1. Introduction
Wire drawing is a metal forming process characterized by a high deformation rate. During the process, a significant amount of heat is generated, mainly by the friction at the wire/die interface [
1]. In [
2], Haddi et al. showed that the capability of a drawing process depends primarily on three features: (a) the properties of the raw material, (b) the die geometries, inclusively the die angle and die length and, (c) the processing conditions such as the drawing speed and friction at the interface between the die and the wire. Regarding the last factor, heat is generated by the friction associated with the pressure generated by the plastic deformation. By definition, the friction is proportional to the normal tension at the wire/die interface. This friction produces heat because of the relative movement between the material and the die. Thus, a classic tribological setup arises [
3]. This is characterized by friction at the wire/die interface and by the subsequent wear on both the surfaces in contact [
4,
5,
6]. For specific die geometry, the friction at the interface might bring about a non-uniform heating of the wire. Indeed, the associated thermal effect is known to carry relevant consequences for the drawing process, as several authors in the related scientific literature have proved [
7,
8,
9,
10]. For instance, the temperature affects the lubrication conditions, the tool life, and the properties of the final product. This occurs mainly due to the delay in the heat dissipation, as pointed out by El-Domiaty et al. [
11]. To alleviate the undesired effects, a lubricant is usually utilized [
12]. The tribological problems concerning the wire drawing process have been studied both experimentally [
13,
14,
15] and theoretically [
6,
16,
17,
18,
19,
20,
21,
22]. In particular, numerical analyses, such as the finite element method, have been extensively employed in previous researches [
6,
16,
17,
18,
19,
20,
21,
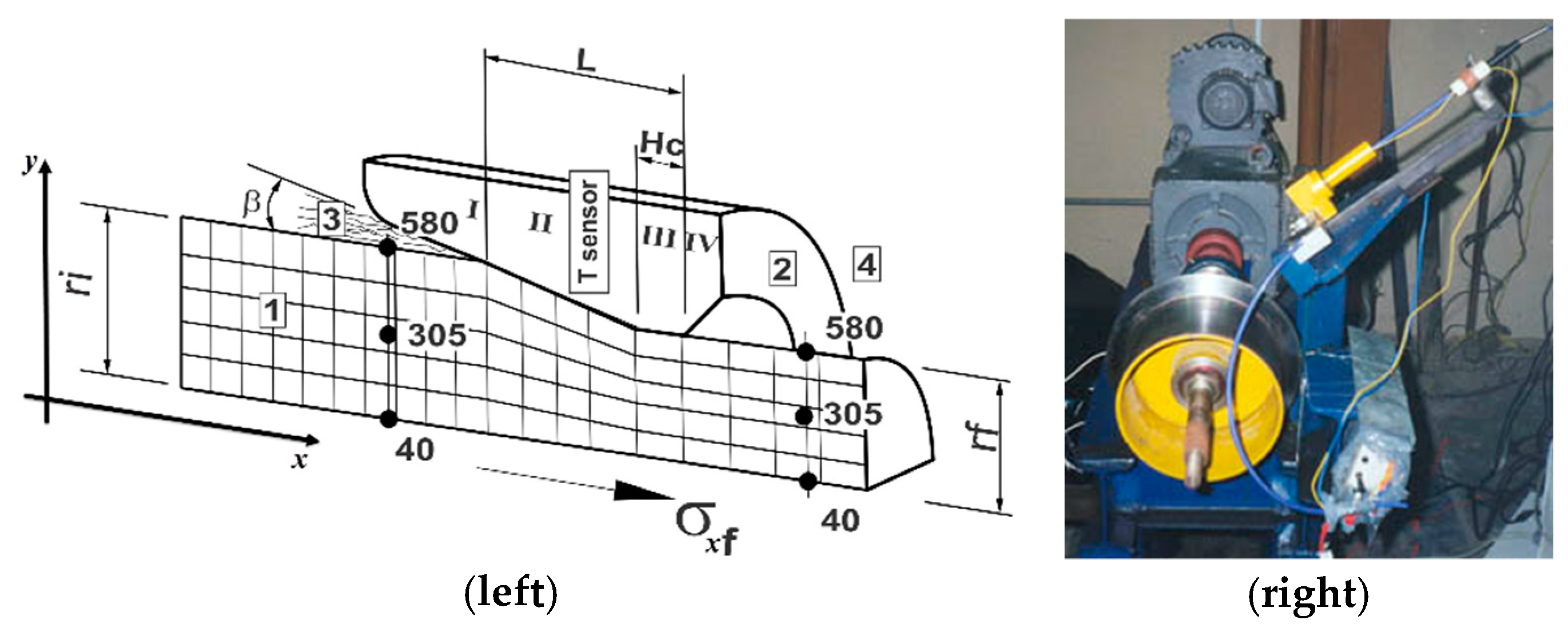
22]. A sketch of the finite element setup used for the study of the tribological problem is presented in
Figure 1.
As indicated in
Figure 1, from a tribological point of view, the die is the stationary triboelement, whose primary purpose is to ensure the most homogenous deformation of the wire. To achieve a uniform straining process, it is necessary to develop the best combination of the die area reduction and the yield stress [
23]. In other words, one seeks for the optimized redundant work,
ϕ factor (Equation (1)), which is shown to be related to the ∆ parameter (Equations (2) and (3)). The latter is closely related to the fact that one has to minimize the wear of tools [
13]. In practice, tool wear causes not only direct expense, but also indirect costs associated with additional procedures such as tool replacement and/or regeneration [
13,
14,
24].
where
Ai is the cross-section of the wire before its drawing process,
Af indicates that after the drawing process, thus
r represents the reduction ratio.
One of the most notable contributions was proposed by Avitzur [
25], who introduced the so-called upper-bound method (Equation (4)). By using such an approach, according to Bitkov [
26], allows for a reasonable estimation of the ratio of wire drawing stress to the yield stress during the process as follows
where
σ0 is the yield stress,
σxb indicates the backward stress, and
σxf represents the wire-drawing stress. Here the backward stress is exerted by the capstan which is in the opposite direction of the wire-drawing stress.
