Development of Ceramic Materials for the Manufacture of Bricks with Stone Cutting Sludge from Granite

 ,
,  ,
,  ,
,  and
and 
Abstract
1. Introduction
2. Materials and Methods
2.1. Materials
2.1.1. Clay
2.1.2. Stone Cutting Sludge
2.2. Methodology
2.2.1. Analysis of Initial Materials
2.2.2. Sample Conformation and Physical Tests
2.2.3. Color Analysis
2.2.4. Compressive Strength Test
3. Results and Discussion
3.1. Analysis of Initial Materials
3.2. Sample Conformation and Physical Tests
3.3. Color Analysis
3.4. Compressive Strength Test
4. Conclusions
- stone cutting sludges of granite cutting reflects a density similar to that of clay, which favors the mixed process and therefore its reuse. The density obtained reflects that there are no high proportions of heavy metals derived from the diamond cutting disc that they could become an environmental problem;
- the index of plasticity, which is lower than that of clay, reflects the fact that stone cutting sludges, even if it has a particle size similar to clay, does not have a similar specific surface area and, in turn, does not have secondary problems of expansiveness;
- the chemical analysis of the stone cutting sludges shows mainly the low percentage of carbon. This value reflects the absence of lubricants or fats from of the cutting process, as well as the absence of organic matter or carbonates;
- the X-ray fluorescence of the stone sludges reflects a chemical composition similar to clay and derived from the composition of granite (quartz, feldspars, and mica) without the existence of contamination with heavy metals or chemical elements, such as sulfur and chlorine, which could pose an environmental problem;
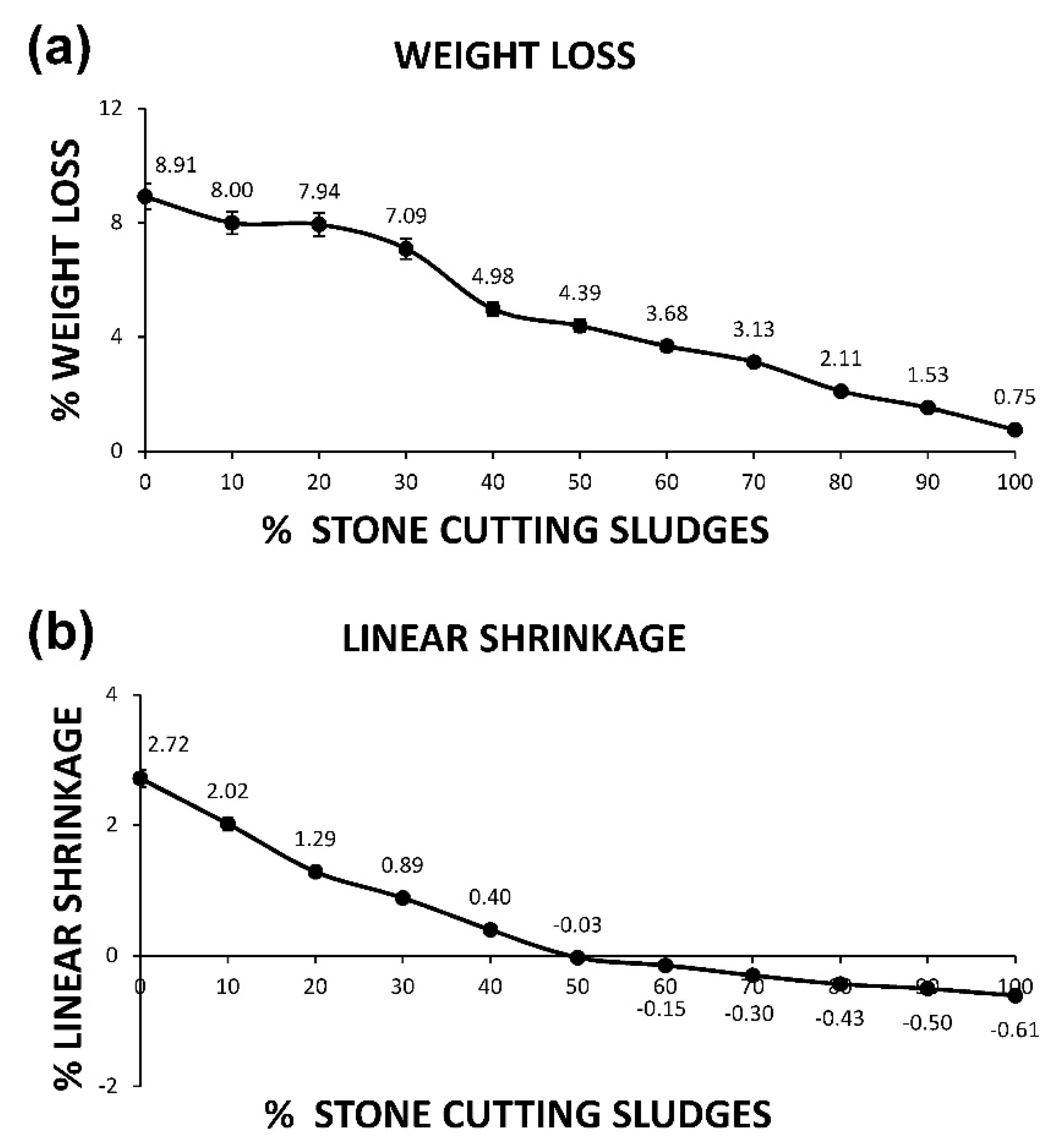
