

Thin-Walled Commercially Pure Titanium Structures: Laser Powder Bed Fusion Process Parameter Optimization




Abstract
:1. Introduction
2. Materials and Methods
2.1. Materials
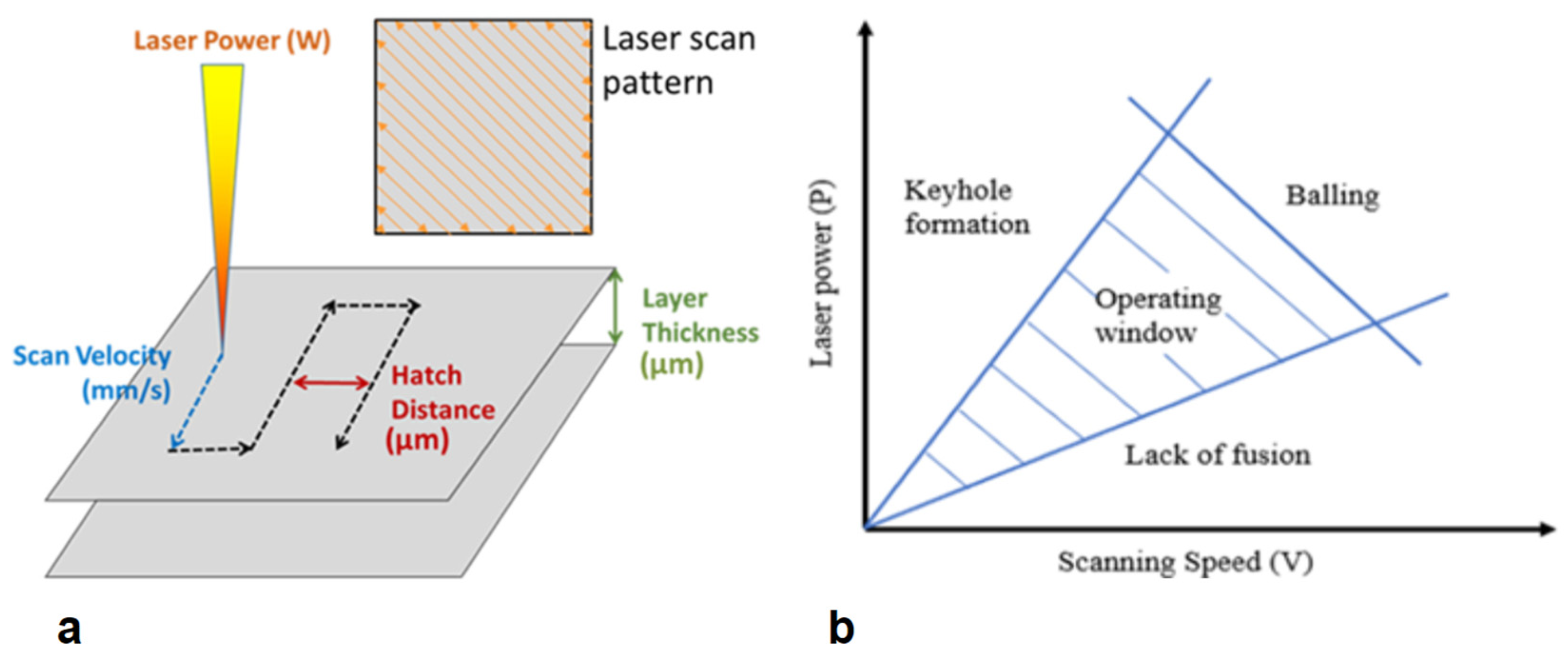
2.2. Methods
Cp-Ti Process Parameter Optimization
2.3. Material Characterization
