CAD-Based 3D-FE Modelling of AISI-D3 Turning with Ceramic Tooling





Abstract
1. Introduction
2. Materials and Methods
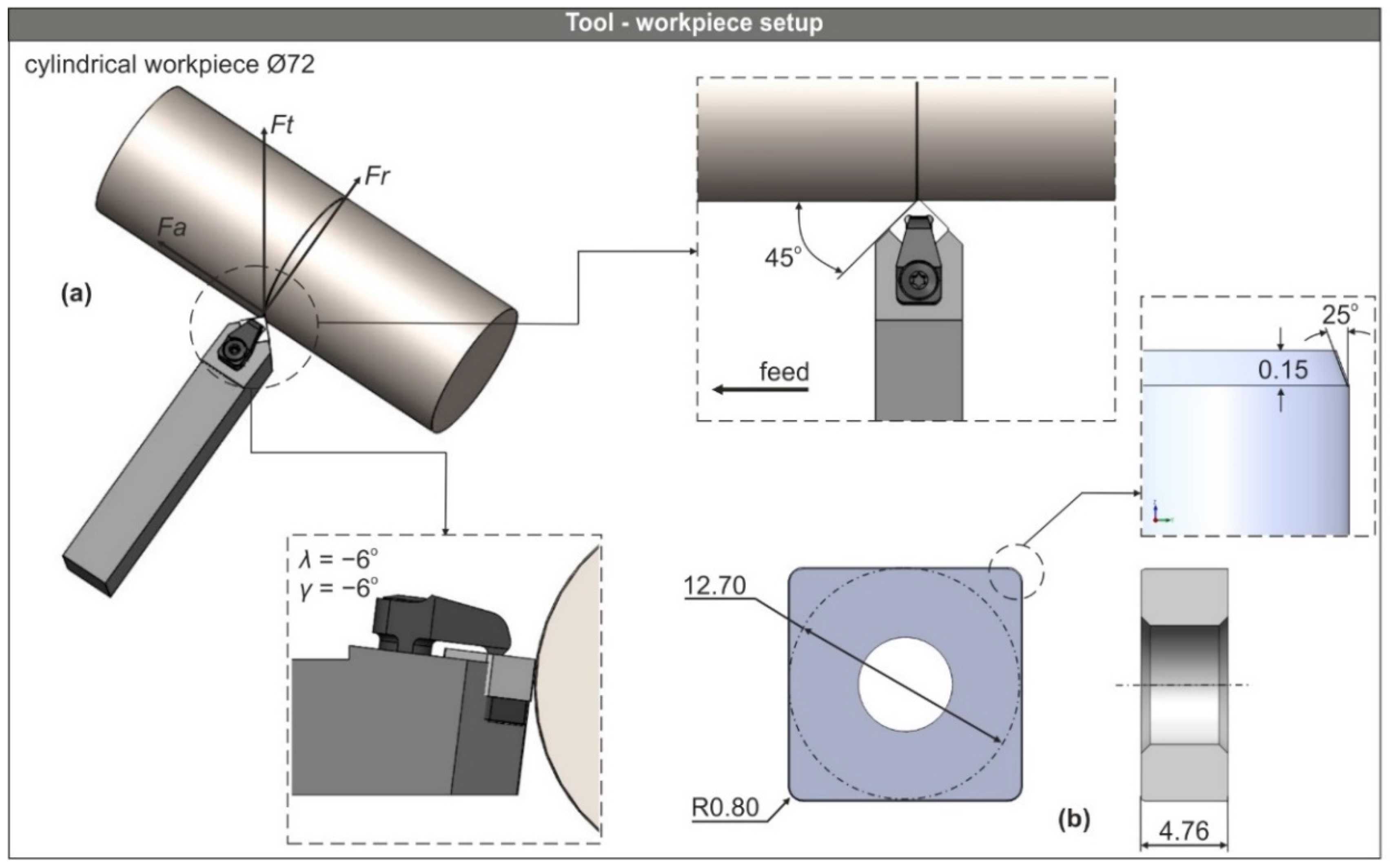
2.1. Framework of the Turning Process
2.2. D-FE Model Setup
2.2.1. Definition of the Analysis Interface
2.2.2. Modelling of Material Behavior
3. Results and Discussion
3.1. FEM-Based Results of the Machining Forces
3.2. Statistically-Based Analysis of Machining Forces
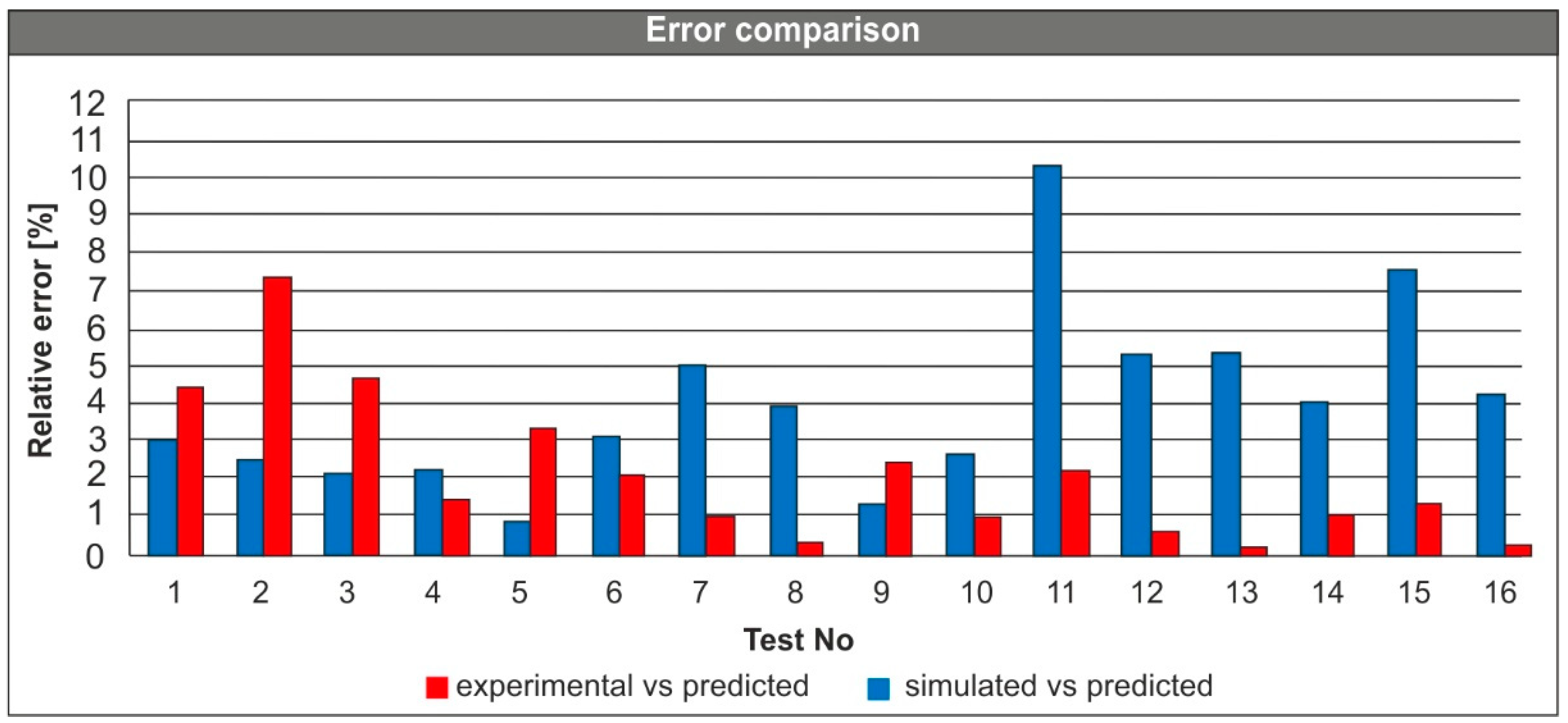
3.3. Model Validation Results
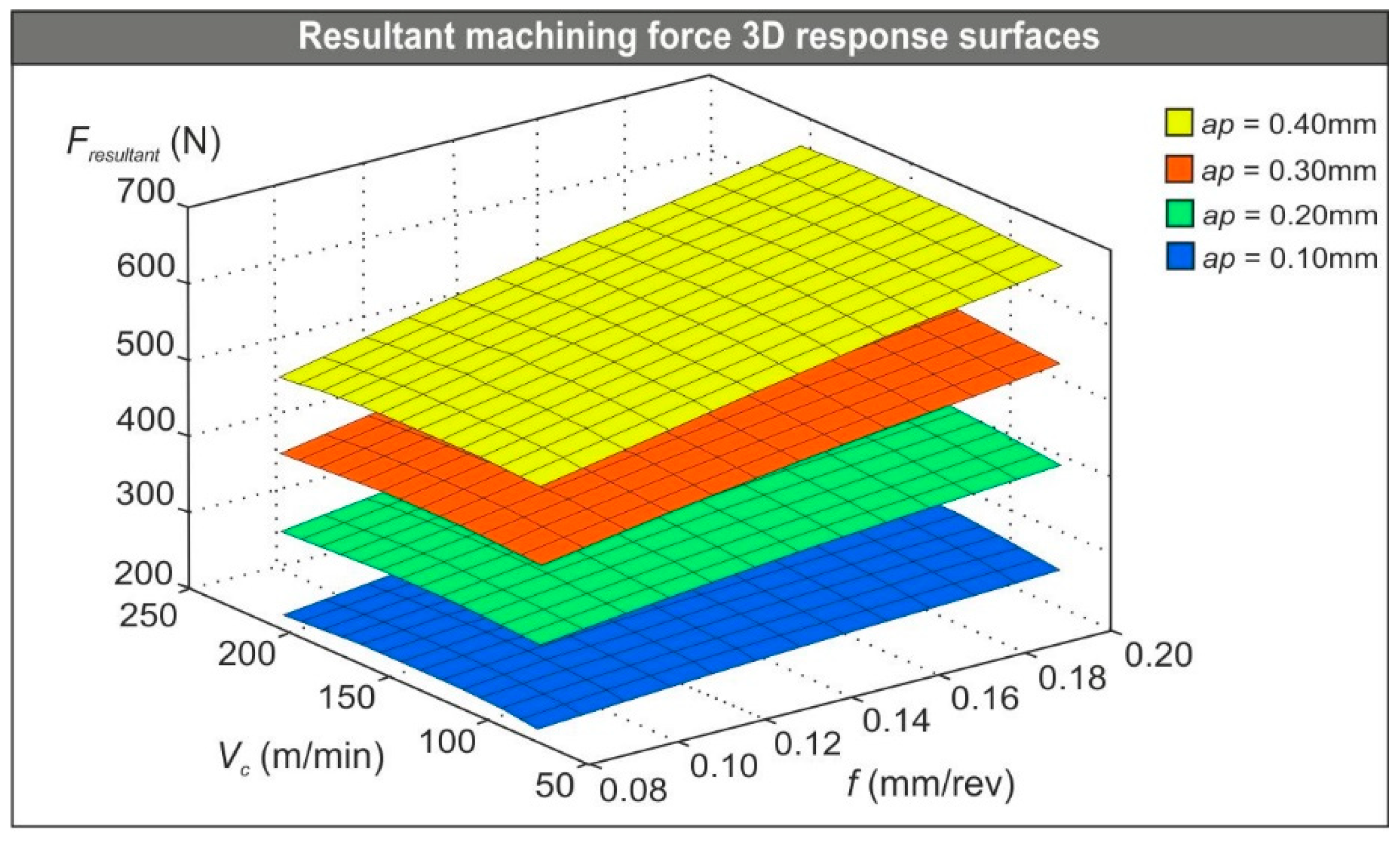
- Depth of cut is clearly the dominant parameter of the three and has the strongest effect on the resultant force. Actually, the produced forces are almost tripled as the depth of cut increases from the lowest value (0.10 mm) to the maximum (0.40 mm).
- Any increase in the feed acts to increase the resultant machining force. The level of increase is notable, especially as the tool cuts deeper.
- Lastly, the cutting speed seems to have a marginal influence on the Fresultant. Despite this fact, a small increase is present at speeds between 100 and 150 m/min.
4. Conclusions
- The radial force is the component that affects the most the resultant machining force, contributing to the total value by up to 85%. It is noted that the contribution percentage is higher at lower values of the depth of cut.
- As the feed rise acts to increase the resultant machining force significantly, this trend is notable as the tool cuts deeper. On average, a shift from 0.08 to 0.20 mm/rev would increase Fresultant by about 44.5, 48.6, 56, and 25% at the depth of cut equal to 0.40, 0.30, 0.20, and 0.10 mm, respectively.
