Abstract
Finding an alternate solution for supplanting the existing conventional lubricant in machining is a challenge. This work narrows the search down to the use of nano-cutting fluids, as they exhibit excellent properties such as high thermal conductivity and good lubricity. A technical analysis of the performance of hybrid nano-cutting fluids in the end milling of AA6082 aluminium alloy in a constrained end milling condition is presented. Alumina and carbon nanotubes were chosen in this study for their better physical characteristics and compatibility during machining. Coconut oil was chosen as the base fluid (dispersal medium) as it provides good lubricity and better dispersion of nanoparticles due to its excellent rheological behaviour. The hybrid nanofluid was prepared by mixing alumina-based nanofluid with carbon nanotube nanoparticles in different volumetric concentrations. The thermo-physical properties of the prepared hybrid nanofluid were tested. Furthermore, they were tested for their spread-ability and other mechanical properties. Later, their performances as cutting fluid were studied with the minimum quantity lubrication (MQL) technique, wherein nanoparticle mist was formed and evaluated in the end milling of AA6082 aluminium to reduce the quantity of nanofluids’ usage during end milling. The controllable parameters of speed, feed rate, and type of cutting fluid were chosen, with the levels of cutting speeds and feed rate at 75–125 m/min, and 0.005–0.015 mm/tooth, respectively, and the response parameters studied were surface roughness and tool wear. The results show that better performance is achieved in hybridized nano-cutting fluid, with a sharp improvement of 20%, and 25% in tool wear and surface roughness when compared to the base fluid. This study has explored the concept of hybridization and the capability of nanofluids as cutting fluids that can be used as eco-friendly cutting fluids in manufacturing industries.
1. Introduction
Machining is a subtractive manufacturing process wherein raw material is reduced to a required shape and dimension in a controlled environment. Almost all industrial products require machining during their manufacturing cycle. This fact has influenced major researchers and machinists to focus their studies on the selection of optimum machining parameters and different machining strategies [1,2]. Aluminium alloys carry excellent strength and toughness, and are preferred for many high-strength applications. AA6082 material finds major applications in trusses, bridges, and transport. A survey of the literature on the machining of this material reveals a few problems, such as the formation of a build-up edge (BUE), lack of tolerance for higher stresses, and the presence of minor abrasive alloying elements in their composition which may lead to tool failure. Under these conditions, machining using conventional cutting fluids has less or no effect on the process. Hence, dry machining or near-dry machining is preferred, and is carried out by changing or reinforcing the cutting fluid with minor additives [3,4].
In near-dry machining, one of the efficient methods to reduce the quantity of cutting fluid usage is minimum quantity lubrication (MQL), also called the small quantity lubrication (SQL) method. In this method, the cutting fluid is sprayed towards the machining area in the form of mist under the action of atomization with the aid of pressured air, and passed through a specialized nozzle [5,6]. It offers the combined benefits of dry and wet cooling modes, and further provides lubrication. Additionally, the use of vegetable oils such as palm oil and neem oil under the MQL technique has been found to afford better lubricity in machining [7,8]. Additionally, this technique reduces environmental hazards due to reduced cutting fluid, which results in green and clean manufacturing. For many industries, the cost of cutting fluid contributes more % to the overall cycle cost (i.e., 16–20 % of the manufacturing cost). Researchers should focus on finding a solution to reduce the cost incurred without compromising the quality of products. Though dry machining was found to be cost-effective, wet machining or MQL machining was found to be better in terms of performance. [8]. Researches have utilized the MQL technique as one of the solutions to cut costs, and found that the cost spent on cutting fluids drastically reduced the overall cycle cost by around 14–16%. Some also tried a few alternative methods, such as nanoparticle-suspended cutting fluids, cryogenic coolants, etc. [9].
Cutting fluids, which carry the dual properties of both solid and liquid, are required when machining complex materials and shapes, as they provide both cooling and lubrication, which many conventional cutting fluids lack [10]. Nano-cutting fluids are one such type that carries this dual property. In this type of cutting fluid, the nano-sized powders are suspended in a base fluid at some fixed or variable proportions based on the weight ratio [11]. It has been found to be an effective method in reducing friction between the machining surfaces through the ball bearing effect. Additionally, it can withstand high temperatures due to its excellent thermal conductivity. The performance characteristics of nanofluids are dependent on the crystalline nature, the size of the nanoparticle, the amount of coolant used, and the method of coolant flow between machining surfaces [12]. Choosing the right base fluid in which to suspend the nanoparticles is a research knot found throughout literature surveys, since many researchers have not included that in their study. It was found that nanofluids’ thermal conductivity increases with concentration and relies on the rheology of base fluid, as it enhances thermal transporting capability [13]. Bio-degradable vegetable oils like groundnut oil and coconut oil are used as base lubricant, which has better thermal and oxidation stability when compared to other vegetable oils; during machining, it also has a significant dip in cutting temperature, tool wear, and surface roughness [14].
