Magnesium Leachability of Mg-Silicate Peridotites: The Effect on Magnesite Yield of a Mineral Carbonation Process




Abstract
1. Introduction
2. Material, Methods, and Experimental Set-Up
2.1. Dunite
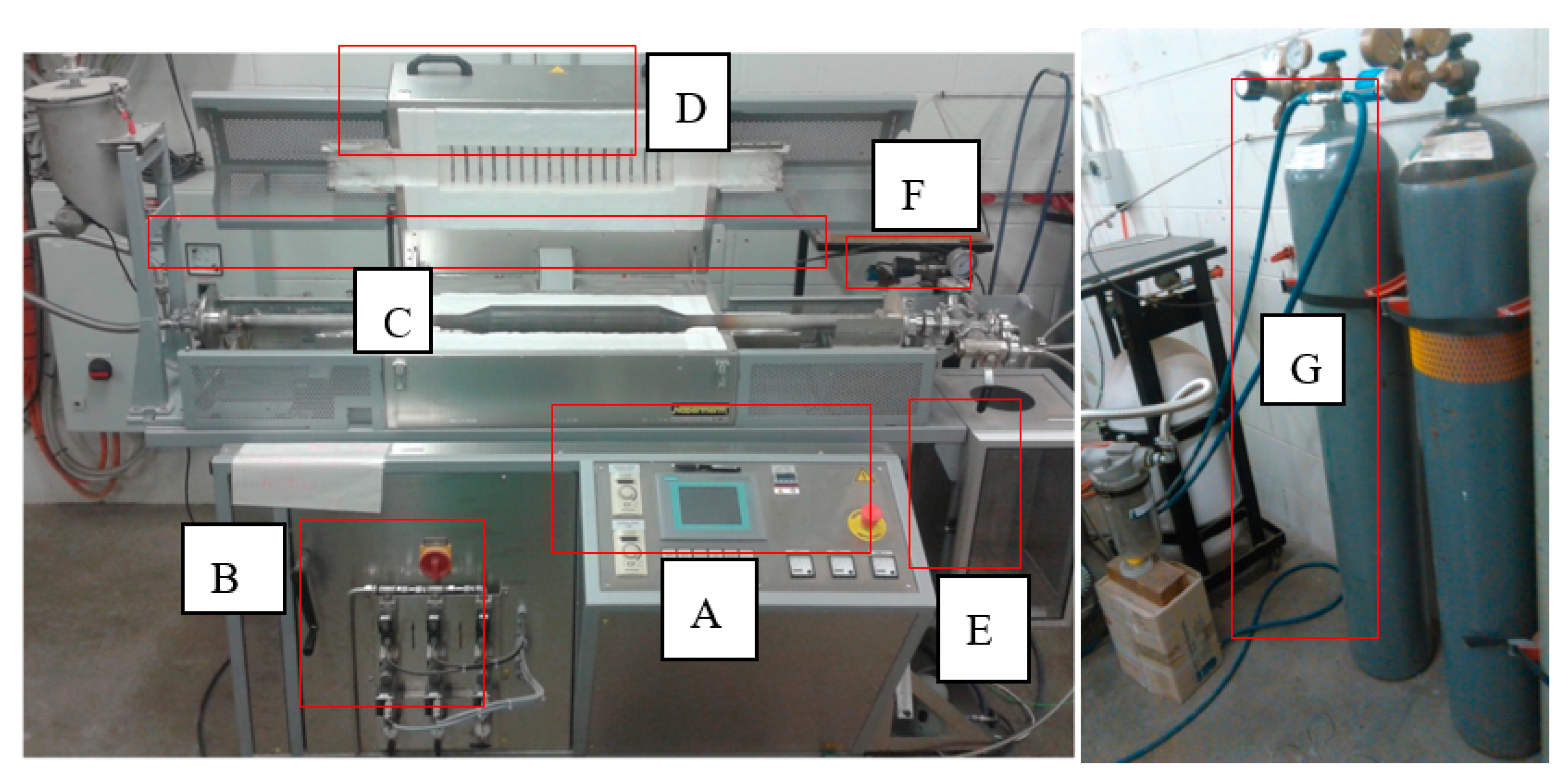