- the loss on ignition details the higher transformation temperature of the chemical compounds present in the stone cutting sludges with respect to the clay. Low percentage of loss weight is reflected in the test that were confirmed by the loss weight of the ceramic samples with different percentages of stone cutting sludges;
- linear shrinkage of ceramic samples is less, and even dilatation occurs, for ceramics with stone cutting sludges. Therefore, the assumptions induced in the characterization about the behavior of stone cutting sludges in the sintering process are demonstrated;
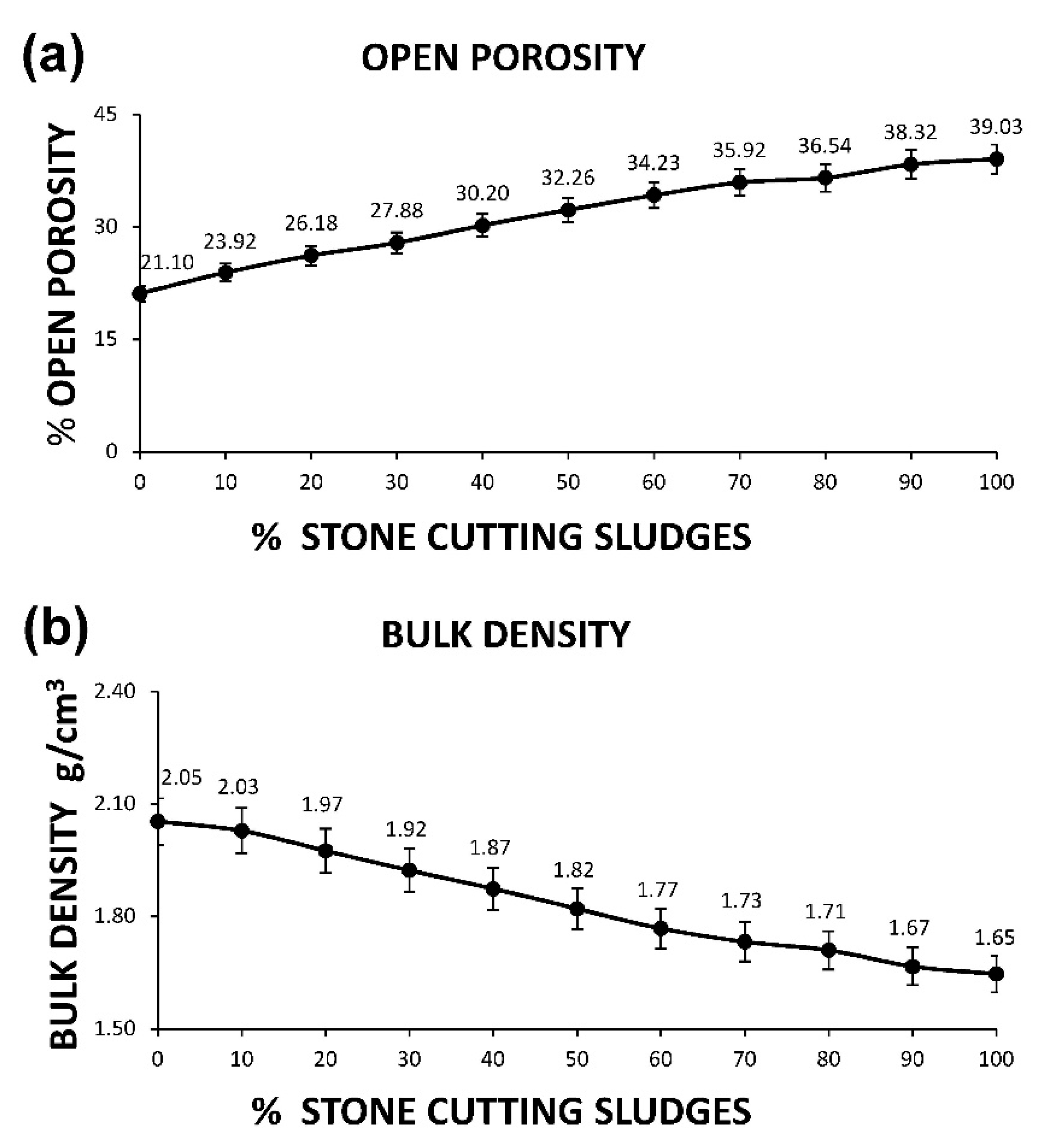
- capillarity water absorption and cold water absorption increases with the increase in the percentage of stone cutting sludges, reflecting a more open structure with a greater number of pores. This characteristic is especially suitable about thermal and acoustic insulators materials;
- the porosity of the samples increases as the percentage of stone cutting sludges increases, as confirmed by the above tests. In relation to this fact, the density of the ceramic obtained decreases with the increase in the percentage of stone cutting sludges. This lower density produces a more open and porous structure of the ceramic with stone cutting sludges, which provides a lighter material for construction;
- the color of the ceramics varies with the percentage of stone cutting sludge; however, all ceramics show similar tonalities and progressive changes in brightness and color;
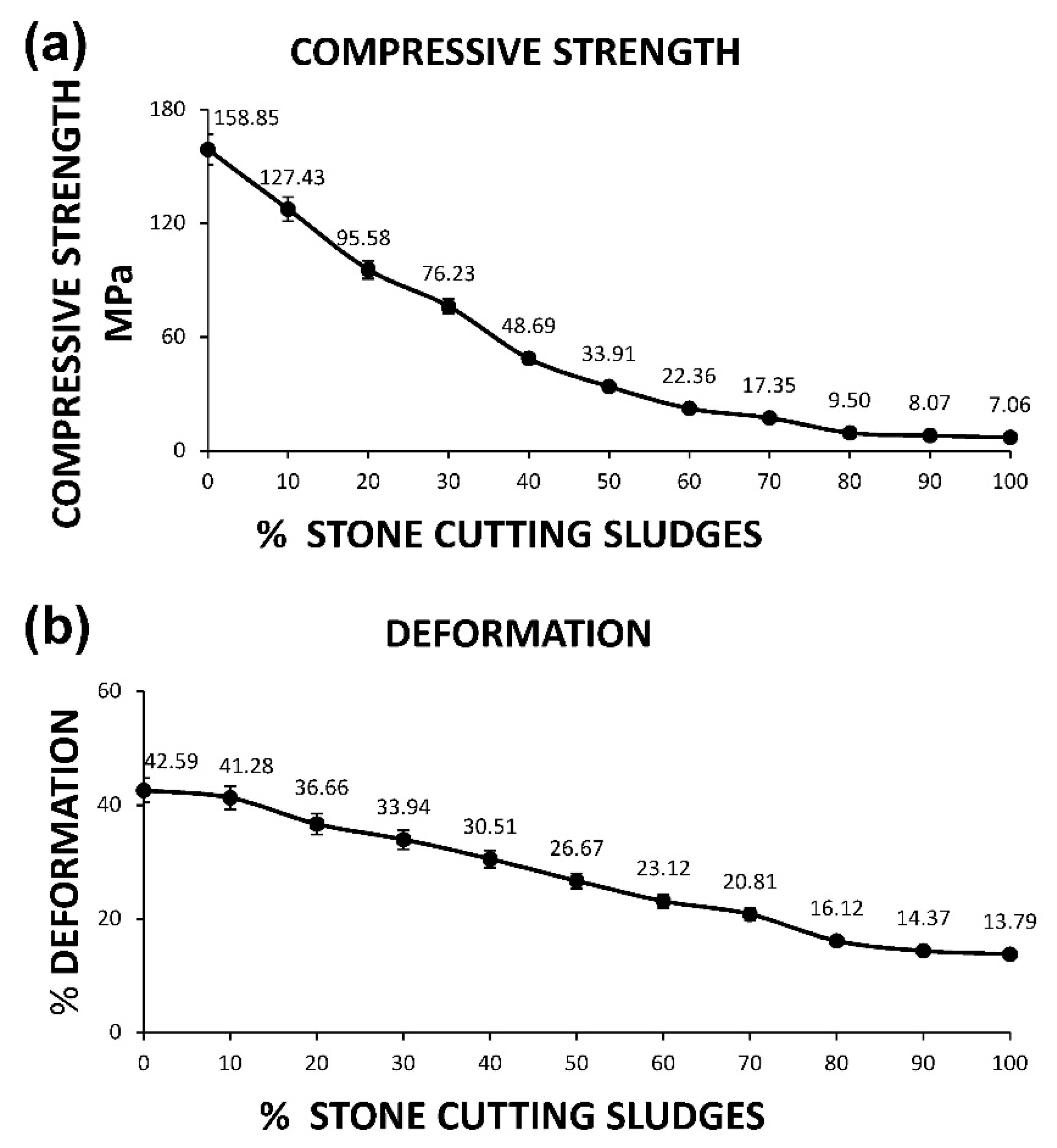
- the compressive strength test reflects a decrease in strength with an increase in the percentage of stone cutting sludges, obviously brought about by the above characteristics. The maximum addition of stone cutting sludges for the manufacture of brick ceramics is 70%, achieving rejectable values of strength for higher percentages of incorporation.
