
Investigation on the Finishing Characteristics of a Magnetic Abrasive Finishing Process with Magnetic Abrasive Slurry Circulation System




Abstract
:1. Introduction
2. Processing Principle
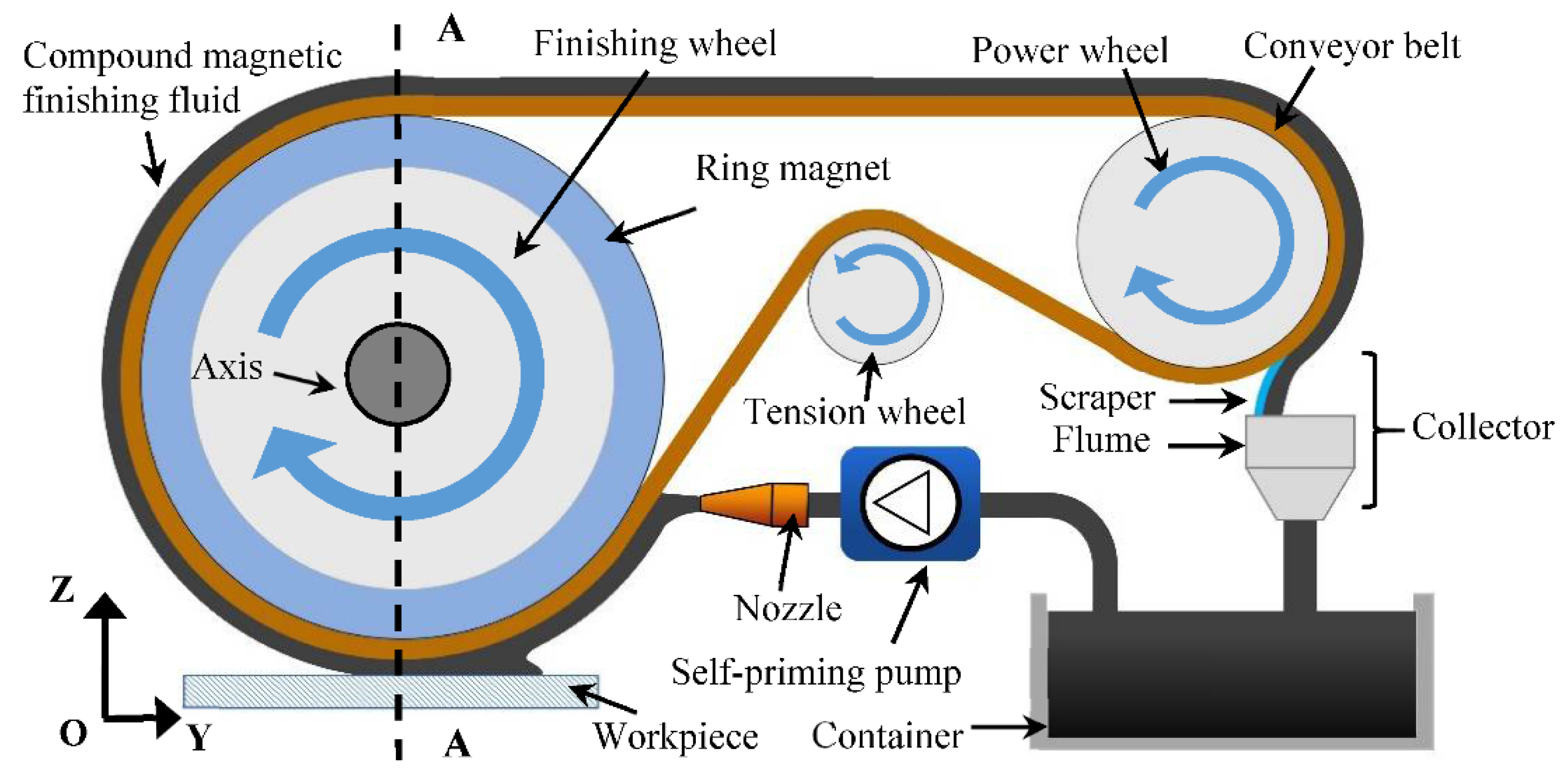
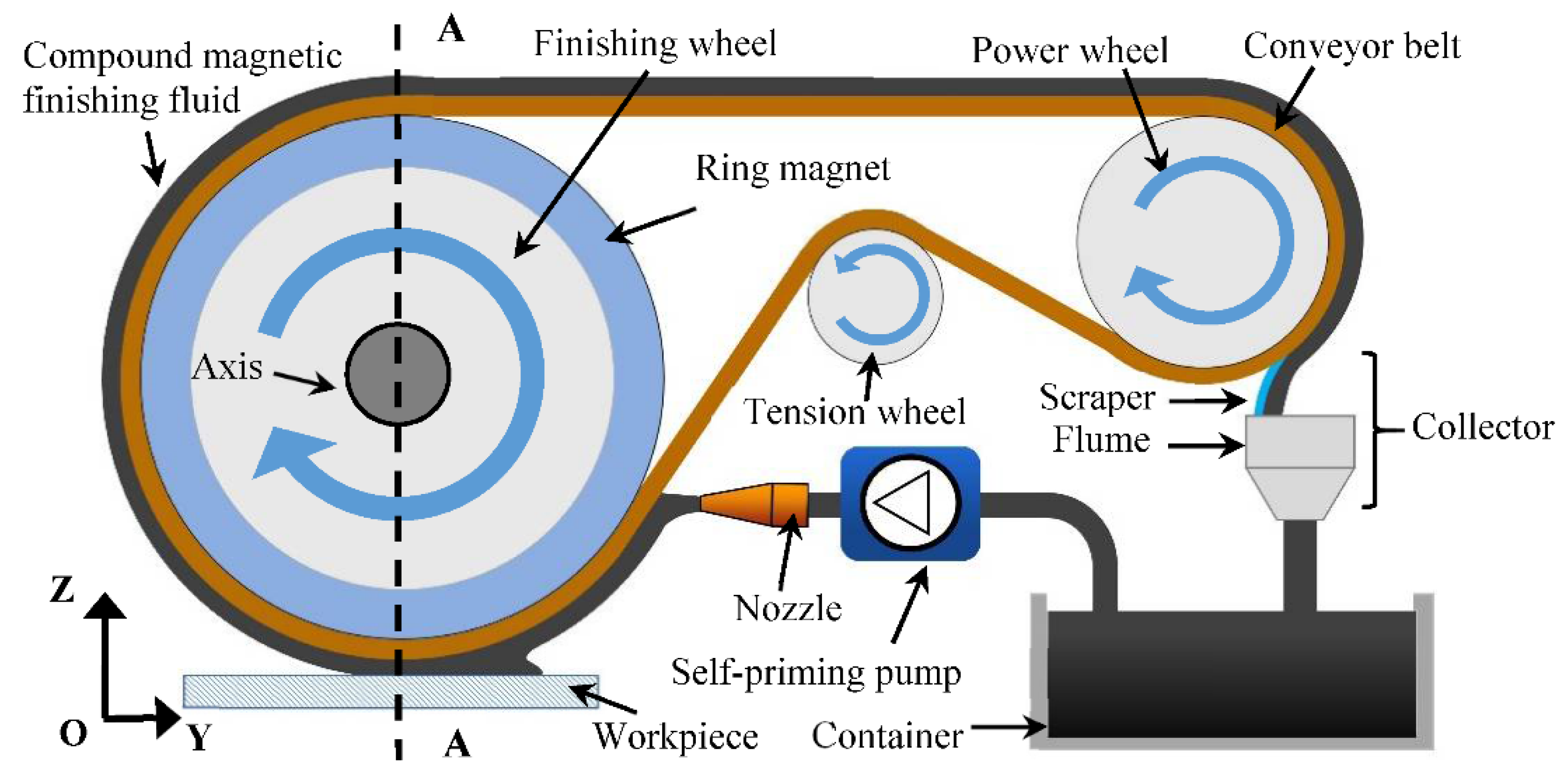
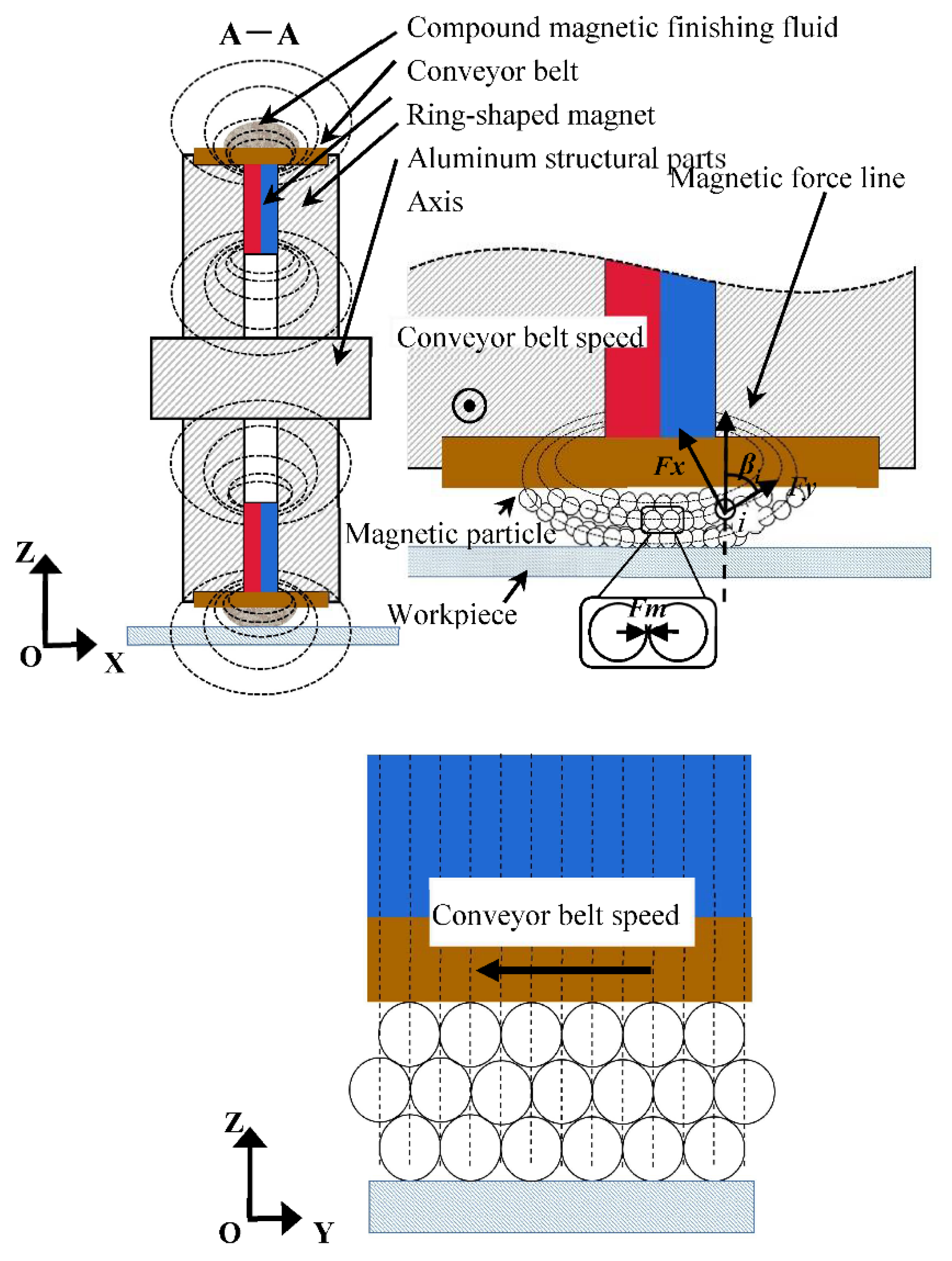
