Crash Characteristics of Partially Quenched Curved Products by Three-Dimensional Hot Bending and Direct Quench

Abstract
:1. Introduction
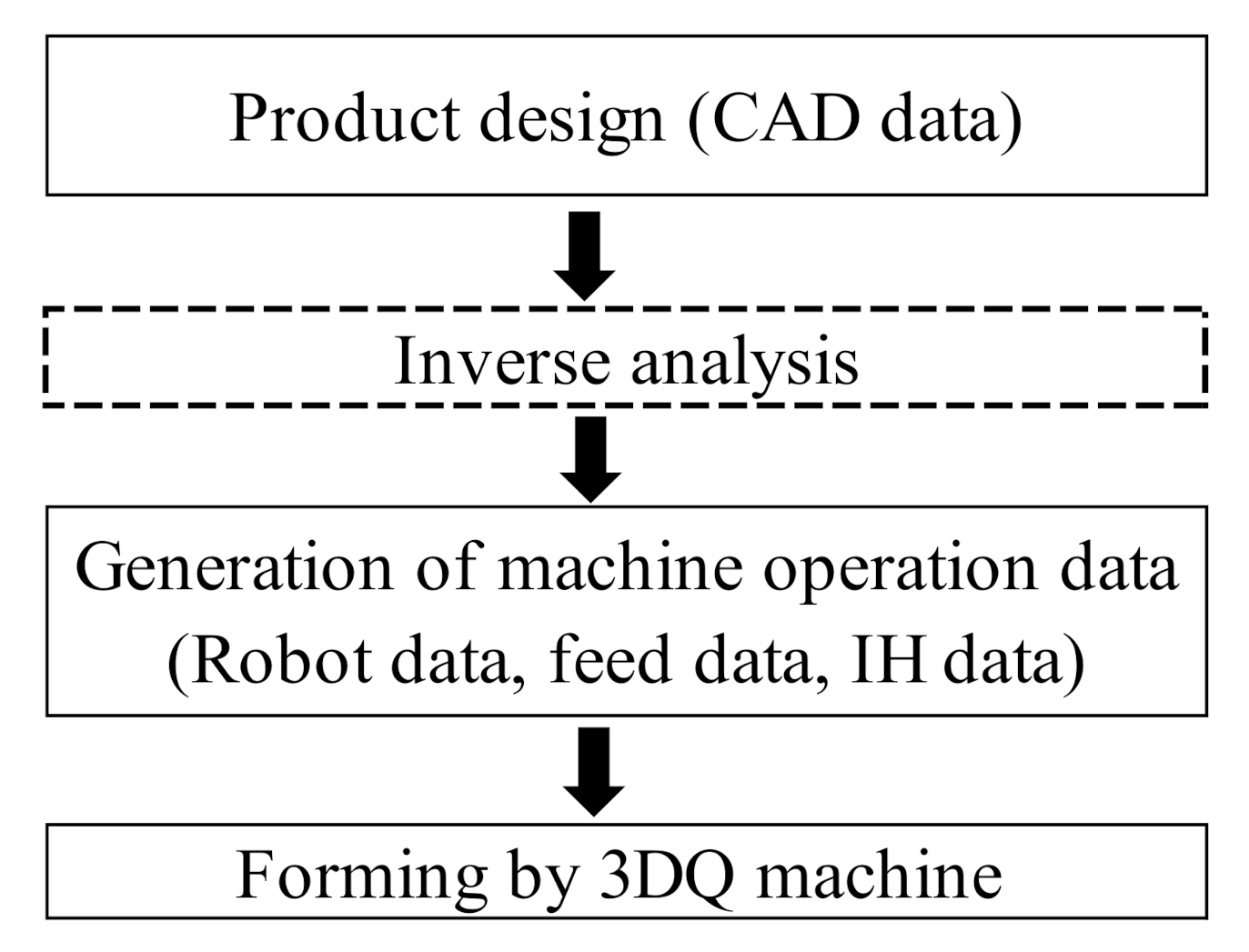
2. Outline of 3DQ Technology
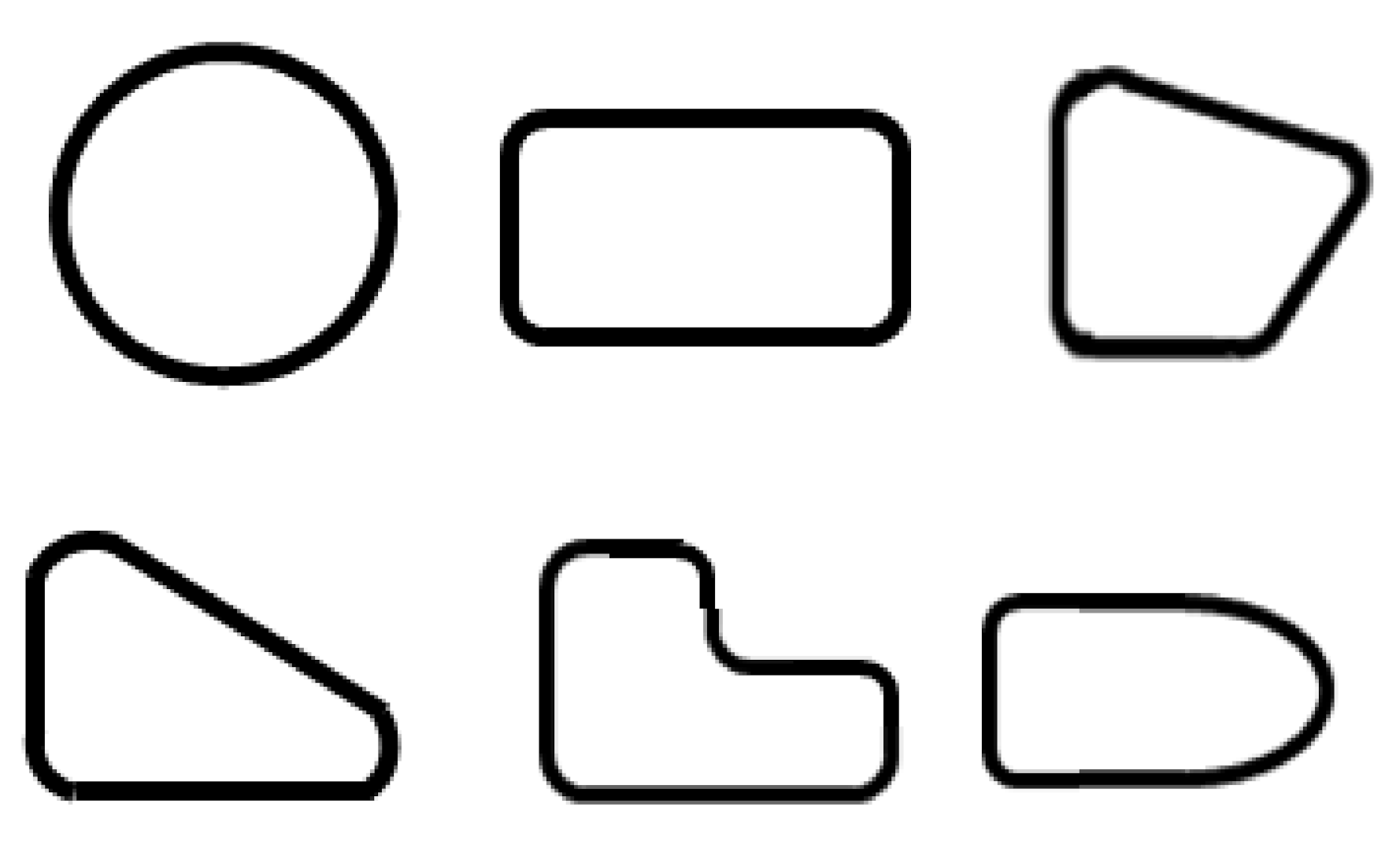
