
A Study of 2D Contour Measurement System at Tool Center Point of Machine Tools

Abstract
1. Introduction
2. Construction of the TCP-OMS
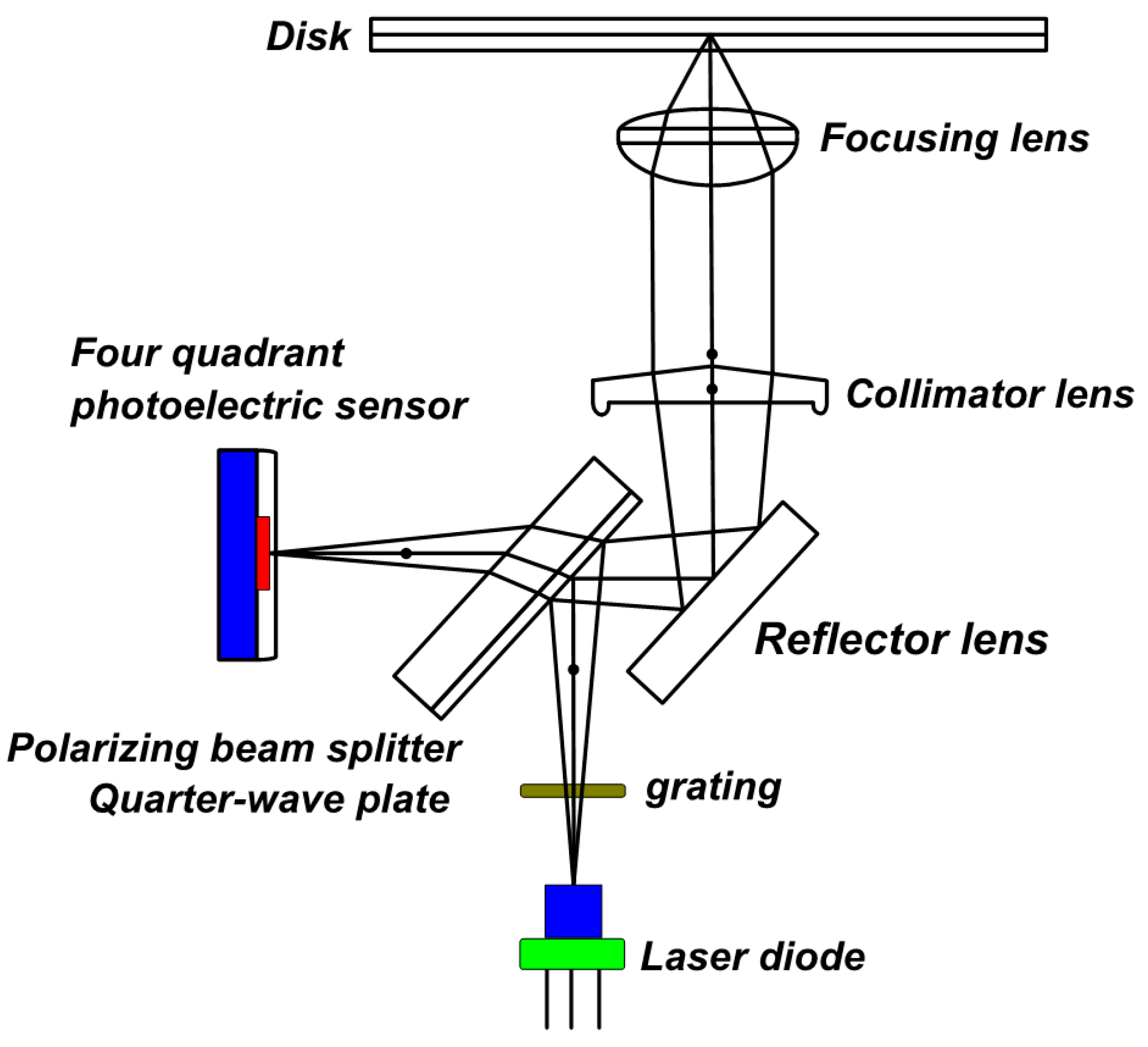
2.1. Blu-Ray Pickup Head
2.2. Position Sensitive Detector
2.3. Signal Processing
3. Verification of the TCP-OMS
3.1. Fixtures of Optical Equipment Development
3.2. Correction of Measurement System
3.3. TCP-OMS Performance
4. Experimental Results
5. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Zhu, L.; Yan, B.; Wang, Y.; Dun, Y.; Ma, J.; Li, C. Inspection of blade profile and machining deviation analysis based on sample points optimization and NURBS knot insertion. Thin-Walled Struct. 2021, 162, 107540. [Google Scholar] [CrossRef]
- Yan, B.; Hao, Y.; Zhu, L.; Li, C. Towards high milling accuracy of turbine blades: A review. Mech. Syst. Signal Process. 2022, 170, 108727. [Google Scholar] [CrossRef]
- Hao, Y.; Zhu, L.; Yan, B.; Qin, S.; Cui, D.; Lu, H. Milling chatter detection with WPD and power entropy for Ti-6Al-4V thin-walled parts based on multi-source signals fusion. Mech. Syst. Signal Process. 2022, 177, 109225. [Google Scholar] [CrossRef]
- Shang, P.; Xu, A.; Zhang, D. A DBB-based accuracy measurement method for rotary axes of high speed 5-axis CNC machining center. In Proceeding of the 2010 International Conference on Mechanic Automation and Control Engineering, Wuhan, China, 26–28 June 2010. [Google Scholar]
- Liu, H.L.; Shi, H.M.; Li, B.; Li, X. A new method and instrument for measuring circular motion error of NC machine tools. Int. J. Mach. Tools Manuf. 2005, 45, 1347–1351. [Google Scholar] [CrossRef]
- Iwai, H.; Mitsui, K. Development of a measuring method for motion accuracy of NC machine tools using links and rotary encoders. Int. J. Mach. Tools Manuf. 2009, 49, 99–108. [Google Scholar] [CrossRef]
- Weikert, S. R-Test, a New Device for Accuracy Measurements on Five Axis Machine Tools. CIRP Ann. 2004, 53, 429–432. [Google Scholar] [CrossRef]
- Bringmann, B.; Maglie, P. A method for direct evaluation of the dynamic 3D path accuracy of NC machine tools. CIRP Ann. 2009, 58, 343–346. [Google Scholar] [CrossRef]
- Lee, K.; Ibaraki, S.; Matsubara, A.; Kakino, Y.; Suzuki, Y.; Arai, S.; Braasch, J. A Servo Parameter Tuning Method for High-Speed NC Machine Tools based on Contouring Error Measurement. WIT Tran. Eng. Sci. 2003, 44, 181–192. [Google Scholar]
- Nagaoka, K.; Matsubara, A. Improving motion accuracy of tool center point using model-reference feedforward controller. Procedia CIRP 2012, 1, 605–608. [Google Scholar] [CrossRef][Green Version]
- Sato, R.; Tashiro, G.; Shirase, K. Analysis of the Coupled Vibration Between Feed Drive Systems and Machine Tool Structure. Int. J. Autom. Technol. 2015, 9, 689–697. [Google Scholar] [CrossRef]
