
Influence of Laser Texturing and Coating on the Tribological Properties of the Tool Steels Properties



Abstract
1. Introduction
- F—applied force [N];
- a—main semi-axis of the elliptical contact surface [mm].
2. Materials and Methods
- (a)
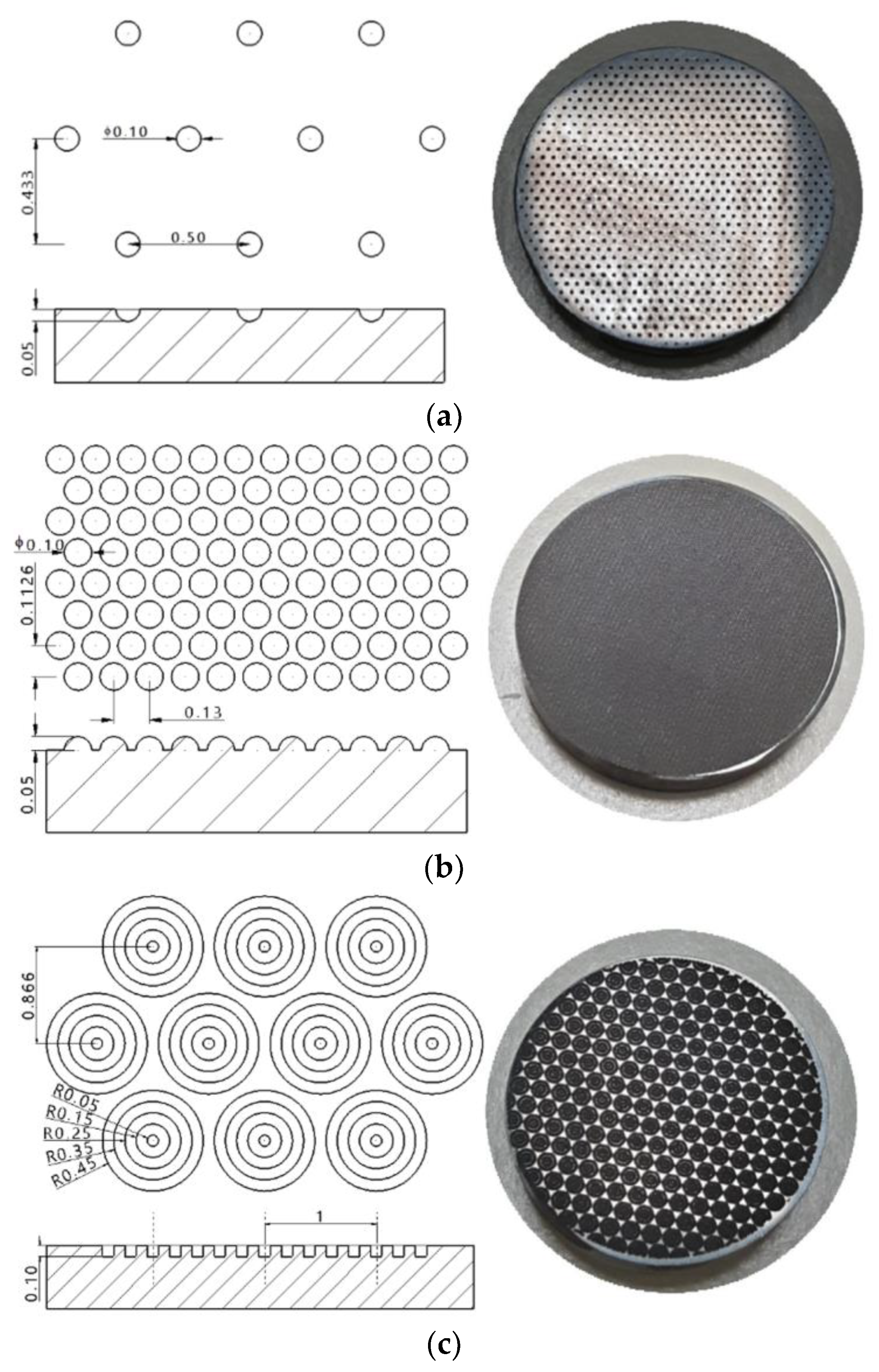
- T1—textured density 6.3%;
- (b)
- T2—textured density 93.7%;
- (c)
- T3—textured density 38%.