The advantages of using nanofluids over conventional cutting fluids are (i) better dispersion of nanoparticles in base fluid due to Brownian motion, (ii) alteration of wettability and thermal conductivity by using surfactants (if required), and (iii) better tribological properties and enhanced heat transfer between particles [15]. Several studies have revealed that nanofluids perform better over conventional cutting fluids at higher speeds and feed rates. Hybridization of nanoparticles has become an area of study, as few works of the literature suggested that mixing two different nanoparticles enhances the performance of cutting fluid.
Alumina with molybdenum disulfide in base fluid at a ratio of 90:10 with different volumetric fractions (0.25, 0.75, and 1.25 vol.%) reduced the coefficient of friction with an optimal level of concentration. The wettability of the nanoparticle increases with an increase in concentration. Reduced tool wear and improved surface finish were observed in hybridized cutting. The hybridization concept is further enhanced in this research work by mixing spherical-shaped alumina and tubular-shaped MWCNT, which has improved conductivity at both lower and higher cutting speeds. The cutting force is significantly reduced, which impacts smooth machining and saves energy. Many researchers have tried water as a base fluid while preparing nano-cutting fluids, and only a few have tried standard SAE-graded cutting oils and bio-degradable vegetable oils [16,17].
Considering the above research knots, in this present work, the authors have considered carbon nanotubes and alumina (Al2O3) because they exhibit excellent metallic and fluidic properties. To make environmentally friendly machining, the authors have taken coconut oil as base fluid, as only a few research works have explored its capability. In this research work, the rheology of the base fluid and its impact on end-milling and the volumetric concentration (% vol.) of nanoparticles were found in order to construct an extensive study of their impacts on the performance of cutting fluids. Alumina is a hard abrasive and refractive material with a high melting point that finds application in grinding and polishing. On the other hand, CNT’s are cylindrical, with weak Van der Waals forces; this provides better spread-ability. CNT’s have exceptional stiffness, tensile strength, and thermal conductivity. The prepared fluids were utilized in the milling of AA6082 under an improvised novel MQL technique called the nanoparticle mist technique (NMT), wherein the compressed air was optimized in such a way that the atomization was enhanced to form mist spray (this was also to reduce the quantity of cutting fluid and cost incurred in machining). The behaviour of the fluids was extensively studied by measuring output responses such as the surface roughness of the machined surface, tool wear, and cutting force. The controlled parameters (speed, feed rate, and type of fluid) were varied at three different levels, and the depth of cut was kept constant. The contribution and practical significance of this research can be outlined as follows:
- Preparation and characterization of metal-oxide and carbonaceous nanofluids using ultrasonicator and study of their rheological behavior at different conditions.
- Experimental investigation of the input parameters (speed, feed rate type of nanofluids) on two responses (tool wear and surface roughness) during end milling of AA6082.
- Establishment of an ANOVA for output responses, and to further study the surface morphologies of machined specimens and tool surfaces.
2. Materials and Methods
In order to investigate the effects of nano coolants, end milling on AA6082 was performed as it finds wide application in the aerospace industry and automobile industry; it is particularly used for casings. A material study was performed to know the chemical and physical properties. The identified chemical compositions are shown in Table 1, and the mechanical properties of the workpiece material, cutting tool, and machine used are detailed in Table 2 and Table 3. The cutting tool geometry is shown in Figure 1.

Table 1.
Composition of AA6082 aluminium material.
Table 2.
Properties of AA6082 aluminium material, cutting tool, and MQL conditions.
Table 3.
Cutting parameters and levels.
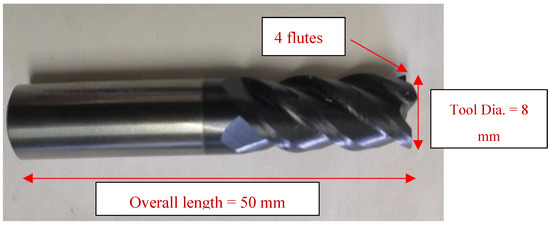
Figure 1.
Cutting tool geometry.
In the layout of the experimental plan, with three factors and levels, 20 experiments were performed at a constant machining time (after 30 min) to analyze the machining parameter’s influence on surface roughness and tool wear. The response surface methodology (RSM)’s optimal method was utilized for the experimental design (L20). We chose this method as our experimental plan carries uneven levels of factors, and this method is very efficient in output response evaluation. The roughness of the surface SURFCOM 1400G, Accretech, Japan, was used to measure Ra on the surface, with a sampling length of 3 mm and a cut-off length of 0.8 mm. Reading was determined by averaging three measurements made in different places. An OLM of Optiv manufacture was used to measure the tool’s flank edge for wear. To ensure experimental homogeneity, the tool wear readings of the heavily used flute (likely the ploughing teeth) were taken into consideration. The computer-connected scale was used to record the wear rate. The measurements pertained to ISO 4287 and ISO 3685 for surface roughness and tool wear, respectively. All the responses were measured thrice, and the average of those three readings was reported as the final reading.
