Optimization of Open Die Ironing Process through Artificial Neural Network for Rapid Process Simulation



Abstract
1. Introduction
2. Methods
2.1. FEM Model for Open-Die Forging of 42crmo4 Steel Grade
2.2. Analytical Model for Open Die Process Simulation
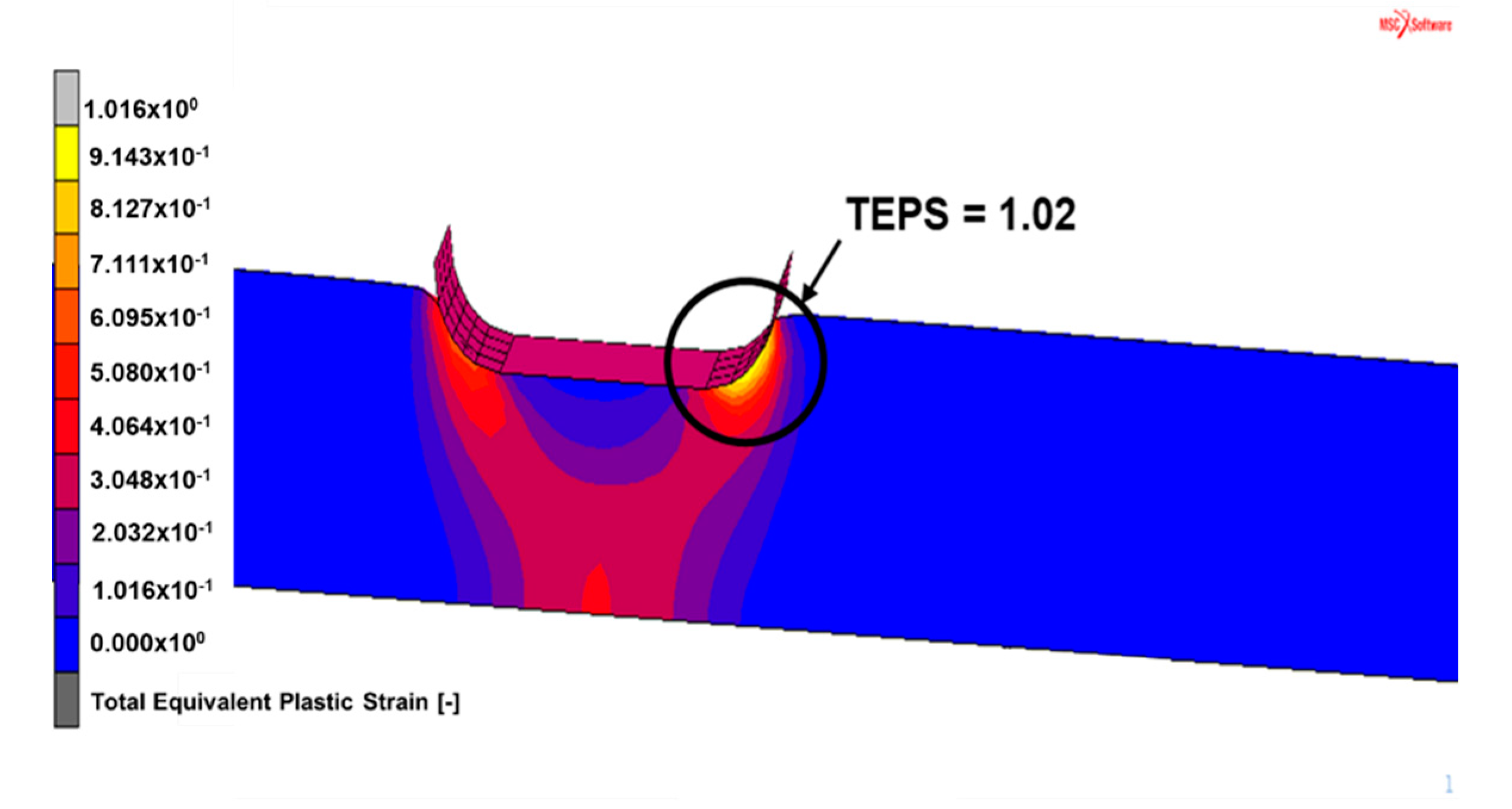
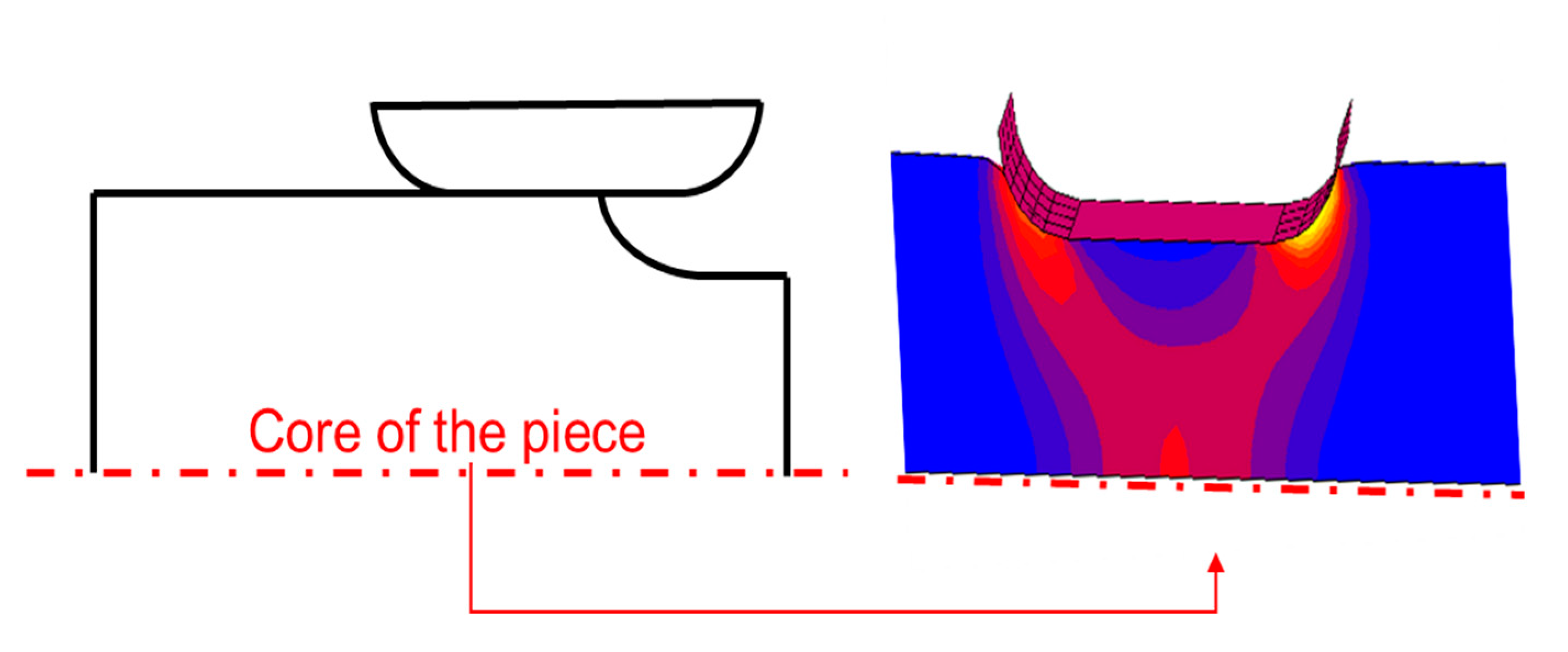
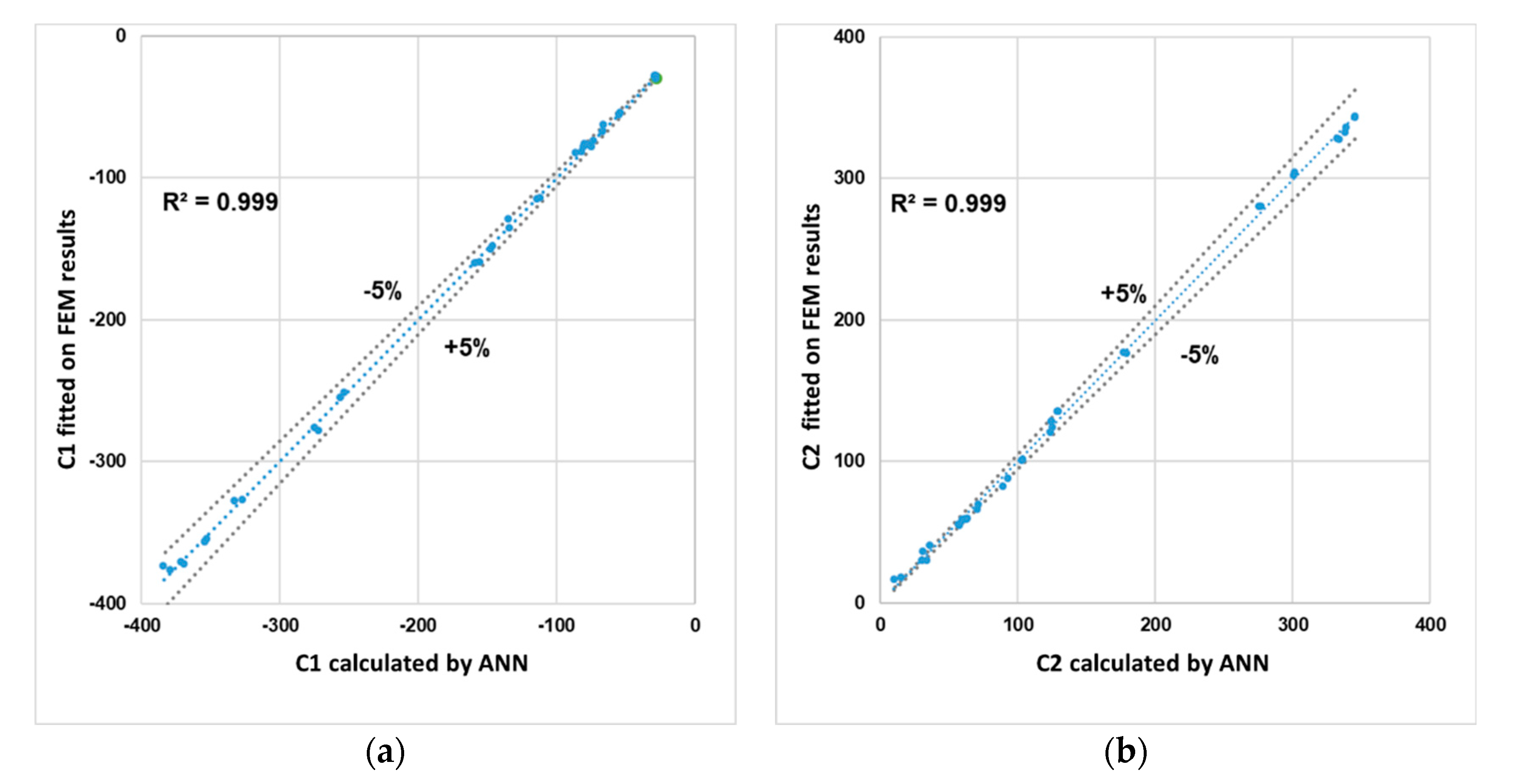
- C1 and C2 represent the middle points of growth and decay phase respectively. In order to identify the inflection point for each sigmoidal