2.1. Principle of the MAF
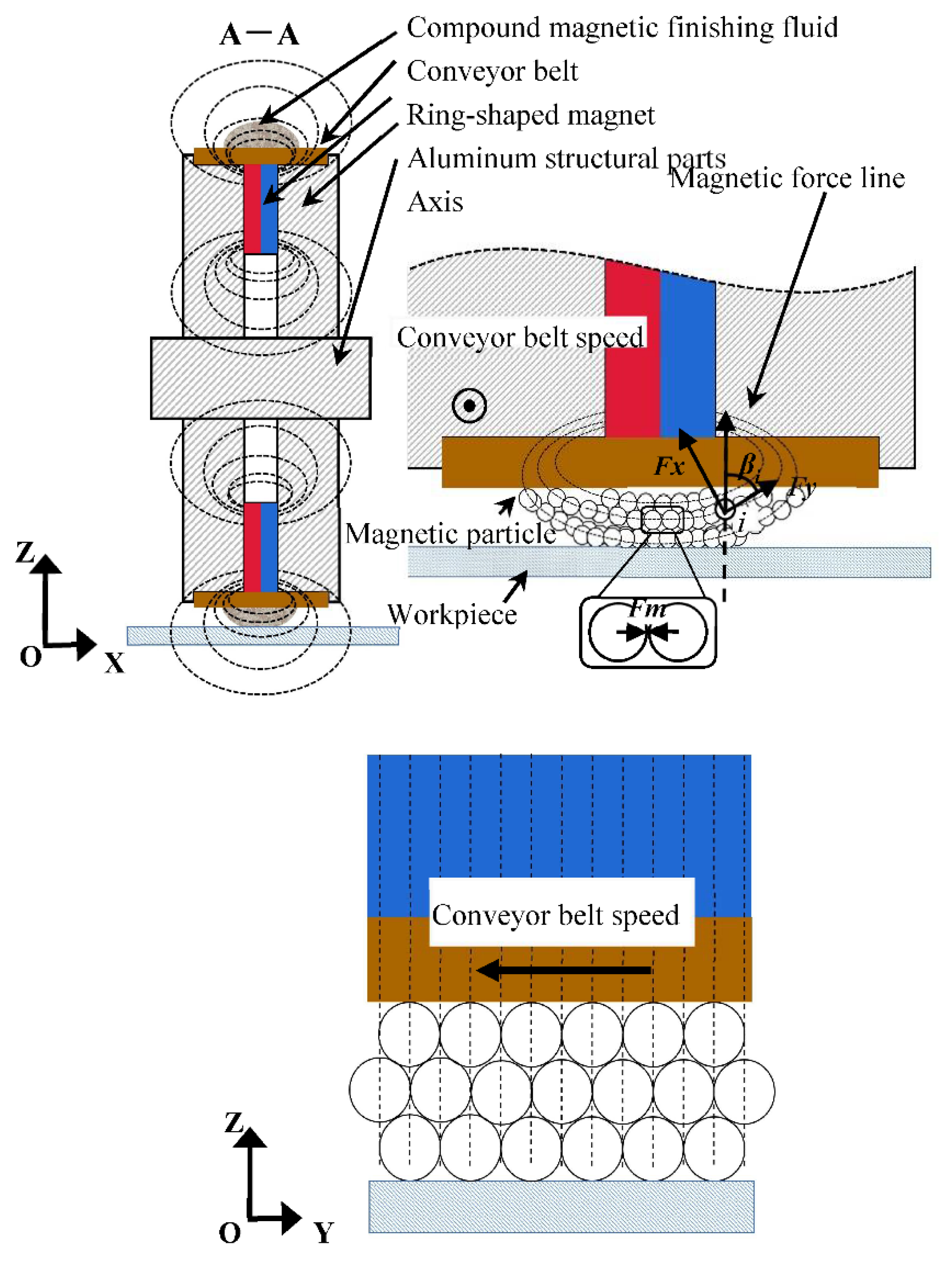
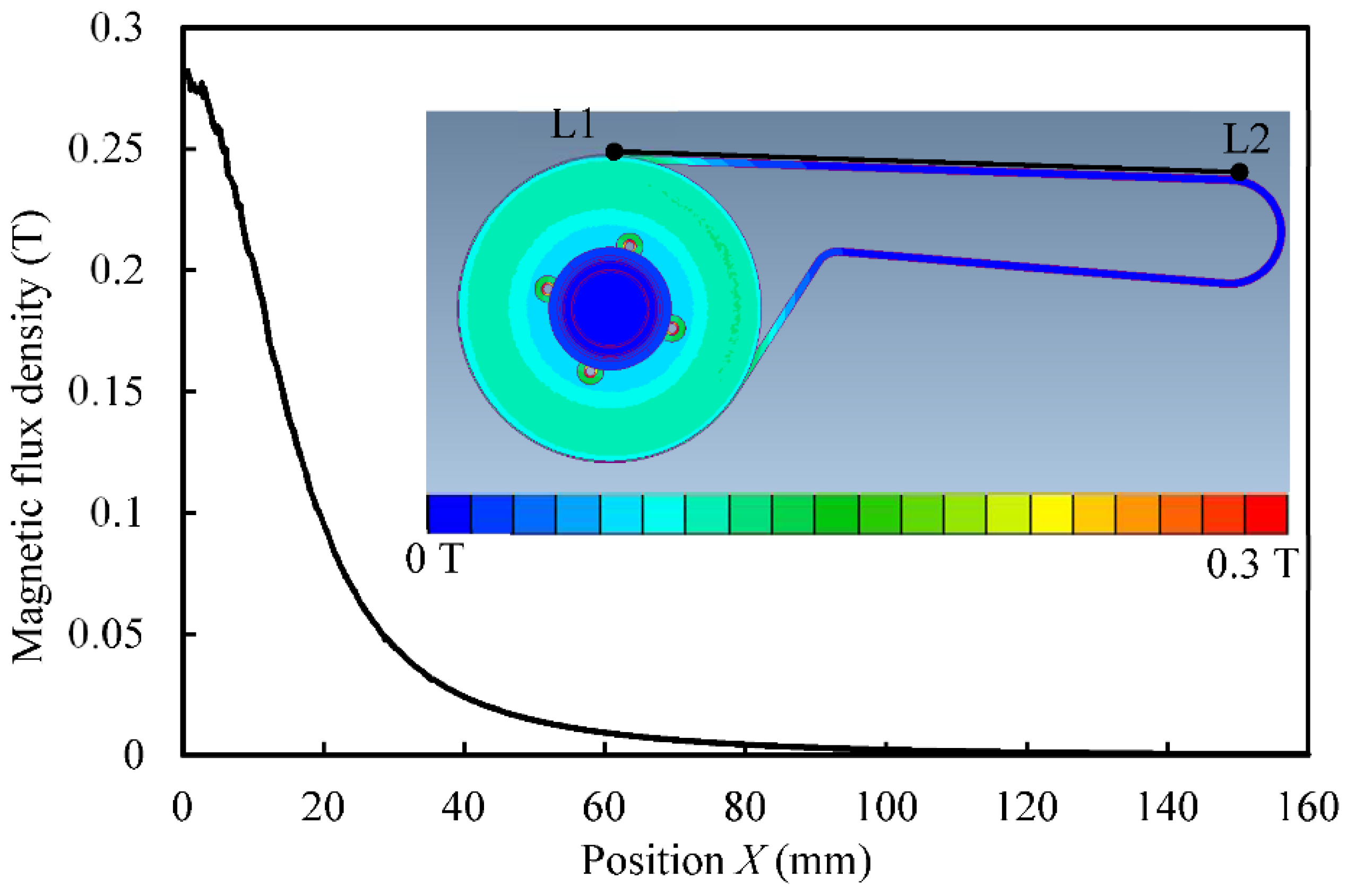
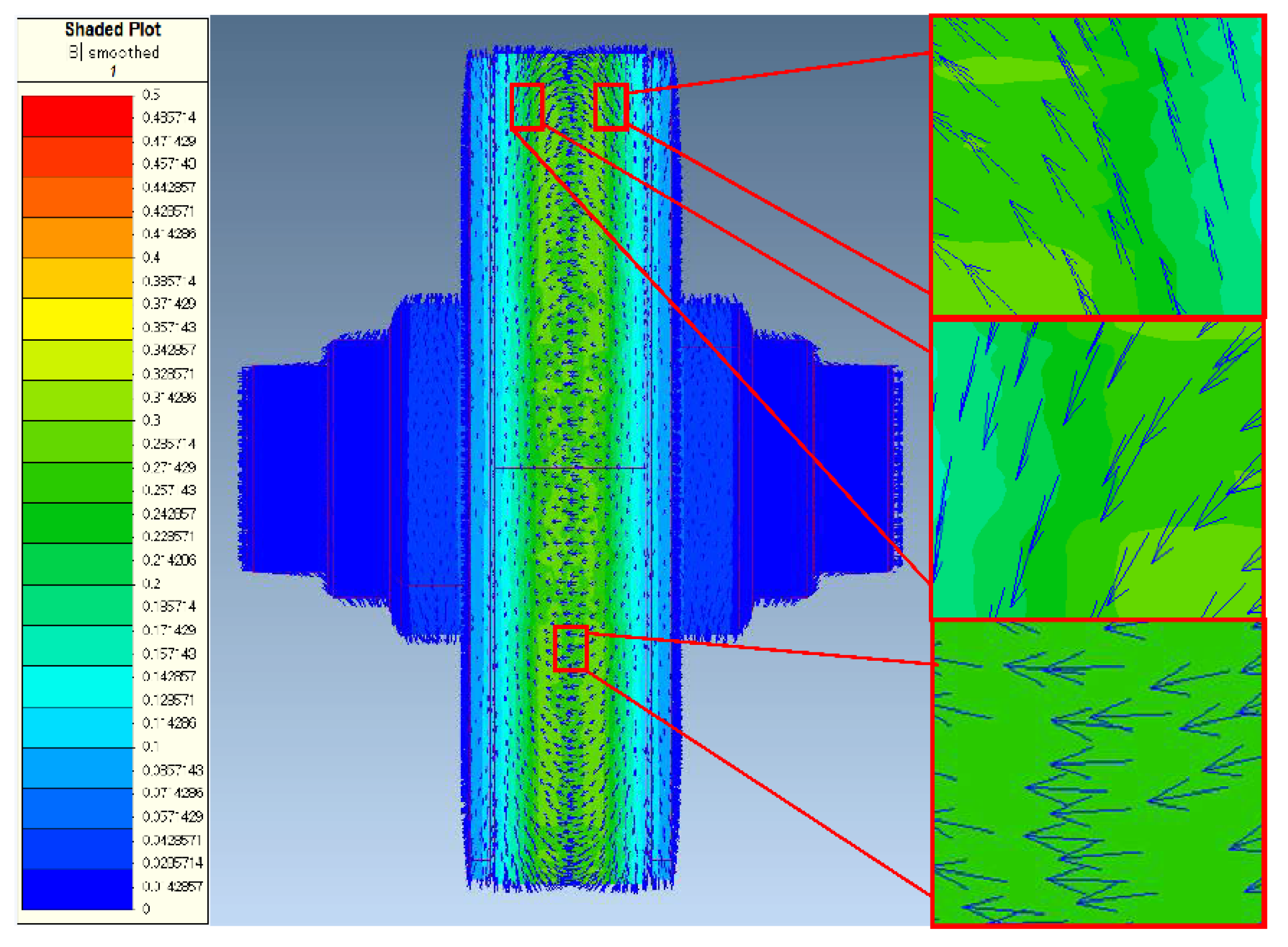
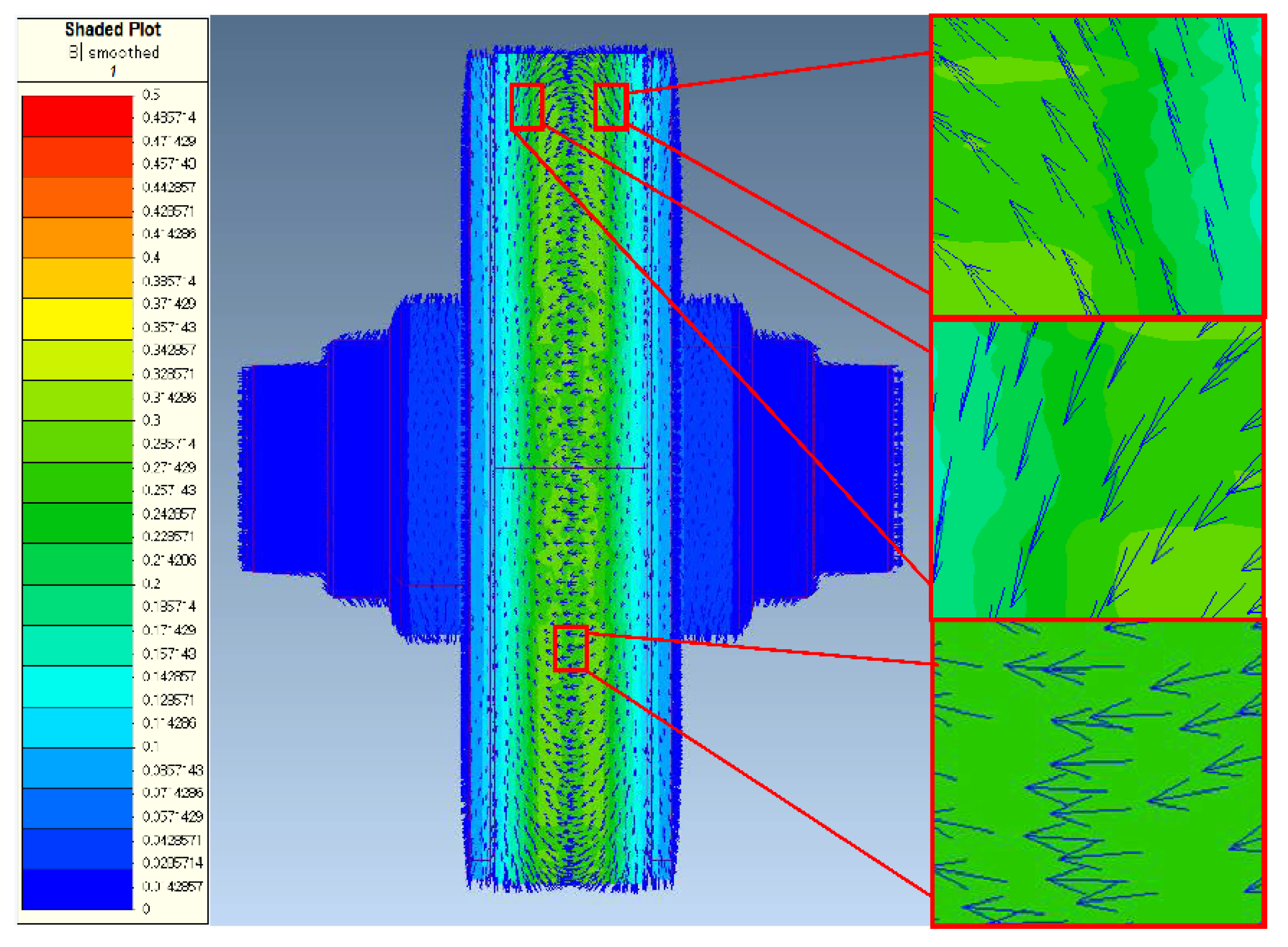
2.2. Analysis of Magnetic Field
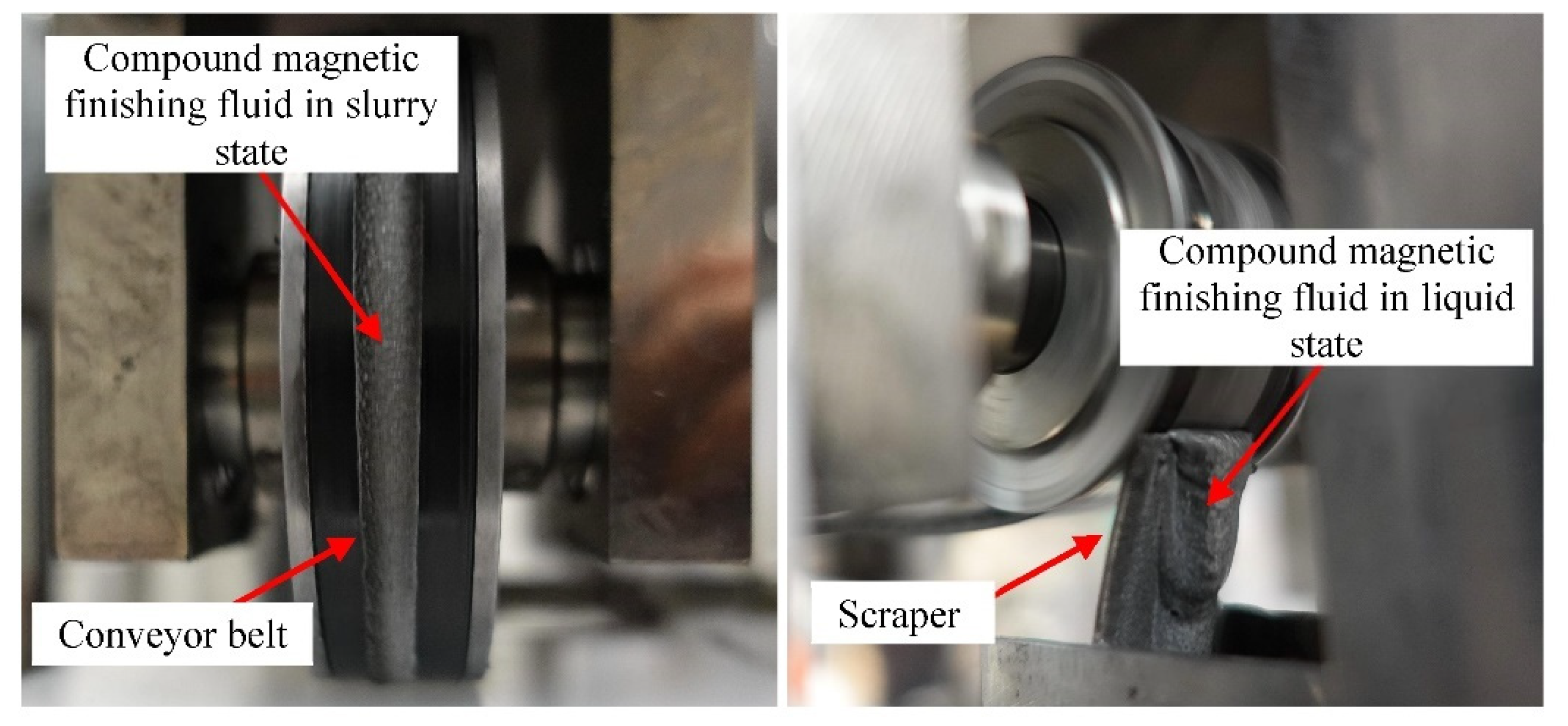
2.2.1. Magnetic Field in the Direction of Conveyor Belt Movement