- Applied load 70 N;
- Sliding velocity 0.1 m.s−1;
- Track length 200 m;
- Track radius 3.5 mm;
- Time of load 2000 s.
3. Results and Discussion
- Vdisc is the wear volume of disc specimen [m3];
- R is the radius of wear track [m];
- S1 to S4 represent the cross-sectional areas at four places on wear track circle [m2].
- Ws(disc) is the specific wear rate of disc specimen [m2·N−1];
- Fp is the applied load [N];
- L is the sliding distance [m].
4. Conclusions
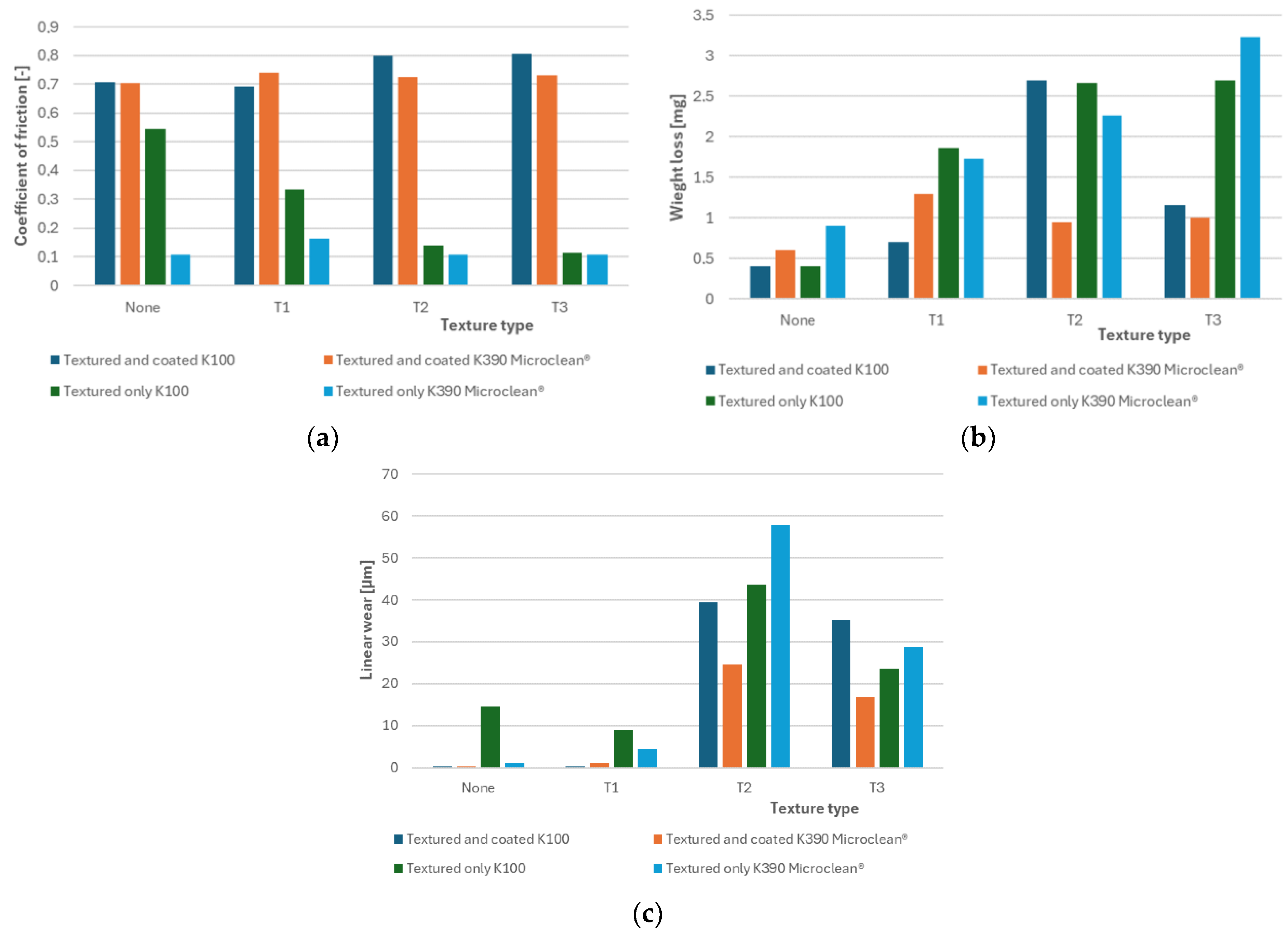
- Coating reduces the loss of material and also the rate of linear wear of the processed surface compared to only a textured surface, especially in the case of K390 Microclean® steel,
- Coated surfaces (textured and non-textured) are characterized by higher values of the coefficient of friction on all analyzed forms of surfaces, while non-textured and coated samples had the lowest COF value. The higher COF values for the untextured samples are due to the high normal applied load and the AlCrSiN coating itself,