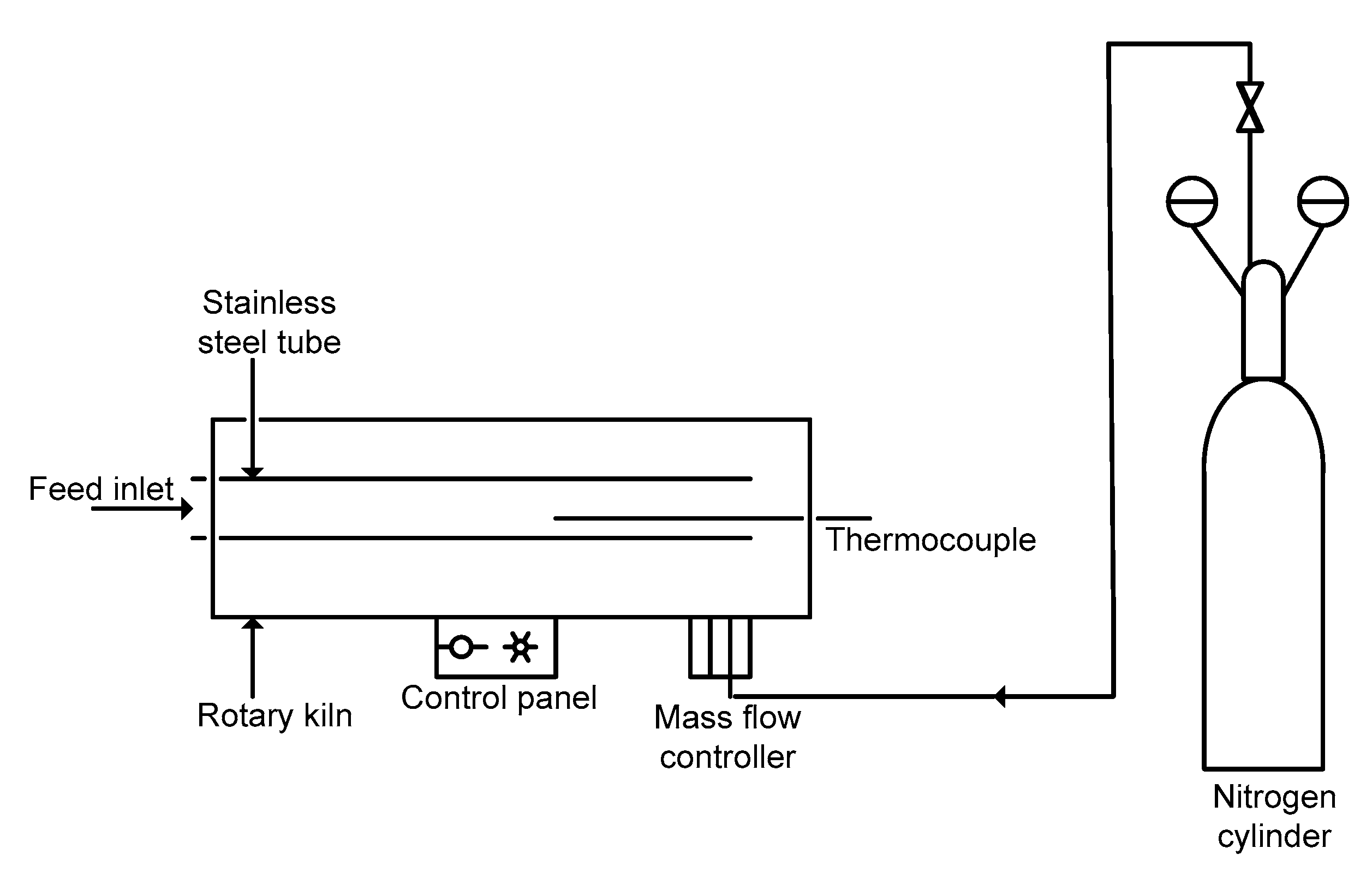
2.2. Heat-Activated Dunite
2.3. Heat-Transformed Dunite
2.4. Twin Sister Dunite
2.5. Olivine
2.6. Methods and Experimental Set-Up
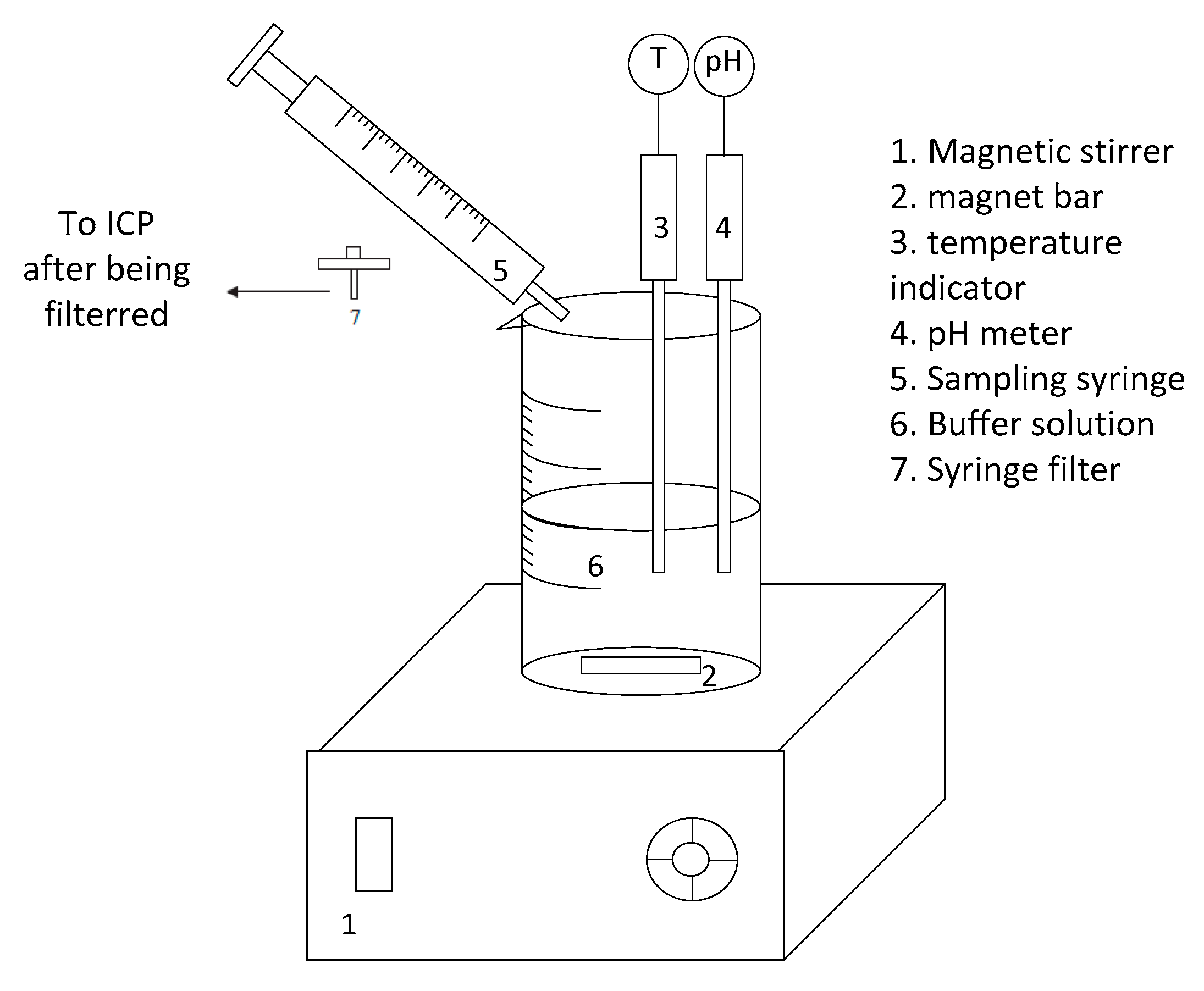
