Recent Developments in Understanding Nucleation and Crystallization of Spheroidal Graphite in Iron-Carbon-Silicon Alloys

Abstract
1. Introduction
2. Some Basic Concepts
2.1. The Crystal Lattice of Graphite
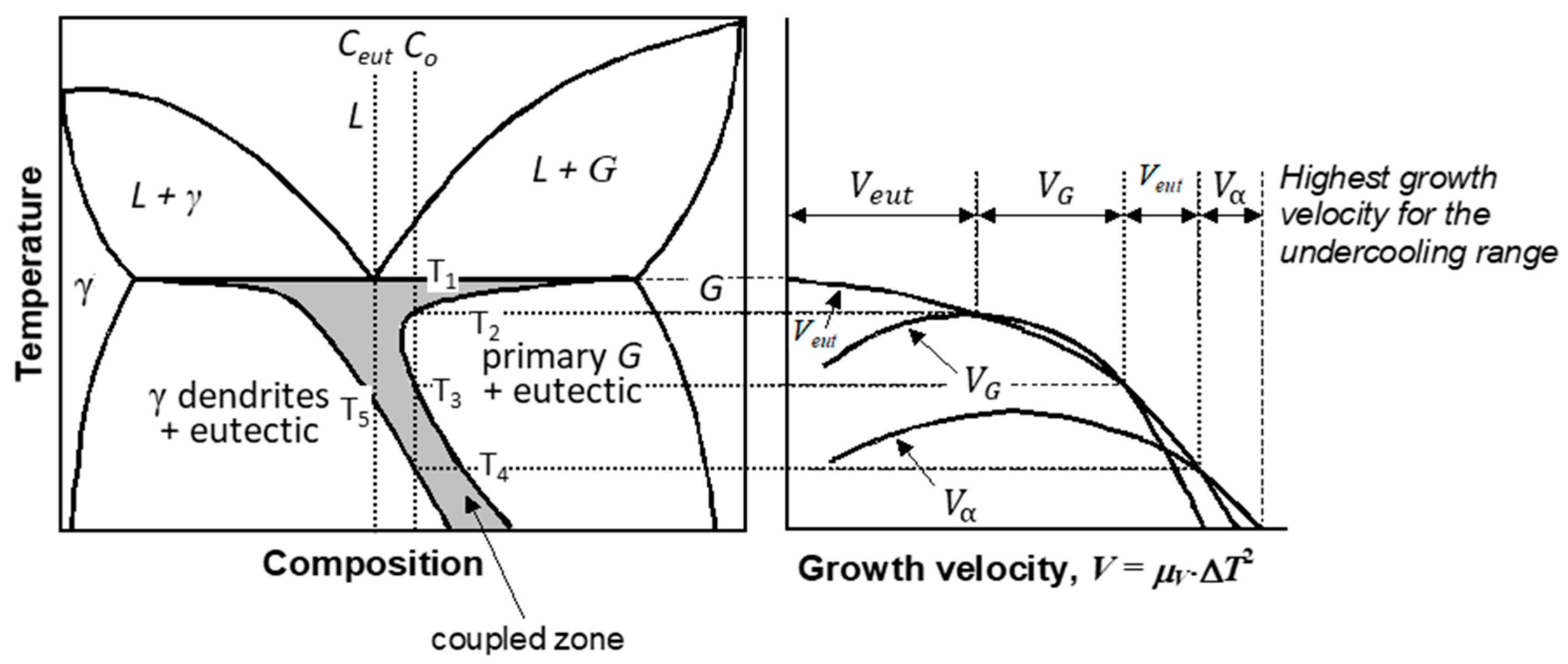
2.2. The Asymmetric Coupled Zone
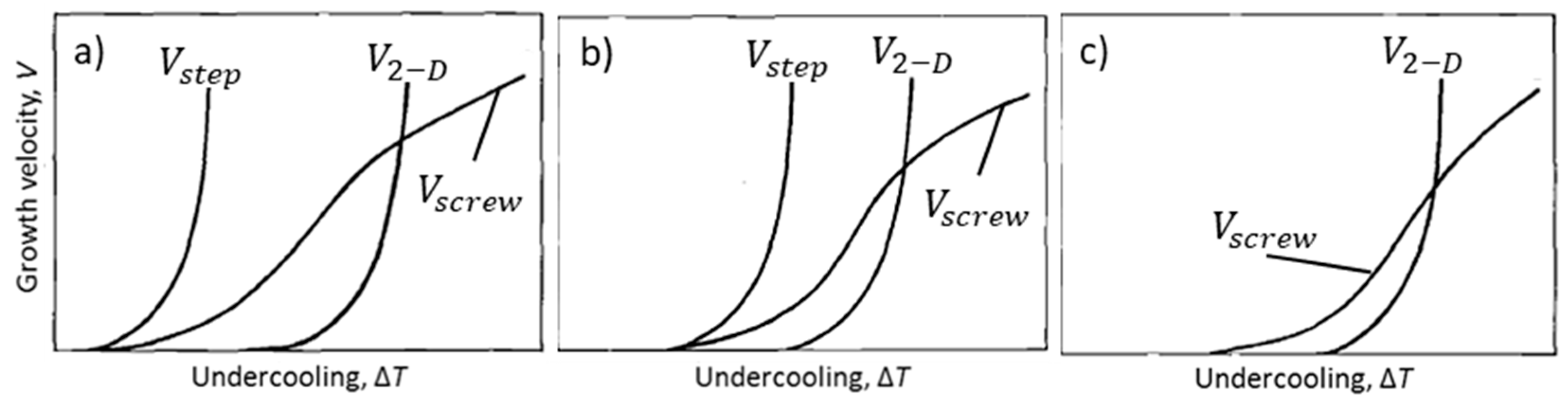
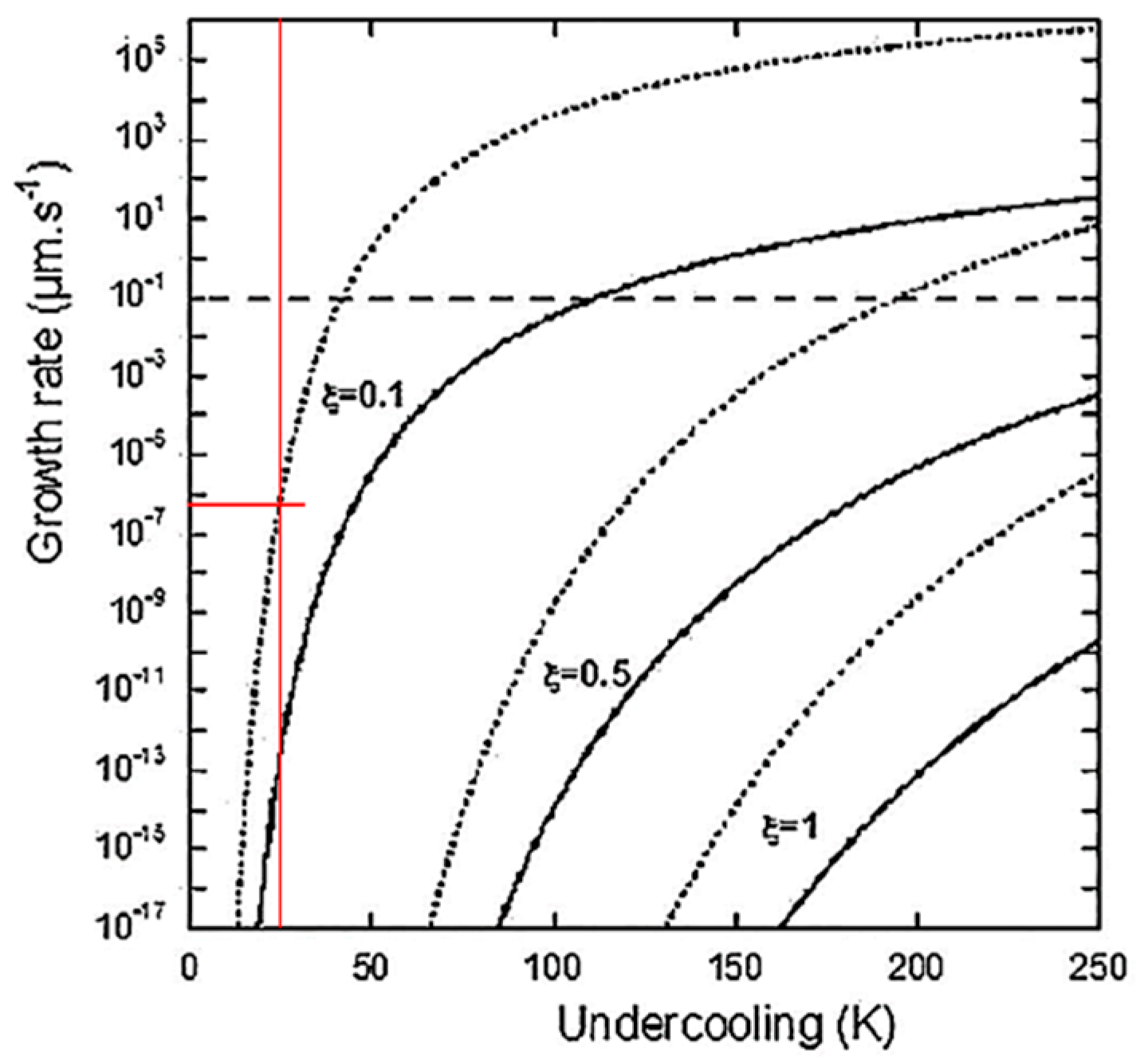
2.3. Growth Mechanisms for Crystals Relevant to Graphite Growth
2.4. Effect of Impurities in the Melt
- Increased graphite/liquid interface undercooling because of the attachment of impurities (e.g., Mg, Ce, O) to the graphite surface, and rejection of solute (Mg, Bi, Pb, Sn) into the liquid;
- Decreased graphite/liquid interface undercooling because of lower surface energy ensuing the adsorption (weak van der Waals forces) of surface-active elements (S, O);
- Change of the graphite crystal habitus because of the adsorption of reactive or surface-active elements; this effect could also be understood in terms of bending of the graphene layer because of attachments of elements.