As discussed above, however, the lubrication plays an essential role in terms of the coefficient of friction µ in Equation (4). In practice, as shown in
Figure 1, a suitable lubricant film thickness has to be applied along the contact length (
L). To be specific, the particular measure of the interface triboelement directly affects the heat generated, the die wear, and the mechanical properties of the wire [
14,
27,
28]. The contact length L is a function of the die angle (2
β) and of the effective length of the bearing zone (
Hc) as determined geometrically in Equation (5).
Suliga [
22] showed that the geometry of the reduction zone, for instance, the die angle 2
β, influences the temperature in the top layer of the wire considerably. The decrease in the die angle implies an increase of the wire/die contact length. This, in turn, leads to a higher temperature on the wire surface. The main reason for using the wire drawing lubricants is to reduce die friction, and subsequently, the power required for drawing and the heat generation. In practice, liquid lubricants are also known for their efficiency in heat dissipation, and therefore the wire is kept at a moderate temperature. The quantity of lubricant, in part, defines the regime of lubrication established during the drawing process. According to Wilson [
3] and Wright [
29], three regimes can be achieved under different conditions, namely, hydrodynamic lubrication, mixed (quasi-hydrodynamic) lubrication, and boundary lubrication. To reach a hydrodynamic or quasi-hydrodynamic regime, it is necessary to feed and maintain the lubricant at the wire/die interface at a prevailing pressure throughout the process. It is worth mentioning that from the point of view of the wire drawing industry, among the triboelements shown in
Figure 1, the die is often the most crucial variable. The latter must be optimized in order to achieve the desired cost efficiency ratio concerning a given wire drawing process. This is due to the fact that the material and the lubricant are usually supplied by third parties, while the manipulation of the middle triboelement also implies a substantial cost.
The present work carried out a comprehensive study concerning the experimental as well as numerical analyses of the wire drawing process. Various aspects are investigated in order to seek the desired wire drawing operational parameters. It is a meaningful effort because the appropriate wire drawing condition implies reduced energy consumption, better product quality, and improved productivity. The rest of the paper is organized as follows. In the next section, we describe the specific wire drawing setup carried out in the present study. The results from empirical as well as finite element method (FEM) simulations are presented in
