1. Introduction
The first steam-powered automobile was built by Nicolas-Joseph Cugnot in the late 17th century, and the first four-wheeled automobile was developed by Gottlieb Daimler in 1887. Since then, automobiles have become an indispensable means of transportation. After nearly two centuries, the automobile industry has fully matured, and the trend in automobile development is moving toward lighter, faster, and more streamlined models. With the advancement of automobile technology, attention is increasingly being paid to the appearance of automobiles and, thus, also to how sheet metal can be manipulated into the shapes required for streamlined automobile design. In manufacturing terms, this translates into a manufacturer’s ability to massively produce sheet metal parts that meet tolerance requirements, which places a threshold on the punching performance of the manufacturer’s stamping presses shown in
Table 1. Such requirements have given rise to servo presses.
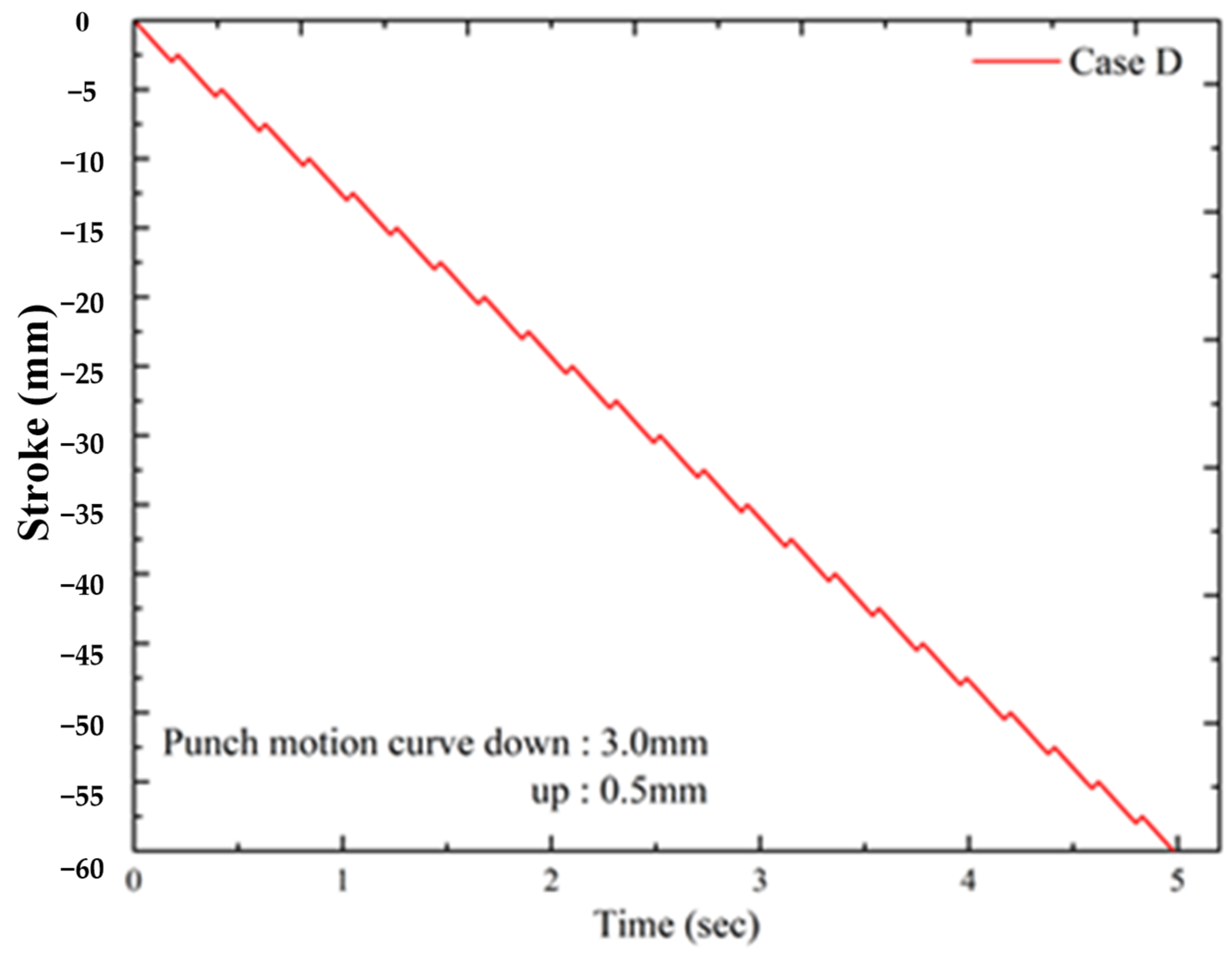
Servo presses overcome the limitation of conventional stamping presses: that they can have only one punch motion curve. When using a servo motor, the motion profiles of stamps can be freely adjusted. Servo motors are characterized by their