Abstract
Implementing digital technologies and digital twins (DT) in operating industrial units is one of the key problems in smart production. Metallurgical plants require a solution to implement in the rolling mill retrofitting. A conceptual approach to the virtual configuration of industrial mechatronic complexes based on object-oriented digital twins-prototypes and twins-instances of electromechanical and hydraulic systems is justified. Alternative options for virtual commissioning (VC) were considered, and the Hardware-In-The-Loop (HIL) option was adopted, involving the implementation of DTs in the hardware and software of a programmable logic controller (PLC). Virtual models were built, and control algorithms were tested in the Matlab Simulink software; the prospect of using Simscape domains was noted. The paper’s contribution is the description of a methodology for the development of object-oriented DTs, interlinked in the process, exemplified by a rolling mill coiler. The results of the control over the ‘virtual reeling’ mode are provided; the adequacy of real and virtual processes is confirmed. The problem of developing DTs for a coiler group, solved herein, is a fragment of a large-scale scientific and practical problem of developing DTAs (digital twin aggregates) for interconnected mechatronic rolling mill complexes. The developed VC methodology and proposed DTs are recommended for the commercial implementation in various industrial units. Developing frameworks of mechatronic systems and multi-domain DTE (Digital Twin Environment) applications are shown as prospects for future research.
1. Introduction
Digitization is a fundamental trend in the development of industrial companies and businesses, serving as the basis for their transformation into smart companies. Digital enterprises allow solving complex tasks, including optimal process and equipment maintenance control. An important driving force of the smart production paradigm is a digital twin, which is a digital replica of a physical object, subject to the data exchange between them [1]. It is increasingly used to improve productivity and operating conditions and configure industrial units using computational techniques that become possible due to a digital analogue [2,3]. The concept of a digital twin and its function in smart production conditions are considered in review publications [4,5,6,7,8]. Both academic community and industry representatives stress the importance of digital twins [9,10].
Research papers [11,12,13,14] provide reviews of the areas of applying DTs in the industry. According to [15], DTs are used for three basic purposes: simulation, monitoring, and control. However, today they are increasingly used for design, virtual setup, and configuration related to virtual commissioning. Many publications are devoted to developing DTs for the metallurgical industry. Thus, [16,17,18] consider their role in implementing the concept of digital or smart metallurgical enterprises. According to this concept, “a smart steel plant optimizes its production processes from raw materials to final products in an automatically adaptive way.” Obviously, applying DTs in the development, operation, and retrofitting of rolling mills as the most complex units of metallurgical production is promising. They can be most effectively used at the following stages of the rolling mill mechatronic system life cycle [19,20]:
- the simulation stage when developing and designing automation equipment and tools,
- the commissioning stage with virtual system generation,
- during operation to reconfigure and monitor technical conditions.
Herewith, the literature sources do not provide any information on using DTs in the reconstruction of operating rolling unit equipment. It also should be noted that the academic progress of digital twins is far ahead of their practical use. The literary sources provide limited information on implementing DTs at the industrial equipment life cycle stages. Therefore, the industrial community’s desire to use DTs in their enterprises is constrained by the lack of an intelligible methodology for developing DTs for practical tasks. Most of the existing approaches are focused on specific objects. Therefore, the main idea of using DTs in production is a dynamic virtual soft representation of physical assets and processes. In this context, a digital twin means a digital copy of a machine (or its separate component), a production line, or even an entire plant in the course of its development or changing its condition.
Experts distinguish three types of twins: Digital Twin Prototype (DTP), Digital Twin Instance (DTI), and Digital Twin Aggregate (DTA) [21,22,23]. Such a gradation is adopted below when developing the DT mechatronic system of the hot rolling mill (HRM) coiler group. Ref. [23] gives the following explanations:
- “DTP is the prototype of the physical artifact. It considers all the data required to reproduce the product physically after determining the prototype in the virtual space.” When using Matlab software, modules of Simulink libraries or Simscape domains can be used as twin prototypes.
- “DTI means a digital representation of a physical product. This requires continuous connections throughout the entire life cycle to optimize the virtual model over time.” In this case, the data flow is directed oppositely to that in DTP, i.e., from the physical product to the digital model. When studying rolling mills, a typical DTI is a strip, the parameters and properties of which change during processing.
Upon development, mathematical descriptions of the rolling mill equipment and various phenomena should be assembled into a complex model. It should describe the communication of electromechanical and hydraulic systems during metal processing. To do this, DTAs are developed for both the entire unit and its sections or mechatronic systems [24]. As a development of this gradation, M. Grieves [21] uses the concept of DTE, which is a multi-domain application used to control a digital twin for various purposes.
This study is aimed at developing a new conceptual direction: creating relatively simple object-oriented digital twins of industrial mechatronic complexes. They should be created according to the aforementioned gradation based on common software without the use of specialized digital platforms. Meeting these conditions will allow for passing ‘from words to deeds’ in digitalizing the metallurgical industry and ensure the practical orientation of developments and the possibility of implementing them at operating plants.
The said direction is demonstrated in the example of VC of mechatronic equipment of the operating HRM. Alternative VC options have been preliminary analyzed to justify a rational approach to implementing the developed DTs. A DT has been developed for one of the most complex process units—a coiler designed to reel flat hot-rolled strips. This device comprises interconnected electromechanical and hydraulic systems and therefore, is optimal to implement the proposed approach. The practical application of DTs is demonstrated, and the adequacy of virtual models at the coiler VC stage is assessed. The developed DTA is also used at other life cycle stages, in particular, when configuring control algorithms. The results obtained confirm the efficiency of using it in the online monitoring of the equipment condition (not considered here).
The paper content is given in the following sequence. Section 2 considers alternative approaches to VC, describes the study object, and justifies the concept of object-oriented DTs of mechatronic systems. Section 3 provides examples of the modular construction of object-oriented twins of a rolling mill and considers the methodology for developing DTs for VC of mechatronic complexes. Section 4 considers the implementation of the developed DTA in the HRM coiler group PLC software. Section 5 assesses the adequacy of configuring the mechatronic systems of coilers, provides the oscillograms obtained in the VC mode, and notes the scientific and practical significance of the results. Section 6 discusses the study results, and Section 7 draws conclusions on the paper’s content and describes the research prospects.
2. Problem Formulation
2.1. Alternative VC Options
The authors of [25,26,27] express the opinion that the majority of mechanisms and machines can be represented as a structure consisting of a mechanical part and a controller. Refs. [28,29,30,31] consider alternative approaches to VC, combining real and virtual replicas of the mechatronic system and control device. These include:
- Conventional commissioning, when a real mechatronic system and a real programmable logic controller are used to test the control system. The control system is tested after commissioning.
- Reality-In-The-Loop (RIL) most accurately reflects the typical commissioning in the sense that the simulated control system is used to test the physicomechanical system [32]. In this system, commissioning is not possible until the physical system is installed.
- Hardware-In-The-Loop (HIL) uses the real mechanical system’s response simulation model and is controlled by a real controller. The control software can be tested at the early stages by replacing the mechanical system with its virtual version.
- Software-In-The-Loop (SIL) using both a virtual control system and a virtual mechanical one is another step forward. In this case, the simulation speed may be higher or lower than the real one, depending on the test purpose. Several tests can be quickly performed at higher speeds while complex systems can be tested at low ones.
Authors of [33] proposes a hybrid commissioning, which is a development of HIL. It is a step-by-step procedure starting with HIL with the further gradual replacement of virtual devices with real ones. This leads to step-by-step system commissioning.
The HIL and SIL approaches have significant advantages from the standpoint of reducing the VC term and solving problems that may arise before the final commissioning [34]. Their analysis shows that when a PLC with sufficient computing resources is available, the virtual commissioning of an industrial facility does not require a virtual controller. As will be shown below, the rolling mill coiler is commissioned when the equipment is fully assembled. Therefore, the HIL approach is preferable.
