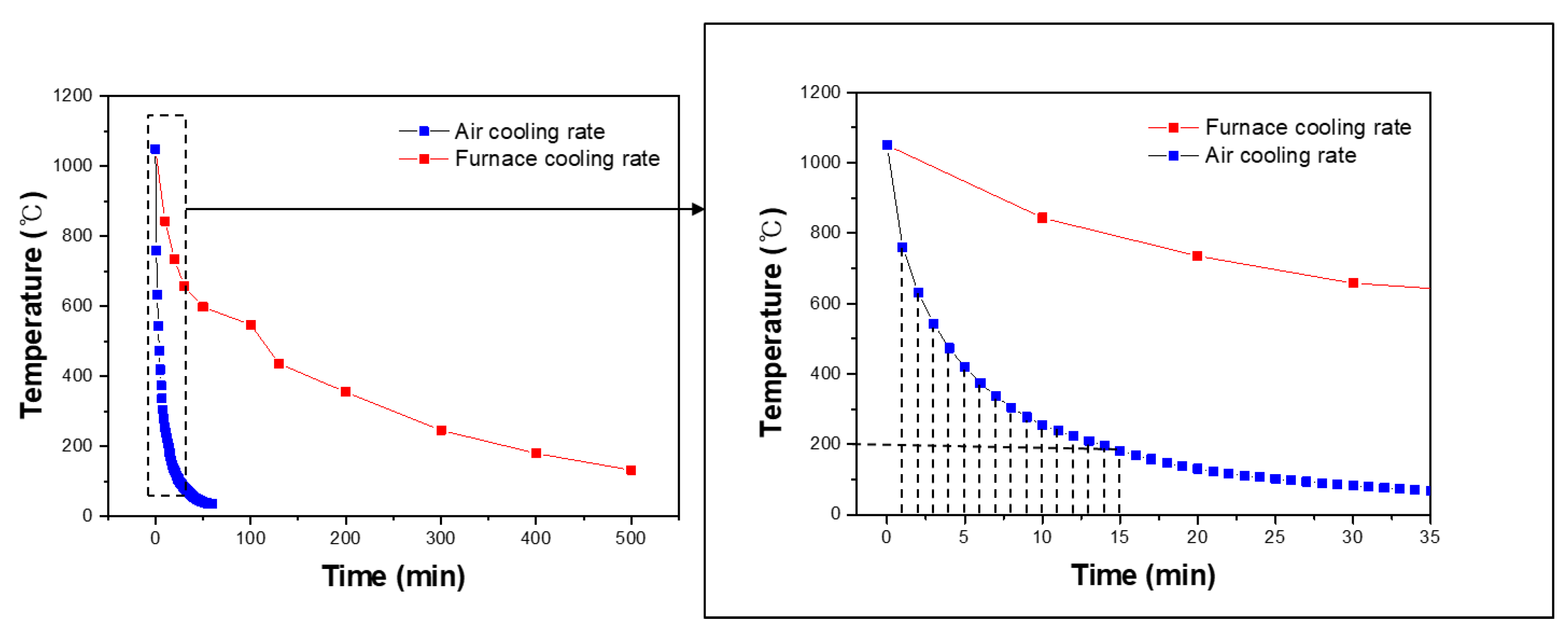
3. Microstructure Prediction by the Cooling Rate
4. Microstructure
5. Mechanical Properties
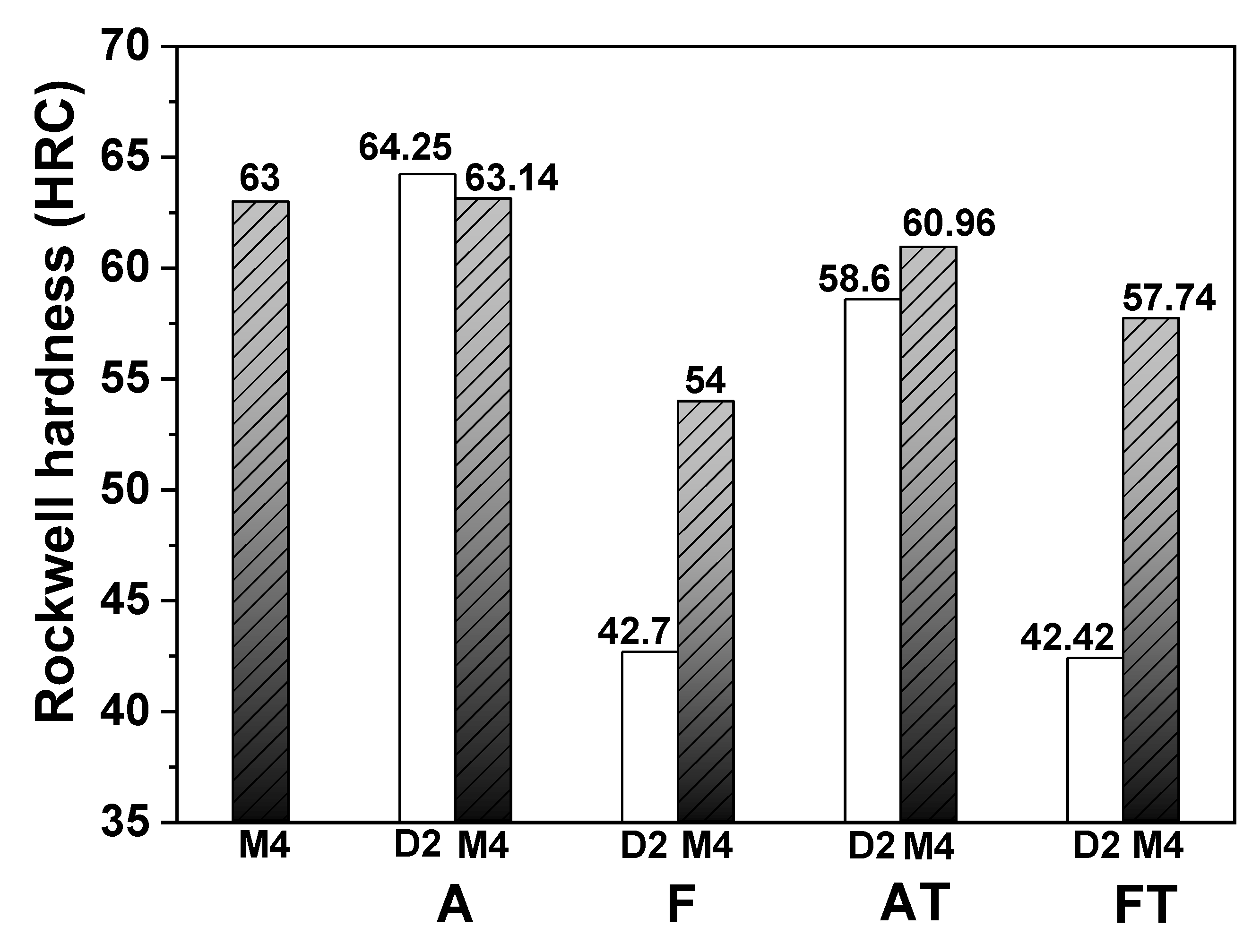
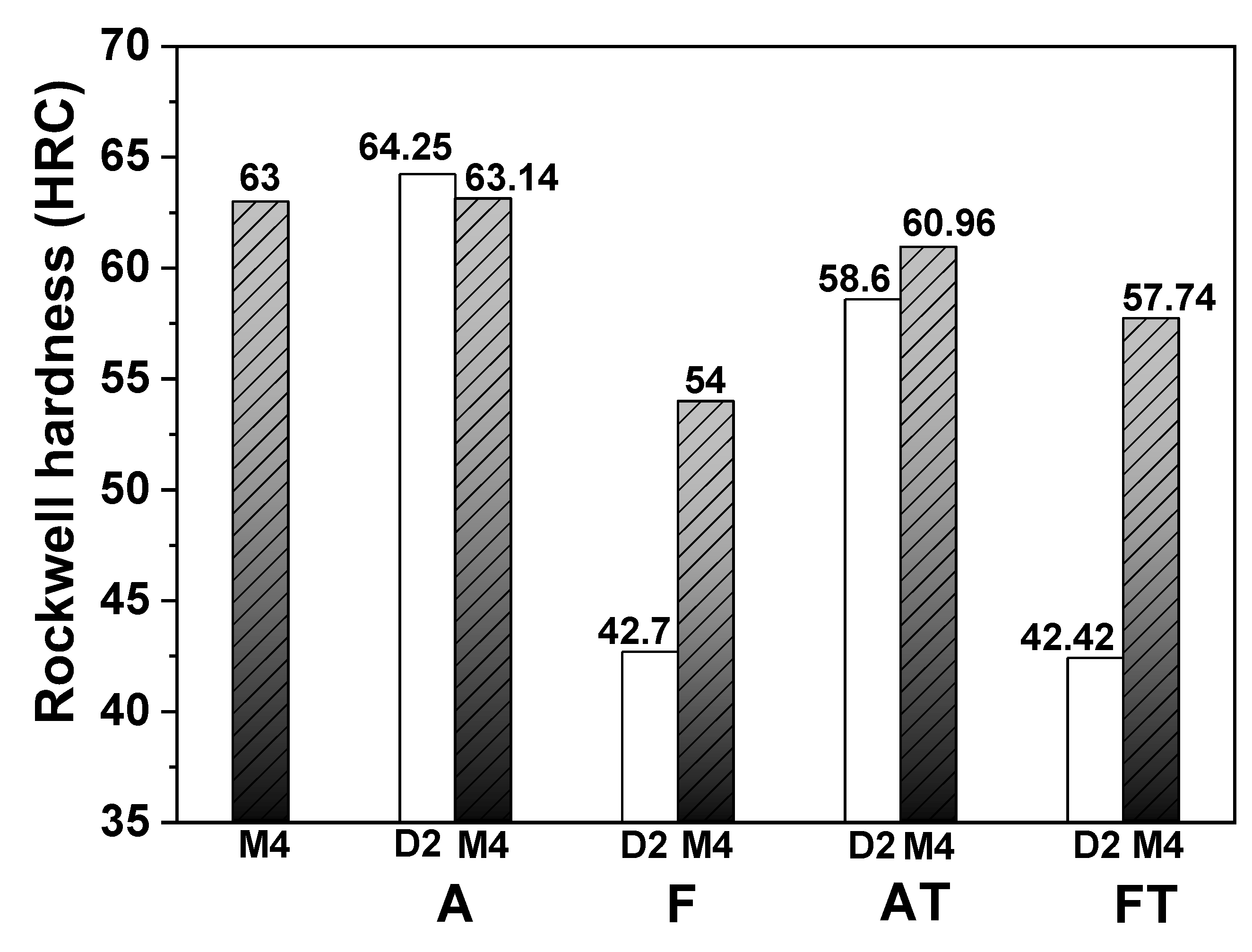
5.1. Hardness
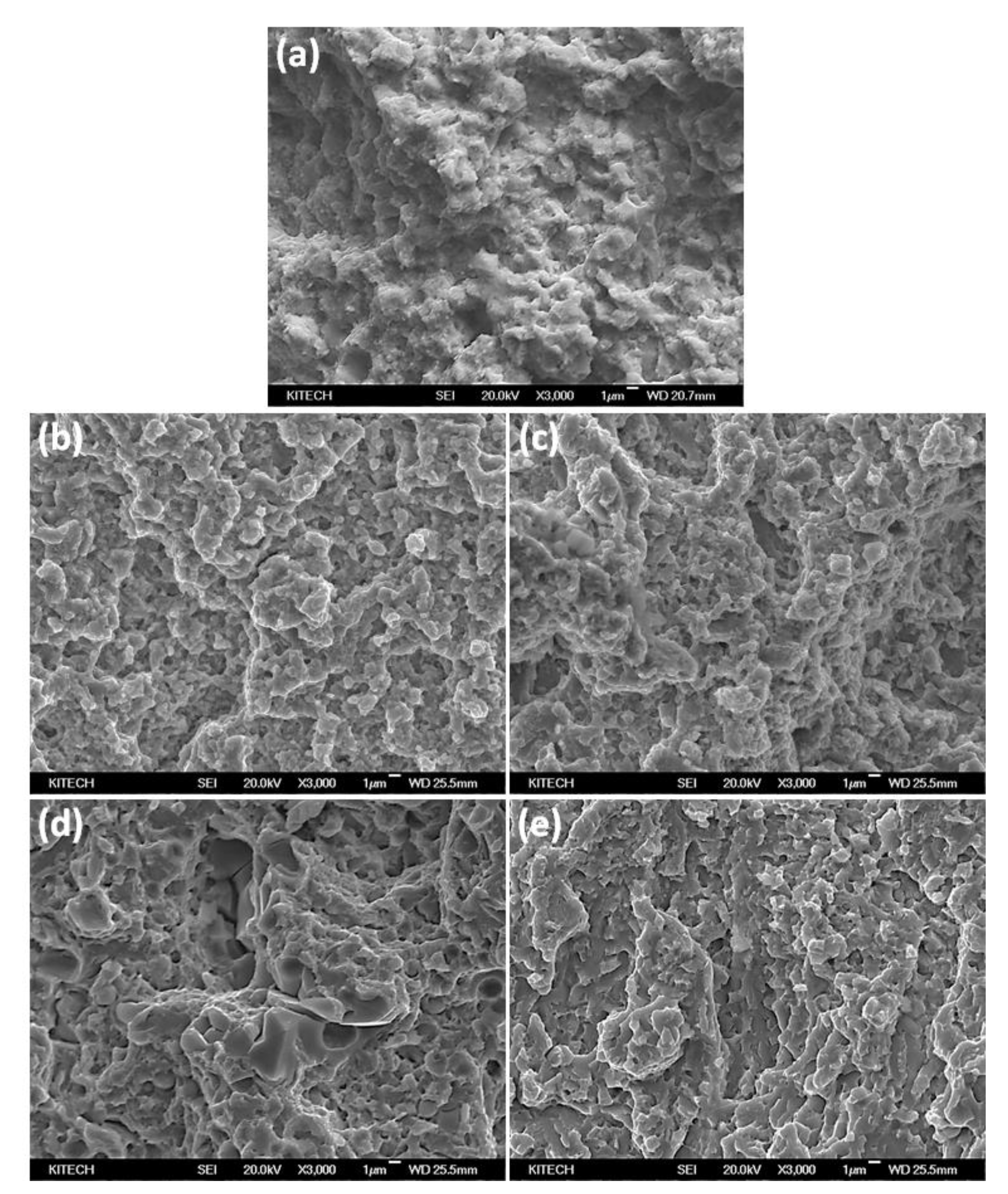
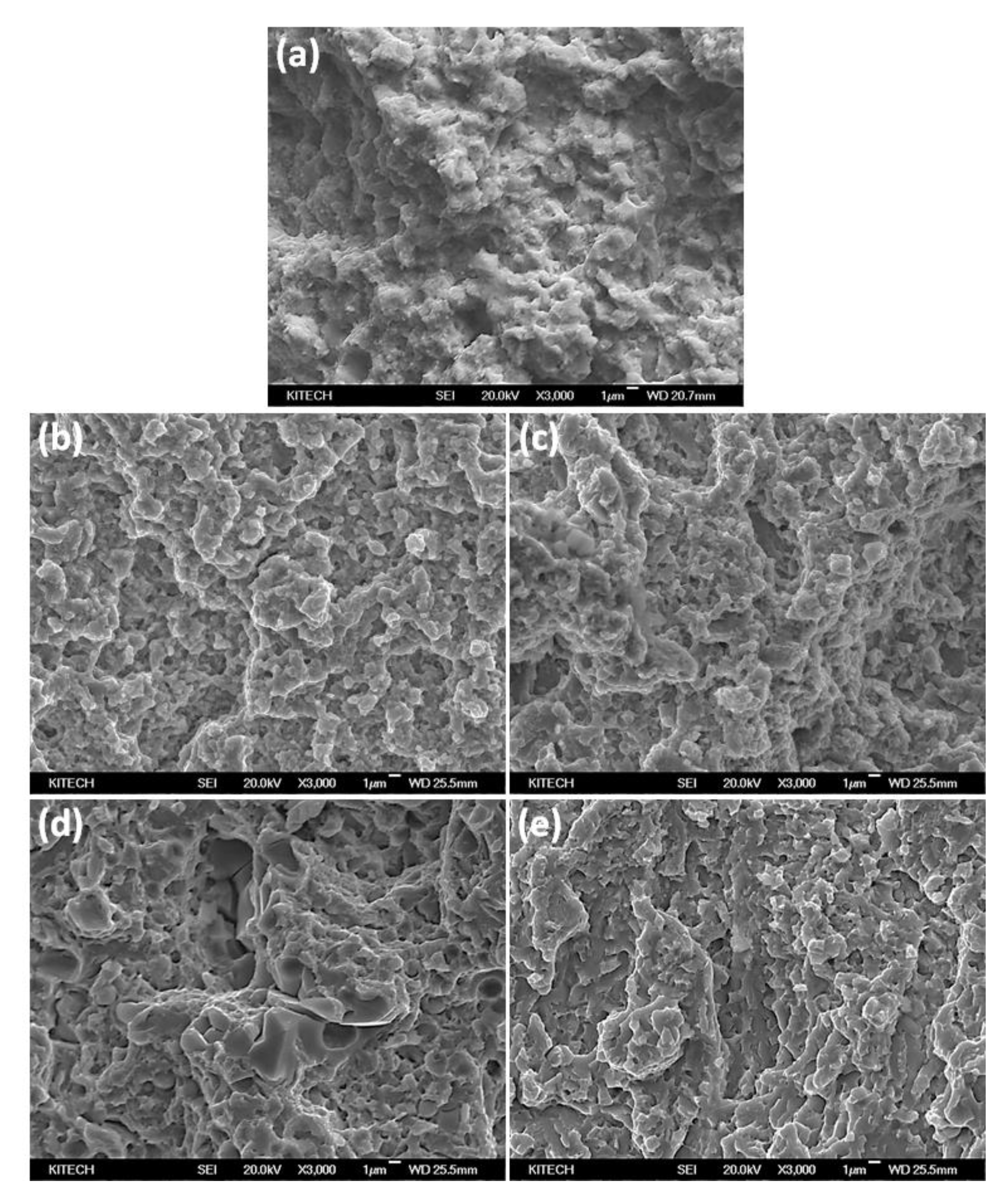
5.2. Impact Toughness
6. Conclusions
Author Contributions
Funding
Conflicts of Interest
References
- Hashemi, N.; Martens, A.; Montrieux, H.M.; Tchuindjang, J.T.; Dedry, O.; Carrus, R.; Lecomte-Beckers, J. Oxidative wear behaviour of laser clad high speed steel thick deposits: Influence of sliding speed, carbide type and morphology. Surf. Coat. Technol. 2017, 315, 519–529. [Google Scholar] [CrossRef]
- Rahman, N.U.; Capuano, L.; van der Meer, A.; de Rooij, M.B.; Matthews, D.T.A.; Walmag, G.; Sinnaeve, M.; Garcia-Junceda, A.; Castillo, M.; Römer, G.R.B.E. Development and characterization of multilayer laser cladded high speed steels. Addit. Manuf. 2018, 24, 76–85. [Google Scholar] [CrossRef] [Green Version]
