Improvement in Weldment of Dissimilar 9% CR Heat-Resistant Steels by Post-Weld Heat Treatment

 ,
,
Abstract
1. Introduction
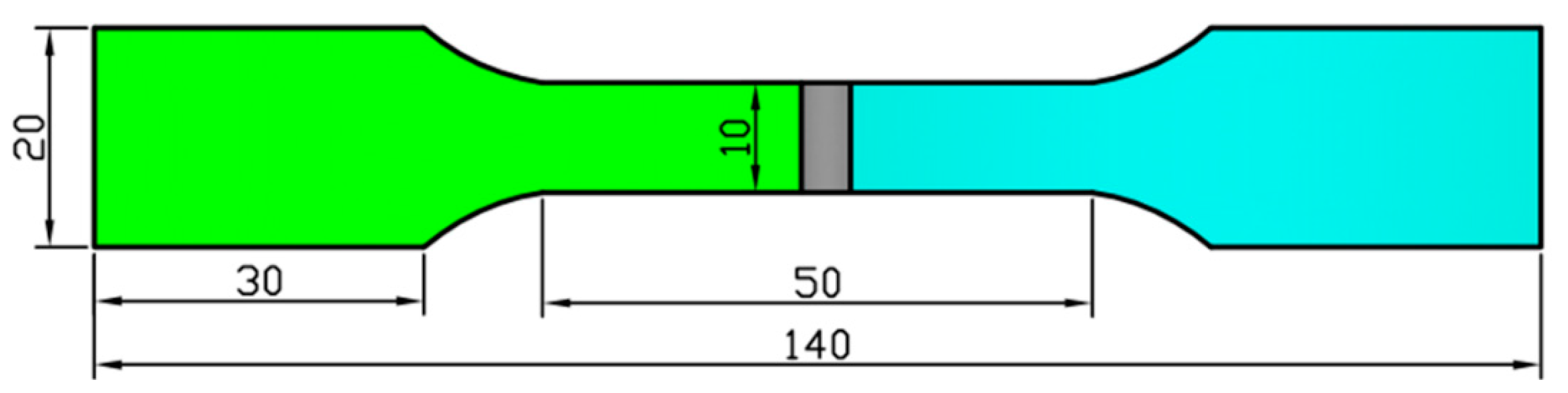
2. Materials and Methods
3. Results and Discussion