branch, an analysis has been carried out on FEM results, identifying the point with the 50% of the maximum plastic strain at the core fiber.
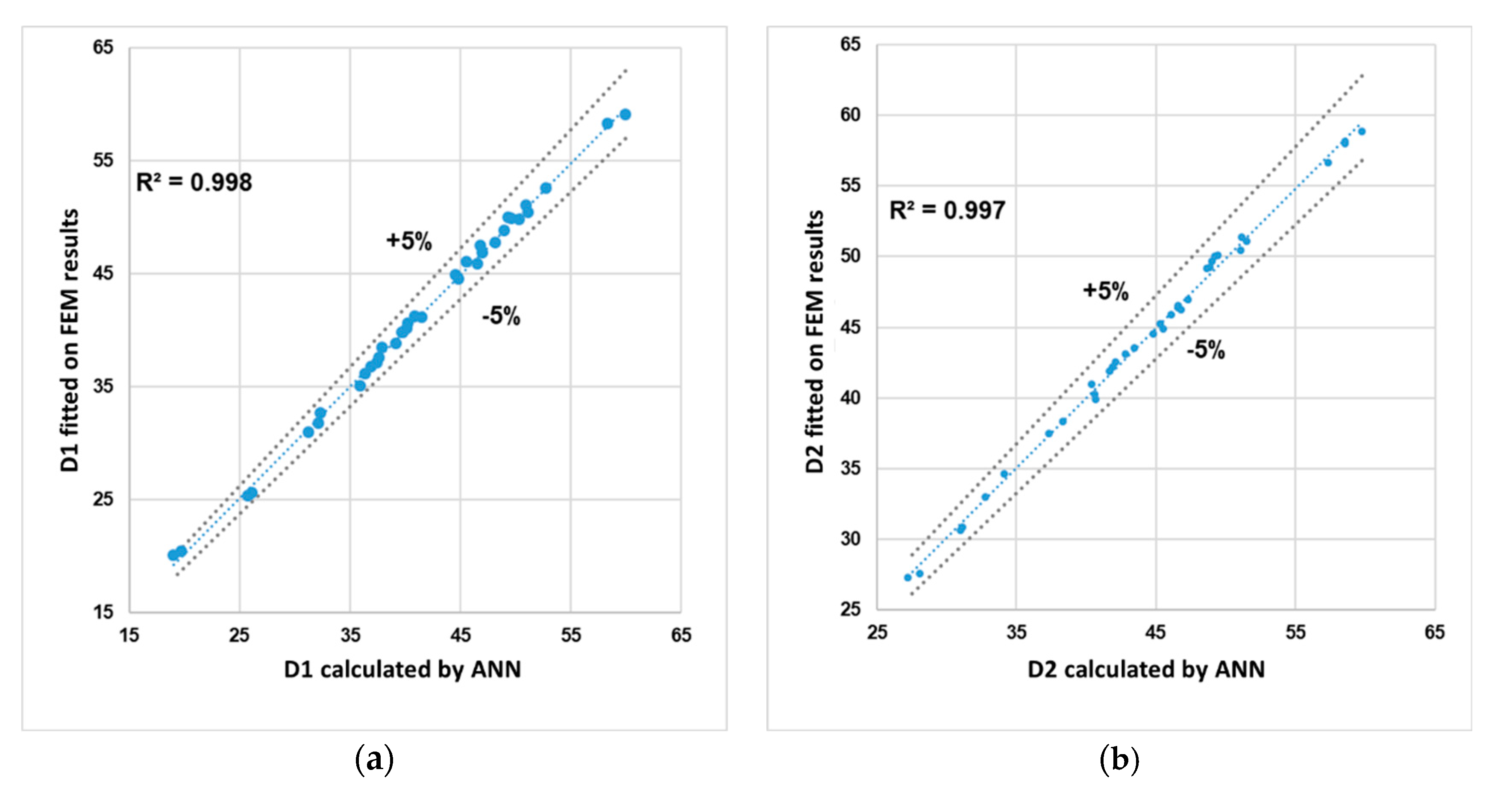
- D1 and D2 represent the slopes of the growth and decay branches of the function.