- Fallah, V.; Alimardani, M.; Corbin, S.F.; Khajepour, A. Impact of localized surface preheating on the mi-crostructure and crack formation in laser direct deposition of Satellite 1 on AISI 4340 steel. Appl. Surf. Sci. 2010, 257, 1716–1723. [Google Scholar] [CrossRef]
- Shim, D.S.; Baek, G.Y.; Lee, E.M. Effect of substrate preheating by induction heater on direct energy disposition of AISI M4 powder. Mater. Sci. Eng. A 2017, 682, 550–562. [Google Scholar] [CrossRef]
- Baek, G.Y.; Shin, G.Y.; Lee, K.Y.; Shim, D.S. Mechanical properties of tool steels with high wear resistance via directed energy deposition. Metals 2019, 9, 282. [Google Scholar] [CrossRef] [Green Version]
- Sola, R.; Veronesi, P.; Giovanardi, R.; Forti, A.; Parigi, G. Effect of heat treatment before cryogenic cooling on the properties of AISI M2 steel. La Metall. Ital. 2017, 10, 5–16. [Google Scholar]
- Shim, D.S.; Baek, G.Y.; Lee, S.B.; Yu, J.Y.; Choi, Y.S.; Park, S.H. Influence of heat treatment on wear behavior and impact toughness of AISI M4 coated by laser melting deposition. Surf. Coat. Technol. 2017, 328, 219–230. [Google Scholar] [CrossRef]