- Similarly, the depth of cut has a strong impact on the generated machining forces. Specifically, Fresultant would rise on average by approximately 55, 33.3, and 25% in the case of the changing depth of cut from 0.10 to 0.20 mm, 0.20 to 0.30 mm, and finally, 0.30 to 0.40 mm, accordingly.
- Finally, the influence of the cutting speed on the generated machining force is minimal. A slight increase in the Fresultant is noticeable near the intermediate values of the cutting speed.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Klocke, F.; Raedt, H.-W.; Hoppe, S. 2D-FEM simulation of the orthogonal high speed cutting process. Mach. Sci. Technol. 2001, 5, 323–340. [Google Scholar] [CrossRef]
- Elkaseer, A.; Abdelaziz, A.; Saber, M.; Nassef, A. FEM-based study of precision hard turning of stainless steel 316L. Materials 2019, 12, 2522. [Google Scholar] [CrossRef] [PubMed]
- Ali, M.H.; Ansari, M.N.M.; Khidhir, B.A.; Mohamed, B.; Oshkour, A.A. Simulation machining of titanium alloy (Ti-6Al-4V) based on the finite element modeling. J. Brazilian Soc. Mech. Sci. Eng. 2014, 36, 315–324. [Google Scholar] [CrossRef]
- Xiong, Y.; Wang, W.; Jiang, R.; Lin, K.; Shao, M. Mechanisms and FEM simulation of chip formation in orthogonal cutting in-situ TiB2/7050Al MMC. Materials 2018, 11, 606. [Google Scholar] [CrossRef]
- Saez-de-Buruaga, M.; Soler, D.; Aristimuño, P.X.; Esnaola, J.A.; Arrazola, P.J. Determining tool/chip temperatures from thermography measurements in metal cutting. Appl. Therm. Eng. 2018, 145, 305–314. [Google Scholar] [CrossRef]
- Ye, G.G.; Chen, Y.; Xue, S.F.; Dai, L.H. Critical cutting speed for onset of serrated chip flow in high speed machining. Int. J. Mach. Tools Manuf. 2014, 86, 18–33. [Google Scholar] [CrossRef]
- Shuang, F.; Chen, X.; Ma, W. Numerical analysis of chip formation mechanisms in orthogonal cutting of Ti6Al4V alloy based on a CEL model. Int. J. Mater. Form. 2018, 11, 185–198. [Google Scholar] [CrossRef]
- Chen, G.; Ren, C.; Yang, X.; Jin, X.; Guo, T. Finite element simulation of high-speed machining of titanium alloy (Ti-6Al-4V) based on ductile failure model. Int. J. Adv. Manuf. Technol. 2011, 56, 1027–1038. [Google Scholar] [CrossRef]
- Yanda, H.; Ghani, J.A.; Haron, C.H.C. Application of FEM in investigating machining performance. Adv. Mater. Res. 2011, 264–265, 1033–1038. [Google Scholar] [CrossRef]
- Calamaz, M.; Coupard, D.; Girot, F. A new material model for 2D numerical simulation of serrated chip formation when machining titanium alloy Ti-6Al-4V. Int. J. Mach. Tools Manuf. 2008, 48, 275–288. [Google Scholar] [CrossRef]
- Chiappini, E.; Tirelli, S.; Albertelli, P.; Strano, M.; Monno, M. On the mechanics of chip formation in Ti-6Al-4V turning with spindle speed variation. Int. J. Mach. Tools Manuf. 2014. [Google Scholar] [CrossRef]
- Arrazola, P.J.; Özel, T.; Umbrello, D.; Davies, M.; Jawahir, I.S. Recent advances in modelling of metal machining processes. CIRP Ann. Manuf. Technol. 2013, 62, 695–718. [Google Scholar] [CrossRef]
- Tzotzis, A.; Markopoulos, A.; Karkalos, N.; Kyratsis, P. 3D finite element analysis of Al7075-T6 drilling with coated solid tooling. MATEC WEb Conf. 2020, 318, 1–6. [Google Scholar] [CrossRef]