- M is a multiplier coefficient. The Equation (1) varies in a range between 0 and 2, thus the coefficients M brings the maximum of double-sigmoidal curve to the maximum of plastic strain.
2.3. Forecasting Models Based on Artificial Neural Networks (ANNs)
- Training: about 400 examples;
- Validation: about 150 examples;
- Test: about 50 examples.
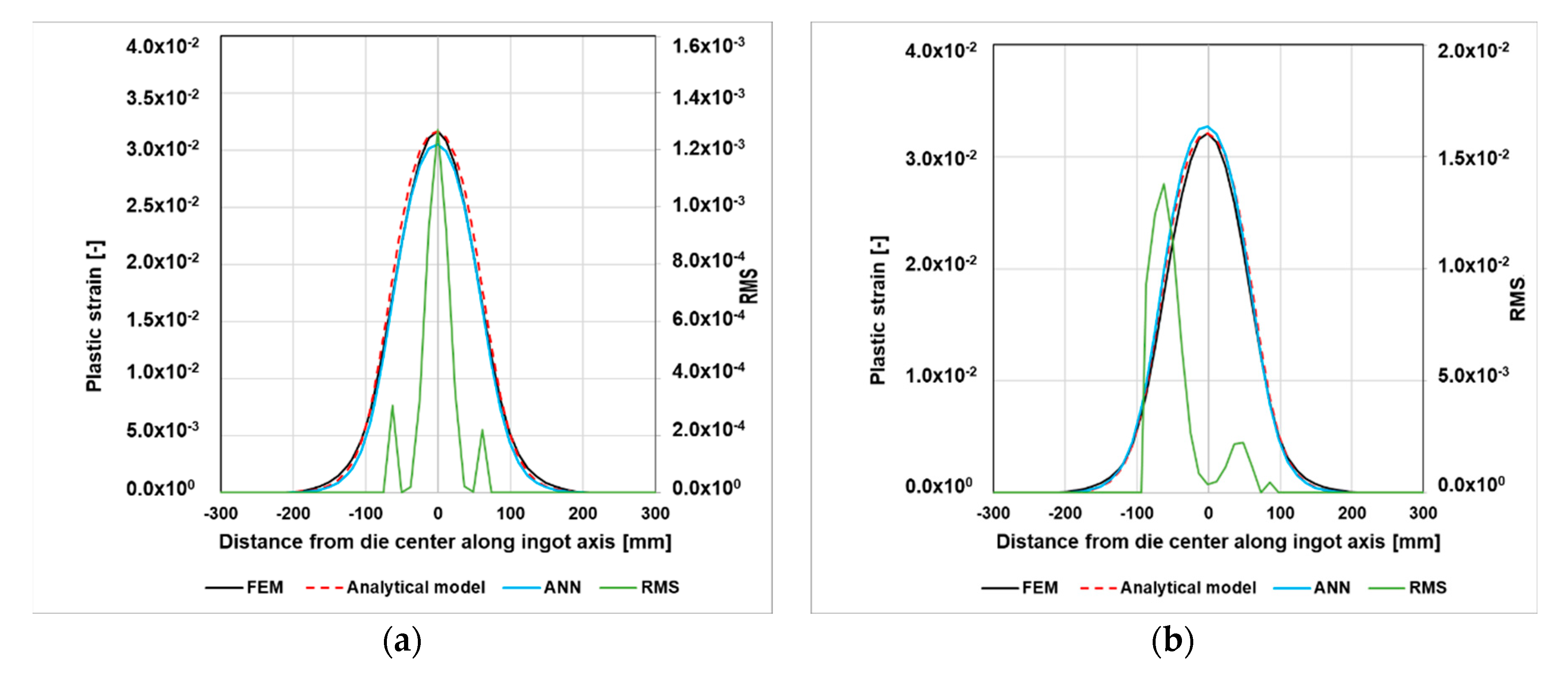
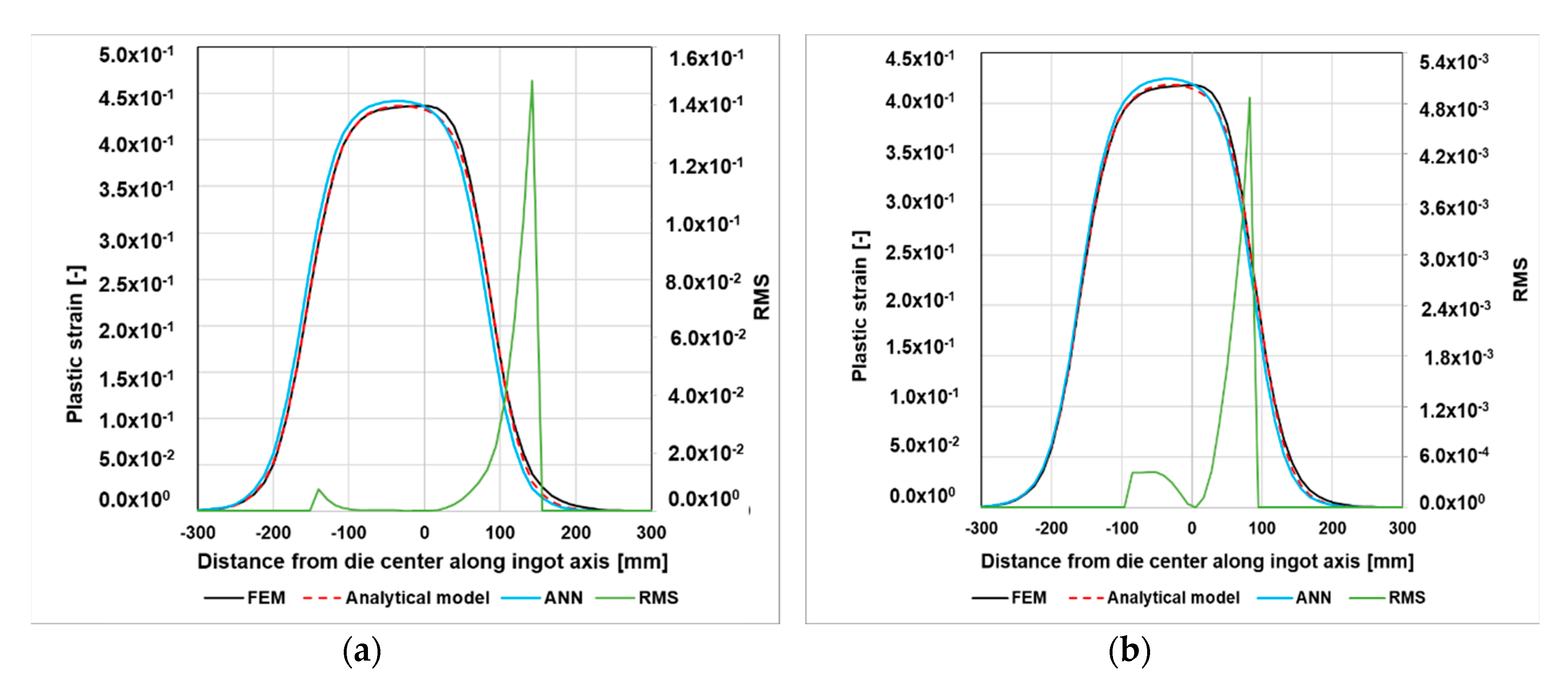
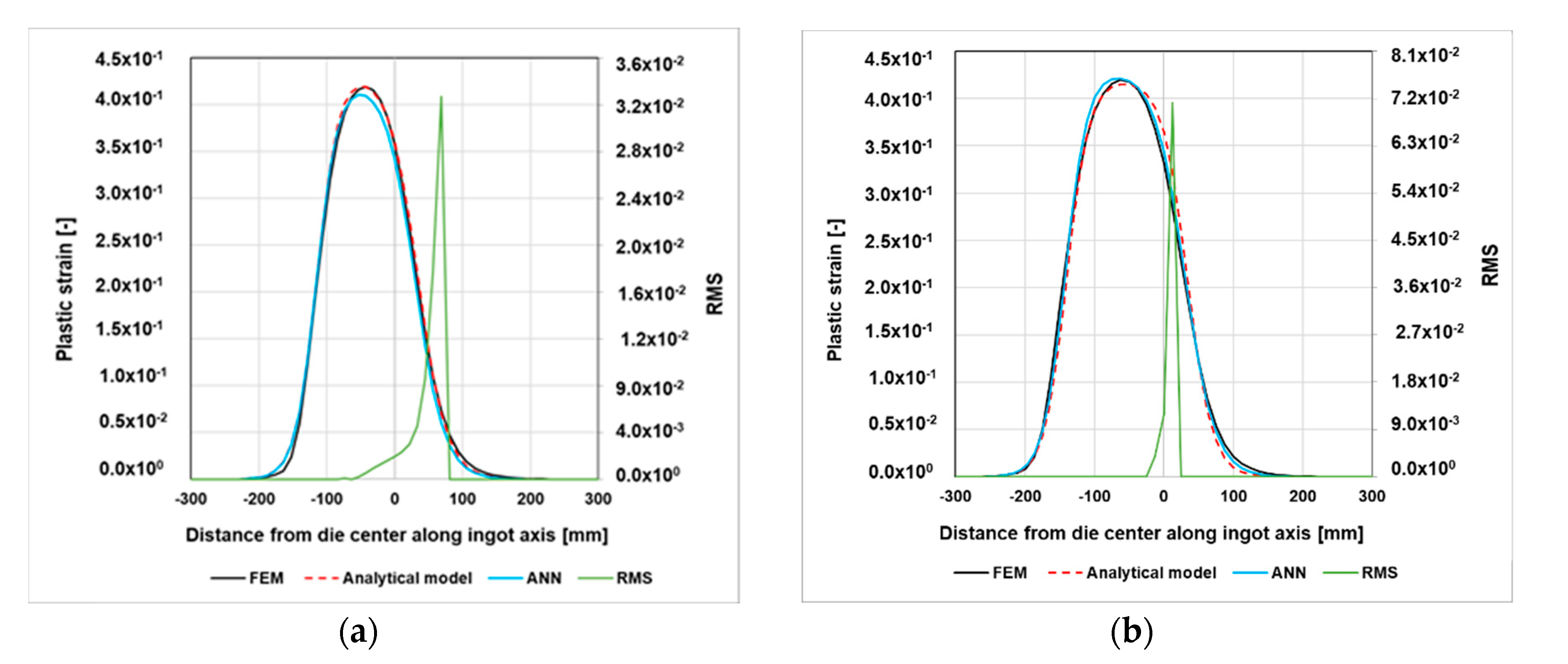
3. Results and Discussion
4. Conclusions
Author Contributions
Funding
Conflicts of Interest
References
- Di Schino, A. Manufacturing and application of stainless steels. Metals 2020, 10, 327. [Google Scholar] [CrossRef]
- Pezzato, L.; Gennari, C.; Chukin, D.; Toldo, M.; Sella, F.; Toniolo, M.; Zambon, A.; Brunelli, K.; Dabalà, M. Study of the effect of multiple tempering in the impact toughness of forged S690 structural steel. Metals 2020, 10, 507. [Google Scholar] [CrossRef]
- Di Schino, A.; Di Nunzio, P.E.; Lopez Turconi, G. Microstructure Evolution during Tempering of Martensite in a Medium-C Steel. Mater. Sci. Forum 2007, 558, 1435–1441. [Google Scholar] [CrossRef]
- Di Schino, A. Analysis of phase transformation in high strength low alloyed steels. Metalurgija 2017, 56, 349–352. [Google Scholar]
- Di Schino, A.; Alleva, L.; Guagnelli, M. Microstructure evolution during quenching and tempering of martensite in a medium C steel. Mater. Sci. Forum 2012, 715–716, 860–865. [Google Scholar] [CrossRef]
- Di Schino, A.; Kenny, J.M.; Abbruzzese, G. Analysis pf the recrystallization and grain growth processes in AISI 316 stainless steel. J. Mat. Sci. 2002, 37, 5291–5298. [Google Scholar] [CrossRef]
- Rufini, R.; Di Pietro, O.; Di Schino, A. Predictive simulation of plastic processing of welded stainless steel pipes. Metals 2018, 8, 519. [Google Scholar] [CrossRef]
- Di Schino, A.; Testani, C. Corrosion behavior and mechanical properties of AISI 316 stainless steel clad Q235 plate. Metals 2020, 10, 552. [Google Scholar] [CrossRef]