In HIL configurations, the software is conventionally implemented on a PLC while the mechanical system’s model runs on a separate emulator. Figure 1 shows a block diagram of the communication between the automation system and the control object built in compliance with this condition. In this case, a computer (or several computers for the complex object model) runs the DT program. This computer is equipped with the interface required for communication with the automation system’s PLC simulating real data networks of the object interface.

Figure 1.
Structure Describing the Communication between the Control System and the Object.
This method most accurately describes the input-output periphery, is close to the real object, and does not overload the computing power of the controller. Herewith, to accelerate building models, available software environments can be used, e.g., Matlab Simulink. The rationale for the use of this package to develop DTs is provided in [35,36]. Among the method’s drawbacks, the need for additional computing complexes to simulate the object should be noted.
Modern controllers also allow for developing HIL configurations by implementing the controller algorithm and the mechanical system model on the same equipment (Figure 2). In this case, the DT is built directly in the PLC (of course, if there are free computing resources). This method is less expensive in terms of hardware but complex in software implementation. The disadvantage is the PLC’s limited resources, so it requires developing simplified (and accordingly, less accurate) mathematical models. For the same reason, the use of the created DT for controlling actual physical processes and equipment conditions is limited. The solution is transferring debugged DT algorithms to a higher APCS level.
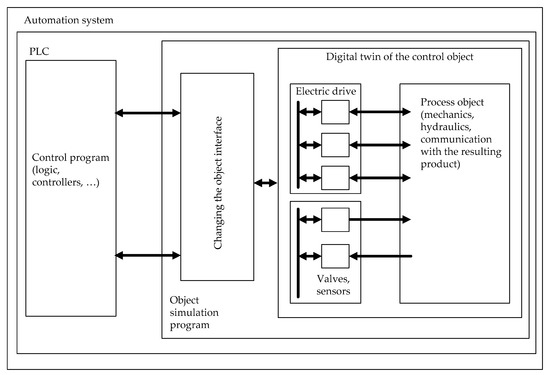
Figure 2.
Structure of a Digital Twin with PLC Implementation.
Tests based on the considered two configurations are performed in real-time mode. Therefore, debugging procedures can be started exactly as during the actual operation.
The option of placing DT in PLC is applied in the virtual commissioning of rolling mill coilers described below.
2.2. The Research Object Description
The publication [37] dwells upon the development of DTA for the down coiler section shown on the diagram of the modern HRM process line (Figure 3). The virtual input problem is considered in the example of the “wrapper rolls—mandrel” mechatronic complex of Mill 2500. This was initiated due to the unit reconstruction with the replacement of process equipment.
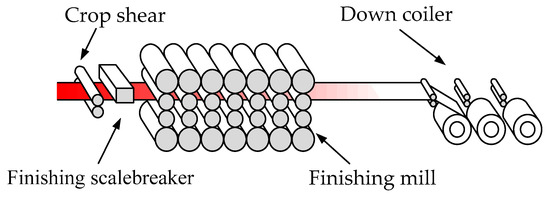
Figure 3.
Continuous Hot Rolling Mill Process Line Diagram Fragment (developed by SMS group).
According to the project, the reconstruction should ensure the rolling of up to 25 mm thick strips with reeling. This required installing a group of three coilers equipped with powerful hydraulic wrapper rolls (WR). This type of coilers is described in [38,39]. They perform reeling into a coil with a diameter of up to 2.1 m, weighing up to 40 tons (Figure 4a). Photos of the installed coiler, developed by the Novokramatorsk Machine-Building Plant (NKMZ, Kramatorsk, Russia), are given in Figure 4b. Table 1 provides the parameters of each coiler and the reeled strip.
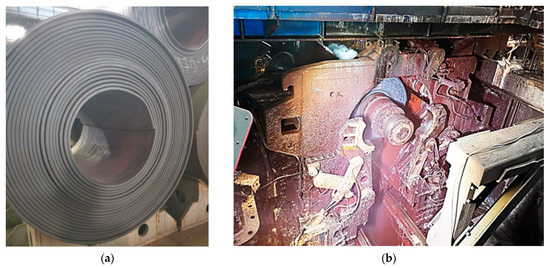
Figure 4.
Photos of the Coil (a) and the Coiler with Wrapper Rolls Brought Apart During Reeling (b).

Table 1.
The Coiler and Reeled Strip Parameters.
Figure 5a shows the simplified kinematic diagram of the coiler. The mechanism of bringing WRs apart and together comprises roll carriers with a system of levers driven by hydraulic cylinders HC1–HC4. For positioning, position sensors BS* with SSI interface are used, built into the hydraulic cylinders. The force is calculated by signals from pressure sensors connected to the HC rod and piston ends. The HC oil flow is controlled by servo valves. Each WR is driven, the electric drive kinematic diagram is shown in Figure 5b.
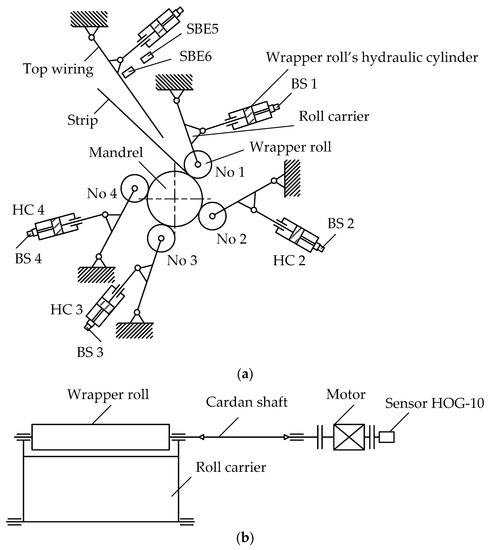
Figure 5.
Kinematic Diagrams of the Coiler (a) and WR Electromechanical System (b).
Table 2 provides recommended initial gaps between the WR and the mandrel. They form a ‘gap volute’, which means a decrease in the distance from the mandrel surface of each subsequent roll compared to the previous one.
Table 2.
Explanation of forming the ‘gap volute’.
The coiler operation involves bringing WRs apart and together in the course of reeling. Figure 6 shows their motion for a coiler with four WRs [39,40]. They have two operating modes: the pressing force control on the first turn (Figure 6a) and step-by-step control during the formation of the next turns (Figure 6b).
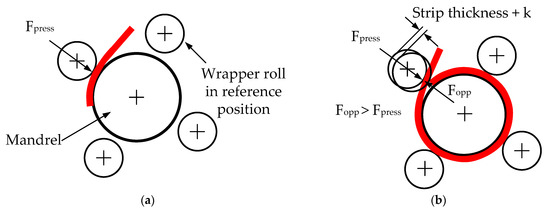
Figure 6.
The WR Force Control Principle: at the start of reeling (a) and after the first turn (b).
In the force control mode, when the first layer is formed (Figure 6a), the WR link is pressed against the strip together with the roll with a given minimum force. Then, at each turn, the strip pushes the roll up to the magnitude of its thickness (Figure 6b). The problem is to define the roll’s pressing force against the strip. On the one hand, it should be sufficient for achieving good reeling quality, and on the other hand, it should not cause damage to the strip, e.g., in the case of especially thin and “soft” materials. This force should be less than the opposite one (Fopp) induced by the strip after each turn (Fopp > Fpress).
2.3. Justifying the Concept of Object-Oriented DTs of Mechatronic Systems
According to [41], “Mechatronics is a “system design” approach, in which mechanical, electronic, and software systems are closely integrated and affect each other and the entire system.” Virtual configuring of mechatronic systems at the commissioning stage is a relevant area of the DT commercial application. This area is in demand when commissioning and retrofitting rolling mills.
Publications [42,43,44] are devoted to studying the problems of electromechanical systems and developing control systems for rolling mills. Ref. [45] describes the transformation of a rolling mill from a stand-alone solution into a fully integrated cyber-physical production system. Refs. [46,47,48,49] solve similar problems. An analysis of these and other publications allows for concluding that the disadvantages of digital products of well-known companies developing rolling equipment are complexity and narrow focus. Digital twins are developed based on specialized digital platforms, mainly used in the design and construction of new turnkey units. They are not applied at operating metallurgical enterprises. Each rolling mill is a unique object built using tailored equipment. Therefore, digital platforms can only be applied to the units of a specific developer company. This approach is impracticable when replacing or retrofitting mechatronic systems of operating rolling mills.