Section 3, accompanied by discussions. Concluding remarks are given in the last section.
3. Results
In this section, the results regarding the measurements made on a single block drawing machine are presented together with those of FEM simulations. The experimental results are presented in
Table 1,
Table 2 and
Table 3,
Figure 2,
Figure 3 and
Figure 4, and those from the numerical simulations are shown in
Figure 5 and
Figure 6.
In
Table 1, one shows the obtained tensile stress limit (
σr), yield strength (
σe,0.2%), Young modulus (
E) and Poisson’s ratio (
n) from the uniaxial tensile tests performed in room temperature on the Cu-ETP. The material model (FEM) was built up by 10 plastic stress-strain point.
In
Table 2, we present and discuss the results of dynamic viscosity tests regarding the mineral lubricants (interface triboelement) at various temperatures commonly encountered in practice. One finds a 48.1% reduction in dynamic viscosity as the temperature increases from 25 to 70 degrees. The above result strongly indicates the temperature dependence of the dynamic viscosity regarding the mineral lubricants used in wire drawing.
In
Table 3, one summarizes the operational parameters of the system of the present study. The values of
L,
∆, and
Φ of the dies are determined by the specific 2
β and
Hc used in this work.
It is noted since
L is the length of the wire/die contact zone, the lubricant must be concentrated in the contact zone to form a layer of an adequate thickness which prevents direct contact between the die and wire. A poor lubrication of the contact zone might lead to mixed lubrication, multiple asperity contacts, as well as severe wear [
14]. Naively, if one only considers how the lubricant is distributed in the contact zone, according to the values given in
Table 3, the dies 1420 and 1820 seem to be better options as they possess minor values of
L.
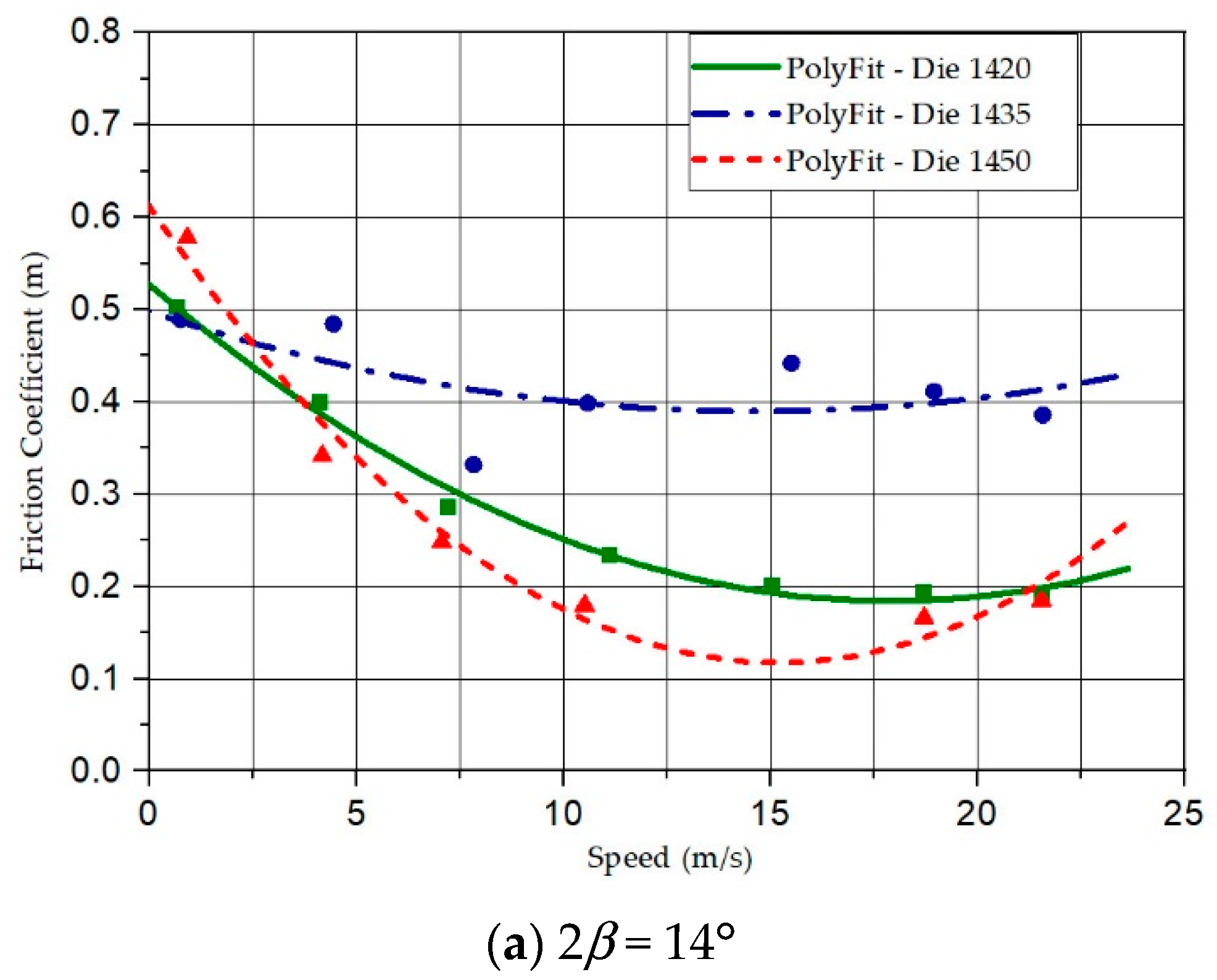
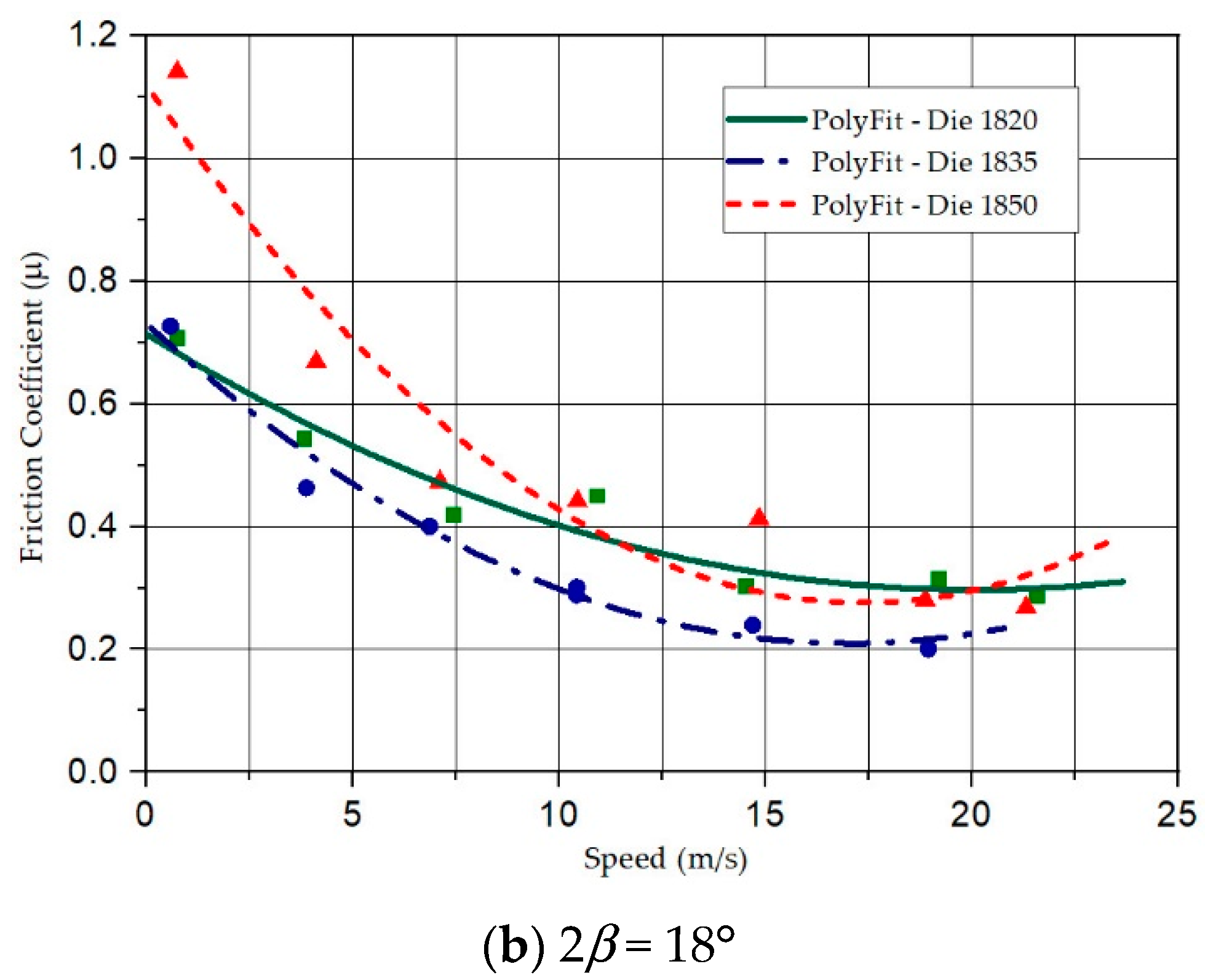
Figure 2 gives the friction coefficients obtained for different drawing speeds. Here, the values of the friction coefficients are obtained from the measurements of the wire drawing force and employing Equations (6) and (7) according to Equation (4) of Avitzur’s [
25] upper-bound method.