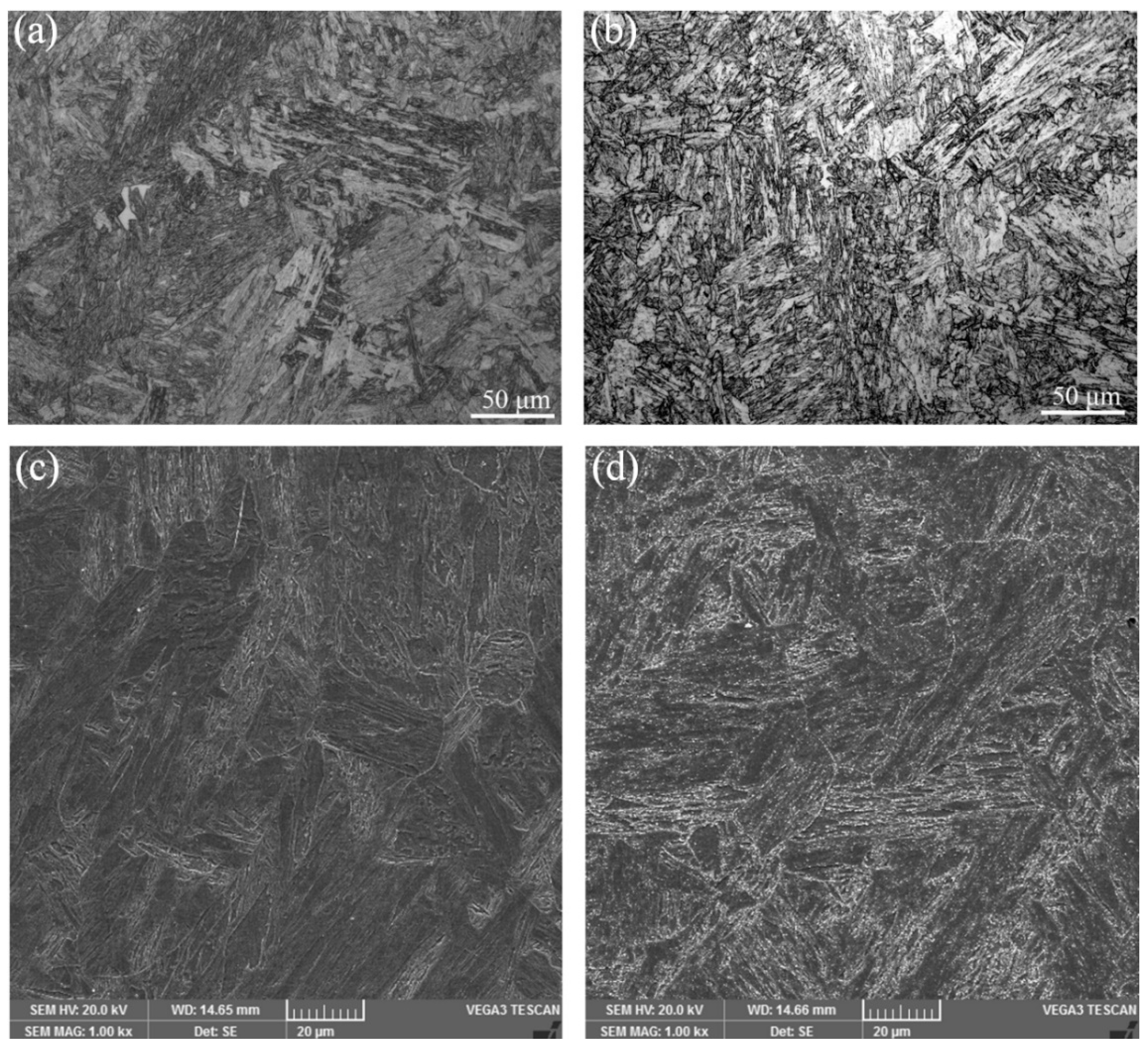
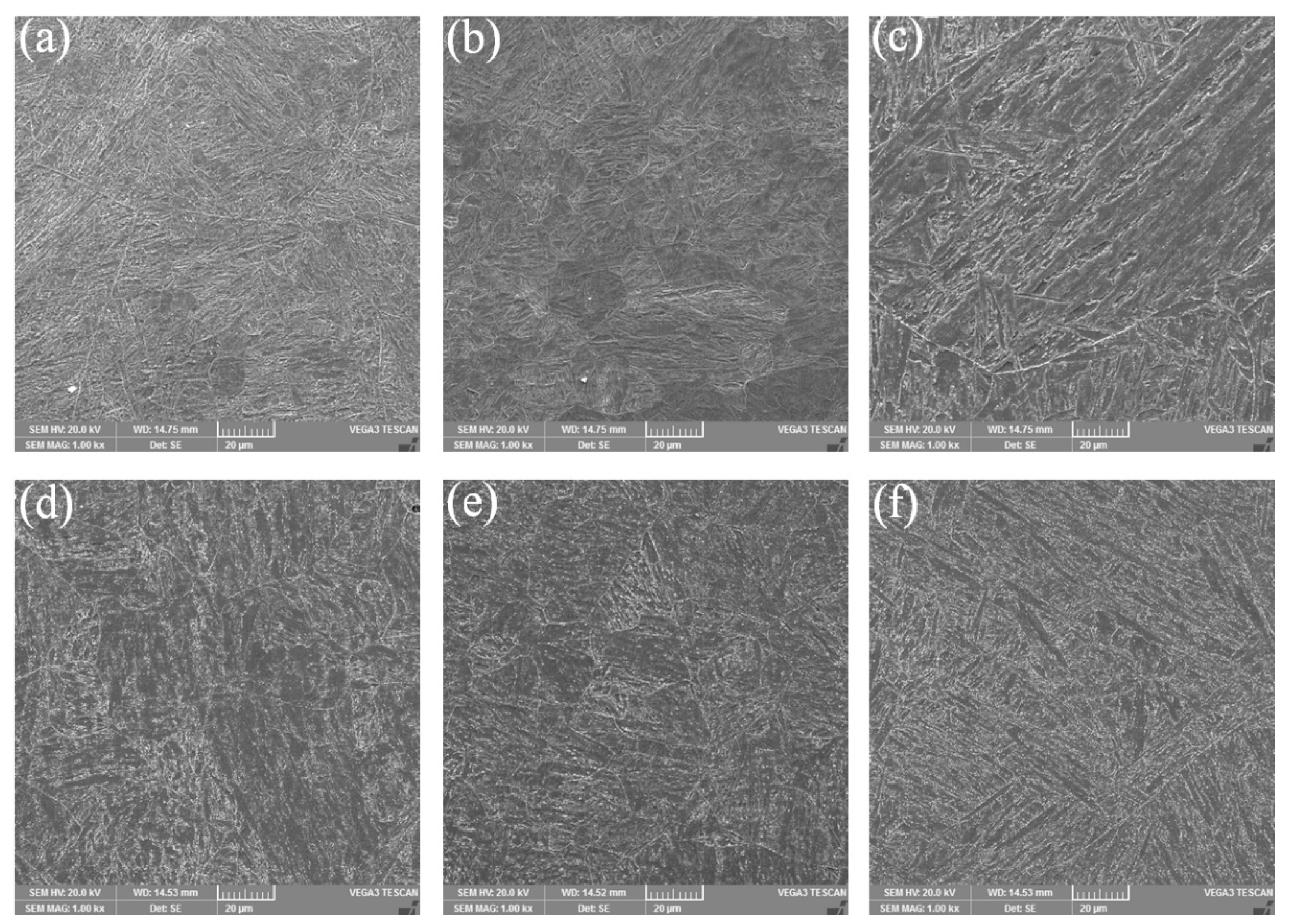
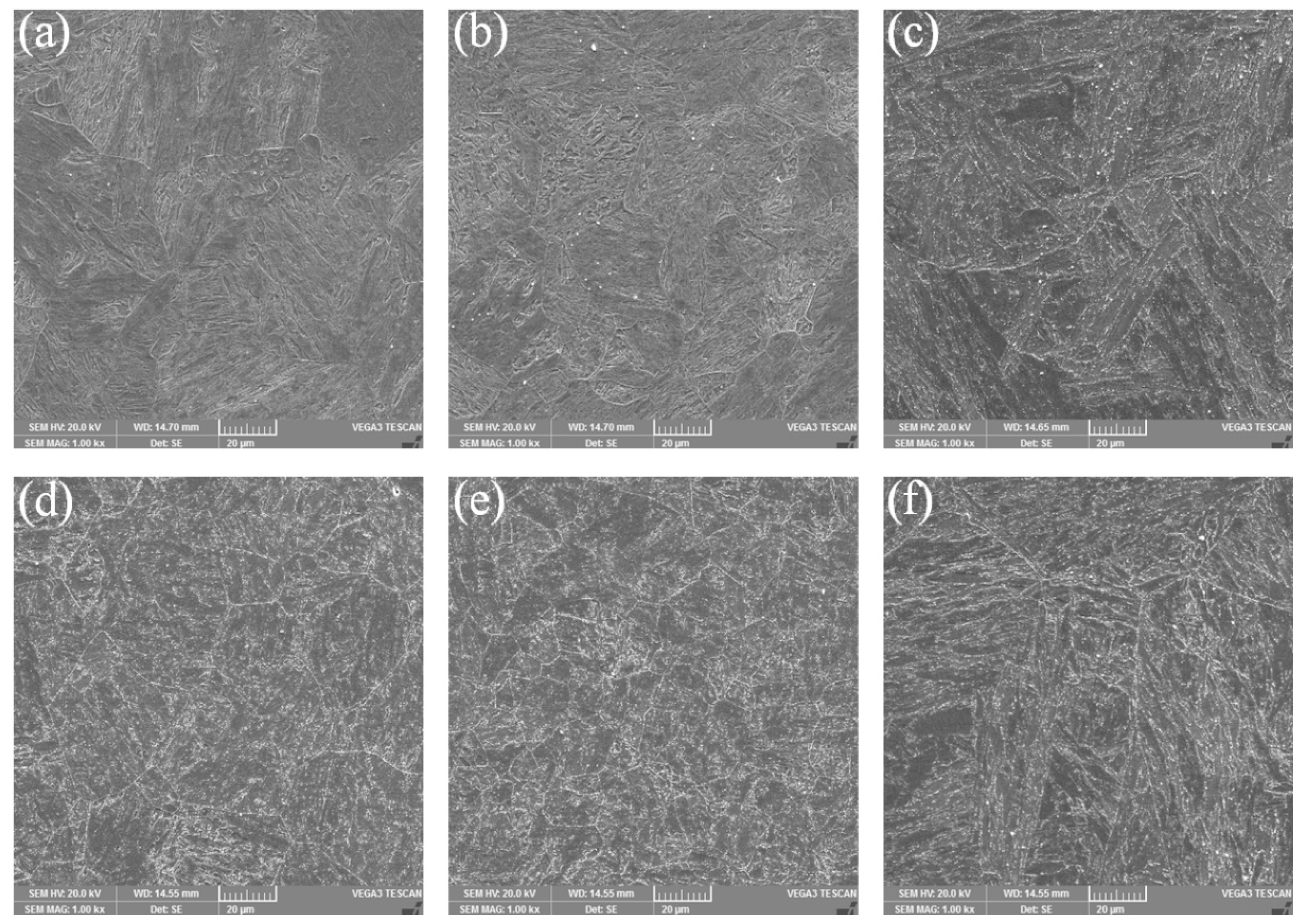
3.1. Microstructure of the Weld Metal
3.2. Microhardness of the Joint
3.3. Tensile Strength of the Joint