2.3.1. Density Measurements
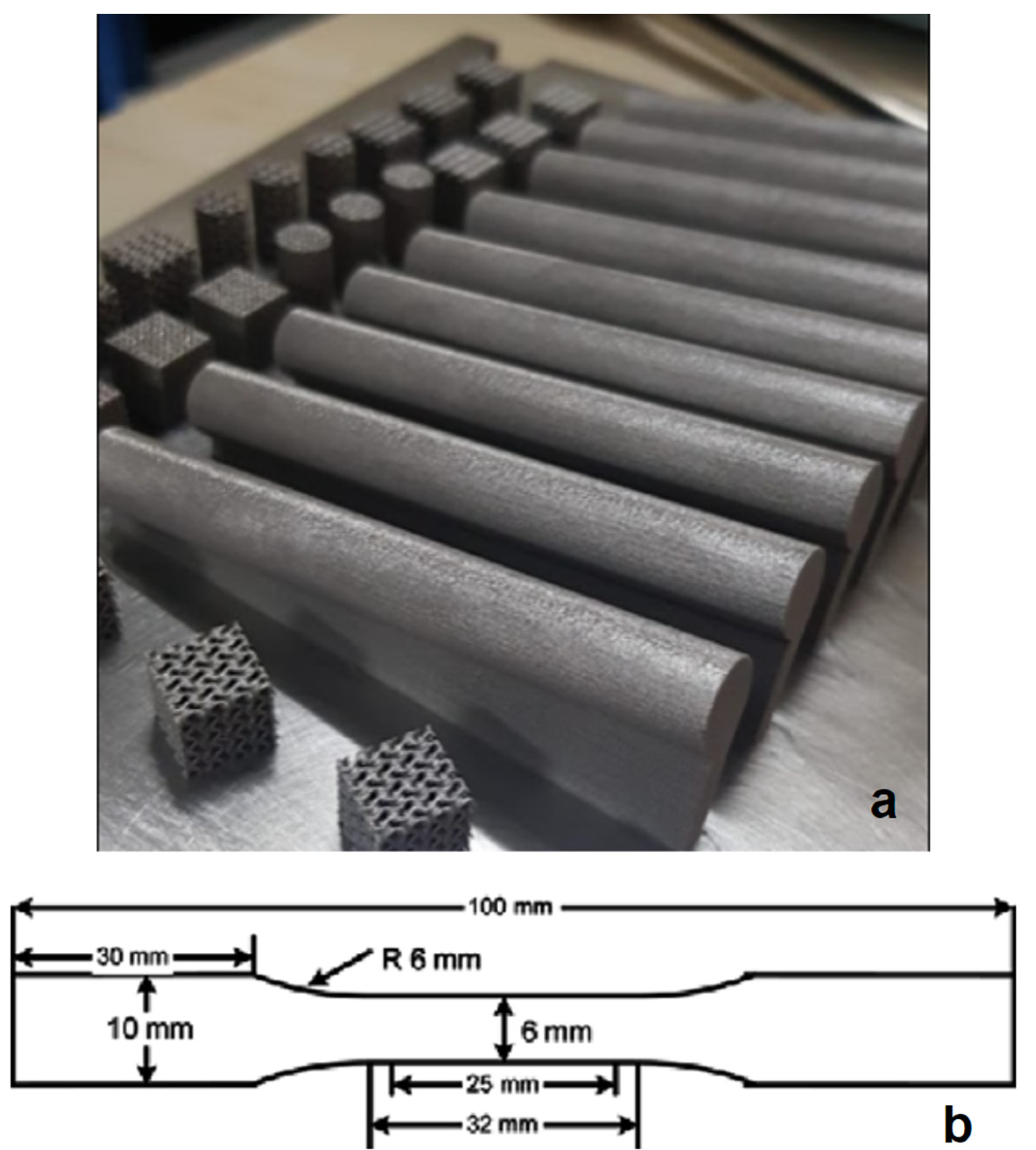
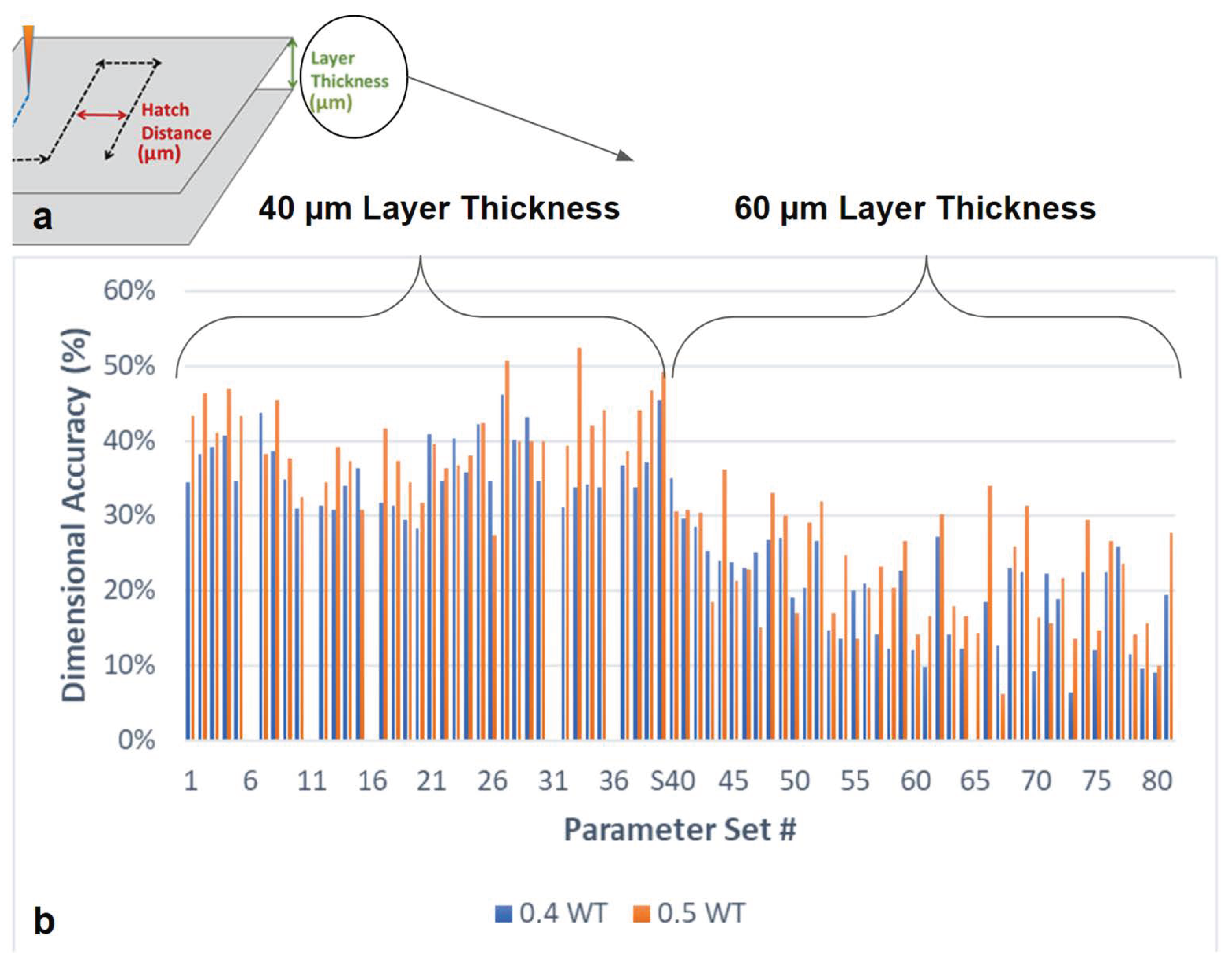
2.3.2. Dimensional Measurement of Thin Walls
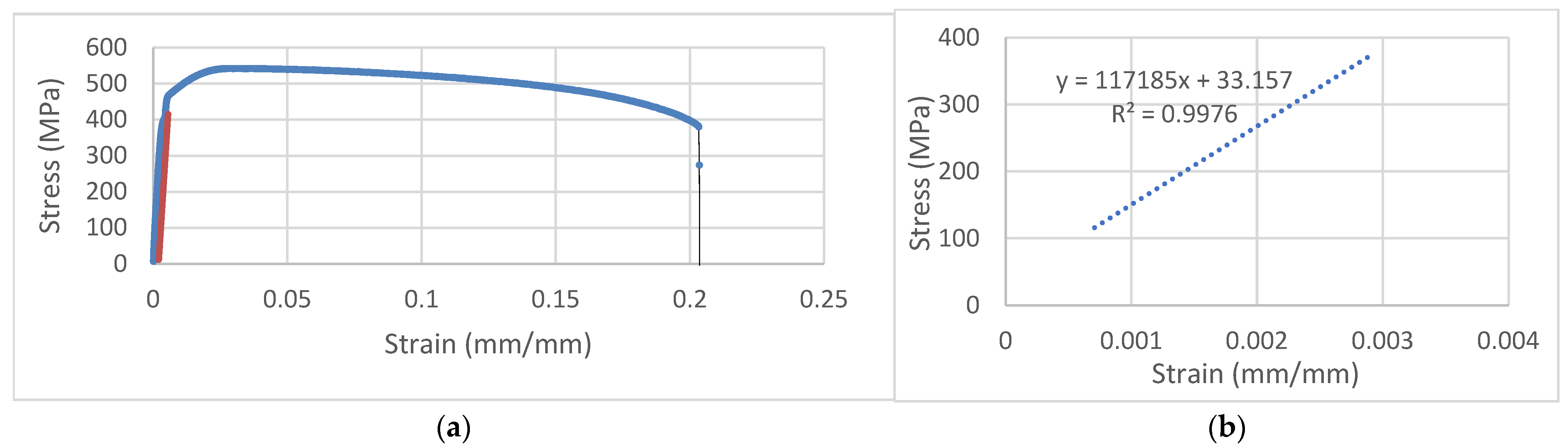
2.3.3. Mechanical Tests
3. Results and Discussion
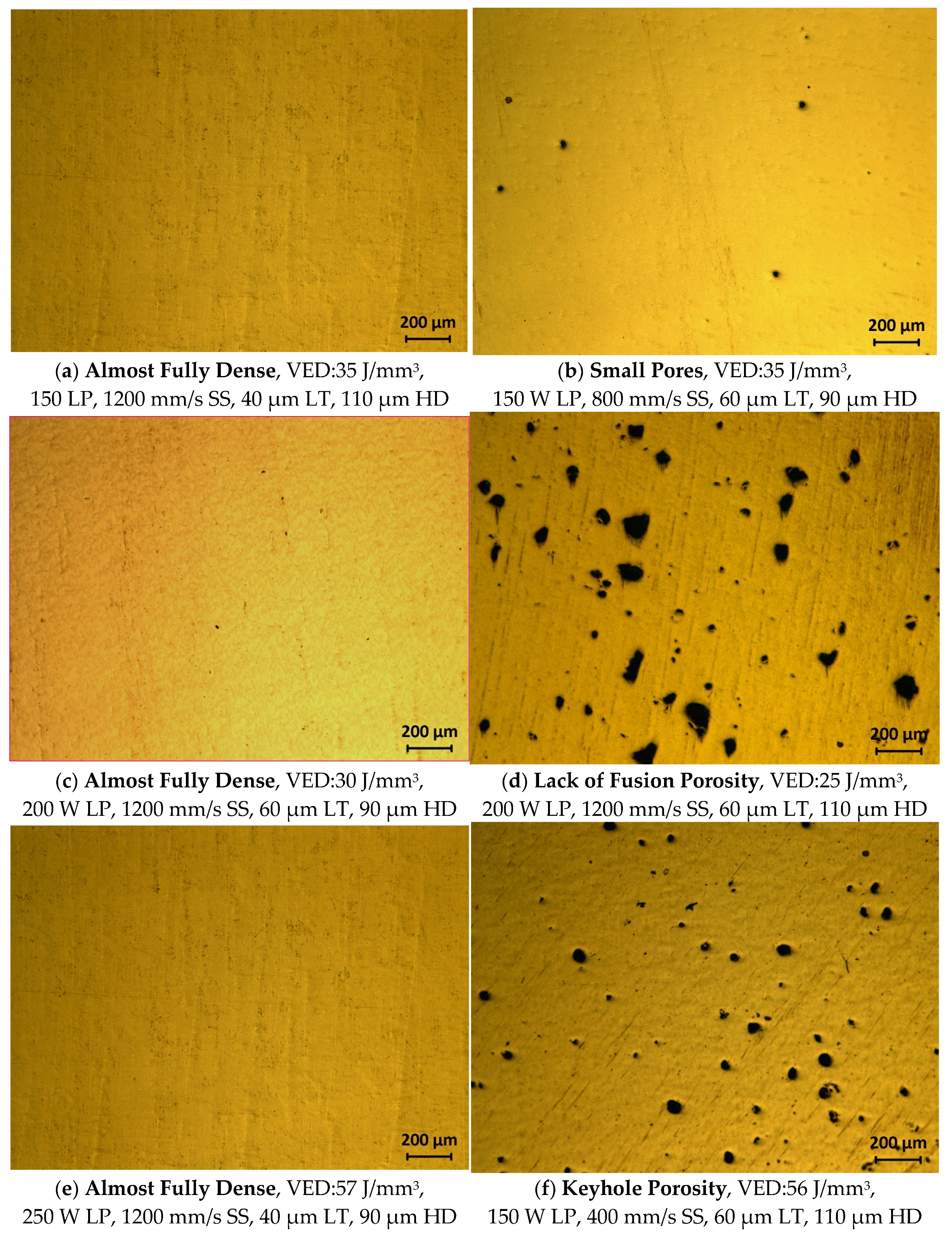