2.1. Preparation and Characteristic Study of Prepared Nanofluids
Nano-alumina and carbon nanotubes were utilized as the nanoparticles procured from M/s Ultra Nanotech Pvt. Ltd. India. Table 4 shows the properties of the nanoparticles. To achieve higher stability, probe sonication was carried out using the equipment shown in Figure 2. Probe sonication is a direct sonication method with a setup consisting of a probe generating ultrasonic frequencies at 20 ± 3 kHz, at a stretch of 5 h, to obtain stable suspensions [18].
Table 4.
Properties of nanoparticles used.
Figure 2.
Probe sonicator setup used during the preparation of fluid.
The prepared fluids have been experimented with within two hours of sonication so as to avoid agglomeration and maintain their homogeneity. Carbon nanotubes, alumina, and their hybrid (carbon nanotubes–alumina) in a fixed concentration (1%) were prepared as prescribed in the previous investigation [19]. The 1% was chosen in order to create an optimum weight ratio, and the fluid details are shown in Table 5. The prepared fluids were tested for the following thermos-physical properties: (a) thermal conductivity, (b) viscosity, (c) specific heat, and (d) density at three different extreme temperatures (35, 45, and 55 °C), since all the aforementioned properties are temperature dependent. The above-measured properties are graphically discussed below in Figure 3.
Table 5.
Types of fluid and weight ratio.
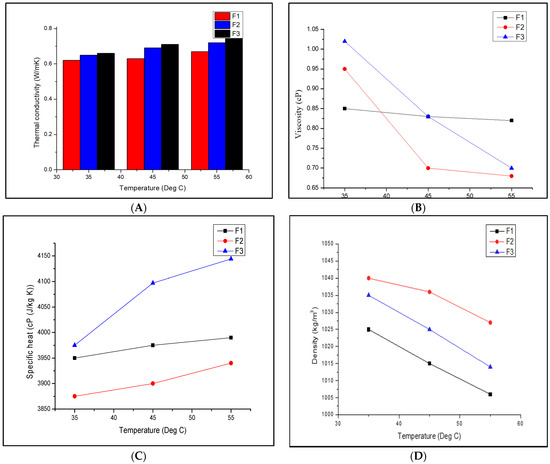
Figure 3.
(A) Thermal conductivity as a function of temperature. (B) Viscosity as a function of temperature. (C) Specific heat as a function of temperature. (D) Density as a function of temperature.
Thermal conductivity affects cooling positively, whereas viscosity negatively affects the cooling of the tool–workpiece interface, and there can be a heavy pressure drop at greater viscosity. The prepared nano-cutting fluids show an increasing trend in thermal conductivity, as plotted in Figure 3A. Additionally, from Figure 3B it is clear that both alumina and hybrid fluids undergo a reduction in viscosity with increasing temperature, which can be attributed to the spherical nature of alumina, and the presence of alumina in hybrid. Spherical molecules have better rolling on the surface, this is the basic rheology phenomenon. The rolling effect reduces the resistivity to the surface and the adjacent layers of fluid at higher temperatures, which affects the viscosity reduction. This can be taken as a positive result of this study. Additionally, specific heat and density were measured as shown in Figure 3C,D, respectively. The specific heat of the hybrid fluid is found to be higher at higher temperatures and the density of the hybrid fluid was reduced at a higher temperature, which could give a better flow between the tool–workpiece interface.
In nano-morphology, a tubular shape has a good rolling effect, followed by a sphere. This is one of the reasons for choosing CNTs for the current study. Figure 4A,B, taken with a scanning electron microscope (SEM), is an image of the nanoparticles at 10 Kx at 500 nm scale. The morphology is studied for a better understanding of the properties.
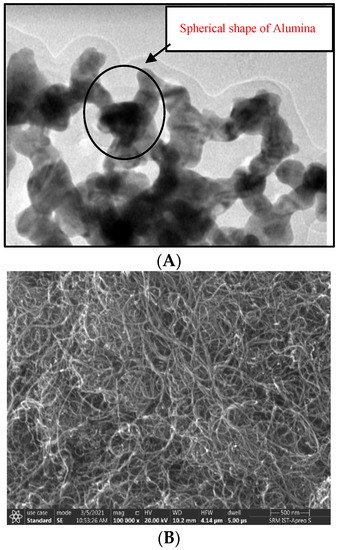
Figure 4.
(A). SEM image of Al2O3 nanoparticles. (B). SEM image of CNT.
The excellent rheological properties of coconut oil help the better suspension of nanoparticles and exhibit good lubricity. Additionally, its natural biodegradability can pave the way for green machining [20,21].
2.2. Contact Angle and Its Effects
Measuring the contact angle between a horizontal solid surface and the liquid droplet helps us to find the wettability characteristics of the fluid. The lower the contact angle, the better the wettability. The phenomenon of Young’s contact angle is used to measure the angle. When there is a three-phase (solid, liquid, and gas) equilibrium force balance existing, the thermodynamic equilibrium contact angle is given by [22,23]:
where θ is Young’s contact angle, σ1, σ2 and σ3 are liquid–vapor, solid–vapor, and solid–liquid tensions, respectively, as shown in Figure 5.