- Tseng, H.C.; Tsai, M.S.; Cheng, C.C.; Li, C.J. Optimization of Computer Numerical Control Interpolation Parameters Using a Backpropagation Neural Network and Genetic Algorithm with Consideration of Corner Vibrations. Appl. Sci. 2021, 11, 1665. [Google Scholar] [CrossRef]
- Tang, S.; Wang, Z.; Jiang, Z.; Gao, J.; Guo, J. A new measuring method for circular motion accuracy of NC machine tools based on dual-frequency laser interferometer. In Proceeding of the 2011 IEEE International Symposium on Assembly and Manufacturing (ISAM), Tampere, Finland, 25–27 May 2011. [Google Scholar]
- Tang, S.; Wang, Z.; Zhong, L.; Gao, J. Influences of misalignments on circular path measurement based on dual-beam plane mirror interferometer. Optik 2013, 124, 4576–4580. [Google Scholar] [CrossRef]
- Jywe, W.Y.; Chen, C.J. A new 2D error separation technique for performance tests of CNC machine tools. Precis. Eng. 2007, 31, 369–375. [Google Scholar] [CrossRef]
- Jywe, W.Y.; Lin, B.J.; Shen, J.C.; Lee, J.D.; Huang, H.L.; Cho, M.C. Development of a Simple laser-based 2D Compensating System for the Contouring Accuracy of Machine tools. Int. J. Ind. Manuf. Eng. 2012, 6, 2061–2064. [Google Scholar]
- Gao, W.; Dejima, S.; Shimizu, Y.; Kiyono, S.; Yoshikawa, H. Precision Measurement of Two-Axis Positions and Tilt Motions Using a Surface Encoder. CIRP Ann. 2003, 52, 435–438. [Google Scholar] [CrossRef]
- Gao, W.; Dejima, S.; Yanai, H.; Katakura, K.; Kiyono, S.; Tomita, Y. A surface motor-driven planar motion stage integrated with an XY𝜃𝑍 surface encoder for precision positioning. Precis. Eng. 2004, 28, 329–337. [Google Scholar] [CrossRef]
- Flores, V.; Ortega, C.; Alberti, M.; Rodriguez, C.A.; Ciurana, J.D.; Elias, A. Evaluation and modeling of productivity and dynamic capability in high-speed machining centers. Int. J. Adv. Manuf. Technol. 2007, 33, 403–411. [Google Scholar] [CrossRef]
- Park, J.; Kim, J.; Lee, E.; Lee, M. Micro circular path measurement of two-axis stage using a machine vision system and the application. Int. J. Adv. Manuf. Technol. 2011, 56, 1049–1055. [Google Scholar] [CrossRef]
- Chang, H.W.; Lee, H.W.; Lin, C.T.; Wen, Q.Z. Development of Blue Laser Direct-Write Lithography System. Int. J. Eng. Technol. Innov. 2012, 2, 63–71. [Google Scholar]
- Huang, Y.J. Development and Application of a Three-Degree-of-Freedom Optical Vibration Measurement Probe. Master Thesis, Southern Taiwan University of Science and Technology, Tainan, Taiwan, 2012. [Google Scholar]
- Lin, Y.-N.; Sun, W.S. High Resolution Detection of Synchronously Determining Tilt Angle and Displacement of Test Plane by Blu-Ray Pickup Head. Phys. Procedia 2011, 19, 296–300. [Google Scholar] [CrossRef][Green Version]