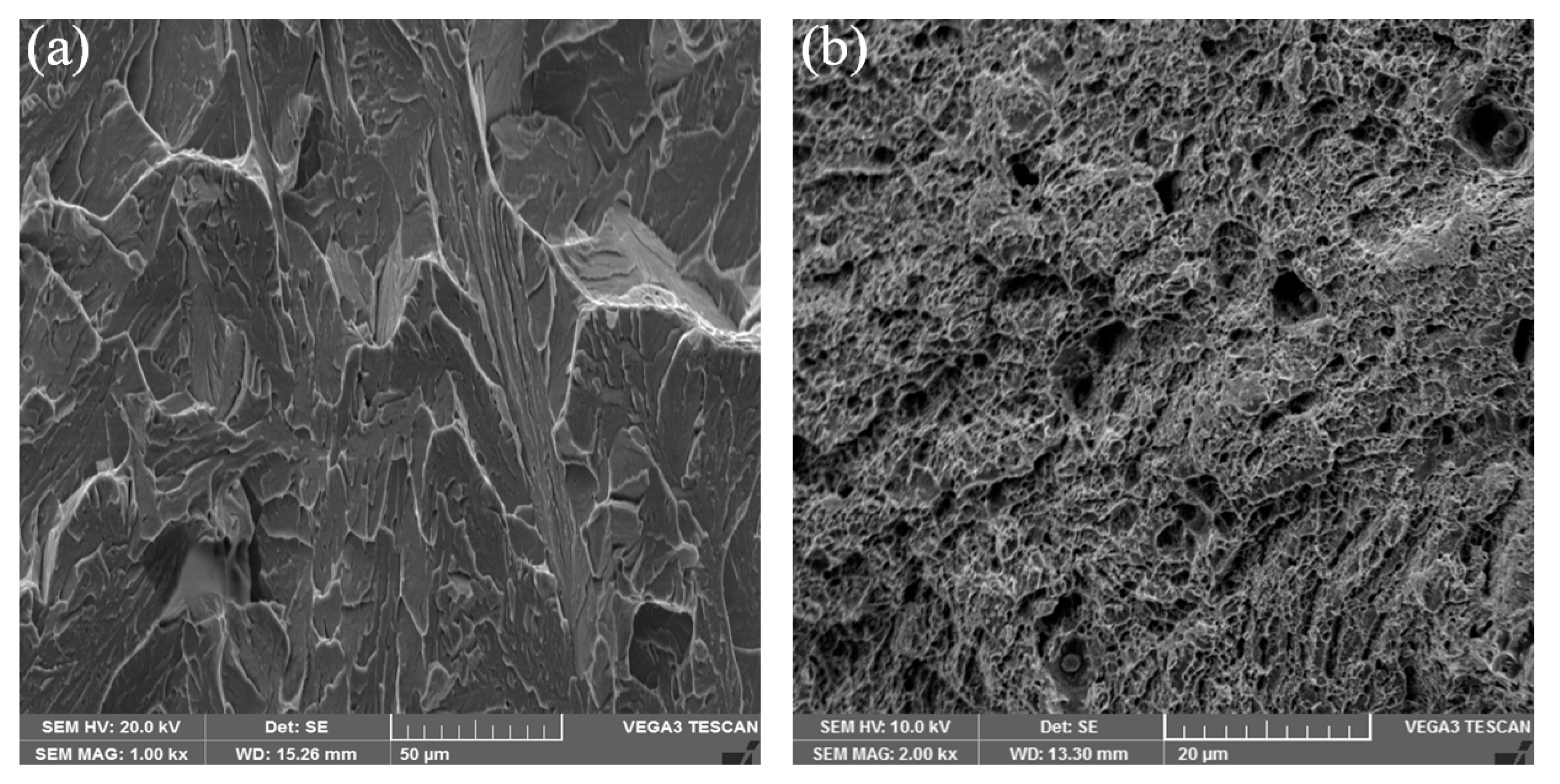
3.4. Fracture Characteristics
4. Conclusions
- (1)
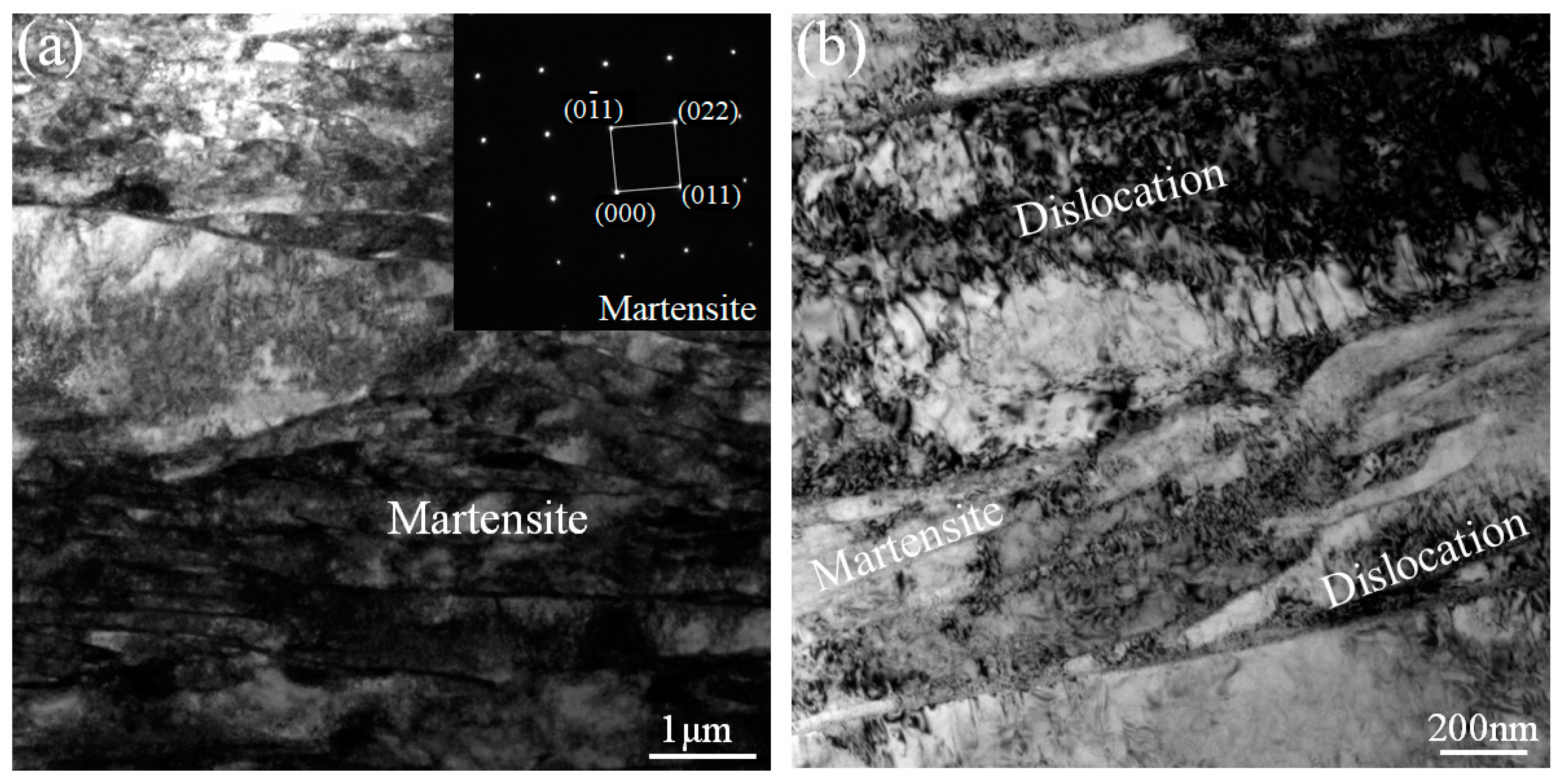
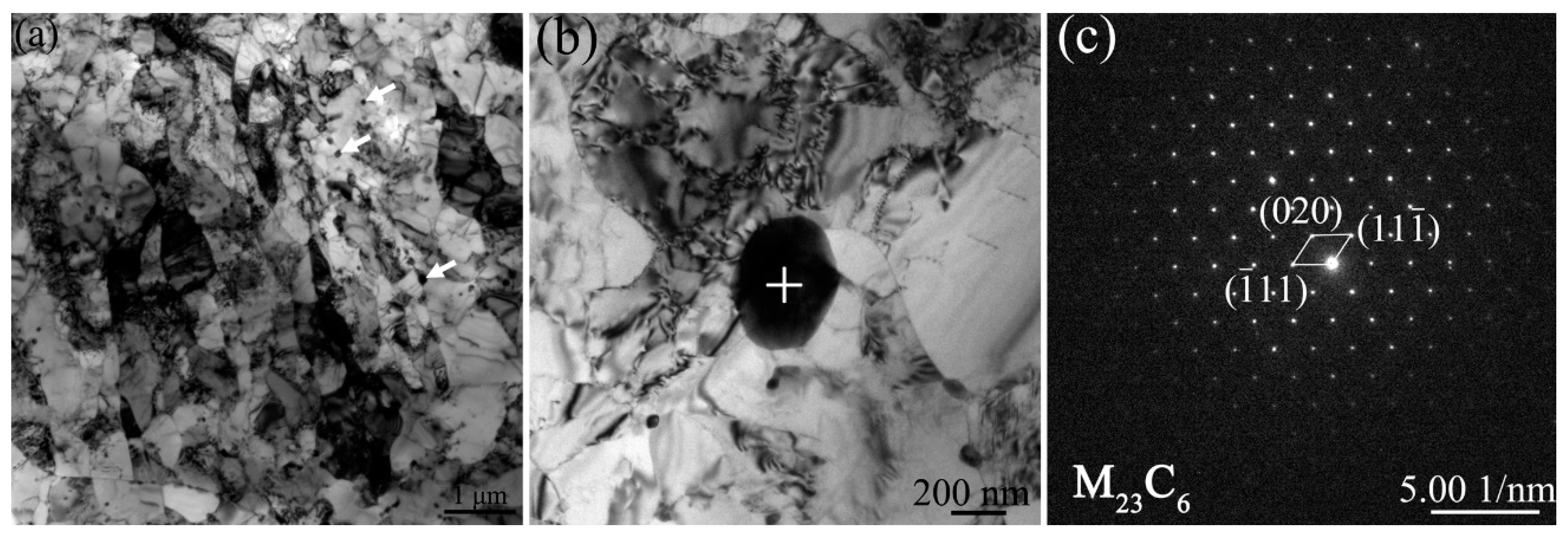
- Without PWHT, the weld seam was mainly composed of the quenched martensite with a lath thickness of approximately several hundred nanometers Many dislocations and dislocation tangles were found on and between the martensite laths. With PWHT, the tempered martensite was transformed from the quenched martensite and the number of dislocations was drastically reduced. In addition, M23C6 secondary-phases with the size of approximately several nanometers to tens of nanometers were dispersedly distributed on the grains and grain boundaries.