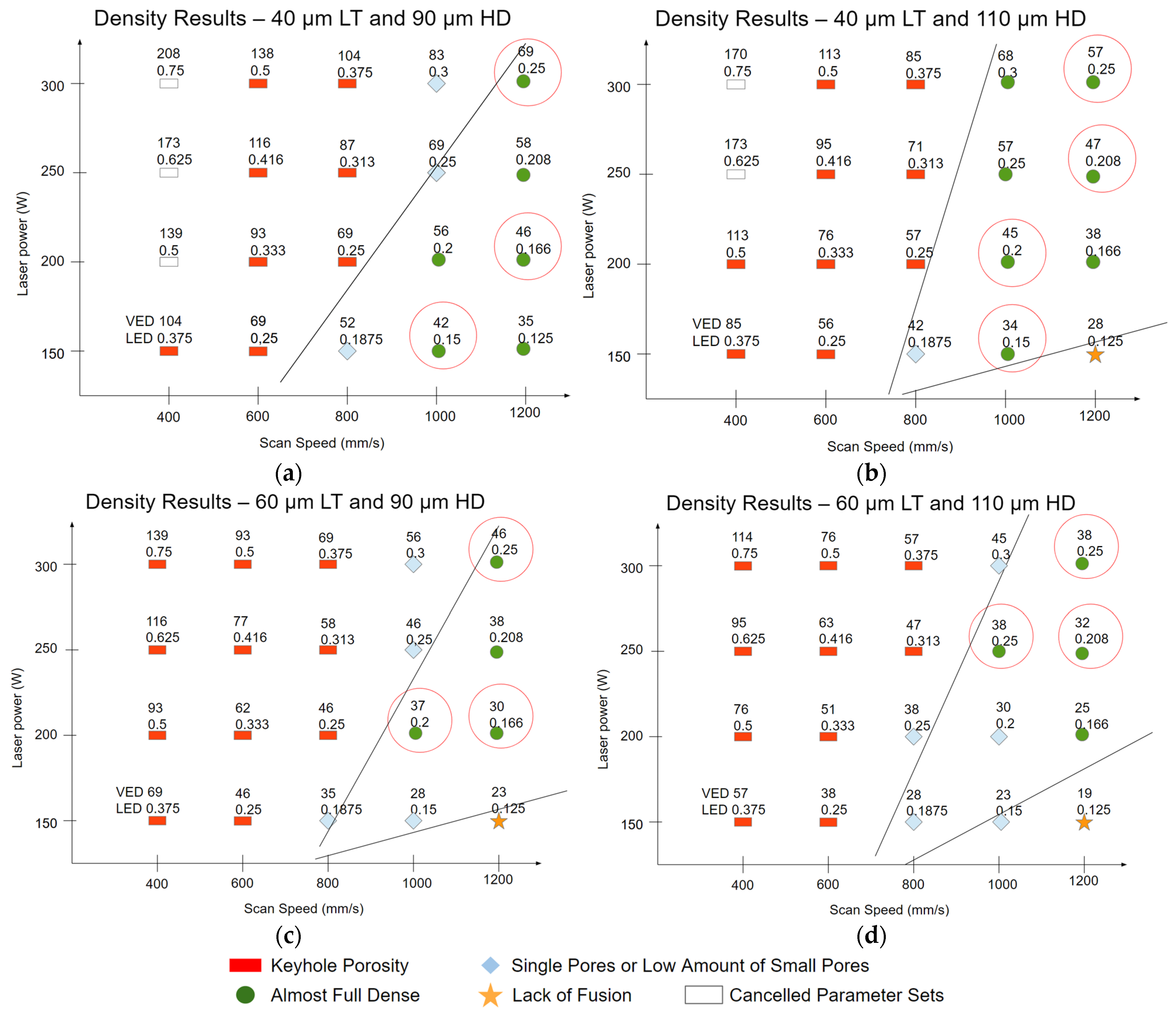
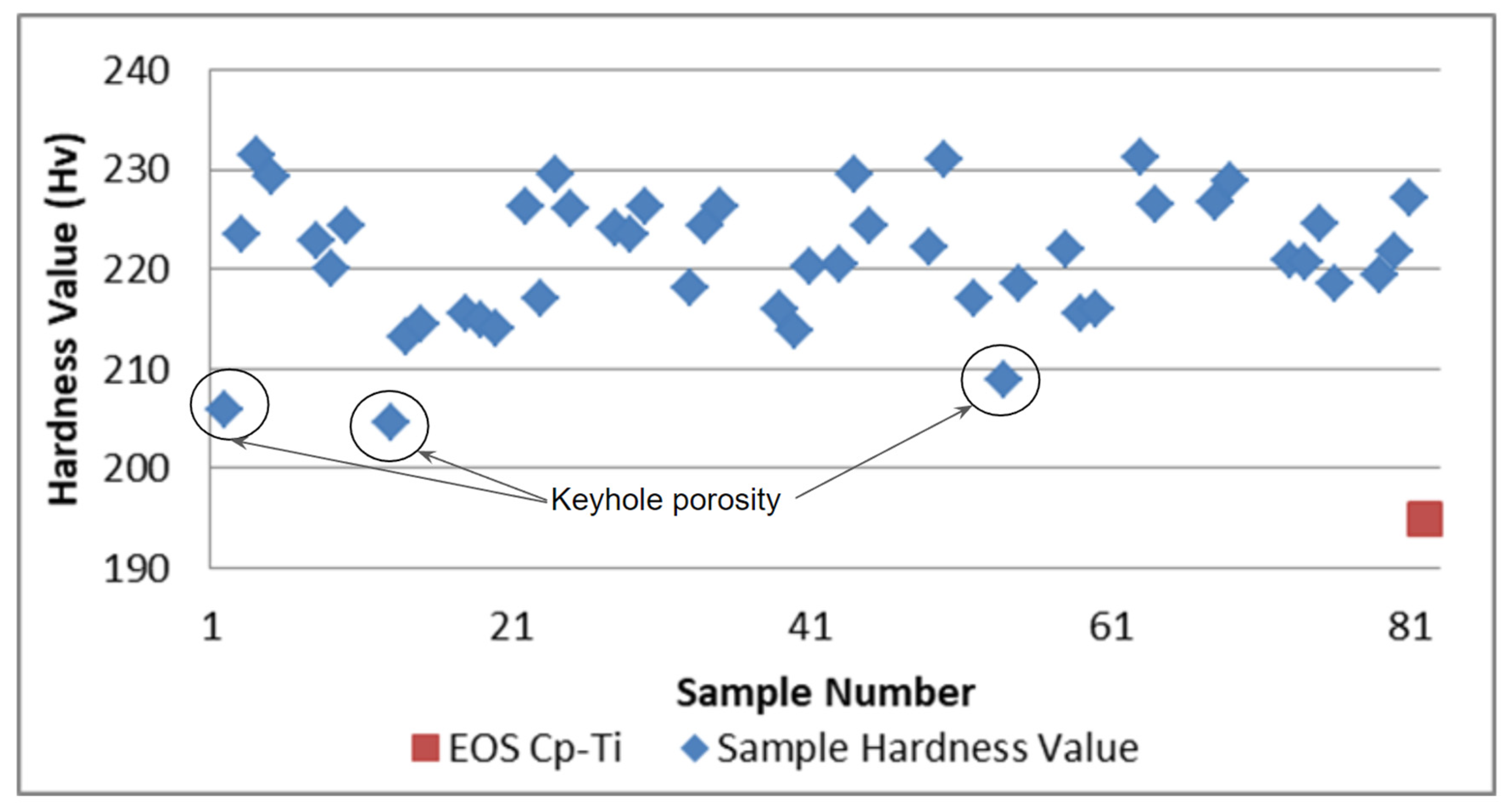
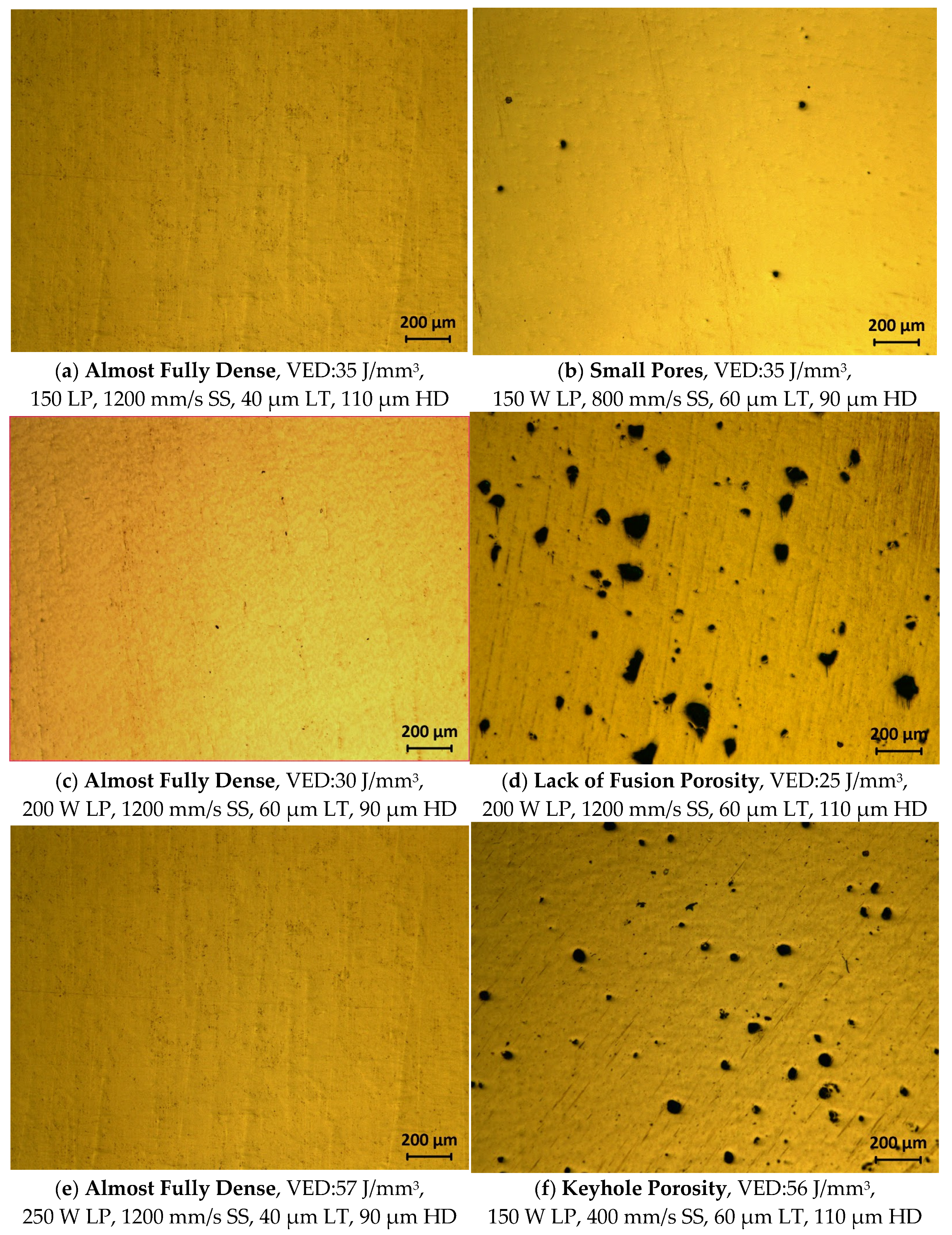
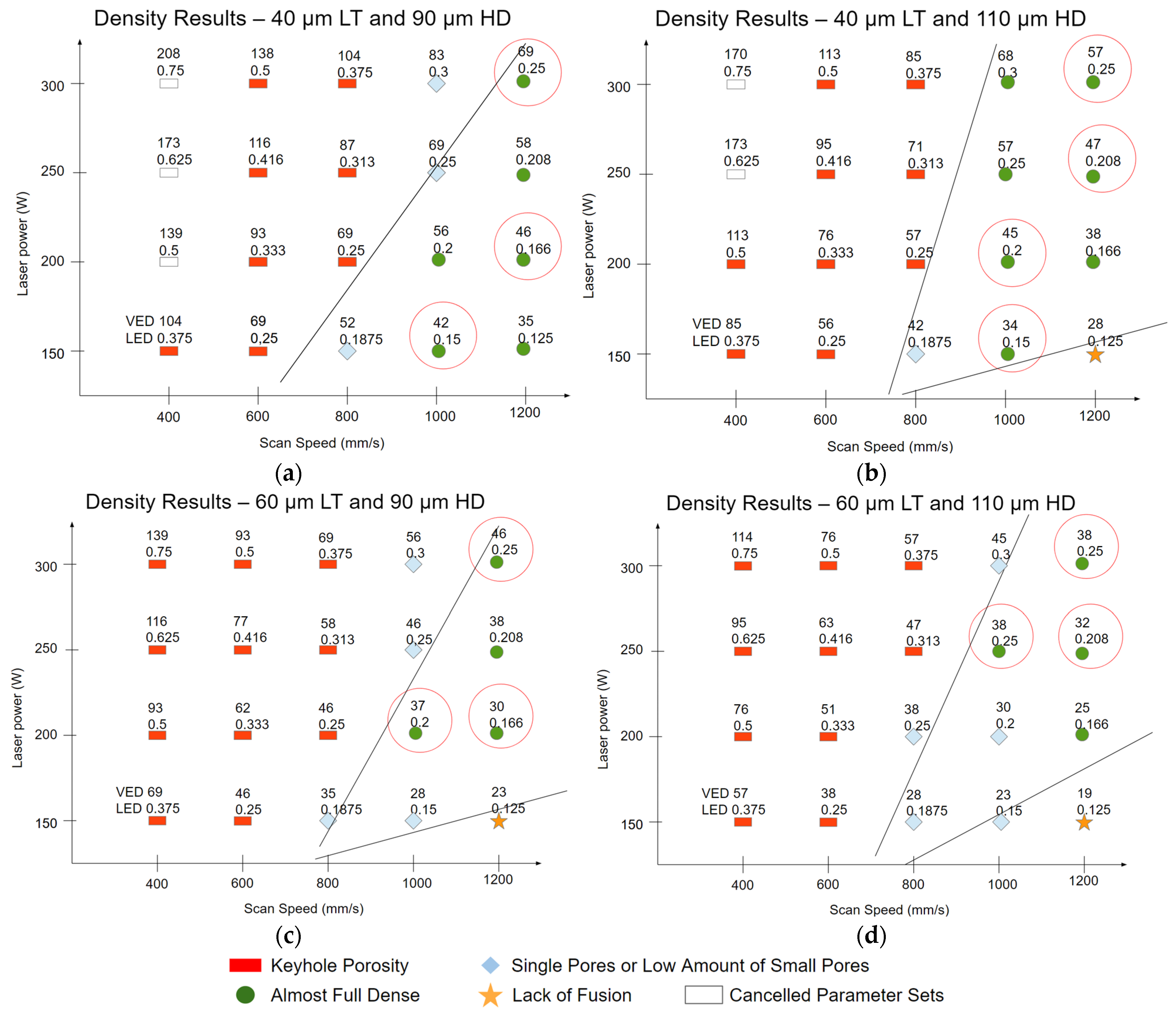
3.1. Cp-Ti Density Characterization
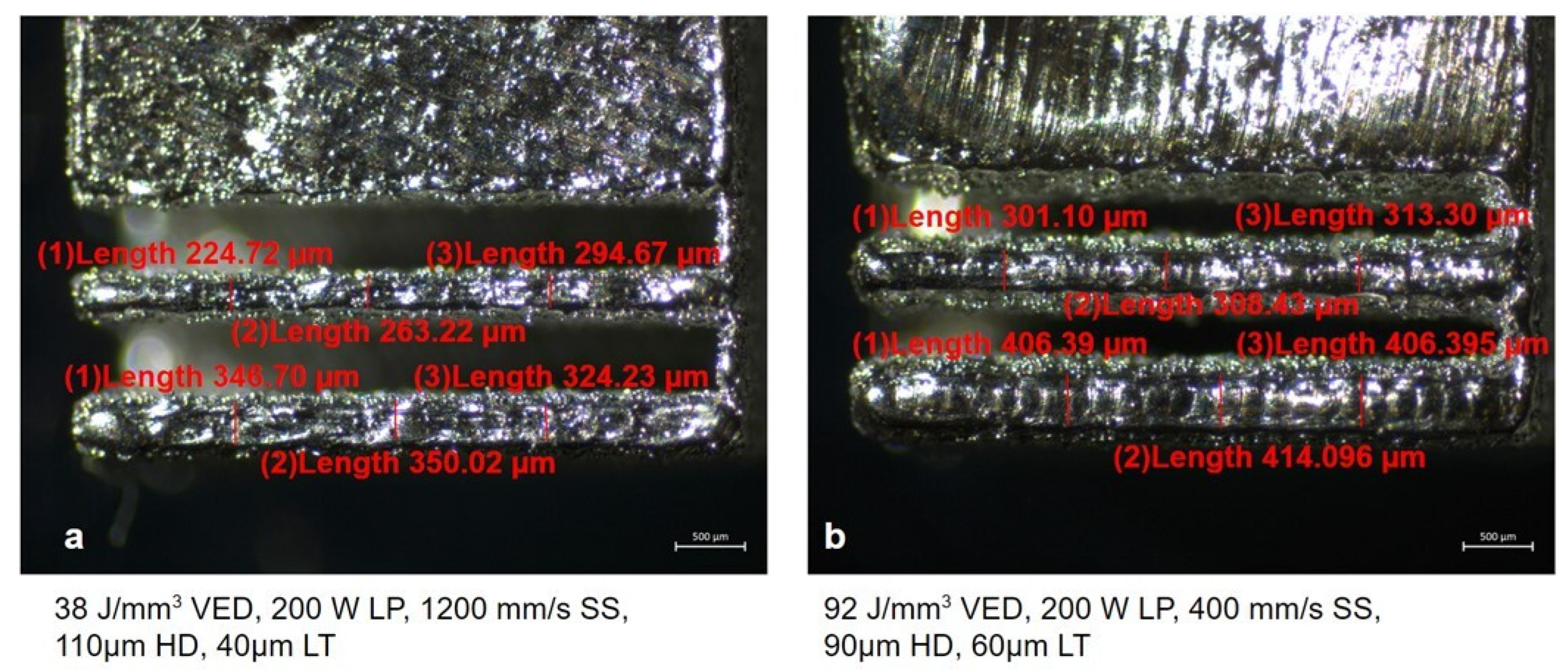
3.2. Dimensional Accuracy of Thin Walls