- Oezkaya, E.; Hannich, S.; Biermann, D. Development of a three-dimensional finite element method simulation model to predict modified flow drilling tool performance. Int. J. Mater. Form. 2019, 12, 477–490. [Google Scholar] [CrossRef]
- Guo, Y.B.; Dornfeld, D.A. Finite element modeling of burr formation process in drilling 304 stainless steel. J. Manuf. Sci. Eng. Trans. ASME 2000, 122, 612–619. [Google Scholar] [CrossRef]
- Rajesh Jesudoss Hynes, N.; Kumar, R. Simulation and Experimental Validation of Al7075-T651 Flow Drilling Process. J. Chinese Soc. Mech. Eng. 2017, 38, 413–420. [Google Scholar]
- Gao, X.; Li, H.; Liu, Q.; Zou, P.; Liu, F. Simulation of stainless steel drilling mechanism based on Deform-3D. Adv. Mater. Res. 2011, 160–162, 1685–1690. [Google Scholar] [CrossRef]
- Nagaraj, M.; Kumar, A.J.P.; Ezilarasan, C.; Betala, R. Finite element modeling in drilling of Nimonic C-263 alloy using deform-3D. Comput. Model. Eng. Sci. 2019, 118, 679–692. [Google Scholar] [CrossRef]
- Thepsonthi, T.; Grul Özel, T. 3-D finite element process simulation of micro-end milling Ti-6Al-4V titanium alloy: Experimental validations on chip flow and tool wear. J. Mater. Process. Technol. 2015, 221, 128–145. [Google Scholar] [CrossRef]
- Maurel-Pantel, A.; Fontaine, M.; Thibaud, S.; Gelin, J.C. 3D FEM simulations of shoulder milling operations on a 304L stainless steel. Simul. Model. Pract. Theory 2012, 22, 13–27. [Google Scholar] [CrossRef]
- Pittalà, G.M.; Monno, M. 3D finite element modeling of face milling of continuous chip material. Int. J. Adv. Manuf. Technol. 2010, 47, 543–555. [Google Scholar] [CrossRef]
- Nan, X.; Xie, L.; Zhao, W. On the application of 3D finite element modeling for small-diameter hole drilling of AISI 1045 steel. Int. J. Adv. Manuf. Technol. 2016, 84, 1927–1939. [Google Scholar] [CrossRef]
- Soo, S.L.; Dewes, R.C.; Aspinwall, D.K. 3D FE modelling of high-speed ball nose end milling. Int. J. Adv. Manuf. Technol. 2010, 50, 871–882. [Google Scholar] [CrossRef]
- Wu, H.B.; Zhang, S.J. 3D FEM simulation of milling process for titanium alloy Ti6Al4V. Int. J. Adv. Manuf. Technol. 2014, 71, 1319–1326. [Google Scholar] [CrossRef]
- Davoudinejad, A.; Tosello, G.; Parenti, P.; Annoni, M. 3D finite element simulation of micro end-milling by considering the effect of tool run-out. Micromachines 2017, 8, 187. [Google Scholar] [CrossRef]
- Tapoglou, N.; Antoniadis, A. 3-Dimensional kinematics simulation of face milling. Measurement 2012, 45, 1396–1405. [Google Scholar] [CrossRef]
- Guo, Y.B.; Liu, C.R. 3D FEA modeling of hard turning. J. Manuf. Sci. Eng. Trans. ASME 2002, 124, 189–199. [Google Scholar] [CrossRef]
- Valiorgue, F.; Rech, J.; Hamdi, H.; Gilles, P.; Bergheau, J.M. 3D modeling of residual stresses induced in finish turning of an AISI304L stainless steel. Int. J. Mach. Tools Manuf. 2012, 53, 77–90. [Google Scholar] [CrossRef]
- Malakizadi, A.; Gruber, H.; Sadik, I.; Nyborg, L. An FEM-based approach for tool wear estimation in machining. Wear 2016, 368–369, 10–24. [Google Scholar] [CrossRef]