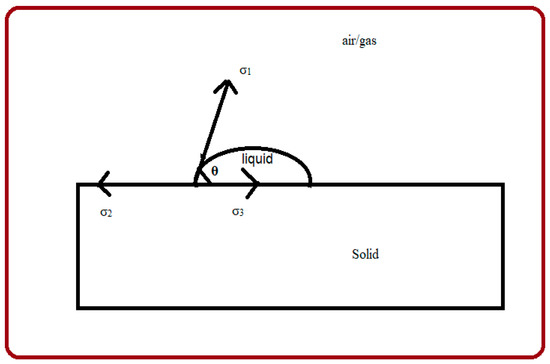
Figure 5.
Image of a liquid droplet on a solid surface.
The net surface tension of a liquid depends upon Van der Waals forces. The addition of nanoparticles into any fluid will definitely alter the net free energy of the three-phase interface. The measurement of the spread-ability of the nanofluids was determined on a cemented carbide tool and using a fluid droplet. The tool was placed on a flat surface, and the cutting fluid was dropped on the tool from a level of 15 µL and allowed to stabilize. The contact angle was measured by the inbuilt software, and the values are shown in Table 6.
Table 6.
Contact angle measured for the base and prepared fluids in degrees.
From Table 6, it is clearly visible that the contact angle varies when added to a base fluid, and corresponds well with previous research [22,23]. The lower contact angle is measured at F3, followed by the F2 fluid. The lower the contact angle, the higher the heat extraction and lubricating property.
3. Results and Discussion
3.1. Tool Wear
Tool wear is one of the important machining indexes. The study performed here tends to maximize the tool life and finishing quality. The tool wear happens in different modes, by abrasion, notch, erosion, and diffusion of the workpiece material on the tool [24]. The adhesion on the tool may happen due to cutting temperature. The results of adhesion may be the formation of a built-up edge (BUE) and a built-up layer (BUL) on the tool surface, which affects the tool life. The probability of occurrences of the cutting fluids was set in the range of 50%, 25%, and 25% for fluids F3, F2, and F1, respectively. The reason for choosing the percentage of occurrence is to majorize the study in hybrid fluid, as the literature survey suggested [25] that hybrid fluid provides better performance than an individual. The experimented values for tool wear are shown in Table 7, and the distribution of tool wear for individual experiments is plotted in Figure 6.
Table 7.
Measured tool wear for the experiments conducted.
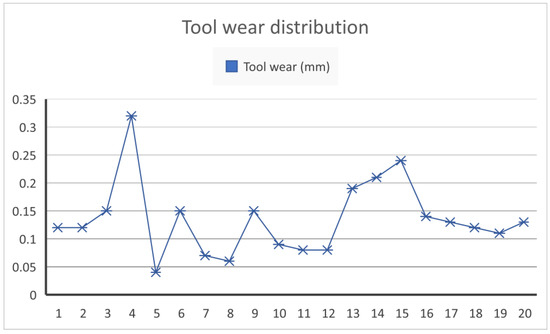
Figure 6.
Distribution curve for measured tool wear for 20 experiments.
Table 8 shows the ANOVA for wear, which makes clear that the type of fluid chosen is the most influencing parameter in this machining process, with a more than 50% confidence level. This may be attributed to the better tribo-film formation between the tool and workpiece, which avoids larger friction generation between the tool–workpiece interface. To support this, the SEM images of the worn-out tool of F1, F2 and F3 are shown in Figure 6, Figure 7 and Figure 8 respectively. Figure 7 shows some mild adhesion of workpiece material found on the tool when machined at high speed and feed rates (i.e., 125 m/min, 0.015 mm/tooth). CNT has a peculiar tendency to adhere to the surface due to its tubular morphology. When machined at high speed and feed rates, the adhesion was found to be less when compared to alumina fluid. Additionally, a mild BUE is formed on the tool. This is attributed to the ploughing effect [24,25].
Table 8.
ANOVA for tool wear.
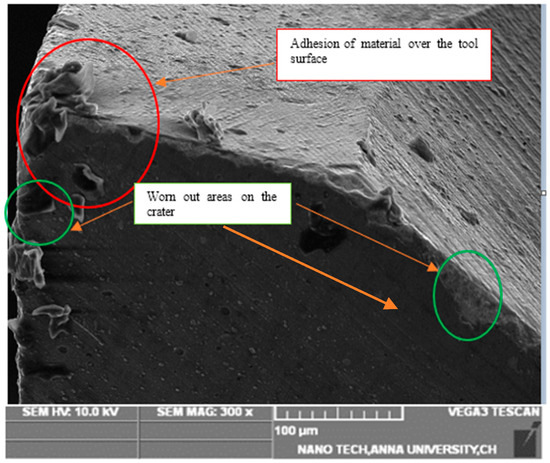
Figure 7.
SEM images of tool flank face machined with fluid F1 at speed 125 m/min and feed rate 0.015 mm/tooth.