The key feature of the classical Stribeck curve is observed in the plots of
Figure 2 [
29,
30,
31]. To be more specific, the results shown in
Figure 2 indicate a reduction of friction as the wire drawing speed increases until a critical value, approximately 15 m/s. It is understood that the increase of speed causes a higher cartage of lubricants owing to the surface effect of the wedge formed at the wire/die interface [
31]. Beyond the critical value, however, excess of lubricant dragging in the wire/die interface eventually causes the fluid friction to increase again.
The results also demonstrate that, by itself, a smaller contact length
L does not always guarantee better performance. For instance, the bearing zone length
Hc, and the wire drawing speed also affect the outcome. To be more specific, it is found that the dies with die angle 2
β = 18° reach the minimal friction coefficients at the most significant speed (20.6~24.2 m/s). On the contrary, those with die angles 2
β = 14° reach the minima at smaller speeds (14.4~18.7 m/s). Such a difference is due to the difficulty in dragging the lubricant at a higher ∆ (2.98) associated with the larger
Φ (1.48), despite the smaller contact length
L (0.25~0.38). These results are in agreement with those of Nowotynska et al. [
24], where the authors affirm that the internal geometry of a drawing die is a part of the operational parameters which significantly affect the drawing process. According to Dixit and Dixit [
32], an increase in die angle cause the die pressure to increase but reduces the separation forces. Their results were based on the assumption that the operational parameters, as well as the material properties, possess constant values, and do not change as the temperature increases during the process. Hollinger [
14] asserts that not only mechanical but also a tribological approach of the system should be used to obtain better results.
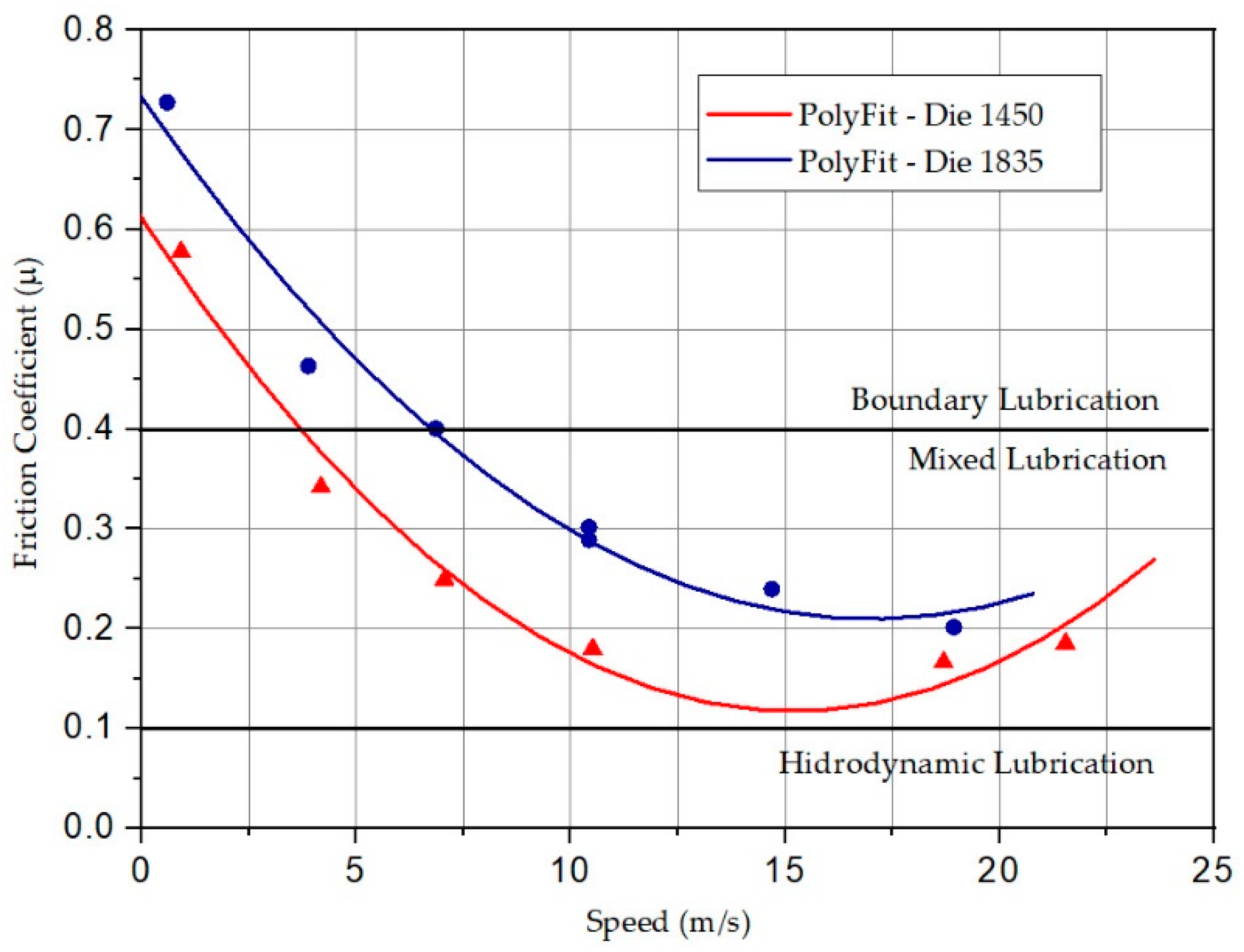
In
Figure 3, one presents the friction coefficients as functions of drawing speed for the dies 1450 and 1835. The latter are considered as better options. The two horizontal lines outline the mixed lubrication regime (
µ ≤ 0.4) and the hydrodynamic (
µ ≤ 0.1), as discussed in the literature [
3]. The intermediate regime is encountered between the two lines can be identified as the quasi-hydrodynamic regime. The die 1450 reaches the vicinity of the hydrodynamic lubrication due to its higher drag (2
β = 14°) and maintenance (
Hc = 50%
Df) of lubricant in the wire/die interface. This results are in agreements with those obtained by Tintelecan [
33] who found that the lowest values of force and, consequently, of friction coefficient are obtained for die angles ranging between 12° and 15° and for a length of the bearing zone
Hc equal to ~40% of the Df. Furthermore, according to Suliga [
22], the selection of the appropriate die geometry in the process of drawing at high speeds is likely to find more favourable lubrication conditions.