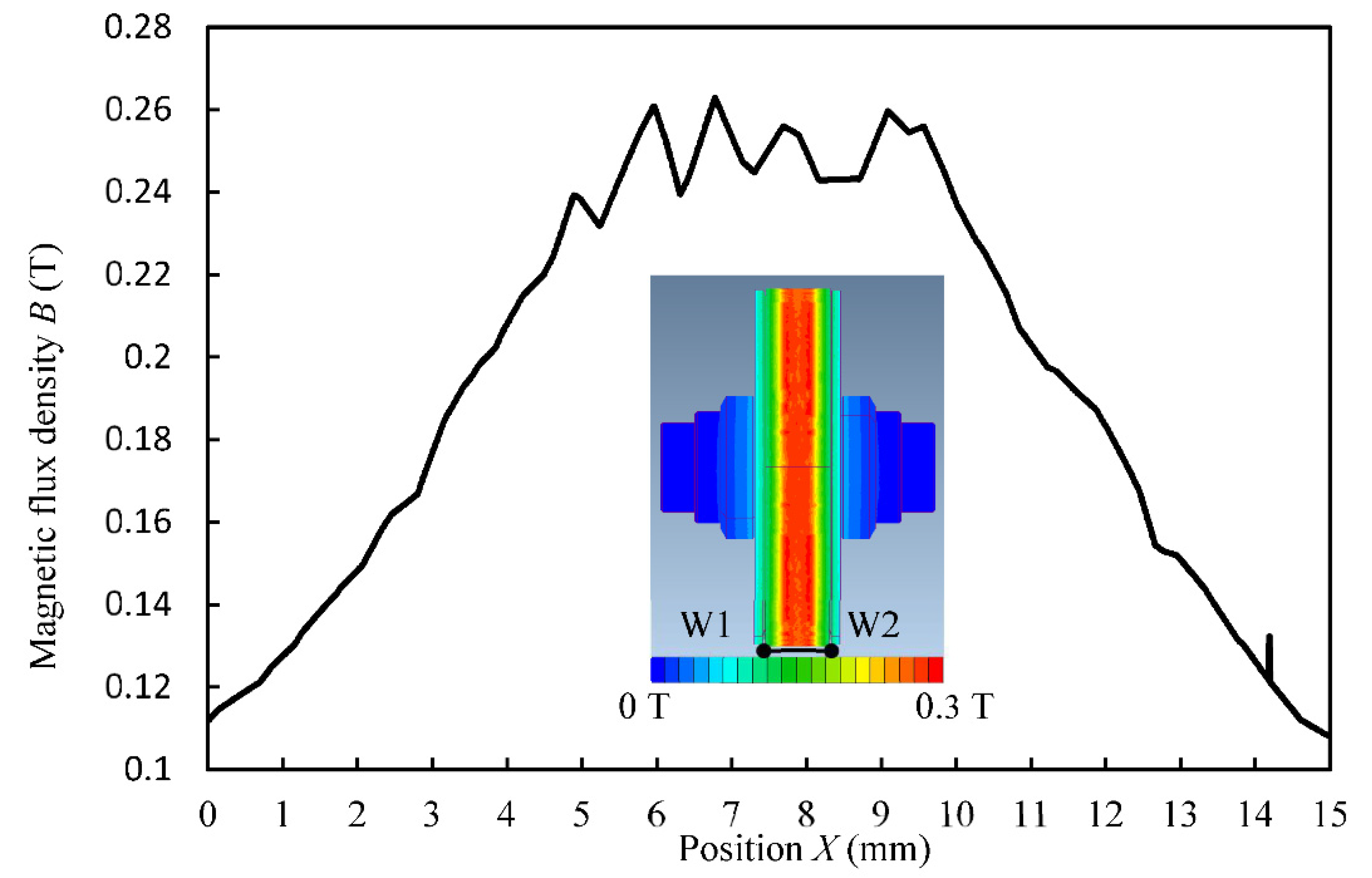
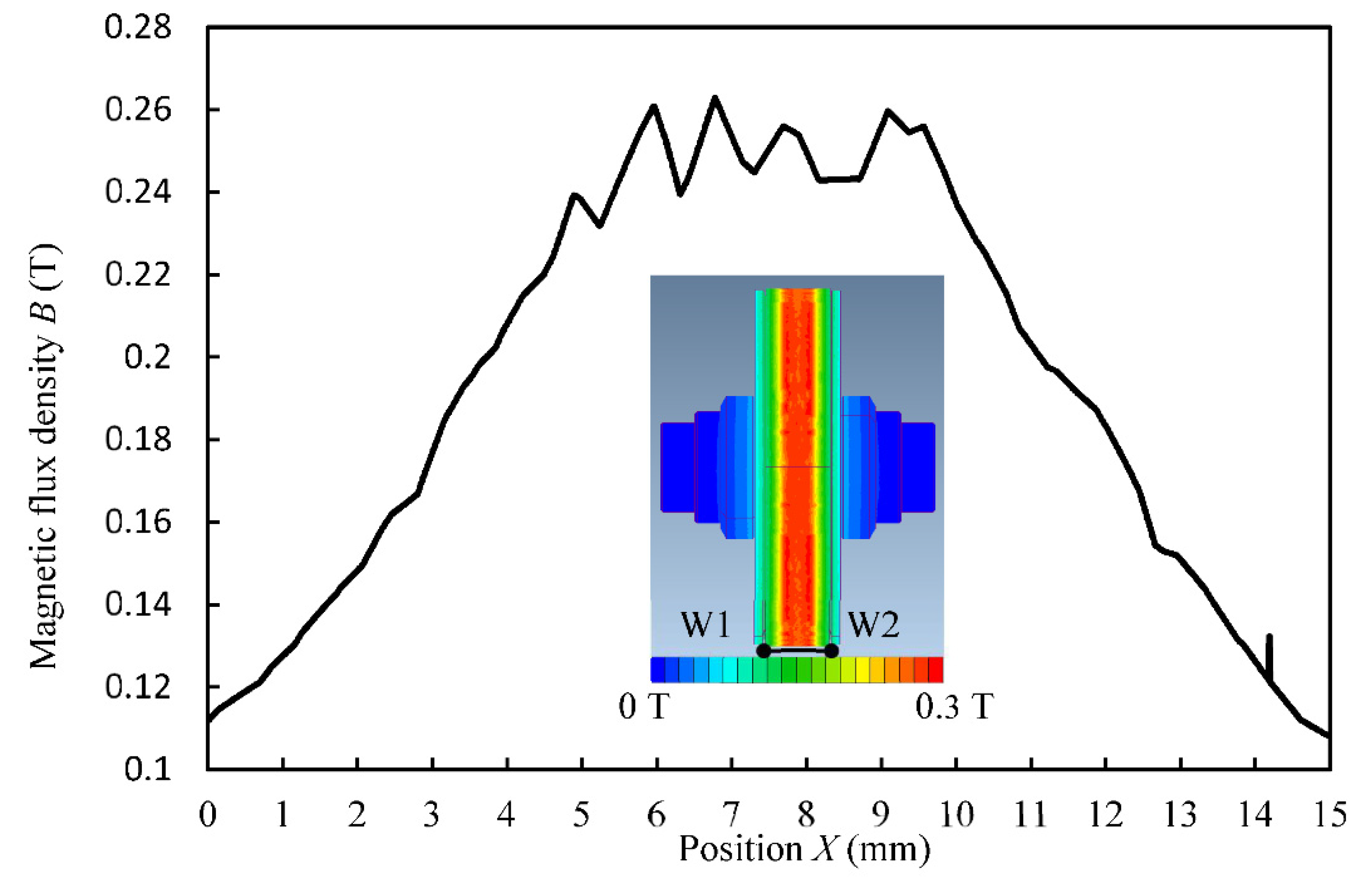
2.2.2. Magnetic Field in the Width Direction of the Conveyor Belt
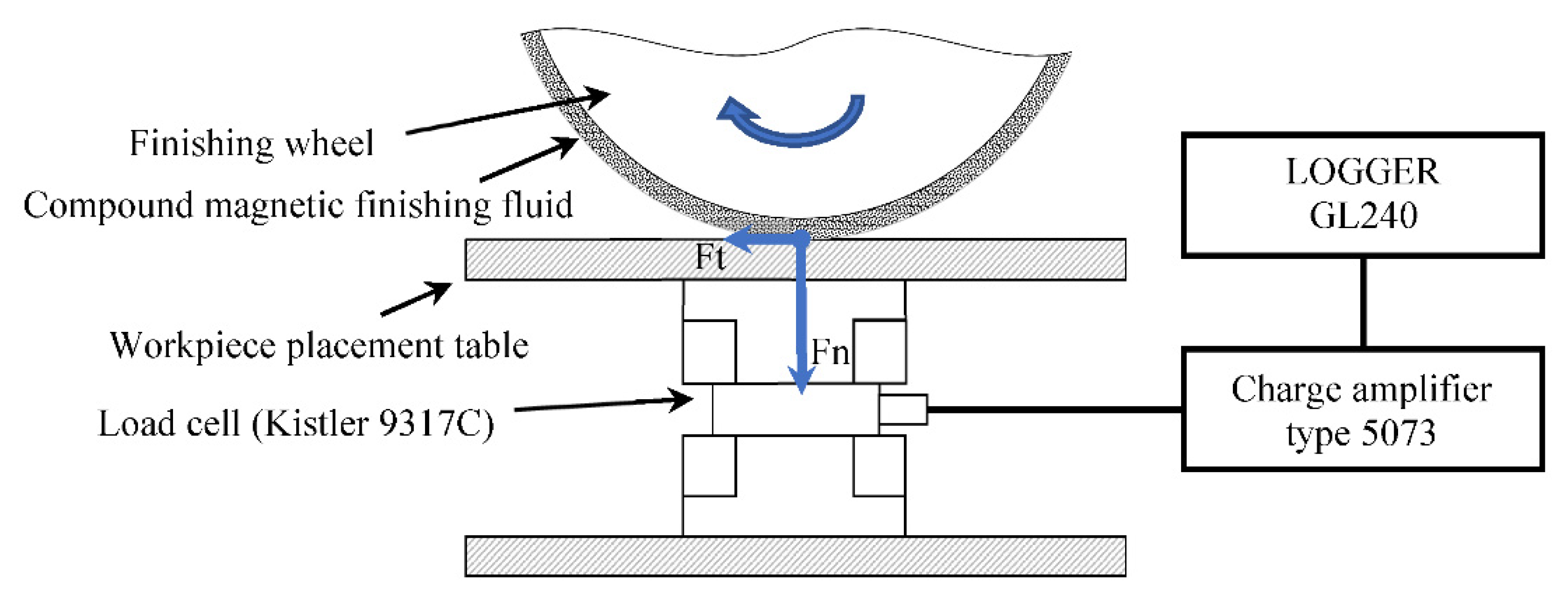
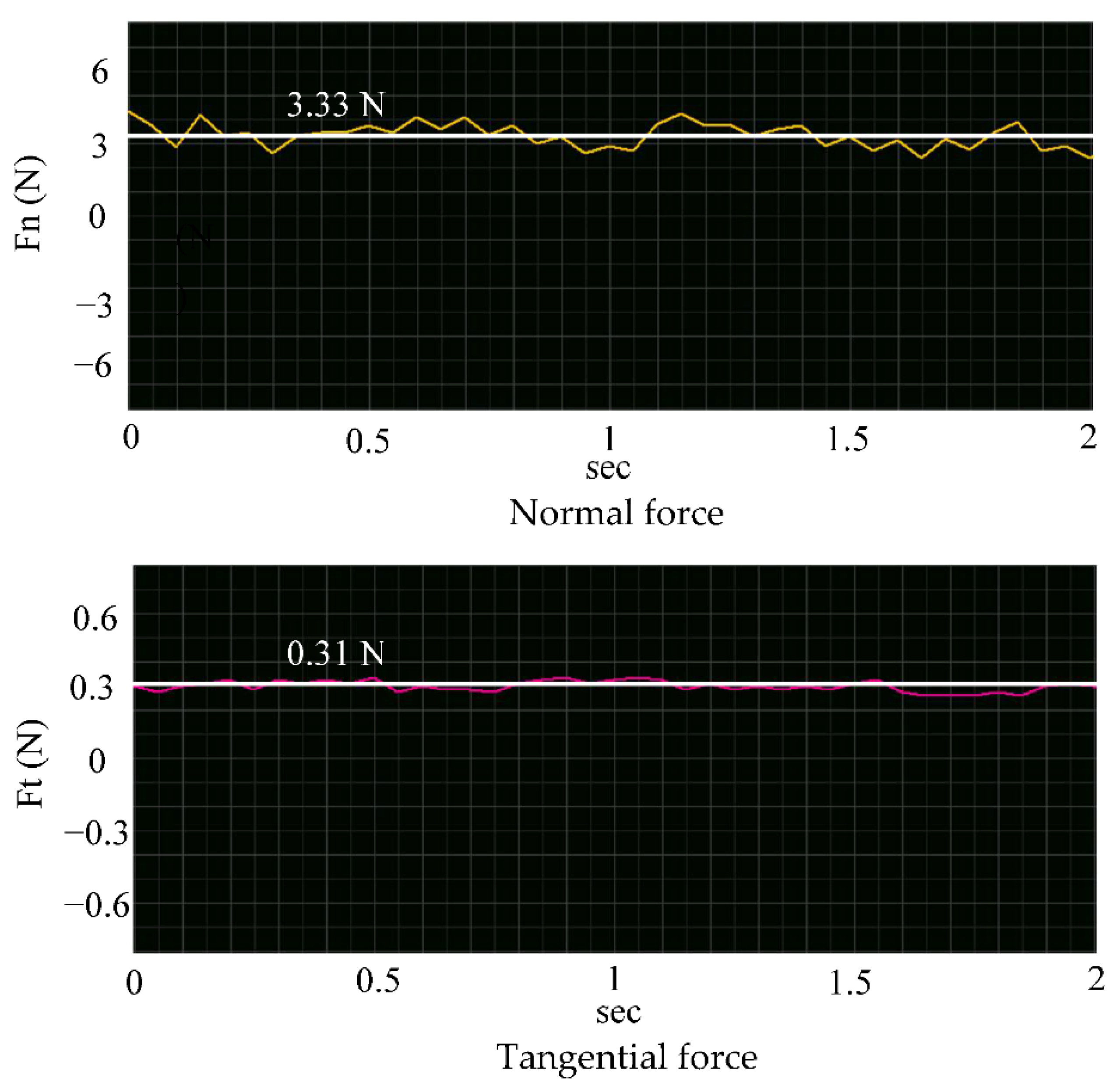
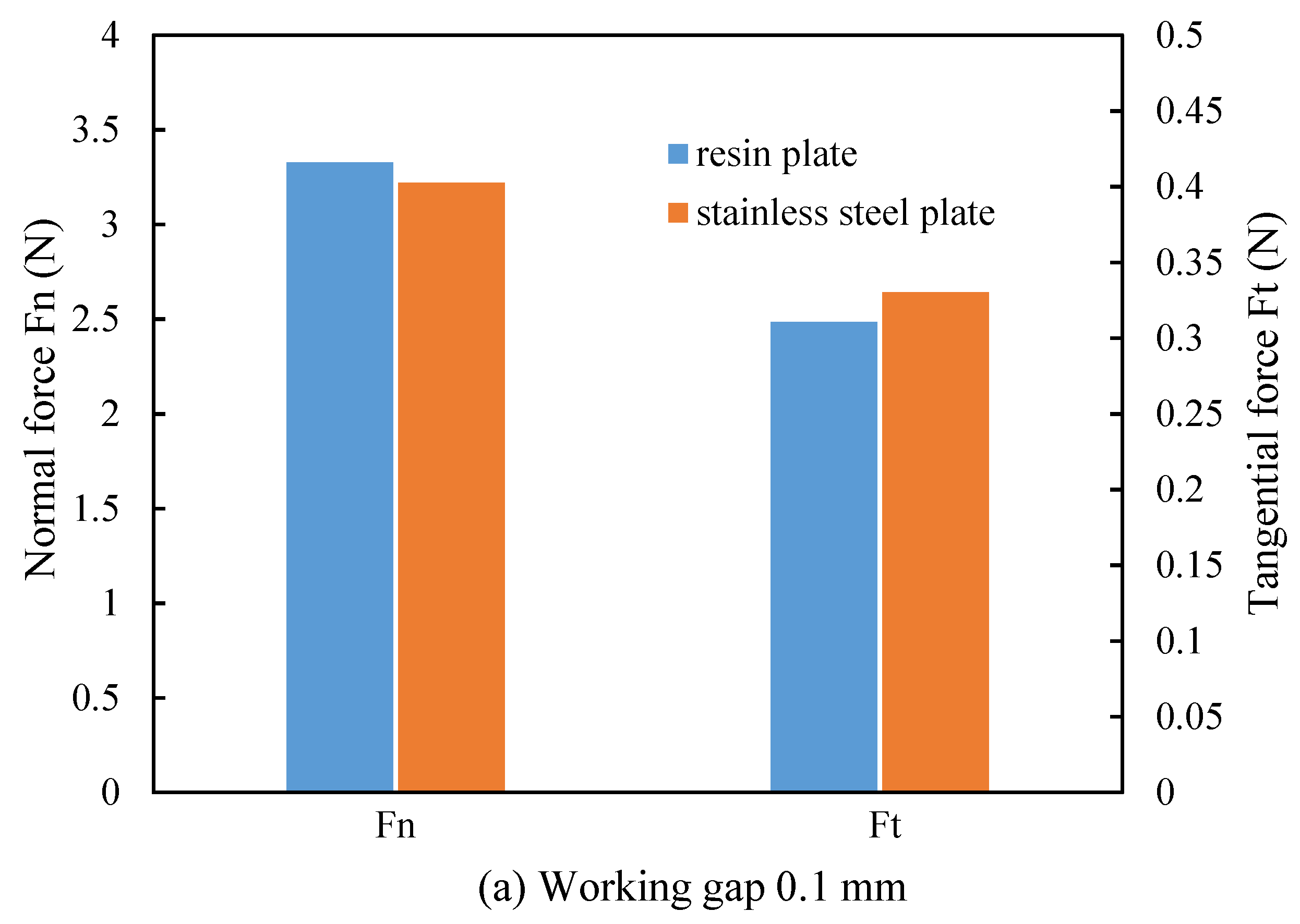
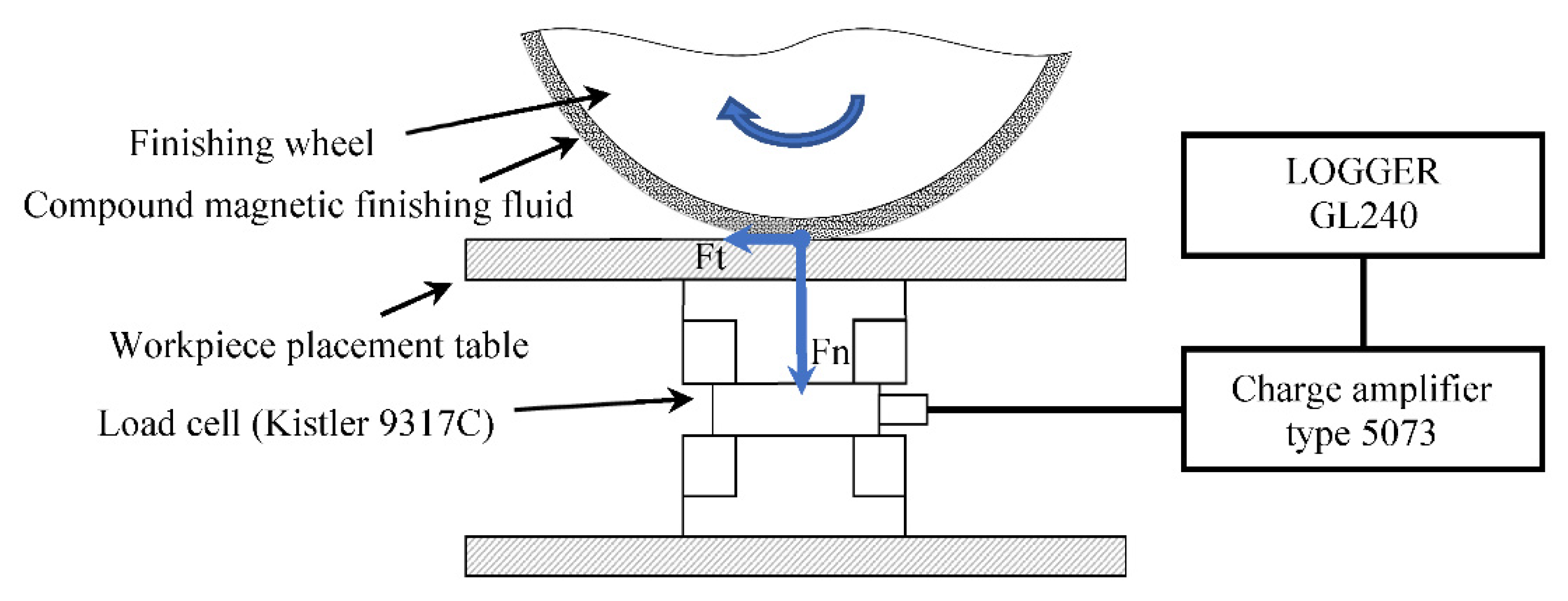