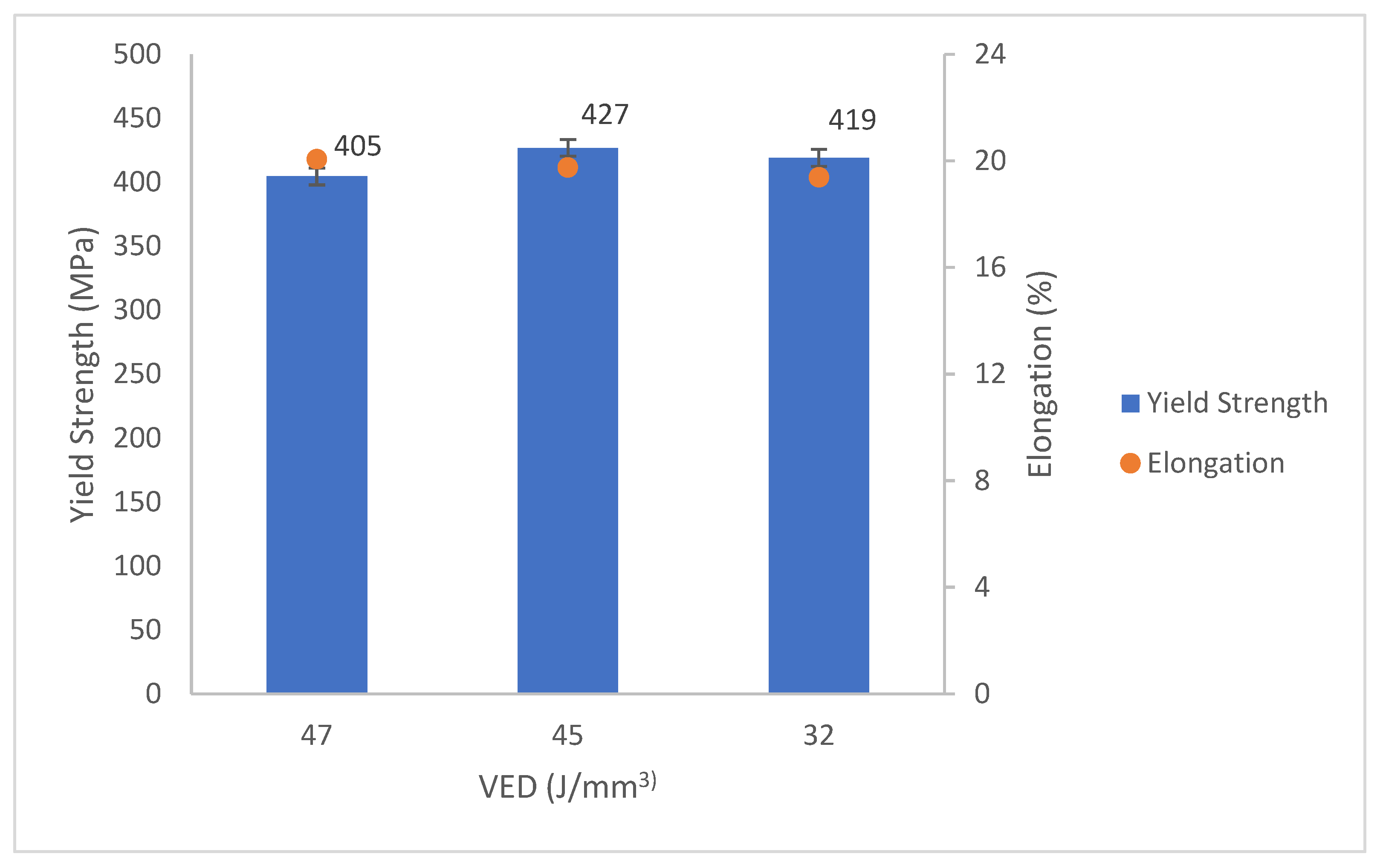
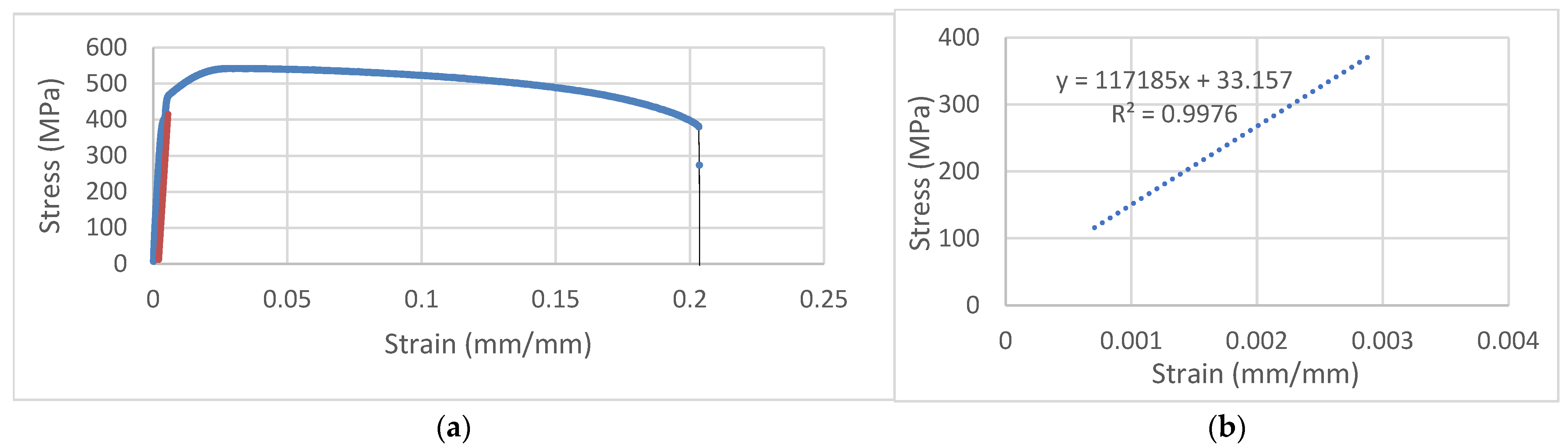
3.3. Mechanical Testing Results
4. Conclusions
- Within the tested ranges, a low layer thickness and a high hatch distance are recommended with high scan speed and moderate laser power values. The laser power and scan speed parameters have a higher influence on the density.
- The wall thicknesses obtained with the tested parameters were lower than the nominal 400 and 500 µm, while 60 µm led to smaller dimensional errors and achieved closer to the nominal thickness values. However, to increase the resolution along the z-axis and obtained density for small features, it is recommended to use smaller layer thicknesses.
- In terms of mechanical properties, in comparison to the literature, satisfying results are obtained with the selected process parameters well above the minimum requirements.