- Gloria, A.; Montanari, R.; Richetta, M.; Varone, A. Alloys for Aeronautic Applications: State of the Art and Perspectives. Metals 2019, 9, 662. [Google Scholar] [CrossRef]
- Di Schino, A.; Gaggiotti, M.; Testani, C. Heat treatment effect on microstructure evolution in 7% Cr steel for forging. Metals 2020, 10, 808. [Google Scholar] [CrossRef]
- Schafrik, R.E.; Walsson, S. Challenges for high temperature materials in the new millennium. In Proceedings of the Eleventh International Symposium on Superalloys, Champion, PA, USA, 14–18 September 2008; p. 3. [Google Scholar]
- Di Schino, A.; Valentini, L.; Kenny, J.M.; Gerbig, Y.; Ahmed, I.; Haefke, H. Wear resistance of a high-nitrogen austenitic stainless steel coated with nitrogenated amorphous carbon films. Surf. Coat. Technol. 2002, 161, 224–231. [Google Scholar] [CrossRef]
- Dindorf, R.; Wos, P. Energy-Saving Hot Open Die Forging Process of Heavy Steel Forgings on an Industrial Hydraulic Forging Press. Energies 2020, 13, 1620. [Google Scholar] [CrossRef]
- Technovio. Global Forging Market 2018–2022; Technovio: Toronto, ON, Canada, 2019. [Google Scholar]
- Zitelli, C.; Folgarait, P.; Di Schino, A. Laser powder bed fusion of stainless-steel grades: A review. Metals 2019, 9, 731. [Google Scholar] [CrossRef]
- Mancini, S.; Langellotto, L.; Di Nunzio, P.E.; Zitelli, C.; Di Schino, A. Defect reduction and quality optimisation by modelling plastic deformation and metallurgical evolution in ferritic stainless steels. Metals 2020, 10, 186. [Google Scholar] [CrossRef]
- Qiu, Y.; Park, S.C.; Cho, H.Y. Prediction of forming limits in cold open-die extrusion process. Trans. Korean Soc. Mech. Eng. A 2020, 44, 435–441. [Google Scholar] [CrossRef]
- Harris, N.; Shahriari, D.; Jahazi, M. Analysis of Void Closure during Open Die Forging Process of Large Size Steel Ingots. Key Eng. Mater. 2016, 716, 579–585. [Google Scholar] [CrossRef]
- Di Schino, A.; Di Nunzio, P.E. Metallurgical aspects related to contact fatigue phenomena in steels for back up rolling. Acta Metall. Slovaca 2017, 23, 62–71. [Google Scholar] [CrossRef]