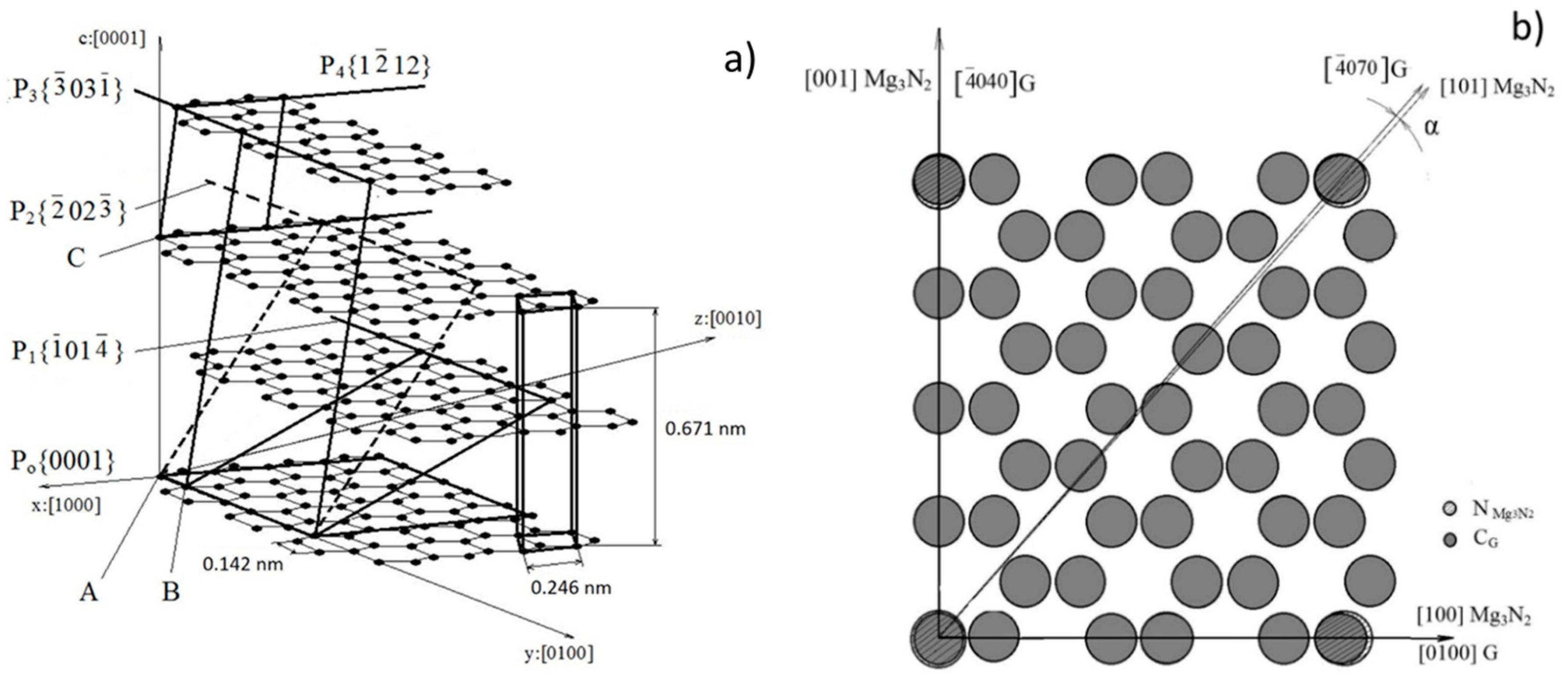
2.5. Crystallographic Considerations
3. Nucleation of Graphite during Solidification
3.1. Homogeneous Nucleation
3.2. Nucleation on Oxides
3.3. Nucleation on Sulfides
3.4. Nucleation on Carbides
3.5. Nucleation on Nitrides
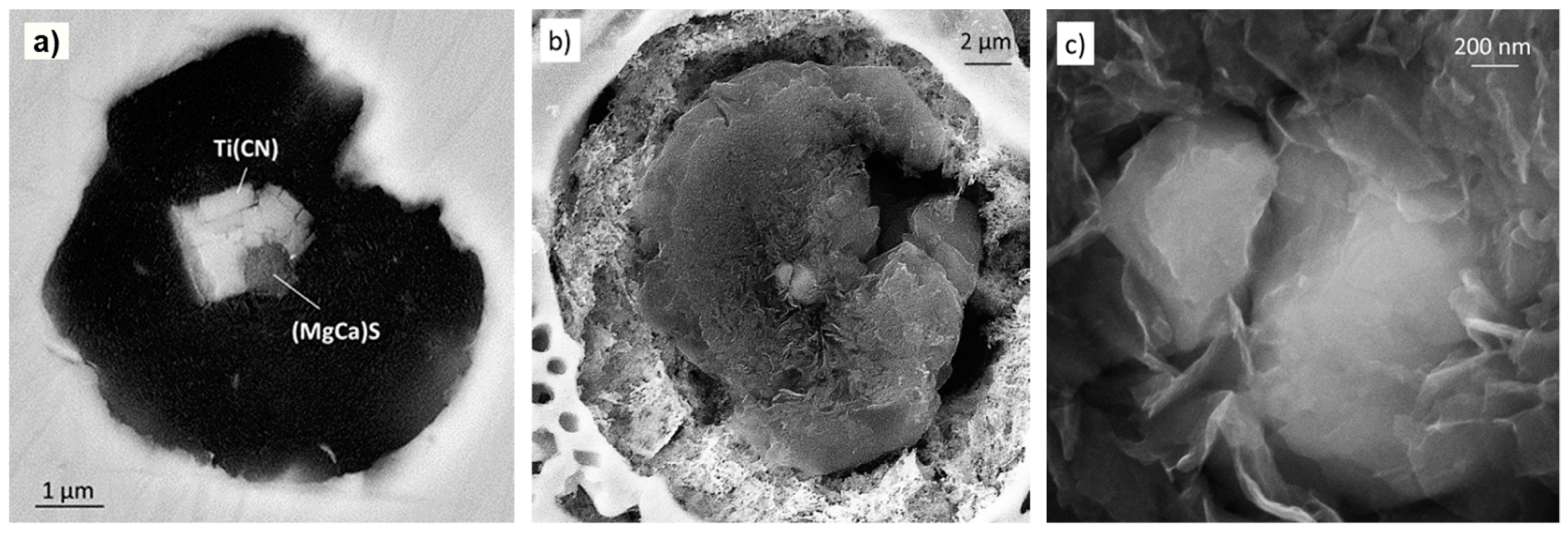
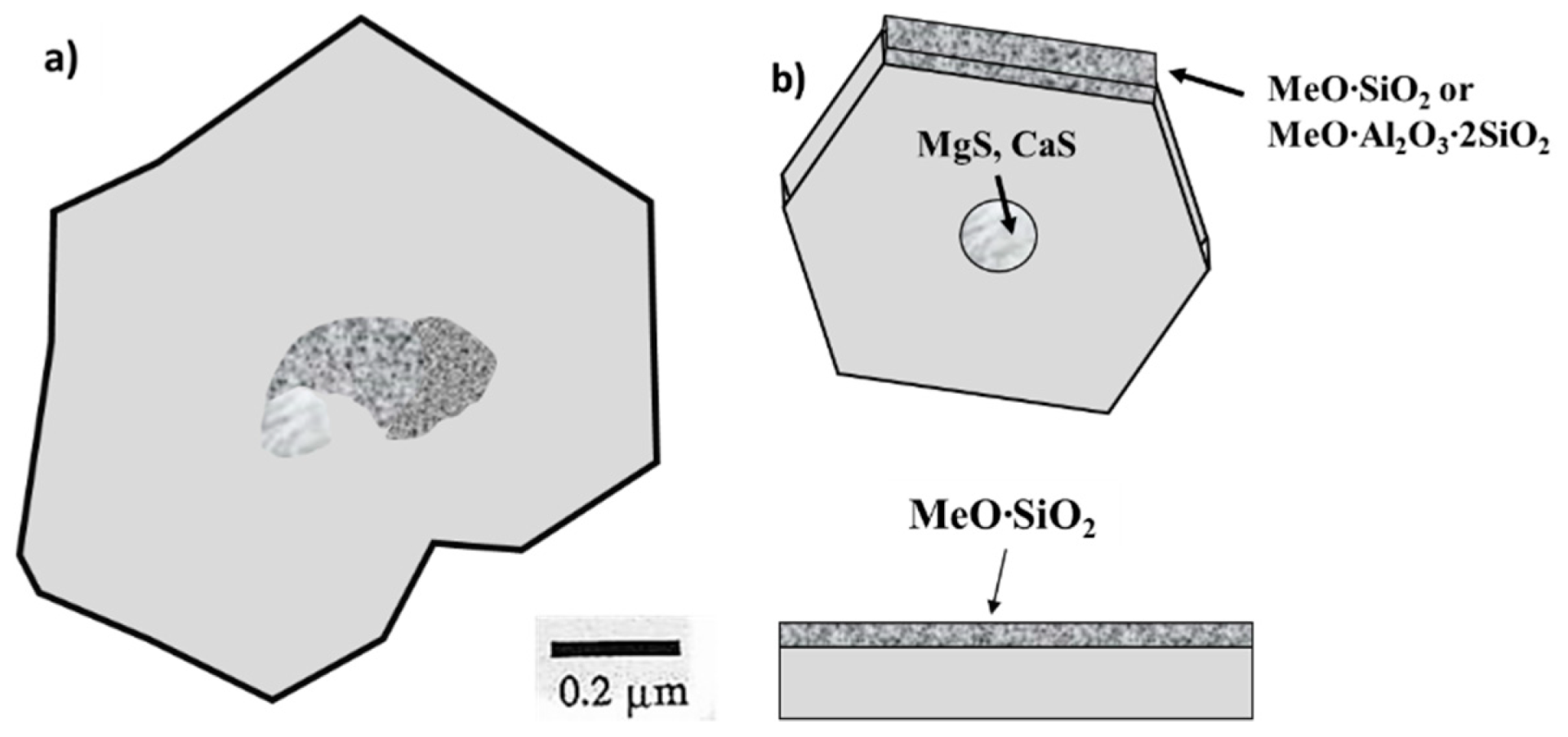
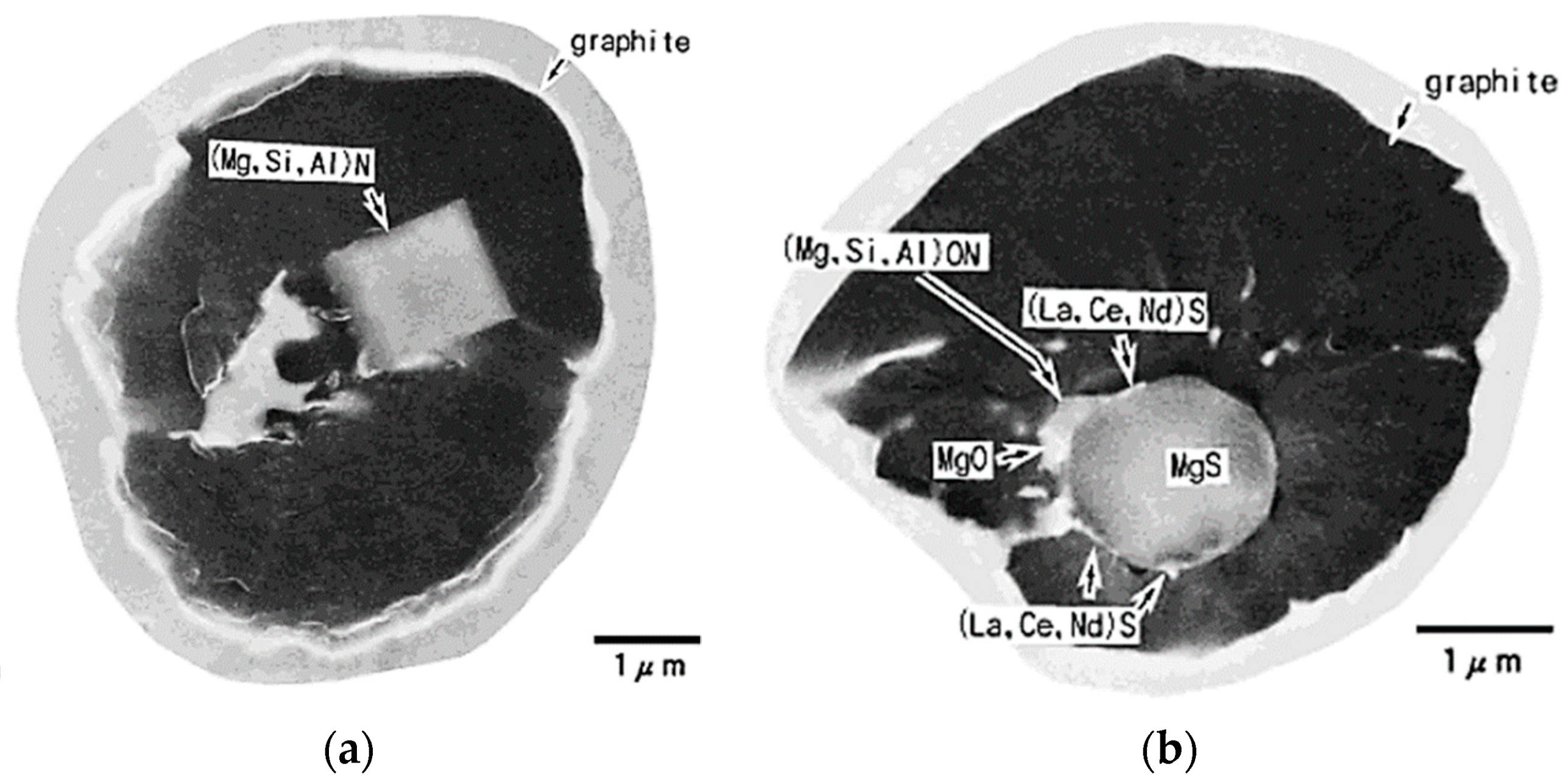
3.6. Nucleation on Complex Compounds
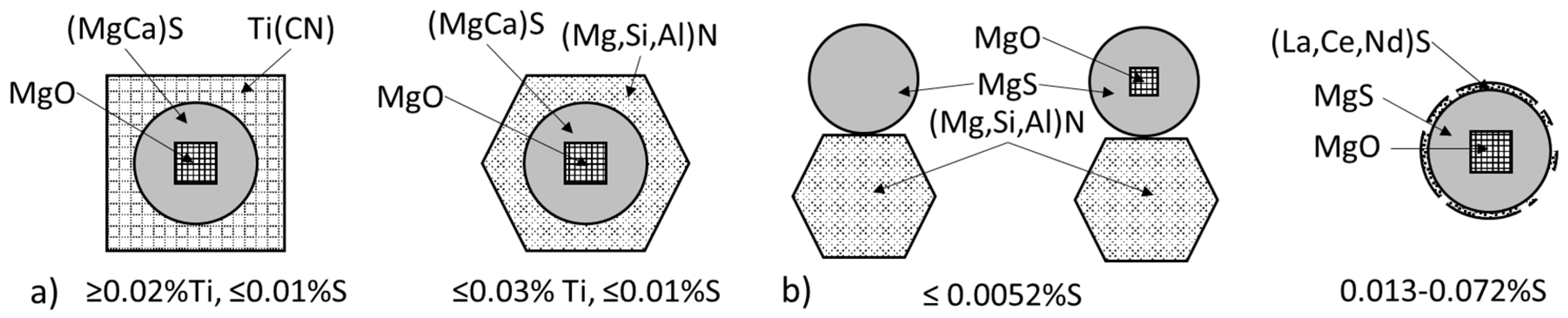
3.7. Influence of Base Metal Composition on the Nature of Nuclei
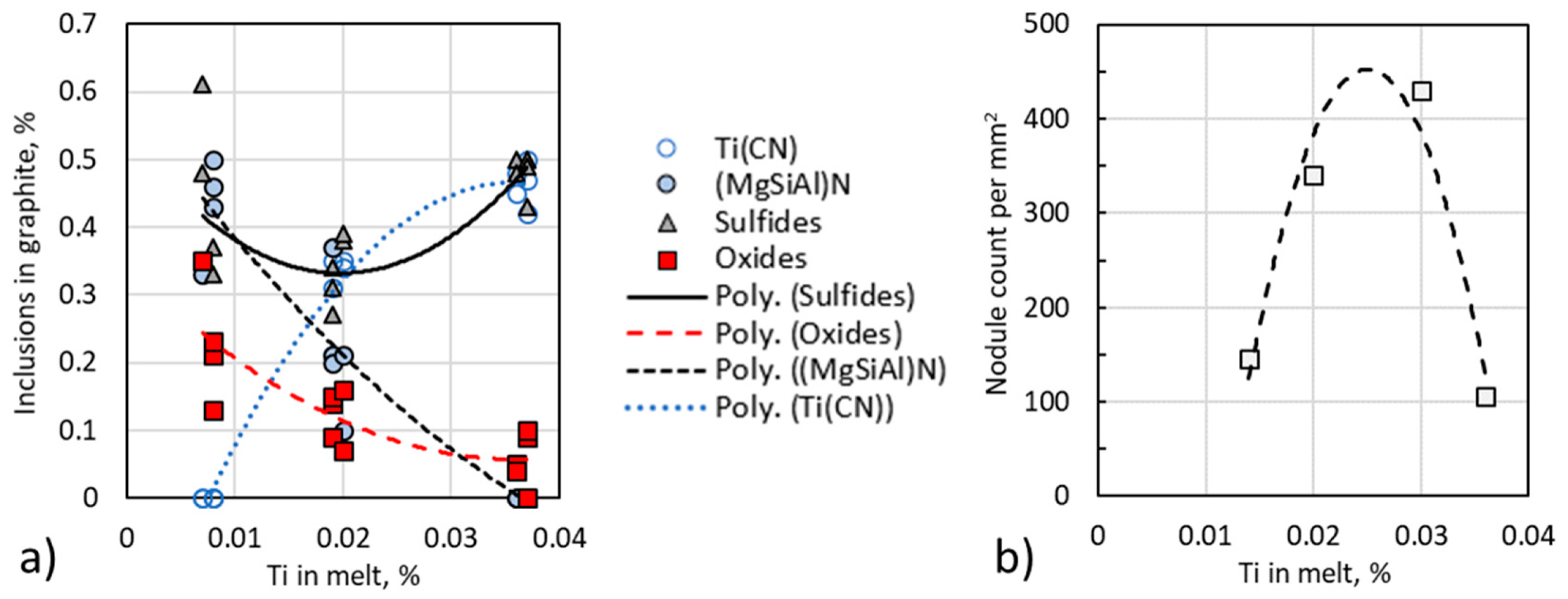
- Ti ≤ 0.011%: MgO→(MgCa)S or MgO→(MgCa)S→(Mg,Si,Al)N
- Ti = 0.014%: MgO→(MgCa)(OS) or (MgCa)S→(Mg,Si,Al)N
- 0.02% ≤ Ti ≤ 0.03%: (MgCa)S or (MgCa)(OS)→Ti(CN) or/and (Mg,Si,Al)N