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Aznar-Sánchez, J.A.; García-Gómez, J.J.; Velasco-Muñoz, J.F.; Carretero-Gómez, A. Mining waste and its sustainable management: Advances in worldwide research. Minerals 2018, 8, 284. [Google Scholar] [CrossRef]
- Tayebi-Khorami, M.; Edraki, M.; Corder, G.; Golev, A. Re-Thinking Mining Waste through an Integrative Approach Led by Circular Economy Aspirations. Minerals 2019, 9, 286. [Google Scholar] [CrossRef]
- Almeida, M.I.; Dias, A.C.; Demertzi, M.; Arroja, L. Contribution to the development of product category rules for ceramic bricks. J. Clean. Prod. 2015, 92, 206–215. [Google Scholar] [CrossRef]
- Zhang, L.; Liu, B.; Du, J.; Liu, C.; Wang, S. CO2 emission linkage analysis in global construction sectors: Alarming trends from 1995 to 2009 and possible repercussions. J. Clean. Prod. 2019, 221, 863–877. [Google Scholar] [CrossRef]
- Subashi De Silva, G.H.M.J.; Mallwattha, M.P.D.P. Strength, durability, thermal and run-off properties of fired clay roof tiles incorporated with ceramic sludge. Constr. Build. Mater. 2018, 179, 390–399. [Google Scholar] [CrossRef]
- Liu, B.; Zhang, L.; Sun, J.; Wang, D.; Liu, C.; Luther, M.; Xu, Y. Composition of energy outflows embodied in the gross exports of the construction sector. J. Clean. Prod. 2020, 248, 119296. [Google Scholar] [CrossRef]
- Binici, H.; Aksogan, O.; Shah, T. Investigation of fibre reinforced mud brick as a building material. Constr. Build. Mater. 2005, 19, 313–318. [Google Scholar] [CrossRef]
- Abbas, S.; Saleem, M.A.; Kazmi, S.M.S.; Munir, M.J. Production of sustainable clay bricks using waste fly ash: Mechanical and durability properties. J. Build. Eng. 2017, 14, 7–14. [Google Scholar] [CrossRef]