- Sharma, D.K.; Filipponi, M.; Di Schino, A.; Rossi, F.; Castaldi, J. Corrosion behavior of high temperature fuel cells: Issues for materials selection. Metalurgija 2019, 58, 347–351. [Google Scholar]
- Wolfgarten, M.; Rosenstock, D.; Schaeffer, L.; Hirt, G. Implementation of an open-die forging process for large hollow shafts for wind power plants with respect to an optimized microstructure. AIM 2015, 107, 43–49. [Google Scholar]
- Choi, S.K.; Chun, M.S.; Van Tyne, C.J.; Moon, Y.H. Optimization of open die forging of round shapes using FEM analysis. J. Mater. Process. Technol. 2006, 172, 88–95. [Google Scholar] [CrossRef]
- Obiko, J.; Mwema, F.M. Stress and Strain Distribution in the upsetting process. In Handbook of Research on Advancements in Manufacturing, Materials, and Mechanical Engineering; IGI Global: Hershey, PA, USA, 2020; pp. 288–301. [Google Scholar]
- Rosenstoc, D.; Recker, D.; Hirt, G.; Steingießer, K.; Rech, R.; Gehrmann, B.; Lamm, R. Application of a Fast Calculation Model for the Process Monitoring of Open Die Forging Processes. Key Eng. Mater. 2013, 554, 248–263. [Google Scholar] [CrossRef]
- Siemer, E.; Nieschwitz, P.; Kopp, R. Quality-optimized process control in open-die forging. Stahl Eisen 1986, 106, 383–387. [Google Scholar]
- Napoli, G.; Di Schino, A.; Paura, M.; Vela, T. Colouring titanium alloys by anodic oxidation. Metalurgija 2018, 57, 111–113. [Google Scholar]
- Kim, P.H.; Chun, M.S.; Yi, J.J.; Moon, Y.H. Pass schedule algorithms for hot open die forging. J. Mater. Process. Technol. 2002, 130, 516–523. [Google Scholar] [CrossRef]
- Jarl, M. FEM simulation of drawing out in open die forging. Steel Res. Int. 2004, 75, 812–817. [Google Scholar]
- Recker, D.; Franzke, M.; Hirt, G. Fast models for online optimization during open die forging. CIRP Ann. Manuf. Technol. 2011, 60, 295–298. [Google Scholar] [CrossRef]
- Franzke, M.; Recker, D.; Hirt, G. Development of a Process Model for Online optimization of Open Die Forging of Large Workpieces. Steel Res. Int. 2008, 79, 753–757. [Google Scholar] [CrossRef]
- Haykin, S. Neural Networks: A Comprehensive Foundation, 2nd ed.; McMaster University: Hamilton, ON, Canada, 1994. [Google Scholar]