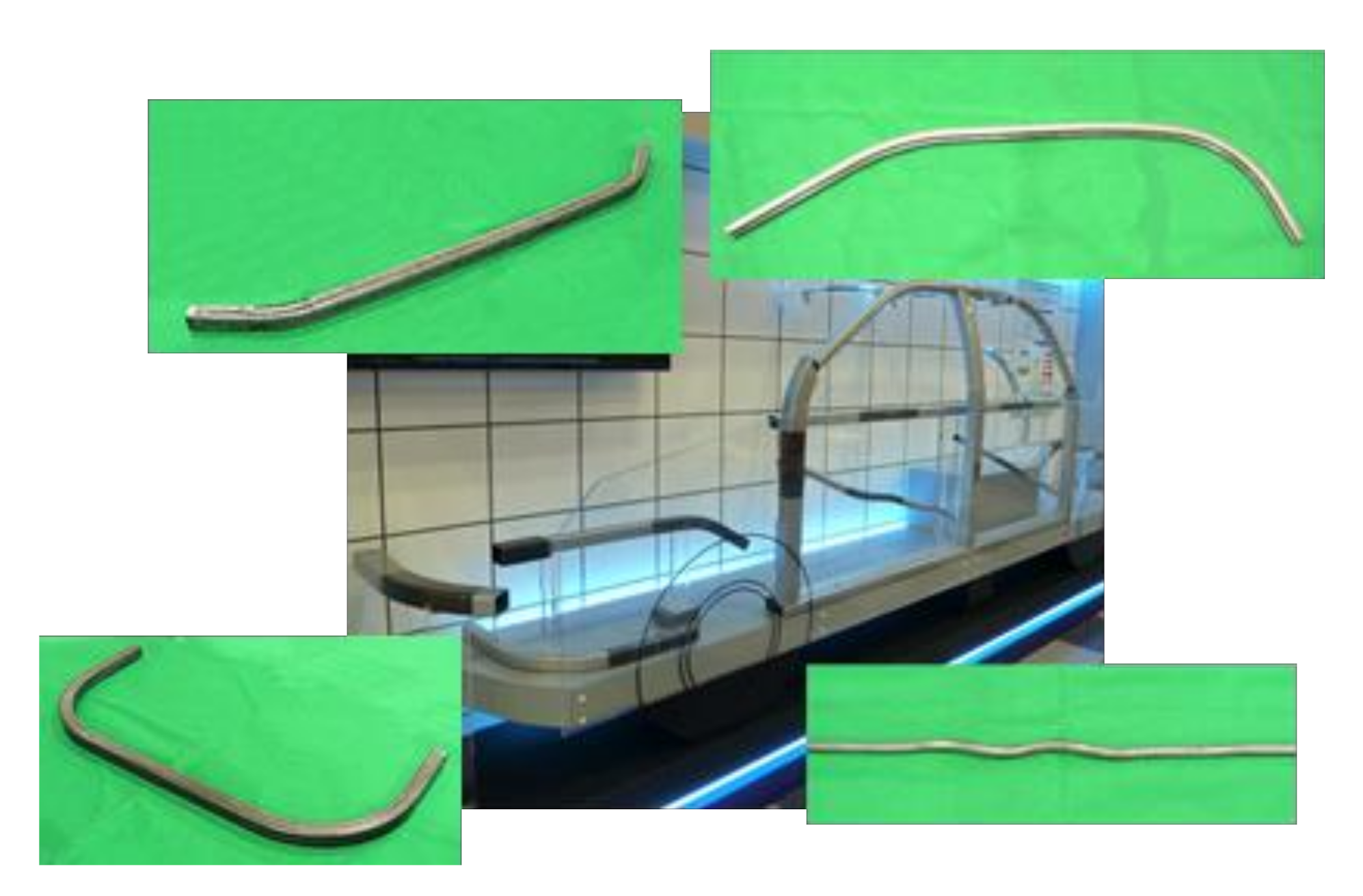
2.1. Features of 3DQ Technology
- Product tensile strength of 1470 MPa.
- High shape fixability results in high forming precision.
- Low residual stress.
- Low die cost (die less forming).
- No concern of delayed fracture.