- Ti = 0.036%: (MgCa)S or (MgCa)(OS)→Ti(CN)
3.8. Effect of the Shape of the Nucleus on Graphite Shape
4. Nucleation of Graphite during Solid-State Transformation
5. Growth of Graphite during Solidification
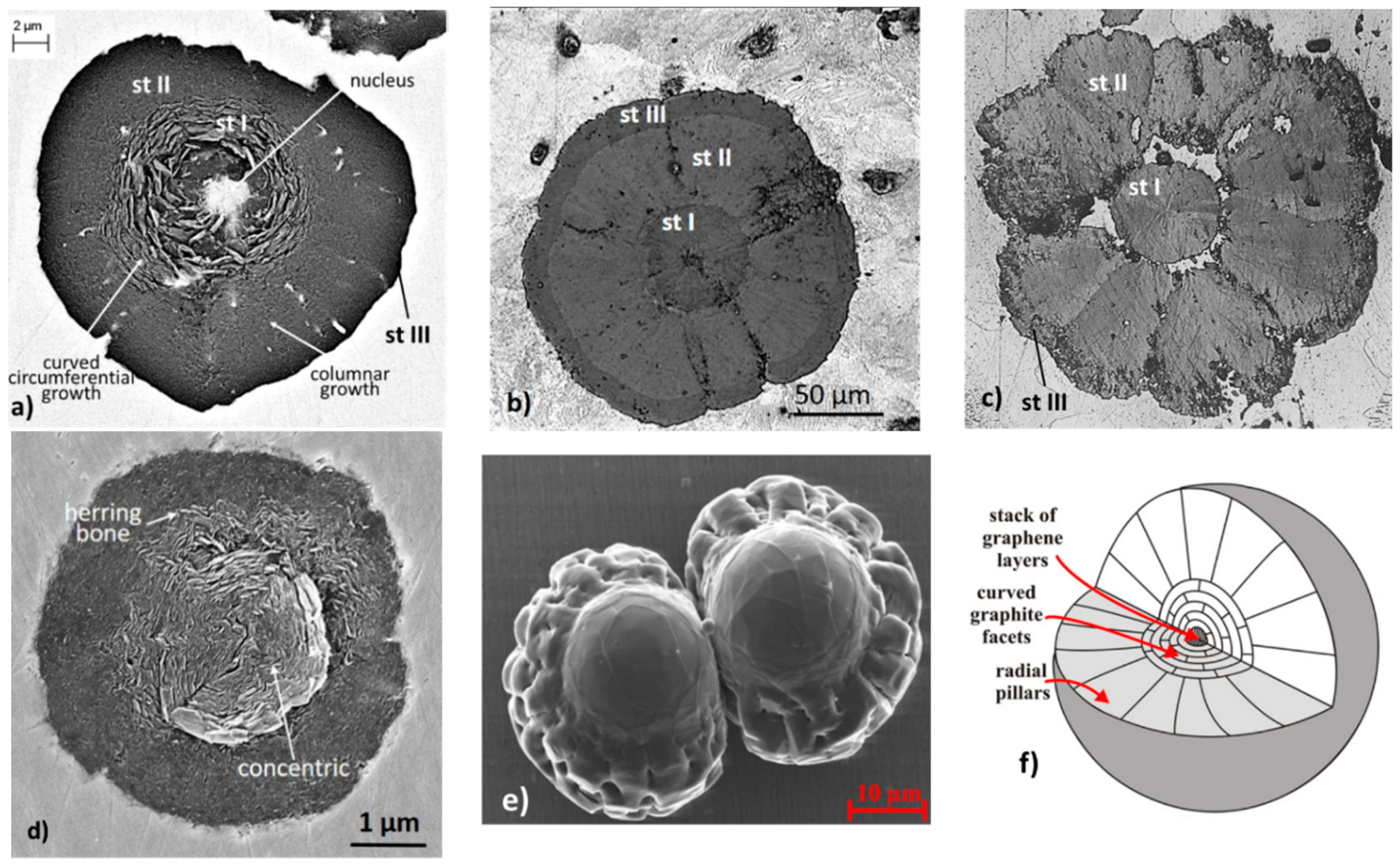
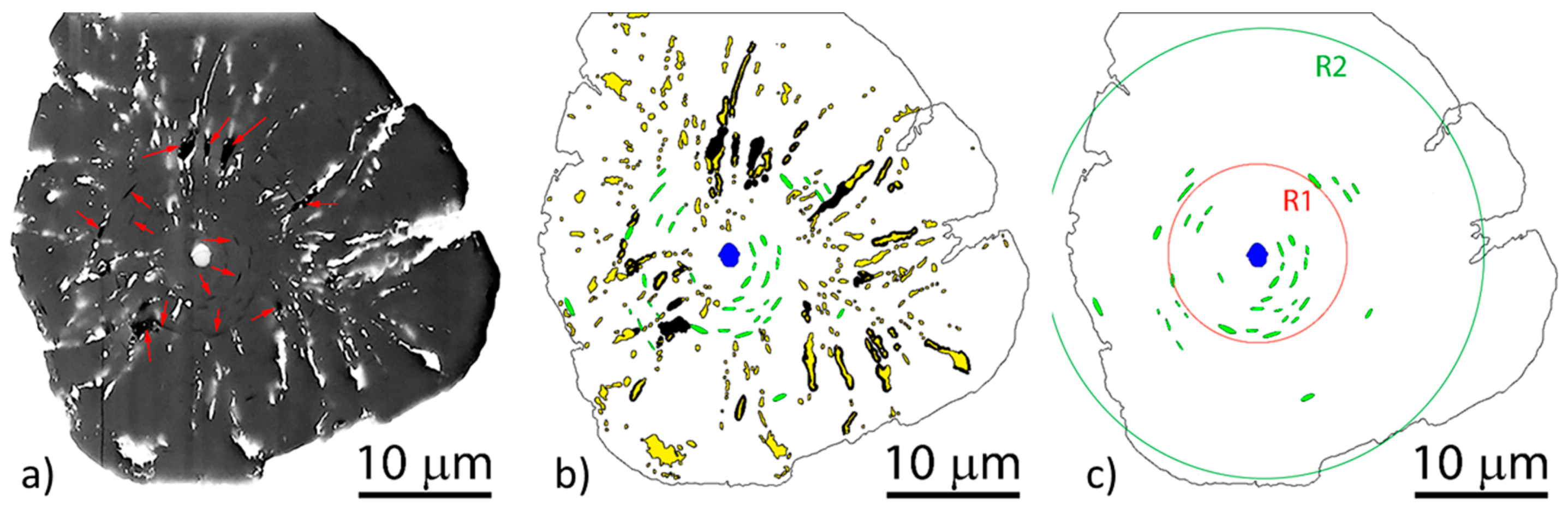
5.1. Growth of Spheroidal Graphite
5.2. Growth of Degenerated Graphite
6. Solid-State Growth of Graphite
7. Conclusions
Author Contributions
Funding
Conflicts of Interest
References
- Korsakov, A.V.; Rezvukhina, O.V.; Jaszczak, J.A.; Rezvukhin, D.I.; Mikhailenko, D.S. Natural Graphite Cuboids. Minerals 2019, 9, 110. [Google Scholar] [CrossRef]
- Adey, C. Verfahren zum Herstellen von Grauguss höherer Festigkeit. German Patent No. 766592, June 1953. [Google Scholar]
- Prucha, T.E.; Twarog, D.; Monroe, R.W. History and Trends of Metal Casting. In ASM Handbook, Vol. 15 Casting; ASM International: Metals Park, OH, USA, 2008; pp. 3–154. [Google Scholar]
- Stefanescu, D.M. The Meritocratic Ascendance of Cast Iron: From Magic to Virtual Cast Iron. Int. J. Metalcasting 2019, 13, 726–752. [Google Scholar] [CrossRef]
- Wind turbine casting market analysis by type (horizontal axis, vertical axis), by application (onshore, offshore), by region (north America, Europe, Asia Pacific, central & South America, MEA), and segment forecasts, 2018–2025, Grand View Research Report, San Francisco, CA, USA (Jan, 2017). Available online: https://www.grandviewresearch.com/industry-analysis/wind-turbine-casting-market (accessed on 4 February 2020).