- Shakir, A.; Shakir, A.A.; Mohammed, A.A. Manufacturing of Bricks in the Past, in the Present and in the Future: A state of the Art Review. Int. J. Adv. Appl. Sci. 2013, 2, 145–156. [Google Scholar] [CrossRef]
- Murmu, A.L.; Patel, A. Towards sustainable bricks production: An overview. Constr. Build. Mater. 2018, 165, 112–125. [Google Scholar] [CrossRef]
- Gavali, H.R.; Ralegaonkar, R.V. Design of eco-efficient housing with sustainable alkali-activated bricks. J. Clean. Prod. 2020, 254, 120061. [Google Scholar] [CrossRef]
- Baghel, R.; Pandel, U.; Vashistha, A. Manufacturing of sustainable bricks: Utilization of mill scale and marble slurry. Mater. Today Proc. 2020, 26, 2136–2139. [Google Scholar] [CrossRef]
- Lingling, X.; Wei, G.; Tao, W.; Nanru, Y. Study on fired bricks with replacing clay by fly ash in high volume ratio. Constr. Build. Mater. 2005, 19, 243–247. [Google Scholar] [CrossRef]
- Singh, S.; Aswath, M.U.; Ranganath, R.V. Performance assessment of red mud based geopolymer bricks and prisms. J. Build. Eng. 2020, 101462. [Google Scholar] [CrossRef]
- Zhang, Z.; Wong, Y.C.; Arulrajah, A.; Horpibulsuk, S. A review of studies on bricks using alternative materials and approaches. Constr. Build. Mater. 2018, 188, 1101–1118. [Google Scholar] [CrossRef]
- Muñoz Velasco, P.; Morales Ortíz, M.P.; Mendívil Giró, M.A.; Muñoz Velasco, L. Fired clay bricks manufactured by adding wastes as sustainable construction material—A review. Constr. Build. Mater. 2014, 63, 97–107. [Google Scholar] [CrossRef]
- Gupta, V.; Chai, H.K.; Lu, Y.; Chaudhary, S. A state of the art review to enhance the industrial scale waste utilization in sustainable unfired bricks. Constr. Build. Mater. 2020, 254, 119220. [Google Scholar] [CrossRef]