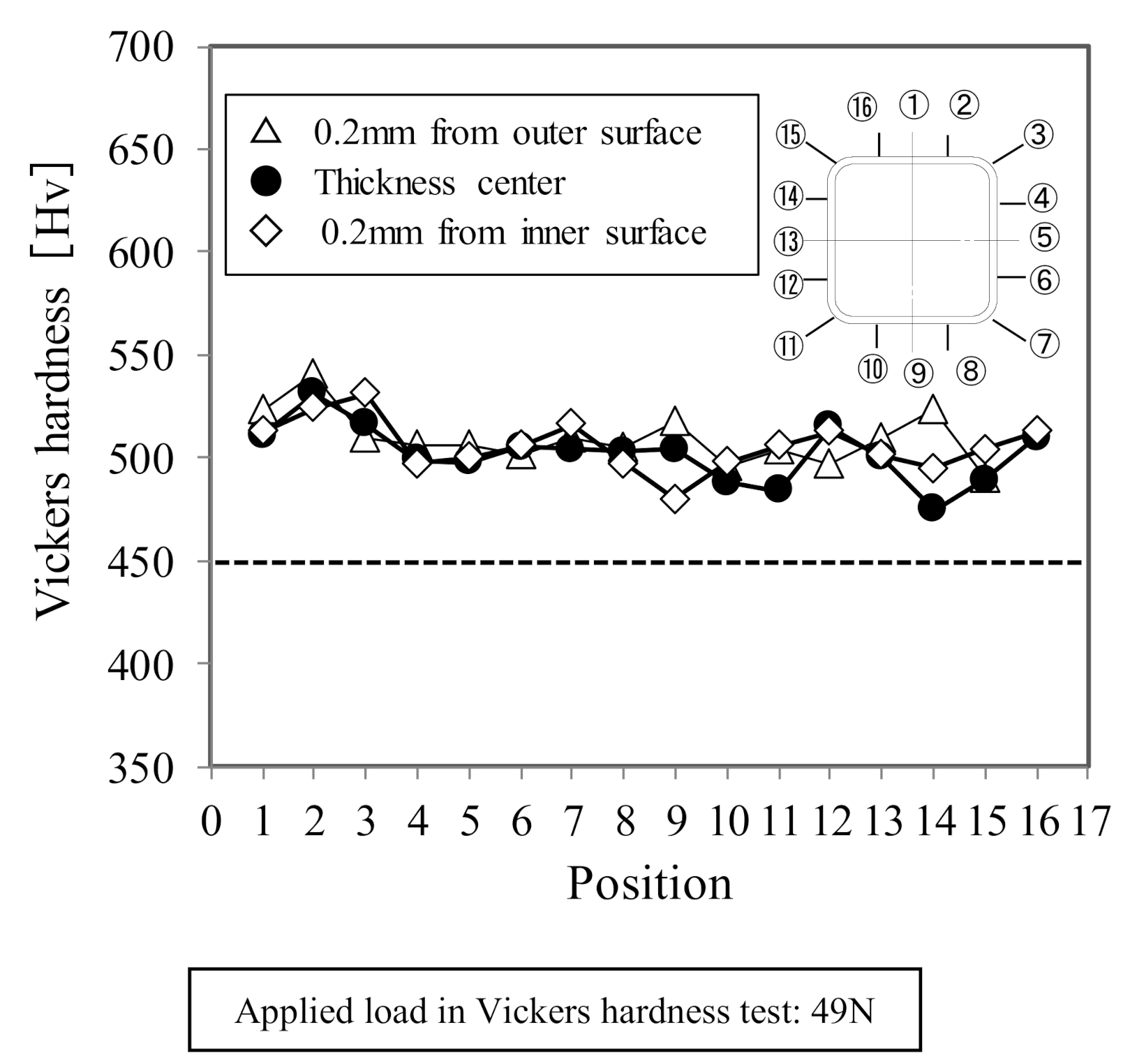
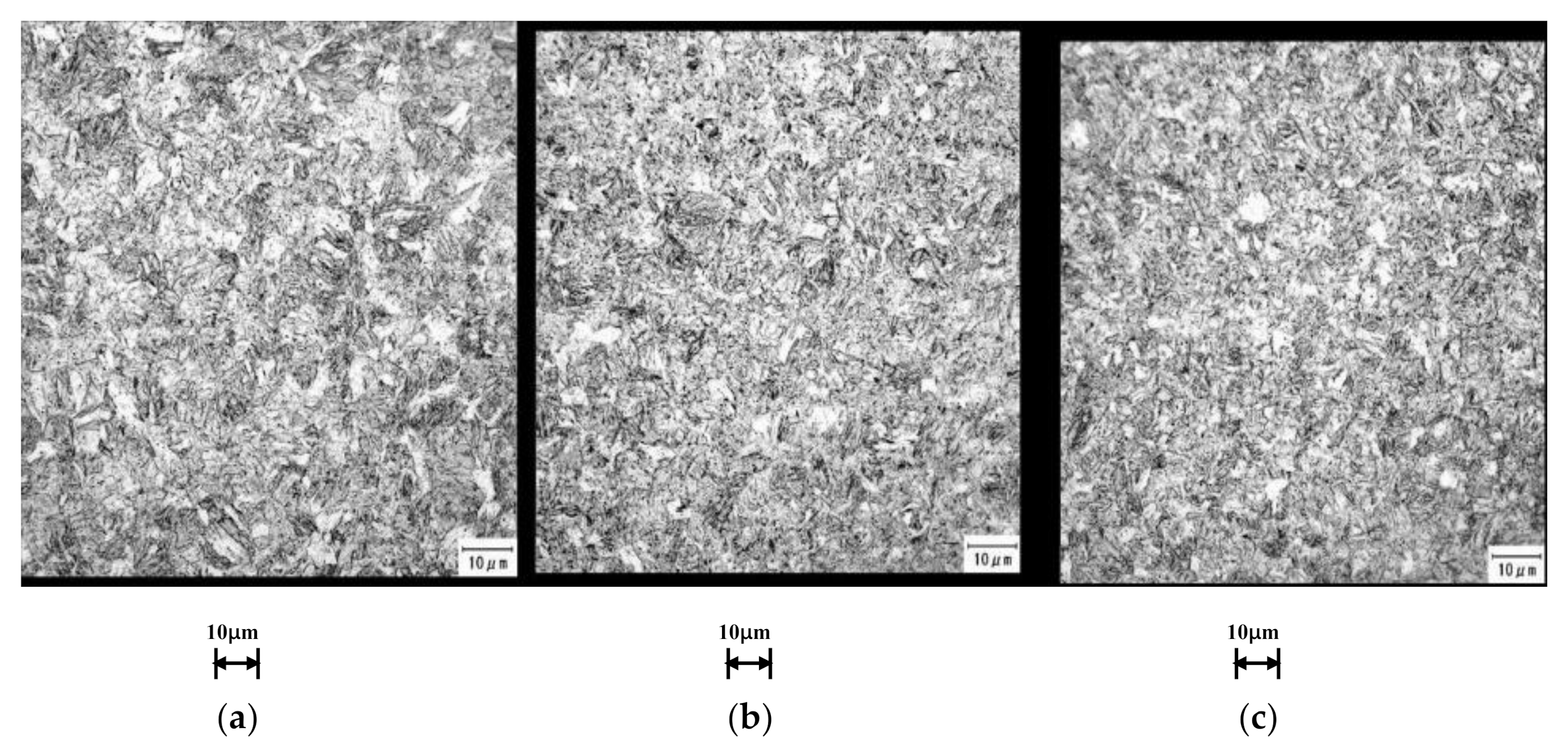
2.2. Properties of 3DQ Products
3. Crash Characteristics of Partially Quenched Curved Product
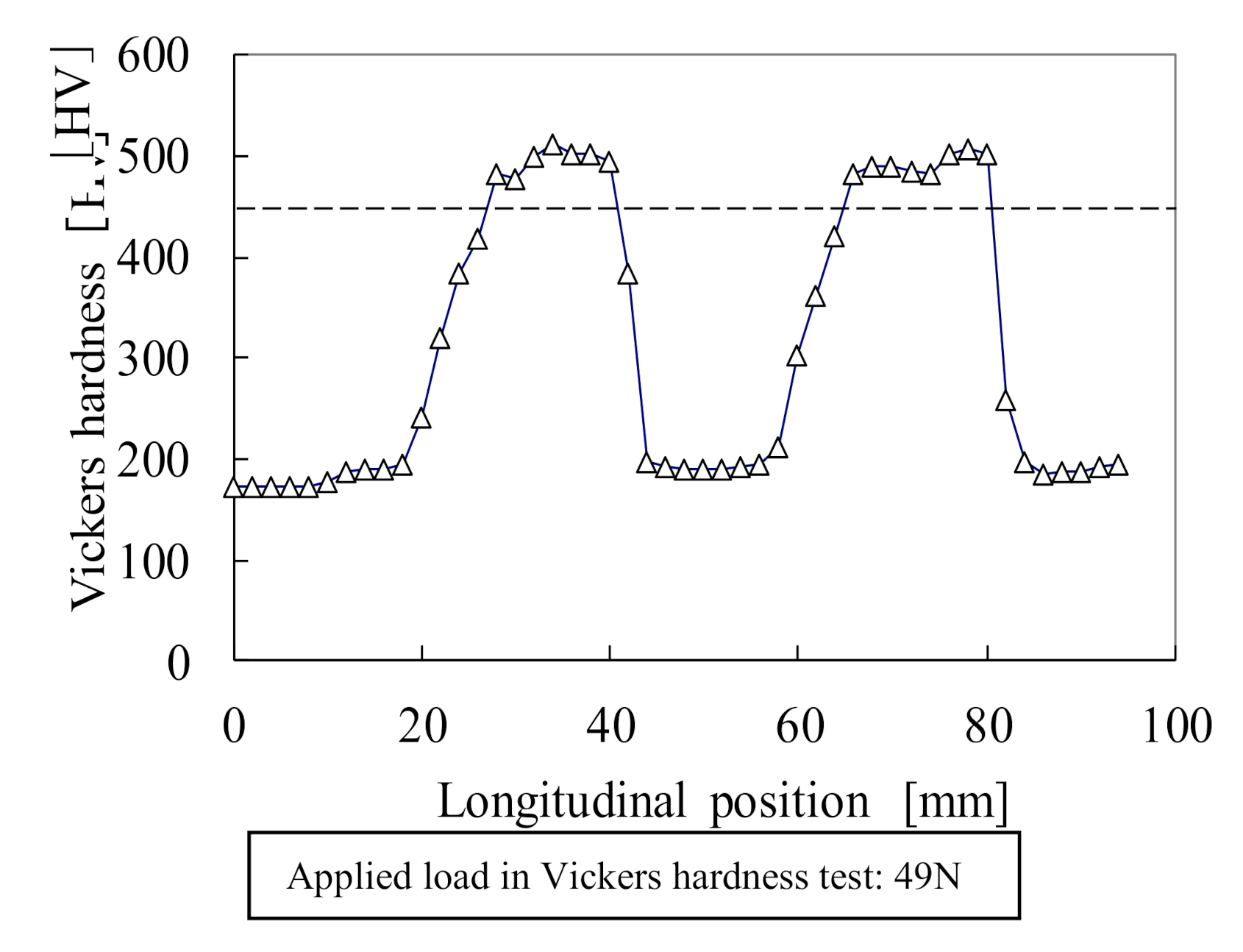
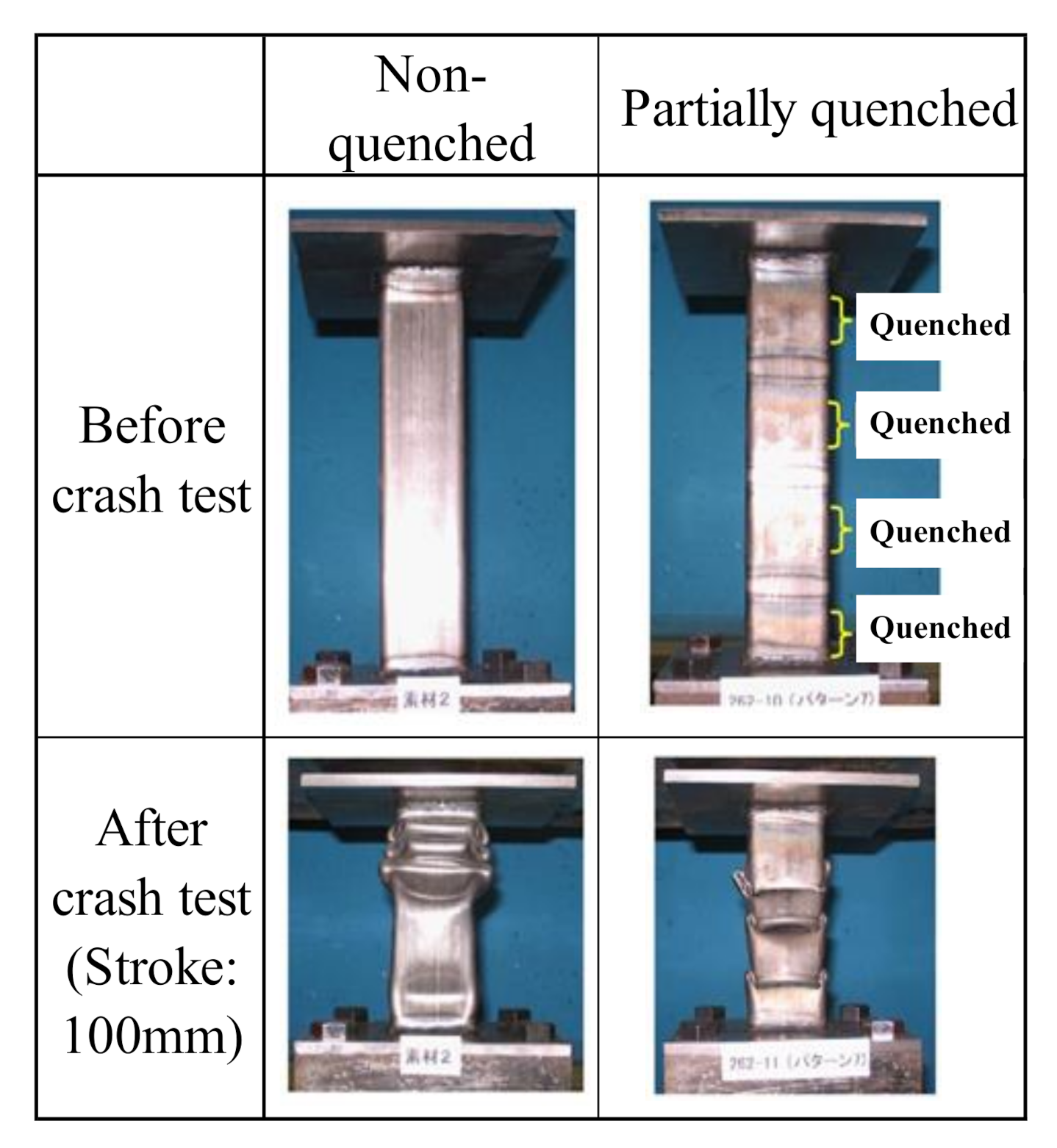