- More textured surfaces are characterized by increased weight loss and increased linear wear in both analyzed cases (coated and uncoated), which could potentially be positively influenced by lubrication of textured surfaces with a lubricant that could potentially reduce COF, as well as wear on treated surfaces,
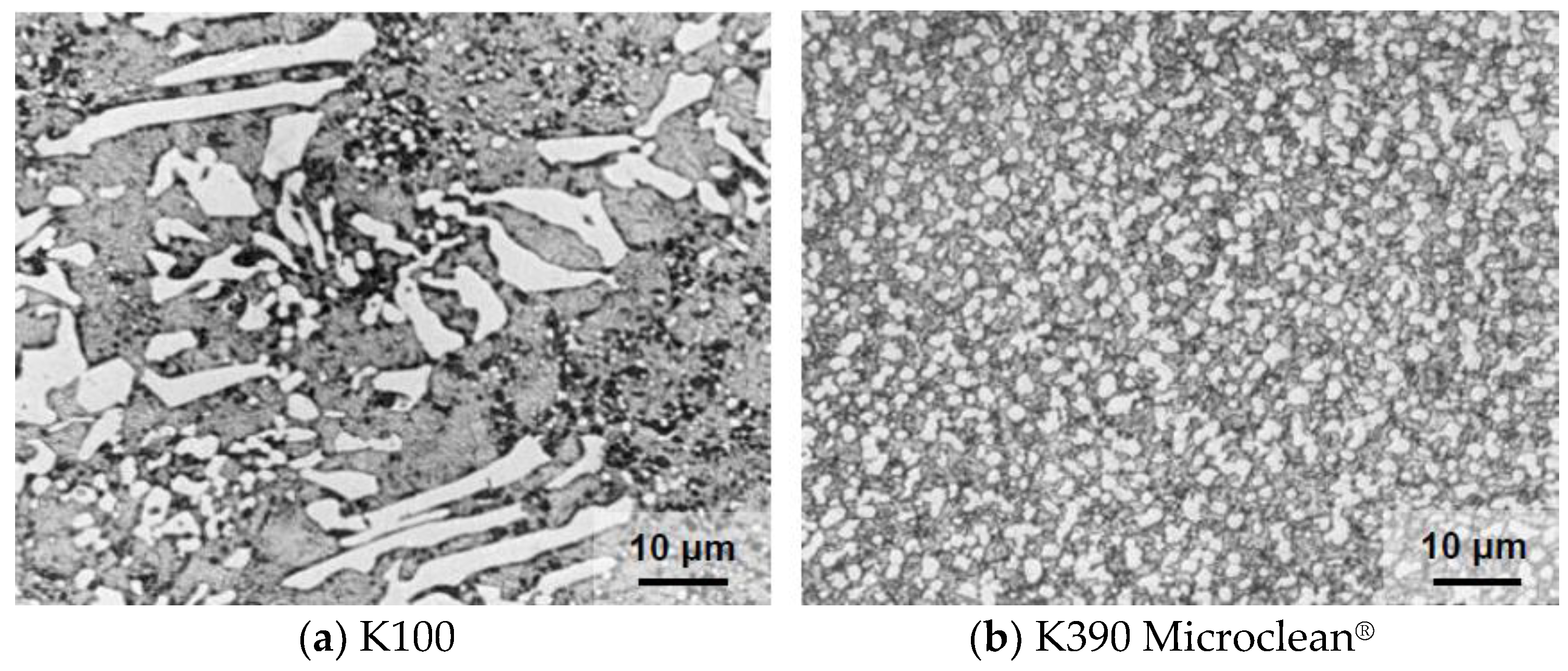
- In most indicators, the K100 tool steel appears to be the most advantageous, although it has a higher coefficient of friction than the K390 Microclean® steel, but achieves a lower weight loss, as well as a lower linear wear than the K390 Microclean® steel, especially on slightly wavy surfaces. The reason is probably the larger carbide particles localized in the microstructure, which prevent the loss of material during the tribological test due to their high hardness, and thus the higher abrasive resistance of the steel under high load,
- K390 Microclean® steel, on the other hand, achieves better results with more wavy surfaces after their coating,
- Only textured surfaces achieve low COF values for all analyzed samples compared to laser-textured and coated samples.