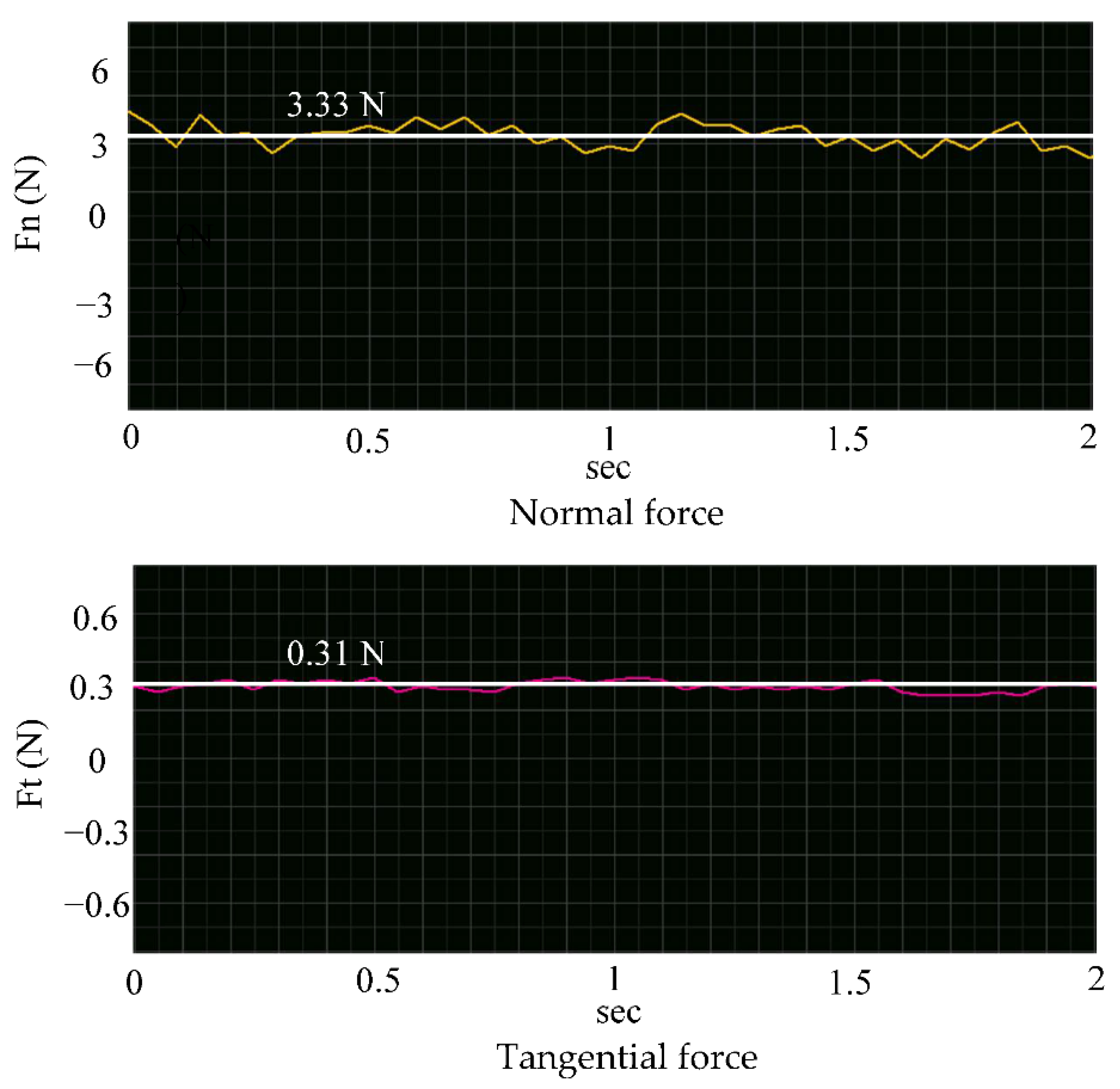
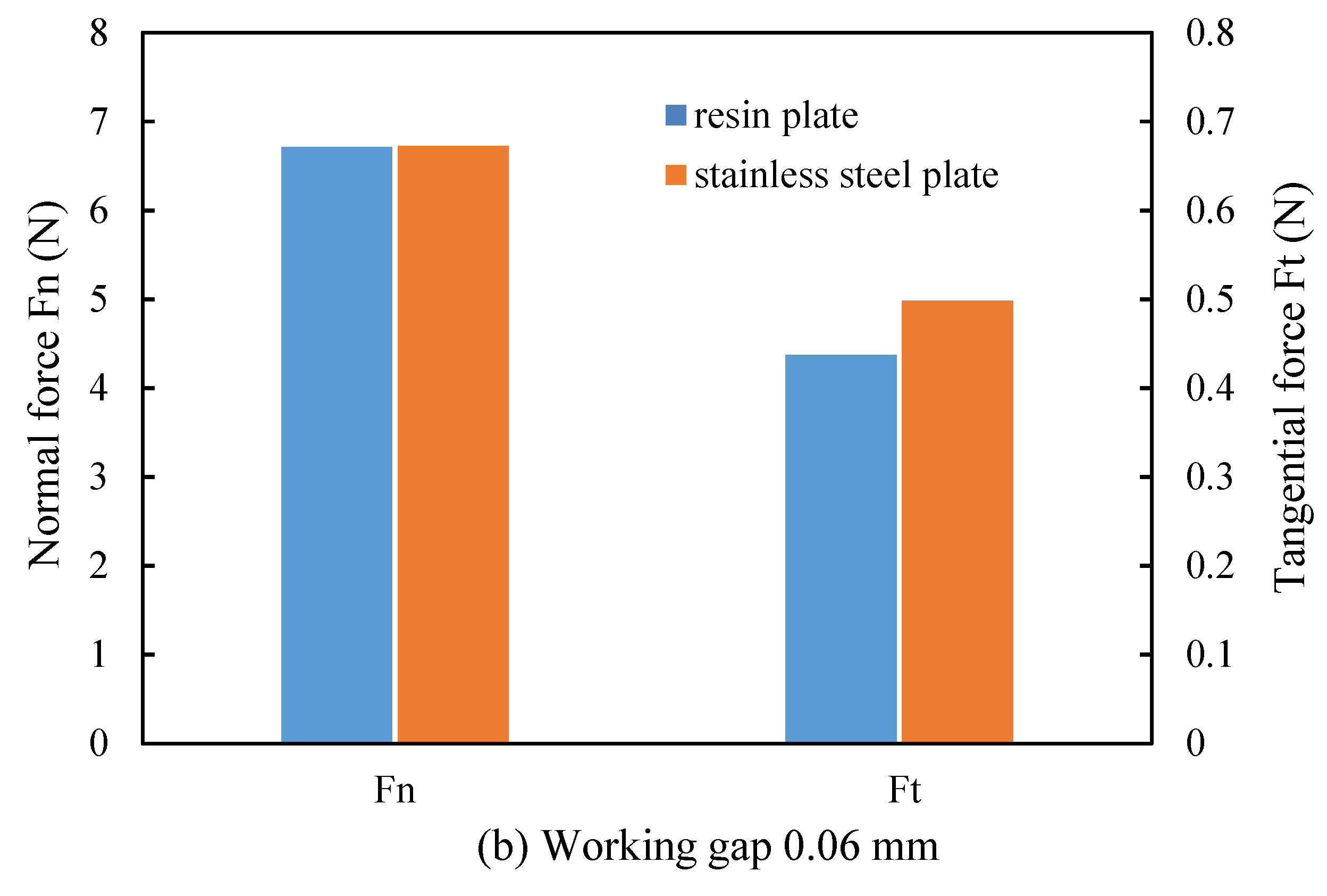
2.3. Finishing Force Measurement
3. Experimentation
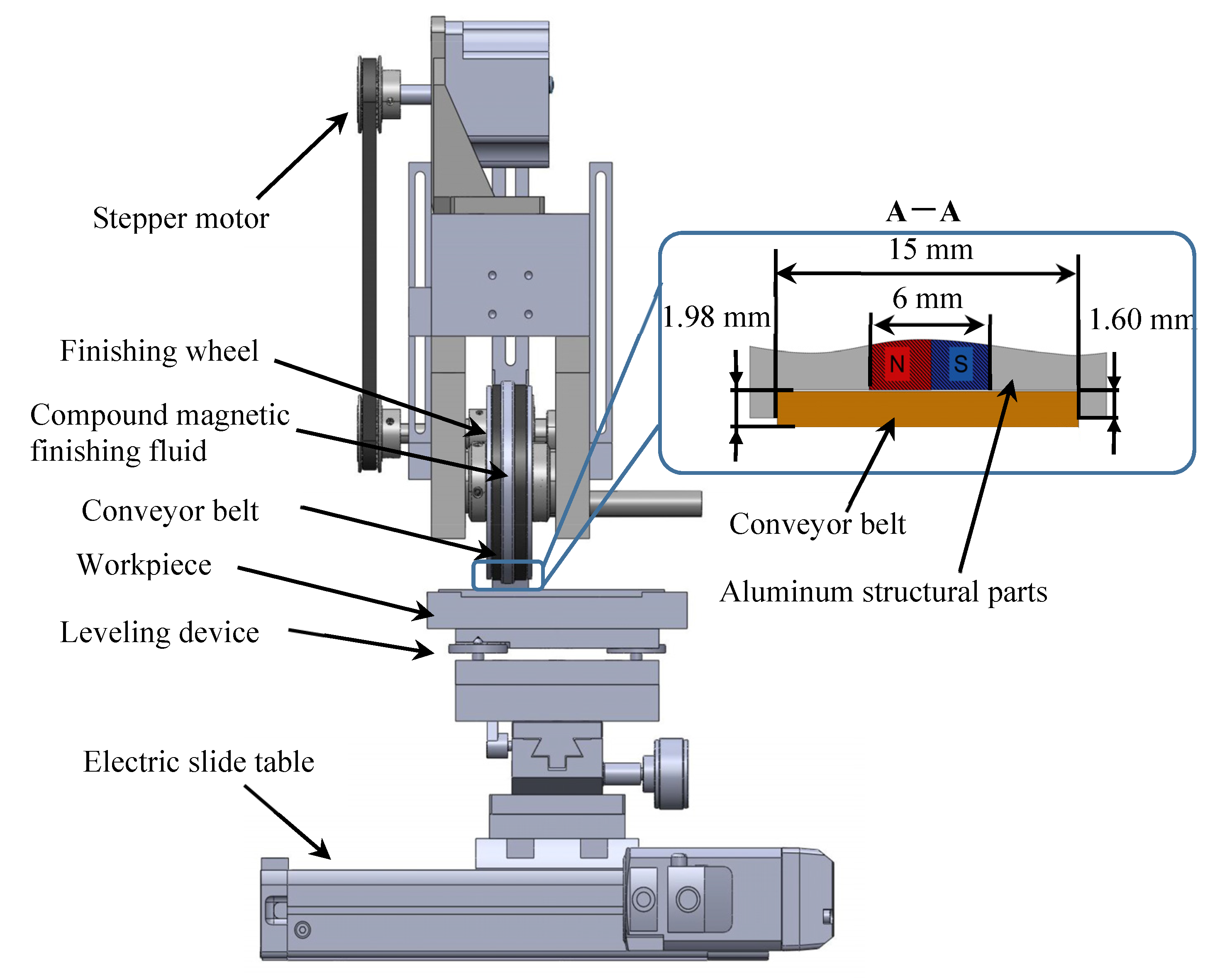
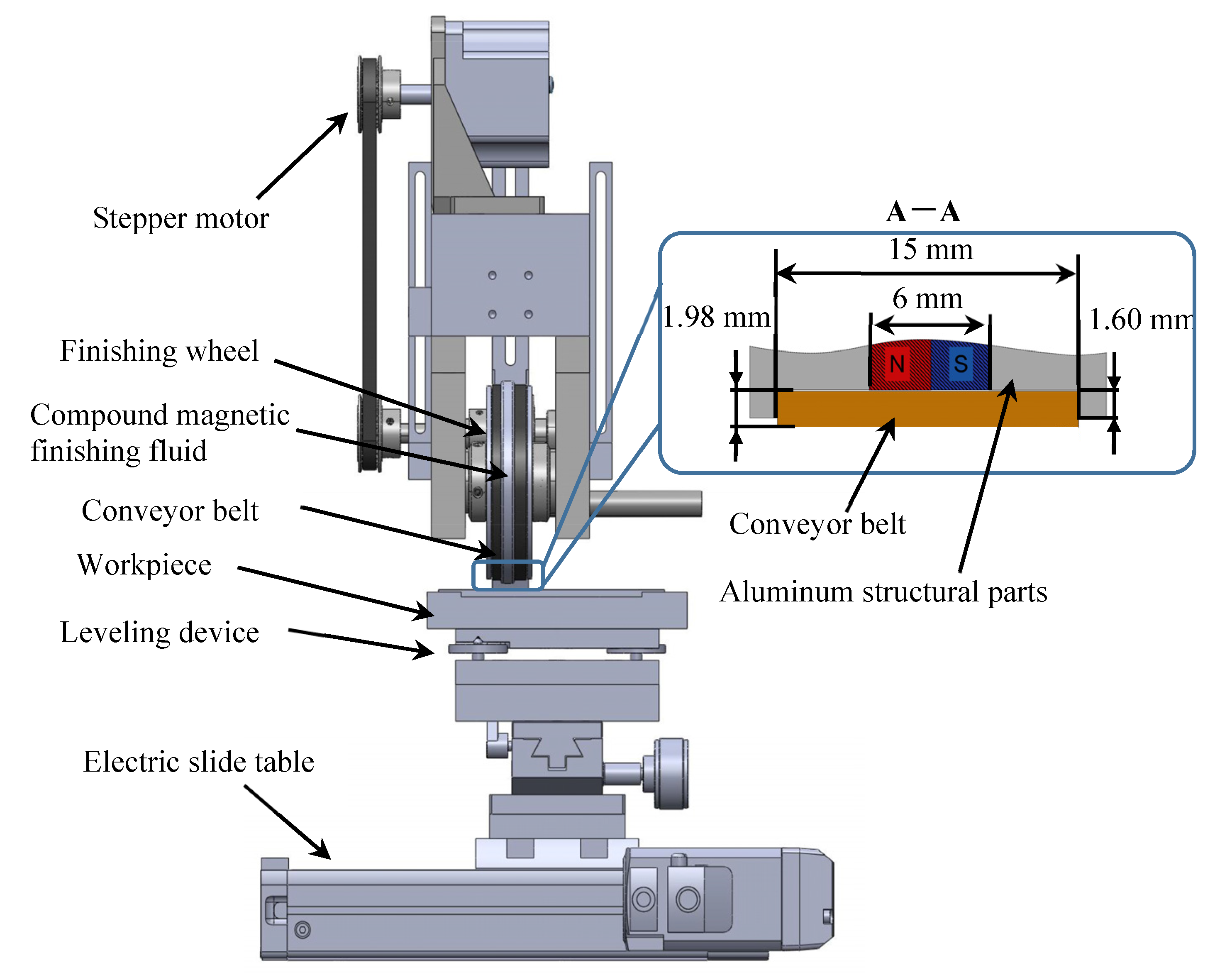
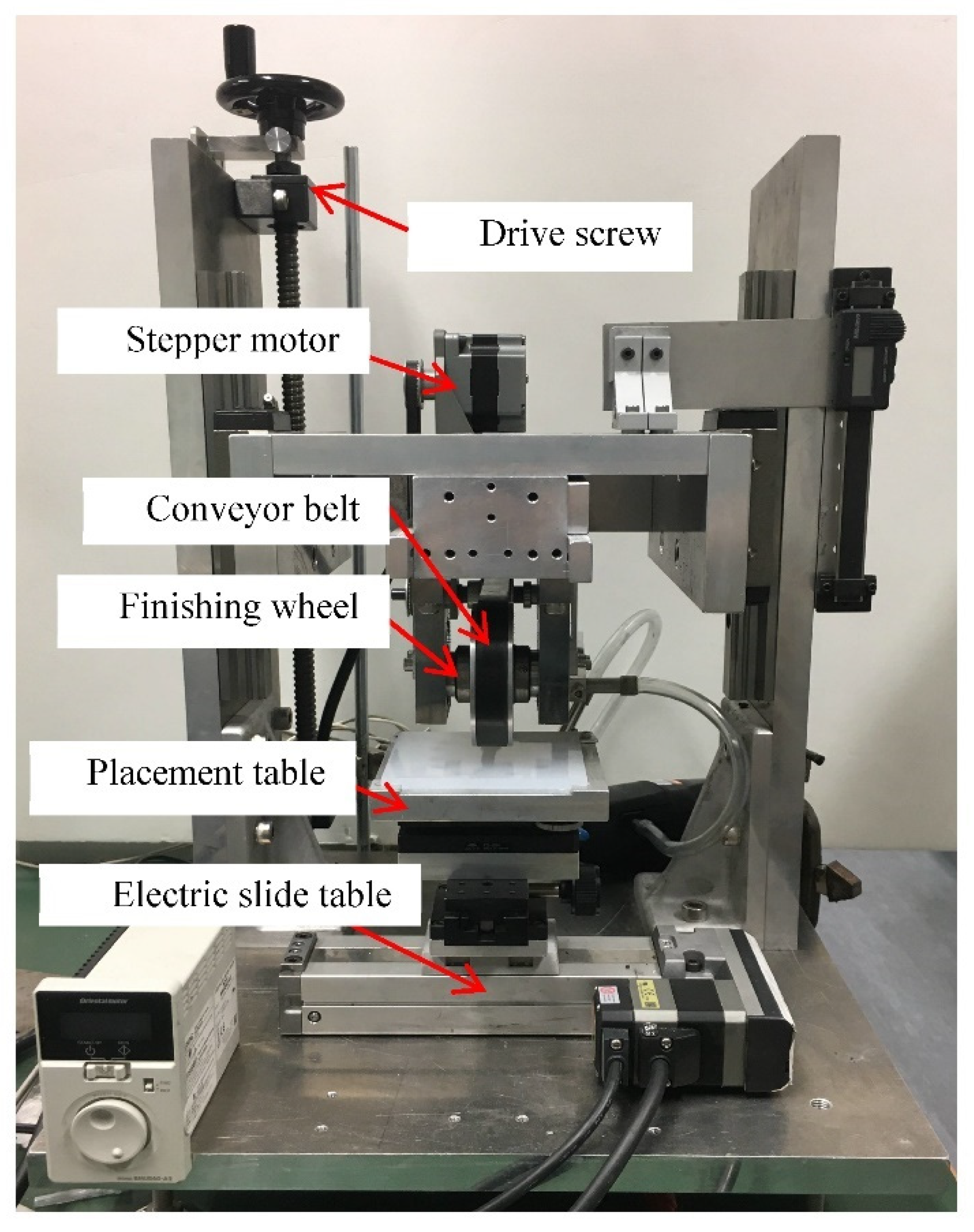
3.1. Experimental Setup
3.2. Experimental Methods and Conditions