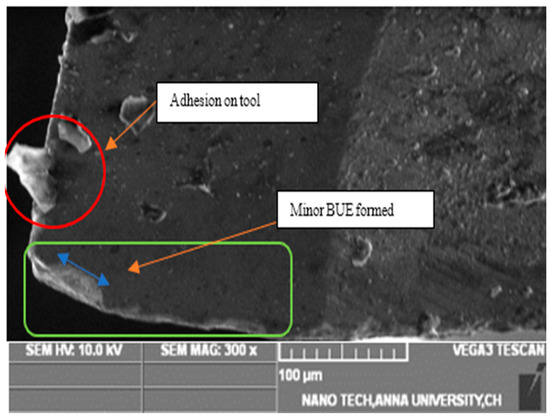
Figure 8.
SEM image of tool found with minor adhesion and small BUE formation when machined with fluid F2 at speed 125 m/min and feed rate 0.015 mm/tooth.
At higher speeds and feed rates (i.e., 125 m/min, 0.015 mm/tooth), Al2O3 shows less adhesion and minor BUE formation, as shown in Figure 8. This can be attributed to the spherical morphology of the alumina. During machining at high speeds, as the surface tension of the sphere is much less than that of CNT, the material tends to flow with less resistance between surfaces, and does not stay on the working surface. In addition, BUE formation is restricted due to the lessening of the ploughing effect, as there is a better rolling effect obtained between the surfaces. Working at higher temperatures tends towards increasing the internal elasticity of the body, which gives better spread-ability due to weak Van der Waal’s forces. The above result corresponds well with previous research work [25].
Observations made from Figure 9 are with regard to better tool life at higher speeds and feed rates. The following postulates can be attributed to the above obtained result.
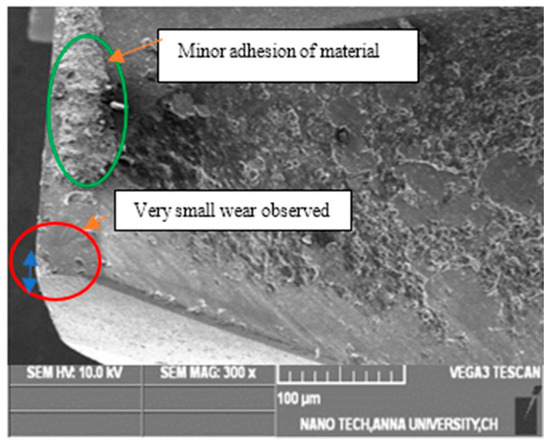
Figure 9.
SEM image of tool found with minor adhesion and small BUE formation when machined with fluid F3 at speed 125 m/min and feed rate 0.015 mm/tooth.
- (1)
- When the temperature in the tool increases, the softening of the material occurs due to higher temperature, and the material that is being removed penetrates in between the tool face and the specimen.
- (2)
- Additionally, due to thermal stiffness on the tool face, layer removal on the tool occurs, which leads to cavitation as seen.
The reason for alumina performing better is due to less viscosity; there is a good flow of fluid between the surfaces. The spherical nature of alumina provides a better rolling effect to reduce friction. At higher speeds, the removed material is flushed away, which avoids the adhesion of material on the tool and the formation of a cavity [26,27]. The results are very well on par with previous similar research works. Additionally, the hybrid (alumina-CNT) fluid performed better as it carried dual properties.
3.2. Surface Roughness (Ra) and Adaptive Behaviour
Surface roughness is a major parameter in measuring the surface texture and quality of the machined surface. The smaller the surface roughness, the higher the machining quality [28]. Failure of the workpiece in terms of lifespan may occur if the surface quality is poor. Hence, our study on surface roughness finds more practical value for machining production. The experiments were conducted as per the design, and the surface roughness was measured by taking an average of three readings; the three readings were taken at the beginning, centre, and at end of the cut, respectively, as shown in Table 9.
Table 9.
Measured Ra for the experiments conducted.
From Table 9, the lowest Ra values measured (considering the value <~1) were found in experiment No. 2 (N-125 m/min, f-0.015 mm/tooth, F1) & 11 (N-75 m/min, f-0.01 mm/tooth, F3). Additionally, the distribution of Ra values is shown in Figure 10. The most influencing parameter was found to be the type of fluid with a confidence level of around 69%, followed by feed rate. The values obtained from the ANOVA shown in Table 10 also plot the same. This result coincides well with the previous study [2,10], and the reason Ra is very much reliable on the type of fluid is because of the ball-bearing effect [11] provided by the nanoparticles suspended in the base oil. Additionally, the surface interaction between nanoparticles and the excellent rheological property of coconut oil (used as the base fluid) supports the process of cooling and lubrication during machining [12]. Additionally, at higher feed rates, the hybrid fluid (F3) provides a better surface finish, and at higher speeds, alumina provides a better surface finish at an average feed rate; this corresponds well with the previous study [28,29].