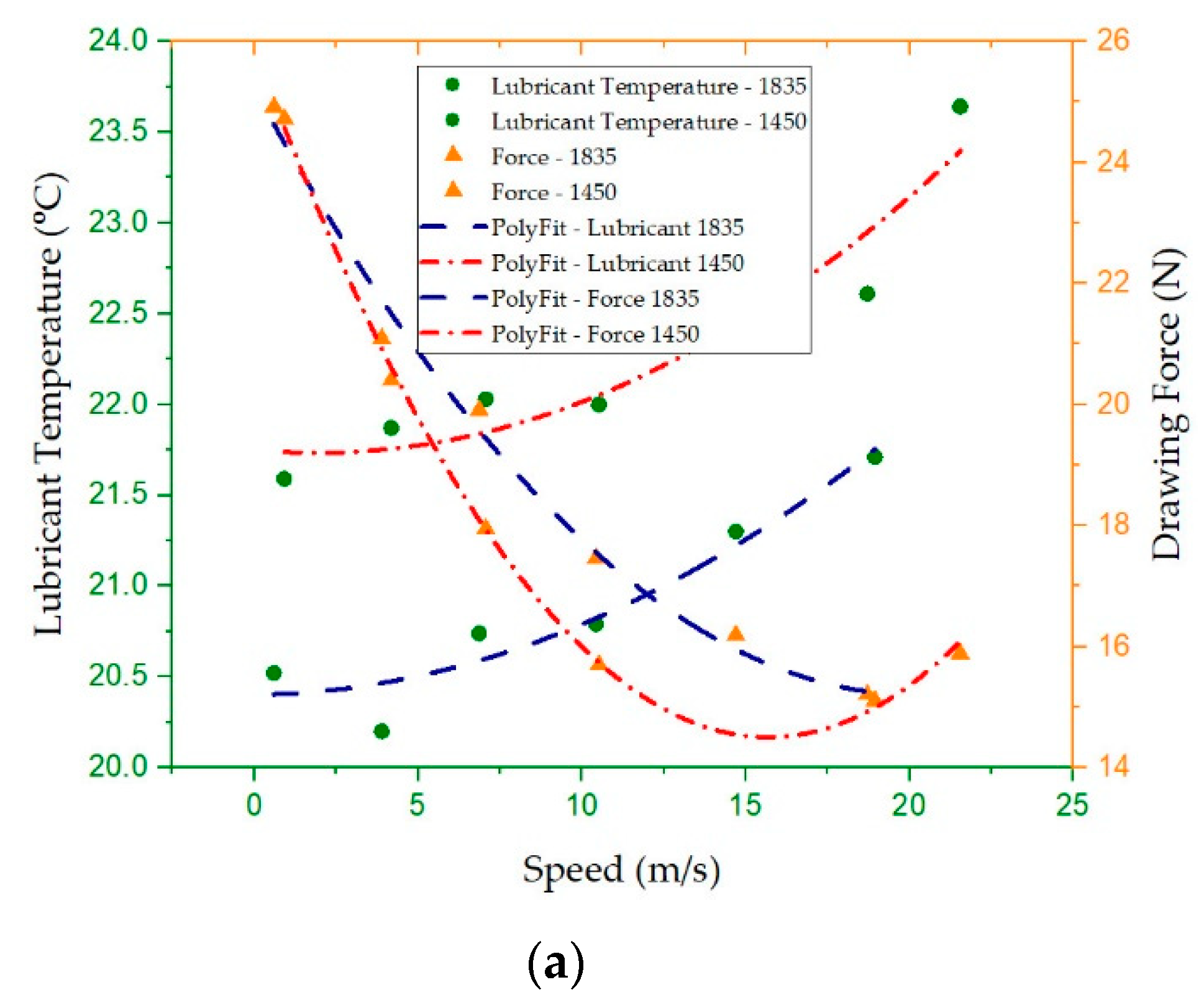
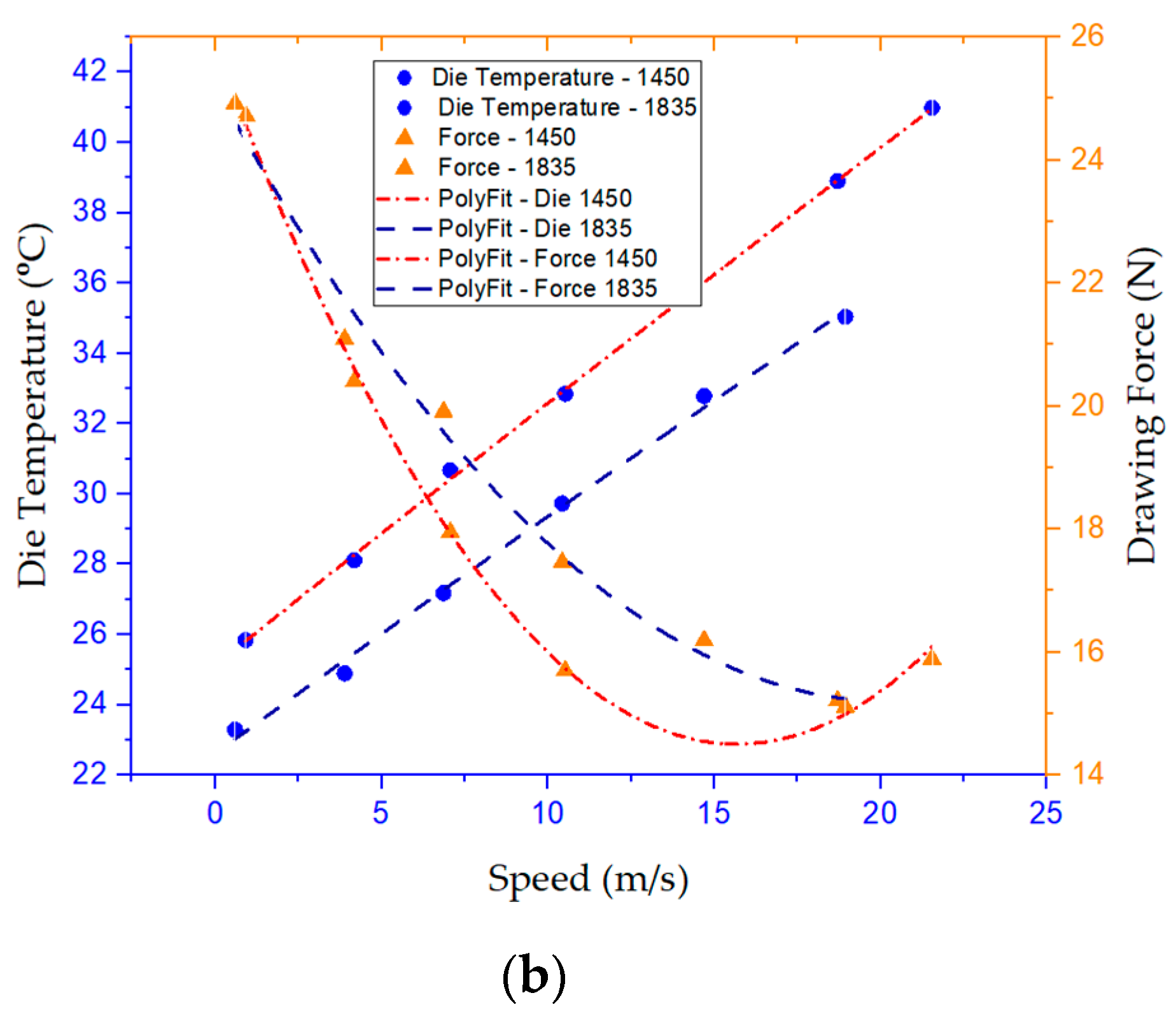
Figure 4 presents the measured temperatures as well as the drawing forces of the lubricant and die as functions of the drawing speed. Overall, it is found that the drawing force decreases, and the temperatures increases with increasing the drawing speed. The change rates of drawing force and temperature are rather substantial. It is noted that as the drawing speed increase, the thickness of the lubricant film at the wire/die interface also increases. As shown in
Figure 4, for the die 1835, the quantity, as well as the associated maintenance time of the lubricant, is smaller. Therefore, the lubricant temperature is less significant. To be specific, the more substantial contact length (
L = 0.43 mm) of the die 1450 explains, the higher temperature in comparison to the die 1835 (
L = 0.32 mm). Also, the die temperature is higher than that of the lubricant due to its retention in the metallic die mount body.
Indeed, Chen and Huang [