2.6.1. Reactivity Test Via Acid Dissolution
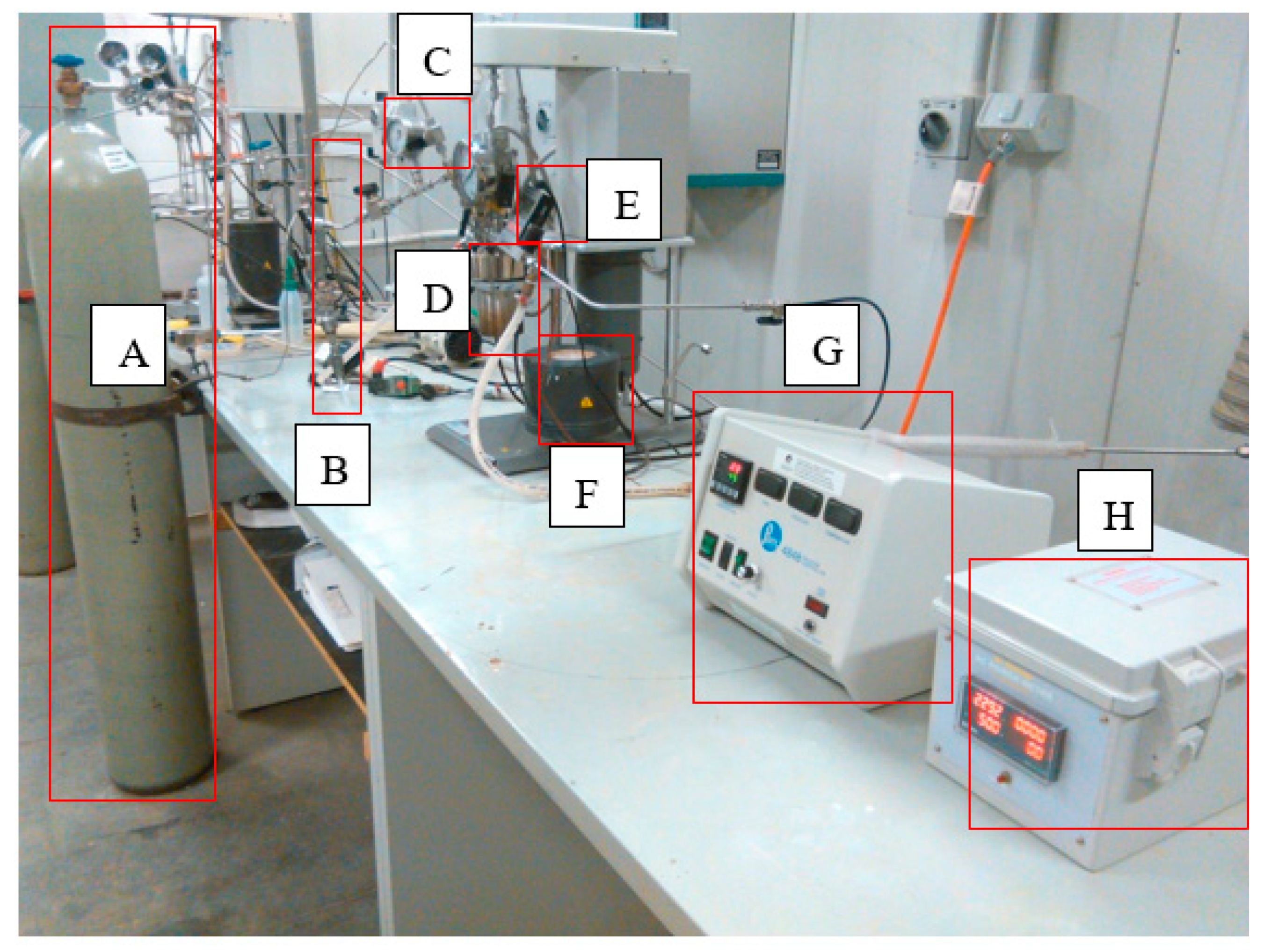
2.6.2. Carbonic Acid Dissolution
2.6.3. Material Characterization
3. Results and Discussion
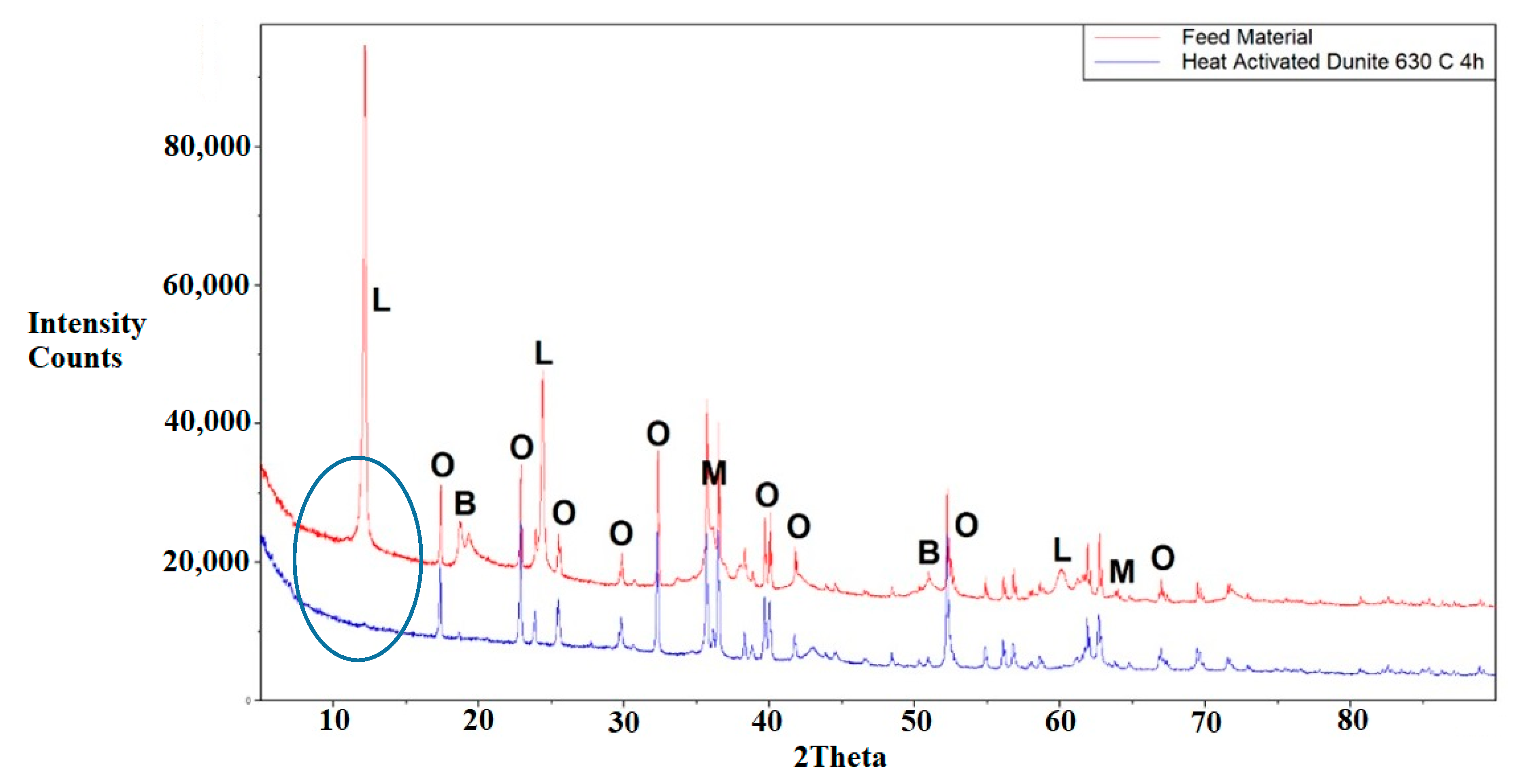