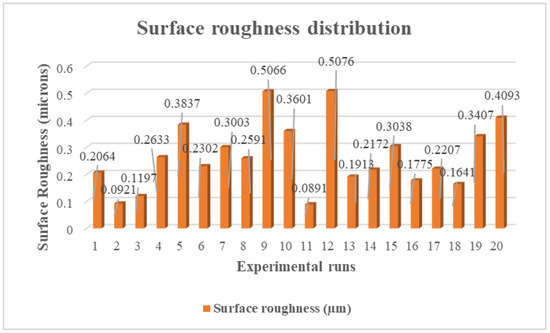
Figure 10.
Distribution of measured Ra.
Table 10.
ANOVA for surface roughness.
The nanofilms formed on the surfaces due to the high surface area to volume ratio, which acts as a protective layer and also reduces the mending effect [29]. The lower density of CNTs makes them able to enter into small holes and scratches on both tool and workpiece, which flattens the surface and gives a good surface finish by reducing the surface roughness. The obtained results were compared with previous research works, and a novel output has been found: the nanoparticles were shown to provide a better surface finish at high speed and feed rates due to the polishing effect and the abrasive nature of both the chosen materials. Post-machining, the surface roughness measurement was studied. Along, with it, the surface adaptability after machining was analyzed with the help of SEM images taken as shown in Figure 11A–C. For comparison purposes, higher feed rates and speeds of all three fluids are studied.
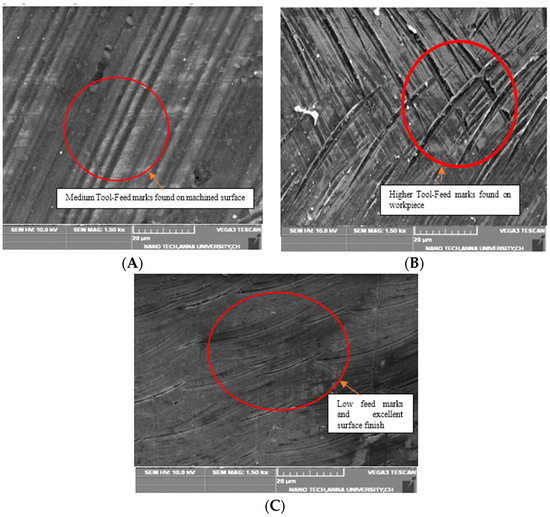
Figure 11.
(A–C) SEM images of workpiece surface post-machining at high speed (125 m/min) and high feed rates (0.015 mm/tooth) with cutting fluids F1, F2, and F3, respectively.
Machined specimens were studied under a microscope to check their adaptability. To achieve better adaptability, the feed marks should be low. In this study, higher feed marks appeared in CNT when compared to alumina and hybrid. This is due to the better flow and rheological behaviour of alumina when compared to CNT. The feed marks are better and fewer in hybrid fluid machining. In addition to the above, the morphology of the nanoparticles has played a major role in the surface finish. The results coincide well with previous similar research works [30]. The machined specimens were found to follow a smooth Schallamach pattern. The ploughing effect of tool on the workpiece was found to be lowered when machined with nanofluids. This can be attributed to the fact that the nano-solid particles have provided better cushioning over the surface, along with the efficacy of MQL-assisted milling [31].
4. Conclusions
This study has been conducted to study the performance of nanofluids for end milling applications. Two major important parameters, tool wear and surface roughness, are taken into consideration to evaluate the performance of prepared nanofluids. Along with these, the surface adaptability of the machined workpiece has been evaluated.
The following conclusions are made:
- The machining was found to be smooth and cost-effective, as only a minimum quantity of nanoparticles were utilized during machining using the nanoparticle mist technique (NPMT), and the synergistic effect of metal oxide & carbonaceous was found to be good.
- The surface finish in terms of surface roughness on the workpiece was found to be better in hybrid fluid, and with help of analysis of variance, the most influencing parameter was found to be the type of fluid followed by feed rate.
- The optimized input parameters for obtaining minimum surface finish were found to be N = 125 m/min, feed rate = 0.015 mm/tooth with F3 (hybrid) fluid.
- The tool life in terms of minimal tool wear was found to be better in both hybrid fluid and alumina. An ANOVA reveals that the most influencing parameter is the type of fluid and equal importance to be given during the selection of speed and feed rates.
- The optimized input parameters for obtaining minimum tool wear were found to be N = 75 m/min, feed rate = 0.015 mm/tooth with F3 (hybrid)/F2 fluid (alumina).
- Researchers thus far have given more attention to nanofluids containing a mono nanoparticle. This study was an attempt to investigate the effect of the hybridization of two different families of nanoparticles in a fixed volumetric ratio. The results of this study will be beneficial for researchers and industry people working on hybrid nanofluids.
Author Contributions
V.S.: Investigation, Data Curation, and Writing—Original Draft. M.I.U.: Methodology, Investigation, Supervision and Conceptualization. J.A.G.: Validation and Writing—Review and Editing. All authors have read and agreed to the published version of the manuscript.
Funding
This research received no external funding.
Data Availability Statement
Data can be provided on request due to privacy or ethical restrictions.