- Merchant, H.D. Solidification of Cast Iron—A Review of Literature. In Recent Research in Cast Iron; Merchant, H.D., Ed.; Gordon and Breach Sci. Publ.: New York, NY, USA, 1968. [Google Scholar]
- Minkoff, I. The Physical Metallurgy of Cast Iron; John Wiley & Sons: New York, NY, USA, 1983. [Google Scholar]
- Elliott, R. Cast Iron Technology; Butterworths: London, UK, 1988. [Google Scholar]
- Stefanescu, D.M. Microstructure Evolution during the Liquid/Solid Transformation in Cast Iron. In ASM Handbook Vol. 1A Cast Iron Science and Technology; Stefanescu, D.M., Ed.; ASM International: Materials Park, OH, USA, 2017; pp. 59–80. [Google Scholar]
- Skaland, T. Spheroidal Graphite Nuclei in Rare Earth and Magnesium Inoculated Irons. In Proceedings of the AFS Cast Iron Inoculation Conference, Schaumburg, IL, USA, 29–30 September 2005; pp. 13–30. [Google Scholar]
- Riposan, I.; Skaland, T. Modification and Inoculation of Cast Iron. In ASM Handbook Vol. 1A Cast Iron Science and Technology; Stefanescu, D.M., Ed.; ASM International: Materials Park, OH, USA, 2017; pp. 160–176. [Google Scholar]
- Stefanescu, D.M.; Alonso, G.; Larrañaga, P.; De la Fuente, E.; Suarez, R. A comparative study of graphite growth in cast iron and in analogous systems. Int. J. Metalcasting 2018, 12, 722–752. [Google Scholar] [CrossRef]
- Baer, W. Chunky Graphite in Ferritic Spheroidal Graphite Cast Iron: Formation, Prevention, Characterization, Impact on Properties: An Overview. Int. J. Metalcasting 2019. [Google Scholar] [CrossRef]
- Campbell, J. A Hypothesis for Cast Iron Microstructures. Metall. Mater. Trans. B 2009, 40, 786–801. [Google Scholar] [CrossRef]
- Zhou, X.F.; Qian, G.R.; Dong, X.; Zhang, L.; Tian, Y.; Wang, H.T. Ab initio study of the formation of transparent carbon under pressure. Phys. Rev. B 2010, 82, 134126. [Google Scholar] [CrossRef]
- Castro Neto, A.H.; Guinea, F.; Peres, N.M.R. Drawing conclusions from Graphene. Phys. World 2006, 16, 11. [Google Scholar]
- Pierson, H.O. Handbook of Carbon, Graphite, Diamond and Fullerenes: Properties, Processing, and Applications; Noyes Publications: Park Ridge, NJ, USA, 1993. [Google Scholar]
- Inagaki, M. Advanced carbon materials. In Handbook of Advanced Ceramics, 2nd ed.; Elsevier: Amsterdam, The Netherlands, 2013. [Google Scholar]
- Roviglione, A.N.; Hermida, J.D. Rhombohedral Graphite Phase in Nodules from Ductile Cast Iron. Procedia Mater. Sci. 2015, 8, 924–933. [Google Scholar] [CrossRef][Green Version]
- Qing, J.; Richards, V.L.; Van Aken, D.C. Growth stages and hexagonal-rhombohedral structural arrangements in spheroidal graphite observed in ductile iron. Carbon 2017, 116, 456–469. [Google Scholar] [CrossRef]
- Irifune, T.; Kurio, A.; Sakamoto, S.; Inoue, T.; Sumiya, H. Materials: Ultrahard polycrystalline diamond from graphite. Nature 2003, 421, 599–600. [Google Scholar] [CrossRef]
- Umemoto, K.; Wentzcovitch, R.M.; Saito, S.; Miyake, T. Body-Centered Tetragonal C4: A Viable sp3 Carbon Allotrope. Phys. Rev. Lett. 2010, 104, 125504. [Google Scholar] [CrossRef] [PubMed]
- Wyckoff, R.W.G. Crystal Structures; Interscience: New York, NY, USA, 1963. [Google Scholar]
- Kurz, W.; Fisher, D.J. Dendrite growth in eutectic alloys: The coupled zone. Int. Metals Rev. 1979, 24, 177–204. [Google Scholar]
- Burden, M.H.; Hunt, J.D. The extent of the eutectic range. J. Cryst. Growth 1974, 22, 328. [Google Scholar] [CrossRef]
- Stefanescu, D.M. Science and Engineering of Casting Solidification, 3rd ed.; Springer: Berlin, Germany, 2015. [Google Scholar]
- Lux, B.; Mollard, F.; Minkoff, I. On the formation of envelopes around graphite in cast iron. In The Metallurgy of Cast Iron; Lux, B., Minkoff, I., Mollard, F., Eds.; Georgi Publishing: St. Saphorin, Switzerland, 1975; pp. 371–403. [Google Scholar]
- Li, D.D.; Tan, R.X.; Gao, J.X.; Wei, B.Q.; Fan, Z.Q.; Huang, Q.Z.; He, K.J. Comparison of pyrolytic graphite spheres from propylene with spheroidal graphite nodules in steel. Carbon 2017, 111, 428–438. [Google Scholar] [CrossRef]
- Miao, B.; Northwood, D.O.; Bian, W.; Fang, K.; Fan, M. Structure and growth of platelets in graphite spherulites in cast iron. J. Mater. Sci. 1994, 29, 255–261. [Google Scholar] [CrossRef]
- Stefanescu, D.M.; Alonso, G.; Larrañaga, P.; De la Fuente, E.; Suarez, R. On the crystallization of graphite from liquid Iron-Carbon-Silicon melts. Acta Mater. 2016, 107, 102–126. [Google Scholar] [CrossRef]
- Amini, S.; Abbaschian, R. Nucleation and growth kinetics of graphene layers from a molten phase. Carbon 2013, 51, 110–123. [Google Scholar] [CrossRef]
- Lux, B.; Minkoff, I.; Mollard, F.; Thury, E. Branching of graphite crystals growing from a metallic solution. In The Metallurgy of Cast Iron; Lux, B., Minkoff, I., Mollard, F., Eds.; Georgi Publishing: St. Saphorin, Switzerland, 1975; pp. 496–508. [Google Scholar]
- Amini, S.; Kalaantari, H.; Mojgani, S.; Abbaschian, R. Graphite crystals grown within electromagnetically levitated metallic droplets. Acta Mater. 2012, 60, 7123–7131. [Google Scholar] [CrossRef]
- Double, D.D.; Hellawell, A. Growth structure of various forms of graphite. In The Metallurgy of Cast Iron; Lux, B., Minkoff, I., Mollard, F., Eds.; Georgi Publishing Co.: St Saphorin, Switzerland, 1975; pp. 509–528. [Google Scholar]
- Frank, F.C. The influence of dislocations on crystal growth. Disc. Faraday Soc. 1949, 5, 48–54. [Google Scholar] [CrossRef]
- Minkoff, I.; Lux, B. Graphite growth from metallic solution. In The Metallurgy of Cast Iron; Lux, B., Minkoff, I., Mollard, F., Eds.; Georgi Publishing: St. Saphorin, Switzerland, 1975; pp. 473–493. [Google Scholar]
- Hillert, M.; Lindblom, Y.J. The growth of nodular graphite. Iron Steel Inst. 1954, 148, 388. [Google Scholar]
- Oron, M.; Minkoff, I. Structural factors in growth of graphite from the melt. In Recent Research on Cast Iron; Merchant, H.D., Ed.; Gordon and Breach: New York, NY, USA, 1968; pp. 173–193. [Google Scholar]
- Delavignette, P.; Amelinckx, S. Dislocation patterns in graphite. J. Nucl. Mater. 1962, 5, 17–66. [Google Scholar] [CrossRef]
- Hennig, G.R. Screw Dislocations in Graphite. Science 1965, 147, 733–734. [Google Scholar] [CrossRef]
- Zakhartchenko, E.V.; Akimov, E.P.; Loper, C.R. Kish graphite in gray cast iron. Trans. Am. Foundry. Soc. 1979, 87, 471–476. [Google Scholar]
- Stefanescu, D.M.; Huff, R.; Alonso, G.; Larrañaga, P.; De la Fuente, E.; Suarez, R. On the crystallization of compacted and chunky graphite from liquid multicomponent iron–carbon–silicon based melts. Metall. Mater. Trans. 2016, 47, 4012–4023. [Google Scholar] [CrossRef]
- Saratovkin, D.D. Dendritic Crystallization; Consultants Bureau: New York, NY, USA, 1959. [Google Scholar]
- St. John, D.H.; Hogan, L.M. Metallography and growth crystallography of Al3Ti in Al-Ti alloys up to 5 wt% Ti. J. Cryst. Growth 1979, 46, 387–398. [Google Scholar] [CrossRef]
- Amelinckx, S.; Luyten, W.; Krekels, T.; Van Tendeloo, G.; Van Landuit, J. Conical, helically wound, graphite whiskers: A limiting member of the “fullerenes”? J. Cryst. Growth 1992, 121, 543–558. [Google Scholar] [CrossRef]
- Jaszczaka, J.A.; Robinson, G.W.; Dimovskic, S.; Gogotsic, Y. Naturally occurring graphite cones. Carbon 2003, 41, 2085–2092. [Google Scholar] [CrossRef]
- Kvasnitsa, V.N.; Yatsenko, V.G.; Jaszczak, J.A. Disclinations in unusual graphite crystals from anorthosites of Ukraine. Can. Mineral. 1999, 37, 951–960. [Google Scholar]
- Liu, P.C.; Li, C.L.; Wu, D.H.; Loper, C.R. SEM Study of Chunky Graphite in Heavy Section Ductile Iron. Trans. Am. Foundry. Soc. 1983, 91, 119–126. [Google Scholar]
- Sadocha, J.P.; Gruzleski, J.E. The mechanism of graphite spheroid formation pure Fe-C-Si alloys. In The Metallurgy of Cast Iron; Lux, B., Minkoff, I., Mollard, F., Eds.; Georgi Publishing: St. Saphorin, Switzerland, 1975; pp. 443–459. [Google Scholar]
- Lalich, M.J. The influence of Rare Earth elements on magnesium treated ductile cast iron. In The Metallurgy of Cast Iron; Lux, B., Minkoff, I., Mollard, F., Eds.; Georgi Publishing: St. Saphorin, Switzerland, 1974; pp. 561–581. [Google Scholar]
- Voigt, R. Trace (Minor) Elements in Cast Irons. In ASM Handbook Vol. 1A Cast Iron Science and Technology; Stefanescu, D.M., Ed.; ASM International: Materials Park, OH, USA, 2017; pp. 177–181. [Google Scholar]
- Vashchenko, K.I.; Rudoi, A.P. Surface tension of cast iron. Trans. Am. Foundry Soc. 1962, 70, 855–864. [Google Scholar]
- McSwain, R.H.; Bates, C.E. Surface and Interfacial Relationships Controlling Graphite Formation in Cast Iron. In The Metallurgy of Cast Iron; Lux, B., Minkoff, I., Mollard, F., Eds.; Georgi Publishing: St. Saphorin, Switzerland, 1975; pp. 423–442. [Google Scholar]
- Stefanescu, D.M.; Alonso, G.; Larrañaga, P.; Suarez, R. On the stable eutectic solidification of iron-carbon-silicon alloys. Acta Mater. 2016, 103, 103–114. [Google Scholar] [CrossRef]
- Turnbull, D.; Vonnegut, R. Nucleation Catalysis. Ind. Eng. Chem. 1952, 44, 1292–1298. [Google Scholar] [CrossRef]
- Bramfitt, B. The Effect of Carbide and Nitride Additions on the Heterogeneous Nucleation Behavior of Liquid Iron. Metall. Trans. 1970, 1, 1987–1995. [Google Scholar] [CrossRef]
- Geilenkirchen, T. Herstellung dichter Güsse durch desoxydierende Zuschläge. Stahl und Eisen 1908, 28, 592. [Google Scholar]
- Meehan, A.F. Making Gray Iron. U.S. Patent no. 1,499,068, 24 June 1924. [Google Scholar]
- Piwowarsky, E. German Patent no. 649,475, 2 November 1930.