18] have shown that the die semi-angle, the friction coefficient, the length of the bearing part of the die, and the temperature have a significant impact on the drawing process. Recent developments have proven that changes in lubricants’ chemical composition and rheology could also substantially improve the die life. The above results are in accordance with the works of Haddi [
2] and Suliga [
22] that investigate the temperature dependence of the process concerning the initial temperature of a material, die geometry, heat generation due to deformation, among others. It is worth noting that for the present study, as the measurements are carried out for steady states, heat dissipation is in balance with its generation.
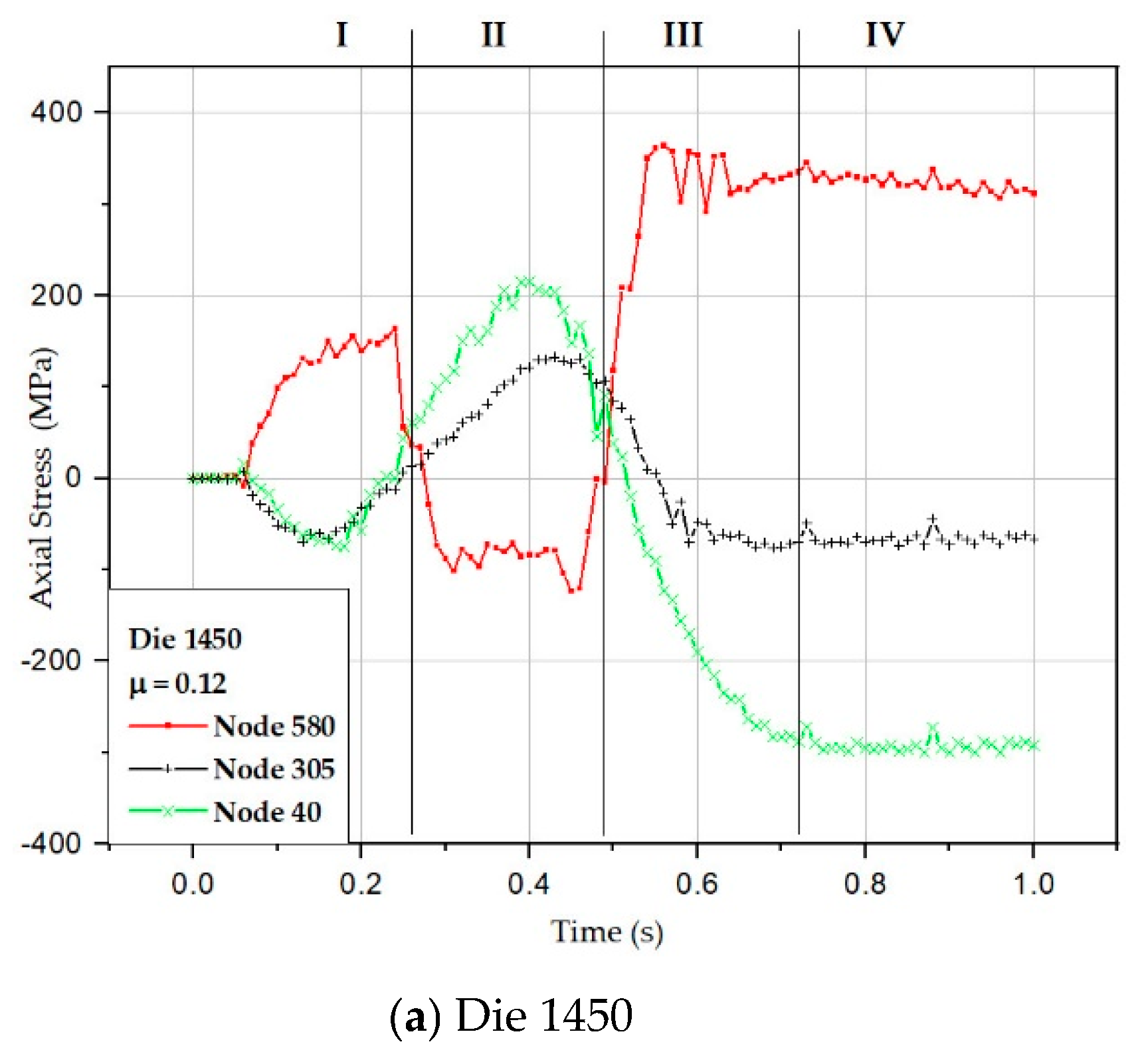
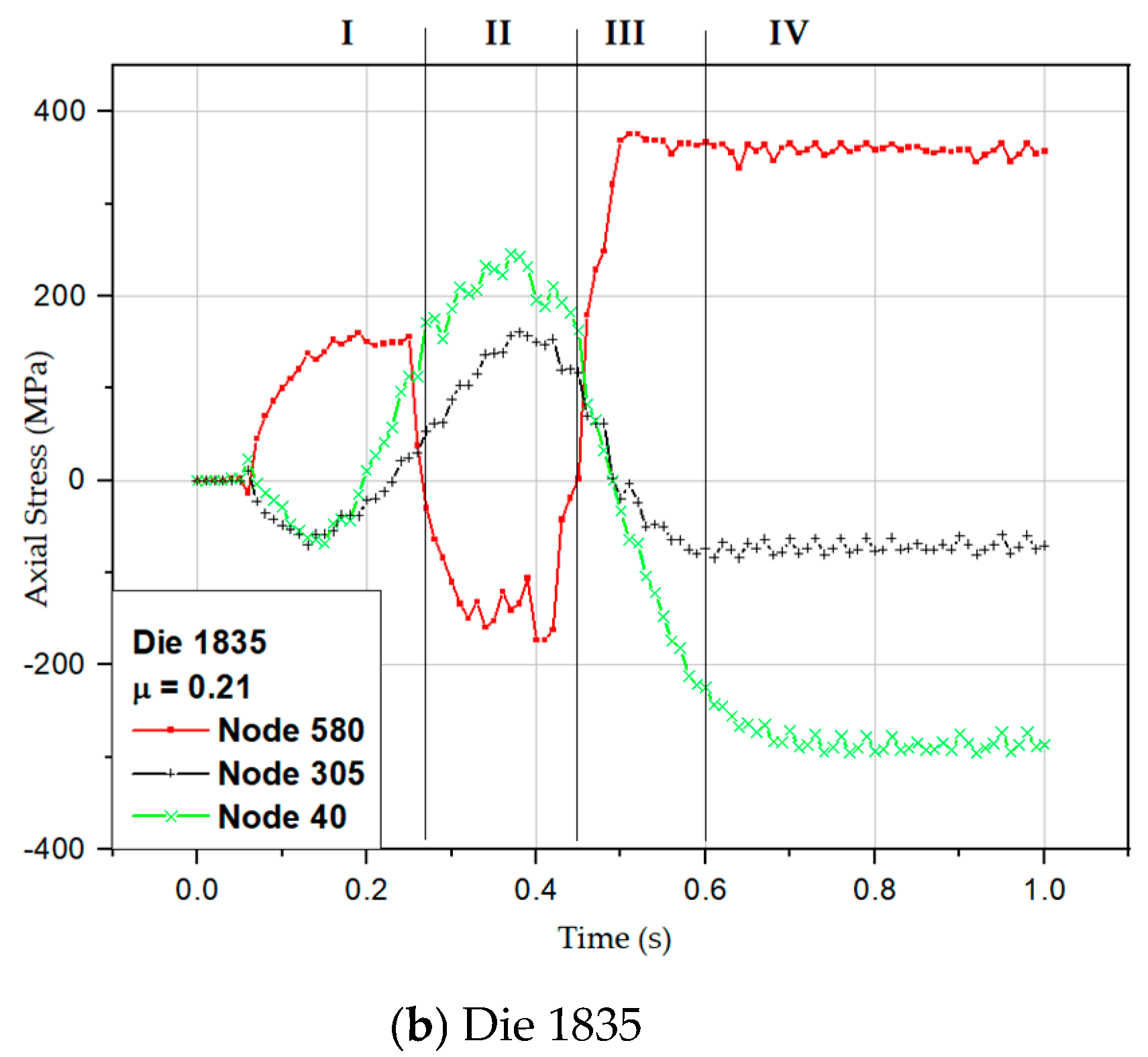
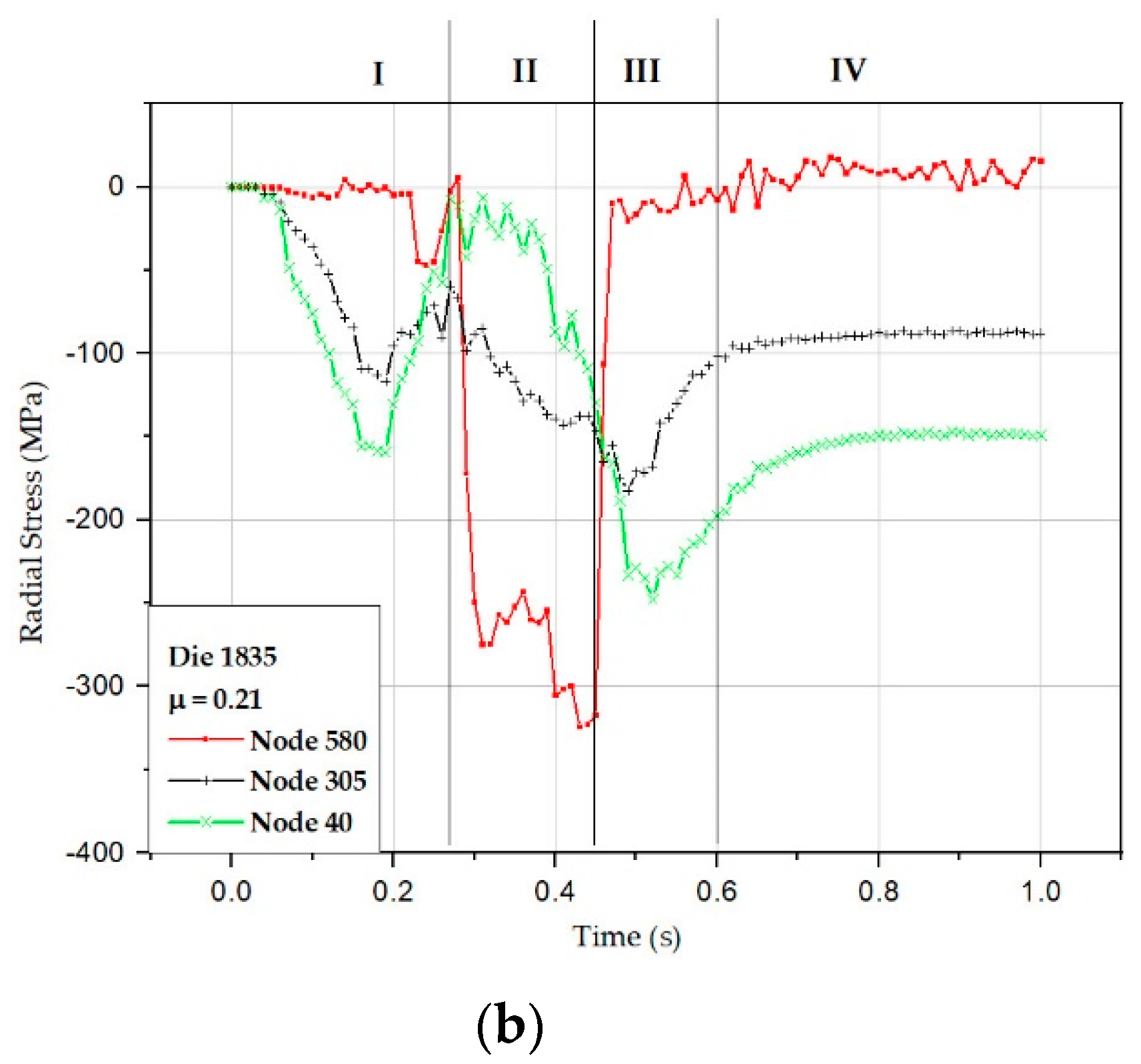
In order to further explore the effect of the die geometry on the process, numerical simulations are also performed with the minimal values of the fraction coefficients. To be specific, one assumes
µ = 0.12 (15.19 m/s, 14.5 N) for the die 1450 and
µ = 0.21 (17.03 m/s, 15.17 N) for the die 1835. These values correspond to the minimal tool wear at the optimized drawing speed, as discussed above regarding