Acknowledgments
The authors would like to acknowledge the Machine Shop and the Mechanical Engineering Department of SRM Institute of Science and Technology, Kattankulathur campus, for providing machining and testing facilities for successfully completing this research.
Conflicts of Interest
The authors declare no conflict of interest.
Nomenclature and Abbreviations
| BUE | Built-up edge |
| BUL | Built-up layer |
| dc | Depth of cut in mm |
| F | Feed rate in mm/rev |
| CNT | Carbon nanotubes |
| ANOVA | Analysis of variance |
| SS | Sum of squares |
| MS | Mean of squares |
| MQL | Minimum quantity lubrication |
| N | Speed of spindle in rpm |
| Ra | Surface roughness |
| RSM | Response surface methodology |
| SEM | Scanning electron microscope |
References
- Davoodi, B.; Tazehkandi, A.H. Experimental investigation and optimization of cutting parameters in dry and wet machining of aluminum alloy 5083 in order to remove cutting fluid. J. Clean. Prod. 2014, 68, 234–242. [Google Scholar] [CrossRef]
- Musavi, S.H.; Davoodi, B.; Niknam, S.A. Environmental-friendly turning of A286 superalloy. J. Manuf. Process. 2018, 32, 734–743. [Google Scholar] [CrossRef]
- Khanna, N.; Rodríguez, A.; Shah, P.; Pereira, O.; Rubio-Mateos, A.; de Lacalle, L.N.L.; Ostra, T. Comparison of dry and liquid carbon dioxide cutting conditions based on machining performance and life cycle assessment for end milling GFRP. Int. J. Adv. Manuf. Technol. 2022, 122, 821–833. [Google Scholar] [CrossRef]
- Iya Nouzil, I.; Eltaggaz, A.; Pervaiz, S.; Deiab, I. Toxicity Analysis of Nano-Minimum Quantity Lubrication Machining—A Review. Lubricants 2022, 10, 176. [Google Scholar] [CrossRef]
- Zhang, S.; Li, J.F.; Wang, Y.W. Tool life and forces in end milling Inconel 718 under dry and minimum quantity cooling lubrication cutting conditions. J. Clean. Prod. 2012, 32, 81–87. [Google Scholar] [CrossRef]
- Sharma, A.K.; Singh, R.K.; Dixit, A.R.; Tiwari, A.K. Novel uses of alumina-MoS2 hybrid nanoparticle enriched cutting fluid in hard turning of AISI 304 steel. J. Manuf. Process. 2017, 30, 467–482. [Google Scholar] [CrossRef]
- Kui, G.W.A.; Islam, S.; Reddy, M.M.; Khandoker, N.; Chen, V.L.C. Recent progress and evolution of coolant usages in conventional machining methods: A comprehensive review. Int. J. Adv. Manuf. Technol. 2022, 119, 3–40. [Google Scholar] [CrossRef]
- Sarikaya, M.; Gupta, M.K.; Tomaz, I.; Danish, M.; Mia, M.; Rubaiee, S.; Jamil, M.; Pimenov, D.Y.; Khanna, N. Cooling techniques to improve the machinability and sustainability of light-weight alloys: A state-of-the-art review. J. Manuf. Process. 2020, 62, 179–201. [Google Scholar] [CrossRef]
- Roy, R.; Ghosh, S.K.; Kaisar, T.I.; Ahmed, T.; Hossain, S.; Aslam, M.; Kaseem, M.; Rahman, M.M. Multi-Response Optimization of Surface Grinding Process Parameters of AISI 4140 Alloy Steel Using Response Surface Methodology and Desirability Function under Dry and Wet Conditions. Coatings 2022, 12, 104. [Google Scholar] [CrossRef]
- Amrita, M.; Shariq, S.; Manoj; Gopal, C. Experimental investigation on application of emulsifier oil based nano cutting fluids in metal cutting process. Procedia Eng. 2014, 97, 115–124. [Google Scholar] [CrossRef]
- Vignesh, S.; Iqbal, U.M. Application of tri-hybridized carbonaceous nanocutting fluids in an end milling operation by the minimum quantity lubrication technique. Proc. Inst. Mech. Eng. Part J J. Eng. Tribol. 2022, 236, 837–855. [Google Scholar] [CrossRef]
- Alberts, M.; Kalaitzidou, K.; Melkote, S. An investigation of graphite nanoplatelets as lubricant in grinding. Int. J. Mach. Tools Manuf. 2009, 49, 966–970. [Google Scholar] [CrossRef]
- Murshed, S.; Leong, K.; Yang, C. A combined model for the effective thermal conductivity of nanofluids. Appl. Therm. Eng. 2009, 29, 2477–2483. [Google Scholar] [CrossRef]
- Chetan; Behera, B.C.; Ghosh, S.; Rao, P.V. Application of Nanofluids during minimum quantity lubrication; A case study in turning process. Tribol. Int. 2016, 101, 234–246. [Google Scholar] [CrossRef]