3.1. Deformation Behavior of the Partially Quenched Straight Product
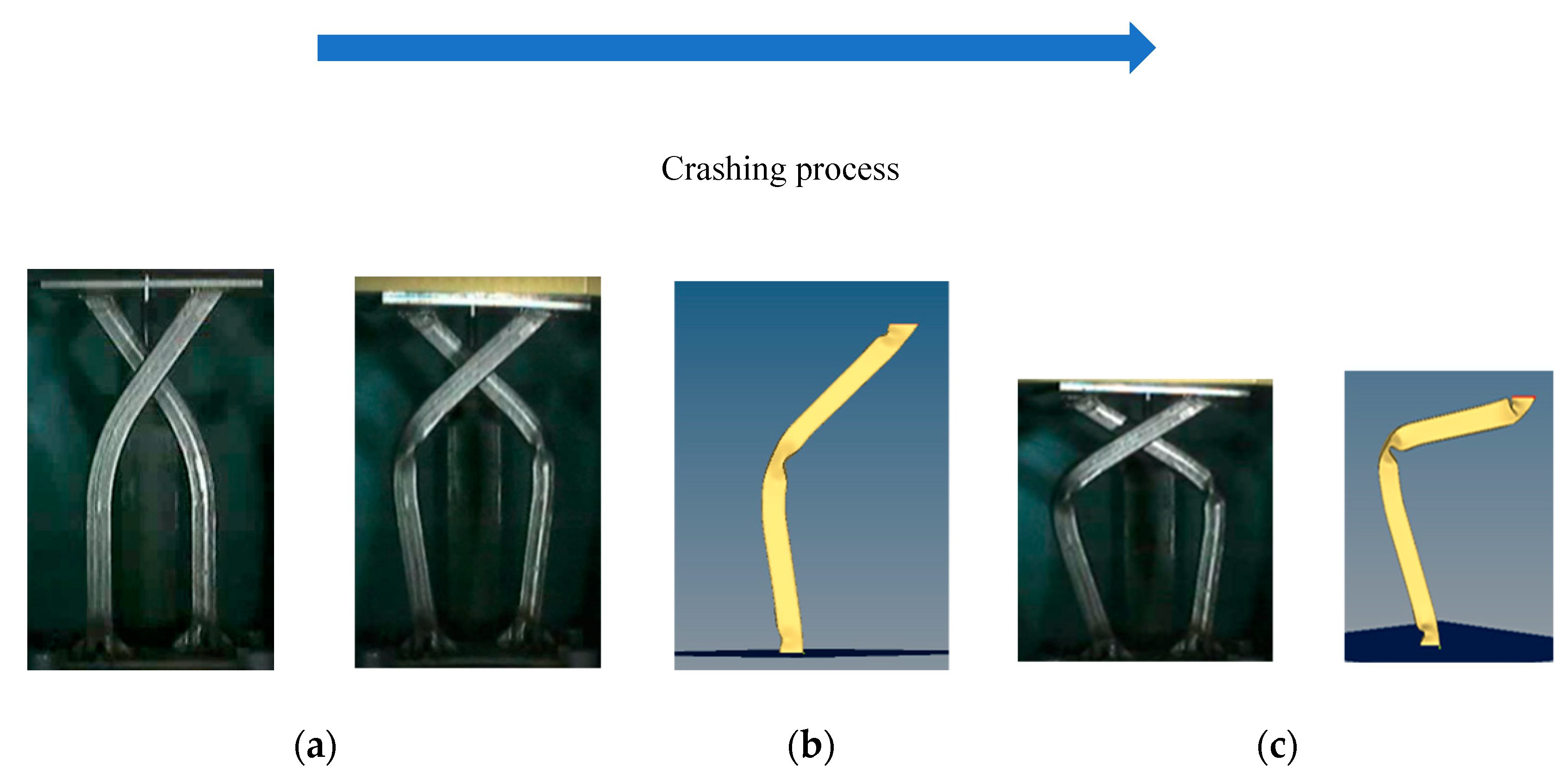
3.2. Deformation Behavior of Partially Quenched Curved Product
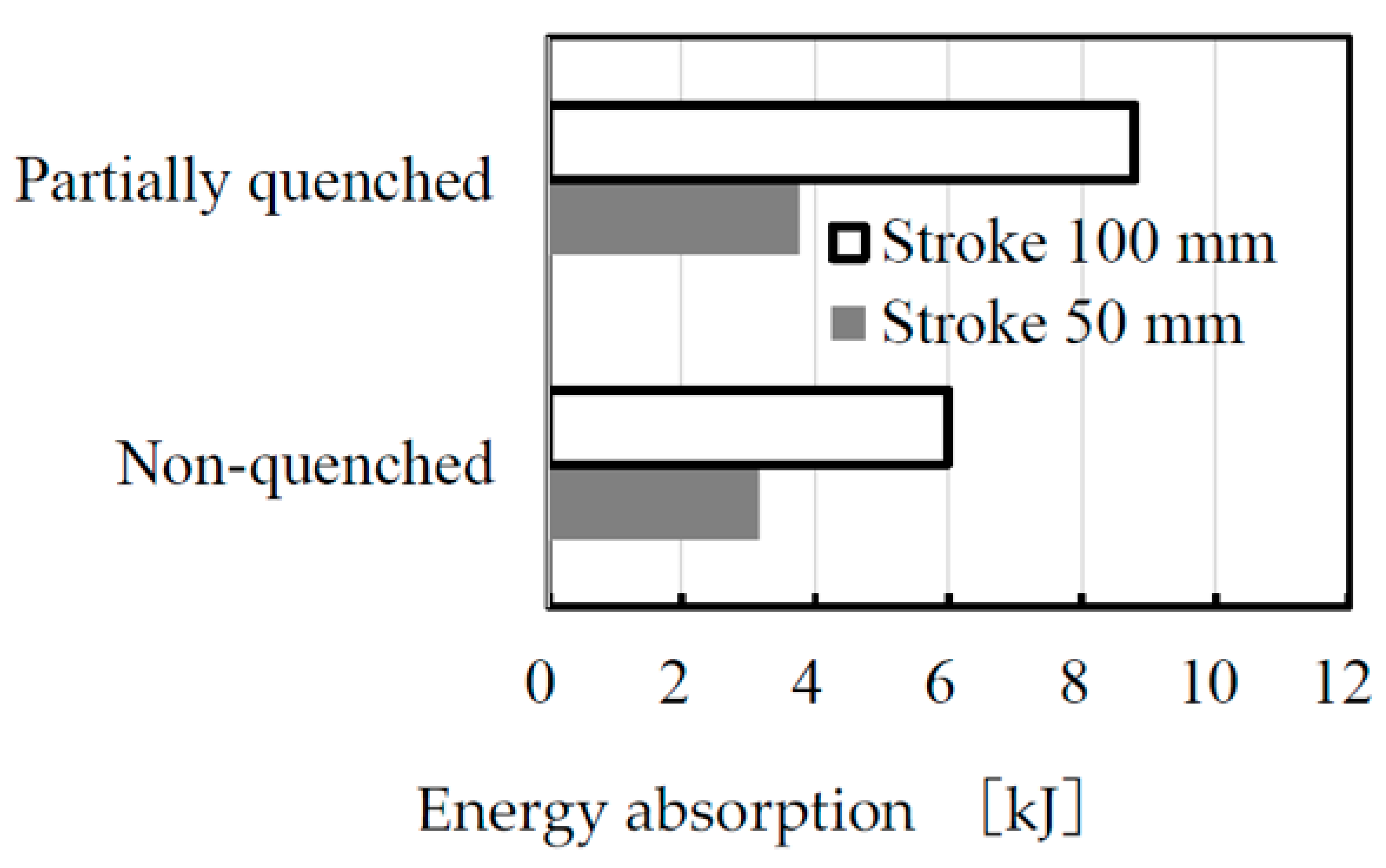
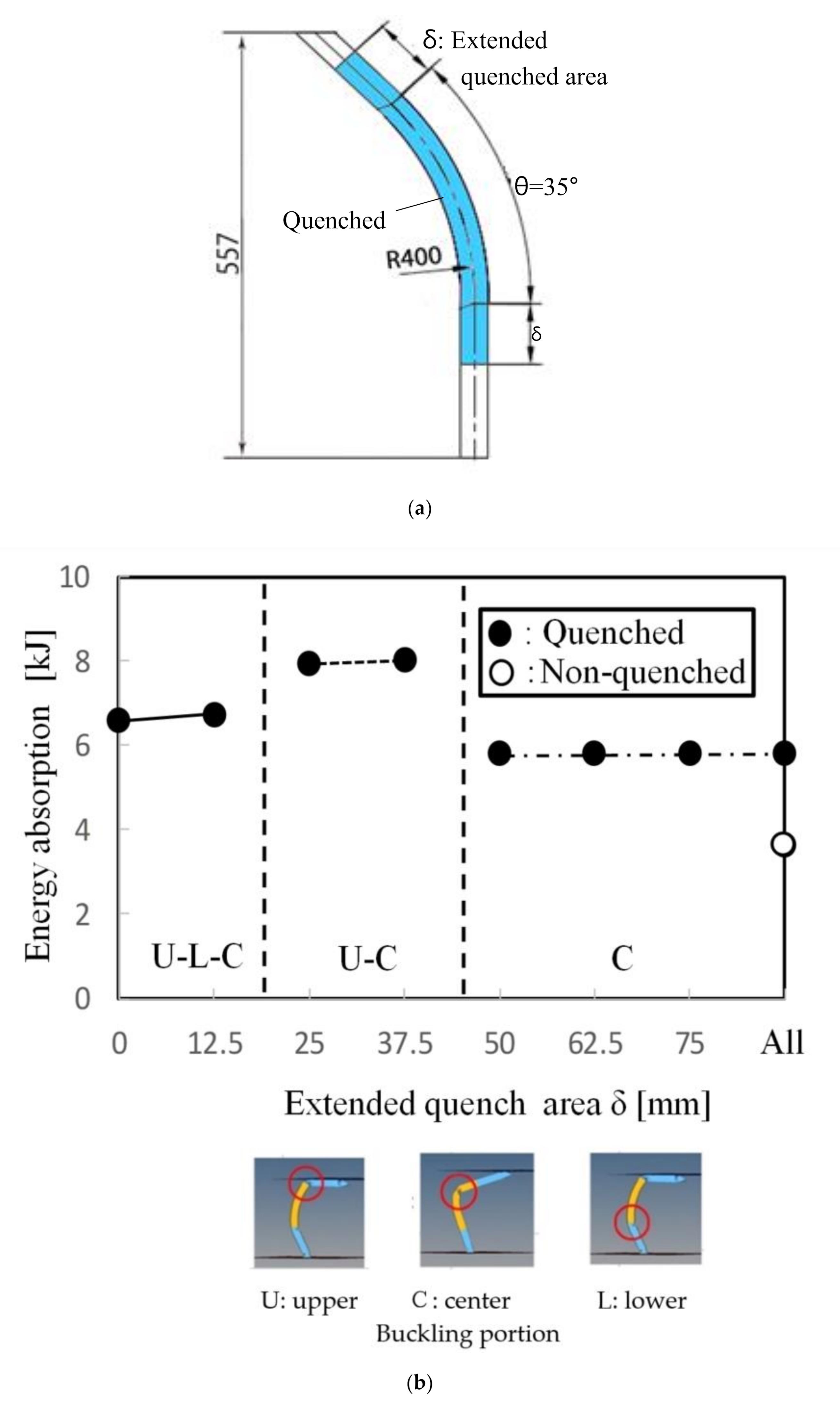