4. Experimental Results and Discussion
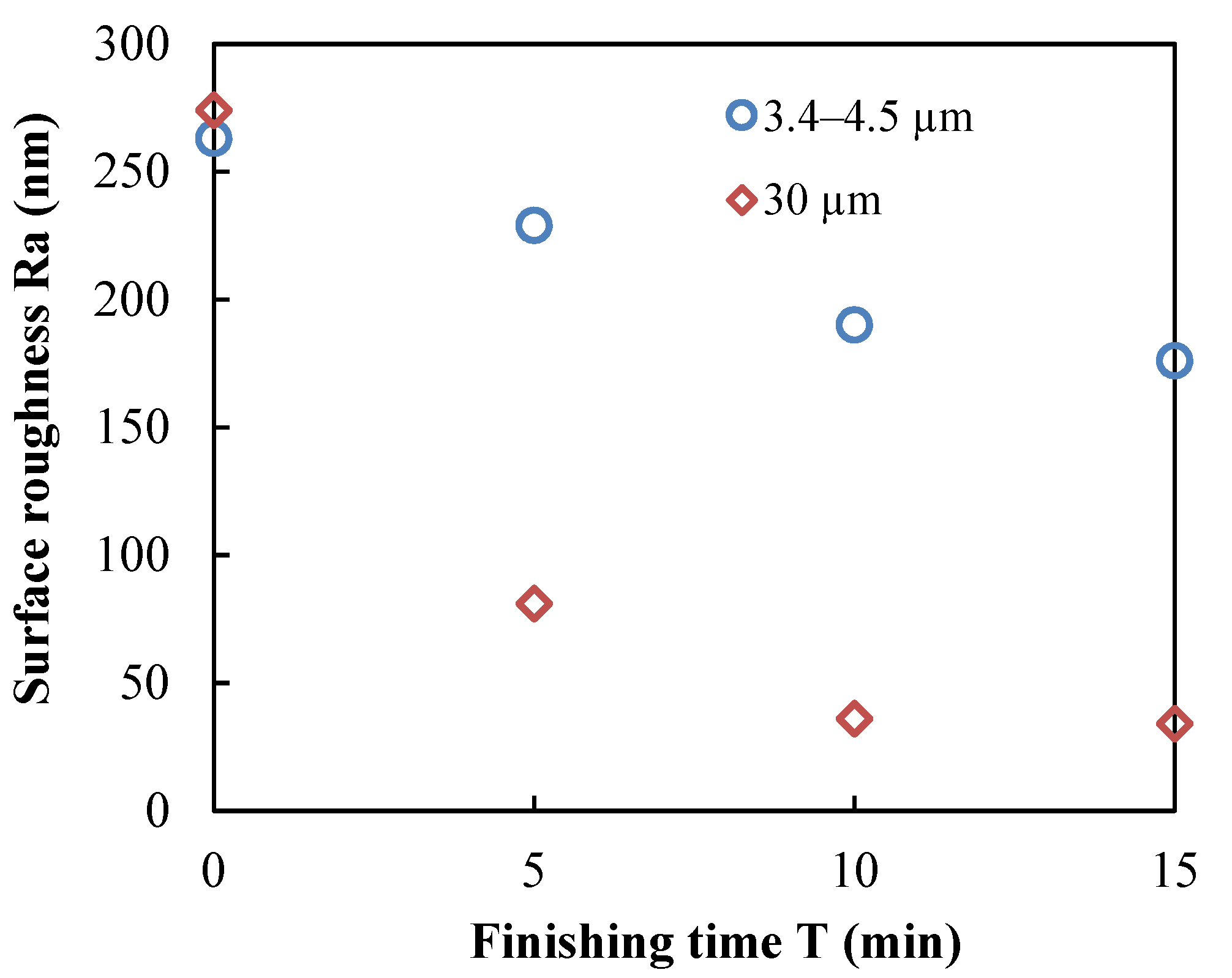
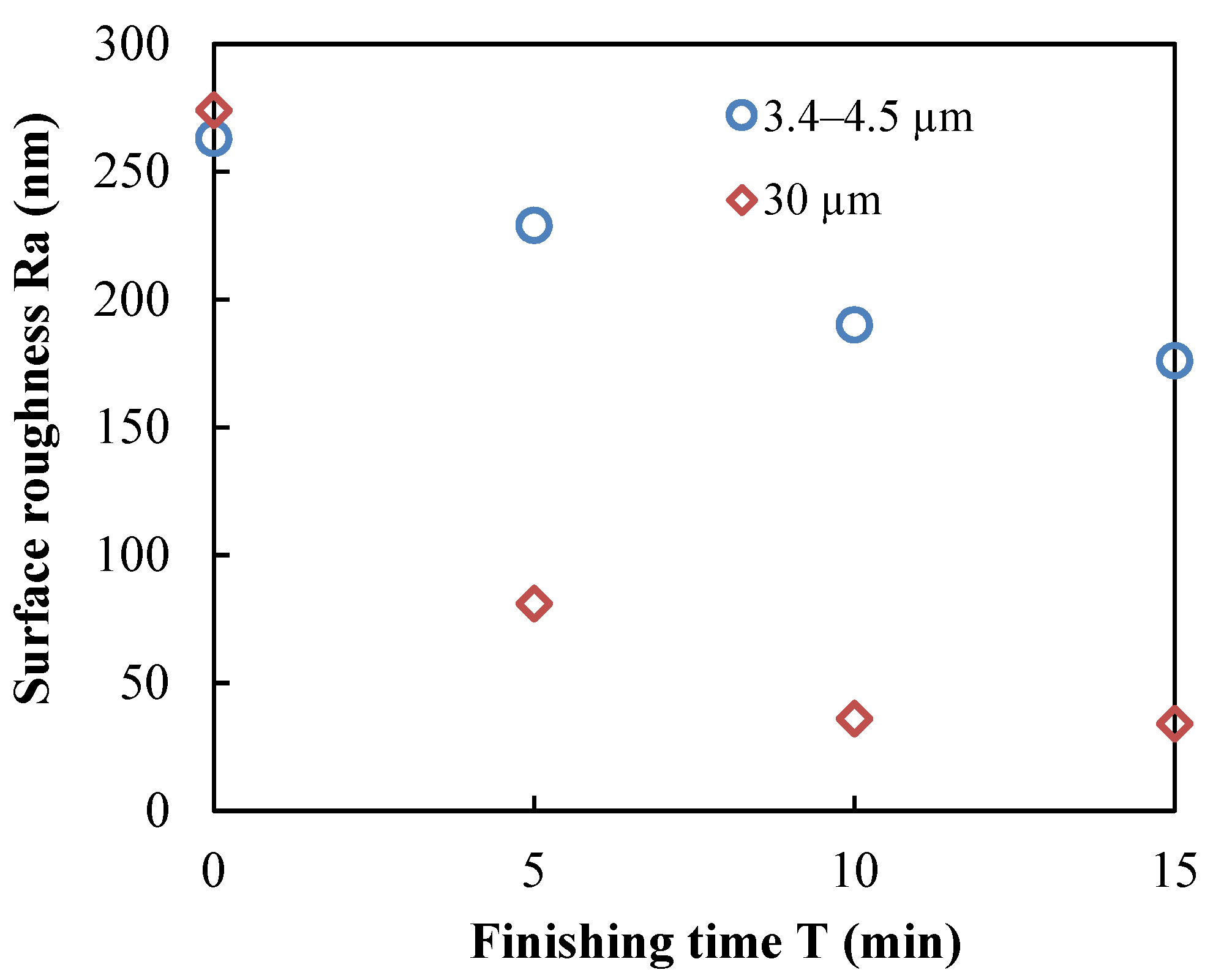
4.1. Iron Powder Particle Size
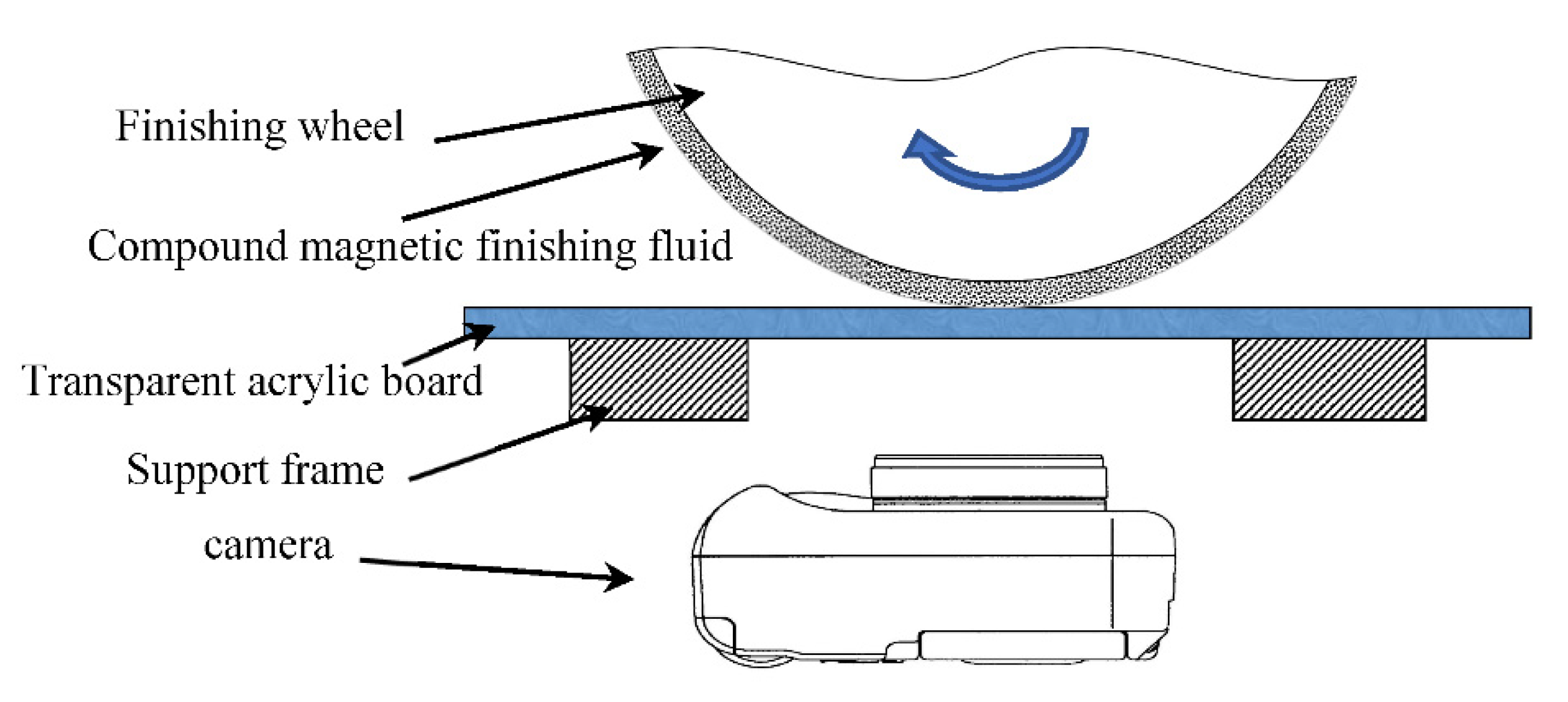
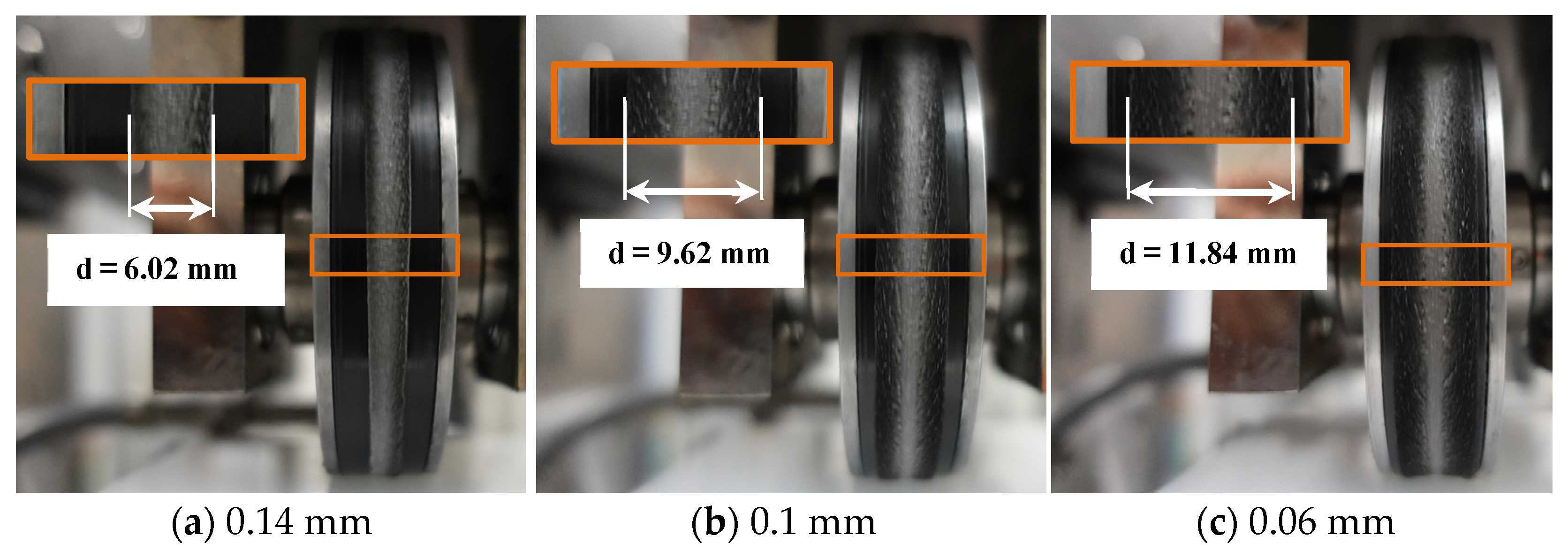
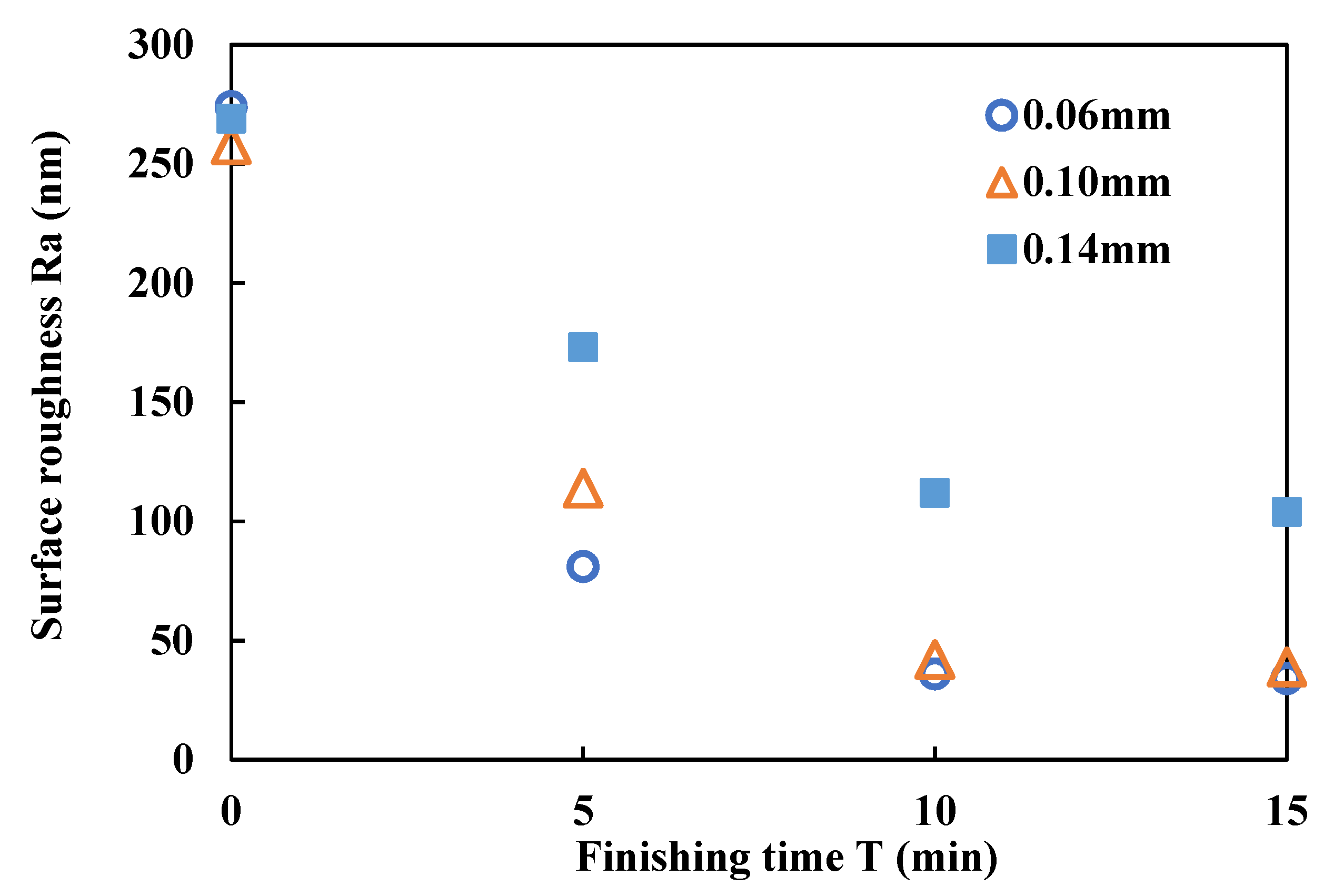
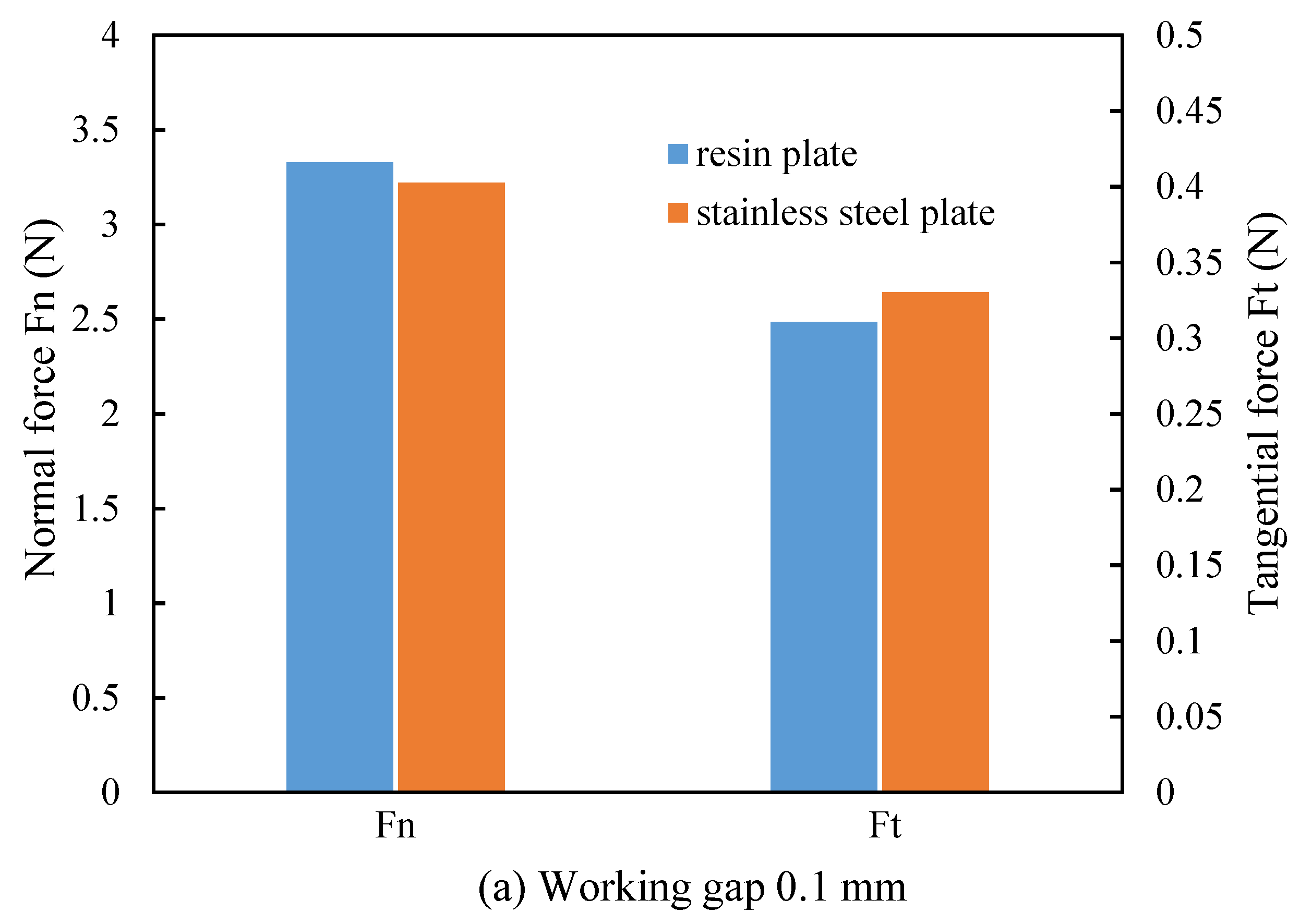