- Sharma, A.; Kumar, J.; Bhaumik, S. Influence of alumina/MWCNT hybrid nanoparticles additives of lubricants in turning operations. Friction 2017, 7, 153–168. [Google Scholar] [CrossRef]
- Vignesh, S.; Mohammed Iqbal, U. Effect of tri-hybridized metallic nano cutting fluids in end milling of AA7075 in minimum quantity lubrication environment. Proc. Inst. Mech. Eng. Part E J. Process Mech. Eng. 2021, 235, 1458–1468. [Google Scholar] [CrossRef]
- Selvam, C.; Irshad, E.M.; Lal, D.M.; Harish, S. Convective heat transfer characteristics of water–ethylene glycol mixture with silver nanoparticles. Exp. Therm. Fluid Sci. 2016, 77, 188–196. [Google Scholar] [CrossRef]
- Singh, R.K.; Sharma, A.K.; Dixit, A.R.; Tiwari, A.K.; Pramanik, A.; Mandal, A. Performance evaluation of alumina-graphene hybrid nano-cutting fluid in hard turning. J. Clean. Prod. 2017, 162, 830–845. [Google Scholar] [CrossRef]
- Liu, M.; Li, C.; Zhang, Y.; An, Q.; Yang, M.; Gao, T.; Mao, C.; Liu, B.; Cao, H.; Xu, X.; et al. Cryogenic minimum quantity lubrication machining: From mechanism to application. Front. Mech. Eng. 2021, 16, 649–697. [Google Scholar] [CrossRef]
- Reddy, B.S.; Kumar, J.S.; Reddy, K.V.K. Optimization of surface roughness in CNC end milling using response surface methodology and genetic algorithm. Int. J. Eng. Sci. Technol. 2011, 3, 102–108. [Google Scholar] [CrossRef]
- Sultana, N.; Dhar, N.R. A critical review on the progress of MQL in machining hardened steels. Adv. Mater. Process. Technol. 2022, 8, 3834–3858. [Google Scholar] [CrossRef]
- Vignesh, S.; Iqbal, U.M. Preparation and characterization of bio-based nano cutting fluids for tribological applications. J. Dispers. Sci. Technol. 2022. [Google Scholar] [CrossRef]
- Eltaggaz, A.; Zawada, P.; Hegab, H.A.; Deiab, I.; Kishawy, H.A. Coolant strategy influence on tool life and surface roughness when machining ADI. Int. J. Adv. Manuf. Technol. 2017, 94, 3875–3887. [Google Scholar] [CrossRef]
- Sodavadia, K.P.; Makwana, A.H. Experimental Investigation on the Performance of Coconut oil Based Nano Fluid as Lubricants during Turning of AISI 304 Austenitic Stainless Steel. Int. J. Adv. Mech. Eng. 2014, 4, 55–60. [Google Scholar]
- Polvorosa, R.; Suarez, A.; Lopez de Lacalle, L.N. Tool wear on nickel alloys with different coolant pressures: Comparison of alloy 718 and Waspaloy. J. Manuf. Process. 2017, 26, 44–56. [Google Scholar] [CrossRef]
- Manjunath, G.B.; Bharath, K.N.; Ganesh, D.B.; Raj Kumar, D.G.; Shivprakash, P.; Harsha, H.M. ANOVA and Response Surface Methodology for the Optimization of Fracture Toughness parameters on Jute Fabric-Epoxy composites using SENB specimens. Mater. Today Proc. 2017, 4, 11285–11291. [Google Scholar] [CrossRef]
- Calikskan, H.; Kucukkose, M. The effect of can/TiAlN coating on tool wear, cutting force, surface finish, and Chip morphology in face milling of Ti6Al4V superalloy. Int. J. Refract. Met. Hard Mater. 2015, 50, 304–312. [Google Scholar] [CrossRef]
- Arifuddin, A.; Redhwan, A.A.M.; Azmi, W.H.; Zawawi, N.N.M. Performance of Al2O3/TiO2 Hybrid Nano-Cutting Fluid in MQL Turning Operation via RSM Approach. Lubricants 2022, 10, 366. [Google Scholar] [CrossRef]
- Singh, R.K.; Dixit, A.R.; Mandal, A.; Sharma, A.K. Emerging application of nanoparticle enriched cutting fluid in metal removal processes: A review. J. Braz. Soc. Mech. Sci. Eng. 2017, 39, 4677–4717. [Google Scholar] [CrossRef]
- Khandekar, S.; Sankar, M.R.; Agnihotri, V.; Ramkumar, J. Nano-Cutting Fluid for Enhancement of Metal Cutting Performance. Mater. Manuf. Process. 2012, 27, 963–967. [Google Scholar] [CrossRef]
- Sen, B.; Mia, M.; Krolczyk, G.M.; Mandal, U.K.; Mondal, S.P. Eco-Friendly Cutting Fluids in Minimum Quantity Lubrication Assisted Machining: A Review on the Perception of Sustainable Manufacturing. Int. J. Precis. Eng. Manuf. Technol. 2019, 8, 249–280. [Google Scholar] [CrossRef]











Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).