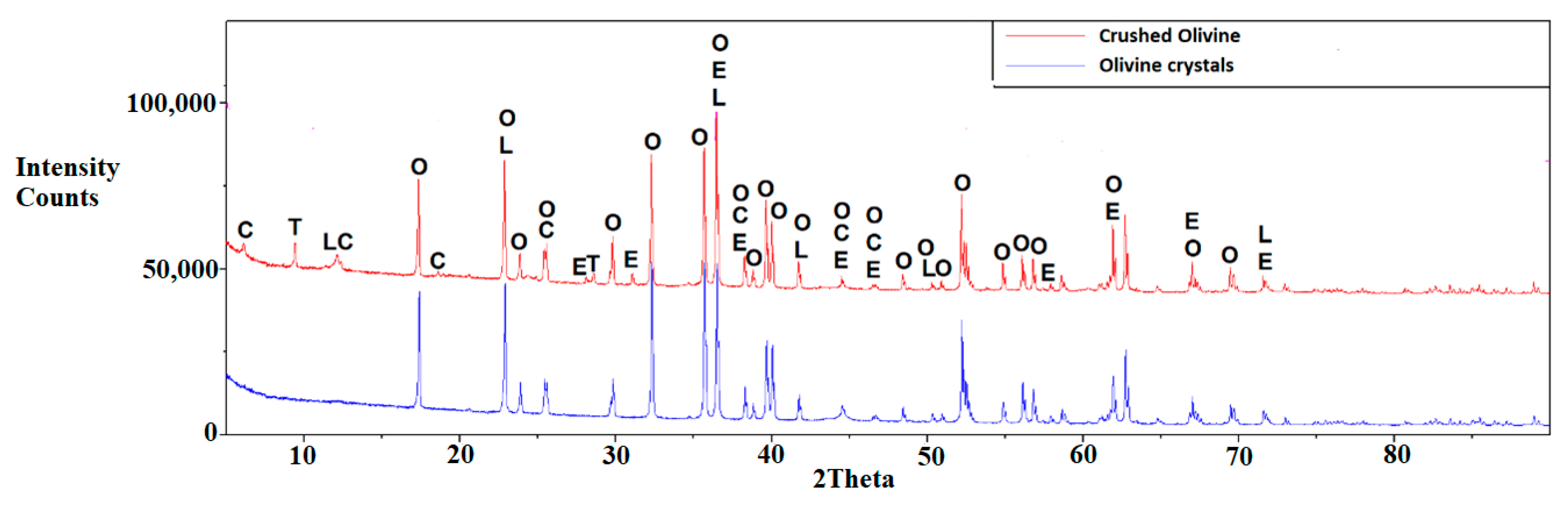
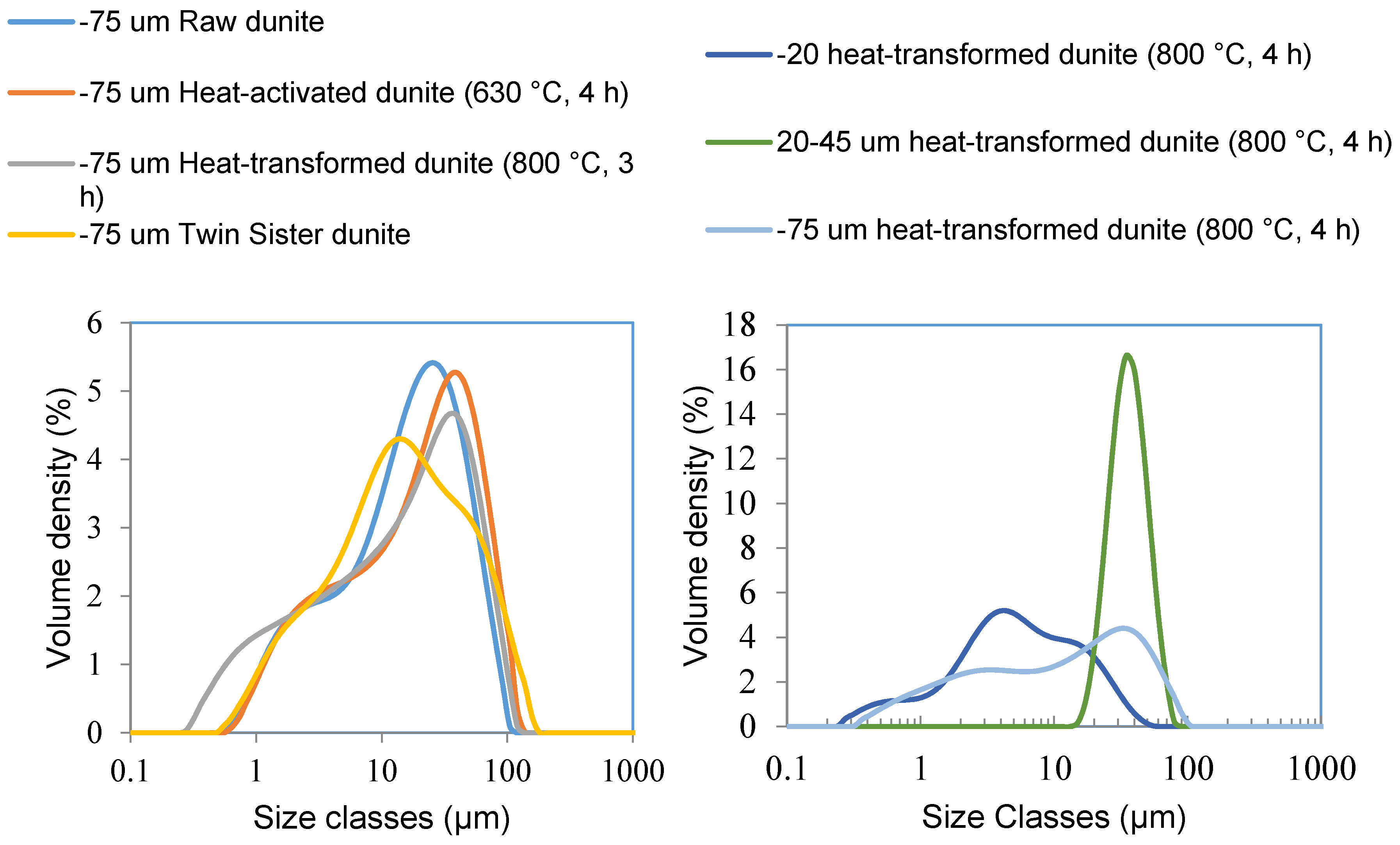
3.1. Feedstock Phase Identification and Analysis
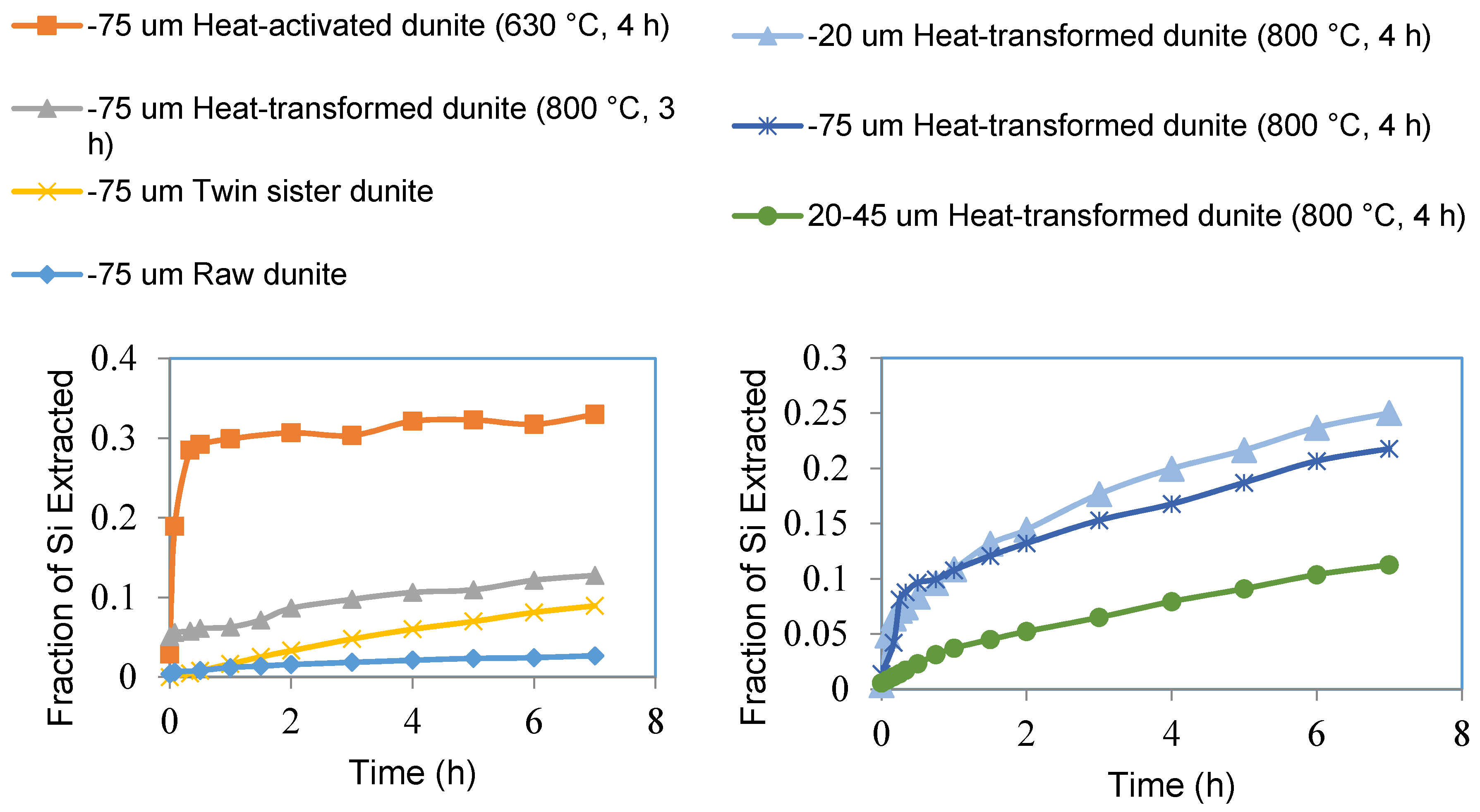
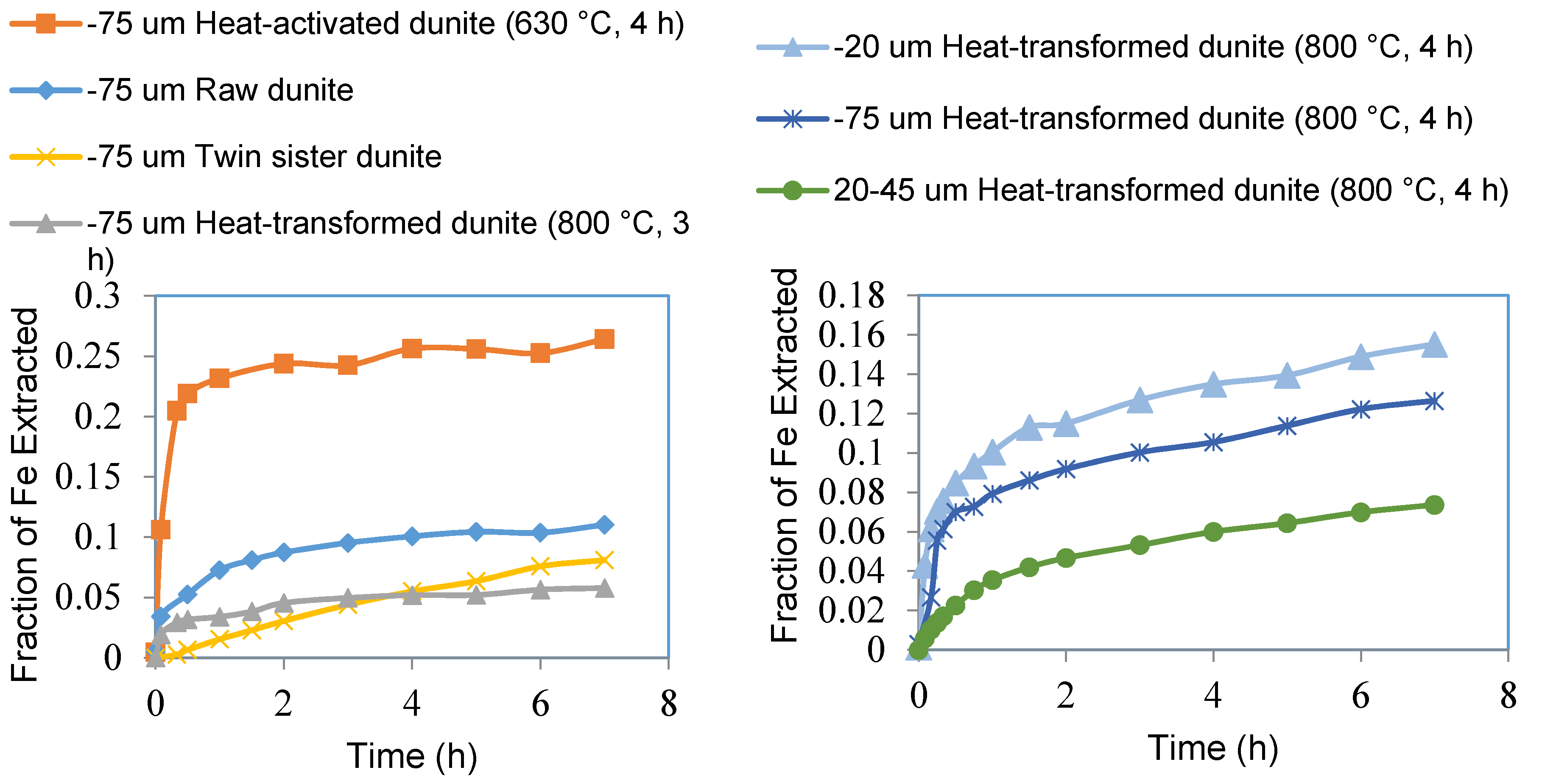