Given the aforementioned, a conceptual approach to creating DTs of industrial mechatronic complexes is proposed, providing for:
- developing relatively simple object-oriented digital twins-prototypes of electromechanical and hydraulic systems,
- developing digital twins-instances reflecting all the essential links of the object,
- combining DTP and DTI into an aggregated digital twin of a higher-level mechatronic complex or process facility.
Object-oriented DTPs should be built within a simple methodology using available software without digital platforms. Such software includes Matlab and Python, well-studied and successfully applied in control system development. This approach can be applied to process units or their sections representing a group of integrated mechatronic systems involved in a process. Those include the coiler section of the rolling mill under study. Thus, the coiler group DT development problem, solved herein, is a fragment of a large-scale scientific and practical problem of developing DTAs for interconnected mechatronic rolling mill complexes.
3. Materials and Methods
Requirements for created DTs:
- In general, they should simulate the operating modes of the unit under study or an individual process unit (rolling stand, coiler, screw-down mechanisms, etc.).
- Parameters and configurations of local systems should correspond to those set for the object investigated.
- All critical links of individual automated systems should be reproduced, in our case—electric and hydraulic drives.
- When developing, a single concept and elemental base of automation systems adopted for a specific unit should be preserved.
Problems to be solved when creating DTs:
- Justifying mathematical dependencies and apparatus, minimally sufficient for reliable simulation of the object in the hardware and software of a PLC or an industrial PC.Note: For the coiler under study, such dependencies have been developed and used during virtual commissioning. They are not described herein due to the significant data volume.
- Developing software to conduct the object simulation in the PLC language or developing a simulator using a specially allocated computer. Developing control algorithms in the PLC language.Note: The coiler group models have been pre-developed for this particular case on a separate PC in the Matlab Simulink software package. Upon developing control algorithms and defining the controller configuration parameters, all the mechatronic complex operating modes were studied on a virtual model.
- Building digital twins for commercially available PLCs or in the PLC-PC complex. In this case, the problem of developing or choosing an interface arises.
- Practical implementation on an operating unit.
- Developing (or debugging) ACPS algorithms, visualization tools, and interfaces of industrial digital systems. In particular, this is required when using the developed DTs to monitor conditions after switching the PLC to a regular operation mode.Note: Developing systems for monitoring the technical condition of the equipment is an independent complex problem that cannot be solved as part of virtual commissioning.
3.1. Modular Construction of DTA of Rolling Mills
In general, the rolling mill DTA’s structure comprises DTPs and DTIs with all relevant process links. Therefore, the following digital twins should be developed for HRM:
- Motion control DT (control panel gives control commands);
- DTPs of the main drives;
- DTPs of hydraulic units simulating (for the stand):
- –
- deformation zone;
- –
- rolling force;
- DTI of the strip between stands (interlink of stands through the strip);
- DTIs simulating the link between the last stand and driving rollers of the coiler;
- thickness measurement devices (Digital Shadows—DS);
- flatness measuring devices (DS).
The list of basic DTs may vary depending on the particular rolling unit equipment composition. Thus, for a continuous HRM stand group, the DTA structure may include:
- DTP of the work roll anti-crossbreak system [50,51];
- DTP of the axial roll displacement system [52,53];
- DTA of hydraulic or electromechanical loopers.
Of course, this list is not complete; the DTA configuration will differ for different units and their individual modules. However, the proposed modularity allows for creating a complex DTA design without costly and time-consuming physical commissioning. All controls can be virtually tested as close as possible to real ones. Configurations in a closed control loop with preset target parameters can be similarly tested.
The block diagrams below explain the construction of DTs of sequentially located stands (Figure 7a) and the continuous hot rolling mill coiler equipment (Figure 7b). They reflect the essential interlinks of process units. Figure 7a considers pressure metal processing. DTPs are provided for the basic electrical, mechanical, and hydraulic equipment. Simulators of their interlink through the processed strip and the stand deformation model are provided. Insignificant functions such as cooling the intermediate and run-out table workpieces are not considered. Figure 7b shows a diagram of the DTPs of electric and hydraulic drives and the DTI of the strip to be developed when creating a virtual model of the coiler’s mechatronic complex.
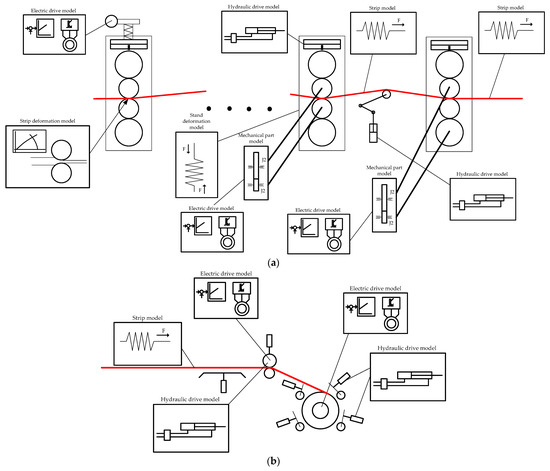
Figure 7.
Structures explaining the principle of building digital twins of interlinked mechatronic systems of the HRM stands (a) and coiler (b).
When using the Matlab software, modules included in the Simulink or Simscape libraries are used as object-oriented DTPs, [35,36]. Also, object-oriented DTIs are being developed based on the Simulink library. Measurement devices and coordinate observers included in DTAs are Digital Shadows; they perform one-way data transmission from a physical object to a virtual model.
The DT mechatronic complex is based on mathematical models of the electric drive of the coiler and driving rollers, considering the connection through the reeled strip [54,55]. Refs. [56,57,58,59] considers in detail one-mass and two-mass drive models, and [60,61]—the interconnection of electromechanical systems through the strip. The WR hydraulic drive model includes digital models of a hydraulic cylinder and a servo valve [62,63]. Simulating a hydraulic system was based on the theoretical provisions and mathematical dependencies considered in [64,65]. Refs. [66,67] describe the basic principles of simulating hydraulic systems. The Simulink 7.0 software package was adopted as the software environment for creating DTs. Models and algorithms were developed and initially debugged using it.
As noted above, a detailed description of the developed models of the coiler’s electromechanical and hydraulic systems takes up a lot of space and can be the subject of a separate publication.
3.2. Methodology of Developing DTs for VC
The provided material allowed for justifying the generalized technique for developing DTs intended for the virtual commissioning of mechatronic complexes and process control systems. It comprises the following sequence of actions:
- Upon completing the design stage—developing simulation models and control algorithms, the virtual configuring of the control system. For electrical and mechatronic systems of rolling mills, developing models in the Matlab Simulink software package is optimal. Simscape domains can also be used, in which case a DTE application can be generated.It is planned to further develop a conceptual multilevel structure (framework [68,69]) for a set of functions of various mechatronic complexes based on Simscape domains and interconnection modules developed in Simulink.
- Digital twin development. To do this, the model algorithms are implemented on the computing tools of controllers designed to control processes. Model structures and pre-developed control algorithms are “transferred” from the Simulink to the PLC software.
- Direct virtual commissioning. At this stage, control algorithms are debugged, and settings are refined.
- Connecting PLCs with developed control algorithms to a physical object. Experimental research, transfer to pilot operation.
- “Transfer” of the object digital twin to the higher level computer software to use it for the online control over process parameters and technical conditions of equipment.
4. Implementation
The developed technical solutions have been implemented in PLCs included in the coiler group APCS structure shown in Figure 8. Like most modern multilevel automation systems for rolling mills, it was built based on computers (levels 3, 2, 1), programmable controllers (level 1), digital drives, sensors, and actuator valves (level 0) [70].