4.2. Working Gap
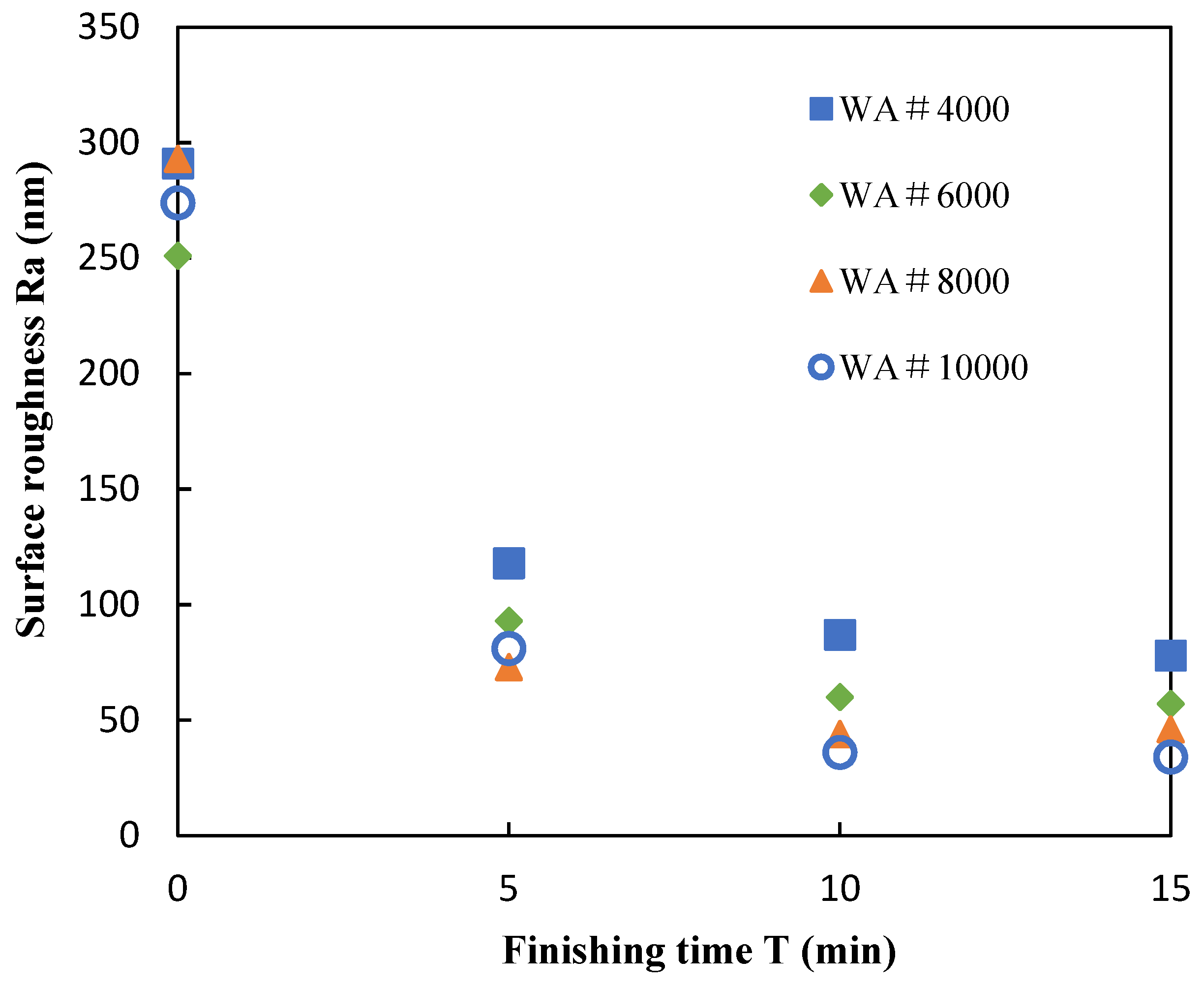
4.3. Abrasive Particle Size
5. Conclusions
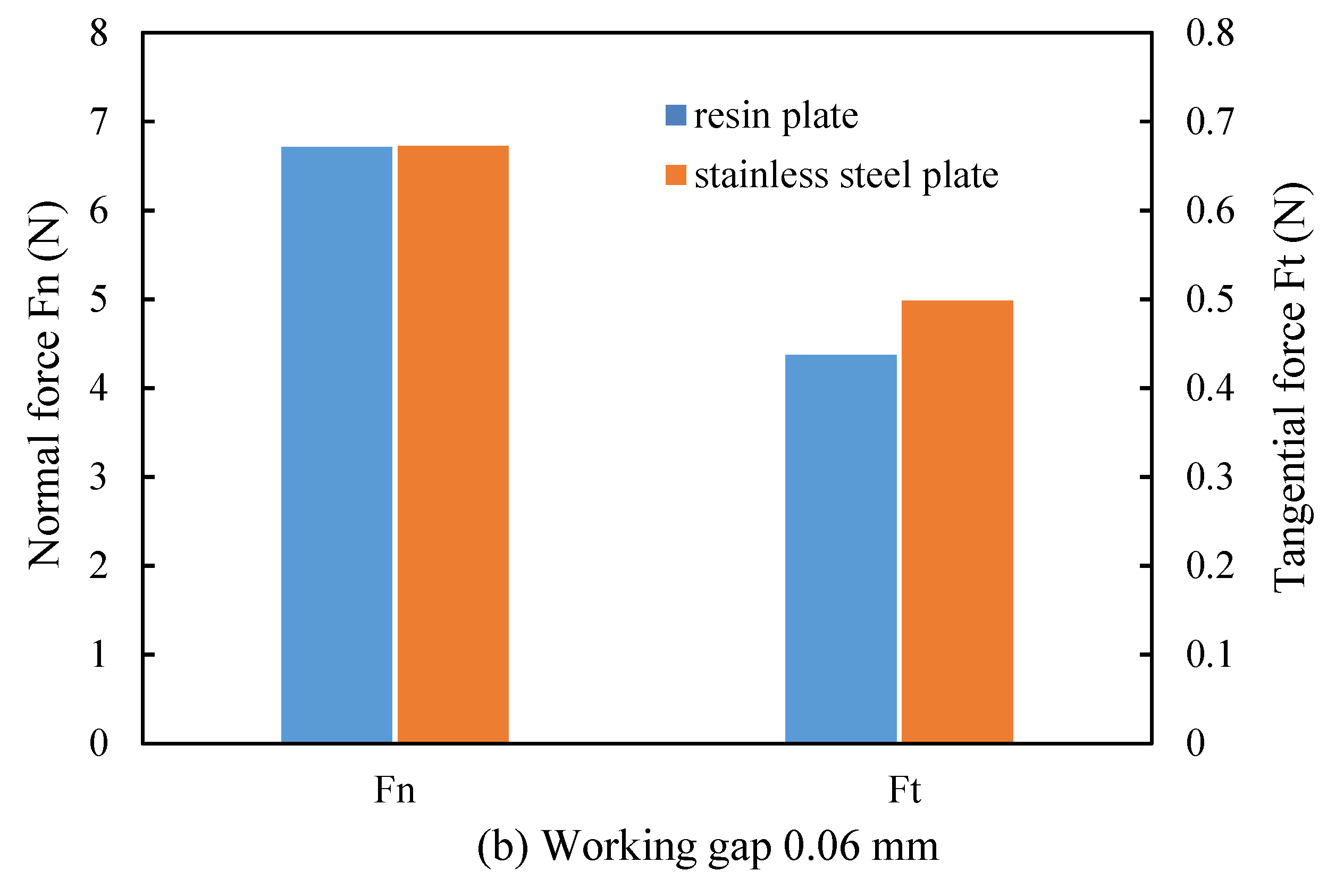
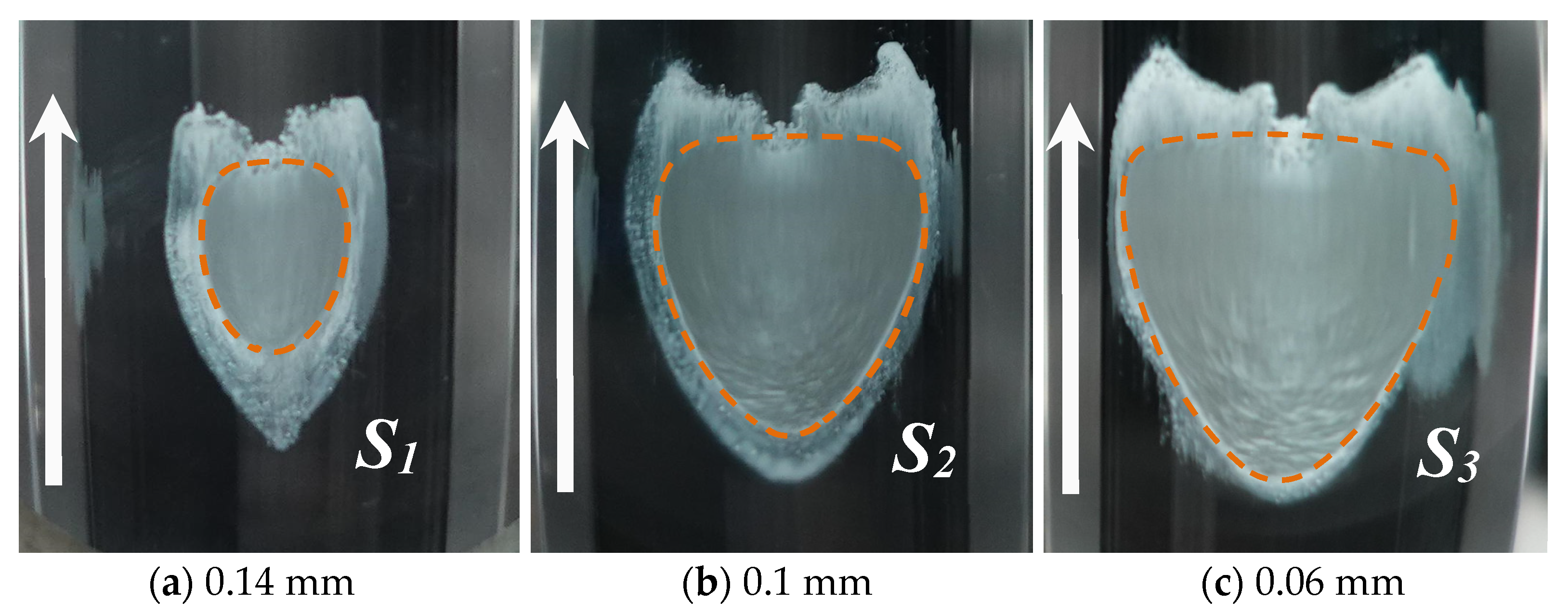
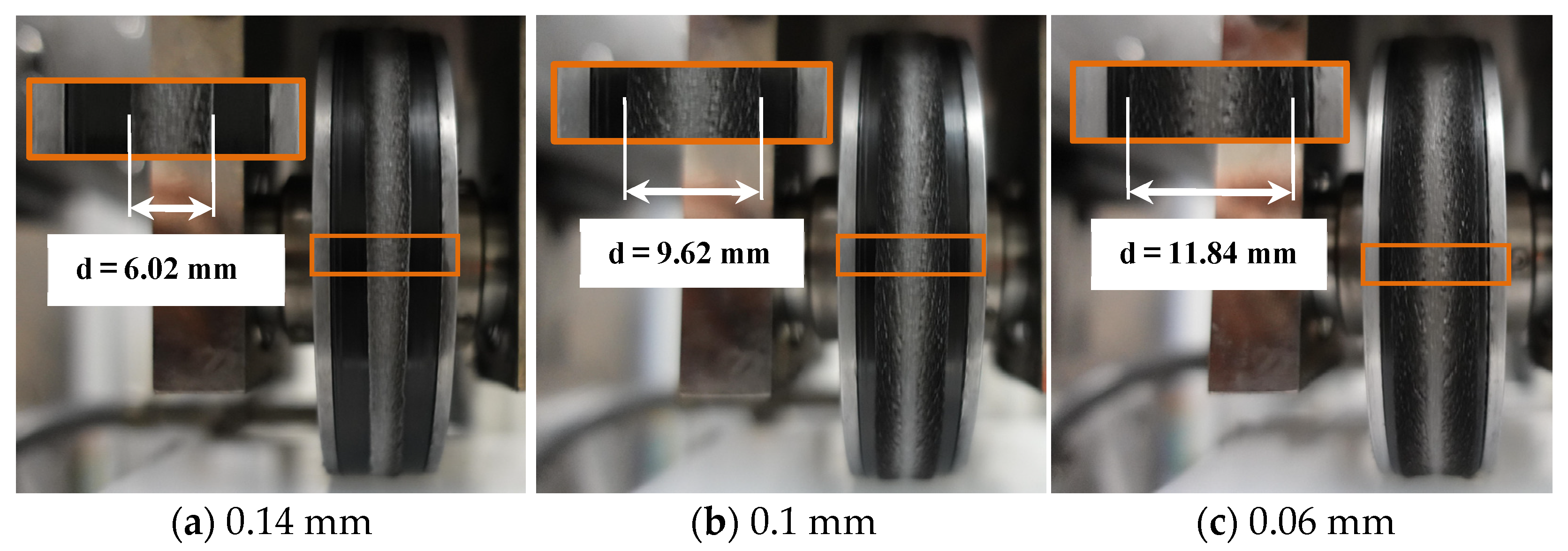
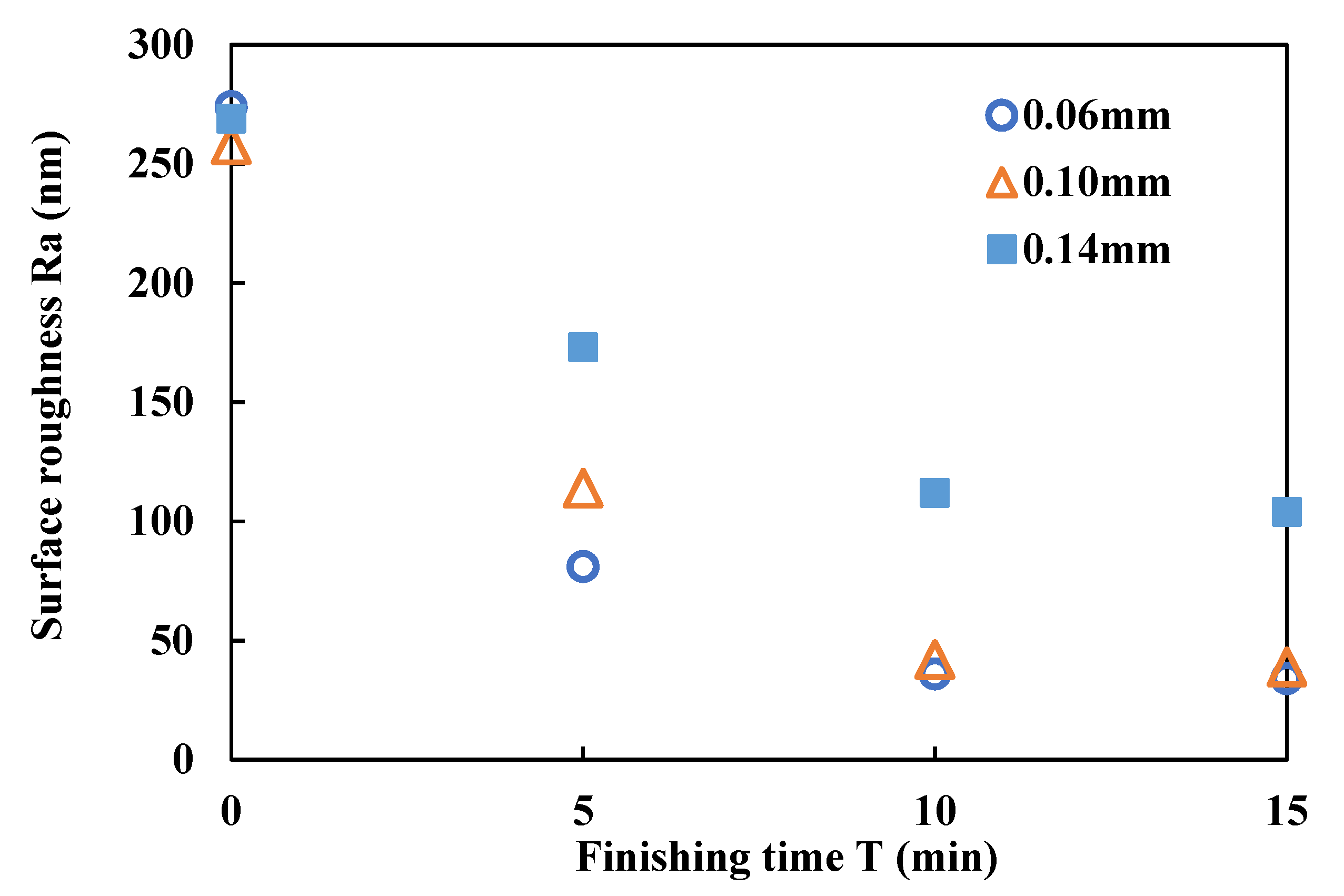
- As the working gap decreases, the distribution width of compound magnetic finishing fluid on the conveyor belt becomes larger, and the area of the points of action on the workpiece in the finishing increases, the finishing force gradually increases, and a higher finishing efficiency is obtained. A smoother final surface is obtained when the working gap is 0.06 mm.