- Ivan, I.A.; Ardeleanu, M.; Laurent, G.J.; Tan, N.; Clevy, C. The metrology and applications of PSD (position sensitive detector) sensors for microrobotics. In Proceeding of the 2012 International Symposium on Optomechatronic Technologies (ISOT 2012), Paris, France, 29–31 October 2012. [Google Scholar]
- Ivan, I.A.; Ardeleanu, M.; Laurent, G. High Dynamics and Precision Optical Measurement Using a Position Sensitive Detector (PSD) in Reflection-Mode: Application to 2D Object Tracking over a Smart Surface. Sensors 2012, 12, 16771–16784. [Google Scholar] [CrossRef] [PubMed]
- Li, W.C. Applications of PSD & CCD on the Structure Displacement Measurement. Master Thesis, National Central University, Taoyuan, Taiwan, 2005. [Google Scholar]
- Huang, M.Z.; Shi, L.Z.; Wang, Y.X.; Ni, Y.; Li, Z.Q.; Ding, H.F. Development of a new signal processor for tetralateral position sensitive detector based on single-chip microcomputer. Rev. Sci. Instrum. 2006, 77, 083301. [Google Scholar] [CrossRef]
- Lu, Z.; Li, Z.; Zhao, C. A Novel Method for Reconstructing Flatness Error Contour of Long Surface Based on a Laser Displacement Sensor. IEEE Access 2019, 7, 118077–118110. [Google Scholar] [CrossRef]
- Zhu, L.; Dong, Y.; Li, Z.; Zhang, X.; Fang, F. Measurement and Analysis of the Stepwise Curved Surface of Diffractive Optical Elements by a Constant Speed Confocal Probe. Appl. Sci. 2019, 9, 2229. [Google Scholar] [CrossRef]
- Zou, X.; Zhao, X.; Li, G.; Li, Z.; Sun, T. Non-contact on-machine measurement using a chromatic confocal probe for an ultra-precision turning machine. Int. J. Adv. Manuf. Technol. 2017, 90, 2163–2172. [Google Scholar] [CrossRef]






















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Orientation | Peak-to-Valley Deviation () | ||
|---|---|---|---|
| 10 Points | 30 Points | 50 Points | |
| X | 1.15 | 0.94 | 0.62 |
| Y | 1.23 | 1.09 | 0.90 |
| Orientation | Peak-to-Valley Deviation () | |||
|---|---|---|---|---|
| Original Signals | AC Voltage Stabilizer | Low-Pass Filter | DC Regulator | |
| X | 161.10 | 16.45 | 2.50 | 1.56 |
| Y | 131.95 | 13.05 | 2.55 | 1.57 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Yu, B.-F.; Chen, J.-S.; Tsai, H.-Y. A Study of 2D Contour Measurement System at Tool Center Point of Machine Tools. Machines 2022, 10, 1199. https://doi.org/10.3390/machines10121199
Yu B-F, Chen J-S, Tsai H-Y. A Study of 2D Contour Measurement System at Tool Center Point of Machine Tools. Machines. 2022; 10(12):1199. https://doi.org/10.3390/machines10121199
Chicago/Turabian StyleYu, Ben-Fong, Jenq-Shyong Chen, and Hung-Yih Tsai. 2022. "A Study of 2D Contour Measurement System at Tool Center Point of Machine Tools" Machines 10, no. 12: 1199. https://doi.org/10.3390/machines10121199
APA StyleYu, B.-F., Chen, J.-S., & Tsai, H.-Y. (2022). A Study of 2D Contour Measurement System at Tool Center Point of Machine Tools. Machines, 10(12), 1199. https://doi.org/10.3390/machines10121199