Figure 3. The calculations are carried out for the axial and radial stresses, as functions of time, for three distinct positions of the wire. As shown in
Figure 1, nodes 580, 305, and 40 are studied, which correspond to the surface, intermediate, and centre regions. The results are presented in
Figure 5 and
Figure 6.
It can be observed that in the reduction zone (region II), the surface stress of the wire, represented by node 580, is compression. This is due to the pressure exerted by the die on the wire. On the other hand, the stress in the centre and interior of the wire, shown by nodes 305 and 40 respectively, are traction. This is likely due to the resistance exerted by the surface to the passive movement of the wire. The stress found in the bearing zone (region III) is also traction, as indicated by node 580. This is understood as due to the wire friction with the die. The compression in the nodes 305 and 40 of wire is caused by targeting of the flow of material squeezed by the die angle toward the centre of the wire. Further, increasing the die angle results in an increase of stress in region II. This is due to the larger redundant work, related to more significant tool wear, in the wire deformation in addition to a remarkable change of the stress in region III.
Figure 6 shows the results of radial stress. It is interesting to note that in region II, the most significant compression stress is observed on the surface of the wire, represented by node 580. In region III, the largest compression stress is located in internal regions of the wire, shown by nodes 305 and 40. This is due to the direction of flow toward the central region of the wire caused by the die angle. The change of bearing zone length in the region III leads to the variations of both surface and centre stresses, indicated by the nodes 580 and 40 respectively.
Vega et al. [
34], Martínez et al. [
35], and other authors [
2,
22,
24] have shown that the die angle, friction coefficient, and bearing zone length significantly affect the stress during the drawing process. We note that the above findings are consistent with previous studies.


 ,
, 











{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}