- Compared with carbonyl iron powder of 3.4–4.5 µm in mean diameter, Electrolytic iron powder of 30 µm in mean diameter can obtain a smoother final surface and higher finishing efficiency under the current experimental conditions.
- The best finishing quality is obtained when abrasive particles with a particle size of WA#10000 are used.
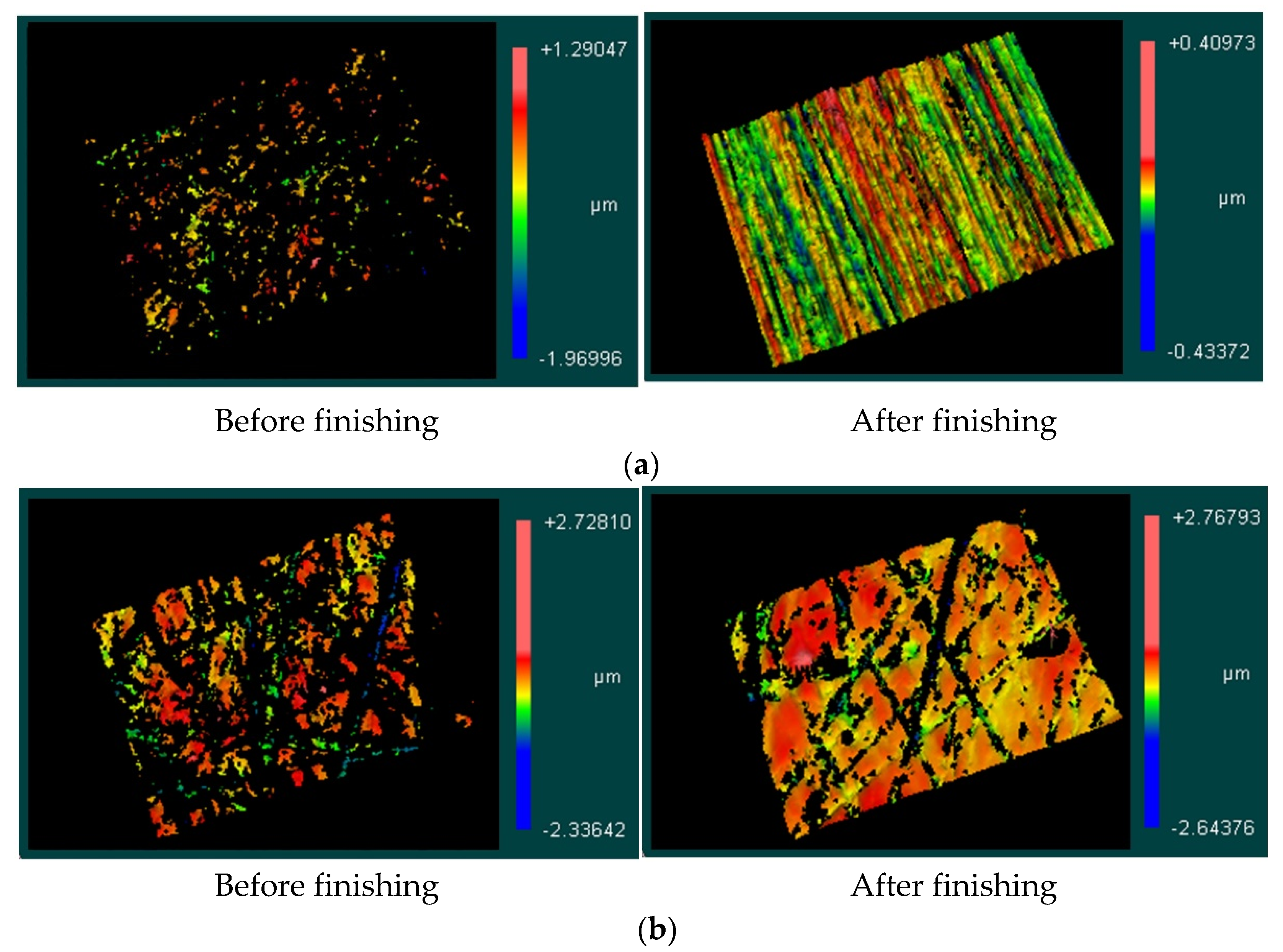
- In this study, under the conditions of 30 µm in mean diameter, electrolytic iron powder, 0.06 mm working gap, and WA#10000 abrasive particles, the surface roughness of polychlorotrifluoroethylene resin plate was improved from 274 to 34 nm within 15 min.
Author Contributions
Funding
Conflicts of Interest
References
- Shinmura, T.; Takazawa, K.; Hatano, E.; Aizawa, T. Study on magnetic-abrasive process: Process principle and finishing possibility. Bull. Jpn. Soc. Precis. Eng. 1985, 19, 54–55. [Google Scholar]
- Zou, Y.H.; Xie, H.J.; Zhang, Y.L. Study on surface quality improvement of the plane magnetic abrasive finishing process. Int. J. Adv. Manuf. Technol. 2020, 109, 1825–1839. [Google Scholar] [CrossRef]
- Xie, H.J.; Zou, Y.H. Investigation on finishing characteristics of magnetic abrasive finishing process using an alternating magnetic field. Machines 2020, 8, 75. [Google Scholar] [CrossRef]
- Zhang, J.; Wang, H.; Kumar, A.S.; Jin, M. Experimental and theoretical study of internal finishing by a novel magnetically driven polishing tool. Int. J. Mach. Tools Manuf. 2020, 153, 103552. [Google Scholar] [CrossRef]
- Kwak, J. Enhanced magnetic abrasive polishing of non-ferrous metals utilizing a permanent magnet. Int. J. Mach. Tools Manuf. 2009, 49, 613–618. [Google Scholar] [CrossRef]
- Jae-Seob, K. Mathematical model determination for improvement of surface roughness in magnetic-assisted abrasive polishing of nonferrous AISI316 material. Trans. Nonferrous Met. Soc. China 2012, 22, s845–s850. [Google Scholar]
- Kordonski, W.I.; Jacobs, S. Magnetorheological finishing. Int. J. Mod. Phys. B 1996, 10, 2837–2848. [Google Scholar] [CrossRef]
- Harris, D.C. History of magnetorheological finishing. In Window and Dome Technologies and Materials XII; International Society for Optics and Photonics: Bellingham, WA, USA, 2011; p. 80160N. [Google Scholar]
- Aurich, J.C.; Kirsch, B.; Setti, D.; Axinte, D.; Beaucamp, A.; Butler-Smith, P.; Yamaguchi, H. Abrasive processes for micro parts and structures. CIRP Ann. 2019, 68, 653–676. [Google Scholar] [CrossRef]
- Yamaguchi, H.; Graziano, A. Surface finishing of cobalt chromium alloy femoral knee components. CIRP Ann. 2014, 63, 309–312. [Google Scholar] [CrossRef]
- Graziano, A.A.; Ganguly, V.; Schmitz, T.; Yamaguchi, H. Engineering. Control of lay on cobalt chromium alloy finished surfaces using magnetic abrasive finishing and its effect on wettability. J. Manuf. Sci. Eng. 2014, 136, 031016. [Google Scholar] [CrossRef]
- Shinmura, T.; Takazawa, K.; Hatano, E.; Matsunaga, M.; Matsuo, T. Study on magnetic abrasive finishing. CIRP Ann. 1990, 39, 325–328. [Google Scholar] [CrossRef]
- Shinmura, T.; Takazawa, K.; Hatano, E. Study on Magnetic-Abrasive Process. Application to Edge Finishing. Bull. Jpn. Soc. Precis. Eng. 1985, 19, 218–220. [Google Scholar]
- Xie, H.; Zou, Y.H.; Dong, C.; Wu, J. Study on the magnetic abrasive finishing process using alternating magnetic field: Investigation of mechanism and applied to aluminum alloy plate. Int. J. Adv. Manuf. Technol. 2019, 102, 1509–1520. [Google Scholar] [CrossRef]
- Wu, J.; Zou, Y.H.; Sugiyama, H. Study on finishing characteristics of magnetic abrasive finishing process using low-frequency alternating magnetic field. Int. J. Adv. Manuf. Technol. 2016, 85, 585–594. [Google Scholar] [CrossRef]
- Zou, Y.H.; Shinmura, T. Study on internal magnetic field assisted finishing process using a magnetic machining jig. In Key Engineering Materials; Trans Tech Publications Ltd.: Stafa-Zurich, Switzerland, 2005; pp. 281–286. [Google Scholar]
- Yin, S.; Shinmura, T. Vertical vibration-assisted magnetic abrasive finishing and deburring for magnesium alloy. Int. J. Mach. Tools Manuf. 2004, 44, 1297–1303. [Google Scholar] [CrossRef]
- Yin, S.; Shinmura, T. A comparative study: Polishing characteristics and its mechanisms of three vibration modes in vibration-assisted magnetic abrasive polishing. Int. J. Mach. Tools Manuf. 2004, 44, 383–390. [Google Scholar] [CrossRef]
- Singh, D.K.; Jain, V.; Raghuram, V. Parametric study of magnetic abrasive finishing process. J. Mater. Process. Technol. 2004, 149, 22–29. [Google Scholar] [CrossRef]
- Jain, V.K.; Jayswal, S.C.; Dixit, P.M. Modeling and simulation of surface roughness in magnetic abrasive finishing using non-uniform surface profiles. Mater. Manuf. Process. 2007, 22, 256–270. [Google Scholar] [CrossRef]
- Mulik, R.S.; Pandey, P.M. Experimental investigations and modeling of finishing force and torque in ultrasonic assisted magnetic abrasive finishing. J. Manuf. Sci. Eng. 2012, 134, 051008. [Google Scholar] [CrossRef]
- Yamaguchi, H.; Shinmura, T.; Kobayashi, A. Development of an internal magnetic abrasive finishing process for nonferromagnetic complex shaped tubes. JSME Int. J. Ser. C Mech. Syst. Mach. Elem. Manuf. 2001, 44, 275–281. [Google Scholar] [CrossRef] [Green Version]
- Yamaguchi, H.; Shinmura, T. Takeo. Internal finishing process for alumina ceramic components by a magnetic field assisted finishing process. Precis. Eng. 2004, 28, 135–142. [Google Scholar] [CrossRef]
- Lee, Y.-H.; Wu, K.-L.; Jhou, J.-H.; Tsai, Y.-H.; Yan, B.-H. Two-dimensional vibration-assisted magnetic abrasive finishing of stainless steel SUS304. Int. J. Adv. Manuf. Technol. 2013, 69, 2723–2733. [Google Scholar] [CrossRef]
- Lee, Y.-H.; Wu, K.-L.; Bai, C.-T.; Liao, C.-Y.; Yan, B.-H. Planetary motion combined with two-dimensional vibration-assisted magnetic abrasive finishing. Int. J. Adv. Manuf. Technol. 2014, 76, 1865–1877. [Google Scholar] [CrossRef]
- Kala, P.; Pandey, P.M.; Verma, G.C.; Sharma, V. Understanding flexible abrasive brush behavior for double disk magnetic abrasive finishing based on force signature. J. Manuf. Process. 2017, 28, 442–448. [Google Scholar] [CrossRef]
- Kala, P.; Sharma, V.; Pandey, P.M. Surface roughness modelling for double disk magnetic abrasive finishing process. J. Manuf. Process. 2017, 25, 37–48. [Google Scholar] [CrossRef]
- Xu, J.; Zou, Y. Development of a new magnetic abrasive finishing process with renewable abrasive particles using the circulatory system. Precis. Eng. 2021, 72, 417–425. [Google Scholar] [CrossRef]
- Shinmura, T.; Aizawa, T. Study on internal finishing of a non-ferromagnetic tubing by magnetic abrasive machining process. Bull. Jpn. Soc. Precis. Eng. 1989, 23, 37–41. [Google Scholar]
- Aouici, H.; Yallese, M.A.; Chaoui, K.; Mabrouki, T.; Rigal, J.F. Analysis of surface roughness and cutting force components in hard turning with CBN tool: Prediction model and cutting conditions optimization. Measurement 2012, 45, 344–353. [Google Scholar] [CrossRef]





{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Parameter | Condition |
|---|---|
| Magnetic particles | Electrolytic iron powder, 30 µm in mean diameter: 141 g |
| Cutting fluid | Water-soluble cutting fluid, SCP-23: 62 mL |
| Working gap | 0.06 mm, 0.1 mm |
| Abrasives | WA#10000: 16 g |
| Conveyor belt linear speed | 150 mm/s |
| Workpiece | Polychlorotrifluoroethylene resin plate with the size of 100 × 100 × 6 mm SUS304 stainless steel plate with the size of 100 × 100 × 1 mm |
| Flow rate | 19 mL/min |
| Parameter | Condition |
|---|---|
| Magnetic particles | Type 1: Carbonyl iron powder, 3.4–4.5 µm in mean diameter: 141 g Type 2: Electrolytic iron powder, 30 µm in mean diameter: 141 g |
| Cutting fluid | Water-soluble cutting fluid, SCP-23: 62 mL |
| Working gap | 0.06 mm |
| Abrasives | WA#10000: 16 g |
| Conveyor belt linear speed | 150 mm/s |
| Workpiece | Polychlorotrifluoroethylene resin plate with the size of 100 × 100 × 6 mm |
| Feed speed of workpiece | 120 mm/min |
| Flow rate | 19 mL/min |
| Finishing time | 15 min |
| Parameter | Condition |
|---|---|
| Magnetic particles | Electrolytic iron powder, 30 µm in mean diamete: 141 g |
| Cutting fluid | Water-soluble cutting fluid, SCP-23: 62 mL |
| Working gap | 0.06 mm, 0.1 mm, 0.14 mm |
| Abrasives | WA#10000: 16 g |
| Conveyor belt linear speed | 150 mm/s |
| Workpiece | Polychlorotrifluoroethylene resin plate with the size of 100 mm × 100 mm × 6 mm |
| Feed speed of workpiece | 120 mm/min |
| Flow rate | 19 mL/min |
| Finishing time | 15 min |
| Parameter | Condition |
|---|---|
| Magnetic particles | Electrolytic iron powder, 30 µm in mean diamete: 141 g |
| Cutting fluid | Water-soluble cutting fluid, SCP-23: 62 mL |
| Working gap | 0.06 mm |
| Abrasives | Type 1: WA#10000: 16 g Type 2: WA#8000: 16 g Type 3: WA#6000: 16 g Type 4: WA#4000: 16 g |
| Conveyor belt linear speed | 150 mm/s |
| Workpiece | Polychlorotrifluoroethylene resin plate with the size of 100 × 100 × 6 mm |
| Feed speed of workpiece | 120 mm/min |
| Flow rate | 19 mL/min |
| Finishing time | 15 min |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Xu, J.; Zou, Y.; Xie, H. Investigation on the Finishing Characteristics of a Magnetic Abrasive Finishing Process with Magnetic Abrasive Slurry Circulation System. Machines 2021, 9, 195. https://doi.org/10.3390/machines9090195
Xu J, Zou Y, Xie H. Investigation on the Finishing Characteristics of a Magnetic Abrasive Finishing Process with Magnetic Abrasive Slurry Circulation System. Machines. 2021; 9(9):195. https://doi.org/10.3390/machines9090195
Chicago/Turabian StyleXu, Jiaye, Yanhua Zou, and Huijun Xie. 2021. "Investigation on the Finishing Characteristics of a Magnetic Abrasive Finishing Process with Magnetic Abrasive Slurry Circulation System" Machines 9, no. 9: 195. https://doi.org/10.3390/machines9090195
APA StyleXu, J., Zou, Y., & Xie, H. (2021). Investigation on the Finishing Characteristics of a Magnetic Abrasive Finishing Process with Magnetic Abrasive Slurry Circulation System. Machines, 9(9), 195. https://doi.org/10.3390/machines9090195