- Zhang, L. Production of bricks from waste materials—A review. Constr. Build. Mater. 2013, 47, 643–655. [Google Scholar] [CrossRef]
- Fiala, L.; Konrád, P.; Fořt, J.; Keppert, M.; Černý, R. Application of ceramic waste in brick blocks with enhanced acoustic properties. J. Clean. Prod. 2020, 261, 121185. [Google Scholar] [CrossRef]
- Ozturk, S.; Sutcu, M.; Erdogmus, E.; Gencel, O. Influence of tea waste concentration in the physical, mechanical and thermal properties of brick clay mixtures. Constr. Build. Mater. 2019, 217, 592–599. [Google Scholar] [CrossRef]
- Taurino, R.; Ferretti, D.; Cattani, L.; Bozzoli, F.; Bondioli, F. Lightweight clay bricks manufactured by using locally available wine industry waste. J. Build. Eng. 2019, 26, 100892. [Google Scholar] [CrossRef]
- Eliche-Quesada, D.; Martínez-García, C.; Martínez-Cartas, M.L.; Cotes-Palomino, M.T.; Pérez-Villarejo, L.; Cruz-Pérez, N.; Corpas-Iglesias, F.A. The use of different forms of waste in the manufacture of ceramic bricks. Appl. Clay Sci. 2011, 52, 270–276. [Google Scholar] [CrossRef]
- Singh, A.; Berghorn, G.; Joshi, S.; Syal, M. Review of life-cycle assessment applications in building construction. J. Archit. Eng. 2011, 17, 15–23. [Google Scholar] [CrossRef]
- Ter Teo, P.; Anasyida, A.S.; Kho, C.M.; Nurulakmal, M.S. Recycling of Malaysia’s EAF steel slag waste as novel fluxing agent in green ceramic tile production: Sintering mechanism and leaching assessment. J. Clean. Prod. 2019, 241, 118144. [Google Scholar] [CrossRef]
- Cusidó, J.A.; Cremades, L.V. Environmental effects of using clay bricks produced with sewage sludge: Leachability and toxicity studies. Waste Manag. 2012, 32, 1202–1208. [Google Scholar] [CrossRef]