position and velocity control abilities, with the velocity control range being wide. Additionally, the rotation speed of servo motors can be controlled with high precision. These properties have led to servo motors being widely employed in the machining of metal. Conventional stamping presses can be categorized into mechanical and hydraulic presses. Mechanical presses, which are mostly used in sheet metal stamping, are fast but can only move at a fixed speed. By contrast, hydraulic presses are capable of limited speed control, but they result in low production efficiency. Hydraulic presses can be further divided into oil presses and water presses, with oil presses being the predominant type and water presses being used only in specialized or large-size machinery. In servo presses, the stroke of the punch is adjustable, solving the problem that arises with conventional single stroke stamping presses. Servo presses have the benefits of a long die service life, high die precision, favorable machining capacity, low energy consumption, programmable control systems, and a freely adjustable punch motion curve (
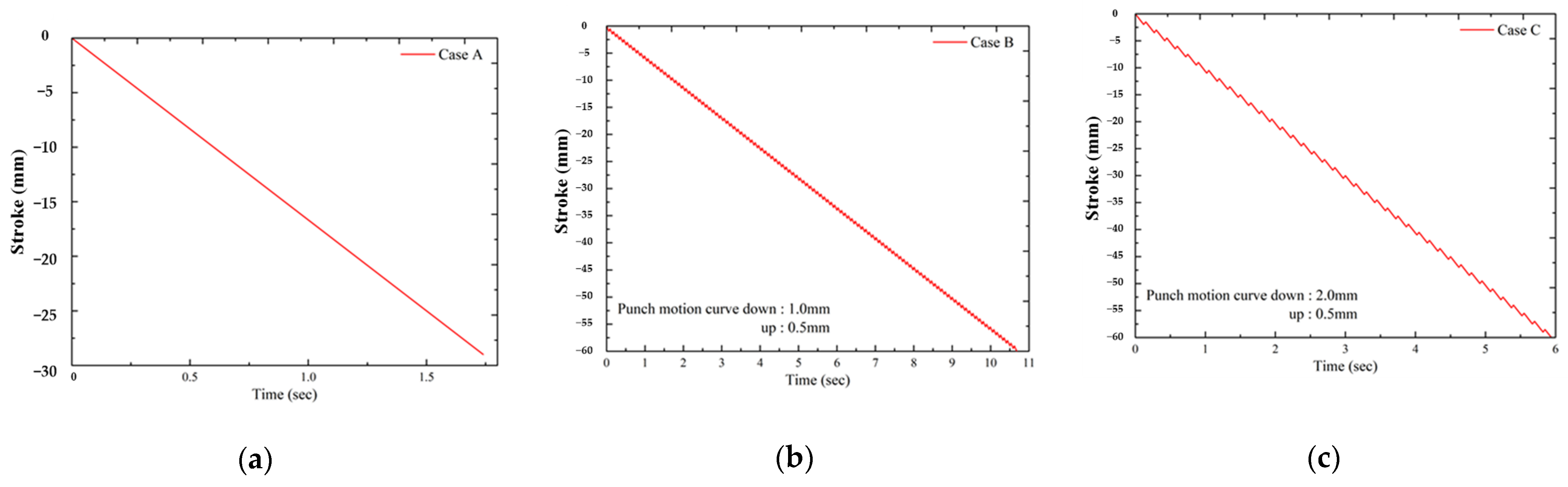
Figure 1) [
1]; thus, they enable plastic deformation of sheet metal, giving it additional functionality.