- Buchkremer, S.; Klocke, F.; Veselovac, D. 3D FEM simulation of chip breakage in metal cutting. Int. J. Adv. Manuf. Technol. 2016, 82, 645–661. [Google Scholar] [CrossRef]
- Magalhães, F.C.; Ventura, C.E.H.; Abrão, A.M.; Denkena, B. Experimental and numerical analysis of hard turning with multi-chamfered cutting edges. J. Manuf. Process. 2020, 49, 126–134. [Google Scholar] [CrossRef]
- Tzotzis, A.; García-Hernández, C.; Talón, J.L.H.; Kyratsis, P. FEM based mathematical modelling of thrust force during drilling of Al7075-T6. Mech. Ind. 2020, 21, 1–14. [Google Scholar] [CrossRef]
- Bensouilah, H.; Aouici, H.; Meddour, I.; Athmane, M. Performance of coated and uncoated mixed ceramic tools in hard turning process. Measurement 2016, 82, 1–18. [Google Scholar] [CrossRef]
- Aouici, H.; Yallese, M.A.; Chaoui, K.; Mabrouki, T.; Rigal, J.F. Analysis of surface roughness and cutting force components in hard turning with CBN tool: Prediction model and cutting conditions optimization. Meas. J. Int. Meas. Confed. 2012, 45, 344–353. [Google Scholar] [CrossRef]
- Benardos, P.G.; Vosniakos, G.C. Prediction of surface roughness in CNC face milling using neural networks and Taguchi’s design of experiments. Robot. Comput. Integr. Manuf. 2002, 18, 343–354. [Google Scholar] [CrossRef]
- Masmiati, N.; Sarhan, A.A.D. Optimizing cutting parameters in inclined end milling for minimum surface residual— stressTaguchi approach. Measurement 2015, 60, 267–275. [Google Scholar] [CrossRef]
- Quiza, R.; Figueira, L.; Davim, J.P. Comparing statistical models and artificial neural networks on predicting the tool wear in hard machining D2 AISI steel. Int. J. Adv. Manuf. Technol. 2008, 37, 641–648. [Google Scholar] [CrossRef]
- Tzotzis, A.; Garcia-Hernandez, C.; Talón, J.L.H.; Kyratsis, P. CAD-based automated design of FEA-ready cutting tools. J. Manuf. Mater. Process. 2020, 4, 104. [Google Scholar] [CrossRef]
- Tzotzis, A.; Garcia-Hernandez, C.; Talón, J.L.H.; Kyratsis, P. Influence of the nose radius on the machining forces induced during AISI-4140 hard turning: A CAD-based and 3D FEM approach. Micromachines 2020, 11, 798. [Google Scholar] [CrossRef]
- Tzotzis, A.; Garcia-Hernandez, C.; Talón, J.L.H.; Kyratsis, P. 3D FE Modelling of machining forces during AISI 4140 hard turning. Strojniški Vestn. J. Mech. Eng. 2020, 66, 467–478. [Google Scholar] [CrossRef]
- Scientific Forming Technologies Corporation. DEFORM, version 11.3 (PC); Documentation; Columbus, OH, USA, 2016. [Google Scholar]
- Hu, H.J.; Huang, W.J. Tool life models of nano ceramic tool for turning hard steel based on FEM simulation and experiments. Ceram. Int. 2014, 40, 8987–8996. [Google Scholar] [CrossRef]
- Kobayashi, S.; Lee, C.H. Deformation mechanics and workability in upsetting solid circular cylinders. In Proceedings of the North American Metalworking Research Conference, Ontario, ON, Canada, 14–15 May 1973; Volume 1. [Google Scholar]
- Oh, S.I.; Chen, C.C.; Kobayashi, S. Ductile fracture in axisymmetric extrusion and drawing—Part 2: Workability in extrusion and drawing. J. Manuf. Sci. Eng. 1979, 101, 36–44. [Google Scholar] [CrossRef]