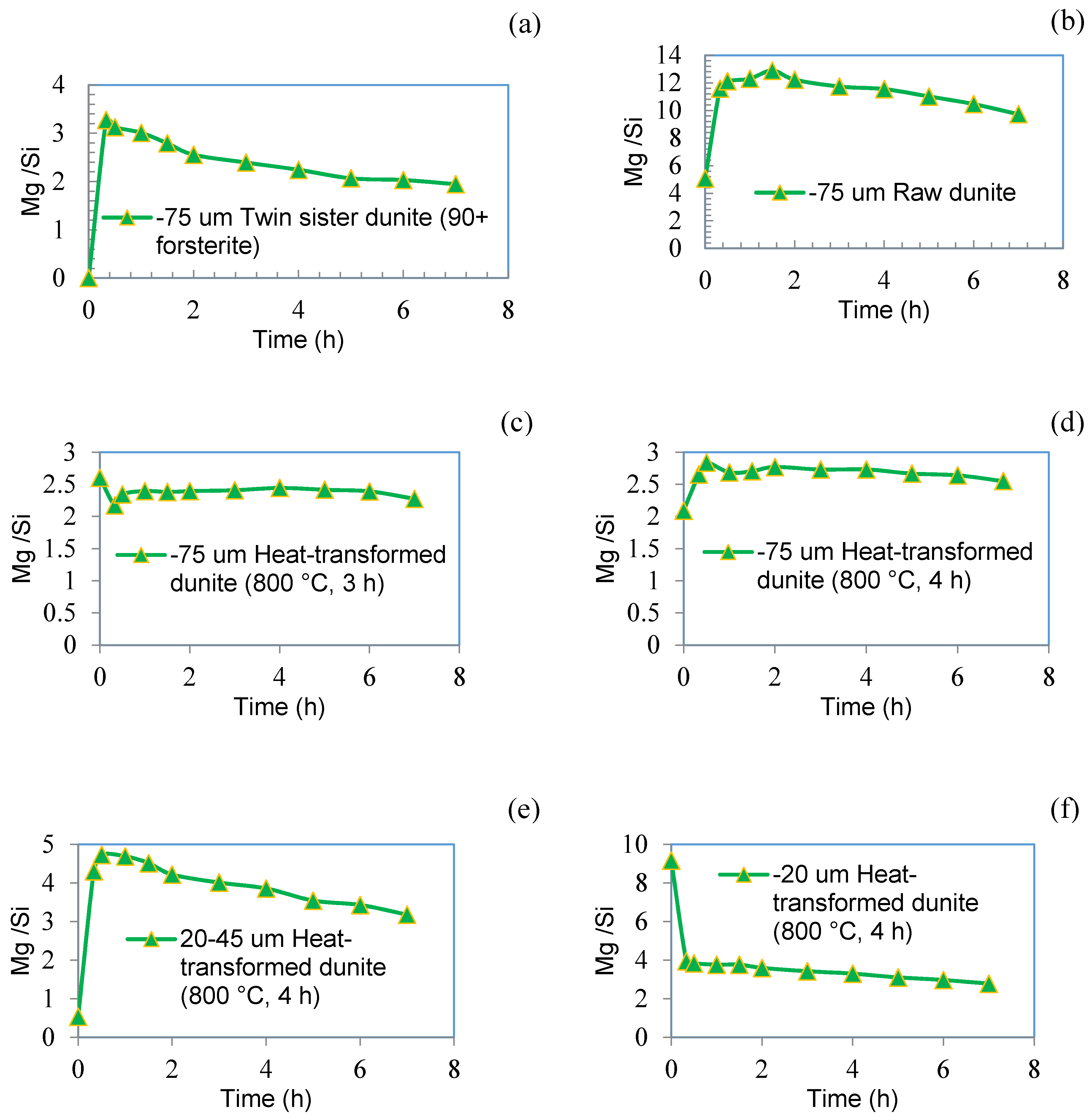
3.2. Acid Dissolution Experiments
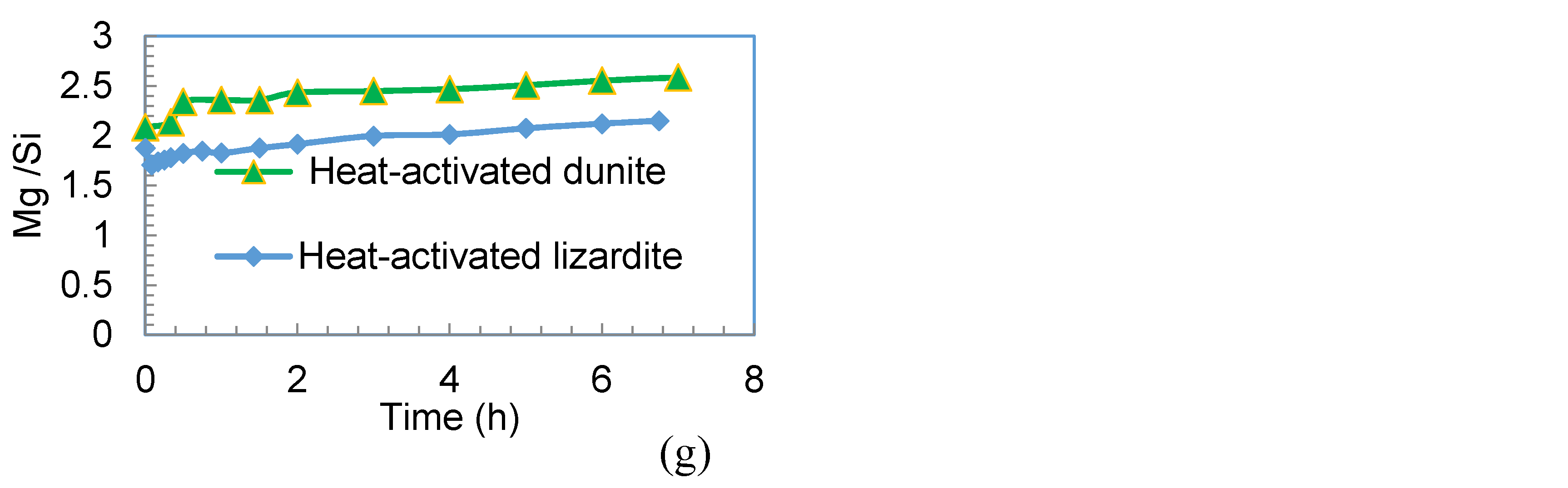
3.3. Incongruent and Congruent Dissolution
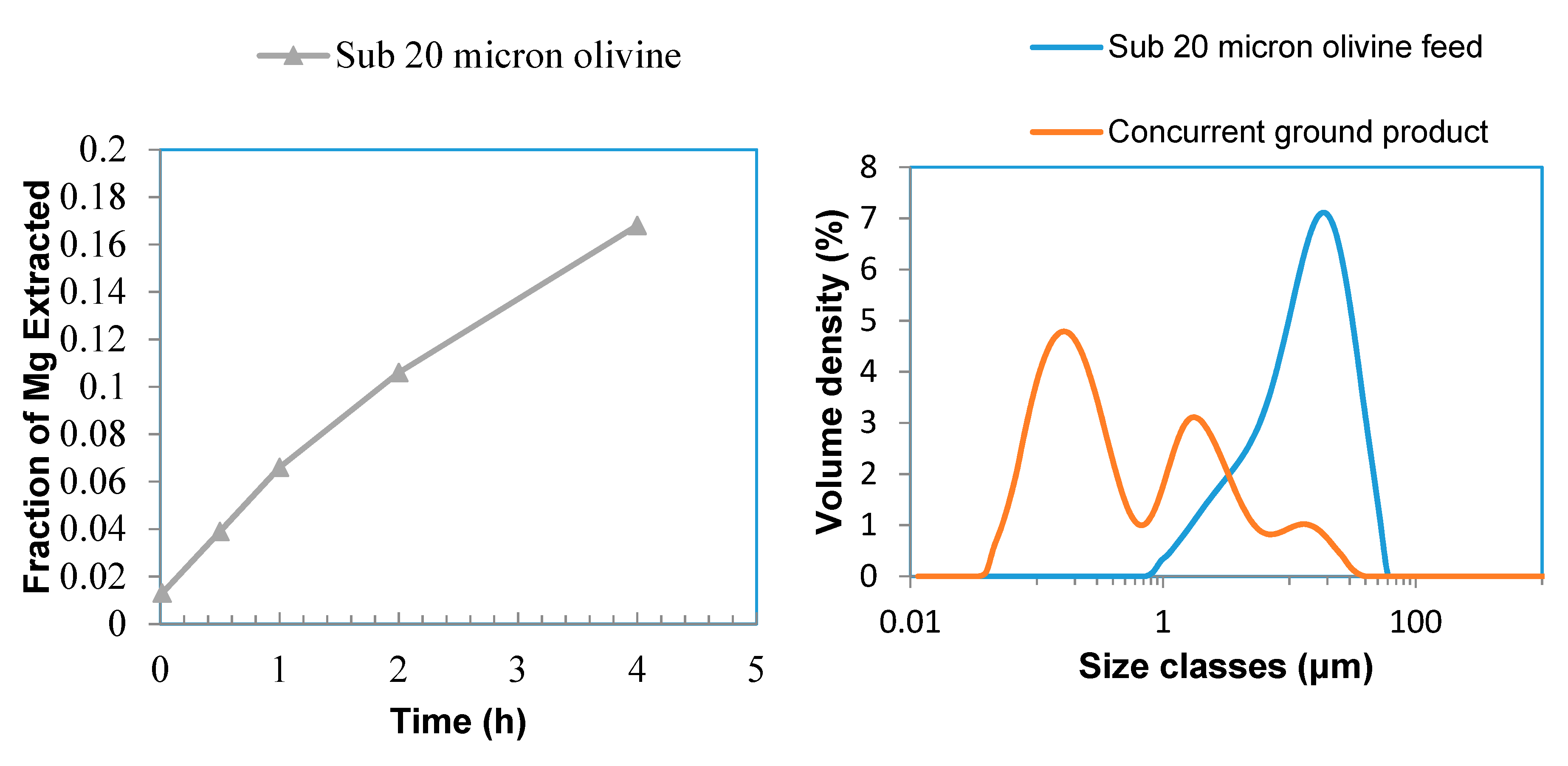
3.4. Carbonic Acid Dissolution of Raw Olivine
4. Conclusions
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Global Monitoring Laboratory, Trends in Carbon Dioxide. Available online: https://www.esrl.noaa.gov/gmd/ccgg/trends/ (accessed on 1 November 2020).