Hu and Zu, in 1998, performed a finite element analysis to determine metal fluidity parameters for metal-shaping applications [
2]. When extruding circular cups, blanks can rise in temperature over time, damaging the die; Hu and Zu thus modified the structure of a die to ensure it had sufficient strength. Srikanth and Murty (2012) used DEFORM to perform the finite element analysis on dies of various radii with a fixed friction coefficient and discovered that the ability to form circular cups was affected by the die radius [
3]. They identified 7 mm as the optimal die radius for circular cup drawing. Atal and Shete, in 2013, employed FEM, a finite element analysis software program, to simulate the drawing of circular cups [
4]. By simulating the predicted breaking time and the stress distribution of the circular cup’s thickness, they could reduce the cost and time spent on the process substantially. Krishna and Swamy, in 2014, employed DEFORM to determine the optimal draw ratios for metal [
5]. Their results indicated that in multistage drawing, the punch diameter in stage 1 (the draw) must be 40–50% of the blank diameter if the draw is to be successful; in stage 2, it must be 20–25% of the blank diameter in stage 1; and in stage 3, it must be 15–16% of the blank diameter in stage 2. Kanttikar, Kodli, and Chikmeti, in 2014, simulated the deep-drawing process using a finite element analysis software program and reported that for dies with rounded angles, larger rounded angles resulted in smaller loads on the punch [
6].
Olguner and Bozdana, in 2016, observed that the punch load, which was associated with the friction coefficient, increased with the length of a stroke and the flow of the blank in deep drawing [
7]. After comparing various friction coefficients and making calculations using DEFORM, they concluded that the quality of circular cup formation decreased in the corners as the friction increased, resulting in thin areas or breakage. Olguner and Bozdana, in 2017, planned three sets of servo motion curves (frequency = 5, 10, and 20 Hz) for circular cup drawing and compared them with a conventional curve [
8]. According to results obtained again using DEFORM, the punch force required for drawing decreased as the pulse frequency was increased, and when the motion curve was limited to the drawing of the circular cup, the formability of the circular cup was enhanced, and the chance of breakage was reduced. Swapna, Rao, and Radhika, in 2017, performed circular cup drawing with stainless steel, brass, and high-strength low-alloy steel [
9]. These materials were selected because most studies have used aluminum or magnesium alloys. The researchers discovered that each material had its own characteristics and advantages in the drawing process. Bhatt and Buch, in 2017, developed a method for calculating the number of draws and die size required for circular cup drawing and were able to considerably shorten testing time and improve the production efficiency [
10]. Chang and Yang, in 2017, employed DEFORM to simulate circular cup drawing and establish punch motion curves [
11]. A comparison of their curves with those of conventional stamping presses revealed that the use of servo motion curves increased the blank diameter by 6–8%, enabling the processing to be improved and the desired product to be fabricated through only one draw. Furthermore, the degree of uniformity in blank size was found to be closely associated with the frequency of the servo motion curve.
In 2020, Kuo et. al. studied the SUS304 rectangular cup stamping and optimized the pulsating curve for a servo press using the finite element method. Meanwhile, they applied the Taguchi method to obtain the optimal parameter combinations and the optimization results showed that a shorter forming time (0.06 s less), a lower thinning ratio lower (0.1425% less), and a smaller forming force (808 N smaller) [
12]. Kriechenbauer et al. proposed a systematic design of deep-drawing processes with free force and motion functions on servo presses based on computational science methods. They determined the optimal parameters (force and motion functions) for a deep-drawing process with superimposed vibrations on servo screw presses. The results of the evolutionary optimization approaches are validated by experiments with cross die part [
13]. Choudhari et al. used the numerical and experimental approaches to analyze the effect of different drawing parameters such as blank shape, blank thickness, load, dry/wet lubrication on square cup drawing process for extra deep drawn steel sheet material. Simulation results are validated through experimentation. The optimized process parameters can be formed a square cup without any defects such as thinning, wrinkling, etc. The results showed that for considered process parameters, formability of material having a blank thickness of 2 mm is better as compared to a blank thickness of 1 mm and 0.8 mm, for load of 100 kN with dry lubrication [
14].