3.3. Influence of the Quenched Area on Crash Deformation
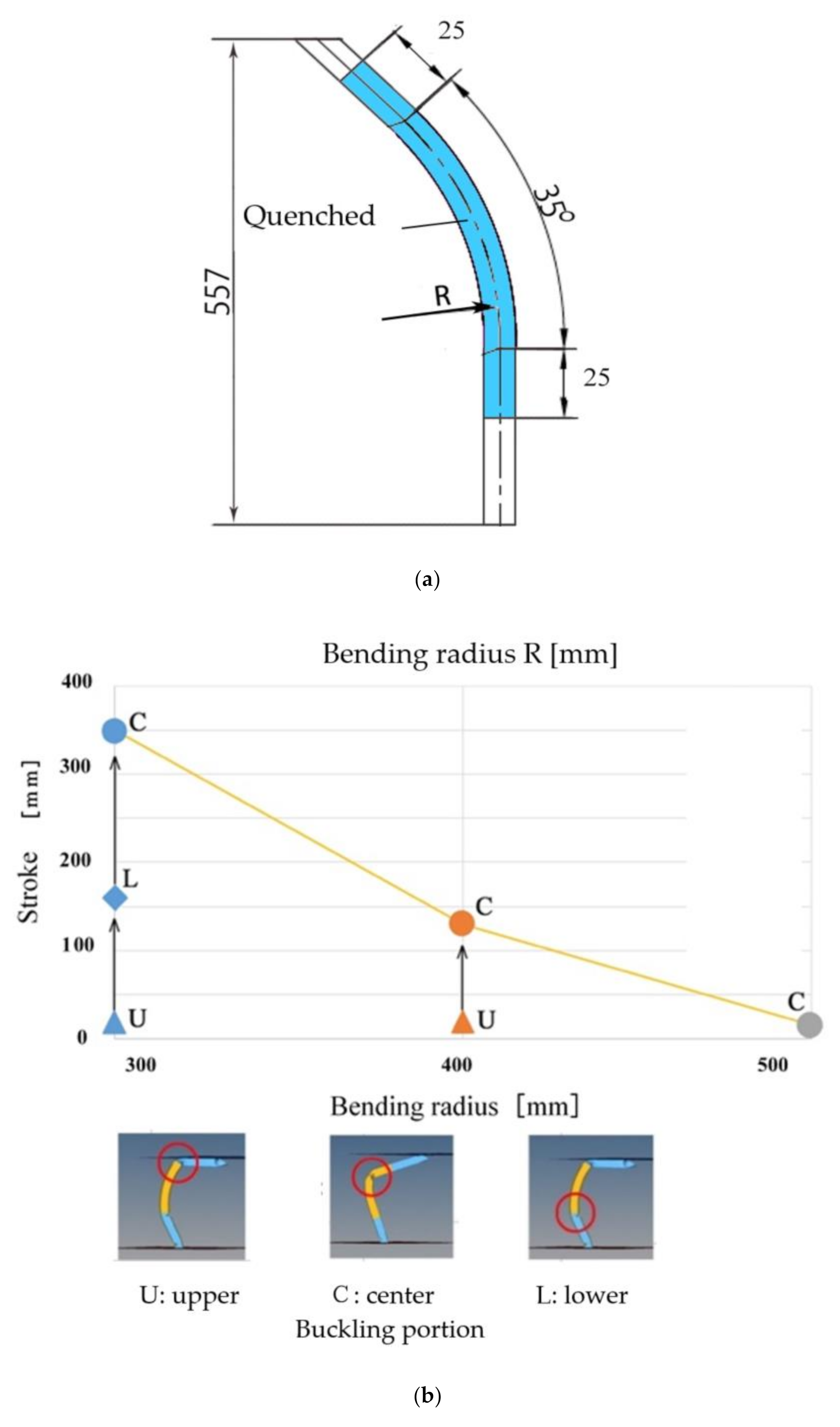
3.4. Influence of Bending Radius on Crash Deformation
4. Discussion
5. Conclusions
- For partially quenched straight products in the axial crash test, buckling behavior occurred at nonquenched portion can be controlled.