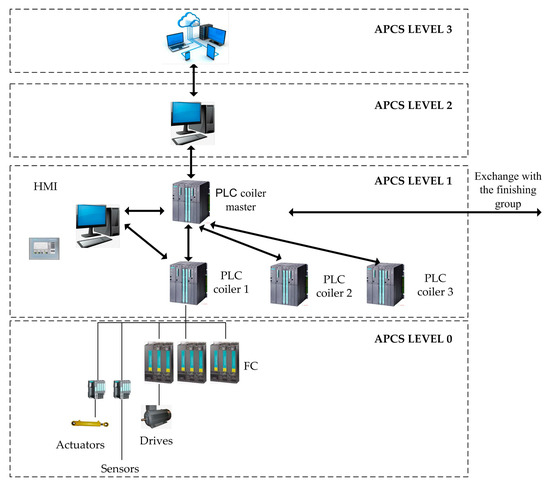
Figure 8.
Three-Level Structure of the Coiler Group APCS.
Level 1 comprises coiler controllers, a coiler master controller, and a visualization system. Level 1 controllers are real-time systems. Process controllers (e.g., tension) and actuator positioning systems are implemented on their basis. The communication mechanism logic is also implemented, including automatic sequences and local systems for real-time product tracking. The coiler master controller is connected to the finishing stand group master controller and the 2nd level automation system. Level 2 is responsible for shop-level monitoring and computing production settings; it also contains models (e.g., rolling, heating in furnaces, etc.) for calculating level 1 tasks.
Figure 9 shows the automation system structure. Each coiler uses a Siemens S7-400 controller. It comprises a basic processor (CPU), a fast computing processor (FM), and a communication processor (CP). The basic processor is used to solve general logic problems, implement controllers, and control coiler drives and auxiliary mechanisms. The wrapper roll controller software is housed in the FM-458 fast computing processor. The communication processor communicates with the visualization system and other controllers.
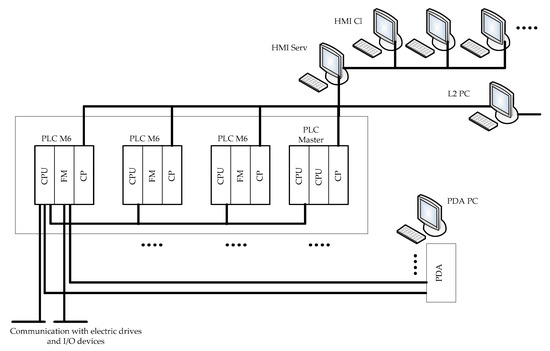
Figure 9.
The Coiler Section Automation System Structure.
The CPU-416 processor implements software to control the mandrel drives, driving rollers, hydraulic drives of wrapper rolls, and other mechanisms. The key functions include setting up tasks for power-up sensors, calculating the roll diameter and tension, bending, and inertia moments, dynamic compensation, an exact coil stop, communication with frequency converters, etc. The computing cycle lasts 10 to 20 ms. Along with three such controllers, the structure includes a coiler master controller (PLC Master) and a human-machine interface (HMI).
At the commissioning stage, the coiler group DTA was used, hosted on the computers of controllers shown in Figure 8. Thereby, the model structures and control algorithms were transferred from the Simulink environment to the PLC software. For the operation of the complex, a testing ground was arranged with coiler controllers, a visualization system, and part of the operator consoles. Figure 10 shows the general view of the coiler group master’s controller basket.
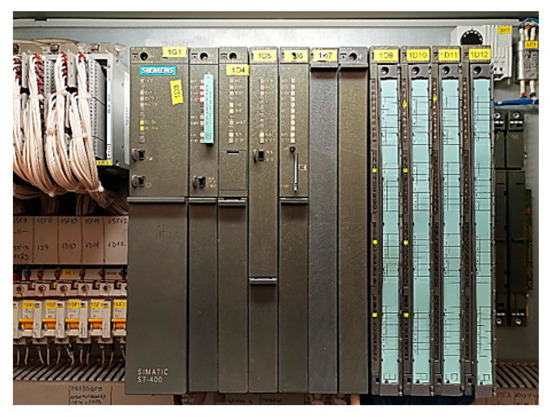
Figure 10.
PLC Master Controller Basket.
To control dynamic processes, a PDA (Process Data Acquisition) system was used, which allowed recording data by polling and storing several thousand signals with a minimum sampling time of 2 ms. Accordingly, the data acquisition sampling rate is fixed at 500 Hz. The standard Profibus communication protocol was used to transmit data. Figure 11 shows the PDA system connection to the PLC.

Figure 11.
PDA System Basket (a) and Its Connection to PLC (b).
To assess the developed DTA’s adequacy to the physical object, a series of experiments was performed, during which the change in the electric and hydraulic drive parameters was compared in transient modes.
5. Results
The adequacy of actual and virtual processes was checked. Below are the “virtual reeling” mode control results with a simulation of the mechanism communication through the metal. Two options were compared:
- Soft commissioning: A combination of a hardware PLC and a simulated system (hardware in the HIL cycle),
- The results obtained on the coiler (or group of coilers) after the “physical” commissioning with the control system configured in the HIL mode.
Note that the literature sources provide no such comparative analysis of virtual and physical processes.
Figure 12 and Figure 13 show the reeling of three successive coils in the time instants t1–t2), (t3–t4), and (t5–t6), respectively. The horizontal axes specify the time in the day format (hh:mm:ss) since the recording was continuous. The time scale was chosen to allow visually displaying processes on the plot in the t1–t6 period equal to about 5 and 2.5 min in Figure 12 and Figure 13, respectively.
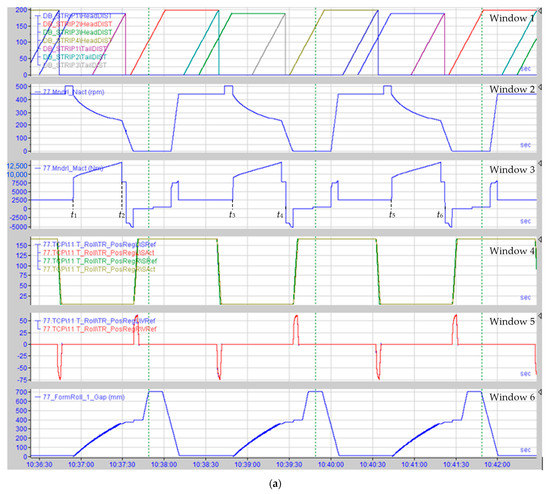
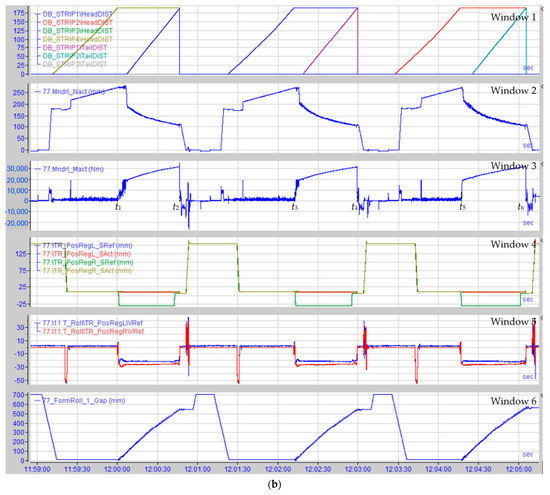
Figure 12.
Oscillograms Obtained for Virtual HIL Configuration (a) and During the Mechatronic Complex Operation (b).
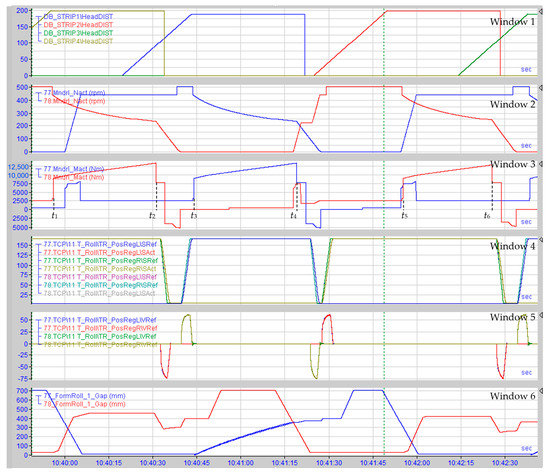
Figure 13.