- Wang, F.; Mao, H.; Zhang, D.; Zhao, X.; Shen, Y. Online study of cracks during laser cladding process on acoustic emission technique and finite element analysis. Appl. Surf. Sci. 2008, 255, 3267–3275. [Google Scholar] [CrossRef]
- Telasang, G.; Dutta Majumdar, J.; Wasekar, N.; Padmanabham, G.; Manna, I. Microstructure and mechanical properties of laser clad and post-cladding tempered AISI H13 tool steel. Metall. Mater. Trans. A 2015, 46, 2309–2321. [Google Scholar] [CrossRef]
- Park, J.S.; Lee, M.-J.; Cho, Y.-J.; Sung, J.H.; Jeong, M.-S.; Lee, S.-K.; Choi, Y.-J.; Kim, D.H. Effect of heat treatment on the characteristics of tool steel deposited by the directed energy deposition process. Met. Mater. Int. 2016, 22, 143–147. [Google Scholar] [CrossRef]
- Sun, S.D.; Liu, Q.; Brandt, M.; Luzin, V.; Cottam, R.; Janardhana, M.; Clark, G. Effect of laser clad repair on the fatigue behaviour of ultra-high strength AISI 4340 steel. Mater. Sci. Eng. A 2014, 606, 46–57. [Google Scholar] [CrossRef]