- For the conventional nonquenched curved product and overall-quenched curved products, buckling occurs at the bent portion at the initial stage in axial crash tests, and its energy absorption was low.
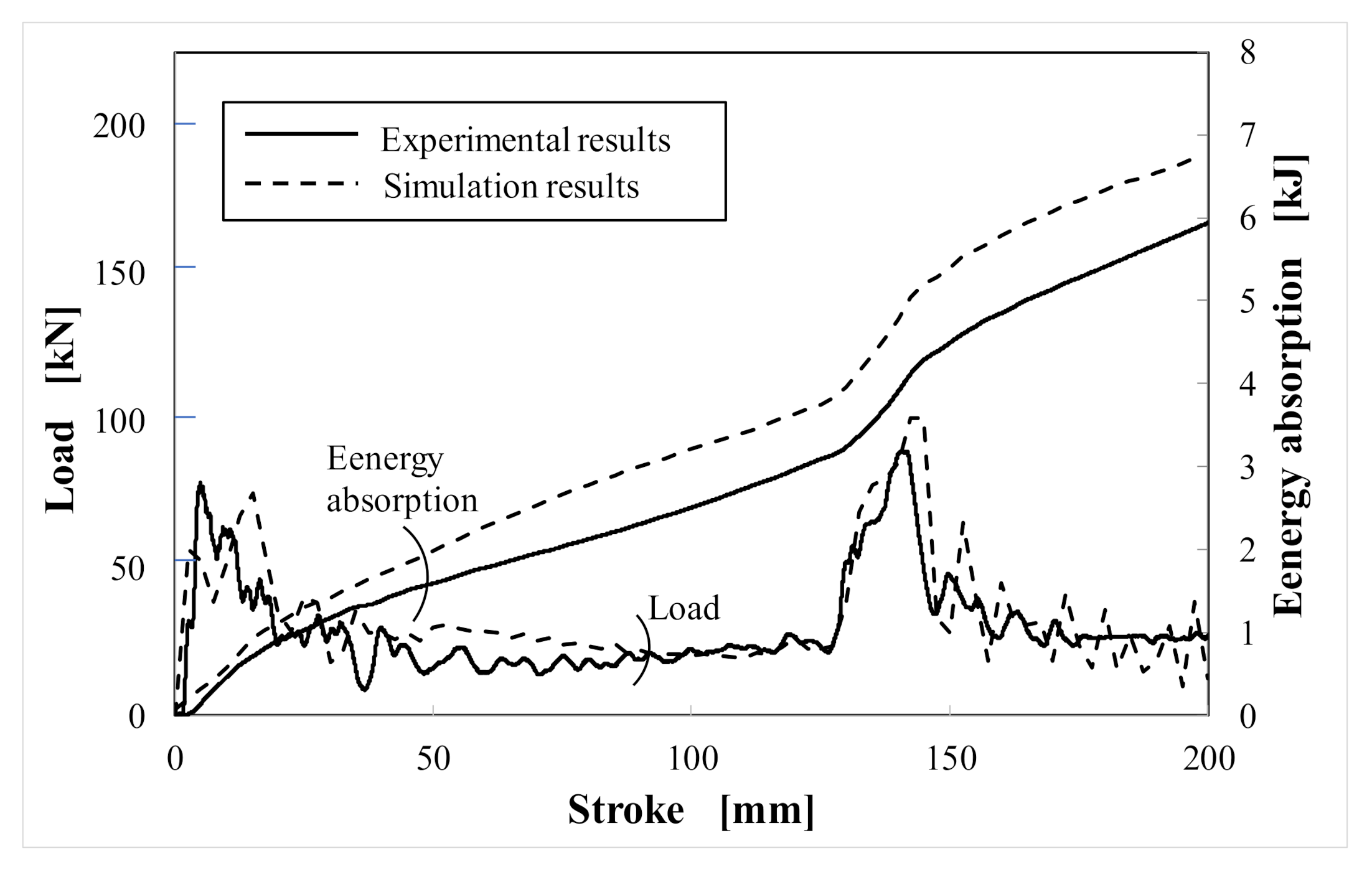
- The crash deformation of curved partially quenched 3DQ products were performed by FE analysis.
- For overall-quenched products, buckling occurred at the bent portion and, its energy absorption increased 59.3% compared to the conventional nonquenched curved product.