- Varney, R.M.; Chadburn, S.E.; Friedlingstein, P.; Burke, E.J.; Koven, C.D.; Hugelius, G.; Cox, P.M. A spatial emergent constraint on the sensitivity of soil carbon turnover to global warming. Nat. Commun. 2020, 11, 5544. [Google Scholar] [CrossRef]
- Rashid, M.I.; Benhelal, E.; Rafiq, S. Reduction of Greenhouse Gas Emissions from Gas, Oil, and Coal Power Plants in Pakistan by Carbon Capture and Storage (CCS): A Review. Chem. Eng. Technol. 2020, 43, 2140–2148. [Google Scholar] [CrossRef]
- Rashid, M.I.; Benhelal, E.; Farhang, F.; Oliver, T.K.; Rayson, M.S.; Brent, G.F.; Stockenhuber, M.; Kennedy, E.M. ACEME: Direct Aqueous Mineral Carbonation of Dunite Rock. Environ. Prog. Sustain. Energy 2019, 38, e13075. [Google Scholar] [CrossRef]
- Lackner, K.S. A Guide to CO2 Sequestration. Science 2003, 300, 1677–1678. [Google Scholar] [CrossRef] [PubMed]
- Rashid, M.I.; Benhelal, E.; Farhang, F.; Oliver, T.K.; Rayson, M.S.; Brent, G.F.; Stockenhuber, M.; Kennedy, E.M. Development of Concurrent grinding for application in aqueous mineral carbonation. J. Clean. Prod. 2019, 212, 151–161. [Google Scholar] [CrossRef]
- Farhang, F.; Oliver, T.K.; Rayson, M.; Brent, G.; Stockenhuber, M.; Kennedy, E. Experimental study on the precipitation of magnesite from thermally activated serpentine for CO2 sequestration. Chem. Eng. J. 2016, 303, 439–449. [Google Scholar] [CrossRef]
- Benhelal, E.; Rashid, M.I.; Holt, C.; Rayson, M.S.; Brent, G.; Hook, J.M.; Stockenhuber, M.; Kennedy, E.M. The utilisation of feed and byproducts of mineral carbonation processes as pozzolanic cement replacements. J. Clean. Prod. 2018, 186, 499–513. [Google Scholar] [CrossRef]
- Benhelal, E.; Oliver, T.K.; Farhang, F.; Hook, J.M.; Rayson, M.S.; Brent, G.F.; Stockenhuber, M.; Kennedy, E.M. Structure of Silica Polymers and Reaction Mechanism for Formation of Silica-Rich Precipitated Phases in Direct Aqueous Carbon Mineralization. Ind. Eng. Chem. Res. 2020, 59, 6828–6839. [Google Scholar] [CrossRef]
- Rim, G.; Wang, D.; Rayson, M.; Brent, G.; Park, A.-H.A. Investigation on Abrasion versus Fragmentation of the Si-rich Passivation Layer for Enhanced Carbon Mineralization via CO2 Partial Pressure Swing. Ind. Eng. Chem. Res. 2020. [Google Scholar] [CrossRef]
- Benhelal, E.; Rashid, M.I.; Rayson, M.S.; Prigge, J.-D.; Molloy, S.; Brent, G.F.; Cote, A.; Stockenhuber, M.; Kennedy, E.M. Study on mineral carbonation of heat activated lizardite at pilot and laboratory scale. J. CO2 Util. 2018, 26, 230–238. [Google Scholar] [CrossRef]
- Benhelal, E.; Rashid, M.I.; Rayson, M.S.; Brent, G.F.; Oliver, T.; Stockenhuber, M.; Kennedy, E.M. Direct aqueous carbonation of heat activated serpentine: Discovery of undesirable side reactions reducing process efficiency. Appl. Energy 2019, 242, 1369–1382. [Google Scholar] [CrossRef]
- Werner, M.; Hariharan, S.; Mazzotti, M. Flue gas CO2 mineralization using thermally activated serpentine: From single- to double-step carbonation. Phys. Chem. Chem. Phys. 2014. [Google Scholar] [CrossRef] [PubMed]
- Benhelal, E. Synthesis and Application of Mineral Carbonation By-Products as Portland Cement Substitues. Ph.D. Thesis, University of Newcastle, Newcastle, Australia, 2018. [Google Scholar]
- Benhelal, E.; Rashid, M.I.; Rayson, M.S.; Oliver, T.K.; Brent, G.; Stockenhuber, M.; Kennedy, E.M. “ACEME”: Synthesis and characterization of reactive silica residues from two stage mineral carbonation Process. Environ. Prog. Sustain. Energy 2019, 38, e13066. [Google Scholar] [CrossRef]
- Rashid, M.I. Mineral Carbonation of CO2 Using Alternative Feedstocks. Ph.D. Thesis, The University of Newcastle, Newcastle, Australia, 2019. [Google Scholar]
- Oliver, T.K.; Farhang, F.; Hodgins, T.W.; Rayson, M.S.; Brent, G.F.; Molloy, T.S.; Stockenhuber, M.; Kennedy, E.M. CO2 Capture Modeling Using Heat-Activated Serpentinite Slurries. Energy Fuels 2019, 33, 1753–1766. [Google Scholar] [CrossRef]
- Mouedhen, I.; Kemache, N.; Pasquier, L.-C.; Cecchi, E.; Blais, J.-F.; Mercier, G. Effect of pCO2 on direct flue gas mineral carbonation at pilot scale. J. Environ. Manag. 2017, 198, 1–8. [Google Scholar] [CrossRef] [PubMed]
- Rashid, M.I.; Benhelal, E.; Farhang, F.; Oliver, T.K.; Stockenhuber, M.; Kennedy, E.M. Application of a concurrent grinding technique for two-stage aqueous mineral carbonation. J. CO2 Util. 2020, 42, 101347. [Google Scholar] [CrossRef]
- Hänchen, M.; Prigiobbe, V.; Storti, G.; Mazzotti, M. Mineral carbonation: Kinetic study of olivine dissolution and carbonate precipitation. Proceedings of 8th International Conference On Greenhouse Gas Technology, Trondium, Norway, 19–22 June 2006. [Google Scholar]
- Werner, M.; Hariharan, S.; Zingaretti, D.; Baciocchi, R.; Mazzotti, M. Dissolution of dehydroxylated lizardite at flue gas conditions: I. Experimental study. Chem. Eng. J. 2014, 241, 301–313. [Google Scholar] [CrossRef]
- Farhang, F.; Rayson, M.; Brent, G.; Hodgins, T.; Stockenhuber, M.; Kennedy, E. Insights into the dissolution kinetics of thermally activated serpentine for CO2 sequestration. Chem. Eng. J. 2017, 330, 1174–1186. [Google Scholar] [CrossRef]
- Hariharan, S.; Mazzotti, M. Kinetics of flue gas CO2 mineralization processes using partially dehydroxylated lizardite. Chem. Eng. J. 2017, 324, 397–413. [Google Scholar] [CrossRef]
- Benhelal, E.; Hook, J.M.; Rashid, M.I.; Zhao, G.; Oliver, T.K.; Rayson, M.S.; Brent, G.F.; Stockenhuber, M.; Kennedy, E.M. Insights into chemical stability of Mg-silicates and silica in aqueous systems using 25Mg and 29Si solid-state MAS NMR spectroscopy: Applications for CO2 capture and utilisation. Chem. Eng. J. 2020. [Google Scholar] [CrossRef]