- Lourenço, J.M.; Sun, S.D.; Sharp, K.; Luzin, V.; Klein, A.N.; Wang, C.H.; Brandt, M. Fatigue and fracture behavior of laser clad repair of AerMet® 100 ultra-high strength steel. Int. J. Fatigue 2016, 85, 18–30. [Google Scholar] [CrossRef]
- Jo, Y.K.; Yu, J.H.; Jeong, H.S.; Beak, G.Y.; Lee, G.Y.; Park, S.H. Experimental analysis on multilayer cladding using AISI-M4/H13 metal powders for enhancement of wear resistance and shockproof characteristics. J. Korean Soc. Precis. Eng. 2019, 36, 1059–1064. [Google Scholar] [CrossRef]
- Baek, G.Y.; Lee, K.Y.; Park, S.H.; Shim, D.S. Effects of substrate preheating during direct energy deposition on microstructure, hardness, tensile strength, and notch toughness. Met. Mater. Int. 2017, 23, 1204–1215. [Google Scholar] [CrossRef]
- Cullity, B.D. Elements of x-Ray Diffraction; Addison-Wesley Publishing Company, Inc.: Reading, MA, USA, 1978; pp. 1–509. [Google Scholar]
- Briki, J.; Slima, S.B. A new continuous cooling transformation diagram for AISI M4 high-speed tool steel. J. Mater. Eng. Perform. 2008, 17, 864–869. [Google Scholar] [CrossRef]