- Oyane, M.; Sato, T.; Okimoto, K.; Shima, S. Criteria for ductile fracture and their applications. J. Mech. Work. Technol. 1980, 4, 65–81. [Google Scholar] [CrossRef]
- Cockcroft, M.G.; Latham, D.J. Ductility and the workability of metals. J. Inst. Met. 1968, 96, 33–39. [Google Scholar]
- Agmell, M. Applied FEM of Metal Removal and Forming, 1st ed.; Studentlitteratur: Lund, Sweden, 2018; ISBN 978-91-44-12507-7. [Google Scholar]
- Arrazola, P.J.; Matsumura, T.; Kortabarria, A.; Garay, A.; Soler, D. Finite element modelling of chip formation process applied to drilling of Ti64 alloy. In Proceedings of the 6th International Conference on Leading Edge Manufacturing in 21st Century, LEM, Saitama, Japan, 8–10 November 2011; pp. 1–6. [Google Scholar]
- Haglund, A.J.; Kishawy, H.A.; Rogers, R.J. An exploration of friction models for the chip-tool interface using an Arbitrary Lagrangian-Eulerian finite element model. Wear 2008, 265, 452–460. [Google Scholar] [CrossRef]
- Meddour, I.; Yallese, M.A.; Bensouilah, H.; Khellaf, A.; Elbah, M. Prediction of surface roughness and cutting forces using RSM, ANN, and NSGA-II in finish turning of AISI 4140 hardened steel with mixed ceramic tool. Int. J. Adv. Manuf. Technol. 2018, 97, 1931–1949. [Google Scholar] [CrossRef]
- Kyratsis, P.; Markopoulos, A.; Efkolidis, N.; Maliagkas, V.; Kakoulis, K. Prediction of thrust force and cutting torque in drilling based on the response surface methodology. Machines 2018, 6, 24. [Google Scholar] [CrossRef]
- Efkolidis, N.; Hernández, C.G.; Talón, J.L.H.; Kyratsis, P. Modelling and prediction of thrust force and torque in drilling operations of Al7075 using ANN and RSM methodologies. Strojniški Vestn. J. Mech. Eng. 2018, 64, 351–361. [Google Scholar] [CrossRef]







{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Level | Vc (m/min) | f (mm/rev) | ap (mm) |
|---|---|---|---|
| I | 75 | 0.08 | 0.10 |
| II | 105 | 0.12 | 0.20 |
| III | 150 | 0.16 | 0.30 |
| IV | 210 | 0.20 | 0.40 |
| A (MPa) | B (MPa) | C | n | m | T0 (°C) | Tm (°C) |
|---|---|---|---|---|---|---|
| 1985.6 | 193 | 0.1524 | 0.2768 | 0.2852 | 20 | 1421 |
| Mechanical Properties | AISI-D3 | Ceramic |
| Young’s Modulus Ε (GPa) | 206.75 | 415 |
| Density ρ (kg/m3) | 7700 | 3500 |
| Poisson’s ratio γ | 0.30 | 0.22 |
| Hardness (HRC) | 63 | − |
| Thermal Properties | AISI-D3 | Ceramic |
| Heat capacity (J/kgK) | 381.26 @100 °C 429.90 @300 °C 555.42 @600 °C | 334 |
| Thermal expansion (μm/mK) | 12.0 | 8.4 |
| Thermal conductivity (W/mK) | 50.71 @100 °C 45.69 @300 °C 33.94 @600 °C | 7.5 |
| Cutting Parameters | Simulated Cutting Forces | ||||||
|---|---|---|---|---|---|---|---|
| Standard Order | Vc (m/min) | f (mm/rev) | ap (mm) | Fr (N) | Ft (N) | Fa (N) | Fresultant (N) |
| 1 | 75 | 0.08 | 0.10 | 193.2 | 85.1 | 35.4 | 214.1 |
| 2 | 75 | 0.12 | 0.20 | 269.5 | 118.8 | 74.6 | 303.8 |
| 3 | 75 | 0.16 | 0.30 | 426.4 | 206.4 | 106.2 | 485.5 |
| 4 | 75 | 0.20 | 0.40 | 489.2 | 302.6 | 164.7 | 598.3 |
| 5 | 105 | 0.08 | 0.20 | 262.1 | 95.8 | 70.8 | 287.9 |