- (2)
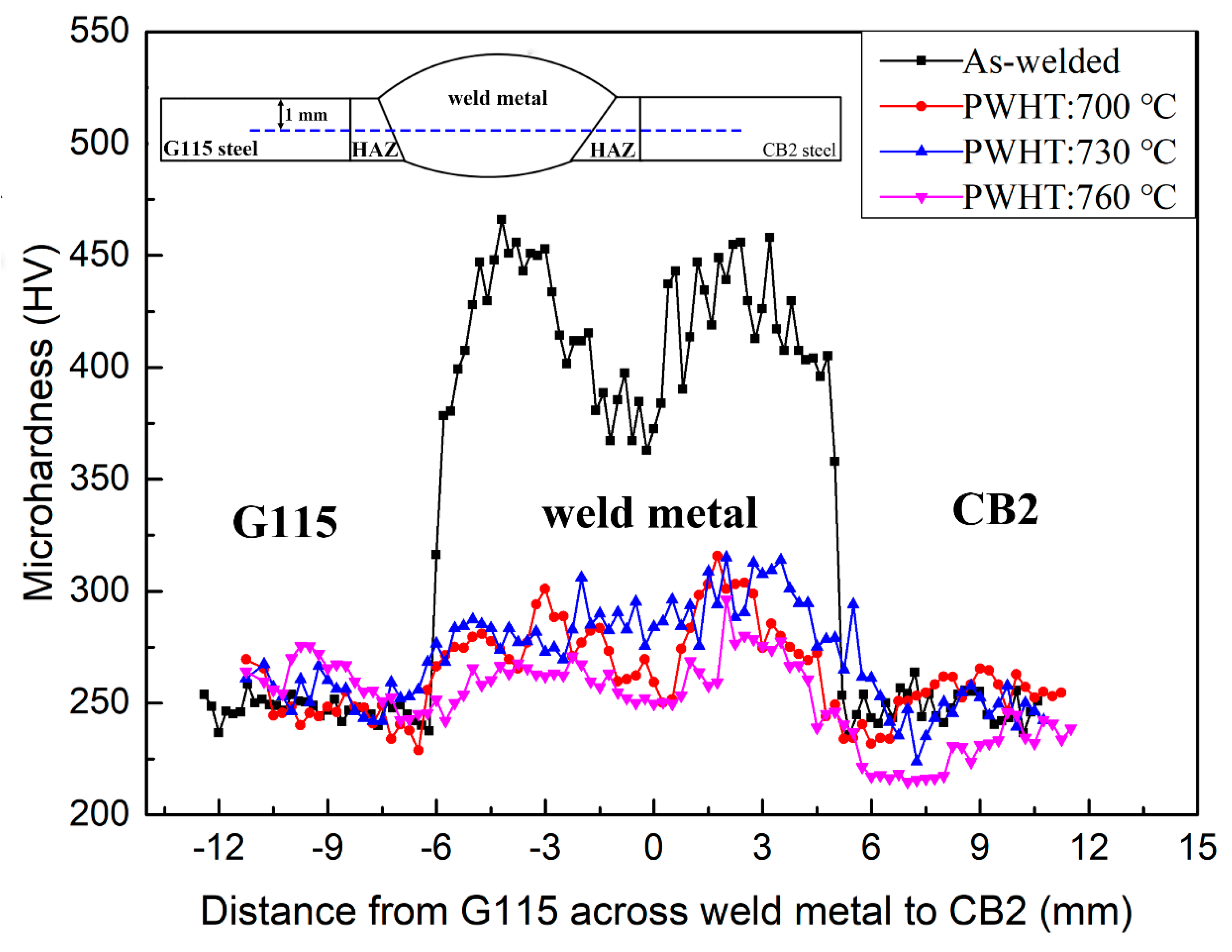
- Without PWHT, the average microhardness of the weldment (~400 HV) was evidently larger than that of the G115 steel and CB2 steel (~250 HV). With PWHT, the microhardness of the weldment decreased to 265–290 HV and the microhardness of CB2 steel was slightly reduced at 760 °C for PWHT.
- (3)
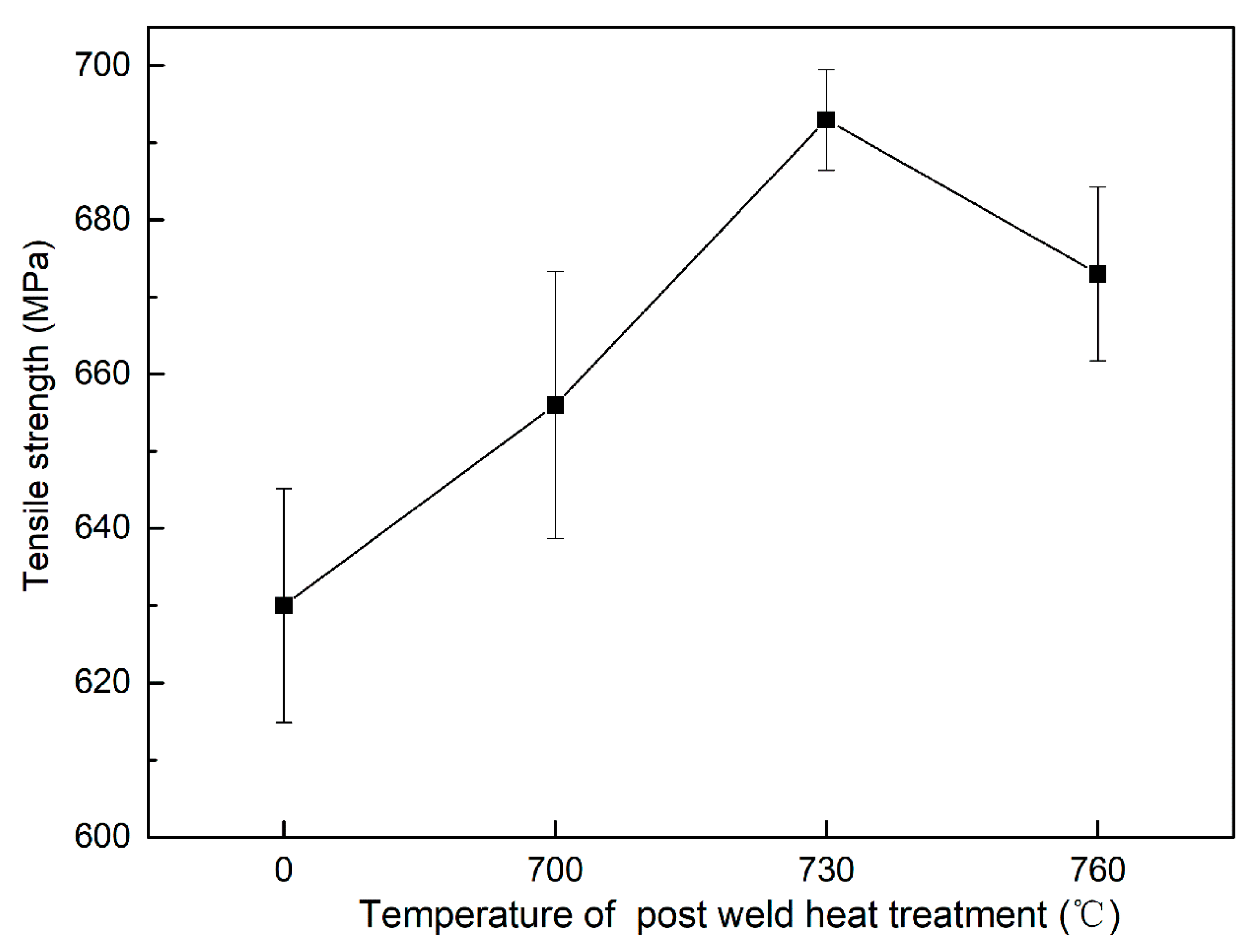
- Without PWHT, the tensile strength of the joint was about 630 MPa, and the fracture with mainly cleavage fracture characteristics occurred in the weld seam. With PWHT, the joint strength increased significantly and reached up to a maximum value (694 MPa) at 730 °C, which might result from many dispersed precipitates, and the fracture with many dimples was located in the base metal of CB2 steel.