{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Materials Used | Element (wt %) | ||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|
| C | Si | Mn | P | S | Ni | Cr | Mo | Cu | V | W | |
| AISI D2 (substrate) | 1.56 | 0.24 | 0.25 | 0.025 | 0.001 | 0.175 | 11.31 | 0.83 | 0.14 | 0.25 | - |
| AISI M4 powder | 1.33 | 0.33 | 0.26 | 0.03 | 0.03 | 0.3 | 4.25 | 4.88 | 0.25 | 4.12 | 5.88 |
| Laser Beam Power (W) | Slicing Layer Height (mm) | Overlap Width (mm) | Powder Flow Rate (g/min) | Laser Traverse Speed (mm/min) | Powder Gas (ℓ/min) | Coaxial Gas (ℓ/min) |
|---|---|---|---|---|---|---|
| 800 | 0.25 | 0.5 | 5 | 850 | 2.5 | 8.0 |
| Conditions | Heating | Cooling | Tempering |
|---|---|---|---|
| A | 1020 °C | Air cooling | None |
| F | 1020 °C | Furnace cooling | None |
| AT | 1020 °C | Air cooling | Performed |
| FT | 1020 °C | Furnace cooling | Performed |
| Conditions | Fγ | α’ [200] | γ [220] | α’ [211] | γ [311] |
|---|---|---|---|---|---|
| M4 | 0.384 | 0.182 | 0.173 | 0.275 | 0.127 |
| A | 0.260 | 0.225 | 0.122 | 0.316 | 0.078 |