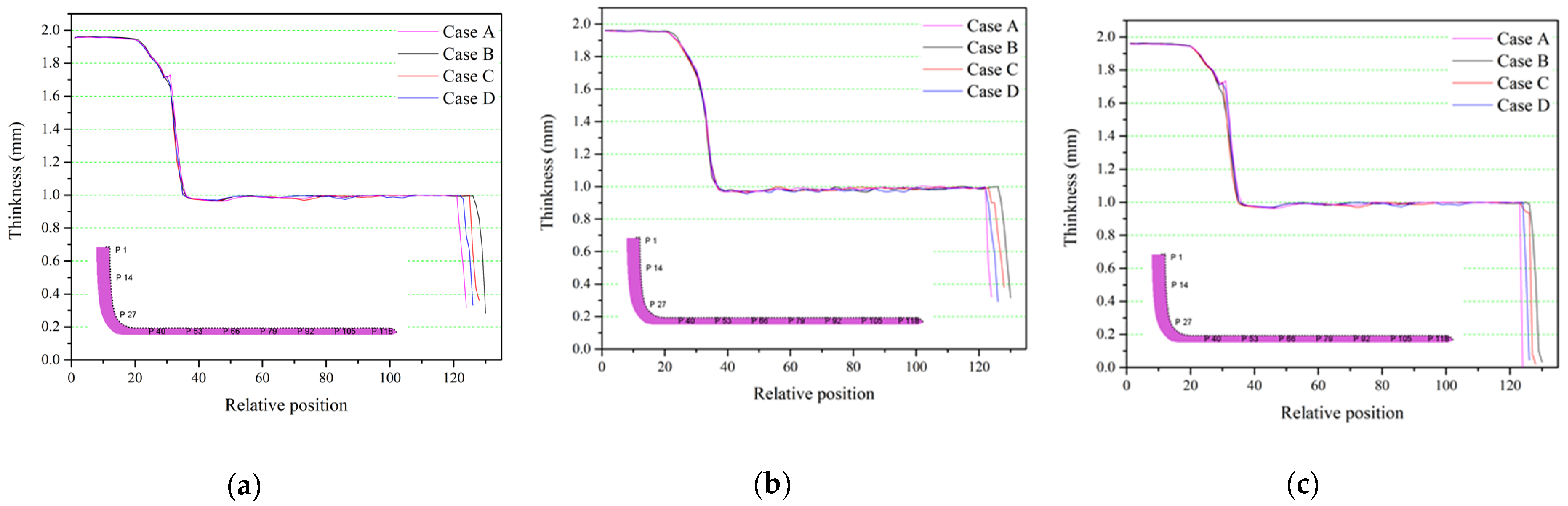
In the present study, the servo curve method is proposed to show that as the frequency of the punch motion curve is the highest, a higher cup height can be obtained. The difference in the height of the cup during the extrusion–drawing process is only a slight change of 1.20%~2.12%. For the distribution of the thickness of the circular cup, the cup wall produced by the servo curve is the most uniform. If the cup wall obtained by the traditional curve is quite uniform, the servo curve method proposed in this paper will obtain the best extrusion–drawing effect. In this study, the circular cup extrusion–drawing process is designed according to the punch motion curve. In the future, the circular cup extension-drawing simulation analysis can be carried out, and a complete database of the circular cup extension–drawing process can be established to provide industrial production use to improve its production efficiency.












{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}