- Mao, L.; Guo, H.; Zhang, W. Addition of waste glass for improving the immobilization of heavy metals during the use of electroplating sludge in the production of clay bricks. Constr. Build. Mater. 2018, 163, 875–879. [Google Scholar] [CrossRef]
- Graziani, A.; Giovannelli, G. I Lapidei Struttura del Settore e Tendenze Innovative; Centro Studi Fillea: Rome, Italy, 2015; Available online: http://www.filleacgil.it/nazionale/accordi/all_1817.pdf (accessed on 10 June 2020). (In Italian)
- Zichella, L.; Bellopede, R.; Spriano, S.; Marini, P. Preliminary investigations on stone cutting sludge processing for a future recovery. J. Clean. Prod. 2018, 178, 866–876. [Google Scholar] [CrossRef]
- Dino, G.A.; Fornaro, M.; Corio, E.; Fornaro, E. Residual sludge management: A possible reuse as loam. In Proceedings of the 10th IAEG Congress, Nottingham, UK, 6–10 September 2006; pp. 6–8. [Google Scholar]
- Montanari, E. Una particolare categoria di rifiuti provenienti da attività estrattiva: I limi di lavaggio inerti-Problematiche inerenti e quadro normativo. J. Ord. Geol. Emilia-Romagna 2007, 27, 31–36. Available online: http://www.geologiemiliaromagna.it/rivista/2007-27_Montanari.pdf (accessed on 15 June 2020). (In Italian).
- Nasserdine, K.; Mimi, Z.; Bevan, B.; Elian, B. Environmental management of the stone cutting industry. J. Environ. Manag. 2009, 90, 466–470. [Google Scholar] [CrossRef]
- Mancini, R.; Fornaro, M.; Dino, G.A. Applicazioni e Trattamenti in Campo Ingegneristico e Industriale; Politecnico di Torino: Torino, Italy, 2005; Available online: http://www.naturalstoneinfo.com/download/interregIII.03.pdf (accessed on 15 June 2020). (In Italian)
- EUR-Lex—31999L0031—EN—EUR-Lex. Available online: https://eur-lex.europa.eu/legal-content/EN/TXT/?uri=CELEX%3A31999L0031 (accessed on 9 May 2020).