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Bhusnan, B. Introduction to Tribology, 2nd ed.; John Wiley & Sons, Ltd.; Ohio State University: Columbus, OH, USA, 2013; ISBN 978-1-119-94453-9. [Google Scholar]
- Why Is Tribology Important. Available online: https://www.stle.org/files/What_is_tribology/Tribology.aspx (accessed on 15 February 2024).
- Anton Paar. Basics of Tribology. Available online: https://wiki.anton-paar.com/en/basics-of-tribology/ (accessed on 15 February 2024).
- Metal Spinning (Metal Spinners). Available online: https://www.iqsdirectory.com/articles/metal-spinning.html (accessed on 12 January 2024).
- Metal Spinning 101: A Guide. Available online: https://www.metalcraftspinning.com/metal-spinning/ (accessed on 12 January 2024).
- Sahoo, P.; Das, S.K.; Davim, J.P. Tribology of materials for biomedical application. In Mechanical Behavior of Biomaterials, 1st ed.; Woodhead Publishing: Sawston, UK; Elsevier: Amsterdam, The Netherlands, 2019; pp. 1–45. [Google Scholar] [CrossRef]
- Sadowski, P.; Stupkiewicz, S. Friction in lubricated soft-on-hard, hard-on-soft and soft-on-soft sliding contacts. Tribol. Int. 2019, 129, 246–256. [Google Scholar] [CrossRef]
- Maculotti, G.; Goti, E.; Genta, G.; Mazza, L.; Galetto, M. Uncertainty-based comparison of conventional and surface topography-based methods for wear volume evaluation in pin-on-disc tribological test. Tribol. Int. 2022, 165, 107260. [Google Scholar] [CrossRef]
- Gourgiotis, P.A.; Zisis, T.; Giannakopoulos, A.E.; Georgiadis, H.G. The Hertz contact problem in couple-stress elasticity. Int. J. Solids Struct. 2019, 168, 228–237. [Google Scholar] [CrossRef]
- Tribonet. Hertzian Contact Equations for Elliptical, Spherical and Cylindrical Contacts. Available online: https://www.tribonet.org/wiki/hertz-equations-for-elliptical-spherical-and-cylindrical-contacts/ (accessed on 15 February 2024).
- Etsion, I. Improving tribological performance of mechanical components by laser surface texturing. Tribol. Lett. 2004, 17, 733–737. [Google Scholar] [CrossRef]
- Youssef, A.A.; Budzynski, P.; Filiks, J.; Surowiec, Z. Improvement of tribological properties of aluminum by nitrogen implantation. Vacuum 2005, 78, 599–603. [Google Scholar] [CrossRef]
- Ueda, M.; Berni, L.A.; Castro, R.M.; Reuther, H.; Lepienski, C.M.; Soares, P.C. Improvements of tribological properties of CrNiMo and CrCoMo alloys by nitrogen plasma immersion ion implantation. Surf. Coatings Technol. 2005, 200, 594–597. [Google Scholar] [CrossRef]
- Tang, M.; Zhang, L.; Shi, Y.; Zhu, W.; Zhang, N. Research on the improvement effect and mechanism of micro-scale structures treated by laser micro-engraving on 7075 Al alloy tribological properties. Materials 2019, 12, 630. [Google Scholar] [CrossRef] [PubMed]
- Chen, T.; Koyama, S.; Yu, L. Improvement of mechanical, tribological, and fricative reduction properties of pure titanium by boriding. Appl. Sci. 2021, 11, 4862. [Google Scholar] [CrossRef]
- Liu, Q.; Liu, Y.; Li, X.; Dong, G. Pulse laser-induced cell-like texture on surface of titanium alloy for tribological properties improvement. Wear 2021, 477, 203784. [Google Scholar] [CrossRef]
- Oñate, J.I.; Alonso, F.; García, A. Improvement of tribological properties by ion implantation. Thin Solid Films 1998, 317, 471–476. [Google Scholar] [CrossRef]