- Russell, S.; Norvig, P. Artificial Intelligence: A Modern Approach, 2nd ed.; Pearson Education: Upper Saddle River, NJ, USA, 2003. [Google Scholar]
- Hung, C.; Kobayashi, S. Three-dimensional finite element analysis on open-die block forging design. J. Eng. Ind. 1992, 114, 459–464. [Google Scholar] [CrossRef]
- Skunca, M.; Skakun, P.; Keran, Z.; Sidjanin, L.; Math, M.D. Relations between numerical simulation and experiment in closed die forging of a gear. J. Mater. Process. Technol. 2006, 177, 256–260. [Google Scholar] [CrossRef]
- Zhang, Z.; Xie, J. A numerical simulation of super-plastic die forging process for Zr-based bulk metallic glass spur gear. Mater. Sci. Eng. A 2006, 433, 323–328. [Google Scholar] [CrossRef]
- Hensel, A.; Spittel, T. Kraft und Hitsbedarf Bildsamer Formgebungsverfahren; VEB Deutscher Verlag für Grundstoffindustrie: Leipzig, Germany, 1978. [Google Scholar]
- Shah, K.N.; Kiefer, B.V.; Gavigan, J.J. Finite Element Simulation of Internal Void Closure in Open-Die Press Forging. Mater. Manuf. Process 1986, 1, 501–516. [Google Scholar] [CrossRef]
- Matsumoto, Y.P.; Chiba, A. Correcting the stress strain curve in the stroke-rate controlling forging process. Metall. Mater. Trans. A 2009, 40, 1203–1209. [Google Scholar]
- Caglar, M.U.; Teufel, A.I.; Wilke, C.O. Sicegar: R package for sigmoidal and double-sigmoidal curve fitting. PeerJ 2018, 6, e4251. [Google Scholar] [CrossRef] [PubMed]
- Schlang, M.; Feldkeller, B.; Lang, B.; Poppe, T.; Runkler, T. Neural computation in steel industry. In Proceedings of the 1999 European Control Conference (ECC), Karlsruhe, Germany, 31 August–3 September 1999; pp. 2922–2927. [Google Scholar]
- Bishop, C.M. Neural Networks for Pattern Recognition, 2nd ed.; Oxford University Press: New York, NY, USA, 1995. [Google Scholar]
- Wasserman, P.D. Advanced Methods in Neural Computing; John Wiley & Sons Inc.: New York, NY, USA, 1993. [Google Scholar]
- Mehta, S.B.; Gohil, D.B. Computer Simulation of Forging Using the Slab Method Analysis. Int. J. Sci. Eng. Res. 2011, 2, 1–5. [Google Scholar]