Signals Obtained for The Virtual HIL Configuration of Mechatronic Systems of Coilers Nos. 2 and 3.
5.1. Experiment
Experiment No.1. The reeling of several strips in series is simulated using the developed mechatronic system virtual model and control algorithms. The wrapper rolls operate in the “non-apart” mode, i.e., they are constantly pressed against the roll. This mode is used when reeling thick strips (7 to 25 mm).
Figure 12a shows the simulation results obtained using the simulator (HIL results); Figure 12b shows the oscillograms obtained directly on the coiler. Such an analysis is intended to check the complex operability in all modes during a reeling cycle. The following dependencies are shown: window 1—the strip’s “head” and “tail” positions on the run-out table; window 2—coiler motor speed; window 3—coiler motor torque; window 4—the driving roller position; window 5—the setting for the driving roller servo valve; window 6—the position of the wrapper roll No. 1.
The oscillograms are not intended for the analysis of processes in the mechanisms under study (it is not the purpose hereof). Without describing them, we can argue that all coordinates in Figure 12a,b change identically.
Experiment No.2. Figure 13 shows the oscillograms obtained when simulating the mode of reeling strips alternately on two coilers. The following virtual model signals in the HIL mode are shown: window 1—the strip’s “head” positions ‘on the run-out table; window 2—motor speeds of coilers Nos. 2 and 3; window 3—coiler motor torques; window 4—positions of driving rollers Nos. 2 and 3; window 5—settings for the driving roller servo valves; window 6—positions of wrapper roll No. 1 of coilers Nos. 2 and 3.
As in the previous experiment, the given dependencies were compared with the oscillograms obtained on a physical object (not shown herein). A conclusion has been drawn, valid for both experiments: during the control, the mechanism triggering time intervals and the transient processes are the same. This confirms the qualitative crossmatch of the results and the possibility of using a digital twin to configure the electrical and hydraulic systems of the coiler group.
Conclusions from the experimental results:
- The HIL and physical configuration results in, respectively, Figure 12a,b are identical. This means that the virtual controller operates similarly to the designed one, and the virtual model is adequate to the object under study. This confirms the digital twin adequacy to a real mechatronic system.
- The analysis of Figure 12 and Figure 13 confirms that the developed aggregated digital twin reliably reflects the processes for both a single coiler and a group of coilers. Therefore, it is suitable to virtually configure a process complex. It may also be implemented at other stages of the unit’s life cycle (except for disposal).
Below are the WR control system virtual adjustment results, performed during the coiler commissioning.
5.2. Virtual Commissioning
Figure 4a above shows damage to the strip surface on the inner coil turn. It is caused by unsatisfactory accuracy of setting the initial WR gaps (forming a ‘gap volute’, Figure 6a) or inaccurately controlled forces, pressing the rolls to the strip. This causes scratches, dents, and other defects in the head section, becoming visible after the coil is unreeled. In VC mode, measures should be taken to reduce such damage. To do this, on hydraulic coilers, the principle of the so-called ‘step control’ over wrapper rolls is used [39,40]. In this mode, the strip ‘head’ passage under the roll without pressure should be ensured, which requires precise control over the roll position (Figure 6a). To avoid damage at the beginning of the next turn, the forces pressing the roller to the strip should be automatically controlled (Figure 6b).
Figure 14 shows the sequence of switching the ‘position control’—‘force control’ modes for four WRs of the coiler under study (windows 1–4, respectively). Oscillograms were obtained at virtual configuring the WRs mechanisms using the developed DTA of the mechatronic coiler system. A 10 mm thick strip is reeled while tracking the position of the ‘head’ after the first roll bite. Before biting, the rolls are in their initial positions forming a ‘gap volute’ within 24–14 mm (for the first and fourth WRs, respectively). As the first turn is formed on the mandrel, the rolls start compressing the coil in the force maintenance mode, rising to pass the coil section with the strip ‘head’ (the Figure does not show force waveforms). The WR force and position formation sequence is considered in more detail in [39,40].
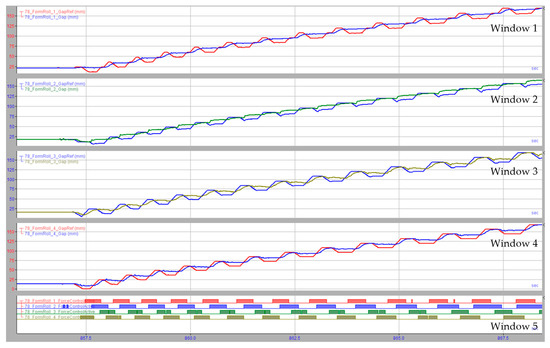
Figure 14.
Virtual Coiler Commissioning: set (1) and actual (2) positions of WRs Nos. 1–4 relative to the coiler mandrel (windows 1–4, respectively); window 5—force control mode actuation bits for WRs Nos. 1–4.
Figure 15 shows the hydraulic drive WR1 operation in conjunction with electric drives of the coiler mandrel and WRs. As in the previous case, the initial roll deviation (window 1) is 24 mm, which is 2.4 times the reeled strip thickness. Before biting the strip, occurring at the time instant t1, electric drives rotate at a speed (windows 3, 6) exceeding that of the strip while a torque limit (window 2) is set proportional to the desired tension. After the bite and several mandrel revolutions at the time instant t2, electric drives of WRs are switched to the negative torque mode (window 5). This reduces the speed of their rotation (window 6) relative to that of the mandrel electric drive (window 3). After the second turn, the average WR1 pressing force (window 7) is kept constant.
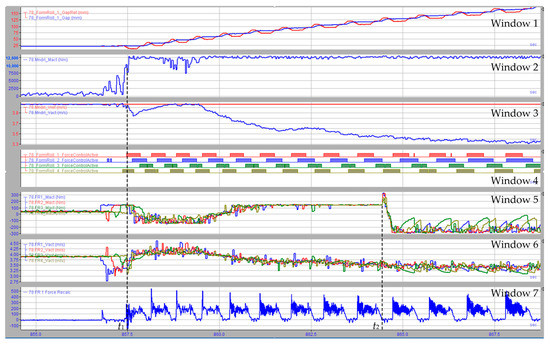
Figure 15.
Virtual Coiler Commissioning: joint operation of hydraulic and electric drives of WRs and the coiler: window 1—set and actual WR1 positions relative to the mandrel; window 2—mandrel motor torque; window 3—set (3) and actual (4) mandrel speed; window 4—force control mode bits for all WRs; windows 5, 6—torques and speeds of WR motors; window 7—WR1 pressing force.
As noted, the oscillograms in Figure 14 and Figure 15 were obtained in the virtual commissioning mode of the mechatronic systems of the coiler group under study. They fully correspond to those obtained during the routine operation of the mechanisms (not shown here). Their analysis confirms that the electromechanical and hydraulic systems, interlinked through the strip work in a coordinated mode according to the step-control algorithm. Deviations of speeds, forces, and torques correspond to the set ones, which allows for concluding that the control systems are configured satisfactorily. After virtual testing of all transient modes occurring during the reeling cycle, the control algorithms have been exported to the coiler group APSC, where they are operated in the online condition monitoring mode.
5.3. Scientific and Practical Significance of the Results
The advantage of the provided modular DTA construction principle based on object-oriented DTPs and DTIs is that each process module or a separate mechatronic system of the unit can be tested independently and in parallel. This allows for testing and controlling individual functions with a standard laptop using common software. The interaction of all settings and processes can be examined before commissioning. After the plant is completely commissioned, the developed simulation modules can be used to monitor processes and object conditions. Thus, with the development of DTA, a system has been created capable to simulate the real-time work of an operating unit. It can also be used to develop new functions to optimize the rolling (such developments are available but not considered here). This is performed in parallel with the basic process; the real unit operation is not disturbed. Advantages such as shorter test and commissioning times and faster unit optimization with less risk are also beneficial. This is the academic and applied significance of object-oriented digital twins.