- Lux, B.; Tannenberger, H. Inoculation effect on graphite formation in pure Fe-C-Si. Mod. Cast. 1962, 41, 57. [Google Scholar]
- McGrady, D.D.; Langenberg, C.L.; Harvey, D.J.; Womochel, H.L. Mod. Cast. 1960, 38, 113–122.
- DeSy, A.L. Nodular Cast Iron Produced with Lithium, Calcium, Barium and Soda. Metal. Prog. 1950, 58, 357. [Google Scholar]
- McClure, N.C.; Khan, A.V.; McGrady, D.; Womochel, H.L. Inoculation of grey cast iron: Relative effectiveness of some silicon alloys and active metals. Trans. Am. Foundry Soc. 1957, 65, 340–349. [Google Scholar]
- Dawson, J.V. Factors influencing the inoculation of cast iron. BCIRA J. 1961, 9, 199–236. [Google Scholar]
- Lownie, H.W. Barium inoculants resist fading. Foundry 1963, 91, 66. [Google Scholar]
- Dawson, J.V. The stimulating effect of strontium on ferrosilicon and other silicon containing inoculants. Mod. Cast. 1966, 49, 171. [Google Scholar]
- Warrick, R.J. Spheroidal Graphite Nuclei in Rare Earth and Magnesium Inoculated Irons. AFS Cast Met. Res. J. 1966, 2, 97–108. [Google Scholar]
- Stefanescu, D.M. Inoculation of Ductile Iron with Barium and Cerium Alloys. AFS Cast Met. Res. J. 1973, 8–13. Available online: https://www.researchgate.net/profile/Doru_Stefanescu2/publication/260037604_Inoculation_of_Ductile_Iron_with_Barium_and_Cerium_Alloys/links/54e8fcbf0cf25ba91c7ecba0.pdf (accessed on 1 February 2020).
- Stefanescu, D.M.; Loper, C.R. Effect of Lanthanum and Cerium on the Structure of Eutectic Cast Iron. AFS Trans. 1981, 89, 425–436. [Google Scholar]
- Askeland, D.R.; Trojan, P.K. The Approach to Equilibrium and Dross Formation in Nodular Cast Iron. Trans. Am. Foundry Soc. 1969, 77, 344–352. [Google Scholar]
- Kanetkar, C.S.; Cornell, H.H.; Stefanescu, D.M. The Influence of Some Rare Earth (Ce, La, Pr, Nd) and Yttrium in the Magnesium Ferrosilicon Alloy on the Structure of Spheroidal Graphite Cast Iron. Trans. Am. Foundry Soc. 1984, 92, 417–428. [Google Scholar]
- Alonso, G. Nucleation and Growth of Graphite in Cast Iron. Ph.D. Thesis, Interdisciplinary Doctoral School, Transilvania University, Brasov, Romania, September 2019. [Google Scholar]
- Boyles, A. Structure of Cast Iron; ASM: Metals Park, OH, USA, 1947. [Google Scholar]
- Steeb, S.; Maier, U. Structure of molten Fe-C alloys by means of X-ray and neutron wide-angle diffraction as well as sound velocity measurements. In The Metallurgy of Cast Iron; Lux, B., Minkoff, I., Mollard, F., Eds.; Georgi Publishing: St. Saphorin, Switzerland, 1974; pp. 1–11. [Google Scholar]
- Krieger, W.; Trenkler, H. Die Deutung der Schmelzstrukturen von Eisen-Kohlenstoff-und Eisen-Nickel- Legierungen aus dem Viskositätsverhalten. Arch. Eisenhuttenwesen 1971, 42, 175. [Google Scholar] [CrossRef]
- Vertman, A.A.; Samarin, A.M. State of carbon in liquid cast iron. Dokl. Akad. Nauk SSSR 1960, 134, 629. [Google Scholar]
- Samarin, A.M.; Izmailov, V.A. Soviet Physics-Dokladi 1969, 14, 392.
- Dhindaw, B.; Verhoeven, J.D. Nodular Graphite Formation in Vacuum Melted High Purity Fe-C-Si Alloys. Metall. Trans. A 1980, 2A, 1049–1057. [Google Scholar] [CrossRef]
- Fredriksson, H. Inoculation of iron-base alloys. Mat. Sci. Eng. 1984, 65, 137–144. [Google Scholar] [CrossRef]
- Heine, R.W.; Loper, C.R. Dross Formation in the Processing of Ductile Iron. Trans. Am. Foundry Soc. 1966, 74, 274–280. [Google Scholar]
- Poyet, P.; Ponchon, J. Contributions to the study of nuclei for spheroidal graphite in iron for ingot molds. Fonderie 1969, 277, 183. [Google Scholar]
- Jacobs, M.H.; Law, T.J.; Melford, D.A.; Stowell, M.J. Basic Processes Controlling the Nucleation of Graphite Nodules in Chill Cast Iron. Met. Technol. 1974, 1, 490–500. [Google Scholar] [CrossRef]
- Francis, B. Heterogeneous Nuclei and Graphite Chemistry in Flake and Nodular Cast Irons. Metall. Trans. 1979, 10A, 21–31. [Google Scholar] [CrossRef]
- Gadd, M.A.; Bennett, G.H.J. Physical chemistry of Inoculation in Cast Iron. In The Physical Metallurgy of Cast Iron; Fredriksson, H., Hillert, M., Eds.; North-Holland: New York, NY, USA, 1984; pp. 99–108. [Google Scholar]
- Alonso, G.; Stefanescu, D.M.; Larrañaga, P.; De la Fuente, E.; Suárez, R. Reassessment of Nucleation Models for Spheroidal Graphite Through Advanced SEM Analysis. Trans. Am. Foundry Soc. 2017, 125, 131–146. [Google Scholar]
- Skaland, T.; Grong, O.; Grong, T. A Model for the Graphite Formation in Ductile Cast Iron. Metall. Trans. 1993, 24A, 2321–2345. [Google Scholar] [CrossRef]
- Alonso, G.; Larrañaga, P.; Stefanescu, D.M.; De la Fuente, E.; Natxiondo, A.; Suarez, R. Kinetics of Nucleation and Growth of Graphite at different Stages of Solidification for Spheroidal Graphite Iron. Int. J. Metalcast. 2017, 11, 14–26. [Google Scholar] [CrossRef]
- Stransky, K.; Rek, A. Contribution to the microanalysis of graphite nuclei in spheroidal graphite iron. Giesserei Rundschau 1969, 9, 32. [Google Scholar]
- Mercier, J.C.; Paton, R.; Margerie, J.C.; Mascré, C. Inclusions in spheroidal graphite. Fonderie 1969, 277, 191. [Google Scholar]
- Nieswaag, H.; Zuithoff, A.J. The occurrence of nodules in cast iron containing small amounts of tellurium. In Proceedings of the 37th International Foundry Congress, Brighton, UK, September 1970. [Google Scholar]
- Lalich, M.J.; Hitchings, J.R. Characterization of inclusions as nuclei for spheroidal graphite in ductile cast iron. Trans. Am. Foundry Soc. 1976, 84, 653–664. [Google Scholar]
- Igarashi, Y.; Okada, S. Observation and analysis of the nucleus of spheroidal graphite in magnesium-treated ductile iron. Int. J. Cast Metals Res. 1998, 11, 83–88. [Google Scholar] [CrossRef]
- Naro, R.L.; Wallace, J.F. Minor Elements in Gray Iron. Trans. Am. Foundry Soc. 1970, 78, 229–238. [Google Scholar]
- Muzumdar, K.M.; Wallace, J.F. Effect of Sulfur in Cast Iron. Trans. Am. Foundry. Soc. 1973, 81, 412–423. [Google Scholar]
- De, L.R.; Xiang, Y.J. Heterogeneous nuclei in flake graphite. Trans. Am. Foundry. Soc. 1991, 99, 707–712. [Google Scholar]
- Riposan, I.; Chisamera, M.; Stan, S.; Skaland, T. Graphite Nucleants (Microinclusions) Characterization in Ca/Sr Inoculated Grey Irons. Int. J. Cast Metals Res. 2003, 16, 105–111. [Google Scholar] [CrossRef]
- Sommerfeld, A.; Tonn, B. Theory of Graphite Nucelation in Graphite Cast Iron. In Proceedings of the Carl Loper Cast Iron Symposium, Madison, WI, USA, 27–29 May 2009; pp. 168–178. [Google Scholar]
- Moumeni, E.; Stefanescu, D.M.; Tiedje, N.S.; Larrañaga, P.; Hattel, J.H. Investigation on the effect of sulfur and titanium on the microstructure of lamellar graphite iron. Metall. Mater. Trans. 2013, 44A, 5134–5146. [Google Scholar] [CrossRef]
- Lux, B. Nucleation of graphite in Fe-C-Si alloys. In Recent Research on Cast Iron; Merchant, H.D., Ed.; Gordon and Breach: New York, NY, USA, 1968; pp. 241–279. [Google Scholar]