- Park, A.-H.A.; Jadhav, R.; Fan, L.-S. CO2 mineral sequestration: Chemically enhanced aqueous carbonation of serpentine. Can. J. Chem. Eng. 2003, 81, 885–890. [Google Scholar] [CrossRef]
- Park, A.-H.A.; Fan, L.-S. CO2 mineral sequestration: Physically activated dissolution of serpentine and pH swing process. Chem. Eng. Sci 2004, 59, 5241–5247. [Google Scholar] [CrossRef]
- Maroto-Valer, M.M.; Fauth, D.J.; Kuchta, M.E.; Zhang, Y.; Andrésen, J.M. Activation of magnesium rich minerals as carbonation feedstock materials for CO2 sequestration. Fuel Process. Technol. 2005, 86, 1627–1645. [Google Scholar] [CrossRef]
- Teir, S.; Kuusik, R.; Fogelholm, C.-J.; Zevenhoven, R. Production of magnesium carbonates from serpentinite for long-term storage of CO2. Int. J. Miner. Process. 2007, 85, 1–15. [Google Scholar] [CrossRef]
- Teir, S.; Revitzer, H.; Eloneva, S.; Fogelholm, C.J.; Zevenhoven, R. Dissolution of natural serpentinite in mineral and organic acids. Int. J. Miner. Process. 2007, 83, 36–46. [Google Scholar] [CrossRef]
- Farhang, F.; Oliver, T.K.; Rayson, M.S.; Brent, G.F.; Molloy, T.S.; Stockenhuber, M.; Kennedy, E.M. Dissolution of heat activated serpentine for CO2 sequestration: The effect of silica precipitation at different temperature and pH values. J. CO2 Util. 2019, 30, 123–129. [Google Scholar] [CrossRef]
- Li, J.; Hitch, M. Mechanical activation of magnesium silicates for mineral carbonation, a review. Miner. Eng. 2018, 128, 69–83. [Google Scholar] [CrossRef]
- Styles, M.T.; Sanna, A.; Lacinska, A.M.; Naden, J.; Maroto-Valer, M. The variation in composition of ultramafic rocks and the effect on their suitability for carbon dioxide sequestration by mineralization following acid leaching. Greenh. Gases Sci. Technol. 2014, 4, 440–451. [Google Scholar] [CrossRef]
- Dlugogorski, B.Z.; Balucan, R.D. Dehydroxylation of serpentine minerals: Implications for mineral carbonation. Renew. Sustain. Energy Rev. 2014, 31, 353–367. [Google Scholar] [CrossRef]
- Mann, J. Serpentine Activation for CO2 Sequestration. Ph.D. Thesis, The University of Sydney, Sydney, Australia, 2014. [Google Scholar]
- MacKenzie, K.J.D.; Meinhold, R.H. Thermal reactions of chrysotile revisited: A 29Si and 25Mg MAS NMR study. Am. Mineral. 1994, 73, 43–50. [Google Scholar]
- Dahlin, D.C.; O’Connor, W.K.; Nilsen, R.P.; Rush, G.E.; Walters, R.P.; Turner, P.C. A method for permanent CO2 mineral carbonation. In Proceedings of the 17th Annual International Pittsburg Coal Conference, Pittsburgh, PA, USA, 11–15 September 2000. DOE/ARC-2000-012. [Google Scholar]
- Brindley, G.W.; Hayami, R. Kinetics and Mechanisms of Dehydration and Recrystallization of Serpentine—I. Clays Clay Miner. 1963, 12, 35–47. [Google Scholar] [CrossRef]
- Pokrovsky, O.S.; Schott, J. Kinetics and mechanism of forsterite dissolution at 25 °C and pH from 1 to 12. Geochim. Cosmochim. Acta 2000, 64, 3313–3325. [Google Scholar] [CrossRef]
- Oelkers, E.H. An experimental study of forsterite dissolution rates as a function of temperature and aqueous Mg and Si concentrations. Chem. Geol. 2001, 175, 485–494. [Google Scholar] [CrossRef]
- Hariharan, S.; Werner, M.; Hänchen, M.; Mazzotti, M. Dissolution of dehydroxylated lizardite at flue gas conditions: II. Kinetic modeling. Chem. Eng. J. 2014, 241, 314–326. [Google Scholar] [CrossRef]
- Oelkers, E.H.; Declercq, J.; Saldi, G.D.; Gislason, S.R.; Schott, J. Olivine dissolution rates: A critical review. Chem. Geol. 2018, 500, 1–19. [Google Scholar] [CrossRef]















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Input | Gram | Moles | Output | Moles | Gram |
|---|---|---|---|---|---|
| Forsterite | 29 | 0.20 | Forsterite | 0.33 | 46.4 |
| Lizardite | 61 | 0.22 | SiO2 | 0.11 | 6.60 |
| Brucite | 8.3 | 0.14 | Water Equation (6) | 0.44 | 7.93 |
| Magnetite | 1.3 | 0.0056 | Magnetite | 0.0056 | 1.30 |
| MgO | 0.14 | 5.73 | |||
| Water Equation (7) | 0.14 | 2.56 | |||
| Forsterite from feed | 29 | ||||
| Total | 100 | Total | 99.6 |
| Feed and Concurrent Ground Product | d10 µm | d50 µm | d90 µm |
|---|---|---|---|
| Sub-20 micron olivine feed | 3.04 | 13 | 31 |
| Sub-20 micron olivine concurrent ground | 0.08 | 0.32 | 5.1 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Rashid, M.I.; Benhelal, E.; Farhang, F.; Stockenhuber, M.; Kennedy, E.M. Magnesium Leachability of Mg-Silicate Peridotites: The Effect on Magnesite Yield of a Mineral Carbonation Process. Minerals 2020, 10, 1091. https://doi.org/10.3390/min10121091
Rashid MI, Benhelal E, Farhang F, Stockenhuber M, Kennedy EM. Magnesium Leachability of Mg-Silicate Peridotites: The Effect on Magnesite Yield of a Mineral Carbonation Process. Minerals. 2020; 10(12):1091. https://doi.org/10.3390/min10121091
Chicago/Turabian StyleRashid, Muhammad Imran, Emad Benhelal, Faezeh Farhang, Michael Stockenhuber, and Eric M. Kennedy. 2020. "Magnesium Leachability of Mg-Silicate Peridotites: The Effect on Magnesite Yield of a Mineral Carbonation Process" Minerals 10, no. 12: 1091. https://doi.org/10.3390/min10121091
APA StyleRashid, M. I., Benhelal, E., Farhang, F., Stockenhuber, M., & Kennedy, E. M. (2020). Magnesium Leachability of Mg-Silicate Peridotites: The Effect on Magnesite Yield of a Mineral Carbonation Process. Minerals, 10(12), 1091. https://doi.org/10.3390/min10121091