- It is concluded that low layer thickness and low laser power favored the producibility of thin-walled Cp-Ti structures, while high scan speed and moderate laser power were able to achieve almost full density.
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Rahmatabadi, D.; Soltanmohammadi, K.; Aberoumand, M.; Soleyman, E.; Ghasemi, I.; Baniassadi, M.; Abrinia, K.; Bodaghi, M.; Baghani, M. Development of Pure Poly Vinyl Chloride (PVC) with Excellent 3D Printability and Macro-and Micro-Structural Properties. Macromol. Mater. Eng. 2022, 2200568. [Google Scholar] [CrossRef]
- Ahmadi, M.; Tabary, S.B.; Rahmatabadi, D.; Ebrahimi, M.S.; Abrinia, K.; Hashemi, R. Review of Selective Laser Melting of Magnesium Alloys: Advantages, Microstructure and Mechanical Characterizations, Defects, Challenges, and Applications. J. Mater. Res. Technol. 2022, 19, 1537–1562. [Google Scholar] [CrossRef]
- Abedi, H.R.; Hanzaki, A.Z.; Azami, M.; Kahnooji, M.; Rahmatabadi, D. The high temperature flow behavior of additively manufactured Inconel 625 superalloy. Mater. Res. Express 2019, 6, 116514. [Google Scholar] [CrossRef]
- Sing, S.L.; Huang, S.; Goh, G.D.; Goh, G.L.; Tey, C.F.; Tan, J.H.K.; Yeong, W.Y. Emerging metallic systems for additive manufacturing: In-situ alloying and multi-metal processing in laser powder bed fusion. Prog. Mater. Sci. 2021, 119, 100795. [Google Scholar] [CrossRef]
- Yuan, L.; Ding, S.; Wen, C. Additive manufacturing technology for porous metal implant applications and triple minimal surface structures: A review. Bioact. Mater. 2019, 4, 56–70. [Google Scholar] [CrossRef]
- Khorasani, A.M.; Goldberg, M.; Doeven, E.H.; Littlefair, G. Titanium in biomedical applications—Properties and fabrication: A review. J. Biomater. Tissue Eng. 2015, 5, 593–619. [Google Scholar] [CrossRef]
- Navi, N.U.; Tenenbaum, J.; Sabatani, E.; Kimmel, G.; David, R.B.; Rosen, B.A.; Eliaz, N. Hydrogen effects on electrochemically charged additive manufactured by electron beam melting (EBM) and wrought Ti–6Al–4V alloys. Int. J. Hydrogen Energy 2020, 45, 25523–25540. [Google Scholar] [CrossRef]
- Ataee, A.; Li, Y.; Brandt, M.; Wen, C. Ultrahigh-strength titanium gyroid scaffolds manufactured by selective laser melting (SLM) for bone implant applications. Acta Mater. 2018, 158, 354–368. [Google Scholar] [CrossRef]
- Depboylu, F.N.; Yasa, E.; Poyraz, Ö.; Minguella-Canela, J.; Korkusuz, F.; De los Santos López, M.A. Titanium based bone implants production using laser powder bed fusion technology. J. Mater. Res. Technol. 2022, 17, 1408–1426. [Google Scholar] [CrossRef]
- Wang, D.W.; Zhou, Y.H.; Shen, J.; Liu, Y.; Li, D.F.; Zhou, Q.; Yan, M. Selective laser melting under the reactive atmosphere: A convenient and efficient approach to fabricate ultrahigh strength commercially pure titanium without sacrificing ductility. Mater. Sci. Eng. A 2019, 762, 138078. [Google Scholar] [CrossRef]
- Wysocki, B.; Maj, P.; Krawczyńska, A.; Rożniatowski, K.; Zdunek, J.; Kurzydłowski, K.J.; Święszkowski, W. Microstructure and mechanical properties investigation of CP titanium processed by selective laser melting (SLM). J. Mater. Process. Technol. 2017, 241, 13–23. [Google Scholar] [CrossRef]
- Li, X.P.; Van Humbeeck, J.; Kruth, J.-P. Selective laser melting of weak-textured commercially pure titanium with high strength and ductility: A study from laser power perspective. Mater. Des. 2017, 116, 352–358. [Google Scholar] [CrossRef]
- Na, T.W.; Kim, W.R.; Yang, S.M.; Kwon, O.; Park, J.M.; Kim, G.H.; Kim, H.G. Effect of laser power on oxygen and nitrogen concentration of commercially pure titanium manufactured by selective laser melting. Mater. Charact. 2018, 143, 110–117. [Google Scholar] [CrossRef]
- Attar, H.; Calin, M.; Zhang, L.C.; Scudino, S.; Eckert, J. Manufacture by selective laser melting and mechanical behavior of commercially pure titanium. Mater. Sci. Eng. A 2014, 593, 170–177. [Google Scholar] [CrossRef]
- Gu, D.; Hagedorn, Y.C.; Meiners, W.; Meng, G.; Batista, R.J.S.; Wissenbach, K.; Poprawe, R. Densification behavior, microstructure evolution, and wear performance of selective laser melting processed commercially pure titanium. Acta Mater. 2012, 60, 3849–3860. [Google Scholar] [CrossRef]
- Dong, Y.P.; Tang, J.C.; Wang, D.W.; Wang, N.; He, Z.D.; Li, J.; Yan, M. Additive manufacturing of pure Ti with superior mechanical performance, low cost, and biocompatibility for potential replacement of Ti-6Al-4V. Mater. Des. 2020, 196, 109142. [Google Scholar] [CrossRef]
- Loginov, Y.N.; Stepanov, S.I.; Ryshkov, N.M.; Yudin, A.V.; Tretyakov, E.V. Effect of SLM parameters on the structure and properties of CP-Ti. In AIP Conference Proceedings; AIP Publishing LLC: Melville, NY, USA, 2018; p. 040052. [Google Scholar] [CrossRef]
- Pfaff, A.; Jäcklein, M.; Schlager, M.; Harwick, W.; Hoschke, K.; Balle, F. An empirical approach for the development of process parameters for laser powder bed fusion. Materials 2020, 13, 5400. [Google Scholar] [CrossRef] [PubMed]
- Ferro, P.; Meneghello, R.; Savio, G.; Berto, F. A modified volumetric energy density–based approach for porosity assessment in additive manufacturing process design. Int. J. Adv. Manuf. Technol. 2020, 110, 1911–1921. [Google Scholar] [CrossRef]
- Oliveira, J.P.; Lalonde, A.D.; Ma, J. Processing parameters in laser powder bed fusion metal additive manufacturing. Mater. Des. 2020, 193, 108762. [Google Scholar] [CrossRef]
- Ahmed, N.; Barsoum, I.; Haidemenopoulos, G.; Al-Rub, R.A. Process parameter selection and optimization of laser powder bed fusion for 316L stainless steel: A review. J. Manuf. Process. 2022, 75, 415–434. [Google Scholar] [CrossRef]
- Mohr, G.; Altenburg, S.J.; Hilgenberg, K. Effects of inter layer time and build height on resulting properties of 316L stainless steel processed by laser powder bed fusion. Addit. Manuf. 2020, 32, 101080. [Google Scholar] [CrossRef]
- Pauzon, C.; Leicht, A.; Klement, U.; Forêt, P.; Hryha, E. Effect of the process gas and scan speed on the properties and productivity of thin 316L structures produced by laser-powder bed fusion. Metall. Mater. Trans. A 2020, 51, 5339–5350. [Google Scholar] [CrossRef]
- Zhang, Z.; Yang, X.; Song, F.; Yao, X.; Zhang, T.; Liu, S.; Tang, H. Assessment of microstructural evolution and associated tensile behavior in thin-walled Ti6Al4V parts manufactured via selective laser melting. Mater. Charact. 2022, 194, 112481. [Google Scholar] [CrossRef]
- Chaudry, M.A.; Mohr, G.; Hilgenberg, K. Experimental and numerical comparison of heat accumulation during laser powder bed fusion of 316L stainless steel. Prog. Addit. Manuf. 2022, 7, 1071–1083. [Google Scholar] [CrossRef]
- Montufar, E.B.; Tkachenko, S.; Casas-Luna, M.; Škarvada, P.; Slámečka, K.; Diaz-de-la-Torre, S.; Kaiser, J. Benchmarking of additive manufacturing technologies for commercially-pure-titanium bone-tissue-engineering scaffolds: Processing-microstructure-property relationship. Addit. Manuf. 2020, 36, 101516. [Google Scholar] [CrossRef]
- EOS Titanium TiCP Grade 2, EOS GmbH Electro Optical Systems, Finland. 2016. Available online: www.eos.info (accessed on 21 January 2023).