- Sun, G.X.; Loper, C.R. Titanium Carbonitrides in Cast Irons. Trans. Am. Foundry Soc. 1983, 91, 639–646. [Google Scholar]
- Alonso, G.; Crisan, A.; Stefanescu, D.M.; Suarez, R. Effect of Titanium in the Nucleation Process of Spheroidal and Compacted Graphite Cast Iron. In Proceedings of the BRAMAT 2019—11th International Conference on Materials Science & Engineering, Transilvania University of Brasov, Brasov, Romania, 13–16 March 2019. [Google Scholar]
- Nakae, H.; Igarashi, Y. Influence of Sulfur on Heterogeneous Nucleus of Spheroidal Graphite. Mater. Trans. 2002, 43, 2826–2831. [Google Scholar] [CrossRef]
- Solberg, J.K.; Onsoien, M.I. Nuclei for heterogeneous formation of graphite spheroids in ductile cast iron. Mater. Sci. Technol. 2001, 17, 1238–1242. [Google Scholar] [CrossRef]
- Stefanescu, D.M.; Crisan, A.; Alonso, G.; Larrañaga, P.; Suarez, R. Growth of spheroidal graphite on nitride nuclei: Disregistry and crystallinity during early growth. Metall. Mat. Trans. 2019, 50A, 1763–1772. [Google Scholar] [CrossRef]
- Kusakawa, T.; Okimoto, S.; Kobayashi, K.; Ide, K.; Okita, H. The Casting Research Laboratory; Waseda University: Tokyo, Japan, 1988. [Google Scholar]
- Alonso, G.; Stefanescu, D.M.; De la Fuente, E.; Larrañaga, P.; Suarez, R. The Influence of Trace Elements on the Nature of the Nuclei of the Graphite in Ductile Iron. Mater. Sci. Forum 2018, 925, 78–85. [Google Scholar] [CrossRef]
- Stefanescu, D.M.; Alonso, G.; Larrañaga, P.; De la Fuente, E.; Suarez, R. Reexamination of crystal growth theory of graphite in iron-carbon alloys. Acta Mater. 2017, 139, 109–121. [Google Scholar] [CrossRef]
- Pugliara, A.; Laffont, L.; Hungria, T.; Lacaze, J. 3D-STEM observation of a multiphase nucleus of spheroidal graphite. In Proceedings of the 2nd Carl Loper Cast Iron Symposium, Bilbao, Spain, 30 September–1 October 2019. [Google Scholar]
- He, K.; Daniels, H.R.; Brown, A.; Brydson, R.; Edmonds, D.V. An electron microscopic study of spheroidal graphite nodules formed in a medium-carbon steel by annealing. Acta Mater. 2007, 55, 2919–2927. [Google Scholar] [CrossRef]
- Franklin, S.E.; Stark, R.A. Further use of secondary mass spectrometry in the study of graphite morphology control in cast iron. In The Physical Metallurgy of Cast Iron; Fredriksson, H., Hillert, M., Eds.; Springer: Berlin, Germany, 1984; pp. 25–35. [Google Scholar]
- Alonso, G.; Stefanescu, D.M.; Gonzalez, R.; Suarez, R. Effect of magnesium on the solid-state nucleation and growth of graphite during annealing of white iron. Int. J. Metalcasting 2020. [Google Scholar] [CrossRef]
- Hellawell, A. The growth and structure of eutectics with silicon and germanium. Prog. Mater. Sci. 1970, 15, 3–78. [Google Scholar] [CrossRef]
- Loper, C.R.; Kim, C.B.; Htun, K.M.; Heine, R.W. Analogous Solidification in Cast Irons and Aluminum-Silicon Alloys. In Recent Research on Cast Iron; Merchant, H.D., Ed.; Gordon and Breach: New York, NY, USA, 1968; pp. 363–387. [Google Scholar]
- Rosenberg, A.; Tiller, W.A. The relationship between growth forms and the preferred direction of growth. Acta Metall. 1957, 5, 565. [Google Scholar] [CrossRef]
- Hellawell, A.; Herbert, P.M. The development of preferred orientation during the freezing of metals and alloys. Proc. R. Soc. 1962, A269, 560. [Google Scholar]
- Herfurth, K. Investigation into the influence of various additions on the surface tension of liquid cast iron with the aim of finding relationships between the surface tension and the occurrence of various forms of graphite. Freiberg Forschungs 1965, 105, 267. [Google Scholar]
- Theuwissen, K.; Lacaze, J.; Laffont, L. Structure of graphite precipitates in cast iron. Carbon 2016, 96, 1120–1128. [Google Scholar] [CrossRef]
- Lacaze, J.; Bourdie, J.; Castro-Roman, M.J. A 2-D nucleation-growth model of spheroidal graphite. Acta Mater. 2017, 134, 230–235. [Google Scholar] [CrossRef]
- Hillig, W.B. A derivation of classical two-dimensional nucleation kinetics and the associated crystal growth laws. Acta Metall. 1966, 14, 1868–1869. [Google Scholar] [CrossRef]
- Campbell, J. The Structure of Cast Iron. Mater. Sci. Forum 2018, 925, 86–89. [Google Scholar] [CrossRef]
- Hoffman, E.; Wolf, G. Reproduzierbare Herstellung von Gusseisen mit Vermiculargraphit unter Verwendung einer verbesserten EMK-Messtechnique. Giessereiforschung 2001, 53, 131–151. [Google Scholar]
- Mampaey, F.; Beghyn, K. Oxygen activity in cast iron measured in induction furnace at variable temperature. Trans. Am. Foundry Soc. 2006, 114, 637–656. [Google Scholar]
- Liu, Q.F.; Liu, Q.Y. Structure and Formation of Spheroidal Graphite in Cast Iron. Trans. Am. Foundry Soc. 1993, 101, 101–109. [Google Scholar]
- Ghassemali, E.; Hernando, J.C.; Stefanescu, D.M.; Dioszegi, A.; Jarfors, A.E.W.; Dluhoš, J.; Petrenec, M. Revisiting the graphite nodule in ductile iron. Scripta Mater. 2019, 161, 66–69. [Google Scholar] [CrossRef]
- Double, D.D.; Hellawell, A. Cone-helix growth forms of graphite. Acta Metall. 1974, 22, 481–487. [Google Scholar] [CrossRef]
- Haanstra, M.B.; Knippenber, W.F.; Verspui, G. Curved crystals, inorganic fullerenes and nanorods. In Proceedings of the 5th European Congress on Electron Microscopy, Manchester, UK, 5–12 September 1972; Institute of Physics: London, UK, 1972; p. 214. [Google Scholar]
- Monchoux, J.P.; Verdu, C.; Thollet, G.; Fougères, R.; Reynaud, A. Morphological changes of graphite spheroids during heat treatment of ductile cast irons. Acta Mater. 2001, 49, 4355–4362. [Google Scholar] [CrossRef]
- Ugarte, D. Curling and closure of graphitic networks under electron-beam irradiation. Nature 1992, 359, 707–709. [Google Scholar] [CrossRef]
- Stefanescu, D.M.; Martinez, F.; Chen, I.G. Solidification behavior of hypoeutectic and eutectic compacted graphite cast irons, chilling tendency and eutectic cells. AFS Trans. 1983, 91, 205–216. [Google Scholar]
- Deng, X.J.; Zhu, P.Y.; Liu, Q.F. Structure and Formation of Vermicular Graphite. AFS Trans. 1986, 94, 927–934. [Google Scholar]
- Hamasumi, M. A newly observed pattern of imperfect graphite spherulite in nodular iron. Trans. JIM 1965, 6, 234–239. [Google Scholar] [CrossRef][Green Version]
- Itofuji, H.; Uchikawa, H. Formation mechanism of chunky graphite in heavy-section ductile cast irons. Trans. AFS 1990, 98, 429–448. [Google Scholar]
- Itofuji, H.; Masutani, A. Nucleation and growth behavior of chunky graphite. Int. J. Cast. Met. Res. 2001, 14, 1–14. [Google Scholar] [CrossRef]
- Metallography and Fractography Data Base of BAM, Division 5.1; Metallography, Fractography and Ageing of Engineered Materials; Federal Institute for Materials Research and Testing (BAM): Berlin, Germany, 2019.