- Aliabdo, A.A.; Abd Elmoaty, A.E.M.; Auda, E.M. Re-use of waste marble dust in the production of cement and concrete. Constr. Build. Mater. 2014, 50, 28–41. [Google Scholar] [CrossRef]
- Mashaly, A.O.; Shalaby, B.N.; Rashwan, M.A. Performance of mortar and concrete incorporating granite sludge as cement replacement. Constr. Build. Mater. 2018, 169, 800–818. [Google Scholar] [CrossRef]
- Mashaly, A.O.; El-Kaliouby, B.A.; Shalaby, B.N.; El-Gohary, A.M.; Rashwan, M.A. Effects of marble sludge incorporation on the properties of cement composites and concrete paving blocks. J. Clean. Prod. 2016, 112, 731–741. [Google Scholar] [CrossRef]
- Lozano-Lunar, A.; Dubchenko, I.; Bashynskyi, S.; Rodero, A.; Fernández, J.M.; Jiménez, J.R. Performance of self-compacting mortars with granite sludge as aggregate. Constr. Build. Mater. 2020, 251, 118998. [Google Scholar] [CrossRef]
- Sardinha, M.; de Brito, J.; Rodrigues, R. Durability properties of structural concrete containing very fine aggregates of marble sludge. Constr. Build. Mater. 2016, 119, 45–52. [Google Scholar] [CrossRef]
- Nascimento, A.S.S.; Santos, C.P.; Melo, F.M.C.; Oliveira, V.G.A.; Betânio Oliveira, R.M.P.; Macedo, Z.S.; Oliveira, H.A. Production of plaster mortar with incorporation of granite cutting wastes. J. Clean. Prod. 2020, 265, 121808. [Google Scholar] [CrossRef]
- Chang, F.C.; Lee, M.Y.; Lo, S.L.; Lin, J.D. Artificial aggregate made from waste stone sludge and waste silt. J. Environ. Manag. 2010, 91, 2289–2294. [Google Scholar] [CrossRef]
- Choudhary, J.; Kumar, B.; Gupta, A. Feasible utilization of waste limestone sludge as filler in bituminous concrete. Constr. Build. Mater. 2020, 239, 117781. [Google Scholar] [CrossRef]
- Li, L.G.; Zhuo, Z.Y.; Kwan, A.K.H.; Zhang, T.S.; Lu, D.G. Cementing efficiency factors of ceramic polishing residue in compressive strength and chloride resistance of mortar. Powder Technol. 2020, 367, 163–171. [Google Scholar] [CrossRef]
- Fedorenko, O.Y.; Schukina, L.P.; Rishchenko, M.I.; Jury, L.V. Clinker Ceramic Materials Based on Natural and Man-made Raw Materials of Ukraine; Gevorkyan, E.S., Shabanova, G.N., Eds.; National Technical University “Kharkiv Polytechnic Institute”: Kharkiv, Ukraine, 2018; Available online: http://repository.kpi.kharkov.ua/bitstream/KhPI-Press/38788/1/Book_2018_Fedorenko_Klinkerni_keramichni.pdf (accessed on 10 June 2020). (In Ukrainian)






{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Samples Groups | Clay, % | Stone Cutting Sludge, % |
|---|---|---|
| 0S10C | 100 | 0 |
| 1S9C | 90 | 10 |
| 2S8C | 80 | 20 |
| 3S7C | 70 | 30 |
| 4S6C | 60 | 40 |
| 5S5C | 50 | 50 |
| 6S4C | 40 | 60 |
| 7S3C | 30 | 70 |
| 8S2C | 20 | 80 |
| 9S1C | 10 | 90 |
| 10S0C | 0 | 100 |
| Samples | Nitrogen, % | Carbon, % | Hydrogen, % | Sulfur, % |
|---|---|---|---|---|
| Clay | 0.04 ± 0.00 | 1.16 ± 0.05 | 0.65 ± 0.02 | 0.00 ± 0.00 |