| F | 0.277 | 0.171 | 0.104 | 0.297 | 0.081 |
| AT | 0.358 | 0.160 | 0.144 | 0.230 | 0.088 |
| FT | 0.321 | 0.176 | 0.139 | 0.251 | 0.077 |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Baek, G.Y.; Shin, G.Y.; Lee, K.Y.; Shim, D.S. Effect of Post-Heat Treatment on the AISI M4 Layer Deposited by Directed Energy Deposition. Metals 2020, 10, 703. https://doi.org/10.3390/met10060703
Baek GY, Shin GY, Lee KY, Shim DS. Effect of Post-Heat Treatment on the AISI M4 Layer Deposited by Directed Energy Deposition. Metals. 2020; 10(6):703. https://doi.org/10.3390/met10060703
Chicago/Turabian StyleBaek, Gyeong Yun, Gwang Yong Shin, Ki Yong Lee, and Do Sik Shim. 2020. "Effect of Post-Heat Treatment on the AISI M4 Layer Deposited by Directed Energy Deposition" Metals 10, no. 6: 703. https://doi.org/10.3390/met10060703
APA StyleBaek, G. Y., Shin, G. Y., Lee, K. Y., & Shim, D. S. (2020). Effect of Post-Heat Treatment on the AISI M4 Layer Deposited by Directed Energy Deposition. Metals, 10(6), 703. https://doi.org/10.3390/met10060703