The provided modular aggregated twin construction principle based on separate object-oriented DTPs and DTIs is taken as a basis when developing techniques and algorithms for controlling all mechatronic systems of a reconstructed rolling mill. The developed DTAs can be used at the life cycle stages of other rolling mills from planning to ongoing production, including designing, commissioning, and retrofitting. Thereat, the created simulation models will be supplemented with only partial aspects depending on the unit specifics. The real-time simulation allows for training the maintenance personnel in operating the unit with quasi-real-time processes. This complements the scientific and practical significance of the accepted digital technology development area.
6. Discussion of the Results
Of course, the oscillograms in Figure 12, Figure 13, Figure 14 and Figure 15 are not the only confirmation of the reliability of the conclusions drawn. In the virtual commissioning, oscillograms were obtained for all modes during the reeling cycle of strips of various grades and dimensions. A comparative analysis of the processes studied considering the real communication between the mechatronic system nodes, obtained on a virtual model and an object, confirmed their adequacy.
The coiler VC allowed reducing accidents and metal losses. The efficiency of introducing digital twins at the stage under study can hardly be assessed since the reduction in the mill commissioning term and the impact of the virtual coiler configuration on this indicator cannot be reliably defined. The cost-effectiveness of reducing the risks of accidents and breakdowns occurring during physical and virtual configuration is also difficult to assess.
To confirm the VC technical efficiency, it is expedient to provide the results published by Siemens [71]. The following conclusions have been made (quote): “The AFRY and Siemens experience allows for concluding that many companies face difficulties in implementing appropriate technologies such as digital twins due to the difficult assessment of return on investment. Therefore, it is important to reduce the risk of investment projects by demonstrating the digital twin value.” This paper demonstrates the DT benefits in the coiler VC.
A concomitant effect is that digitalization (a profound transformation of the production process involving the use of digital technologies) affects not only technology but also “the way technology improves culture, collaboration, competence, and leadership to reduce efforts and increase productivity” [71].
7. Conclusions and Prospects for Future Research
The provided material justifies a new conceptual direction—creating object-oriented digital twins of industrial mechatronic complexes based on common software without the use of specialized digital platforms. The basic coiler APCS software algorithms were debugged on a digital twin before being tested on a physical object in the real strip reeling mode. Thereby, virtual commissioning was performed with a “soft” configuring of the coiler control system.
The provided material confirms the relevance and feasibility of the accepted concept of creating mechatronic system DTs to arrange the virtual commissioning of rolling production mills. The results obtained allow recommending the use of the mechatronic coiler system DTs to improve control algorithms. This can be done both at the VC stage and during the further unit operation.
Herewith, the application of developed DTs is not solely limited to the area specified. The developed and debugged virtual models have been “transferred” to the second-level APCS computers. Currently, they are used to analyze processes and collect statistical data. On their basis, it is planned to make up a system for diagnostic monitoring of the technical condition of equipment, which is among the conceptual areas of using digital twins.
The synergy lies in the fact that DT, conceptually intended for virtual commissioning, after being connected to a physical object, becomes its digital shadow providing online control over the process, as well as monitoring and forecasting of conditions. The digital shadow can work in the mode of “advisor” to the operator and maintenance staff. This is a new area of using digital systems in industrial companies.
The results obtained are not limited to implementation at one particular facility. This is because mechatronic complexes are built based on electromechanical and hydraulic systems and control algorithms, which can be considered typical when building digital models. Therefore, the provided development can be taken as a basis when solving similar problems at various industrial facilities.
Author Contributions
Conceptualization, A.S.K., P.A.B. and A.A.R.; methodology, V.R.G.; software, V.R.K. and B.M.L.; validation, V.R.G., B.M.L. and P.A.B. All authors have read and agreed to the published version of the manuscript.
Funding
This work was financially supported by the Moscow Polytechnic University within the frame-work of the grant named after Pyotr Kapitsa.
Data Availability Statement
Not Applicable.
Conflicts of Interest
The authors declare no conflict of interest.
Abbreviations
| APCS | Automatic Process Control System |
| BS | Position Sensors |
| CP | Communication Processor |
| CPU | Central Processing Unit |
| DT | Digital Twin |
| DTA | Digital Twin Aggregate |
| DTE | Digital Twin Environment |
| DTE | Digital Twin Instance |
| DTP | Digital Twin Prototype |
| DS | Digital Shadows |
| FM | Fast Computing Processor |
| HC | Hydraulic Cylinder |
| HIL | Hardware-In-The-Loop |
| HMI | Human-machine Interface |
| HRM | Hot rolling Mill |
| PC | Personal Computer |
| PDA | Process Data Acquisition |
| PLC | Programmable Logic Controller |
| RIL | Reality-In-The-Loop |
| SIL | Software-In-The-Loop |
| VC | Virtual Commissioning |
| WR | Wrapper Rolls |
References
- Konstantinov, S.; Assad, F.; Ahmad, B.; Vera, D.A.; Harrison, R. Virtual Engineering and Commissioning to Support the Lifecycle of a Manufacturing Assembly System. Machines 2022, 10, 939. [Google Scholar] [CrossRef]
- Tao, F.; Zhang, H.; Liu, A.; Nee, A.Y.C. Digital Twin in Industry: State-of-the-Art. IEEE Trans. Ind. Inform. 2019, 4, 2405–2415. [Google Scholar] [CrossRef]
- Mohammed, W.M.; Haber, R.E.; Martinez Lastra, J.L. Ontology-Driven Guidelines for Architecting Digital Twins in Factory Automation Applications. Machines 2022, 10, 861. [Google Scholar] [CrossRef]
- Bécue, A.; Maia, E.; Feeken, L.; Borchers, P.; Praça, I. A New Concept of Digital Twin Supporting Optimization and Resilience of Factories of the Future. Appl. Sci. 2020, 10, 4482. [Google Scholar] [CrossRef]
- Moiceanu, G.; Paraschiv, G. Digital Twin and Smart Manufacturing in Industries: A Bibliometric Analysis with a Focus on Industry 4.0. Sensors 2022, 22, 1388. [Google Scholar] [CrossRef]
- Jones, D.; Snider, C.; Nassehi, A.; Yon, J.; Hicks, B. Characterising the Digital Twin: A systematic literature review. CIRP J. Manuf. Sci. Technol. 2020, 29, 36–52. [Google Scholar] [CrossRef]
- Choi, S.; Woo, J.; Kim, J.; Lee, J.Y. Digital Twin-Based Integrated Monitoring System: Korean Application Cases. Sensors 2022, 22, 5450. [Google Scholar] [CrossRef] [PubMed]
- Popescu, D.; Dragomir, M.; Popescu, S.; Dragomir, D. Building Better Digital Twins for Production Systems by Incorporating Environmental Related Functions—Literature Analysis and Determining Alternatives. Appl. Sci. 2022, 12, 8657. [Google Scholar] [CrossRef]
- Fuller, A.; Fan, Z.; Day, C.; Barlow, C. Digital Twin: Enabling Technologies, Challenges and Open Research. IEEE Access 2020, 8, 108952–108971. [Google Scholar] [CrossRef]
- Digital Twins and Virtual Commissioning in Industry 4.0. Visual Components 4.3. Available online: https://www.visualcomponents.com/products/visual-components/ (accessed on 10 September 2022).