- Bertoli, U.S.; Wolfer, A.J.; Matthews, M.J.; Delplanque, J.P.R.; Schoenung, J.M. On the limitations of volumetric energy density as a design parameter for selective laser melting. Mater. Des. 2017, 113, 331–340. [Google Scholar] [CrossRef]
- Zhang, Z.; Ali, U.; Mahmoodkhani, Y.; Huang, Y.; Shahabad, S.I.; Kasinathan, A.R.; Toyserkani, E. Experimental and numerical investigation on the effect of layer thickness during laser powder-bed fusion of stainless steel 17-4PH. Int. J. Rapid Manuf. 2020, 9, 212. [Google Scholar] [CrossRef]
- EOS Titanium TiCP Grade 2, EOS GmbH Electro Optical Systems. Finland. 2009. Available online: https://www.3dimpuls.com/sites/default/files/dok_book/m_materials_en.pdf (accessed on 21 January 2023).
- EOS Titanium TiCP Grade 2, EOS GmbH Electro Optical Systems. Finland. 2017. Available online: https://www.eos.info/03_system-related-assets/material-related-contents/metal-materials-and-examples/metal-material-datasheet/titan/ticp_9011-0036_m404_material_data_sheet_12-17_flexline_en.pdf (accessed on 21 January 2023).
- EOS Titanium TiCP Grade 2, EOS GmbH Electro Optical Systems. Finland. 2000. Available online: https://www.carpentertechnology.com/hubfs/7407324/Material%20Saftey%20Data%20Sheets/Ti%20CP%20Grade%202.pdf (accessed on 21 January 2023).




{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Ref. | Material | Laser Spot Size (µm) | Laser Power (W) | Layer Thick. (µm) | Scanning Speed (mm/s) | Hatch Distance (µm) | VED (J/mm3) | Density |
|---|---|---|---|---|---|---|---|---|
| [10] | Cp-Ti (Grade 1) | 64 | 122 | 30 | 400 | 120 | 85 | Almost Full |
| [11] | Cp-Ti | - | 50 | 25 | 333 | 80 | 75 | 98.7% |
| [12] | Cp-Ti (Grade 1) | 50 | 50- 250 | 30 | - | - | - | Over 99% |
| [8] | Cp-Ti (Grade 1) | - | 100 | 30 | 385 | 120 | 72 | Almost Full |
| [13] | Cp-Ti (Grade 1) | 120 | 120- 440 | 30 | 1000 | 120 | 33–122 | Almost Full |
| [14] | Cp-Ti (Grade 2) | 80 | 165 | 100 | 138 | 100 | 120 | 99.5% |
| [15] | Cp-Ti (Grade 2) | 70 | 90 | 50 | 100–400 | - | 90 | 99.5% |
| [16] | Cp-Ti | - | 210 | 30 | 1000 | 120 | 58 | 99.5% |
| [17] | Cp-Ti (Grade 1) | 60–70 | 250–340 | 50 | 700–800 | 100–120 | 52–97 | 98.2% |
| Parameter Set | Laser Power (W) | Scan Speed (mm/s) | Hatch Distance (µm) | Layer Thick. (µm) | VED (J/mm3) | |
|---|---|---|---|---|---|---|
| Density 80 Sets | 150 | 400 | 90 110 | 40 60 | 19–104 | |
| 600 | ||||||
| 800 | ||||||
| 1000 | ||||||
| 1200 | ||||||
| 200 | 400 | 90 110 | 40 60 | 25–139 | ||
| 600 | ||||||
| 800 | ||||||
| 1000 | ||||||
| 1200 | ||||||
| 250 | 400 | 90 110 | 40 60 | 32–173 | ||
| 600 | ||||||
| 800 | ||||||
| 1000 | ||||||
| 1200 | ||||||
| 300 | 400 | 90 110 | 40 60 | 38–208 | ||
| 600 | ||||||
| 800 | ||||||
| 1000 | ||||||
| 1200 | ||||||
| Tensile Test | C1 | 250 | 1200 | 110 | 40 | 47 |
| C2 | 200 | 1000 | 110 | 40 | 45 | |
| C3 | 200 | 1400 | 110 | 40 | 32 | |
| Tensile Parameters | VED (J/mm3) | UTS (MPa) | Yield Strength (MPa) | Elongation (%) |
|---|---|---|---|---|
| C1 | 47 | 542 | 405 | 20.0 |
| C2 | 45 | 542 | 427 | 19.7 |
| C3 | 32 | 542 | 419 | 19.4 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Depboylu, F.N.; Yasa, E.; Poyraz, O.; Korkusuz, F. Thin-Walled Commercially Pure Titanium Structures: Laser Powder Bed Fusion Process Parameter Optimization. Machines 2023, 11, 272. https://doi.org/10.3390/machines11020272
Depboylu FN, Yasa E, Poyraz O, Korkusuz F. Thin-Walled Commercially Pure Titanium Structures: Laser Powder Bed Fusion Process Parameter Optimization. Machines. 2023; 11(2):272. https://doi.org/10.3390/machines11020272
Chicago/Turabian StyleDepboylu, Fatma Nur, Evren Yasa, Ozgur Poyraz, and Feza Korkusuz. 2023. "Thin-Walled Commercially Pure Titanium Structures: Laser Powder Bed Fusion Process Parameter Optimization" Machines 11, no. 2: 272. https://doi.org/10.3390/machines11020272
APA StyleDepboylu, F. N., Yasa, E., Poyraz, O., & Korkusuz, F. (2023). Thin-Walled Commercially Pure Titanium Structures: Laser Powder Bed Fusion Process Parameter Optimization. Machines, 11(2), 272. https://doi.org/10.3390/machines11020272