| Stone Cutting Sludge | 0.00 ± 0.00 | 0.46 ± 0.01 | 0.00 ± 0.00 | 0.00 ± 0.00 |
| Sample | Loss on Ignition, % |
|---|---|
| Clay | 7.90 ± 0.35 |
| Stone Cutting Sludge | 0.70 ± 0.01 |
| Compound | Clay, wt% | Stone Cutting Sludge, wt% |
|---|---|---|
| SiO2 | 52.62 ± 0.25 | 65.80 ± 0.24 |
| Al2O3 | 17.83 ± 0.19 | 15.17 ± 0.18 |
| Fe2O3 | 7.84 ± 0.13 | 4.35 ± 0.10 |
| K2O | 5.63 ± 0.12 | 4.25 ± 0.10 |
| MgO | 3.44 ± 0.09 | 1.56 ± 0.06 |
| CaO | 3.19 ± 0.09 | 3.55 ± 0.09 |
| TiO2 | 0.769 ± 0.038 | 0.579 ± 0.029 |
| Na2O | 0.165 ± 0.015 | 3.44 ± 0.09 |
| P2O5 | 0.154 ± 0.008 | 0.1750 ± 0.0087 |
| MnO | 0.154 ± 0.008 | 0.0623 ± 0.0031 |
| ZrO2 | 0.0379 ± 0.0049 | 0.0236 ± 0.0027 |
| V2O5 | 0.0357 ± 0.0031 | - |
| SrO | 0.0344 ± 0.0036 | 0.0499 ± 0.0025 |
| RuO4 | 0.0318 ± 0.0021 | - |
| Rb2O | 0.0273 ± 0.0048 | - |
| PdO | 0.0273 ± 0.0040 | 0.0124 ± 0.0047 |
| S | 0.0247 ± 0.0013 | - |
| SO3 | - | 0.0655 ± 0.0037 |
| NiO | 0.0233 ± 0.0020 | - |
| PtO2 | 0.0184 ± 0.0039 | - |
| Cr2O3 | 0.0164 ± 0.0023 | - |
| Cl | 0.0095 ± 0.0008 | 0.0621 ± 0.0058 |
| Co3O4 | 0.0078 ± 0.0023 | - |
| MoO3 | 0.0063 ± 0.0018 | - |
| ZnO | 0.0062 ± 0.0027 | 0.0170 ± 0.0061 |
| As2O3 | - | 0.0917 ± 0.0190 |
| Samples Groups | Red | Green | Blue |
|---|---|---|---|
| 0S10C | 355 ± 10 | 189 ± 7 | 133 ± 4 |
| 1S9C | 360 ± 10 | 204 ± 4 | 143 ± 5 |
| 2S8C | 376 ± 8 | 219 ± 8 | 157 ± 6 |
| 3S7C | 437 ± 17 | 257 ± 9 | 177 ± 6 |
| 4S6C | 444 ± 16 | 282 ± 8 | 207 ± 6 |
| 5S5C | 446 ± 16 | 289 ± 9 | 216 ± 5 |
| 6S4C | 474 ± 15 | 342 ± 9 | 268 ± 10 |
| 7S3C | 482 ± 15 | 342 ± 12 | 265 ± 11 |
| 8S2C | 496 ± 16 | 359 ± 13 | 281 ± 11 |
| 9S1C | 532 ± 18 | 403 ± 10 | 321 ± 12 |
| 10S0C | 548 ± 18 | 424 ± 11 | 341 ± 7 |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Terrones-Saeta, J.M.; Suárez-Macías, J.; Corpas-Iglesias, F.A.; Korobiichuk, V.; Shamrai, V. Development of Ceramic Materials for the Manufacture of Bricks with Stone Cutting Sludge from Granite. Minerals 2020, 10, 621. https://doi.org/10.3390/min10070621
Terrones-Saeta JM, Suárez-Macías J, Corpas-Iglesias FA, Korobiichuk V, Shamrai V. Development of Ceramic Materials for the Manufacture of Bricks with Stone Cutting Sludge from Granite. Minerals. 2020; 10(7):621. https://doi.org/10.3390/min10070621
Chicago/Turabian StyleTerrones-Saeta, Juan María, Jorge Suárez-Macías, Francisco Antonio Corpas-Iglesias, Valentyn Korobiichuk, and Volodymyr Shamrai. 2020. "Development of Ceramic Materials for the Manufacture of Bricks with Stone Cutting Sludge from Granite" Minerals 10, no. 7: 621. https://doi.org/10.3390/min10070621
APA StyleTerrones-Saeta, J. M., Suárez-Macías, J., Corpas-Iglesias, F. A., Korobiichuk, V., & Shamrai, V. (2020). Development of Ceramic Materials for the Manufacture of Bricks with Stone Cutting Sludge from Granite. Minerals, 10(7), 621. https://doi.org/10.3390/min10070621