- Oztemel, E.; Gursev, S. Literature review of Industry 4.0 and related technologies. J. Intell. Manuf. 2020, 31, 127–182. [Google Scholar] [CrossRef]
- Lim, K.Y.H.; Zheng, P.; Chen, C.-H. A state-of-the-art survey of Digital Twin: Techniques, engineering product lifecycle management and business innovation perspectives. J. Intell. Manuf. 2020, 31, 1313–1337. [Google Scholar] [CrossRef]
- Kunath, M.; Winkler, H. Integrating the Digital Twin of the manufacturing system into a decision support system for improving the order management process. Procedia CIRP 2018, 72, 225–231. [Google Scholar] [CrossRef]
- Singh, M.; Srivastava, R.; Fuenmayor, E.; Kuts, V.; Qiao, Y.; Murray, N.; Devine, D. Applications of Digital Twin across Industries: A Review. Appl. Sci. 2022, 12, 5727. [Google Scholar] [CrossRef]
- Enders, M.R.; Hoßbach, N. Dimensions of Digital Twin Applications—A Literature Review. In Proceedings of the Americas Conference on Information Systems, Cancun, Mexico, 15–17 August 2019; Available online: https://aisel.aisnet.org/amcis2019/org_transformation_is/org_transformation_is/20 (accessed on 10 December 2022).
- Park, C.Y.; Kim, J.W.; Kim, B.; Lee, J. Prediction for Manufacturing Factors in a Steel Plate Rolling Smart Factory Using Data Clustering-Based Machine Learning. IEEE Access 2020, 8, 60890–60905. [Google Scholar] [CrossRef]
- Qu, Y.J.; Ming, X.G.; Liu, Z.W.; Ghang, X.Y.; Hou, Z.T. Smart manufacturing systems: State of the art and future trends. Int. J. Adv. Manuf. Technol. 2019, 103, 3751–3768. [Google Scholar] [CrossRef]
- Zhang, F.; Wang, X.; Zong, S.; Xiang, X. Research and application of computer control system for aluminium single-stand 4-high cold rolling mill. J. Eng. 2016, 11, 415–422. [Google Scholar] [CrossRef]
- Digitalization in the Steel Industry/SMS Group#Magazine. Available online: https://www.sms-group.com/insights/all-insights/digitalization-in-the-steel-industry (accessed on 10 December 2022).
- The Digital Twin—More than a Virtual Representation of the Real World/SMS Group#Magazine. Available online: https://www.sms-group.com/insights/all-insights/the-digital-twin-more-than-a-virtual-representation-of-the-real-world (accessed on 10 December 2022).
- Grieves, M.; Vickers, J. Digital Twin: Mitigating Unpredictable, Undesirable Emergent Behavior in Complex Systems. In Transdisciplinary Perspectives on Complex Systems; Springer: Berlin/Heidelberg, Germany, 2017; pp. 85–113. [Google Scholar] [CrossRef]
- Abusohyon, I.A.S.; Crupi, A.; Bagheri, F.; Tonelli, F. How to Set Up the Pillars of Digital Twins Technology in Our Business: Entities, Challenges and Solutions. Processes 2021, 9, 1307. [Google Scholar] [CrossRef]
- Contribution of Digital Twins to the Russian Industry. Available online: https://rb.ru/longread/digital-twin/ (accessed on 10 December 2022).
- Yildiz, S.K.; Forbes, J.F.; Huang, B.; Zhang, Y.; Wang, F.; Vaculik, V.; Dudzic, M. Dynamic modelling and simulation of a hot strip finishing mill. Appl. Math. Model. 2009, 33, 3208–3225. [Google Scholar] [CrossRef]
- Malarczyk, M.; Zychlewicz, M.; Stanislawski, R.; Kaminski, M. Speed Control Based on State Vector Applied for Electrical Drive with Elastic Connection. Automation 2022, 3, 337–363. [Google Scholar] [CrossRef]
- Pérez, L.; Rodríguez-Jiménez, S.; Rodríguez, N.; Usamentiaga, R.; García, D.F. Digital Twin and Virtual Reality Based Methodology for Multi-Robot Manufacturing Cell Commissioning. Appl. Sci. 2020, 10, 3633. [Google Scholar] [CrossRef]
- Janda, P. Mechatronic Concept of Heavy Machine Tools. In Proceedings of the 29th DAAAM International Symposium, Zadar, Croatia, 21–28 October 2018; pp. 645–652. [Google Scholar] [CrossRef]
- Noga, M.; Juhás, M.; Gulan, M. Hybrid Virtual Commissioning of a Robotic Manipulator with Machine Vision Using a Single Controller. Sensors 2022, 22, 1621. [Google Scholar] [CrossRef]
- Lee, C.G.; Park, S.C. Survey on the virtual commissioning of manufacturing systems. J. Comput. Des. Eng. 2014, 1, 213–222. [Google Scholar] [CrossRef]
- Ugartea, M.; Etxeberriaa, L.; Unamuneb, G.; Bellanteb, J.L.; Ugaldec, E. Implementation if Digital Twin-based Virtual Cemmissiening in Mathiee Tool Maeufatturieg. Procedia Comput. Sci. 2022, 200, 527–536. [Google Scholar] [CrossRef]
- Khramshin, V.R. Development of Electrical Systems for a Continuous Group of a Hot Rolling Mill during Expanding the Range of Strips. Doct. Diss.; NMGTU: Magnitogorsk, Russian, 2013; p. 393. [Google Scholar]
- Auinger, F.; Vorderwinkler, M.; Buchtela, G. Interface driven domain-independent modeling architecture for “soft-commissioning” and “reality in the loop”. In Proceedings of the Winter Simulation Conference ‘Simulation—A Bridge to the Future’, Phoenix, AZ, USA, 5–8 December 1999; pp. 798–805. [Google Scholar] [CrossRef]
- Dominka, S.; Schiller, F.; Kain, S. Hybrid Commissioning - Speeding-up Commissioning of Field Bus Driven Production Plants. In Proceedings of the IEEE International Conference on Mechatronics, Kumamoto, Japan, 8–10 May 2007; pp. 1–6. [Google Scholar] [CrossRef]
- Isermann, R.; Schaffnit, J.; Sinsel, S. Hardware-in-the-loop simulation for the design and testing of engine-control systems. Control Eng. Pract. 1999, 7, 643–653. [Google Scholar] [CrossRef]
- Digital Twins with MATLAB and Simulink. Available online: https://nl.mathworks.com/discovery/digital-twin.html#digital-twins-with-matlab-and-simulink (accessed on 10 December 2022).
- Lerche, J. Virtual Commissioning with Simulink. Available online: https://nl.mathworks.com/videos/virtual-commissioning-with-simulink-part-2-1508187504454.html (accessed on 10 December 2022).