| 6 | 105 | 0.12 | 0.10 | 209.4 | 78.6 | 36.4 | 226.6 |
| 7 | 105 | 0.16 | 0.40 | 465.7 | 275.4 | 159.7 | 564.1 |
| 8 | 105 | 0.20 | 0.30 | 421.1 | 208.6 | 112.3 | 483.2 |
| 9 | 150 | 0.08 | 0.30 | 332.6 | 126.8 | 118.9 | 375.3 |
| 10 | 150 | 0.12 | 0.40 | 405.9 | 212.1 | 158.8 | 484.7 |
| 11 | 150 | 0.16 | 0.10 | 204.1 | 98.7 | 38.4 | 229.9 |
| 12 | 150 | 0.20 | 0.20 | 324.5 | 152.6 | 63.4 | 364.2 |
| 13 | 210 | 0.08 | 0.40 | 327.8 | 159.5 | 145.6 | 392.5 |
| 14 | 210 | 0.12 | 0.30 | 312.1 | 160.3 | 98.6 | 364.5 |
| 15 | 210 | 0.16 | 0.20 | 287.6 | 132.4 | 61.3 | 322.5 |
| 16 | 210 | 0.20 | 0.10 | 217.2 | 94.9 | 36.4 | 239.8 |
| Fresultant (N) | Relative Error (%) | ||||
|---|---|---|---|---|---|
| Standard Order | Simulated | Experimental | Predicted | Predicted vs. Simulated | Predicted vs. Experimental |
| 1 | 214.1 | 197.8 | 204.1 | −4.65 | 3.17 |
| 2 | 303.8 | 318.8 | 327.2 | 7.69 | 2.62 |
| 3 | 485.5 | 472.3 | 461.6 | −4.91 | −2.25 |
| 4 | 598.3 | 622.3 | 607.5 | 1.53 | −2.38 |
| 5 | 287.9 | 295.2 | 298.0 | 3.50 | 0.93 |
| 6 | 226.6 | 214.5 | 221.6 | −2.22 | 3.27 |
| 7 | 564.1 | 589.5 | 558.3 | −1.02 | −5.28 |
| 8 | 483.2 | 505.9 | 484.5 | 0.28 | −4.23 |
| 9 | 375.3 | 360.6 | 365.6 | −2.58 | 1.38 |
| 10 | 484.7 | 503.9 | 489.7 | 1.02 | −2.82 |
| 11 | 229.9 | 213.1 | 235.2 | 2.29 | 10.37 |
| 12 | 364.2 | 383.3 | 361.9 | −0.63 | −5.59 |
| 13 | 392.5 | 415.1 | 391.8 | −0.20 | −5.62 |
| 14 | 364.5 | 384.6 | 368.5 | 1.10 | −4.19 |
| 15 | 322.5 | 345.3 | 318.0 | −1.39 | −7.91 |
| 16 | 239.8 | 230.2 | 240.4 | 0.24 | 4.45 |
| Source | Degree of Freedom | Sum of Squares | Mean Square | f-Value | p-Value |
| Regression | 9 | 222,884 | 24,764.9 | 90.24 | 0.000 |
| Residual Error | 6 | 1647 | 274.4 | ||
| Total | 15 | 224,531 | |||
| R-sq (adj) = 98.17% | |||||
| Term | PE Coefficient | SE Coefficient | t-Value | p-Value | |
| Constant | 59.7 | 95.7 | 0.62 | 0.556 | |
| V | 0.41 | 0.953 | 0.43 | 0.682 | |
| f | 234 | 910 | 0.26 | 0.805 | |
| ap | 994 | 332 | 2.99 | 0.024 | |
| V2 | −0.00178 | 0.00218 | −0.82 | 0.445 | |
| f2 | −1031 | 2588 | −0.40 | 0.704 | |
| ap2 | −229 | 414 | −0.55 | 0.601 | |
| V × f | 1.42 | 3.33 | 0.43 | 0.686 | |
| V × ap | −1.78 | 1.33 | −1.33 | 0.231 | |
| f × ap | 2408 | 1417 | 1.70 | 0.140 | |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Kyratsis, P.; Tzotzis, A.; Markopoulos, A.; Tapoglou, N. CAD-Based 3D-FE Modelling of AISI-D3 Turning with Ceramic Tooling. Machines 2021, 9, 4. https://doi.org/10.3390/machines9010004
Kyratsis P, Tzotzis A, Markopoulos A, Tapoglou N. CAD-Based 3D-FE Modelling of AISI-D3 Turning with Ceramic Tooling. Machines. 2021; 9(1):4. https://doi.org/10.3390/machines9010004
Chicago/Turabian StyleKyratsis, Panagiotis, Anastasios Tzotzis, Angelos Markopoulos, and Nikolaos Tapoglou. 2021. "CAD-Based 3D-FE Modelling of AISI-D3 Turning with Ceramic Tooling" Machines 9, no. 1: 4. https://doi.org/10.3390/machines9010004
APA StyleKyratsis, P., Tzotzis, A., Markopoulos, A., & Tapoglou, N. (2021). CAD-Based 3D-FE Modelling of AISI-D3 Turning with Ceramic Tooling. Machines, 9(1), 4. https://doi.org/10.3390/machines9010004