- By optimizing the partially quenched area, buckling can be controlled. In this study, the largest energy absorption was obtained from the partially quenched curved product, which is 84.6% larger than the energy absorption of the conventional nonquenched curved product during the crash test.
Author Contributions
Funding
Conflicts of Interest
References
- Watabnabe, K.; Kuriyama, Y.; Inazumi, T.; Fukui, K. World Auto Steel Program Future Steel Vehicle (Third Report). Trans. JSAE 2013, 44, 523–528. [Google Scholar]
- Takahashi, M. Current Status and Future Prospects of High-Strength Steel Sheet for Automobiles. J. JSTP 2017, 58, 105–109. [Google Scholar] [CrossRef]
- Kojima, N.; Nishibata, T.; Uematsu, K.; Uchihara, M.; Imai KAkioka, K.; Kikuchi, K. The Effect of Process Factors on Performance of Hot Stamped Parts. Trans. JSAE 2007, 38, 321–326. [Google Scholar]
- Asai, T.; Iwaya, J. Hot Stamping Drawability of Steel. Proc. IDDRG 2004, 344–354. [Google Scholar]
- Dohmann, F.; Hartl, C. Tube hydroforming—Research and practical application. J. Mater. Process. Technol. 1997, 71, 174–186. [Google Scholar] [CrossRef]
- Hasegawa, Y.; Fujita, H.; Endo, T.; Fujimoto, M.; Tanabe, J.; Yoshida, M. Development of Front Pillar for Visibility Enhancement. Honda R D Tech. Rev. 2008, 20, 106–113. [Google Scholar]
- LSEV World’s First Mass Produced 3D Printed Car. Available online: https://polymaker.com/lsev-worlds-first-mass-produced-3d-printed-car/ (accessed on 9 March 2020).
- Tomizawa, A.; Shimada, N.; Kubota, H.; Okada, N.; Sakamoto Yoshida, M.; Yamamoto, K.; Mori, H.; Hara, M.; Kuwayama, S. Development of three-dimensional hot bending and direct quench technology. Nippon Steel Sumitomo Met. Tech. Rep. 2013, 397, 83–89. [Google Scholar]
- Tomizawa, A.; Shimada, N.; Hara, M.; Kuwayama, S.; Okahisa, M.; Suyama, T. Development of Three-Dimensional Hot Bending and Direct Quench (3DQ) Mass Processing Technology. In Proceedings of the 5th International Conference on Tube Hydro Forming, Hokkaido, Japan, 24–27 July 2011; pp. 137–140. [Google Scholar]
- Tomizawa, A.; Shimada, N.N.; Kubota, H.; Okada, N.; Hara, M.; Kuwayama, S. Forming characteristics in three-dimensional hot bending and direct quench process- Development of three-dimensional hot bending and direct quench technology. J. JSTP 2015, 56, 961–966. [Google Scholar] [CrossRef] [Green Version]
- Kubota, H.; Tomizawa, A.; Yamamoto, K.; Okada, N.; Hama, T.; Takuda, H. Effect of cross-sectional shape and temperature distribution on formable range in three- dimensional hot bending and direct quench processes- Development of three-dimensional hot bending and direct quench technology. J. JSTP 2016, 57, 879–885. [Google Scholar] [CrossRef] [Green Version]
- Uematsu, K.; Tomizawa, A.; Shimada, N.; Mori, H. Development of Three-Dimensional Hot Bending and Direct Quench Using Robot, Journal of Advance Control. Autom. Robot. 2015, 1, 18–24. [Google Scholar]
- Sumitomo Metals Develops High-Precision Drop Weight Impact Test Machine. Available online: https://www.nipponsteel.com/en/news/old_smi/2010/news2010-10-20-01.html (accessed on 25 September 2020).







{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Maximum Induction Heating Output | 300 kW |
| Frequency of induction heater | 9.8 kHz |
| Maximum feed stroke | 1700 mm |
| Maximum feed speed | 120 mm/s (at load 5 kN) |
| Payload of robot | 165 kg |
| C | Si | Mn | B |
|---|---|---|---|
| 0.21 | 0.22 | 1.20 | 0.0015 |
| Cross-section of Specimen | 50 mm × 70 mm |
| Specimen thickness | 1.8 mm |
| Partially quenched specimen (see Figure 9) | Partially quench area: 30 mm × 4 Nonquenched area: 10 mm ×5 |
| Impactor weight | 430 kg |
| Impactor speed | 7–10 m/s |
| Symbol | Item | Nonquenched Area | Quenched Area |
|---|---|---|---|
| ρ | Initial density (kg/mm3) | 7.85 × 10−6 | |
| E | Young’s modulus (GPa) | 210 | |
| ν | Poisson’s ratio (−) | 0.3 | |
| a | Yield stress (GPa) | 0.6 | 1.6 |
| b | Strength coefficient (GPa) | 1.754 | 3.978 |
| n | Strain hardening exponent (−) | 0.3663 | 0.3377 |
| Location of Surface | Restriction of Translation | Restriction of Rotation | ||||
|---|---|---|---|---|---|---|
| X axis | Y axis | Z axis | X axis | Y axis | Z axis | |
| Top | Fixed | Fixed | Free | Fixed | Fixed | Fixed |
| Bottom | Fixed | Fixed | Fixed | Fixed | Fixed | Fixed |
| Bending Angle θ | 35 (Deg) |
| Bending radius R | 300, 400, 500 (mm) |
| Extended quenched area δ | 0, 12.5, 25, 37.5, 50, 75 (mm) |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Tomizawa, A.; Soedjatmiko Hartanto, S.; Uematsu, K.; Shimada, N. Crash Characteristics of Partially Quenched Curved Products by Three-Dimensional Hot Bending and Direct Quench. Metals 2020, 10, 1322. https://doi.org/10.3390/met10101322
Tomizawa A, Soedjatmiko Hartanto S, Uematsu K, Shimada N. Crash Characteristics of Partially Quenched Curved Products by Three-Dimensional Hot Bending and Direct Quench. Metals. 2020; 10(10):1322. https://doi.org/10.3390/met10101322
Chicago/Turabian StyleTomizawa, Atsushi, Sanny Soedjatmiko Hartanto, Kazuo Uematsu, and Naoaki Shimada. 2020. "Crash Characteristics of Partially Quenched Curved Products by Three-Dimensional Hot Bending and Direct Quench" Metals 10, no. 10: 1322. https://doi.org/10.3390/met10101322
APA StyleTomizawa, A., Soedjatmiko Hartanto, S., Uematsu, K., & Shimada, N. (2020). Crash Characteristics of Partially Quenched Curved Products by Three-Dimensional Hot Bending and Direct Quench. Metals, 10(10), 1322. https://doi.org/10.3390/met10101322