Author Contributions
Funding
Conflicts of Interest
References
- Fedoseeva, A.; Dudova, N.; Kaibyshev, R.; Belyakov, A. Effect of tungsten on creep behavior of 9%Cr–3%Co martensitic steels. Metals 2017, 7, 573. [Google Scholar] [CrossRef]
- Kaybyshev, R.O.; Skorobogatykh, V.N.; Shchenkova, I.A. New martensitic steels for fossil power plant: Creep resistance. Phys. Met. Metallogr. 2010, 109, 186–200. [Google Scholar] [CrossRef]
- Wang, X.; Wang, X.; Luo, B.; Hu, X.; Yuan, T. Creep degradation assessment in 9%Cr heat-resistant steel welded joints using ultrasonic methods. Results Phys. 2019, 12, 307–320. [Google Scholar] [CrossRef]
- Zinkle, S.J.; Was, G.S. Materials challenges in nuclear energy. Acta Mater. 2013, 61, 735–758. [Google Scholar] [CrossRef]
- Rojas, D.; Garcia, J.; Prat, O.; Sauthoff, G.; Kaysser-Pyzalla, A.R. 9%Cr heat resistant steels: Alloy design, microstructure evolution and creep response at 650 °C. Mater. Sci. Eng. A 2011, 528, 5164–5176. [Google Scholar] [CrossRef]
- Wang, H.; Yan, W.; Zwaag, S.V.; Shi, Q.; Wang, W.; Yang, K.; Shan, Y. On the 650 ℃ thermostability of 9e12Cr heat resistant steels containing different precipitates. Acta Mater. 2017, 134, 143–154. [Google Scholar] [CrossRef]
- Abe, F. New Martensitic Steels. In Materials for Ultra-Supercritical and Advanced Untra-Supercritical Power Plants; Gianfrancesco, A.D., Ed.; Woodhead Publishing: Cambrige, UK, 2017; pp. 323–374. [Google Scholar]
- Abe, F. Development of Creep-Resistant Steels and Alloys for Use in Power Plants. In Structural Alloys in Power Plants; Shirzadi, A., Jackson, S., Eds.; Woodhead Publishing: Cambridge, UK, 2014; pp. 250–293. [Google Scholar]
- Abstossa, K.G.; Schmigallab, S.; Schultzeb, S.; Mayr, P. Microstructural changes during creep and aging of a heat resistant MARBN steel and their effect on the electrochemical behaviour. Mater. Sci. Eng. A 2019, 743, 233–242. [Google Scholar] [CrossRef]
- Iseda, A.; Yoshizawa, M.; Okada, H.; Hamaguchi, T.; Hirata, H.; Joutoku, K.; Ono, T.; Tanaka, K. Development of 9Cr ferritic steel tube and pipe SAVE12AD for advanced power boilers. Therm. Nucl. Power Gener. Conv. Collect. Works 2016, 12, 49–55. [Google Scholar]
- Hollner, S.; Piozin, E.; Mayr, P.; Caës, C.; Tournié, I.; Pineau, A.; Fournier, B. Characterization of a boron alloyed 9Cr3W3CoVNbBN steel and further improvement of its high-temperature mechanical properties by thermomechanical treatments. J. Nucl. Mater. 2013, 441, 15–23. [Google Scholar] [CrossRef]
- Fedoseeva, A.; Dudova, N.; Kaibyshev, R. Creep behavior and microstructure of a 9Cr–3Co–3W martensitic steel. J. Mater. Sci. 2017, 52, 2974–2988. [Google Scholar] [CrossRef]
- Xiao, B.; Xu, L.; Zhao, L.; Jing, H.; Han, Y.; Zhang, Y. Creep properties, creep deformation behavior, and microstructural evolution of 9Cr-3W-3Co-1CuVNbB martensite ferritic steel. Mater. Sci. Eng. A 2018, 711, 434–447. [Google Scholar] [CrossRef]
- Liu, Z.; Liu, Z.; Wang, X.; Chen, Z. Investigation of the microstructure and strength in G115 steel with the different concentration of tungsten during creep test. Mater. Charact. 2019, 149, 95–104. [Google Scholar] [CrossRef]
- Xiao, B.; Xu, L.; Cayronc, C.; Xue, J.; Sha, G.; Logé, R. Solute-dislocation interactions and creep-enhanced Cu precipitation in a novel ferritic-martensitic steel. Acta Mater. 2020, 195, 199–208. [Google Scholar] [CrossRef]