- Šugárová, J.; Šugár, P.; Frnčík, M. Friction evaluation of laser textured tool steel surfaces. Acta Mech. Autom. 2017, 11, 129–134. [Google Scholar] [CrossRef]
- Mesquita-Guimarães, J.; Ferreira, N.M.; Reis, R.M.S.; Gonzalez-Julian, J.; Pinho-da-Cruz, J. Laser surface texturing and numerical simulation of heat flux on Cr2AlC MAX phase heat exchangers. J. Eur. Ceram. Soc. 2023, 43, 5894–5903. [Google Scholar] [CrossRef]
- Outón, J.; Córdoba, T.; Gallero, E.; Vlahou, M.; Stratakis, E.; Matres, V.; Blanco, E. Corrosion behavior of nanostructured ferritic stainless steel by the generation of LIPSS with ultrashort laser pulses. J. Mater. Res. Technol. 2023, 27, 7422–7433. [Google Scholar] [CrossRef]
- Sorrentino, L.; Parodo, G.; Turchetta, S. Influence of Laser Treatment on End Notched Flexure Bonded Joints in Carbon Fiber Reinforced Polymer: Experimental and Numerical Results. Materials 2022, 15, 910. [Google Scholar] [CrossRef] [PubMed]
- Huang, P.C.; Chou, C.C.; Hsu, L.S. Preparation and tribological research of the electrodeposited NiW alloy coatings for piston ring application. Surf. Coat. Technol. 2021, 411, 126980. [Google Scholar] [CrossRef]
- Zhu, H.; Zhang, M.; Ren, W.; Saetang, V.; Lu, J.; Wu, Y.; Xu, K.; Liu, Y.; Zhang, Z. Laser-induced localized and maskless electrodeposition of micro-copper structure on silicon surface: Simulation and experimental study. Opt. Laser Technol. 2024, 170, 110315. [Google Scholar] [CrossRef]
- Moravčíková, J.; Moravčík, R.; Kusý, M.; Necpal, M. Influence of Laser Surface Texturing on Tribological Performance of Tool Steels. J. Mater. Eng. Perform. 2018, 27, 5417–5426. [Google Scholar] [CrossRef]
- Pannon Platit. nACRo®. Available online: https://www.pannonplatit.com/bevonat/16/nacro (accessed on 15 February 2024).
- Moravčík, R. Tool Steels of Ledeburite Type; IFW Dresden: Dresden, Germany, 2013; ISBN 978-3-9808314-4-4. [Google Scholar]
- BÖHLER K100. Available online: https://www.bohler.sk/app/uploads/sites/92/productdb/api/k100_sk.pdf (accessed on 20 March 2024).
- K390 Microclean®. Available online: https://www.bohler.sk/app/uploads/sites/92/2020/12/productdb/api/k390en.pdf (accessed on 20 March 2024).
- EN ISO 6508-1:2016; Metallic Materials. Rockwell Hardness Test. Part 1: Test Method. International Organization for Standardization: Geneva, Switzerland, 2016; revised 2023.
- EN ISO 4288:1996; Geometrical Product Specifications (GPS)—Surface Texture: Profile Method—Rules and Procedures for the Assessment of Surface Texture. International Organization for Standardization: Geneva, Switzerland, 1985; revised 1995.
- Švec, P.; Bošanský, M.; Gondár, E.; Toth, F.; Protasov, R. Wear of AlCrN and CrAlSiN coatings applied to nonstandard involute gears. Lubricants 2021, 9, 54. [Google Scholar] [CrossRef]
- Cai, F.; Gao, Y.; Zhang, S.; Zhang, L.; Wang, Q. Gradient architecture of Si containing layer and improved cutting performance of AlCrSiN coated tools. Wear 2019, 424–425, 193–202. [Google Scholar] [CrossRef]
- ISO 20808:2016; Fine Ceramics (Advanced Ceramics, Advanced Technical Ceramics) Determination of Friction and Wear Characteristics of Monolithic Ceramics by Ball-on-Disc Method. International Organization for Standardization: Geneva, Switzerland, 2016; revised 2021.