- Löblich, H.; Stets, W. Werkstoff- und fertigungstechnische Grundlagen der Herstellung und Anwendung von hoch siliziumhaltigen Gusseisen mit Kugelgraphit. Giesserei 2013, 100, 42–53. [Google Scholar]
- Gonzalez-Martinez, R.; de la Torre, U.; Ebel, A.; Lacaze, J.; Sertucha, J. Effects of high silicon contents on graphite morphology and room temperature mechanical properties of as-cast ferritic ductile cast irons. Part I. Mat. Sci. Eng. A 2018, 712, 794–802. [Google Scholar] [CrossRef]
- Gagné, M.; Argo, D. Proceedings of the Advanced Casting Technology Conference; ASM International: Cleveland, OH, USA, 1987; pp. 231–256. [Google Scholar]
- Labrecque, C.; Grenier, S.; Cabanne, P.M.; Gagné, M. Heavy-Section Ductile Iron Castings. In ASM Handbook Vol. 1A: Cast Iron Science and Technology; Stefanescu, D.M., Ed.; ASM International: Cleveland, OH, USA, 2017; pp. 629–644. [Google Scholar]
- Thielemann, T. Zur Wirkung von Spurenelementen im Gusseisen mit Kugelgraphit. Gießereitechnik 1970, 16, 16–24. [Google Scholar]
- Löblich, H.; Wolf, G. Einfluss der Keimbildungsbedingungen auf die Entstehung von Chunky-Graphit in dickwandigem sowie legiertem Gusseisen mit Kugelgraphit GJS: Schlussbericht für den Zeitraum: 1.5.2003 - 31.8.2005; [Forschungsbericht E-317]. AiF-Forschungsvorhaben 2005, 13696 N/1, 1–25. [Google Scholar]
- Petzschmann, U. Vermeidung von Chunky-Graphit in dickwandigen Gussstücken aus Gusseisen mit Kugelgraphit, Final report AiF-Vorhaben 16801 N, Institut für Gießereitechnik, Düsseldorf, 2013. Available online: https://www.fvguss.de/fileadmin/content_fvguss/Dokumente/16801.pdf (accessed on 4 February 2020).
- Sertucha, J.; Lacaze, J.; Armendariz, S.; Larranaga, P. Statistical analysis of the influence of some trace elements on chunky graphite formation in heavy section nodular iron castings. Metall. Mater. Trans. A 2013, 44, 1159–1162. [Google Scholar] [CrossRef][Green Version]
- Cowlam, N.; Bacon, G.E.; Gillott, L.; Kirkwood, D.H. Diffraction measurements of graphite nodules in ferritic steels. Acta Metall. 1981, 29, 651–660. [Google Scholar] [CrossRef]
- Laffont, L.; Jday, R.; Lacaze, J. An electron microscopy study of graphite growth in nodular cast irons. Metall. Mater. Trans. A 2018, 49A, 1287–1294. [Google Scholar] [CrossRef]
- Evans, T.R. Modified malleable iron. Mod. Cast. 1968, 1, 56–59. [Google Scholar]
- Minkoff, I.; Nixon, W.C. Scanning electron microscopy of graphite growth in iron and nickel alloys. J. Appl. Phys. 1966, 37, 4848–4855. [Google Scholar] [CrossRef]













































{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Alloy | Graphite | Interfacial Energy *, J/m2 |
|---|---|---|
| Fe-3.7C-2.8Si-0.037Mg | basal (0001) | 1.460 |
| - | prism (1010) | 1.721 |
| Fe-3.7C-2.4Si-0.05S | basal (0001) | 1.270 |
| - | prism (1010) | 846 |
| Oxides | Melting Temp., °C | ΔG, kJ/mol | Double Oxides | Melting Temp., °C | ΔG, kJ/mol | Complex Oxides | ΔG, kJ/mol |
|---|---|---|---|---|---|---|---|
| Al2O3 | 2072 | −1210 | 5CaO∙4TiO2 | - | −5470 | 2MgO∙2CaO∙14Al2O3 | −26,200 |
| Ti2O3 | - | −1120 | 3CaO∙2SiO2 | - | −2960 | 3CaO∙Al2O3∙3SiO2 | −4850 |
| Y2O3 | - | −988 (c) | 2TiO2∙ZrO2 | - | −2190 | 2MgO∙CaO∙2SiO2 | −3980 |
| CaO | 2927 (a) | −960 (b) | Al2O3∙SiO2 | - | −1860 | 2CaO FeO SiO2 | −3700 |
| SrO | 2665 (a) | −892 (b) | 2MgO∙SiO2 | 1898 (a) | −1570 | - | - |
| MgO | 2832 (a) | −858 (b) | SrO∙SiO2 | 1580 (a) | −1186 (a) | - | - |
| ZrO2 | - | −821 (b) | BaO∙SiO2 | 1605 (a) | −1180 (a) | - | - |
| BaO | 2013 (a) | −812 (b) | MgO∙SiO2 | 1577 (a) | 1110 | - | - |
| TiO | 1843 (b) | −811 (b) | 2FeO∙SiO2 | - | −1010 | - | - |
| SiO2 | - | −649 | MgO∙2TiO2 | - | −1820 | - | - |
| MnO | - | −553 (b) | FeO∙2TiO2 | - | −1550 | - | - |
| Fe3O4 | - | −320 (b) | Al2O3∙SiO2 | - | −1860 | - | - |
| Sulfides | Melting Temp., °C | ΔG | Carbide | Melting Temp., °C | ΔG | Nitrides | Melting Temp., °C | ΔG |
|---|---|---|---|---|---|---|---|---|
| CaS | 2450 (a) | −425 | TiC | 3160 | −163 (a) | ZrN | 2952 | −610 |
| CeS | - | −407 | Al4C3 | 2200 | −123 (a) | TiN | 2930 | −580 |
| SrS | 2000 (a) | −370 | CaC2 | 2300 (a) | −106 (a) | AlN | 2200 | −538 |
| BaS | 2227 (a) | −356 | SrC2 | - | −93 (a) | CeN | - | −532 |
| MgS | 2000 | −294 | BaC2 | - | −96 (a) | LaN | - | −522 |
| MnS | 1610 | - | Carbo-nitrides | - | Ca3N2 | - | −139 | |
| - | - | - | CaCN2 | - | −139 | Mg3N2 | 1500 | −118 |
| Carbide | Crystal | Lattice | Planes Selection | Distance between Planes | Linear Disregistry | |
|---|---|---|---|---|---|---|
| System | Parameter, nm | Nucleant | Graphite | % | ||
| MgC2 | tetragonal | 0.486/0.567 | - | - | - | - |
| CaC2 | cubic | 0.586 | 0.341 | 0.3463 | 1.53 | |
| SrC2 | cubic | 0.624 | - | - | - | - |
| BaC2 | cubic | 0.656 | - | - | - | - |
| TiC | cubic | 0.4327 | 0.374 | 0.3463 | 8.00 | |
| Compound | Crystal System | Plane Selection | Disregistry, % |
|---|---|---|---|
| TiN | cubic | 1.11 | |
| TiC | cubic | 2.69 | |
| Mg3N2 | cubic | 0.59 | |
| Mg3N2 | cubic | 0.125 | |
| AlN | hexagonal | 7.586 |
| Inclusion | Crystal System | Planes Selection | Disregistry, % |
|---|---|---|---|
| MgO∙SiO2 | orthorhombic | 5.9 | |
| 2MgO∙SiO2 | orthorhombic | 9.9 | |
| CaO∙SiO2 | hexagonal | 7.5 | |
| SrO∙SiO2 | hexagonal | 3.5 | |
| BaO∙SiO2 | hexagonal | 1.5 | |
| Al2O3 | hexagonal | 3.4 | |
| CaO∙Al2O3∙2SiO2 | hexagonal | 3.7 | |
| SrO∙Al2O3∙2SiO2 | hexagonal | 6.2 | |
| BaO∙Al2O3∙2SiO2 | hexagonal | 7.1 |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Stefanescu, D.M.; Alonso, G.; Suarez, R. Recent Developments in Understanding Nucleation and Crystallization of Spheroidal Graphite in Iron-Carbon-Silicon Alloys. Metals 2020, 10, 221. https://doi.org/10.3390/met10020221
Stefanescu DM, Alonso G, Suarez R. Recent Developments in Understanding Nucleation and Crystallization of Spheroidal Graphite in Iron-Carbon-Silicon Alloys. Metals. 2020; 10(2):221. https://doi.org/10.3390/met10020221
Chicago/Turabian StyleStefanescu, Doru M., Gorka Alonso, and Ramon Suarez. 2020. "Recent Developments in Understanding Nucleation and Crystallization of Spheroidal Graphite in Iron-Carbon-Silicon Alloys" Metals 10, no. 2: 221. https://doi.org/10.3390/met10020221
APA StyleStefanescu, D. M., Alonso, G., & Suarez, R. (2020). Recent Developments in Understanding Nucleation and Crystallization of Spheroidal Graphite in Iron-Carbon-Silicon Alloys. Metals, 10(2), 221. https://doi.org/10.3390/met10020221