- Yu, Y.; Liu, Z.; Zhang, C.; Fan, Z.; Chen, Z.; Bao, H.; Chen, H.; Yang, Z. Correlation of creep fracture lifetime with microstructure evolution and cavity behaviors in G115 martensitic heat-resistant steel. Mater. Sci. Eng. A 2020, 788, 139468. [Google Scholar] [CrossRef]
- Silva, F.J.G.; Pinho, A.P.; Pereira, A.B.; Paiva, O.C. Evaluation of welded joints in P91 steel under different heat-treatment conditions. Metals 2020, 10, 99. [Google Scholar] [CrossRef]
- Wang, Y.; Li, L.; Kannan, R. Transition from type IV to type I cracking in heat-treated grade 91 steel weldments. Mater. Sci. Eng. A 2018, 714, 1–13. [Google Scholar] [CrossRef]
- Wang, X.; Pan, Q.; Liu, Z.; Zeng, H.; Tao, Y. Creep rupture behaviour of P92 steel weldment. Eng. Fail. Anal. 2011, 18, 186–191. [Google Scholar]
- Sklenička, V.; Kuchařová, K.; Svobodová, M.; Kvapilová, M.; Král, P.; Horváth, L. Creep properties in similar weld joint of a thick-walled P92 steel pipe. Mater. Charact. 2016, 119, 1–12. [Google Scholar] [CrossRef]
- Mayr, P.; Martín, F.M.; Albu, M.; Cerjak, H. Correlation of creep strength and microstructural evolution of a boron alloyed 9Cr3W3CoVNb steel in as-received and welded condition. Mater. High Temp. 2014, 27, 67–72. [Google Scholar] [CrossRef]
- Matsunaga, T.; Hongo, H.; Tabuchi, M.; Sahara, R. Suppression of grain refinement in heat-affected zone of 9Cr-3W-3Co-VNb steels. Mater. Sci. Eng. A 2016, 655, 168–174. [Google Scholar] [CrossRef]










{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Metals | C | Cr | W | Co | Mo | Cu | Mn | Si | Ni | V | Nb | N | B | Fe |
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| G115 | 0.08 | 8.8 | 2.84 | 3.0 | - | 1.0 | 0.5 | 0.3 | - | 0.2 | 0.06 | 0.008 | 0.014 | Bal. |
| CB2 | 0.11 | 9.18 | - | 0.98 | 1.47 | - | 0.69 | 0.3 | 0.33 | 0.2 | 0.06 | 0.02 | 0.009 | Bal. |
| Filler | 0.088 | 8.95 | 2.8 | 3.01 | - | 0.94 | 0.35 | 0.07 | - | 0.22 | 0.008 | 0.0096 | 0.009 | Bal. |
| As-Received G115 | As-Received CB2 | G115 at 730 °C for 2 h | CB2 at 730 °C for 2 h | |
|---|---|---|---|---|
| Elongation (%) | 8.92 | 6.14 | 10.6 | 7.79 |
| Yield strength (MPa) | 641 | 623 | 621 | 614 |
| Tensile strength (MPa) | 749 | 746 | 745 | 740 |
| As-Weld Joint | PWHT at 700 °C for 2 h | PWHT at 730 °C for 2 h | PWHT at 760 °C for 2 h | |
|---|---|---|---|---|
| Elongation (%) | 0.58 | 6.66 | 6.69 | 7.12 |
| Yield strength (MPa) | 410 | 547 | 569 | 539 |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Xiong, J.; Li, T.; Yuan, X.; Mao, G.; Yang, J.; Yang, L.; Xu, J. Improvement in Weldment of Dissimilar 9% CR Heat-Resistant Steels by Post-Weld Heat Treatment. Metals 2020, 10, 1321. https://doi.org/10.3390/met10101321
Xiong J, Li T, Yuan X, Mao G, Yang J, Yang L, Xu J. Improvement in Weldment of Dissimilar 9% CR Heat-Resistant Steels by Post-Weld Heat Treatment. Metals. 2020; 10(10):1321. https://doi.org/10.3390/met10101321
Chicago/Turabian StyleXiong, Jiankun, Ting Li, Xinjian Yuan, Guijun Mao, Jianping Yang, Lin Yang, and Jian Xu. 2020. "Improvement in Weldment of Dissimilar 9% CR Heat-Resistant Steels by Post-Weld Heat Treatment" Metals 10, no. 10: 1321. https://doi.org/10.3390/met10101321
APA StyleXiong, J., Li, T., Yuan, X., Mao, G., Yang, J., Yang, L., & Xu, J. (2020). Improvement in Weldment of Dissimilar 9% CR Heat-Resistant Steels by Post-Weld Heat Treatment. Metals, 10(10), 1321. https://doi.org/10.3390/met10101321