{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Chemical Composition [wt. %] | C | Si | Mn | Cr | Mo | V | W | Co |
|---|---|---|---|---|---|---|---|---|
| K100 | 2.00 | 0.25 | 0.35 | 11.50 | - | - | - | - |
| K390 Microclean® | 2.47 | 0.55 | 0.40 | 4.20 | 3.80 | 9.00 | 1.00 | 2.00 |
| K100 | K390 Microclean® | |
|---|---|---|
| Hardening [°C] | 950 | 1050 |
| Tempering [°C] | 250 | 550 |
| Rockwell hardness | 59.3 ± 0.6 HRC | 57.3 ± 1.2 HRC |
| Nanohardness [GPa] | Coating Thickness [µm] | Max. Working Temperature [°C] |
|---|---|---|
| 39 ÷ 41 | 1 ÷ 4 | 1100 |
| Textured and Coated | Textured Only [24] | |||
|---|---|---|---|---|
| Texture | K100 | K390 Microclean® | K100 | K390 Microclean® |
| None | 0.708 | 0.703 | 0.545 | 0.107 |
| T1 | 0.691 | 0.741 | 0.335 | 0.162 |
| T2 | 0.799 | 0.725 | 0.138 | 0.109 |
| T3 | 0.806 | 0.732 | 0.114 | 0.107 |
| Textured and Coated | Textured Only [24] | |||
|---|---|---|---|---|
| Texture | K100 | K390 Microclean® | K100 | K390 Microclean® |
| None | 0.40 | 0.60 | 0.40 | 0.900 |
| T1 | 0.70 | 1.30 | 1.867 | 1.733 |
| T2 | 2.70 | 0.95 | 2.667 | 2.267 |
| T3 | 1.15 | 1.00 | 2.700 | 3.233 |
| Textured and Coated | Textured Only [24] | |||
|---|---|---|---|---|
| Texture | K100 | K390 Microclean® | K100 | K390 Microclean® |
| None | 0.276 | 0.281 | 14.610 | 1.100 |
| T1 | 0.251 | 1.067 | 8.953 | 4.383 |
| T2 | 39.300 | 24.650 | 43.553 | 57.743 |
| T3 | 35.200 | 16.80 | 23.647 | 28.747 |
| Textured and Coated | Textured Only | |||
|---|---|---|---|---|
| K100 | K390 Microclean® | K100 | K390 Microclean® | |
| None | 2.08861 × 10−11 | 2.14787 × 10−11 | 8.02172 × 10−9 | 1.65736 × 10−10 |
| T1 | 1.79941 × 10−11 | 1.58324 × 10−10 | 3.84809 × 10−9 | 1.3181 × 10−9 |
| T2 | 3.539 × 10−8 | 1.75799 × 10−8 | 4.12875 × 10−8 | 6.30289 × 10−8 |
| T3 | 2.99989 × 10−8 | 9.89136 × 10−9 | 1.65179 × 10−8 | 2.21401 × 10−8 |
| Textured and Coated | Textured Only | |||
|---|---|---|---|---|
| K100 | K390 Microclean® | K100 | K390 Microclean® | |
| None | 1.49187 × 10−15 | 1.5342 × 10−15 | 5.7298 × 10−13 | 1.18383 × 10−14 |
| T1 | 1.28529 × 10−15 | 1.13089 × 10−14 | 2.74864 × 10−13 | 9.41499 × 10−14 |
| T2 | 2.52786 × 10−12 | 1.25571 × 10−12 | 2.94911 × 10−12 | 4.50207 × 10−12 |
| T3 | 2.14278 × 10−12 | 7.06526 × 10−13 | 1.17985 × 10−12 | 1.58144 × 10−12 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Moravčíková, J.; Moravčík, R.; Sahul, M.; Necpal, M. Influence of Laser Texturing and Coating on the Tribological Properties of the Tool Steels Properties. Machines 2024, 12, 311. https://doi.org/10.3390/machines12050311
Moravčíková J, Moravčík R, Sahul M, Necpal M. Influence of Laser Texturing and Coating on the Tribological Properties of the Tool Steels Properties. Machines. 2024; 12(5):311. https://doi.org/10.3390/machines12050311
Chicago/Turabian StyleMoravčíková, Jana, Roman Moravčík, Martin Sahul, and Martin Necpal. 2024. "Influence of Laser Texturing and Coating on the Tribological Properties of the Tool Steels Properties" Machines 12, no. 5: 311. https://doi.org/10.3390/machines12050311
APA StyleMoravčíková, J., Moravčík, R., Sahul, M., & Necpal, M. (2024). Influence of Laser Texturing and Coating on the Tribological Properties of the Tool Steels Properties. Machines, 12(5), 311. https://doi.org/10.3390/machines12050311