- Karimi-Kerdabadi, J.; Haghanimanesh, M.; Karimipour, A.; Toghraie, D.; Tlili, I. The experimental/numerical investigation of variations in strip speed, water shower pattern and water temperature on high-temperature strip cooling rate in hot strip mill. J. Therm. Anal. Calorim. 2020, 143, 293–308. [Google Scholar] [CrossRef]
- Salganik, V.M.; Gun, I.G.; Karandaev, A.S.; Radionov, A.A. Thin-Slab Casting and Rolling Unit for Steel Strip Production; N.E. Bauman MSTU: Moscow, Russian, 2003; p. 506. [Google Scholar]
- Razinkov, J.; Minichmayer, R.; Schmoller, F.X.; Seilinger, A. Innovations for Coiling of Modern Hot Rolled Flat Materials. Metall. Min. Ind. 2011, 7, 32–38. [Google Scholar]
- Choi, Y.J.; Lee, M.C. A downcoiler simulator for high performance coiling in hot strip mill lines. Int. J. Precis. Eng. Manuf. 2009, 10, 53–61. [Google Scholar] [CrossRef]
- Diegel, O.; Singamneni, S.; Withell, A. A Mechatronics Approach to Rapid Product Development: A Case Study. In Proceedings of the 15th International Conference on Mechatronics and Machine Vision in Practice, Auckland, New Zealand, 2–4 December 2008. [Google Scholar] [CrossRef]
- Nandakumar, M.; Ramalingam, S.; Nallusamy, S.; Rangarajan, S.S. Novel Efficacious Utilization of Fuzzy-Logic Controller-Based Two-Quadrant Operation of PMBLDC Motor Drive Systems for Multipass Hot-Steel Rolling Processes. Electronics 2020, 9, 1008. [Google Scholar] [CrossRef]
- Ostrouhov, V.; Sychev, D.; Grigorev, M. Synchronization of Auxiliary Mechanisms and Main Electric Drive of the Pipe Cold-Rolling Mill. Complete Solution. Machines 2020, 8, 71. [Google Scholar] [CrossRef]
- Glushchenko, A.; Lastochkin, K.; Petrov, V. DC Drive Adaptive Speed Controller Based on Hyperstability Theory. Computation 2022, 10, 40. [Google Scholar] [CrossRef]
- Ralph, B.J.; Sorger, M.; Hartl, K.; Schwarz-Gsaxner, A.; Messner, F.; Stockinger, M. Transformation of a rolling mill aggregate to a cyber physical production system: From sensor retrofitting to machine learning. J. Intell. Manuf. 2022, 33, 493–518. [Google Scholar] [CrossRef]
- Iannino, V.; Colla, V.; Denker, J.; Göttsche, M. A CPS-Based Simulation Platform for Long Production Factories. Metals 2019, 9, 1025. [Google Scholar] [CrossRef]
- Sun, J.; Peng, W.; Ding, J.; Li, X.; Zhang, D. Key Intelligent Technology of Steel Strip Production through Process. Metals 2018, 8, 597. [Google Scholar] [CrossRef]
- Engelmann, B.; Schmitt, S.; Miller, E.; Bräutigam, V.; Schmitt, J. Advances in Machine Learning Detecting Changeover Processes in Cyber Physical Production Systems. J. Manuf. Mater. Process. 2020, 4, 108. [Google Scholar] [CrossRef]
- Lee, J.; Noh, S.D.; Kim, H.-J.; Kang, Y.-S. Implementation of Cyber-Physical Production Systems for Quality Prediction and Operation Control in Metal Casting. Sensors 2018, 18, 1428. [Google Scholar] [CrossRef]
- Gasyarov, V.R.; Radionov, A.A.; Loginov, B.M.; Voronin, S.S.; Khramshin, V.R. Improvement of Work Roll Bending Control System Installed at Plate Mill Stand. In Proceedings of the 9th International Conference on Computer and Automation Engineering (ICCAE 2017), Sydney, Australia, 18–21 February 2017; pp. 269–273. [Google Scholar] [CrossRef]
- Gasiyarov, V.R.; Radionov, A.A.; Karandaev, A.S.; Loginov, B.M.; Khramshin, V.R.; Maklakov, A.S. Coordinating the Modes of the Axial Roll Shifting and Roll Bending Systems of a Roll Mill Stand. In Proceedings of the 45th Annual Conference of the IEEE Industrial Electronics Society (IECON), Lisbon, Portugal, 14–17 October 2019; pp. 330–335. [Google Scholar] [CrossRef]
- Karandaev, A.S.; Loginov, B.M.; Radionov, A.A.; Gasiyarov, V.R. Setting Automated Roll Axial Shifting Control System of Plate Mill. Procedia Eng. 2017, 206, 1750–1753. [Google Scholar] [CrossRef]
- Karandaev, A.S.; Loginov, B.M.; Gasiyarov, V.R.; Khramshin, V.R. Force limiting at roll axial shifting of plate mill. Procedia Eng. 2017, 206, 1780–1786. [Google Scholar] [CrossRef]
- Radionov, A.A.; Karandaev, A.S. Electric Drive of Coilers and Decoilers of Rolling Production Units; NMSTU: Magnitogorsk, Russian, 2003; p. 134. [Google Scholar]
- Radionov, A.A. Two-Reel Coiler Electric Drive Control System. News of Higher Educational Institutions. Electromechanics 2009, 1, 32–37. [Google Scholar]
- Radionov, A.A.; Gasiyarov, V.R.; Karandaev, A.S.; Loginov, B.M.; Khramshin, V.R. Advancement of Roll-Gap Control to Curb the Camber in Heavy-Plate Rolling Mills. Appl. Sci. 2021, 11, 8865. [Google Scholar] [CrossRef]
- Radionov, A.A.; Karandaev, A.S.; Gasiyarov, V.R.; Loginov, B.M.; Gartlib, E.A. Development of an Automatic Elastic Torque Control System Based on a Two-Mass Electric Drive Coordinate Observer. Machines 2021, 9, 305. [Google Scholar] [CrossRef]
- Gasiyarova, O.A.; Karandaev, A.S.; Erdakov, I.N.; Loginov, B.M.; Khramshin, V.R. Developing Digital Observer of Angular Gaps in Rolling Stand Mechatronic System. Machines 2022, 10, 141. [Google Scholar] [CrossRef]
- Gasiyarov, V.R.; Khramshin, V.R.; Voronin, S.S.; Lisovskaya, T.A.; Gasiyarova, O.A. Dynamic Torque Limitation Principle in the Main Line of a Mill Stand: Explanation and Rationale for Use. Machines 2019, 7, 76. [Google Scholar] [CrossRef]
- Radionov, A.A.; Petukhova, O.I.; Erdakov, I.N.; Karandaev, A.S.; Loginov, B.M.; Khramshin, V.R. Developing an Automated System to Control the Rolled Product Section for a Wire Rod Mill with Multi-Roll Passes. J. Manuf. Mater. Process. 2022, 6, 88. [Google Scholar] [CrossRef]
- Karandaev, A.S.; Gasiyarov, V.R.; Radionov, A.A.; Loginov, B.M. Development of Digital Models of Interconnected Electrical Profiles for Rolling–Drawing Wire Mills. Machines 2021, 9, 54. [Google Scholar] [CrossRef]
- Jelali, M.; Kroll, A. Hydraulic Servo-systems. In Advances in Industrial Control; Springer: London, UK, 2003. [Google Scholar] [CrossRef]
- Park, C.h. Dynamic Analysis of Hydraulic Drive Systems in Down Coiler Process of Hot Rolling Mills. J. Inst. Control Robot. Syst. 2019, 25, 277–284. [Google Scholar] [CrossRef]
- Hydraulic Drive. Fundamentals and Components. Training Course in Hydraulics. Available online: https://seatracker.ru/viewtopic.php?t=3445 (accessed on 10 December 2022).
- Scholz, D. Proportional Hydraulics. Basic Course TP 701. Translation from German; Publisher: Festo Publishing House, Kyiv, 2002. [Google Scholar]
- Chapple, P. Principles of Hydraulic Systems Design, 2nd ed.; Momentum Press: New York, NY, USA, 2014; p. 314. [Google Scholar] [CrossRef]
- Björsell, N.; Amirhossein, H.D. Finite Horizon Degradation Control of Complex Interconnected Systems. IFAC-PapersOnLine 2021, 54, 319–324. [Google Scholar] [CrossRef]
- Barbieri, G.; Bertuzzi, A.; Capriotti, A.; Ragazzini, L.; Gutierrez, D.; Negri, E.; Fumagalli, L. A virtual commissioning based methodology to integrate digital twins into manufacturing systems. Prod. Eng. Res. Devel. 2021, 15, 397–412. [Google Scholar] [CrossRef]
- Tao, F.; Sui, F.; Liu, A.; Qi, Q.; Zhang, M.; Song, B.; Guo, Z.; Lu, S.C.Y.; Nee, A.Y.C. Digital twin-driven product design framework. Int. J. Prod. Res. 2018, 12, 1–19. [Google Scholar] [CrossRef]
- Voskanyants, A.A. Automated Rolling Process Control; N.E. Bauman MSTU: Moscow, Russian, 2010; p. 85. [Google Scholar]
- Value Creation with Plant Modelling and Simulation. AFRY and Siemens Showcase Real Digital Twins. Available online: https://afry.com/sites/default/files/2020-11/siemens_afry_-_value_creation_with_plant_modelling_and_simulation.pdf (accessed on 10 December 2022).
















Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).