- Spittel, M.; Spittel, T. Landolt-Börnstein–Numerical Data and Functional Relationships in Science and Technology, Group VIII: Advanced Materials and Technologies Volume 2, Materials–Subvolume C Metal Forming Data, Ferrous Alloys; Springer: Berlin/Heidelberg, Germany, 2009. [Google Scholar]















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Forging Parameter | Minimum Value | Maximum Value | Step |
|---|---|---|---|
| Temperature [°C] | 800 | 1200 | 100 |
| Sb0 [mm] | 150 | 750 | 150 |
| Reduction [%] | 5.0 | 25.0 | 2.5 |
| ΔSb0 [%] (Pitch [%] respect Sb0) | 10 (90%) | 50 (50%) | (20%) |
| Ingot initial diameter [mm] | 300 | 1500 | 300 |
| Variable | Min Value | Max Value | Min Normalized Value | Max Normalized Value |
|---|---|---|---|---|
| Sb0 | 75 | 750 | 0.1 | 0.9 |
| Temperature | 800 | 1200 | 0.1 | 0.9 |
| Reduction [%] | 5 | 25 | 0.1 | 0.9 |
| C1 | −384 | −28 | 0.1 | 0.9 |
| D1 | 19 | 60 | 0.1 | 0.9 |
| C2 | 9.5 | 350 | 0.1 | 0.9 |
| D2 | 27 | 60 | 0.1 | 0.9 |
| M | 0 | 0.24 | 0.1 | 0.9 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Mancini, S.; Langellotto, L.; Zangari, G.; Maccaglia, R.; Schino, A.D. Optimization of Open Die Ironing Process through Artificial Neural Network for Rapid Process Simulation. Metals 2020, 10, 1397. https://doi.org/10.3390/met10101397
Mancini S, Langellotto L, Zangari G, Maccaglia R, Schino AD. Optimization of Open Die Ironing Process through Artificial Neural Network for Rapid Process Simulation. Metals. 2020; 10(10):1397. https://doi.org/10.3390/met10101397
Chicago/Turabian StyleMancini, Silvia, Luigi Langellotto, Giovanni Zangari, Riccardo Maccaglia, and Andrea Di Schino. 2020. "Optimization of Open Die Ironing Process through Artificial Neural Network for Rapid Process Simulation" Metals 10, no. 10: 1397. https://doi.org/10.3390/met10101397
APA StyleMancini, S., Langellotto, L., Zangari, G., Maccaglia, R., & Schino, A. D. (2020). Optimization of Open Die Ironing Process through Artificial Neural Network for Rapid Process Simulation. Metals, 10(10), 1397. https://doi.org/10.3390/met10101397